
Hydrogen as a Temporary Alloying Element for Establishing Specific Microstructural Gradients in Ti-6Al-4V



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
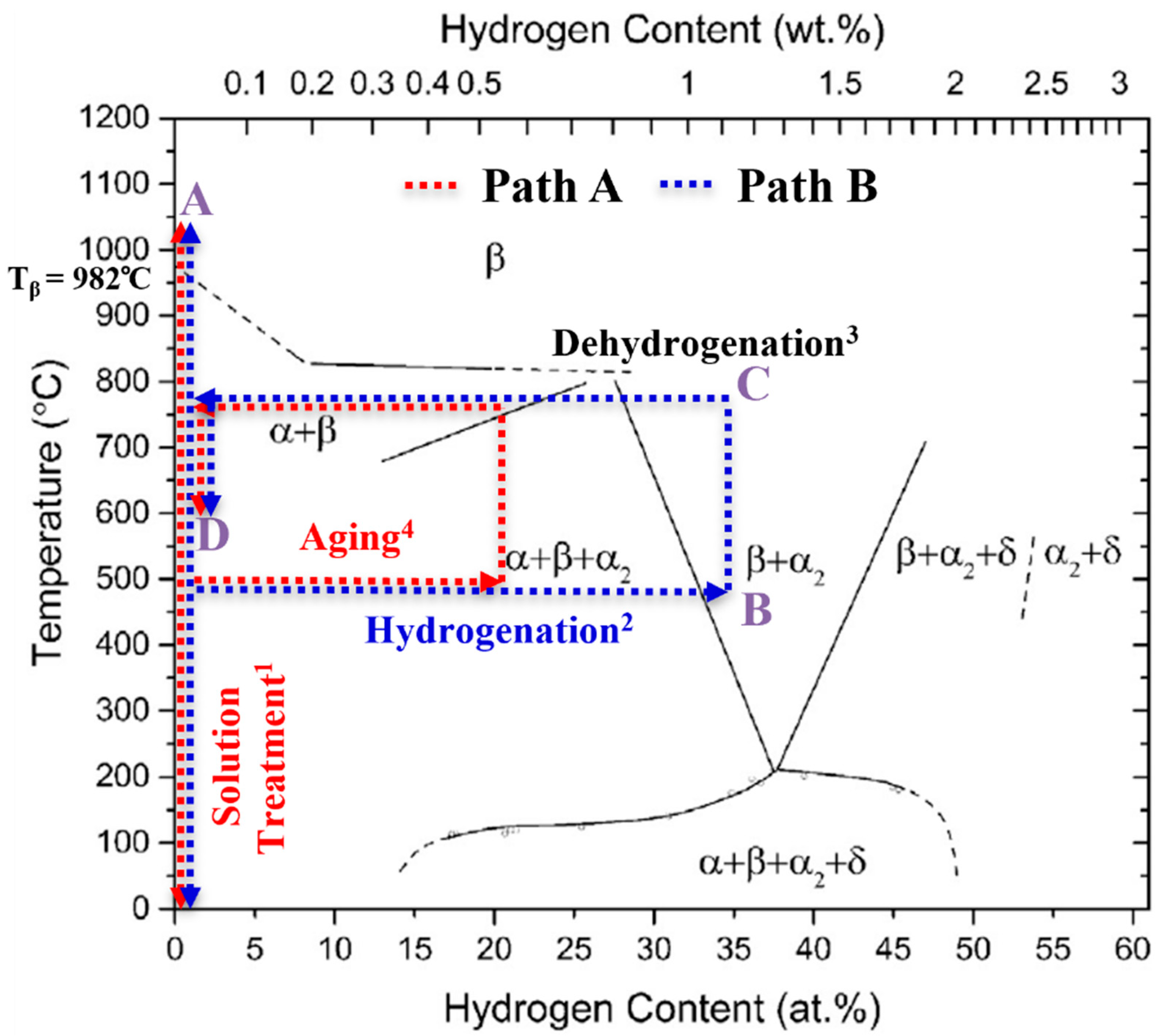
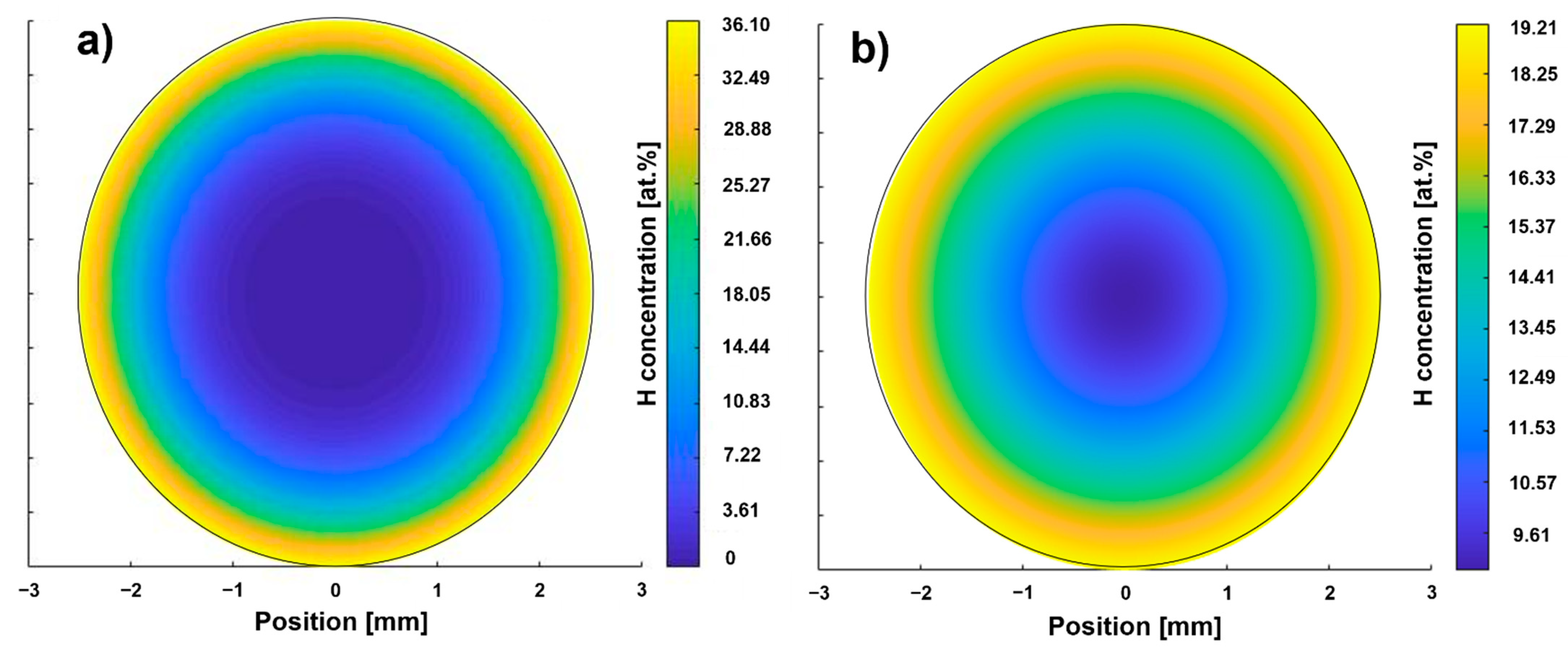
3.1. Specifying the THT Parameter Values
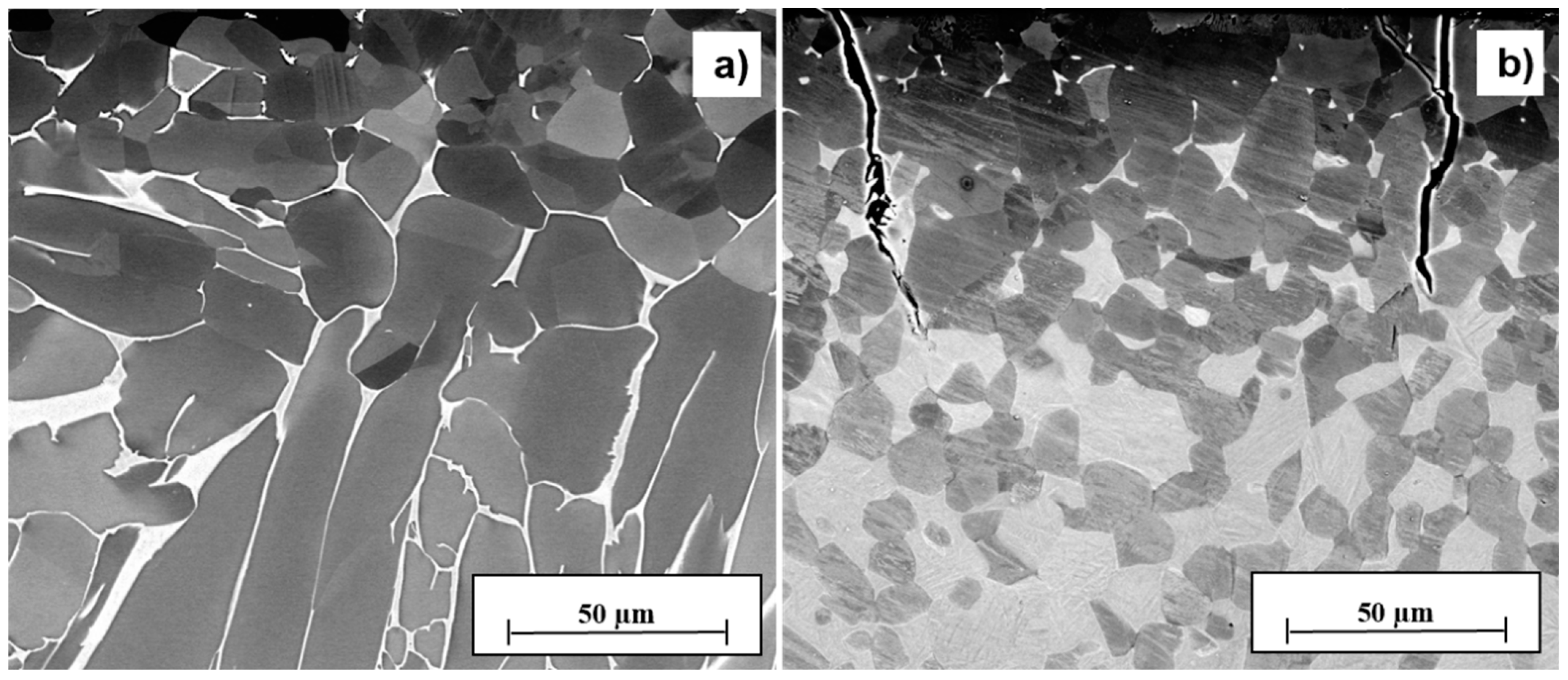
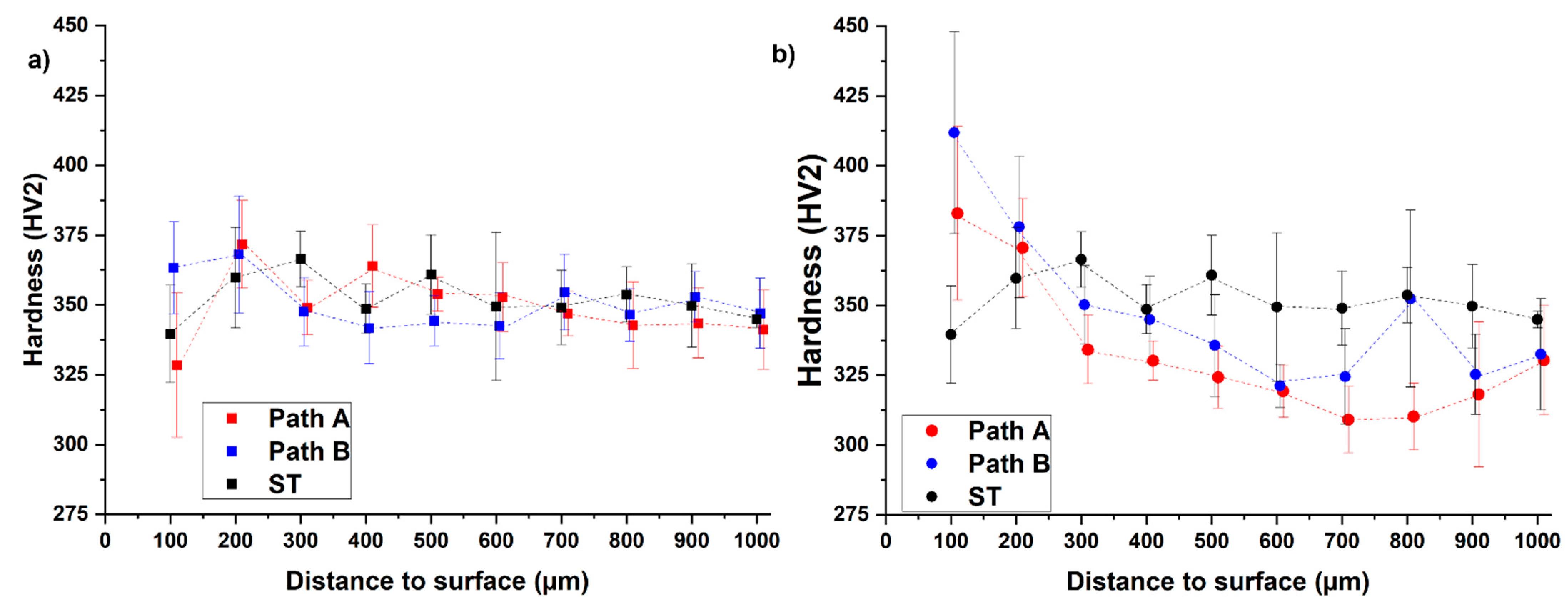
3.2. Evaluation of Microstructural Gradients
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 33–36. [Google Scholar]
- Macin, V.; Christ, H.-J. Influence of hydride-induced microstructure modification on mechanical properties of metastable beta titanium alloy Ti 10V-2Fe-3Al. Int. J. Hydrogen Energy 2015, 40, 16878–16891. [Google Scholar]
- Piskovets, V.M. Effect of thermohydrogen treatment on mechanical and process properties of low-carbon steel. Met. Sci. Heat. Treat. 2007, 49, 301–303. [Google Scholar] [CrossRef]
- Sun, P.; Fang, Z.Z.; Koopman, M.; Paramore, J.; Chandran, K.R.; Ren, Y.; Lu, J. An experimental study of the (Ti–6Al–4V)–xH phase diagram using in situ synchrotron XRD and TGA/DSC techniques. Act. Mat. 2015, 84, 29–41. [Google Scholar] [CrossRef] [Green Version]
- Ilyin, A.A.; Polkin, I.S.; Mamonov, A.M.; Nocov, V.K. Thermohydrogen Treatment—The base of Hydrogen Technology of Titanium Alloys. In Titanium ’95 Science and Technology; Blenkinsop, P.A., Evans, W.J., Flower, H.M., Eds.; Institute of Materials: London, UK, 1996; pp. 2462–2469. [Google Scholar]
- Senkov, O.N.; Froes, F.H. Thermohydrogen Processing of Titanium Alloys. In Progress in Hydrogen Treatment of Materials; Goltsov, V.A., Ed.; Kassiopeya Ltd.: Donetsk, Ukraine, 2001; pp. 3–36. [Google Scholar]
- Sun, Z.; Zhou, W.; Hou, H. Strengthening of Ti–6Al–4V alloys by thermohydrogen processing. Int. J. Hydrogen Energy 2009, 34, 1971–1976. [Google Scholar] [CrossRef]
- Dunstan, M.K.; Paramore, J.D.; Fang, Z.Z.; Sun, P. Manipulation of microstructure and mechanical properties during dehydrogenation of hydrogen-sintered Ti-6Al-4V. Mat. Sci. Eng. A 2019, 764, 138244. [Google Scholar] [CrossRef]
- Schmidt, P.; Christ, H.-J. Effect of Surface Condition and Microstructure on Hydrogen Uptake in Metastable β Titanium Alloys. In Proceedings of the 12th World Conference on Titanium, Ti-2011, Beijing, China, 19–24 June 2011; Zhou, L., Chang, L., Eds.; Science Press: Beijing, China, 2012; pp. 508–513. [Google Scholar]
- Kerr, W.R. The effect of hydrogen as a temporary alloying element on the microstructure and tensile properties of Ti-6Al-4V. Met. Mat. Trans. A 1985, 16, 1077–1087. [Google Scholar] [CrossRef]
- Alvarez, A.-M.; Robertson, I.M.; Birnbaum, H.K. Hydrogen embrittlement of a metastable β-titanium alloy. Act. Mat. 2004, 52, 4161–4175. [Google Scholar] [CrossRef]
- Niu, Y.; Li, M. Application of thermohydrogen processing for formation of ultrafine equiaxed grains in near α Ti600 alloy. Met. Mat. Trans. A 2009, 40, 3009–3015. [Google Scholar] [CrossRef]
- Sozańska, M. Effect of high-temperature hydrogen treatment on the microstructure and properties of titanium alloy Ti-6Al-4V. Mat. Sci. Eng. 2011, 22, 12009. [Google Scholar] [CrossRef]
- Schmidt, C.D.; Macin, V.; Schmidt, P.; Christ, H.-J. Generation of microstructural gradients for improved mechanical properties via thermo-hydrogen treatment of the metastable beta titanium alloys Beta CTM and Ti 10V-2Fe-3Al. MATEC Web. Conf. 2020, 321, 12017. [Google Scholar] [CrossRef]
- Schmidt, C.D.; Christ, H.-J. Determination of Material Characteristics for Hydrogen Uptake and Release of Titanium Alloys as Basis for the Design of a THT Process (Part 2). Werkstoffe und Bauteile auf dem Prüfstand. In Proceedings of the Werkstoffprüfung 2020, Deutscher Verband für Materialforschung und-prüfung e.V, Berlin, Germany, 3–4 December 2020; pp. 185–190. Available online: https://visit-us-online.com/fileadmin/files/TWP/Tagungsband.pdf (accessed on 27 July 2022).
- Berg, A.; Wagner, L. Near-surface gradient microstructures in metastable beta-titanium alloys for improved fatigue performance. Mat. Sci. For. 1999, 308–311, 307–312. [Google Scholar]
- Liu, H.; Cao, J.; He, P.; Feng, J. Effect of hydrogen on diffusion bonding of commercially pure titanium and hydrogenated Ti6Al4V alloys. Int. J. Hydrogen Energy 2009, 34, 1108–1113. [Google Scholar] [CrossRef]
- Paramore, J.D.; Fang, Z.Z.; Dunstan, M.; Sun, P.; Butler, B.G. Hydrogen-enabled microstructure and fatigue strength engineering of titanium alloys. Sci. Rep. 2017, 7, 41444. [Google Scholar] [CrossRef]
- Froes, F.H.; Senkov, O.N.; Qazi, I.J. Hydrogen as a temporary alloying element in titanium alloys: Thermohydrogen processing. Mat. Rev. 2004, 49, 227–245. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solution Treatment | A (Lamellar) | B (Bimodal) | C (Equiaxed) |
|---|---|---|---|
| Temperature and duration | 1050 °C at 1 h | 982 °C at 1 h | 950 °C at 1 h (I) + 720 °C at 1 h (II) |
| Quenchant | furnace atmosphere | water | I: furnace atmosphere, II: air |
| β phase fraction (vol.%) | 14.1 | 18.5 | 15.8 |
| α particle size (µm) | 18.3 | 5.6 | 16.3 |
| Temperature (°C) | Hydrogen Diffusion Coefficient DH (m2/s) | ||
|---|---|---|---|
| Lamellar | Bimodal | Equiaxed | |
| 200 | 4.0 x10-10 | 5.0 x10-11 | 1.1 x10-10 |
| 300 | 1.5 x10-10 | 9.0 x10-11 | 2.0 x10-10 |
| 400 | 4.0 x10-10 | 4.0 x10-10 | 3.0 x10-10 |
| 500 | 9.0 x10-10 | 1.0 x10-9 | 5.5 x10-10 |
| 600 | 2.8x10-9 | 2.0 x10-9 | 2.1 x10-9 |
| 700 | 6.0 x10-9 | 4.0 x10-9 | 4.5 x10-9 |
| 800 | 8.5 x10-9 | 6.0 x10-9 | 5.0 x10-9 |
| pH (mbar) | H Saturation Concentration (at.%) | |||||
|---|---|---|---|---|---|---|
| 500 °C | 600 °C | |||||
| Lamellar | Bimodal | Equiaxed | Lamellar | Bimodal | Equiaxed | |
| 1 | 4.8 | 3.1 | 2.8 | 2.50 | 2 | 2.3 |
| 4 | 10.3 | 8.2 | 6.7 | 3.80 | 3.2 | 2.7 |
| 9 | 14.6 | 11.0 | 8.5 | 4.75 | 3.6 | 4.0 |
| 20 | 19.2 | 12.4 | 12.7 | 5.31 | 6.3 | 6.4 |
| 40 | 24.8 | 16.6 | 22.0 | 10.60 | 9.2 | 13,0 |
| 60 | 33.3 | 18.8 | 30.8 | 13.83 | 13.8 | 15.8 |
| 80 | 34.3 | 19.4 | 33.4 | 18.61 | 20.3 | 20.1 |
| 100 | 36.1 | 26.6 | 40.8 | 21.68 | 26.4 | 26.4 |
| Solution Treatment | ΔK0 (MPa√m) | KQ (Mpa√m) |
|---|---|---|
| A | 4.9 | 94 |
| B | 15.5 | 61 |
| C | 5.0 | 61 |
| Path | Hydrogenation | Dehydrogenation | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| pH (mbar) | TH (°C) | tH (h) | cH (at.%) | ti (s) | SCFH | TD (°C) | tD (h) | cH (at.%) | ti (s) | SCFD | |
| A | 100 | 500 | 2 | 11.65 | 160 | 14.35 | 750 | 7 | 0.16 | 220 | 17.73 |
| B | 20 | 6.15 | 15.32 | 230 | 12.43 | 6 | 0.15 | 14.25 | |||
| Condition | Penetration Depth | α Particle Size/Lamella Width (µm) per Distance Range to Surface | |||
|---|---|---|---|---|---|
| (μm) | 0–120 µm | 140–280 µm | 280–420 µm | Center | |
| path A | 160 ± 25 | 17 ± 3 | 19 ± 1 | 14 ± 2 | 14 ± 1 |
| path B | 172 ± 29 | 23 ± 2 | 19 ± 3 | 14 ± 1 | 16 ± 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmidt, C.D.; Christ, H.-J.; Von Hehl, A. Hydrogen as a Temporary Alloying Element for Establishing Specific Microstructural Gradients in Ti-6Al-4V. Metals 2022, 12, 1267. https://doi.org/10.3390/met12081267
Schmidt CD, Christ H-J, Von Hehl A. Hydrogen as a Temporary Alloying Element for Establishing Specific Microstructural Gradients in Ti-6Al-4V. Metals. 2022; 12(8):1267. https://doi.org/10.3390/met12081267
Chicago/Turabian StyleSchmidt, Christopher David, Hans-Jürgen Christ, and Axel Von Hehl. 2022. "Hydrogen as a Temporary Alloying Element for Establishing Specific Microstructural Gradients in Ti-6Al-4V" Metals 12, no. 8: 1267. https://doi.org/10.3390/met12081267
APA StyleSchmidt, C. D., Christ, H.-J., & Von Hehl, A. (2022). Hydrogen as a Temporary Alloying Element for Establishing Specific Microstructural Gradients in Ti-6Al-4V. Metals, 12(8), 1267. https://doi.org/10.3390/met12081267