
Development and Application of Asynchronous Roll Shifting Strategy of Double Attenuation Work Roll in Hot Rolling

Abstract
:1. Introduction
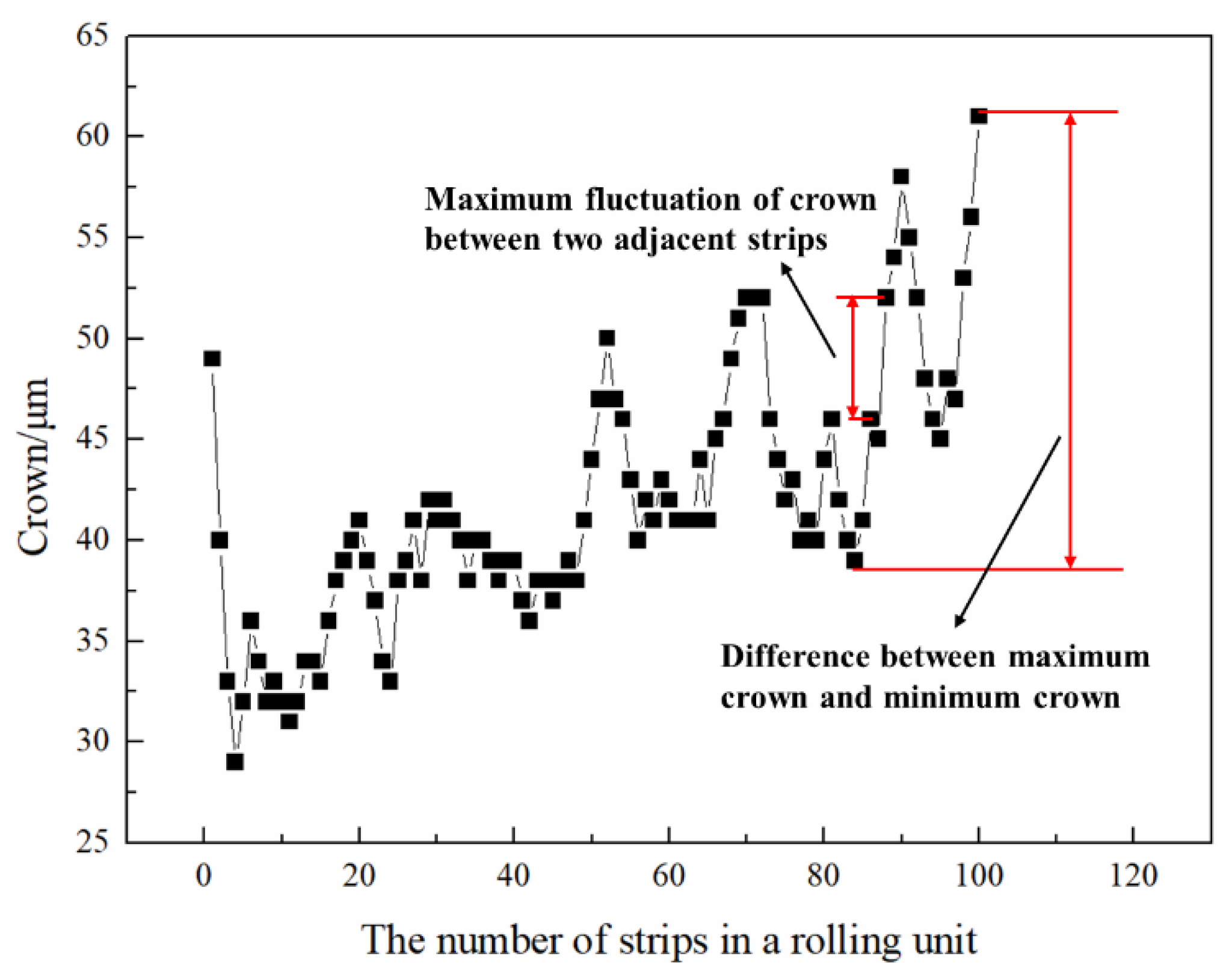
2. The Field Problem of Strip Crown Fluctuation
3. The Crown Calculation Model of Multi-Stand Continuous Rolling
3.1. Roll Wear Model
3.2. Roll Thermal Contour Model
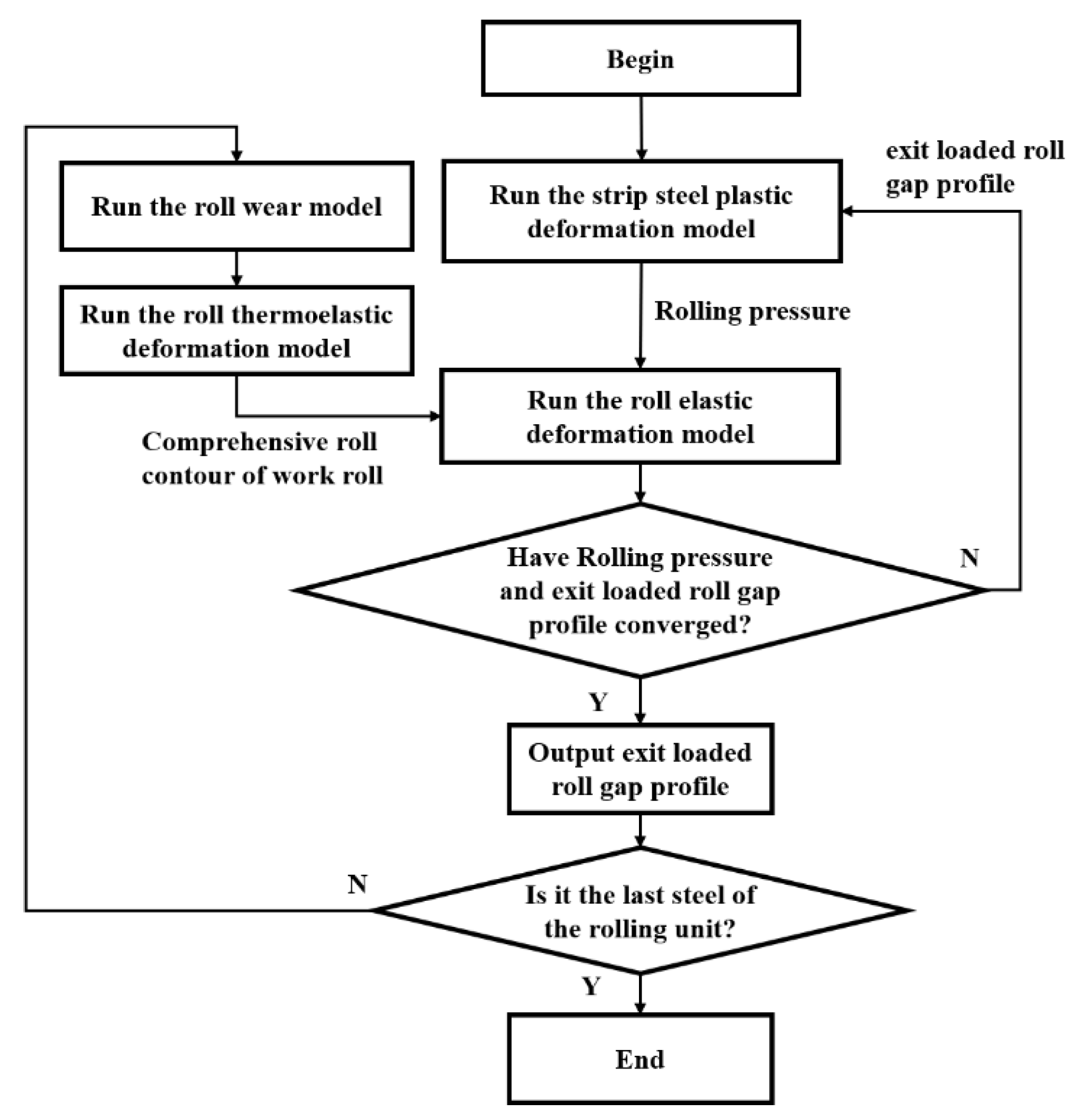
3.3. Rolls-Strip Integrated Model
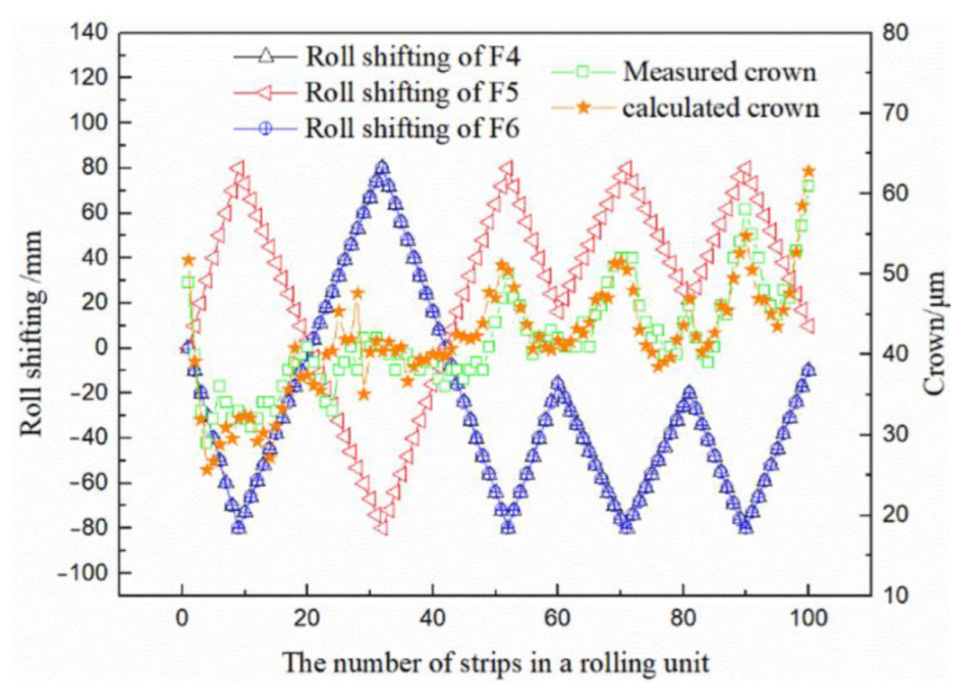
3.4. Model Validation
4. Development of Double Attenuation Asynchronous Roll Shifting Strategy
4.1. Design Principles
4.2. Roll Shifting Strategy
4.3. Effect of Roll Shifting Strategy on Strip Crown Fluctuation
4.3.1. Basic Simulation Conditions
4.3.2. Definition of Evaluation Index
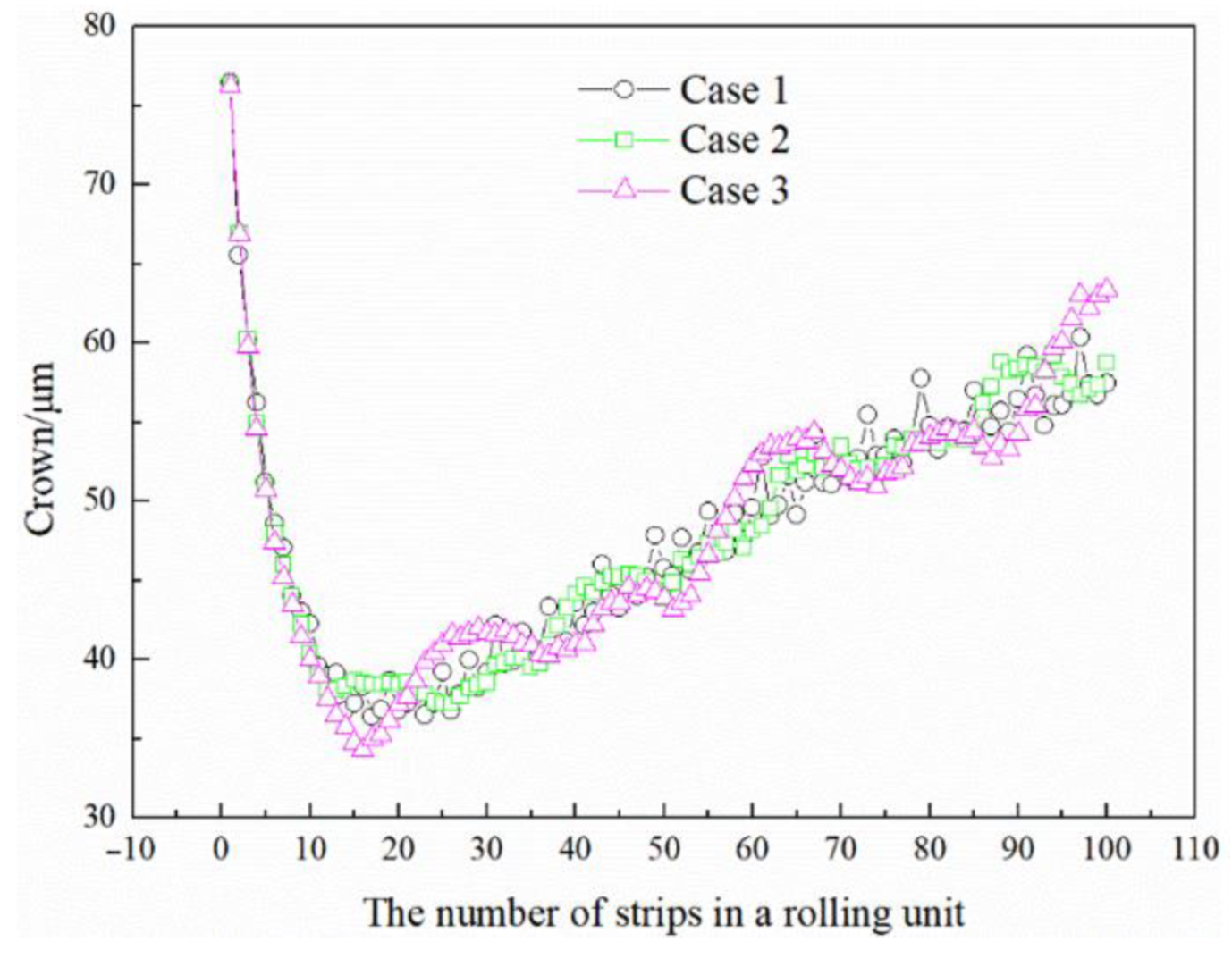
4.3.3. Effect of Strip Number on Strip Crown Fluctuation in a Roll Shifting Cycle
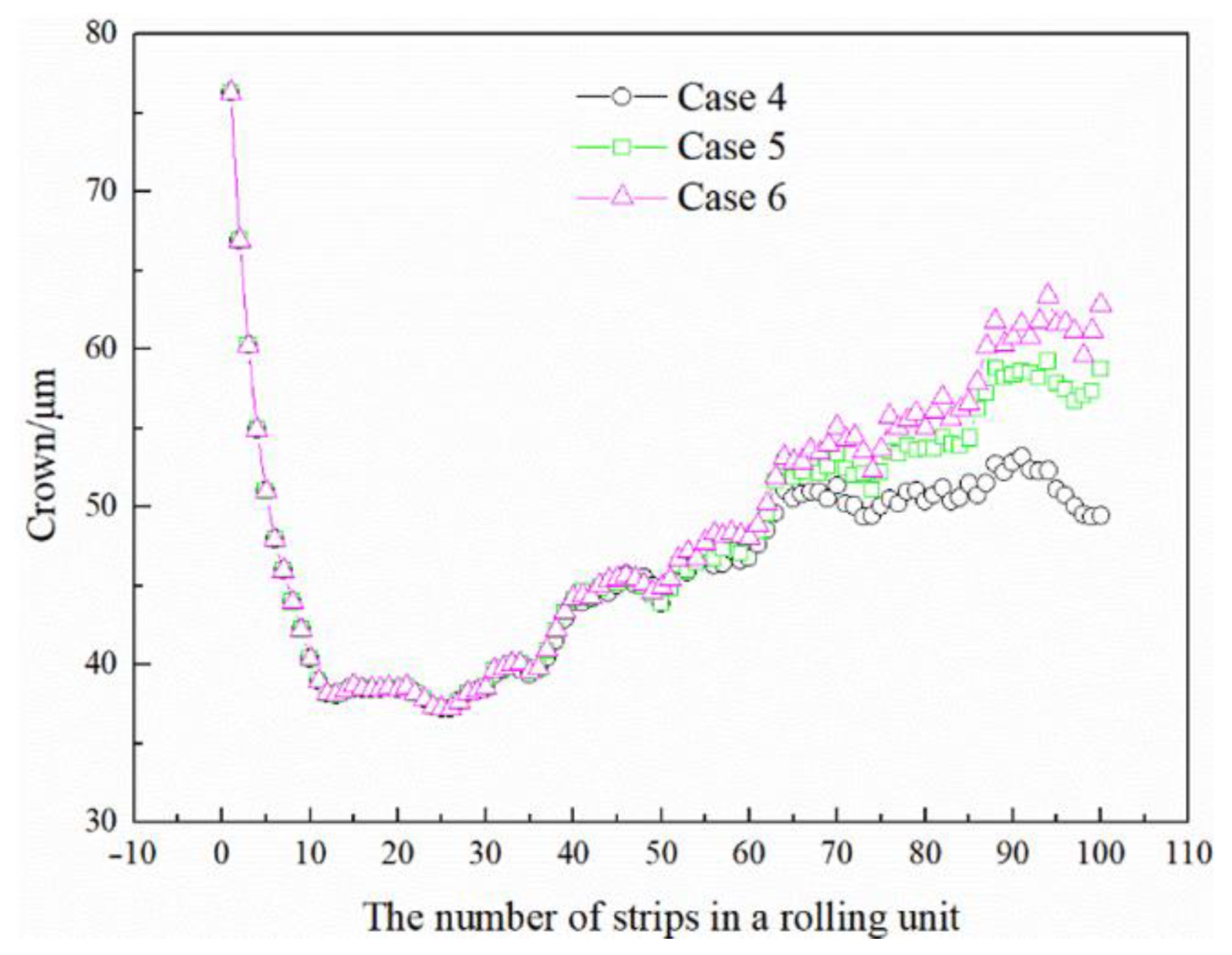
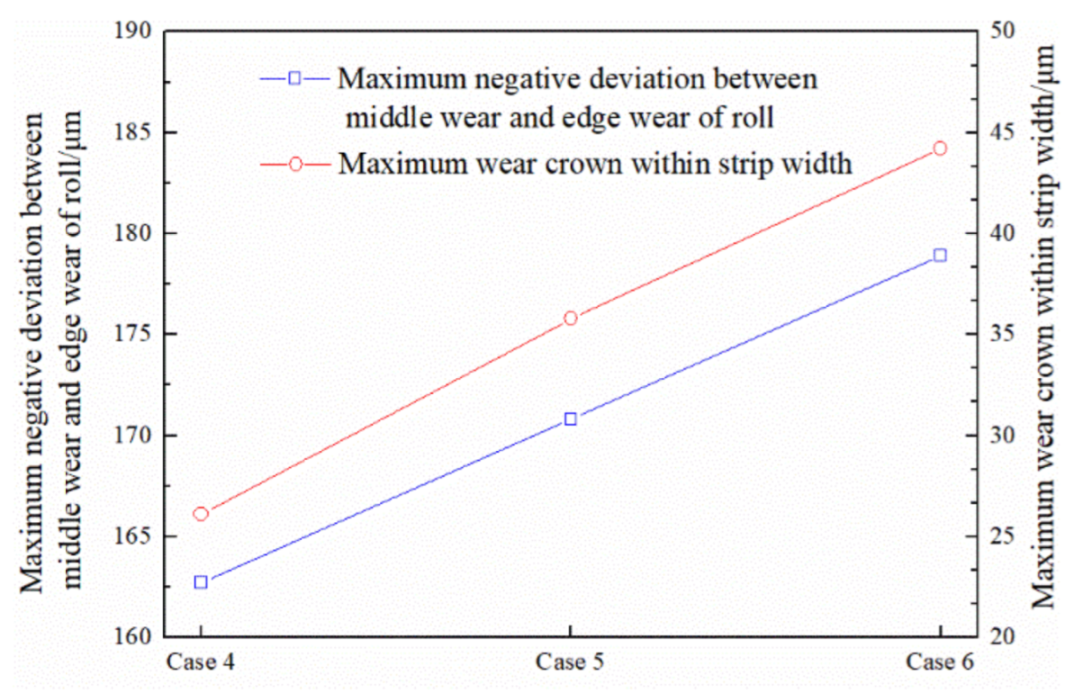
4.3.4. Effect of Roll Shifting Amplitude on Strip Crown Fluctuation
5. Application Effect of Double Attenuation Roll Shifting Strategy in Field
6. Conclusions
- (1)
- The simulation model of multistand continuous rolling is established by numerical method, which integrates wear contour, thermal contour, and rolls-strip deformation. The reason for strip crown fluctuation in rolling unit is revealed by simulation calculation under actual working conditions.
- (2)
- In order to solve the problem of large strip crown fluctuation in batch production of the same width and thin gauge in hot rolling line, a double attenuation asynchronous work roll shifting strategy is proposed. The number of roll shifting strips in different periods and the amplitude of roll shifting at the end of a rolling unit are simulated. When the number of roll shifting strips is small or large in a shifting cycle, it is not conducive to the stability of strip crown. Based on ensuring the allowance of roll shifting, the smaller the value, the more beneficial it is to the stability of strip crown and the uniformity of roll wear.
- (3)
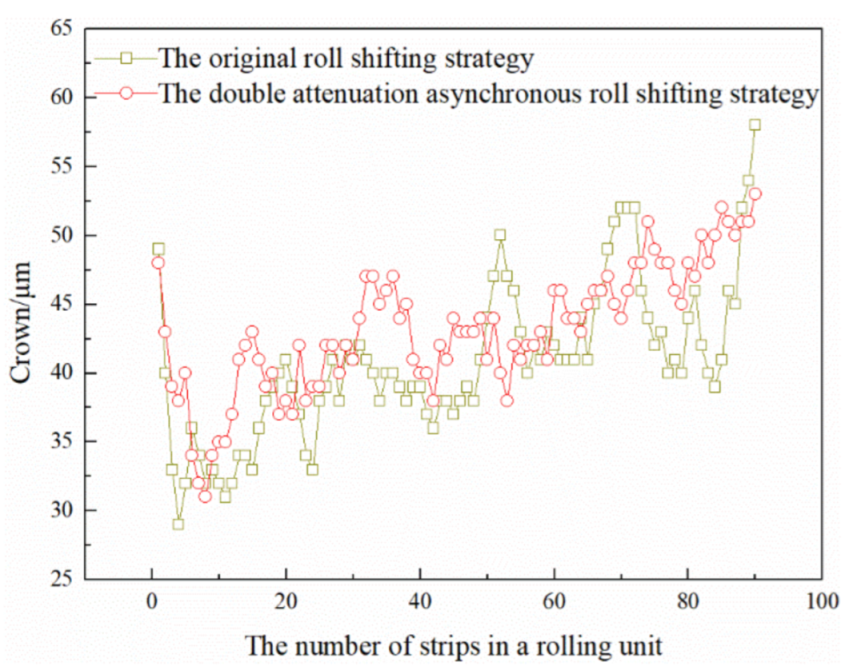
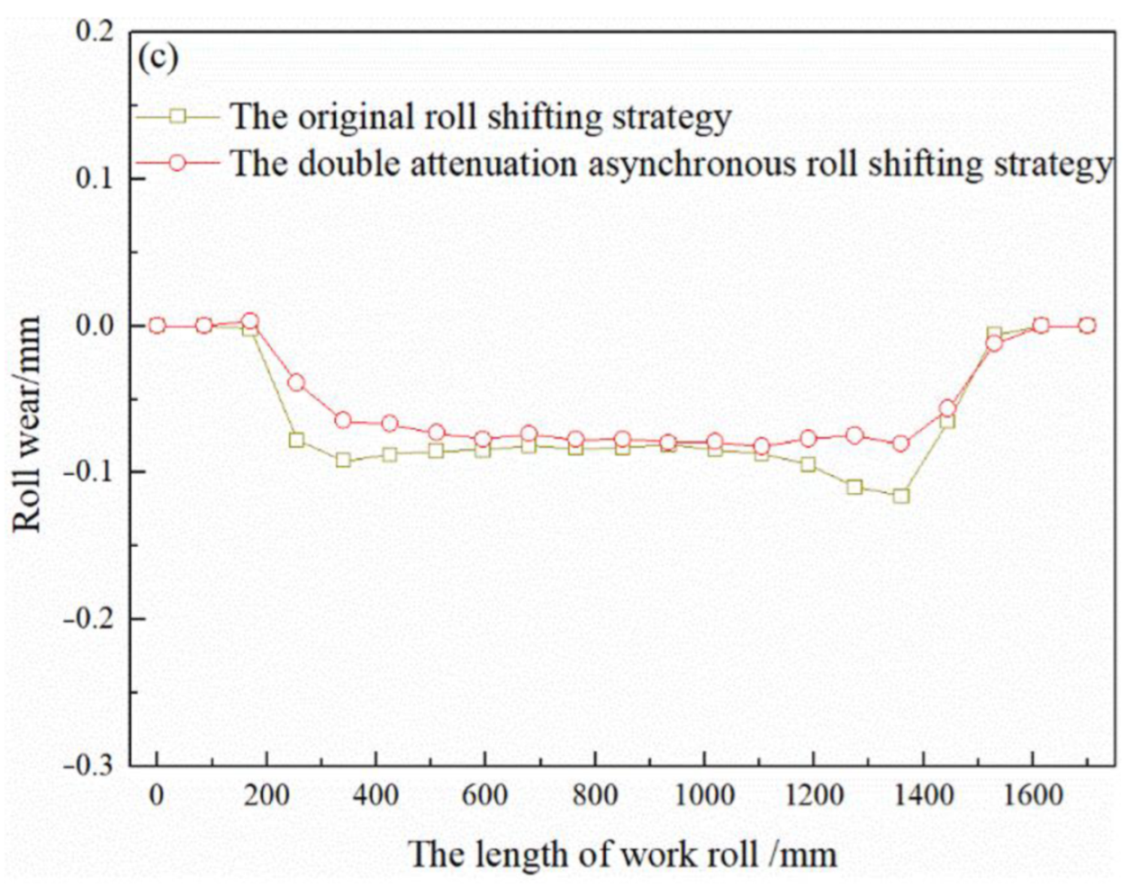
- The strategy of double attenuation asynchronous work roll shifting has been applied in the industrial field. From the use of the new strategy, the maximum crown fluctuation in the rolling unit decreased by 21.05%, and the maximum crown fluctuation of adjacent strips decreased by 28.57%. At the same time, the work roll wear was more uniform.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Muntin, A.V. Advanced technology of combined thin slab continuous casting and steel strip hot rolling. Metallurgist 2019, 62, 900–910. [Google Scholar] [CrossRef]
- Kang, Y.; Peng, T.; Zhu, G. Progress and trend on hot wide strip endless rolling technology. Iron Steel 2019, 54, 1–8. [Google Scholar]
- Arvedi, G.; Mazzolari, F.; Siegl, J.; Hohenbichler, G.; Holleis, G. Arvedi ESP first thin slab endless casting and rolling results. Ironmak. Steelmak. 2010, 37, 271–275. [Google Scholar] [CrossRef]
- Lee, J.; Kang, Y.; Won, C.S.; Son, S.L.; Horii, K. Development of a new solid-state joining process for endless hot rolling. Iron Steel Technol. 2009, 51, 48–54. [Google Scholar]
- Hoen, K.; Klein, C.; KrMer, S.; Chung, J.S. Recent development of thin slab casting and rolling technology in a challenging market. BHM Berg-und Hüttenmännische Mon. 2016, 161, 415–420. [Google Scholar] [CrossRef]
- Zheng, X. Endless strip production technoloqy in Rizhao steel company. Metall. Equip. 2016, 44, 43–46. [Google Scholar]
- Tian, P.; Kang, Y.L.; Zhu, J.T.; Qin, Z.; Zheng, X.T.; Wang, F. Achievements of endless strip production in Rizhao steel. Mater. Sci. Forum 2019, 4734, 344–350. [Google Scholar] [CrossRef]
- Yang, W.; Dong, Z.; Zhang, J. FGC control technology of hot strip endless rolling. Iron Steel 2020, 37, 70–74. [Google Scholar]
- Liu, X.; Ding, X.; Guo, L. Continuous Rolling Method and Device Based on MCCR. CN111515249A, 15 April 2020. [Google Scholar]
- Shao, J.; He, A.; Yang, Q.; Guo, H.W. Varying shifting stroke strategy of work rolls in hot rolling. Chin. J. Eng. 2011, 33, 93–97. [Google Scholar]
- He, H.; Wang, X.; Yang, Q.; Sun, X.; Xiao, J.; Liu, Y.; Song, G. Smart-shifting strategy of work rolls for downstream stands in hot rolling. Ironmak. Steelmak. 2020, 47, 512–519. [Google Scholar] [CrossRef]
- Yao, C.; He, A.; Shao, J.; Zhang, Y.J.; Zhao, H.S. Edge drop and high spot control of hot-rolled non-oriented electrical steel strip by taper roll shifting strategy. Ironmak. Steelmak. 2020, 47, 138–144. [Google Scholar] [CrossRef]
- He, A.; Zhang, Q.; Xu, J. Genetic algorithms of work roll wear model for hot rolling. Iron Steel 2000, 21, 58–61. [Google Scholar]
- Cao, J.; Zhang, J.; Gan, J.; Su, Y.; Tang, B.; Yan, T. Work roll wear prediction model of non-oriented electrical steel sheet in hot mills. J. Univ. Sci. Technol. Beijing 2006, 18, 286–289. [Google Scholar]
- Kong, X.; Shi, J.; Xu, J.; Wang, G.D. Wear prediction of roller for hot mill during service. J. Northeast. Univ. 2002, 23, 790–792. [Google Scholar]
- Guo, X.; He, A.; Shao, J.; Zhou, B.; Li, Q. Modeling and simulation of subsectional cooling system during hot aluminum rolling. J. Mech. Eng. 2013, 49, 70–74. [Google Scholar] [CrossRef]
- Wang, L.S.; Yang, Q.; He, A.R.; Zheng, X.; Yu, H.R. Improvement of prediction model for work roll thermal contour in hot strip mill. J. Cent. South Univ. Technol. 2010, 17, 1251–1257. [Google Scholar] [CrossRef]
- Yao, C.; He, A.; Shao, J.; Zhao, J. A real-time quasi-3D metal flow model for hot strip rolling. Int. J. Mech. Sci. 2019, 159, 91–102. [Google Scholar] [CrossRef]
- Kong, F.; He, A.; Shao, J. Research on rapid online calculation methods of roll stack deformation. J. Mech. Eng. 2012, 48, 121–126. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Stand | |||||
|---|---|---|---|---|---|---|
| F1 | F2 | F3 | F4 | F5 | F6 | |
| Entry thickness/mm | 35 | 18.78 | 10.81 | 6.85 | 4.73 | 3.58 |
| Exit thickness/mm | 18.78 | 10.81 | 6.85 | 4.73 | 3.58 | 3.02 |
| Bending force /t | 73.5 | 42.5 | 69.5 | 87.5 | 62.5 | 25 |
| Entry temperature /°C | 1072 | 1025 | 1003 | 981 | 958 | 933 |
| Rolling speed/m⋅s−1 | 0.75 | 1.28 | 2.03 | 2.98 | 4.01 | 4.89 |
| Rolling force /t | 1689 | 2139 | 1951 | 1461 | 1181 | 838 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Zhou, G.; Yao, C.; Wang, S.; Qi, Z.; Guo, L.; Zhao, D.; He, A. Development and Application of Asynchronous Roll Shifting Strategy of Double Attenuation Work Roll in Hot Rolling. Metals 2022, 12, 1265. https://doi.org/10.3390/met12081265
Li Z, Zhou G, Yao C, Wang S, Qi Z, Guo L, Zhao D, He A. Development and Application of Asynchronous Roll Shifting Strategy of Double Attenuation Work Roll in Hot Rolling. Metals. 2022; 12(8):1265. https://doi.org/10.3390/met12081265
Chicago/Turabian StyleLi, Zhaoyang, Guanyu Zhou, Chihuan Yao, Shuhuan Wang, Zhi Qi, Lantian Guo, Dingguo Zhao, and Anrui He. 2022. "Development and Application of Asynchronous Roll Shifting Strategy of Double Attenuation Work Roll in Hot Rolling" Metals 12, no. 8: 1265. https://doi.org/10.3390/met12081265
APA StyleLi, Z., Zhou, G., Yao, C., Wang, S., Qi, Z., Guo, L., Zhao, D., & He, A. (2022). Development and Application of Asynchronous Roll Shifting Strategy of Double Attenuation Work Roll in Hot Rolling. Metals, 12(8), 1265. https://doi.org/10.3390/met12081265