
Influence of Heat Control on Properties and Residual Stresses of Additive-Welded High-Strength Steel Components


 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
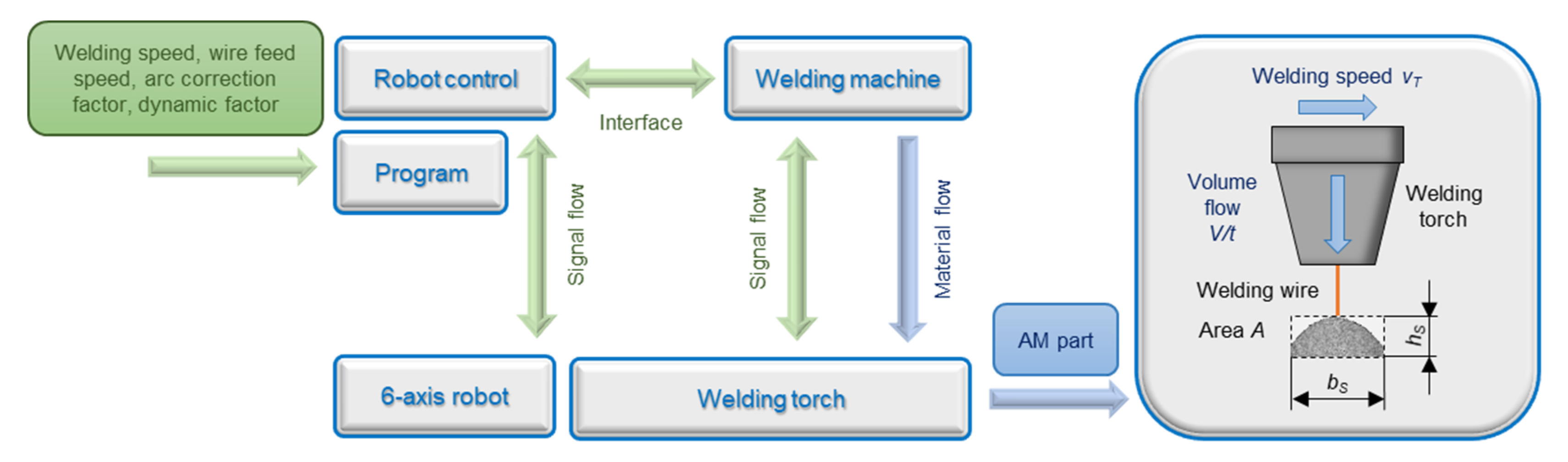
2.1. WAAM Welding System
2.2. Materials
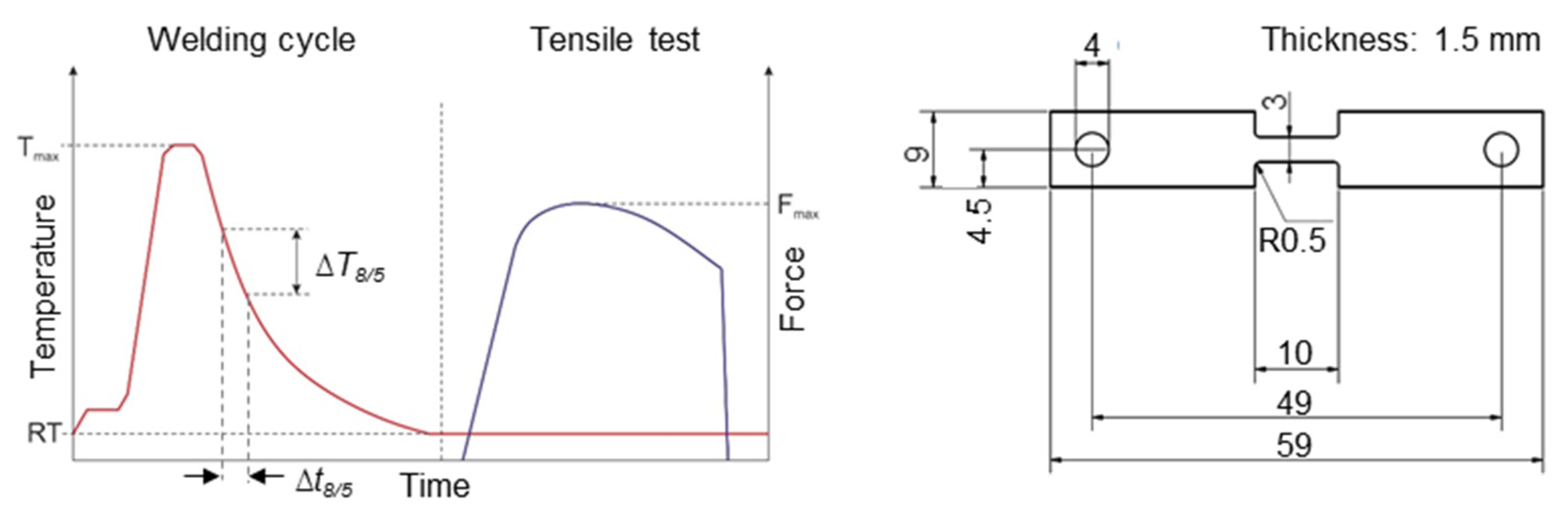
2.3. Thermophysical Welding and Forming Simulation with Dilatometer
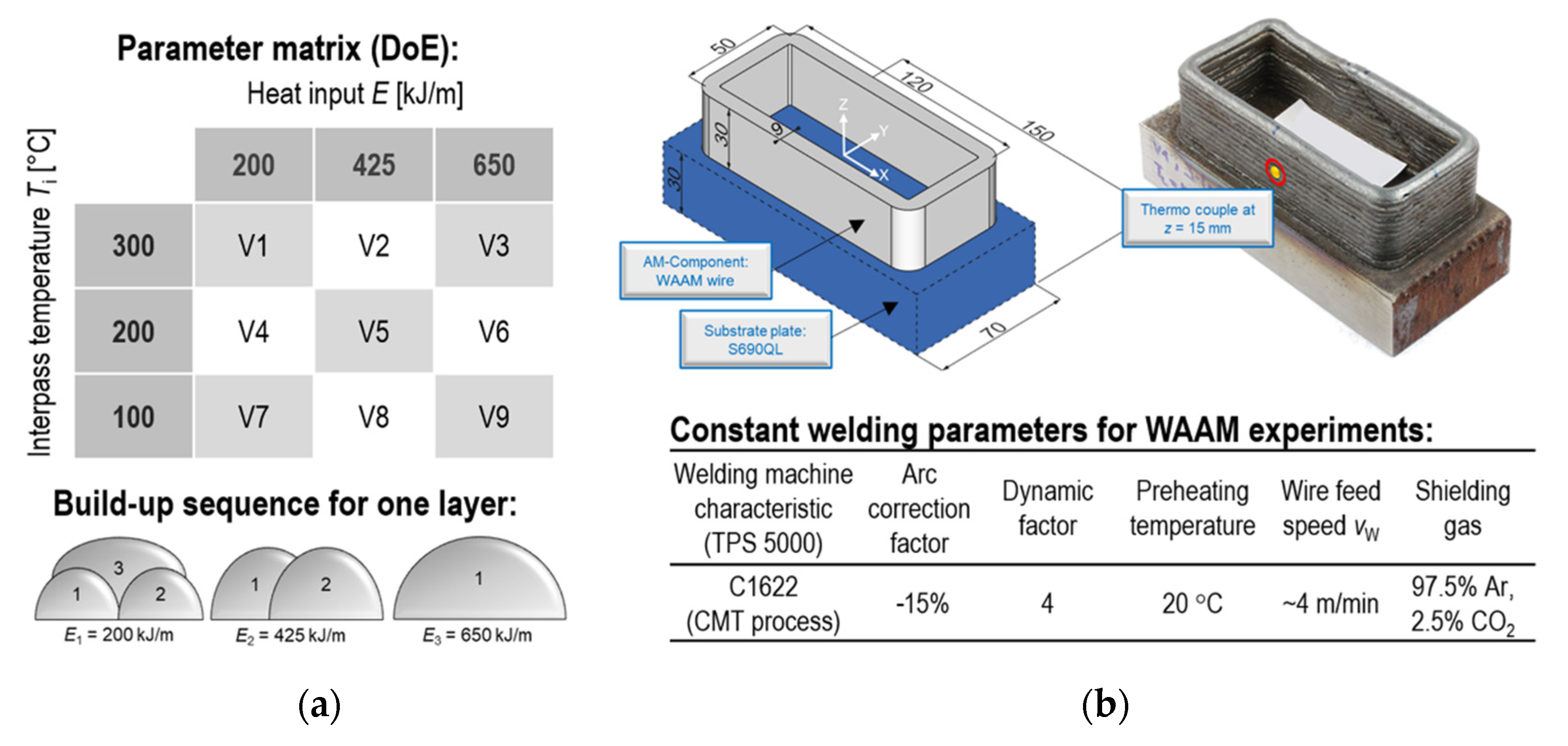
2.4. Welding Experiments
2.5. Residual Stress Analysis
3. Results and Discussion
3.1. Thermophysical Welding and Forming Simulation with Dilatometer
3.2. Cooling Time during Additive Manufacturing
3.3. Residual Stress Analysis
4. Conclusions
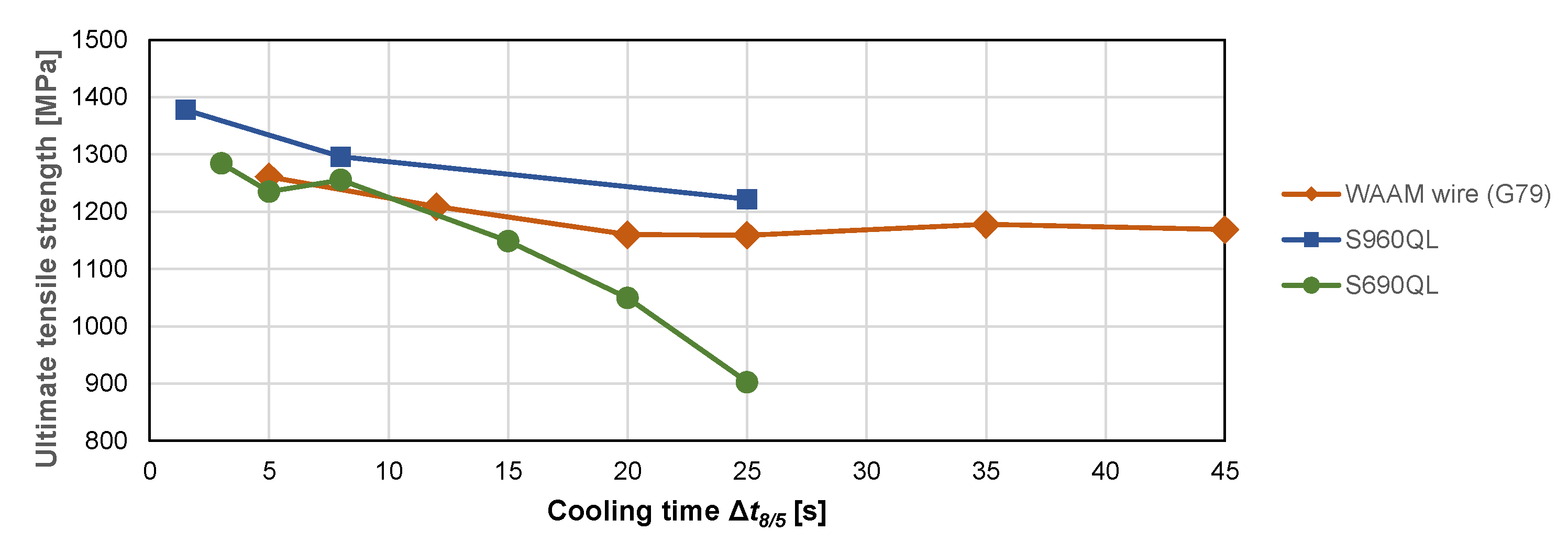
- New high-strength, special WAAM wires can be processed over a wide ∆t8/5 cooling time range (5–45 s) without a pronounced decrease in strength.
- By adapting the layer build-up strategy, constant component geometries with a different heat input could be realized.
- The heat input had a significant influence on the cooling behavior during layer-by-layer production of the component. High heat input values led to lower cooling rates. The interlayer temperature had a comparatively small effect on the cooling time, and should thus be suitable for adjusting or optimizing in terms of the process time or stress engineering.
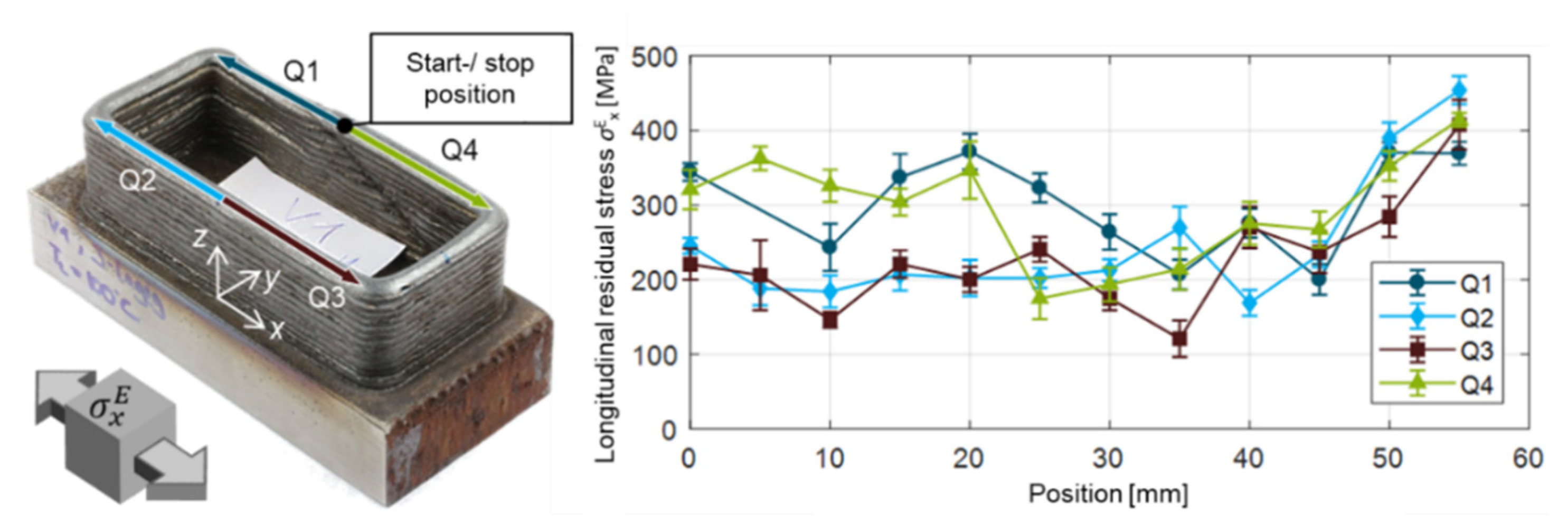
- The residual stresses on the top layers along the welding direction showed an increase of over 50% (from approx. 200 MPa to up to 300–450 MPa) on average toward the corners of the part due to design-related restraints.
- The interlayer temperature did not show any significant influence on the local residual stresses of the top layer surface within the experimental design.
- The effect of heat input on the local longitudinal and transversal residual stress level on the top layer surfaces was significant. A higher heat input or fusion rate caused considerably lower residual stresses (e.g., ∆σEmax ≥ 200 MPa between E = 200 kJ/m and 650 kJ/m). A final clarification of these influences will require the investigation of local effects due to shrinkage and transformation caused by high local temperature gradients during cooling, as well as systematic investigations of other specimen surfaces, such as the specimen side walls; residual stresses analyses in the bulk are required for this purpose.
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Raoul, J. Use and Application of High-Performance Steels for Steel Structures; Guenther, H.-P., Ed.; IABSE: Zürich, Switzerland, 2005. [Google Scholar]
- Hulka, K.; Kern, A.; Schriever, U. Application of Niobium in Quenched and Tempered High-Strength Steels. Mater. Sci. Forum 2005, 500–501, 519–526. [Google Scholar] [CrossRef]
- European Commission. European Green Deal. 2021. Available online: https://ec.europa.eu/clima/eu-action/european-green-deal_en (accessed on 20 December 2021).
- Plangger, J.; Schabhüttl, P.; Vuherer, T.; Enzinger, N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals 2019, 9, 650. [Google Scholar] [CrossRef] [Green Version]
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Schroepfer, D.; Kromm, A.; Schaupp, T.; Kannengiesser, T. Welding stress control in high-strength steel components using adapted heat control concepts. Weld. World 2018, 63, 647–661. [Google Scholar] [CrossRef]
- Hoennige, J.; Seow, C.E.; Ganguly, S.; Xu, X.; Cabeza, S.; Coules, H.; Williams, S. Study of residual stress and microstructural evolution in as-deposited and inter-pass rolled wire plus arc additively manufactured Inconel 718 alloy after ageing treatment. Mater. Sci. Eng. A 2021, 801, 140368. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Stamm, S.; Vogel, N.; Nordmeyer, H. Verzug additiver Bauteile. Einfluss der Nachbearbeitung auf den Eigenspannungszustand. Konstruktion 2019, 3, 203–222. [Google Scholar]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, X.; Chuanchu, S.; Yangfan, W.; Noor, S.A.; Konovalov, S.; Jayalakshmi, S.; Singh, R.A. Cold Metal Transfer (CMT) Based Wire and Arc Additive Manufacture (WAAM) System. J. Surf. Investig. X-Ray Synchrotron Neutron Tech. 2019, 12, 1278–1284. [Google Scholar] [CrossRef]
- Graf, M.; Hälsig, A.; Höfer, K.; Awiszus, B.; Mayr, P. Thermo-Mechanical Modelling of Wire-Arc Additive Manufacturing (WAAM) of Semi-Finished Products. Metals 2018, 8, 1009. [Google Scholar] [CrossRef] [Green Version]
- Ogino, Y.; Asai, S.; Hirata, Y. Numerical simulation of WAAM process by a GMAW weld pool model. Weld. World 2018, 62, 393–401. [Google Scholar] [CrossRef]
- Mueller, J.; Hensel, J.; Dilger, K. Mechanical properties of wire and arc additively manufactured high-strength steel structures. Weld. World 2022, 66, 395–407. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Overview—Residual stress part 1—Measurement techniques. Mater. Sci. Tech. Ser. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Overview—Residual stress part 2—Nature and origins. Mater. Sci. Tech. Ser. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Kumar, R.; Pandey, C.; Mahapatra, M.M. Significance of Finite Element Models and Solid-State Phase Transformation on the Evaluation of Weld Induced Residual Stresses. Met. Mater. Int. 2021, 27, 3478–3492. [Google Scholar] [CrossRef]
- Sprengel, M.; Mohr, G.; Altenburg, S.J.; Evans, A.; Serrano-Munoz, I.; Kromm, A.; Pirling, T.; Bruno, G.; Kannengiesser, T. Triaxial Residual Stress in Laser Powder Bed Fused 316L: Effects of Interlayer Time and Scanning Velocity. Adv. Eng. Mater. 2022. [Google Scholar] [CrossRef]
- Kromm, A.; Cabeza, S.; Mishurova, T.; Nadammal, N. Residual Stresses in Selective Laser Melted Samples of a Nickel Based Superalloy. Mater. Res. Proc. 2018, 6, 259–264. [Google Scholar] [CrossRef] [Green Version]
- Kumar, M.D.B.; Manikandan, M. Evaluation of Microstructure, Residual Stress, and Mechanical Properties in Different Planes of Wire + Arc Additive Manufactured Nickel-Based Superalloy. Met. Mater. Int. 2022, 1–24. [Google Scholar] [CrossRef]
- Nitschke-Pagel, T.; Wohlfahrt, H. Residual Stresses in Welded Joints—Sources and Consequences. Mater. Sci. Forum 2002, 404–407, 215–226. [Google Scholar] [CrossRef]
- Dixneit, J.; Kromm, A.; Boin, M.; Wimpory, R.C.; Kannengiesser, T.; Gibmeier, J.; Schroepfer, D. Residual stresses of LTT welds in large-scale components. Weld. World 2017, 61, 1089–1097. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition | Mechanical Properties | |||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Mn | Si | Mo | Cr | Ni | Rp0.2 | Rm | A5 | |
| WAAM wire | 0.09 | 1.70 | 0.40 | 0.60 | 0.35 | 2.00 | 820 MPa | 920 MPa | 20% |
| S690QL (1.8931) | 0.14 | 1.15 | 0.30 | 0.17 | 0.30 | 0.10 | 771 MPa | 824 MPa | 17% |
| S960QL (1.8933) | 0.17 | 0.88 | 0.27 | 0.52 | 0.49 | 0.51 | 1039 MPa | 1059 MPa | 15% |
| Radiation: CrKα | Tube Power: 30 kV/6.7 mA | Collimator: 2 mm | Detector: Linear Solid State |
|---|---|---|---|
| Diffraction Line: {211}α | ψ-Tilting: 0° to ±45° | ψ-Steps: ±10 | Measuring Time: 5 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Scharf-Wildenhain, R.; Haelsig, A.; Hensel, J.; Wandtke, K.; Schroepfer, D.; Kromm, A.; Kannengiesser, T. Influence of Heat Control on Properties and Residual Stresses of Additive-Welded High-Strength Steel Components. Metals 2022, 12, 951. https://doi.org/10.3390/met12060951
Scharf-Wildenhain R, Haelsig A, Hensel J, Wandtke K, Schroepfer D, Kromm A, Kannengiesser T. Influence of Heat Control on Properties and Residual Stresses of Additive-Welded High-Strength Steel Components. Metals. 2022; 12(6):951. https://doi.org/10.3390/met12060951
Chicago/Turabian StyleScharf-Wildenhain, Ronny, André Haelsig, Jonas Hensel, Karsten Wandtke, Dirk Schroepfer, Arne Kromm, and Thomas Kannengiesser. 2022. "Influence of Heat Control on Properties and Residual Stresses of Additive-Welded High-Strength Steel Components" Metals 12, no. 6: 951. https://doi.org/10.3390/met12060951
APA StyleScharf-Wildenhain, R., Haelsig, A., Hensel, J., Wandtke, K., Schroepfer, D., Kromm, A., & Kannengiesser, T. (2022). Influence of Heat Control on Properties and Residual Stresses of Additive-Welded High-Strength Steel Components. Metals, 12(6), 951. https://doi.org/10.3390/met12060951