
Experimental Research on the Thermal-Consolidation Compound Forming of Thermosetting Fiber Metal Laminates Design for Complex Structures with Variable Curvature



Abstract
:1. Introduction
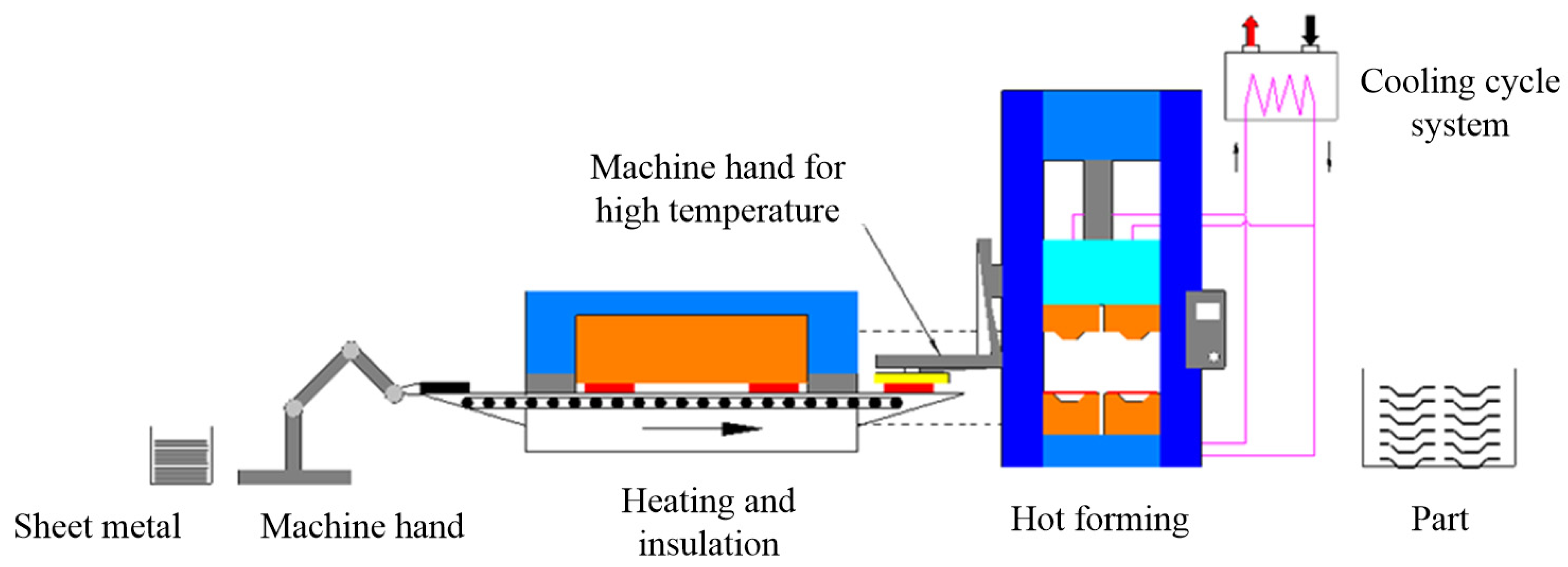
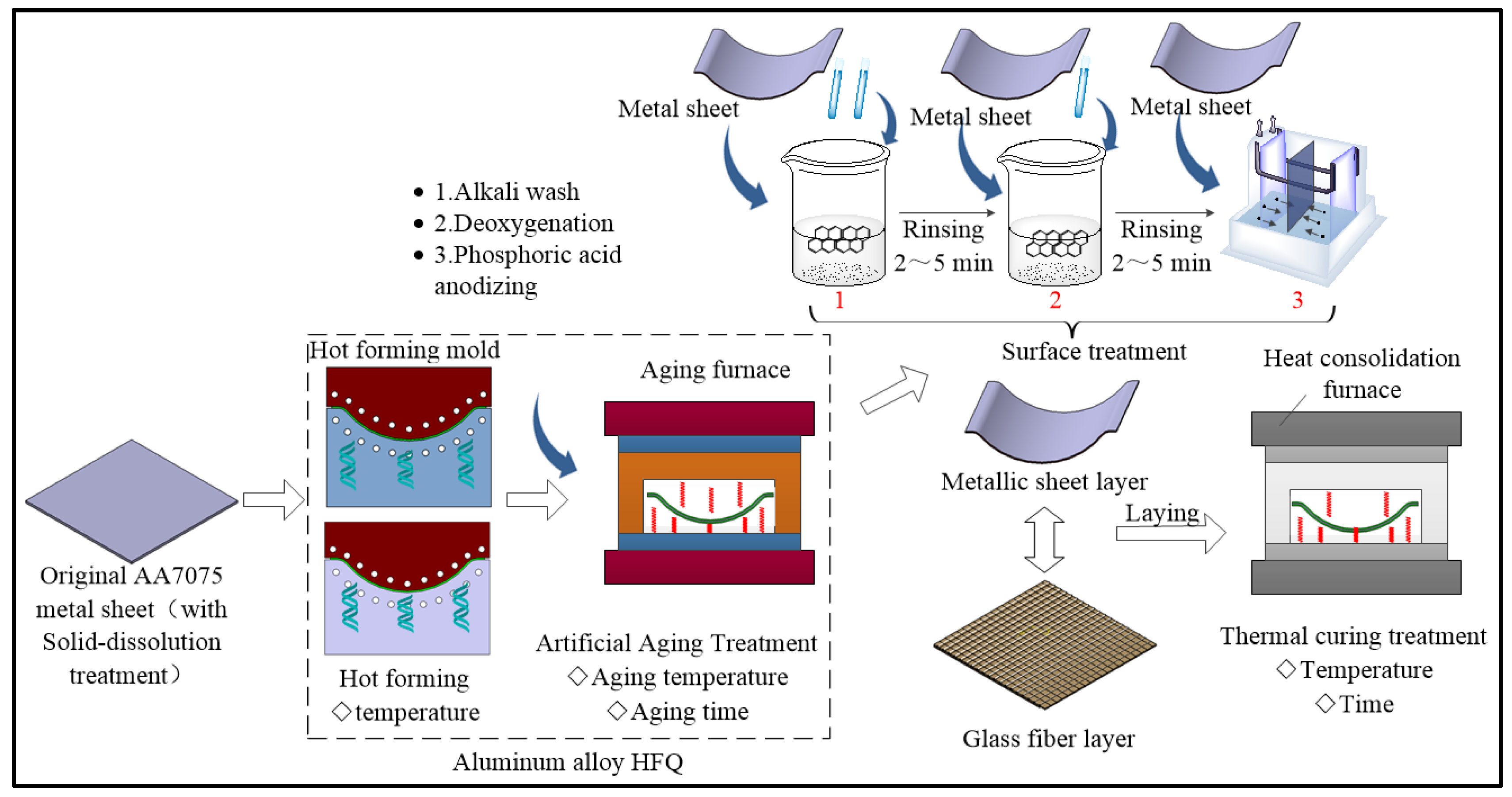
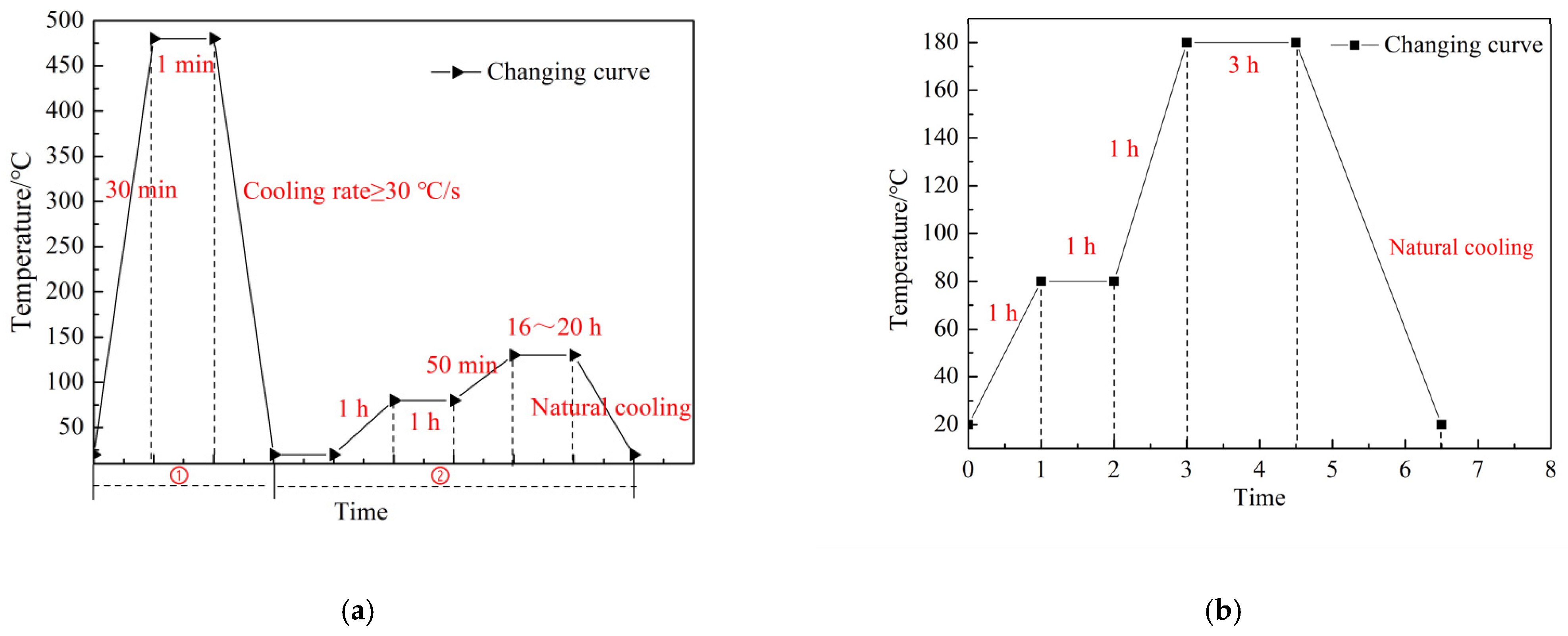
2. The Proposition of Compound Forming Process
3. Experiments and Results Analysis
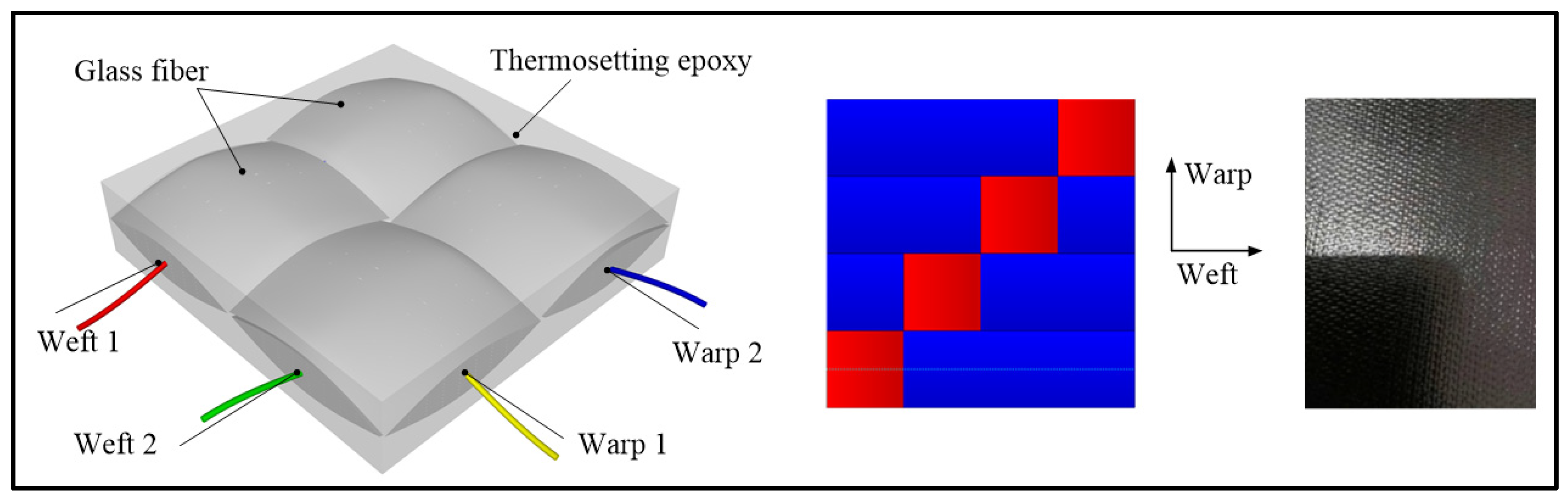
3.1. Preparation of Materials
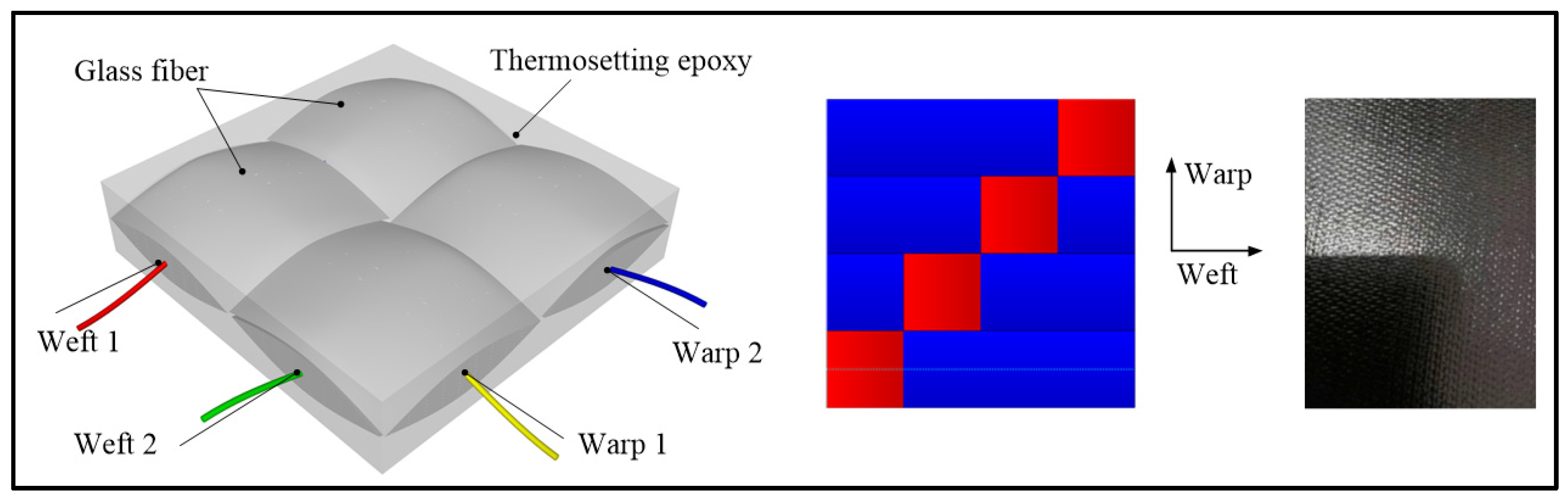
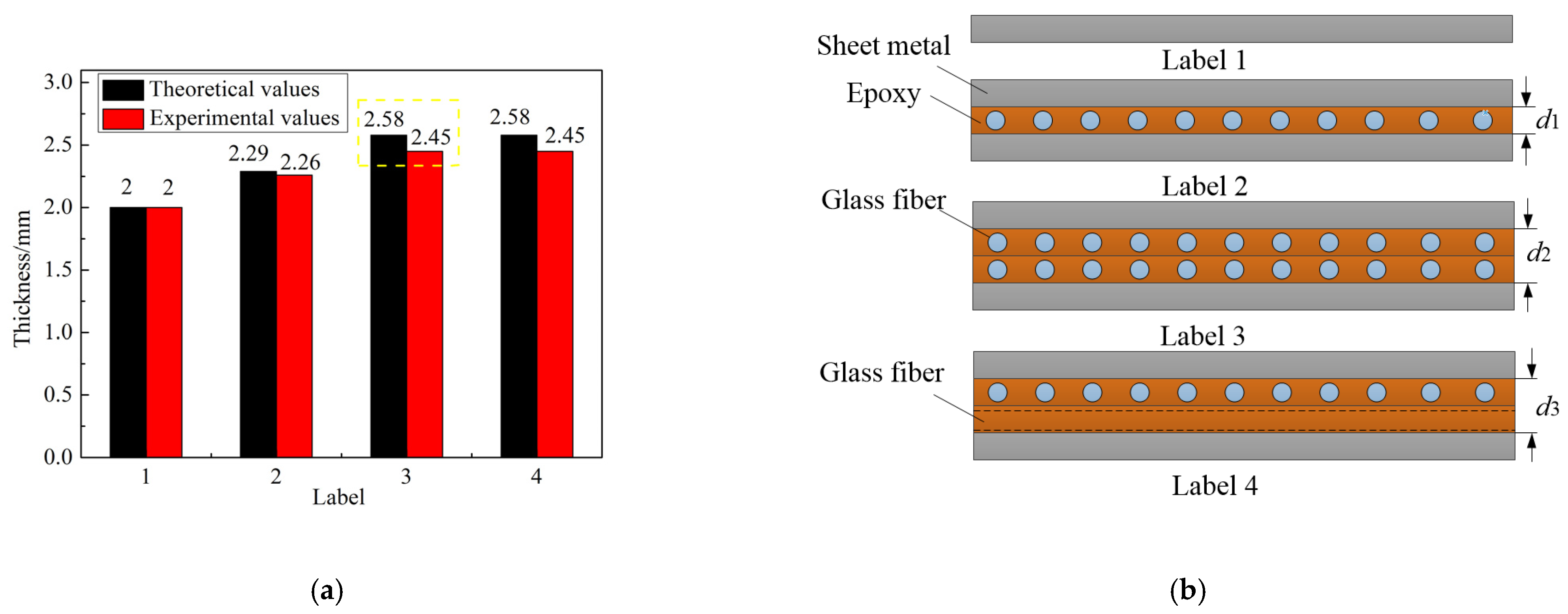
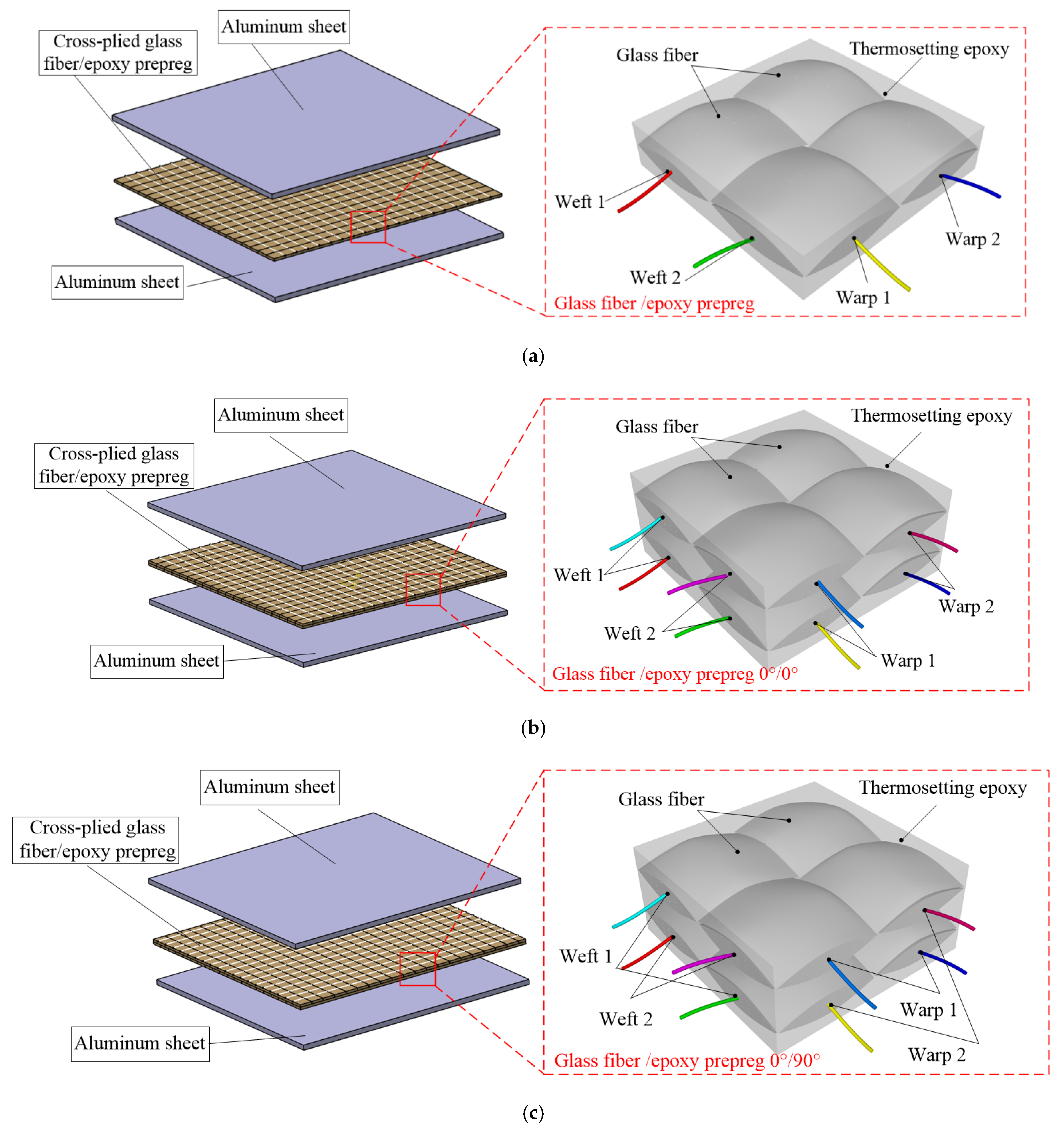
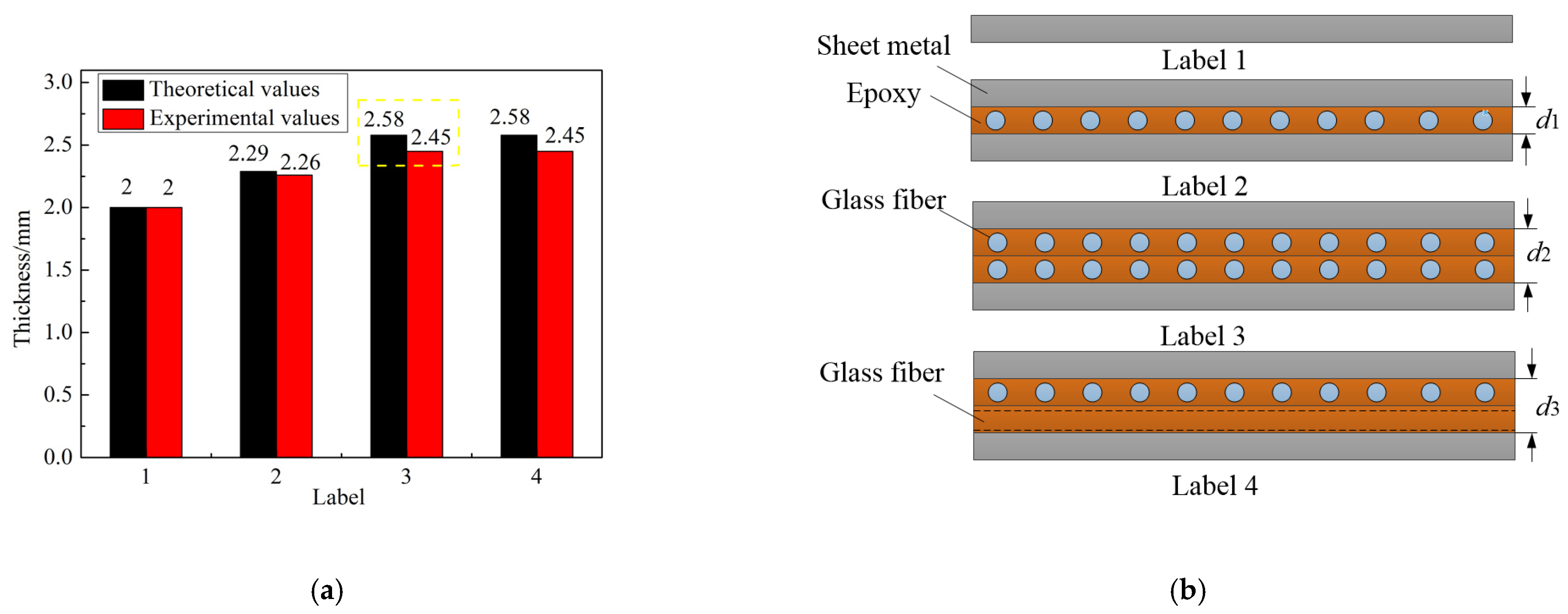
3.2. Structural Design
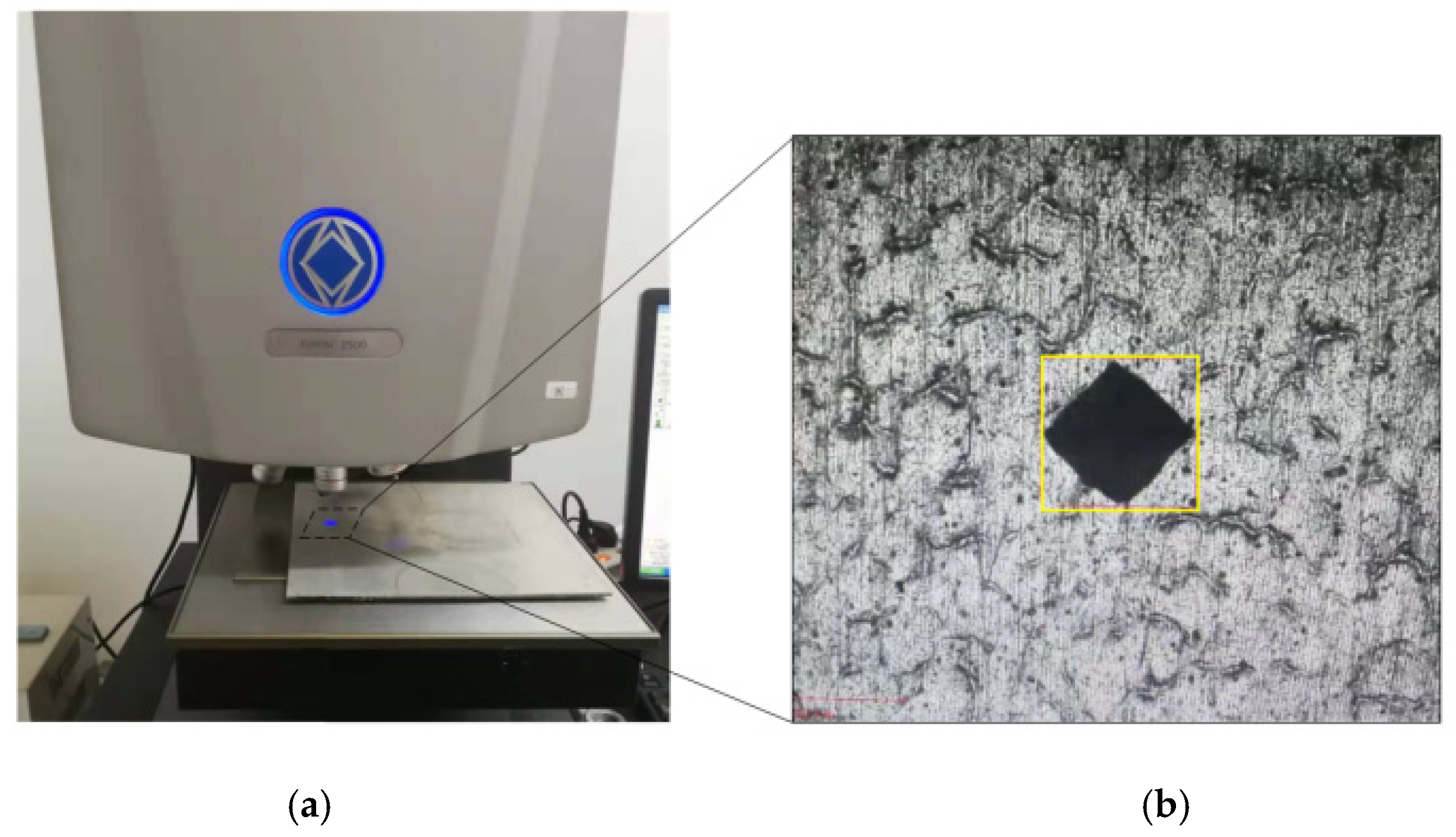
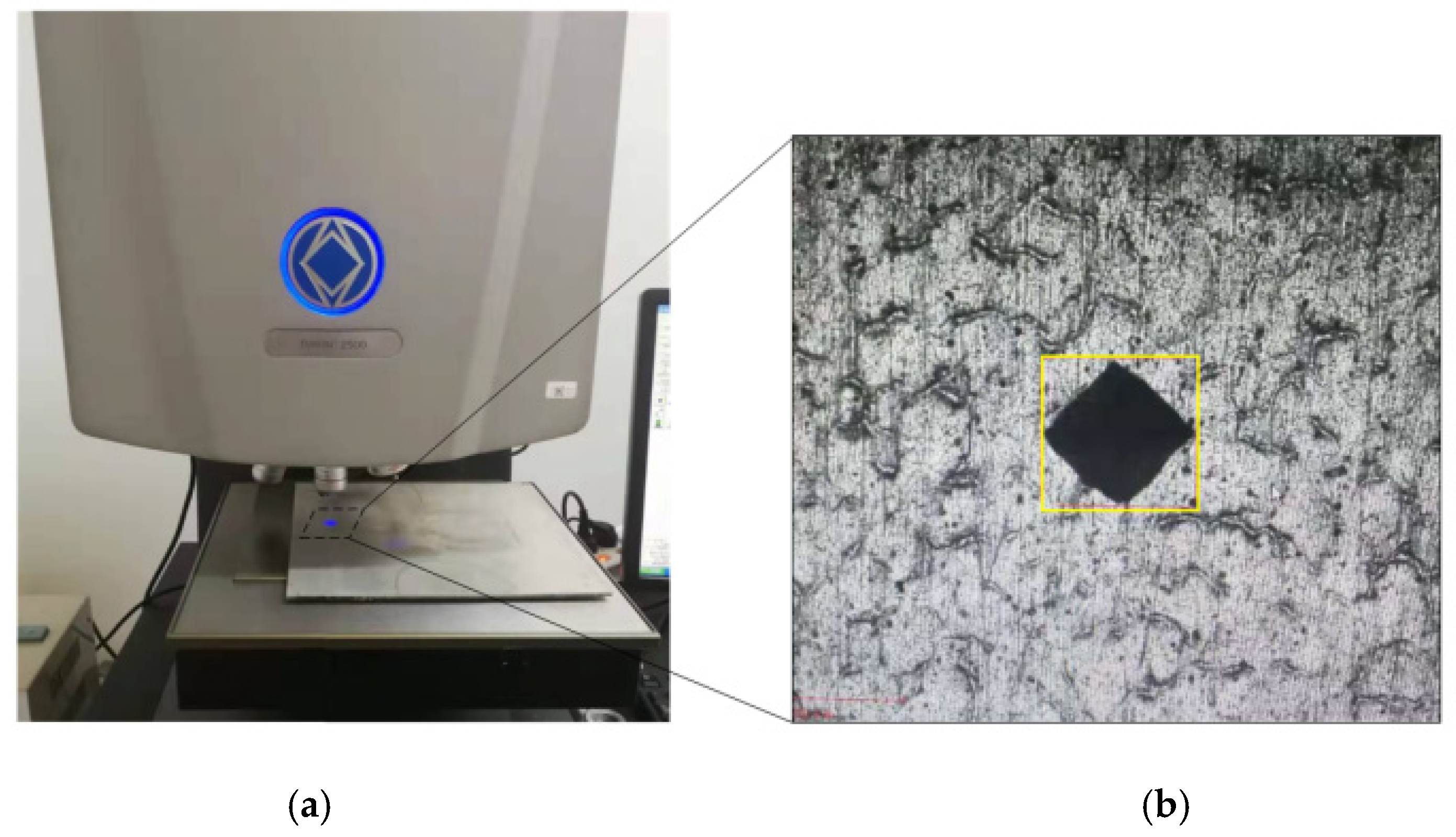
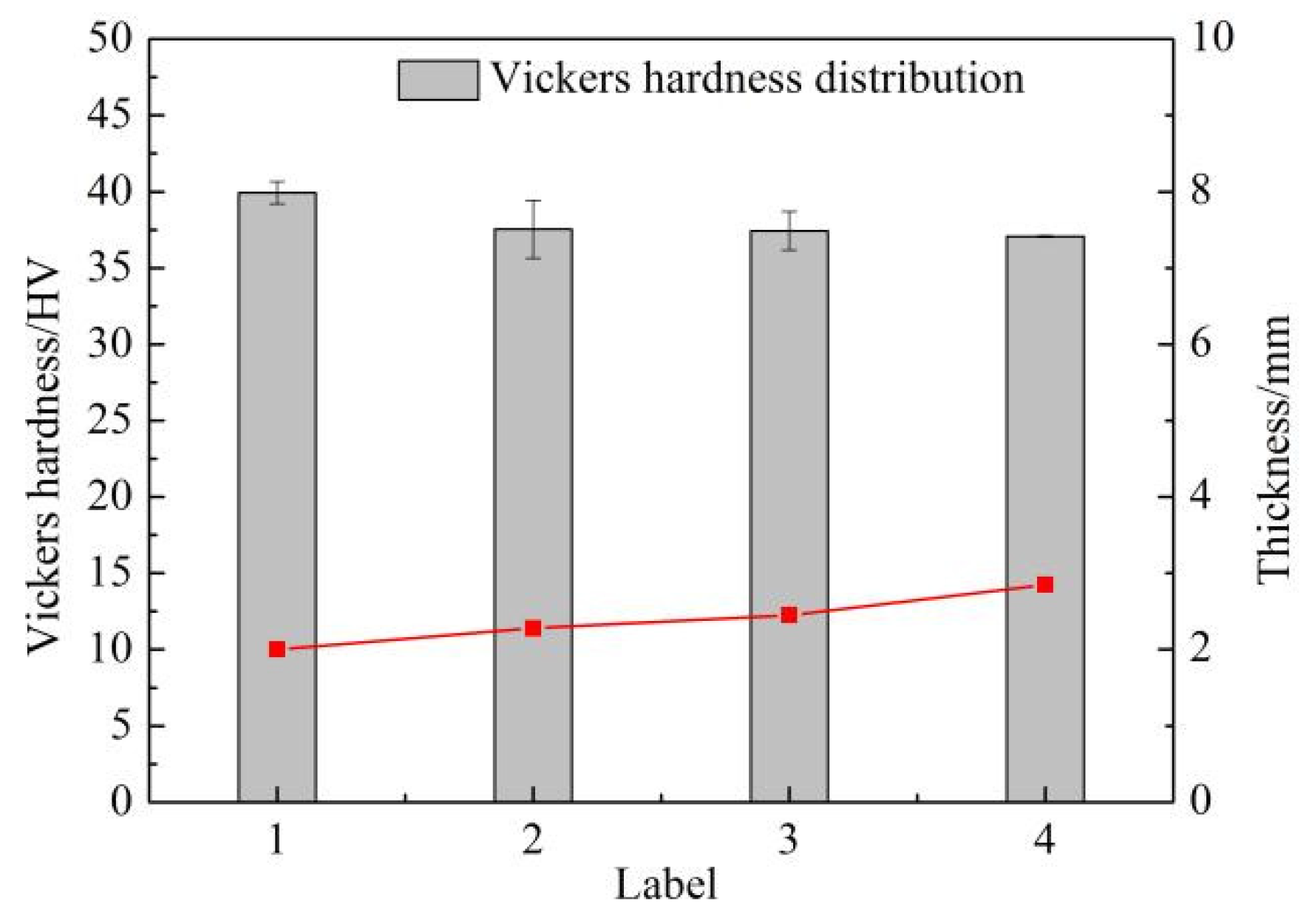
3.3. Hardness Test
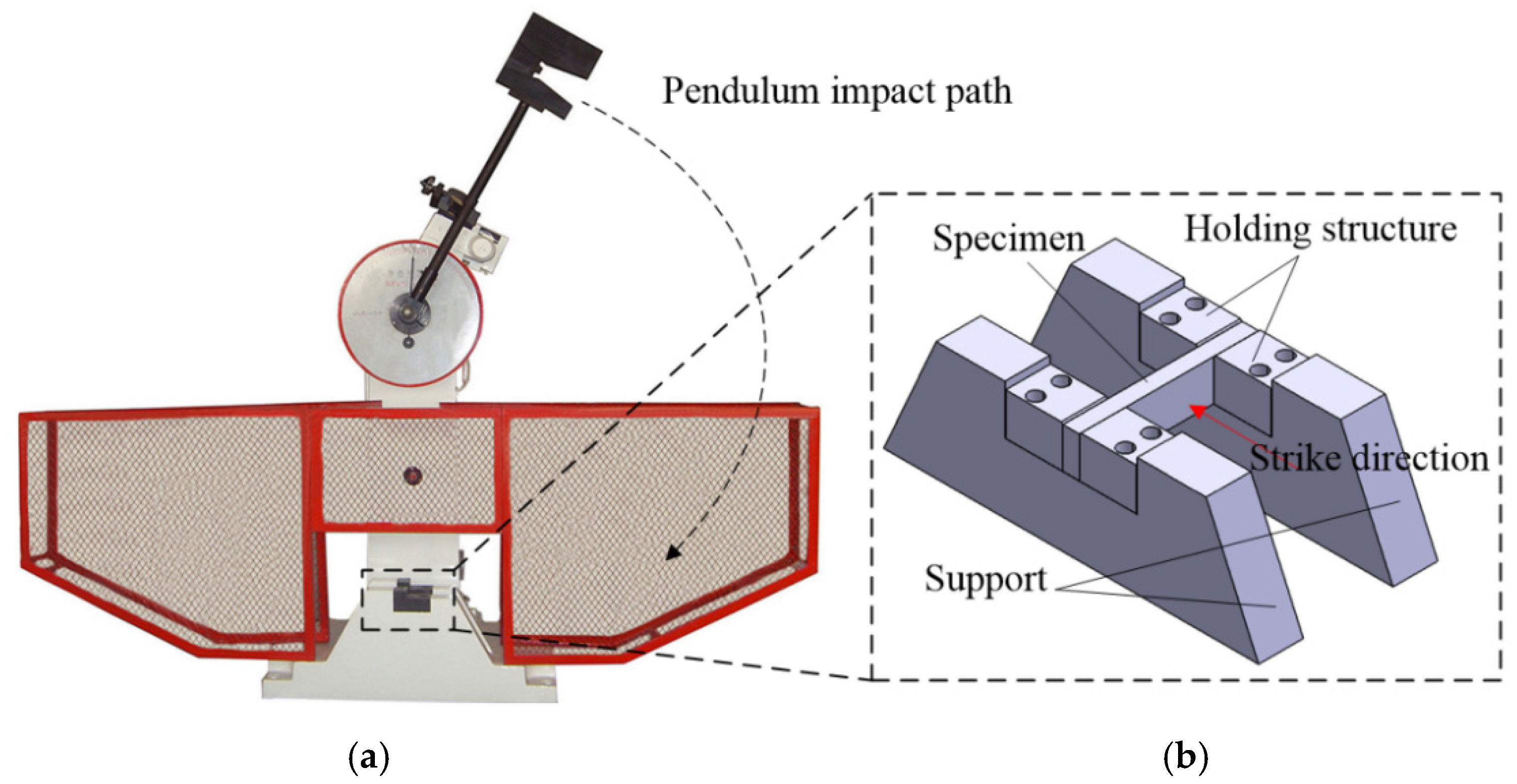
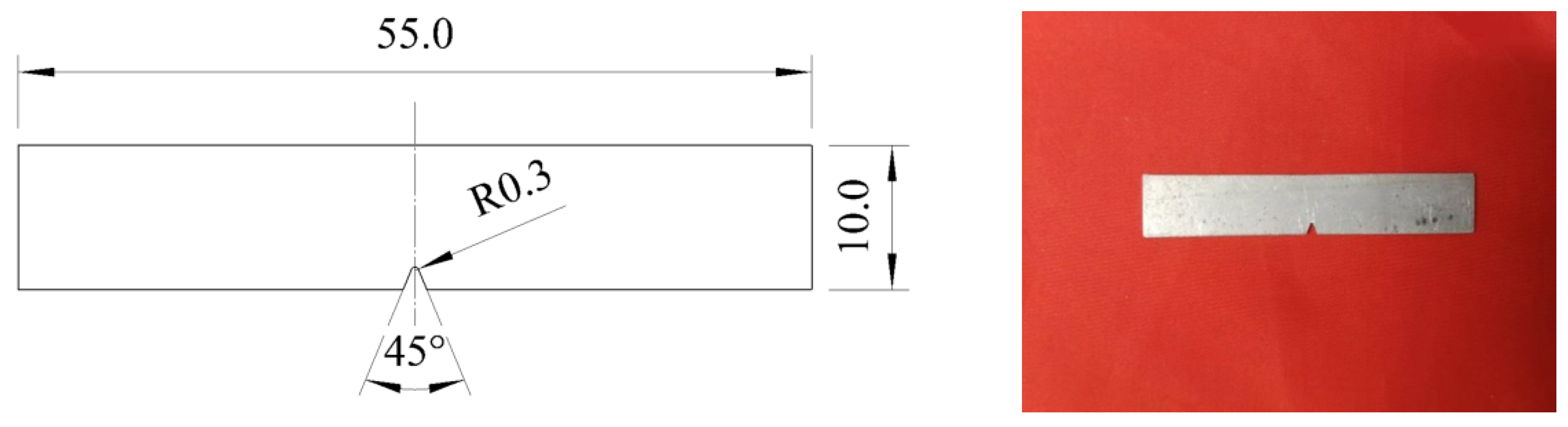
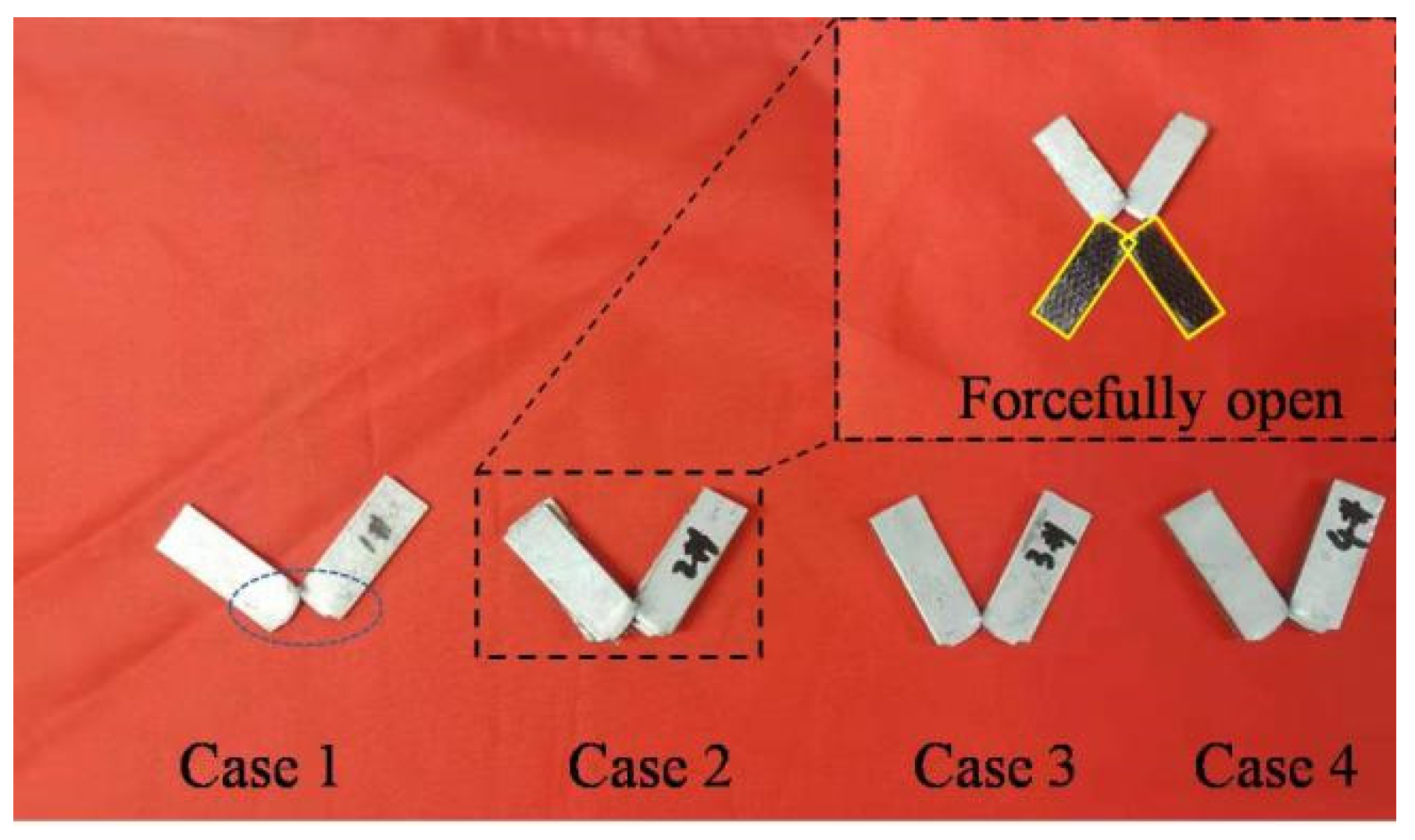
3.4. Impact Resistance Test
3.5. Cutting Process of Composite Laminates
4. Conclusions
- (1)
- The hardness test results of the four plates indicate that the addition of glass fiber/epoxy resin reduced the hardness of the composite laminate, as compared to that of the pure metal sheet, and the greater the thickness of the fiber layer, the lower was the hardness. The hardness of the composite laminate with orthogonal fiber layup was less than that of the composite laminate with consistent fiber layup;
- (2)
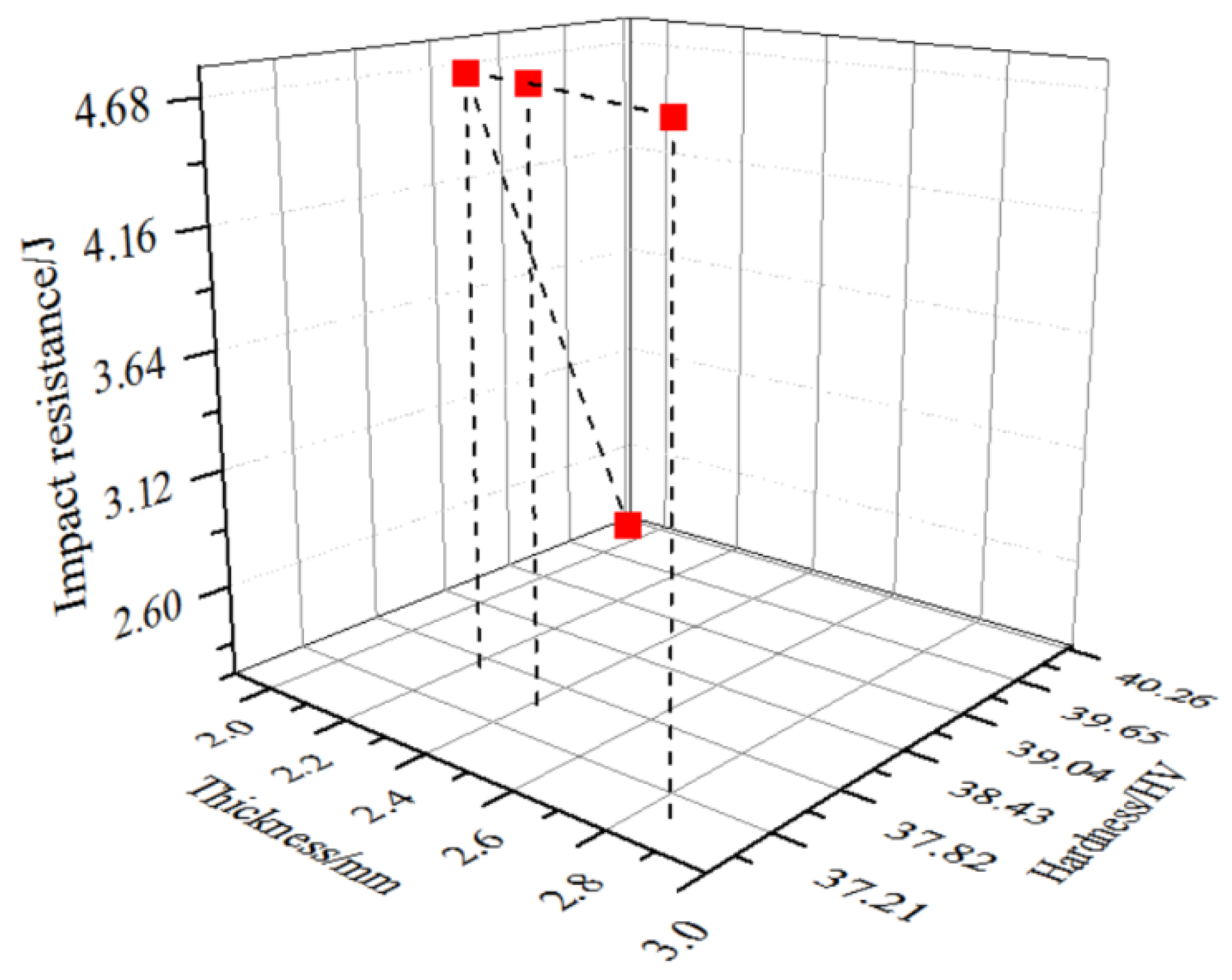
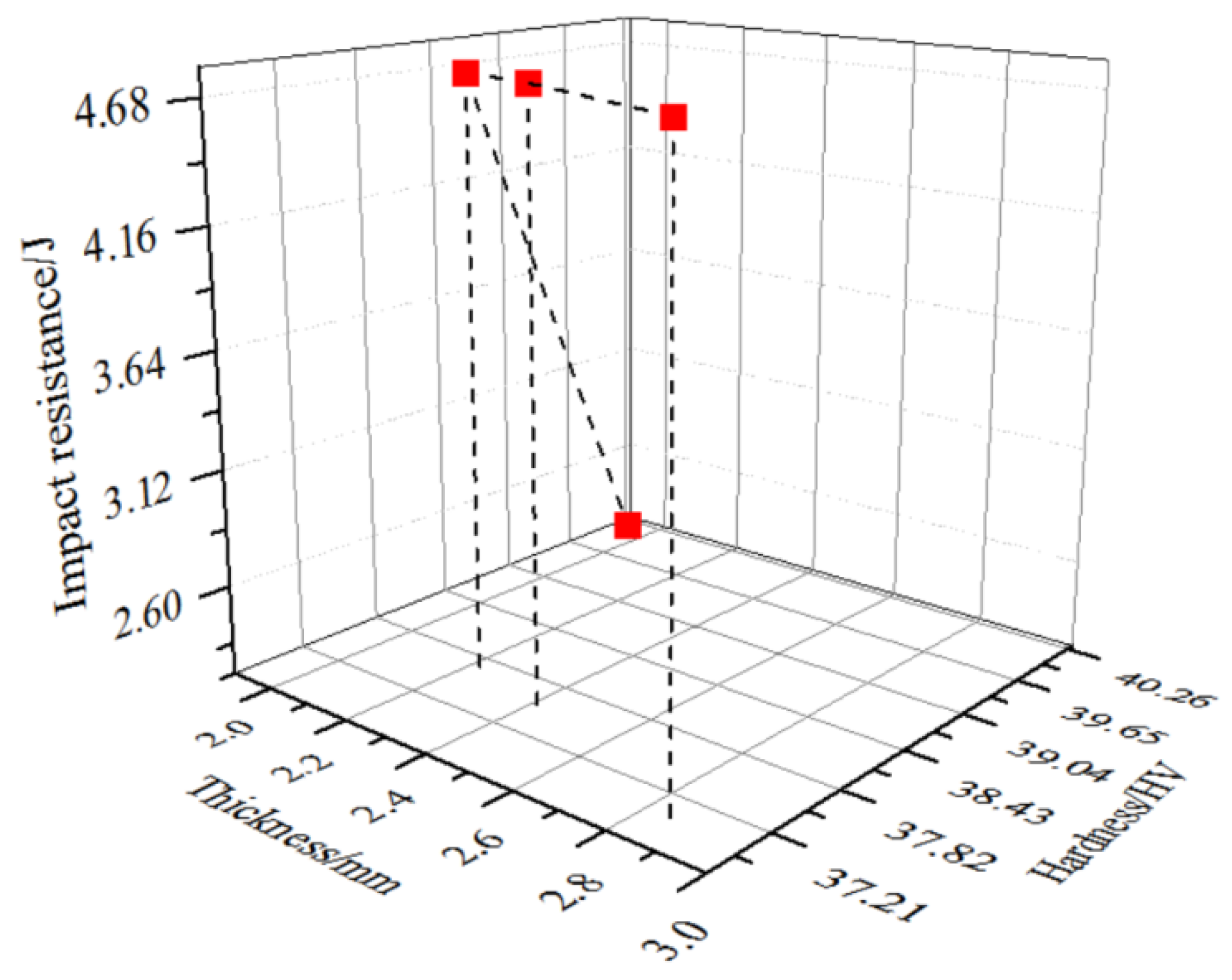
- Standard impact test results indicate that the impact resistance of HFQ-FMLs composite laminates was better than that of the pure metal sheet, and the impact resistance of the composite laminates was independent of the number of fiber layers and the laying methods;
- (3)
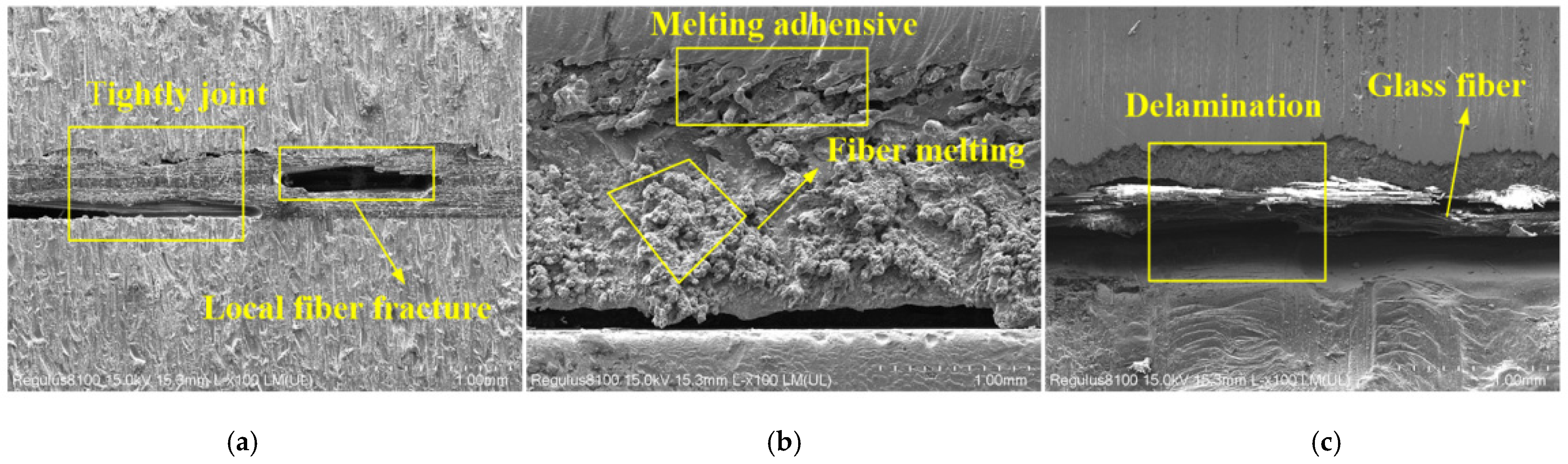
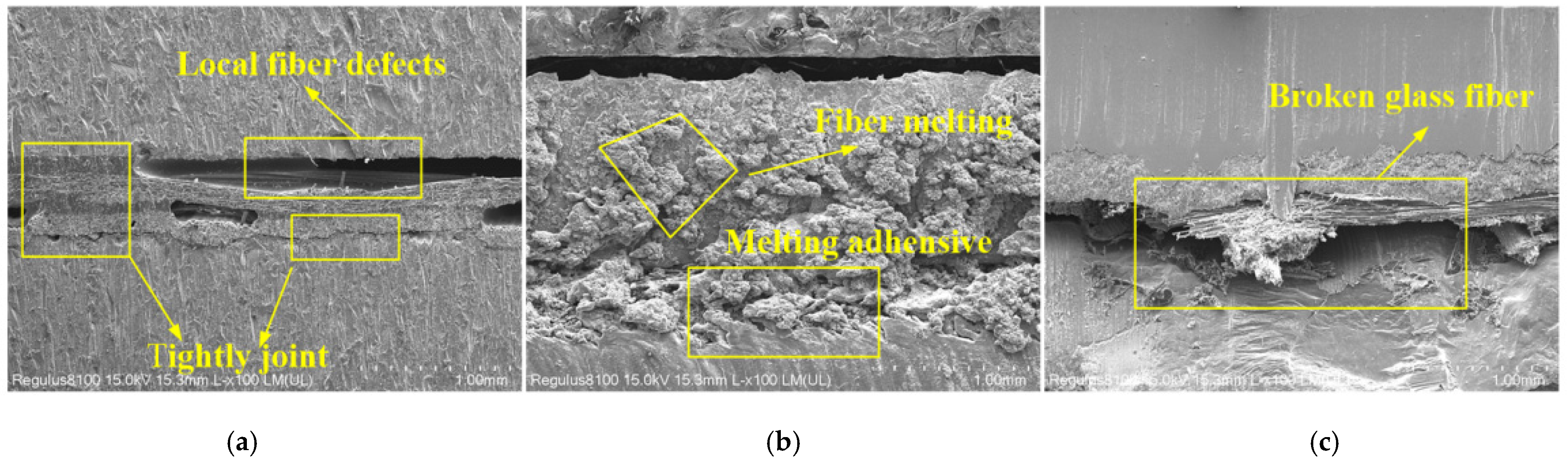
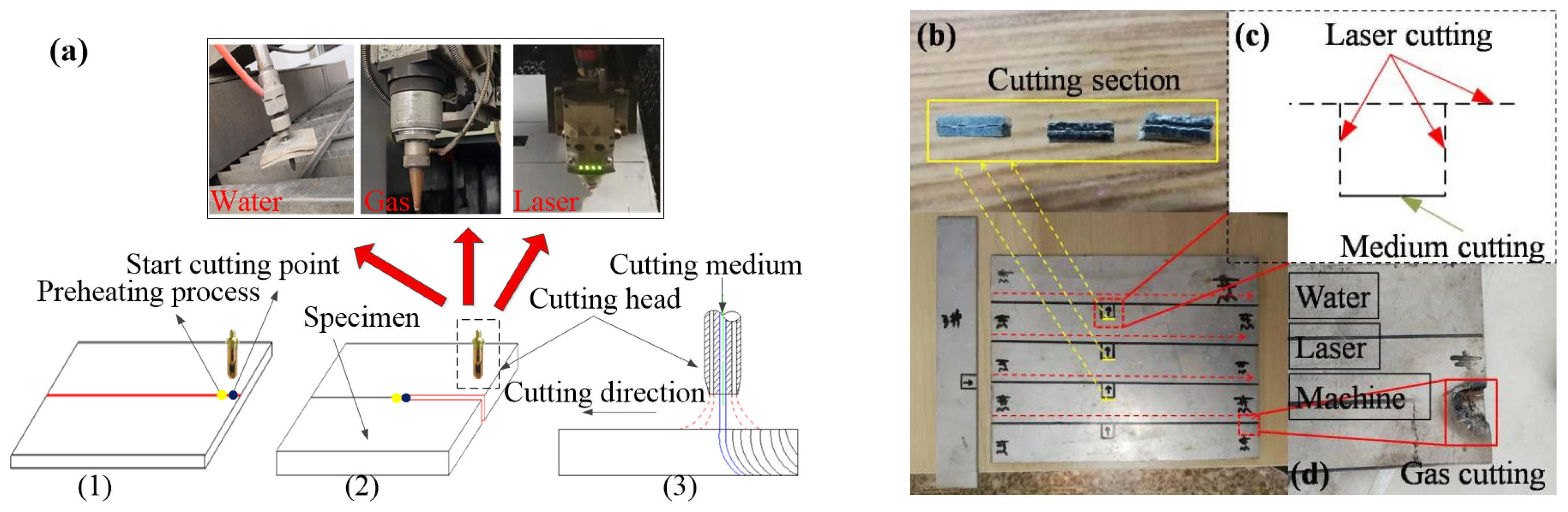
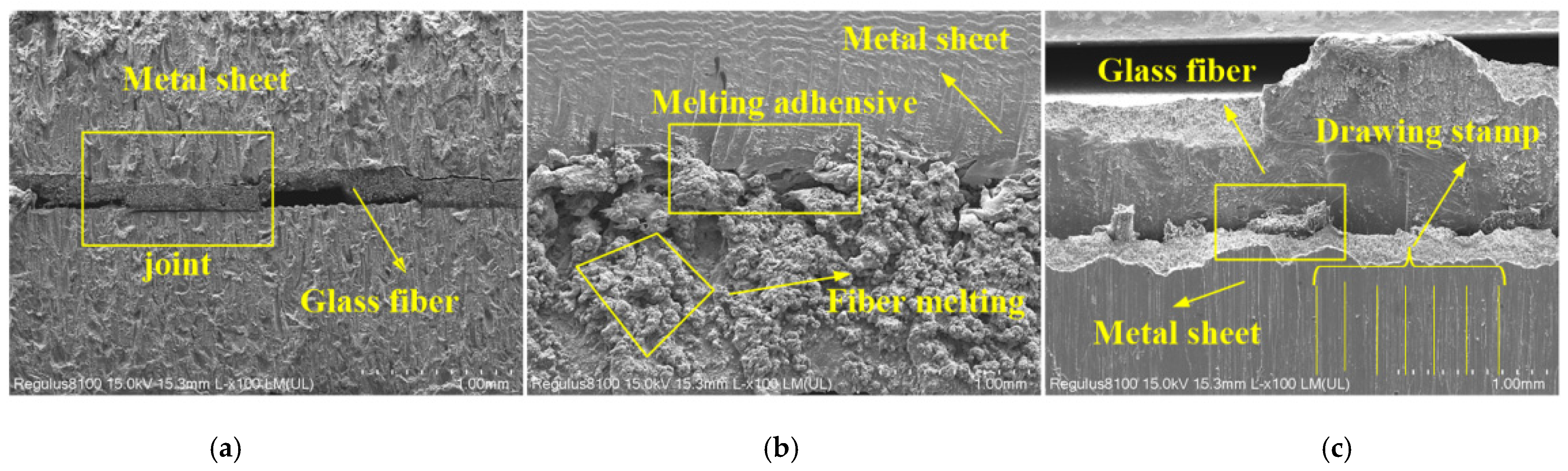
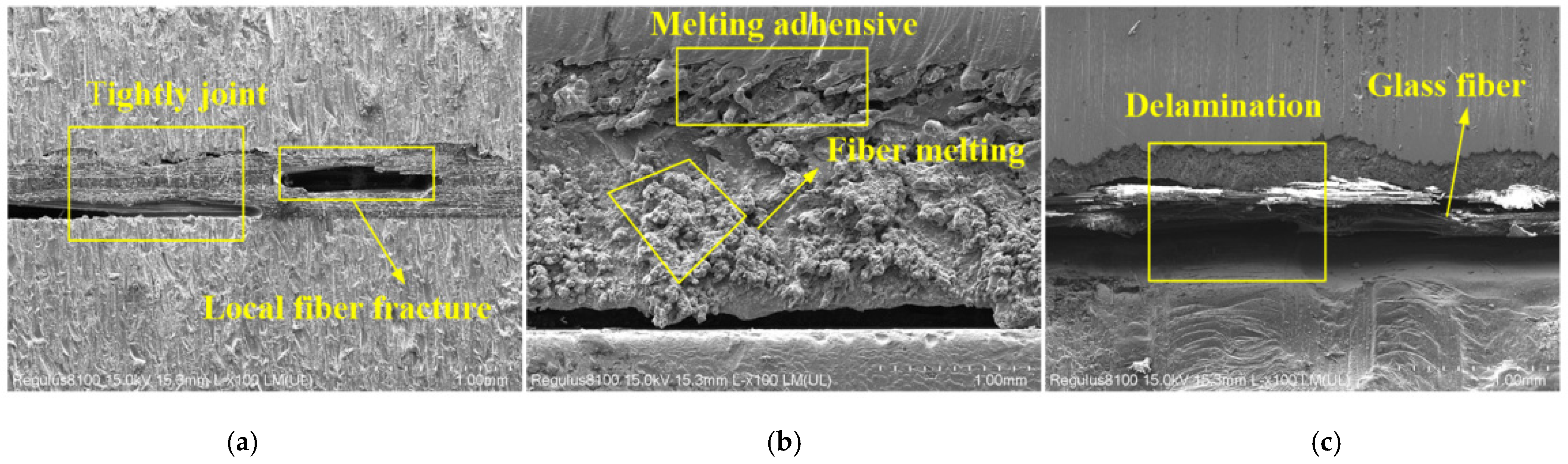
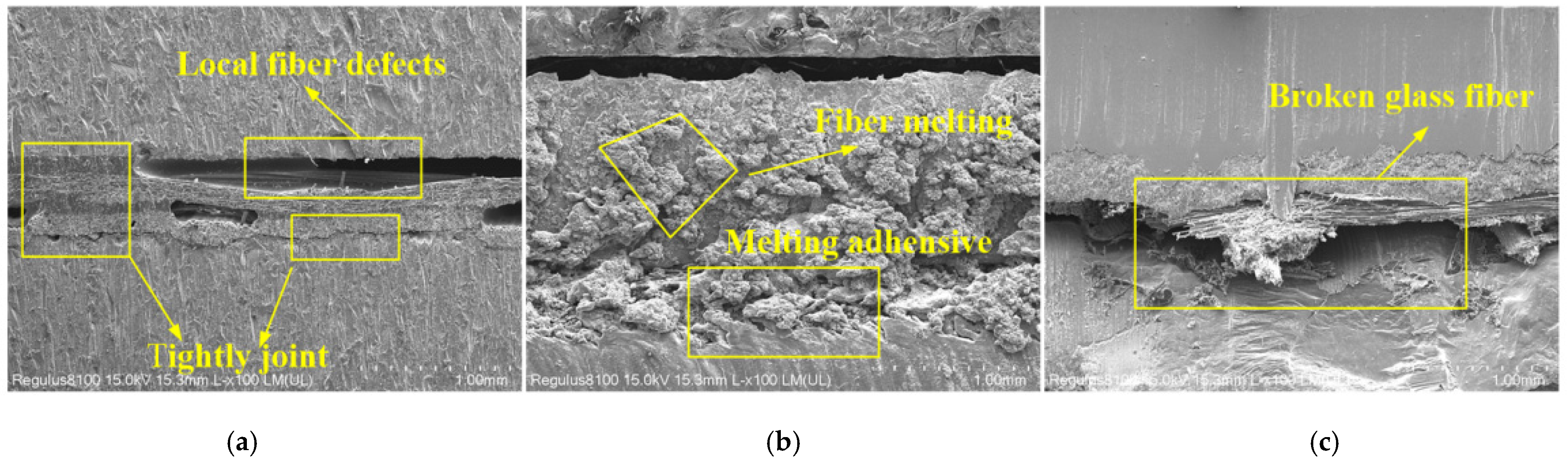
- The observation of the cut morphology after different cutting processes shows that the water cutting process had a strong impact force, due to the high-speed liquid impact, the fiber and metal were cut at the same time while the two components were still in a tightly bonded state. Both laser cutting and machinery cutting led to different degrees of fiber layer damage, and the delamination between the two materials also occurred. Therefore, in order to ensure the material’s integrity, the water cutting process is more suitable for the subsequent cutting of edges and holes of the HFQ-FMLs composite laminate parts from now on.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pawar, O.A.; Gaikhe, Y.S.; Tewari, A.; Sundaram, R.; Joshi, S.S. Analysis of the hole quality in drilling GLARE fiber metal laminates. Compos. Struct. 2011, 123, 350–365. [Google Scholar] [CrossRef]
- Soutis, C.; Mohamed, G.; Hodzic, A. Modeling the structural response of GLARE panels to blast load. Compos. Struct. 2012, 94, 267–276. [Google Scholar] [CrossRef]
- Moriniere, F.D.; Alderliesten, R.C.; Sadighi, M.; Benedictus, R. An integrated study on the low-velocity impact response of the GLARE fiber-metal laminate. Compos. Struct. 2013, 100, 89–103. [Google Scholar] [CrossRef]
- Yaghoubi, A.S.; Liaw, B. Thickness influence on ballistic impact behaviors of GLARE 5 fiber-metal laminated beams: Experimental and numerical studies. Compos. Struct. 2012, 94, 2585–2598. [Google Scholar] [CrossRef]
- Chen, S.J. Composites and airliner A380. Aeronaut. Manuf. Technol. 2002, 9, 27–29. [Google Scholar]
- Sang, Y.P.; Choi, W.J.; Choi, H.S. The effects of void contents on the long-term hygrothermal behaviors of glass/epoxy and GLARE laminates. Compos. Struct. 2010, 92, 18–24. [Google Scholar]
- Chai, G.B.; Manikandan, P. Low velocity impact response of fiber-metal laminates-A review. Compos. Struct. 2014, 107, 363–381. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminum alloys. Mater. Design. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Wu, X.R.; Guo, Y.J. Fatigue Life Prediction of Fiber Reinforced Metal Laminates under Variable Amplitude Loading. Strateg. Study CAE 1999, 1, 35–40. [Google Scholar]
- Krishnakumar, S. Fiber Metal Laminates-The Synthesis of Metals and Composites. Adv. Manuf. Process. 1994, 9, 295–354. [Google Scholar] [CrossRef]
- Young, J.B.; Landry, J.G.N.; Cavoulacos, V.N. Crack growth and residual strength characteristics of two grades of glass-reinforced aluminum ‘Glare’. Compos. Struct. 1994, 27, 457–469. [Google Scholar] [CrossRef]
- Gunnink, J.W.; Vlot, A.; Vries, T.J.D.; Hoeven, W.V.D. Glare technology development 1997–2000. Appl. Compos. Mater. 2002, 9, 201–219. [Google Scholar] [CrossRef]
- Woerden, H.J.M.; Sinke, J.; Hooijmeijer, P.A. Maintenance of glare structures and glare as riveted or bonded repair material. Appl. Compos. Mater. 2003, 10, 307–329. [Google Scholar] [CrossRef]
- Vermeeren, C.A.J.R. An historic overview of the development of fibre metal laminates. Appl. Compos. Mater. 2003, 10, 189–205. [Google Scholar] [CrossRef]
- Sinmazcelik, T.; Avcu, E.; Bora, M.O.; Coban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2011, 32, 3671–3685. [Google Scholar] [CrossRef]
- Yan, Q.Y. Research of Warm Formability of Ultra-High Strength 7000 Series Aluminum Alloy. Master’s Thesis, Dalian University of Technology, Dalian, China, 2015. [Google Scholar]
- Li, N.K.; Ling, G.; Nie, B. Aluminum Alloy Material and Heat Treatment Technology; Metallurgical Industry Press: Beijing, China, 2012. [Google Scholar]
- Wang, Q.; Wang, J.C.; Li, X.K. Research Progress and Application Requirements of Lightweight Structure Materials for Aerospace Applications. Aerosp. Mater. Technol. 2017, 47, 1–4. [Google Scholar]
- Chen, X.M.; Song, R.G.; Li, J. Current Research Status and Development Trends of 7xxx Series Aluminum Alloys. Mater. Rep. 2009, 23, 67–70. [Google Scholar]
- Xiong, B.Q.; Li, X.W.; Zhang, Y.A. Development of 7XXX Series Aluminum Alloy with High Strength High Toughness and Low Quench Sensitivity. Mater. China 2014, 33, 114–119. [Google Scholar]
- Vlot, A. Impact loading on fibre metal laminates. Int. J. Impact Eng. 1996, 18, 291–307. [Google Scholar] [CrossRef]
- Vlot, A. Impact properties of fibre metal laminates. Compos. Eng. 1993, 3, 911–927. [Google Scholar] [CrossRef]
- Laliberte, J.F.; Poon, C.; Straznicky, P.V.; Fahr, A. Post-impact fatigue damage growth in fiber-metal laminates. Int. J. Fatigue 2002, 24, 249–255. [Google Scholar] [CrossRef]
- Vogelesang, L.B.; Vlot, A. Development of fibre metal laminates for advanced aerospace structures. J. Mater. Process. Technol. 2000, 103, 1–5. [Google Scholar] [CrossRef]
- Li, J.; Liu, H.; Kaboglu, C.; Shao, K.X.; Dear, J.P. The Impact Performance of Woven-Fabric Thermoplastic and Thermoset Composites Subjected to High-Velocity Soft- and Hard-Impact Loading. Appl. Compos. Mater. 2019, 26, 1389–1410. [Google Scholar] [CrossRef] [Green Version]
- Bikakis, G.S.; Karaiskos, E.; Sideridis, E.P. Low-velocity impact response of fiber-metal laminates consisting of different standard GLARE grades. J. Reinf. Plast. Comp. 2016, 35, 1029–1040. [Google Scholar] [CrossRef]
- Wang, Y.J.; Wang, B.; Zhang, L. Tensile Properties of Glass Fiber Reinforced Aluminum Orthorhombic Laminate. J. Mater. Eng. 2015, 43, 60–65. [Google Scholar]
- Wang, S.M.; Wu, Z.Q.; Zhang, Z.J. Research of Glare Laminates Performance Comprehensive Evaluation Applied to Large Aircraft. Mater. Rep. 2010, 24, 88–95. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness (mm) | Weaving Method | Tensile Breaking Strength (N/25 × 100 mm) | Fabric Weight per Unit Area (g/m2) | Resin Content (%) | Total Weight of Prepreg (g/m2) | |
|---|---|---|---|---|---|---|
| Warp | Weft | |||||
| 0.29 | 1/3 twill | ≥1000 | ≥100 | 220 ± 8 | 34/36 ± 3 | 333/334 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Sun, F.; Ji, R.; Liu, Z.; Li, H.; Wang, Y. Experimental Research on the Thermal-Consolidation Compound Forming of Thermosetting Fiber Metal Laminates Design for Complex Structures with Variable Curvature. Metals 2022, 12, 935. https://doi.org/10.3390/met12060935
Zhang Q, Sun F, Ji R, Liu Z, Li H, Wang Y. Experimental Research on the Thermal-Consolidation Compound Forming of Thermosetting Fiber Metal Laminates Design for Complex Structures with Variable Curvature. Metals. 2022; 12(6):935. https://doi.org/10.3390/met12060935
Chicago/Turabian StyleZhang, Quanda, Fuzhen Sun, Rigele Ji, Zizhi Liu, Huiyu Li, and Yao Wang. 2022. "Experimental Research on the Thermal-Consolidation Compound Forming of Thermosetting Fiber Metal Laminates Design for Complex Structures with Variable Curvature" Metals 12, no. 6: 935. https://doi.org/10.3390/met12060935
APA StyleZhang, Q., Sun, F., Ji, R., Liu, Z., Li, H., & Wang, Y. (2022). Experimental Research on the Thermal-Consolidation Compound Forming of Thermosetting Fiber Metal Laminates Design for Complex Structures with Variable Curvature. Metals, 12(6), 935. https://doi.org/10.3390/met12060935