
Effect of Active Deflection on the Forming of Tubes Manufactured by 3D Free Bending Technology



Abstract
:1. Introduction
2. Theoretical Analysis
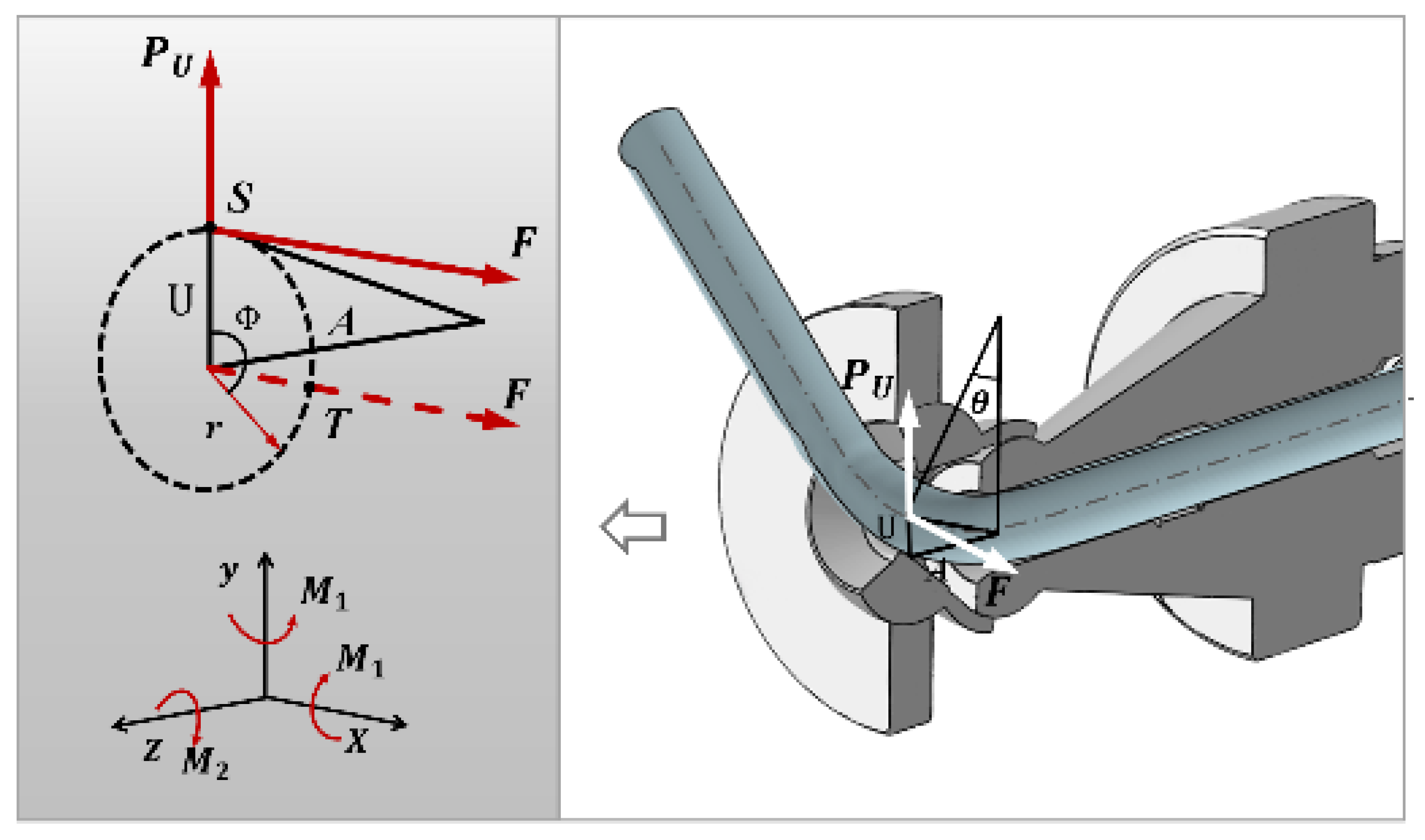
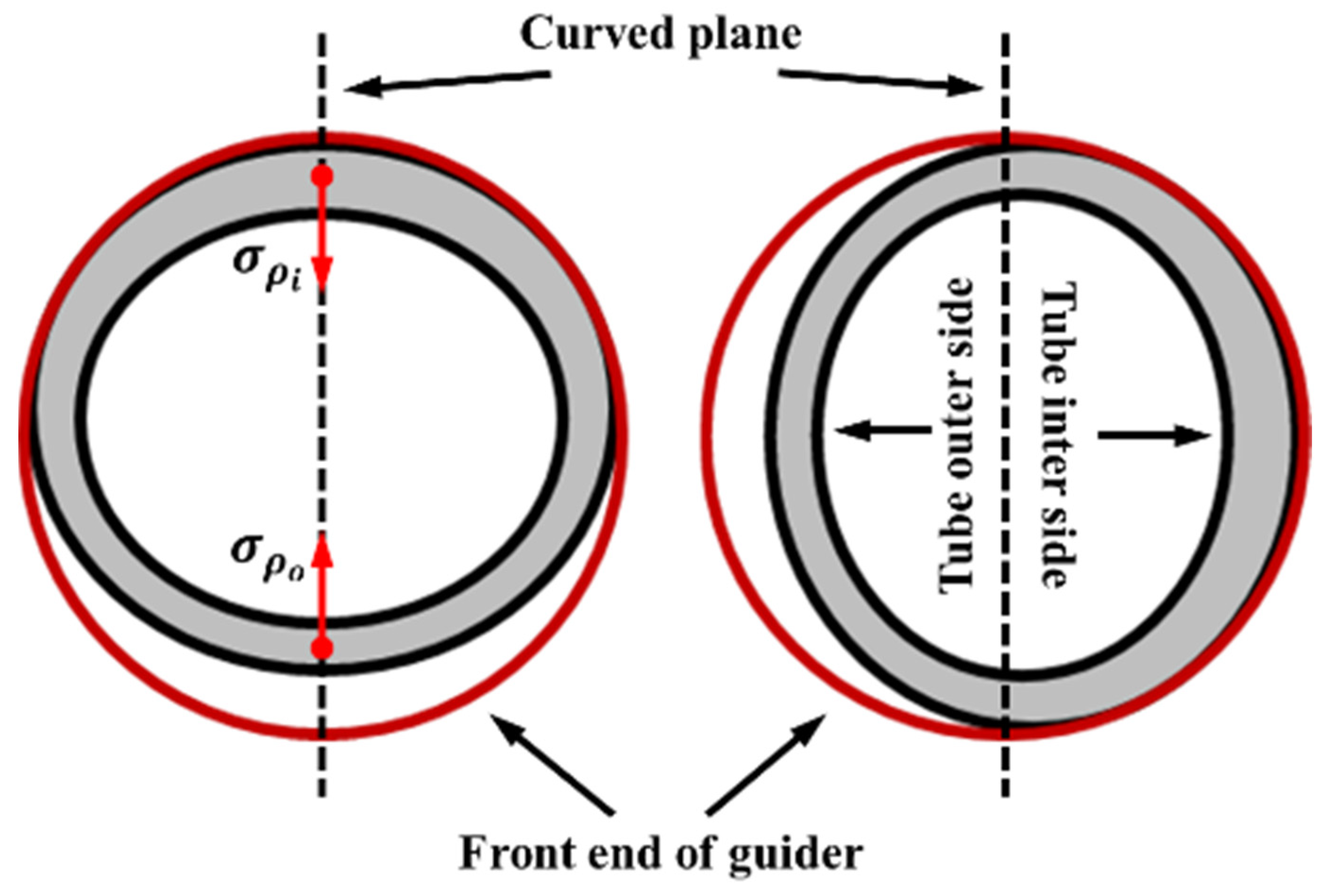
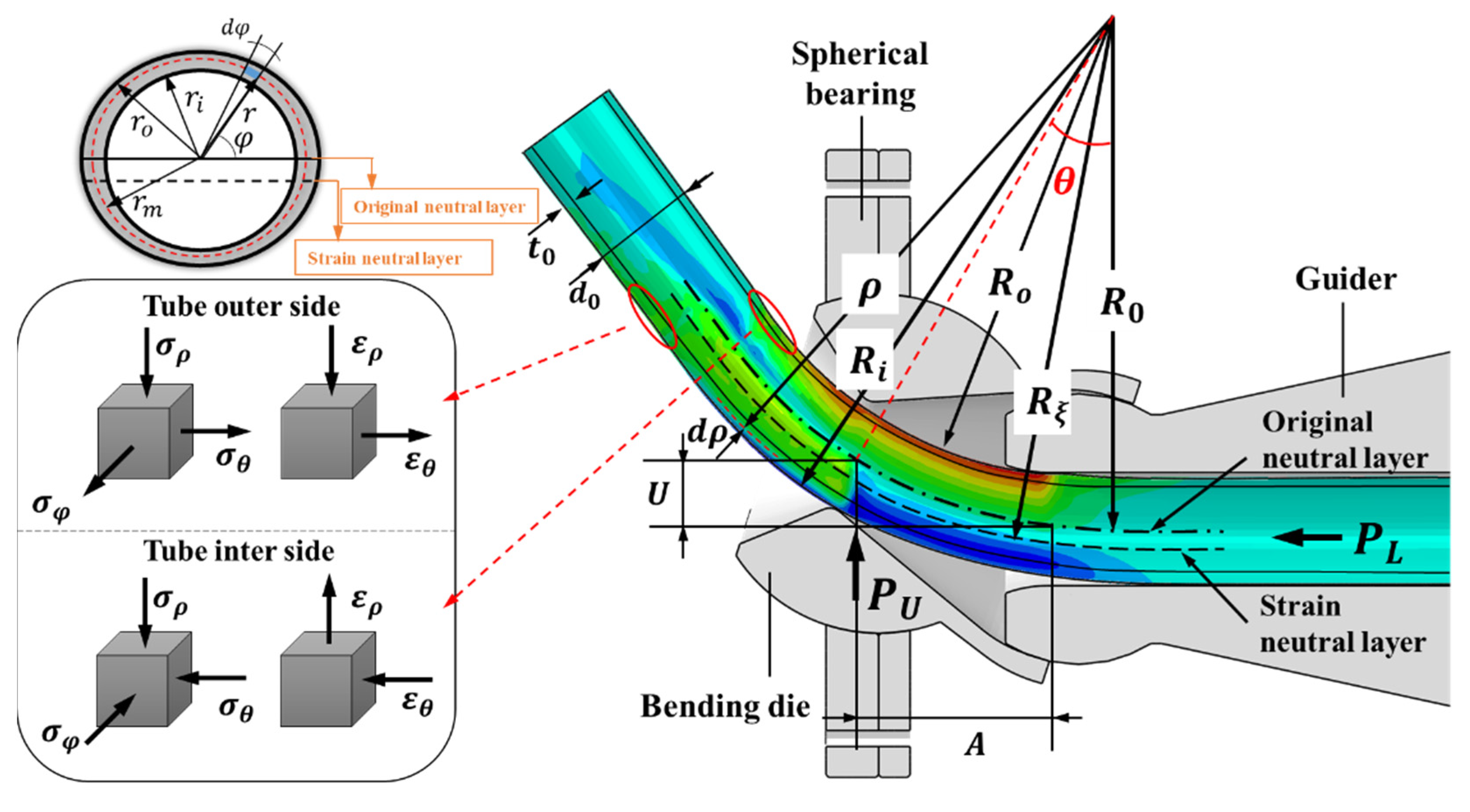
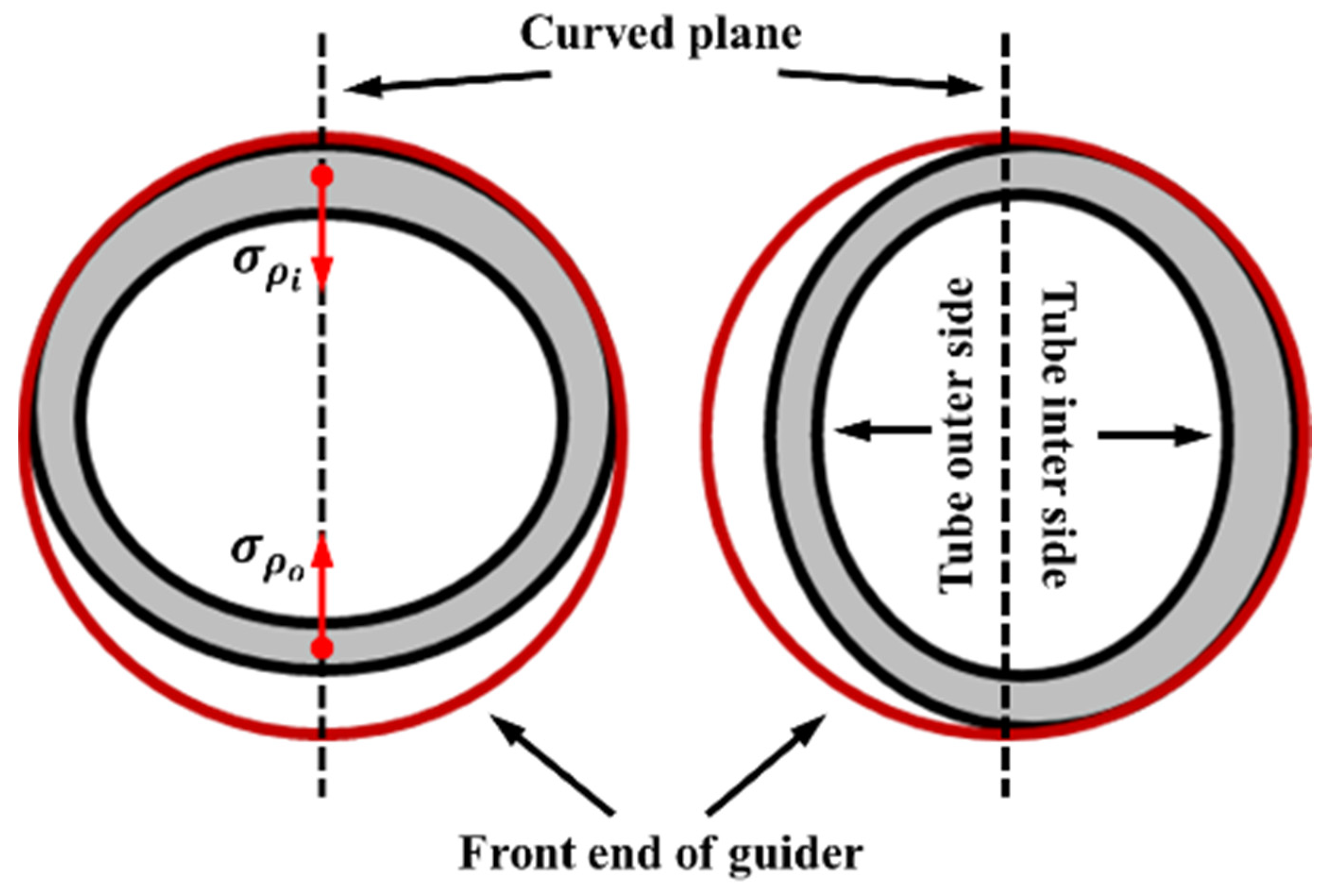
2.1. Principle of Active Deflection
2.2. Theoretical Analysis of 3D Free Bending
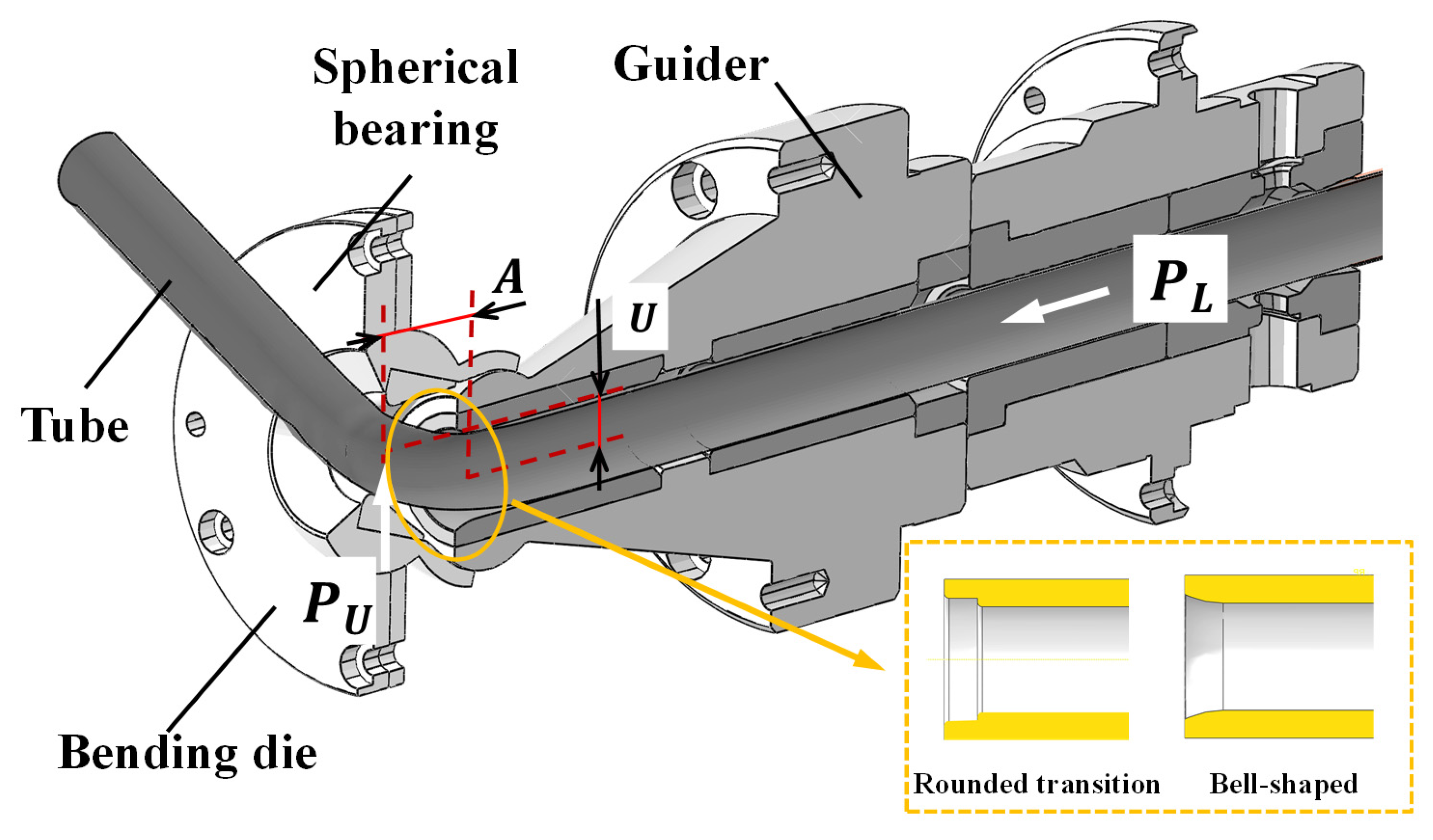
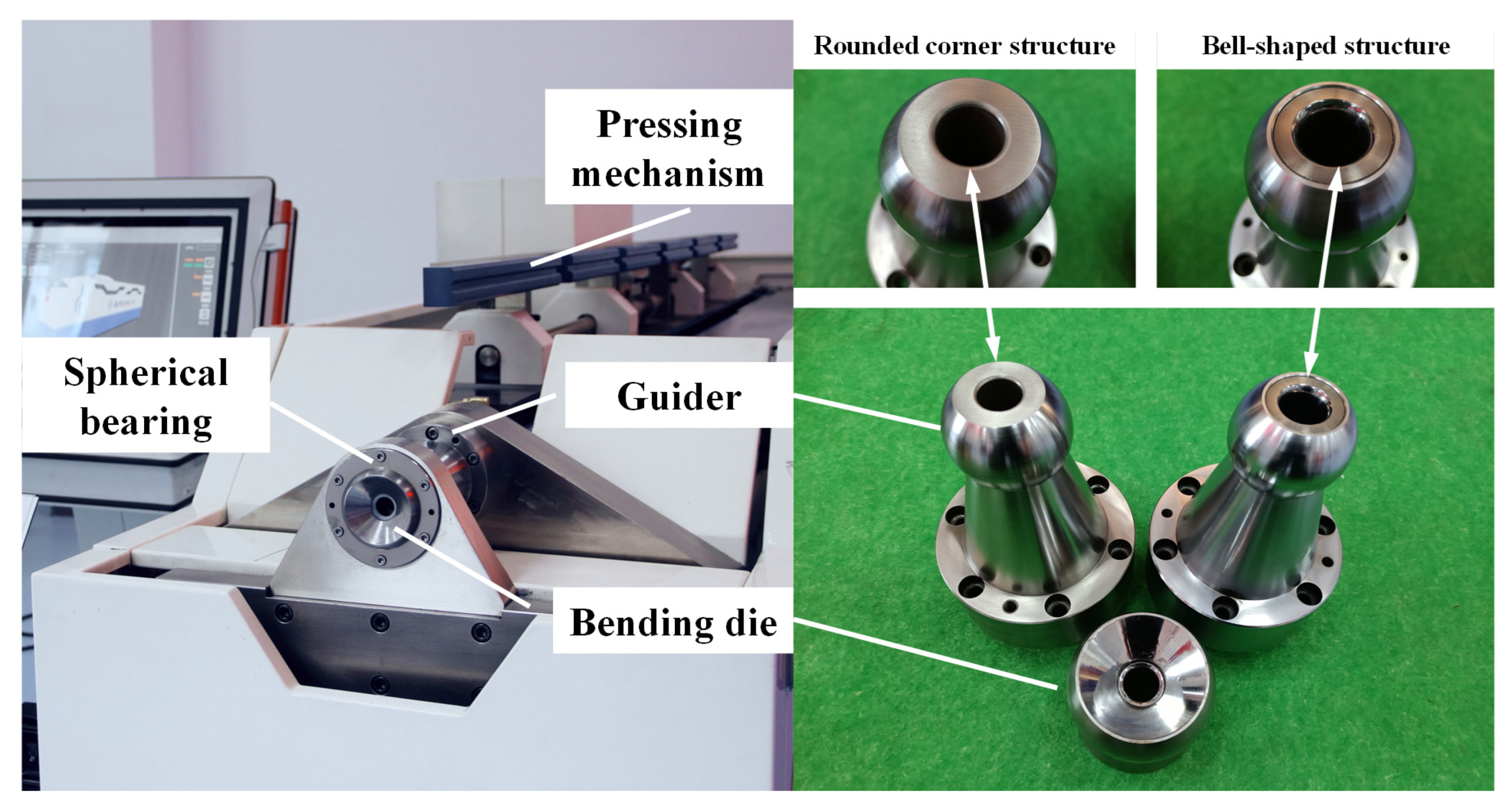
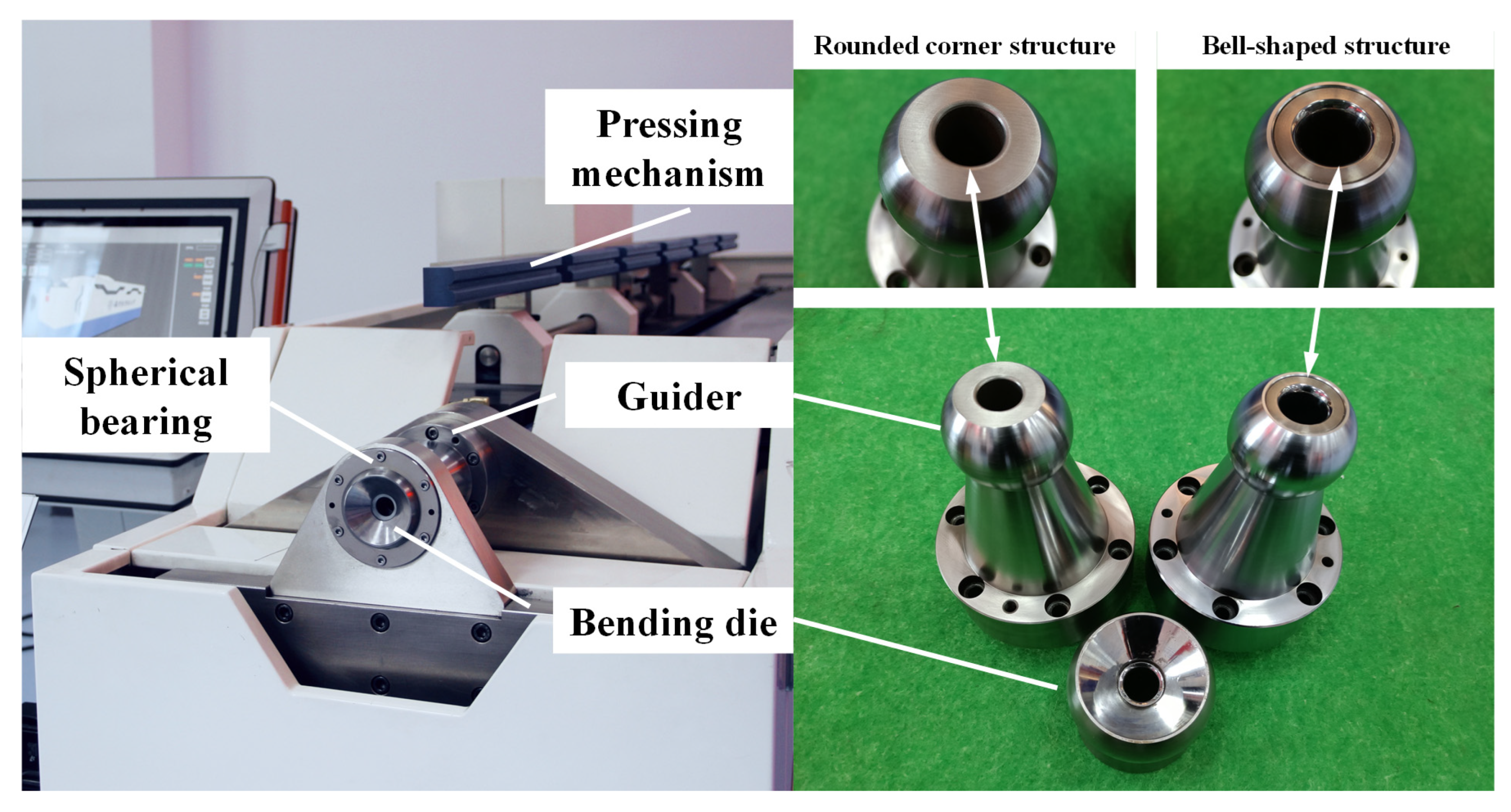
2.3. Mold Structure Design
3. Simulation of 3D Free Bending Active Deflection to Avoid Interference
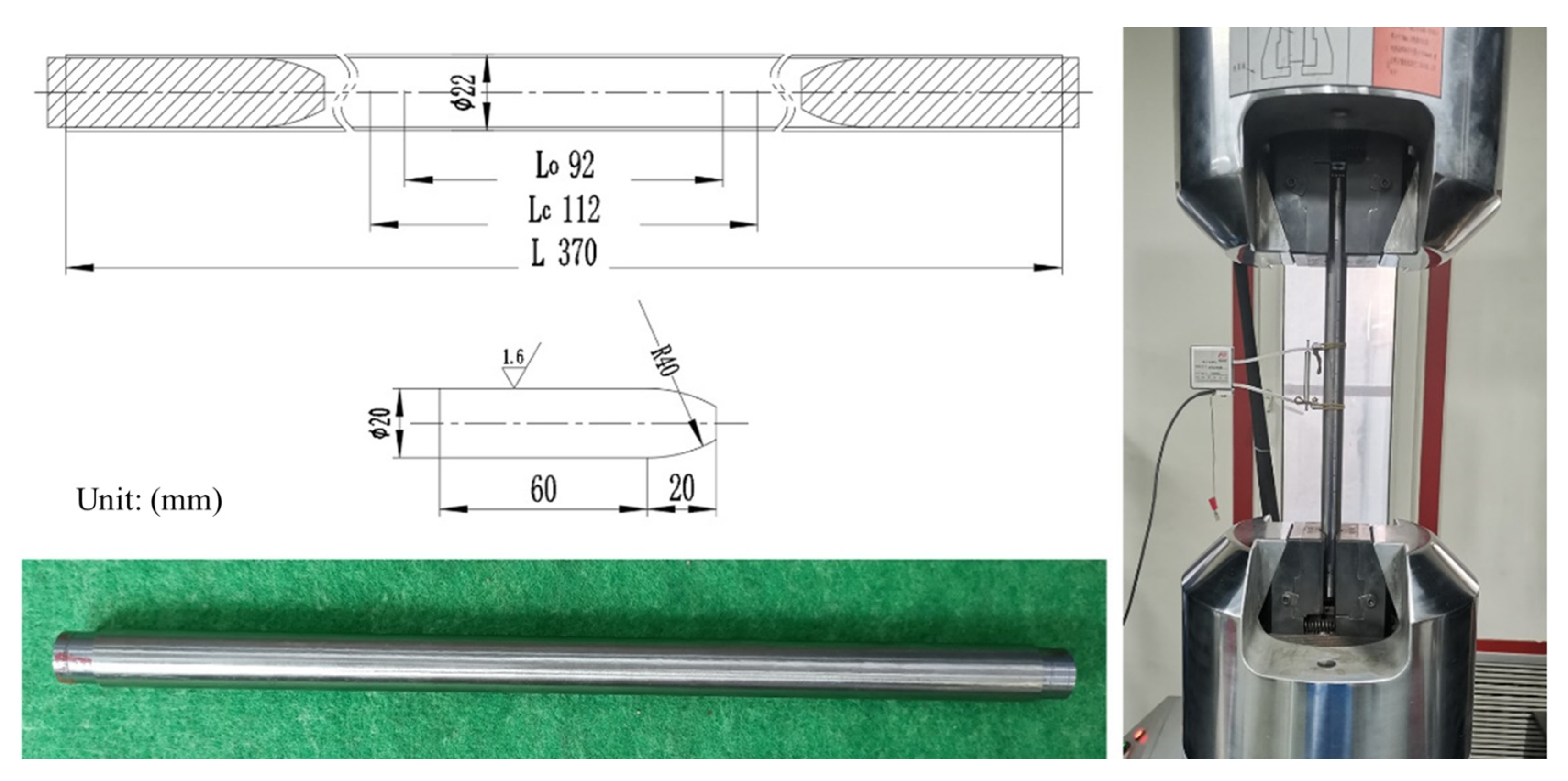
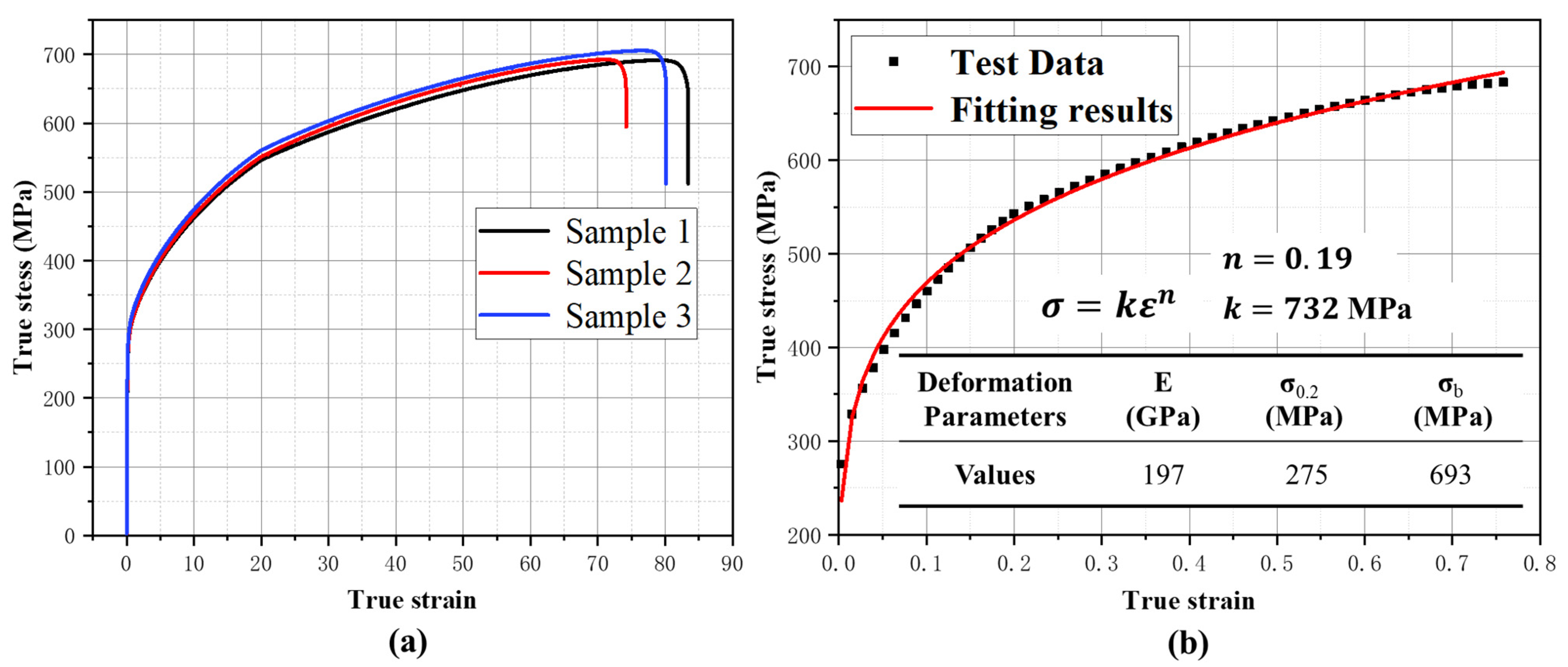
3.1. Mechanical Characterization
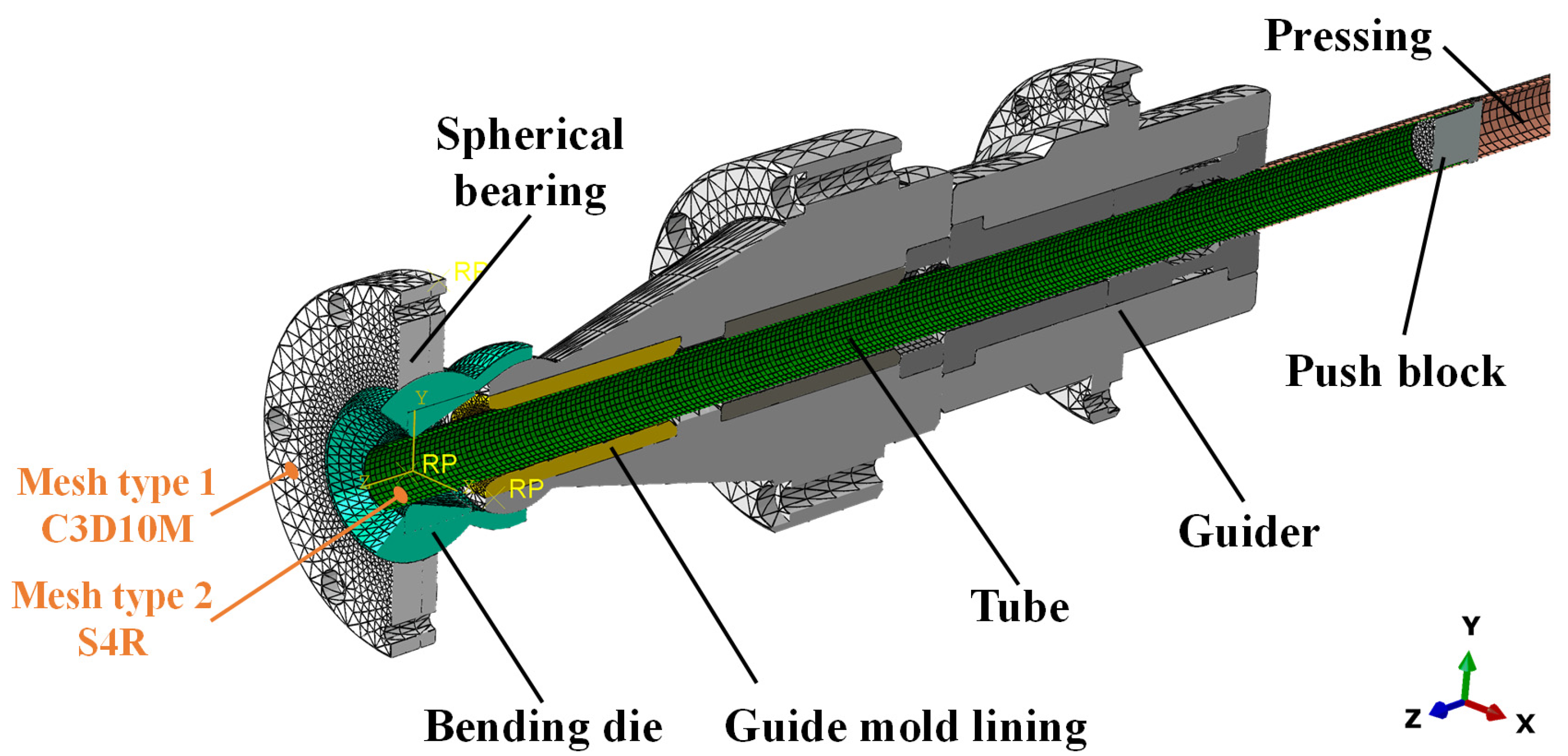
3.2. Finite Element Modelling
3.3. Comparison of Theoretical and Experimental Results of Free Bending
4. Discussion
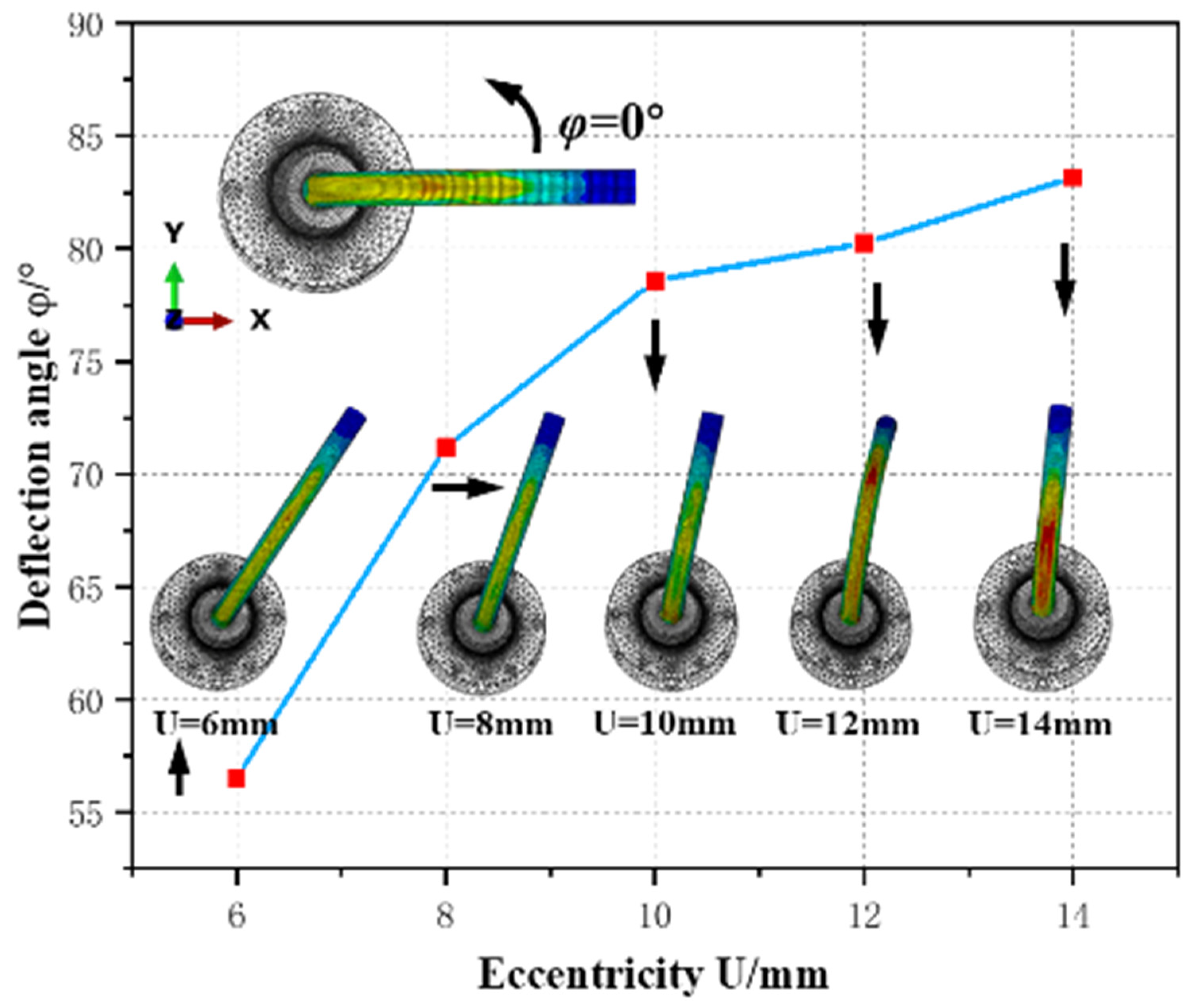
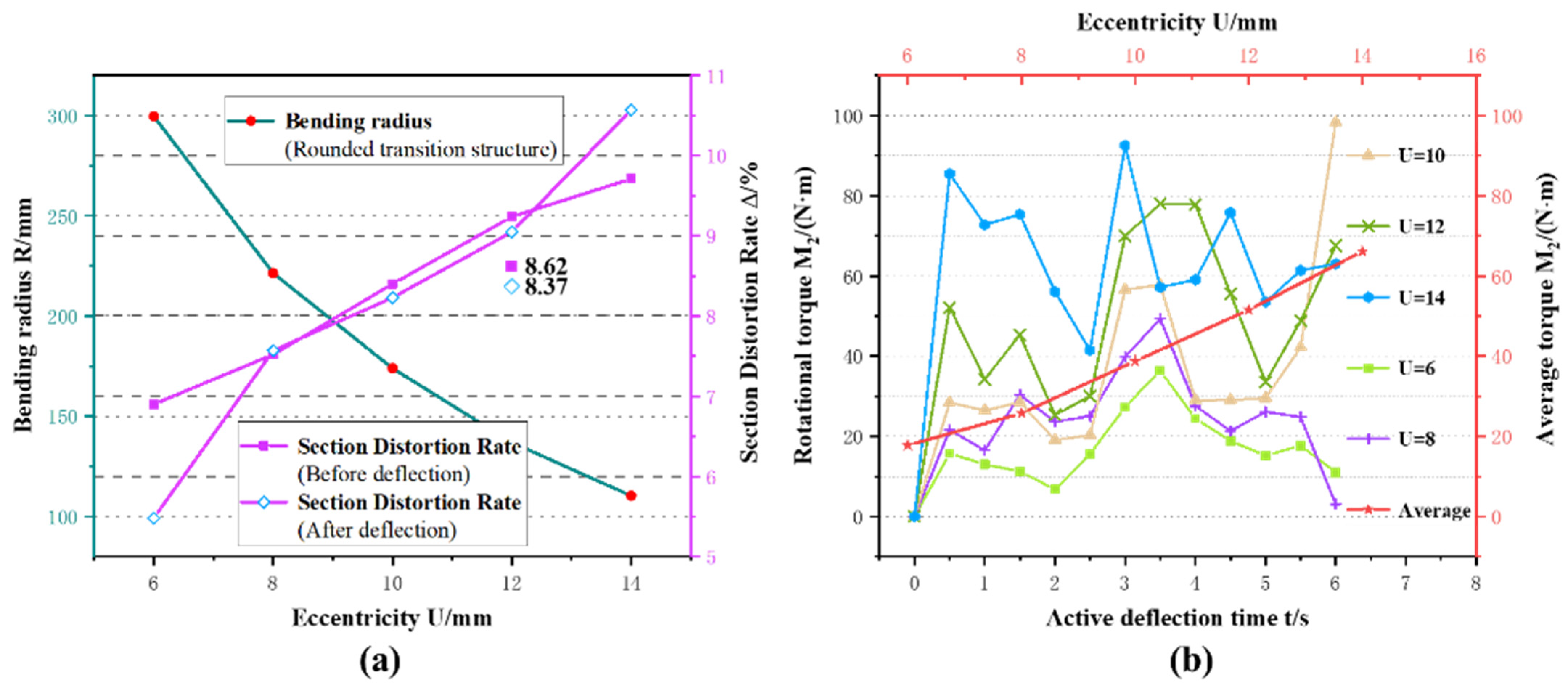
4.1. Effect of Eccentricity on the Active Deflection Method
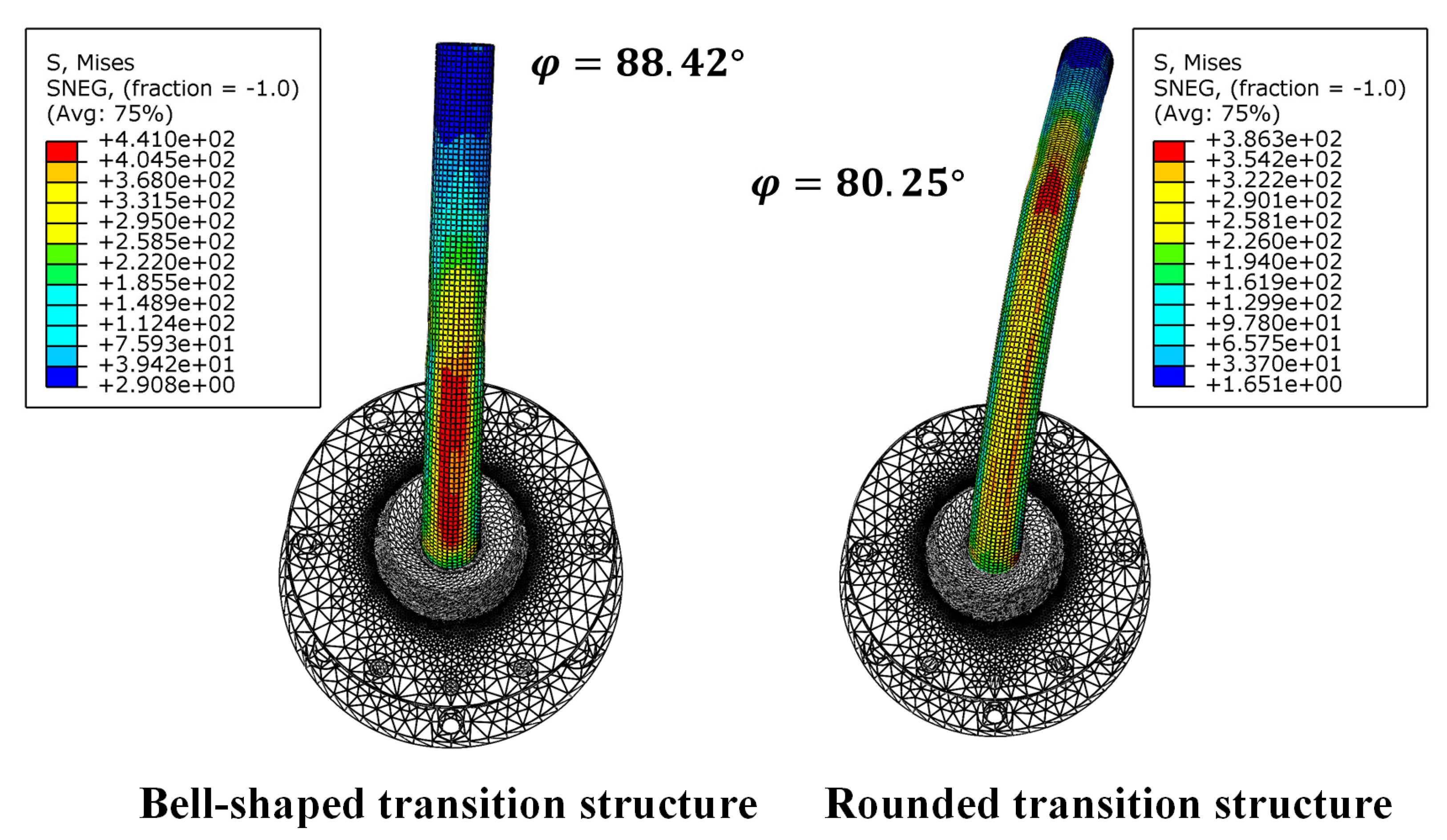
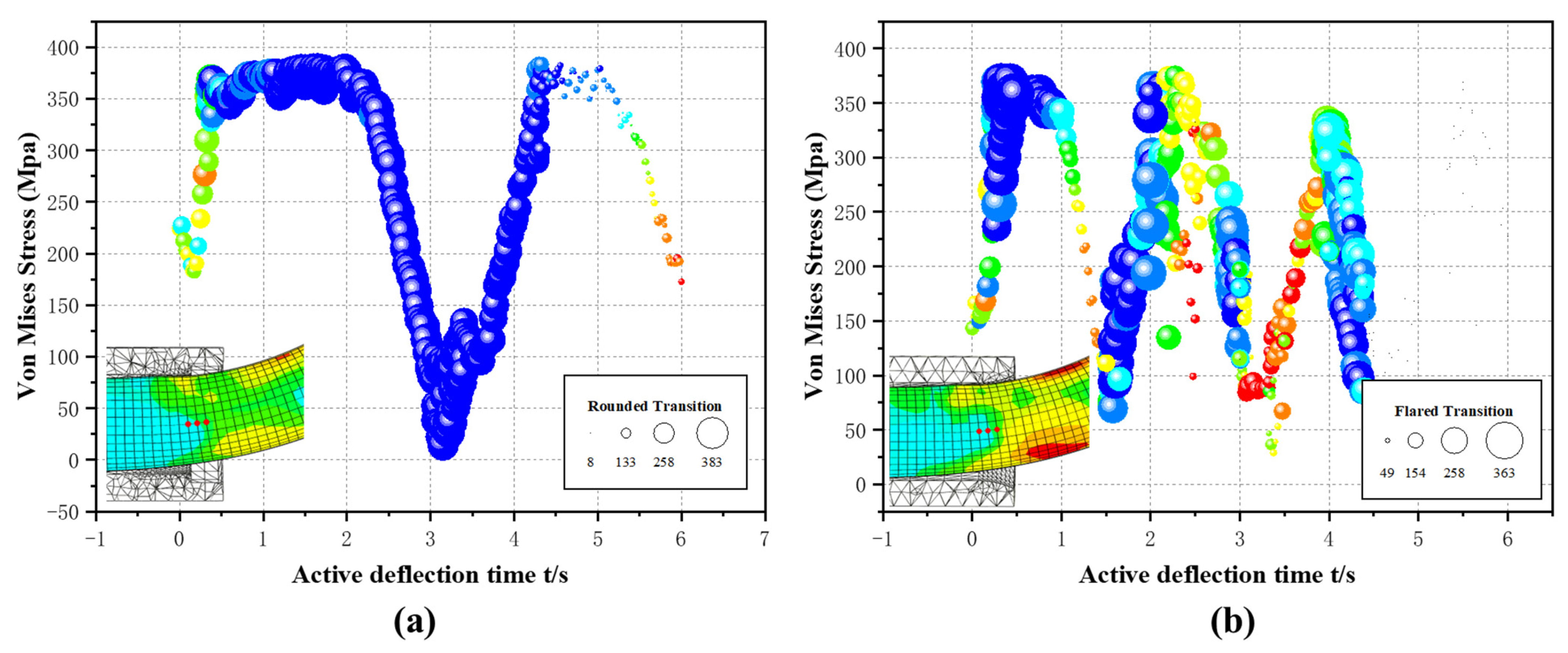
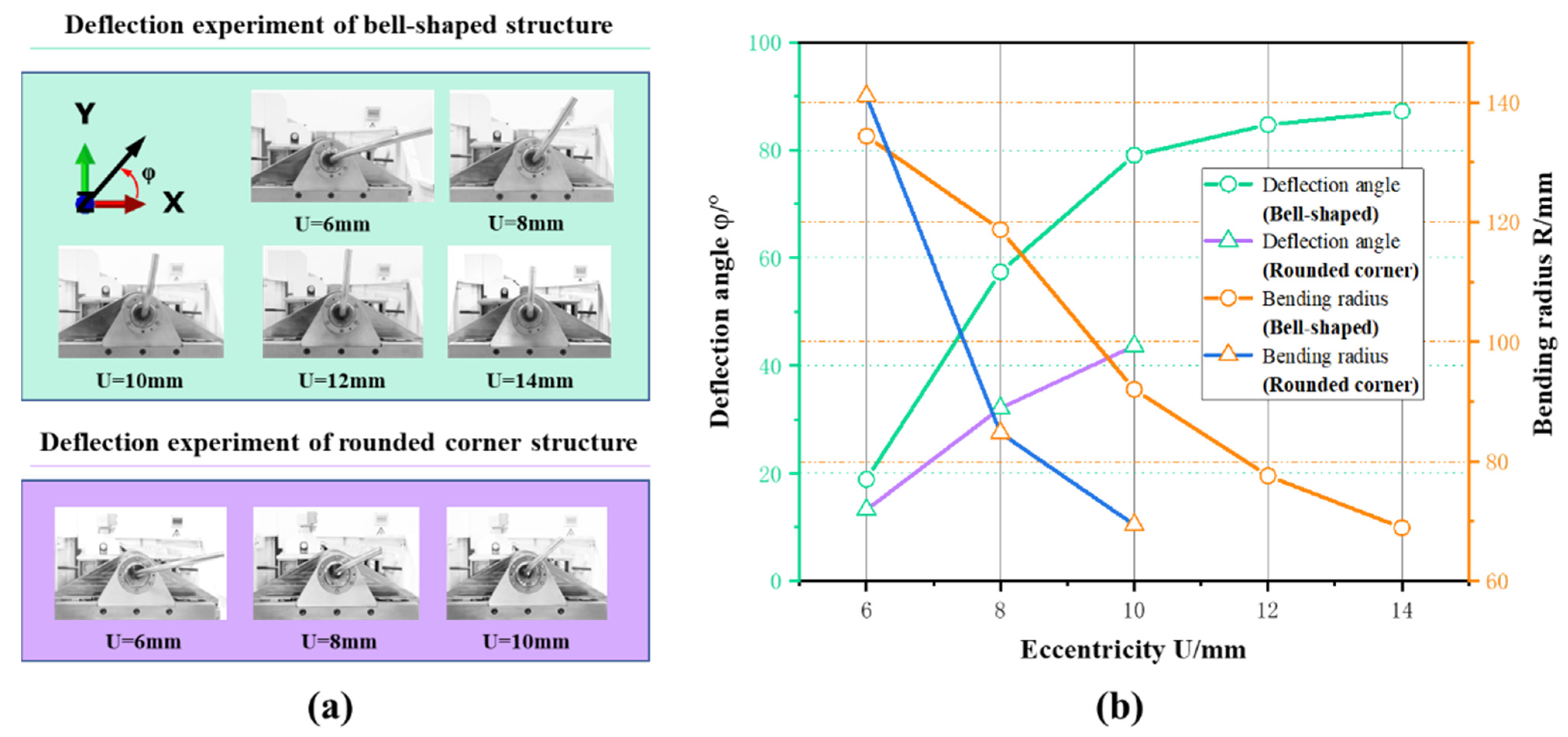
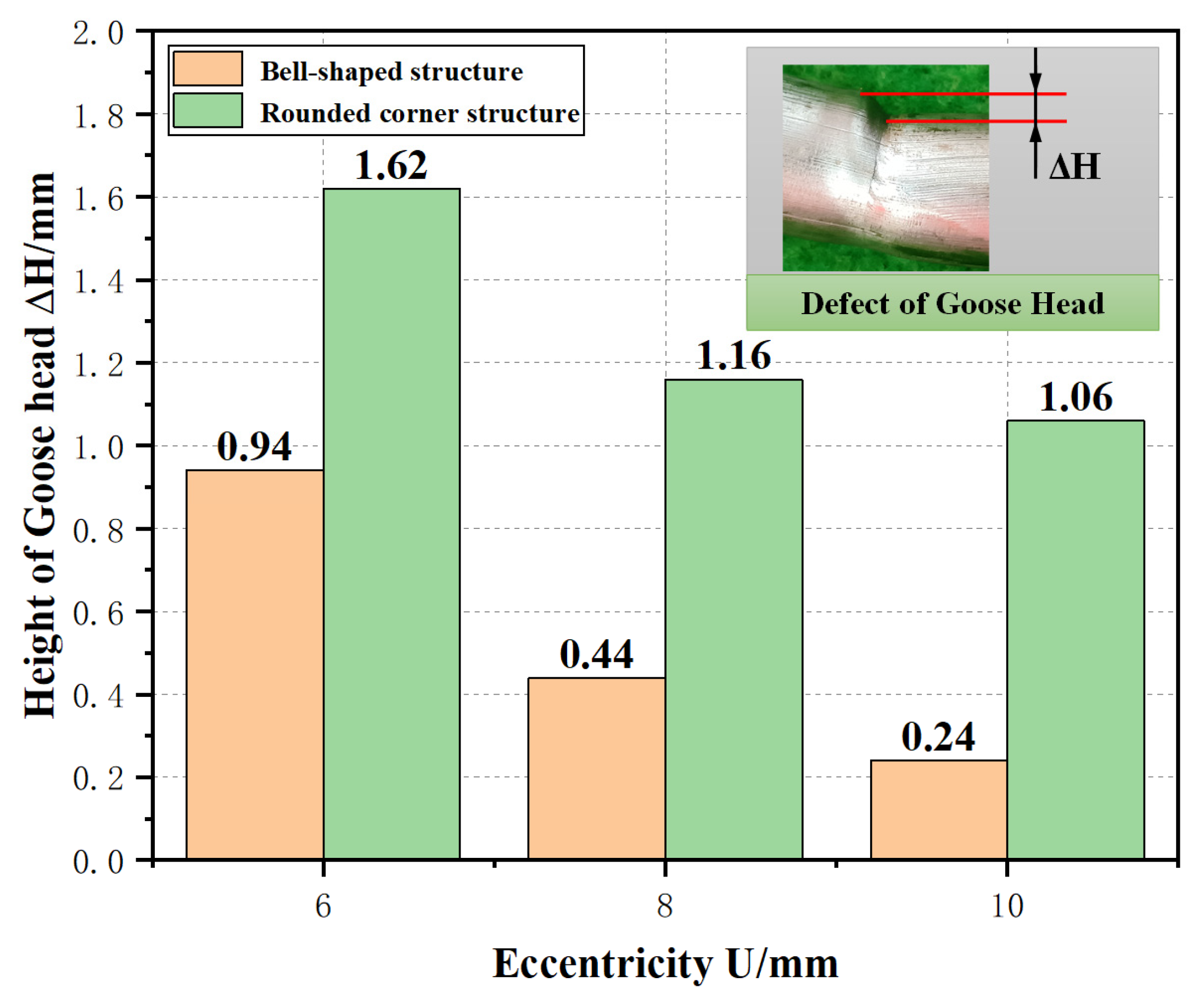
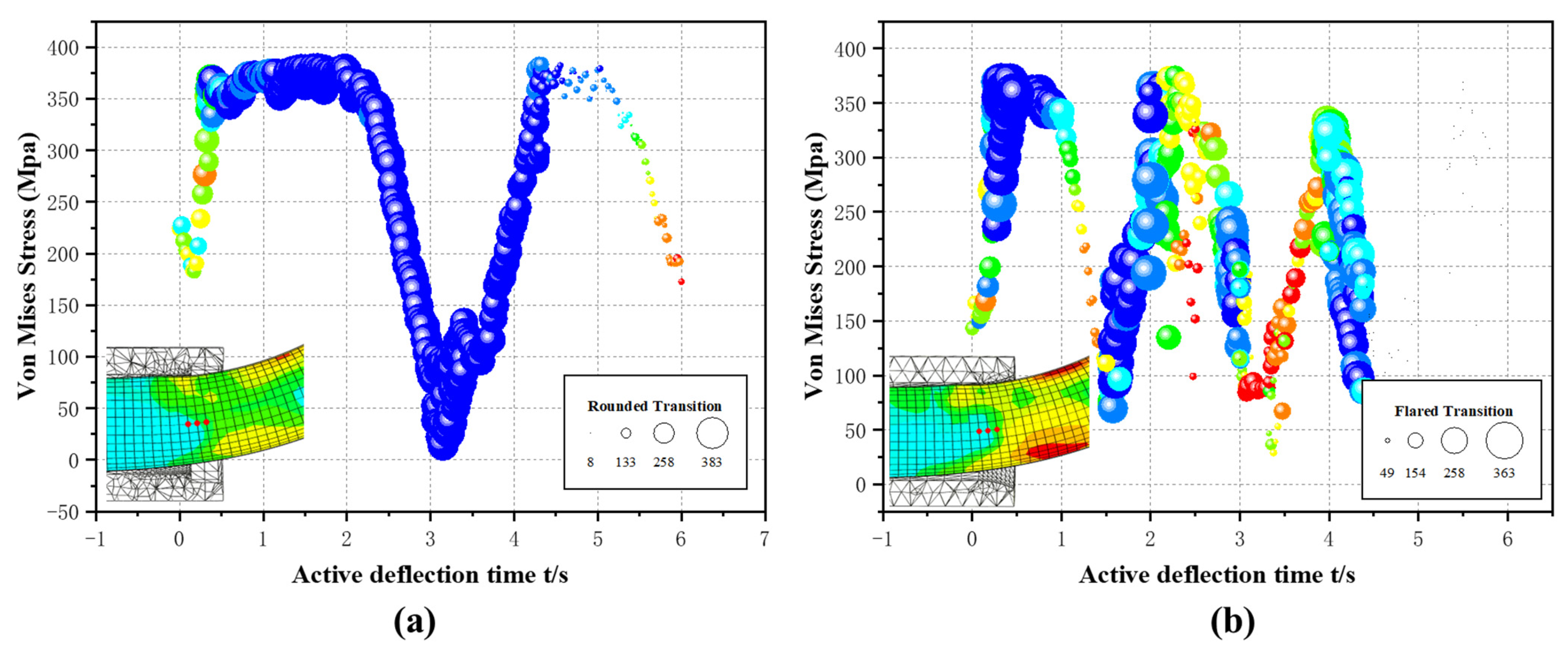
4.2. Effect of Transition Structure on Active Deflection Method
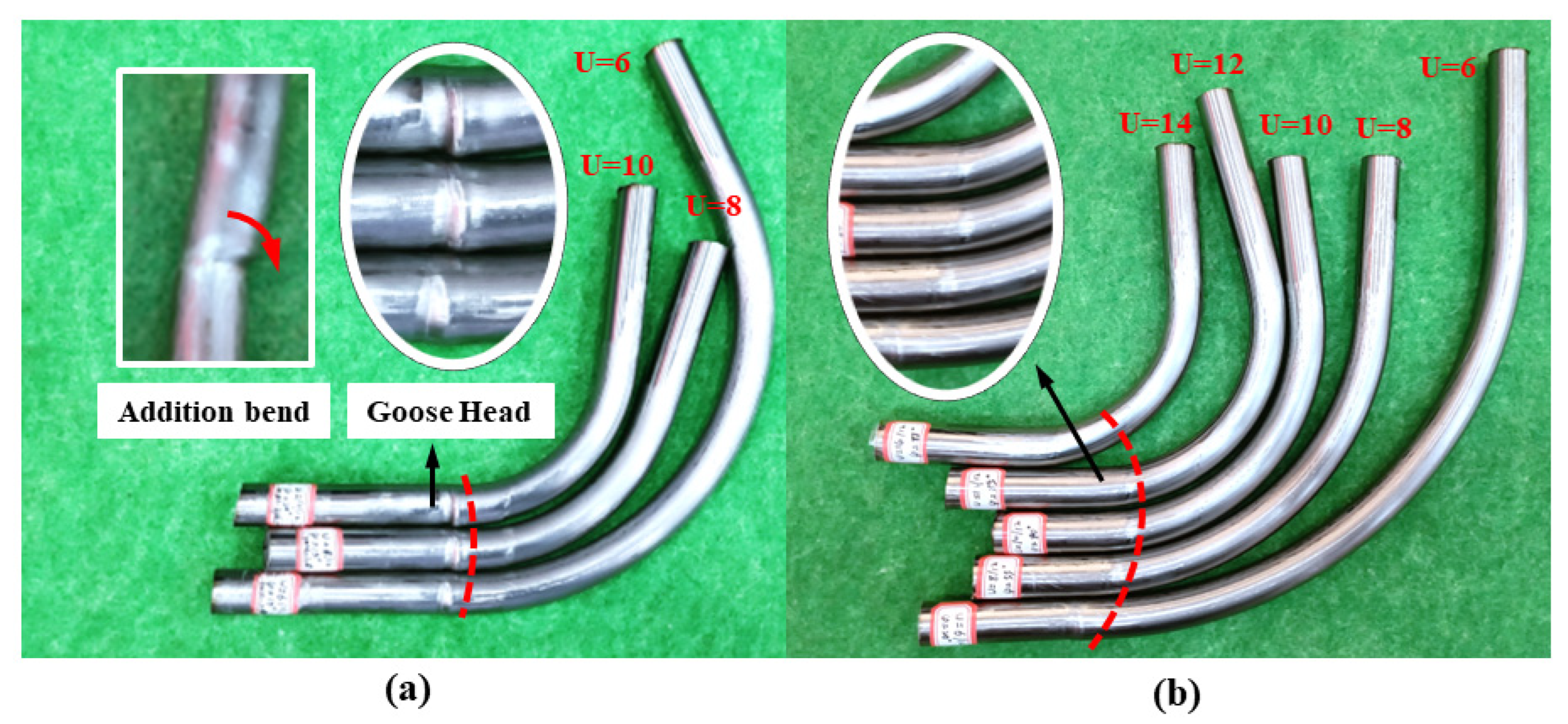
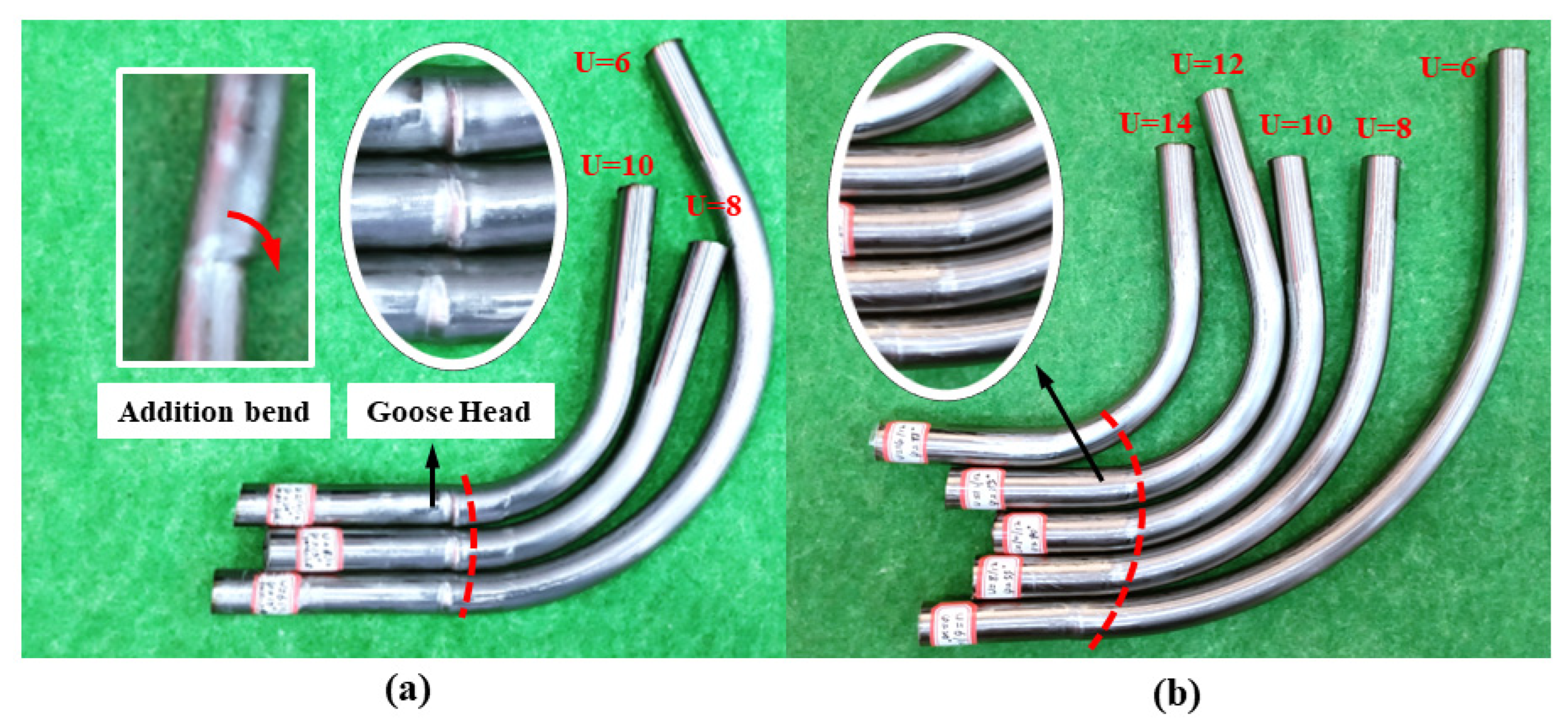
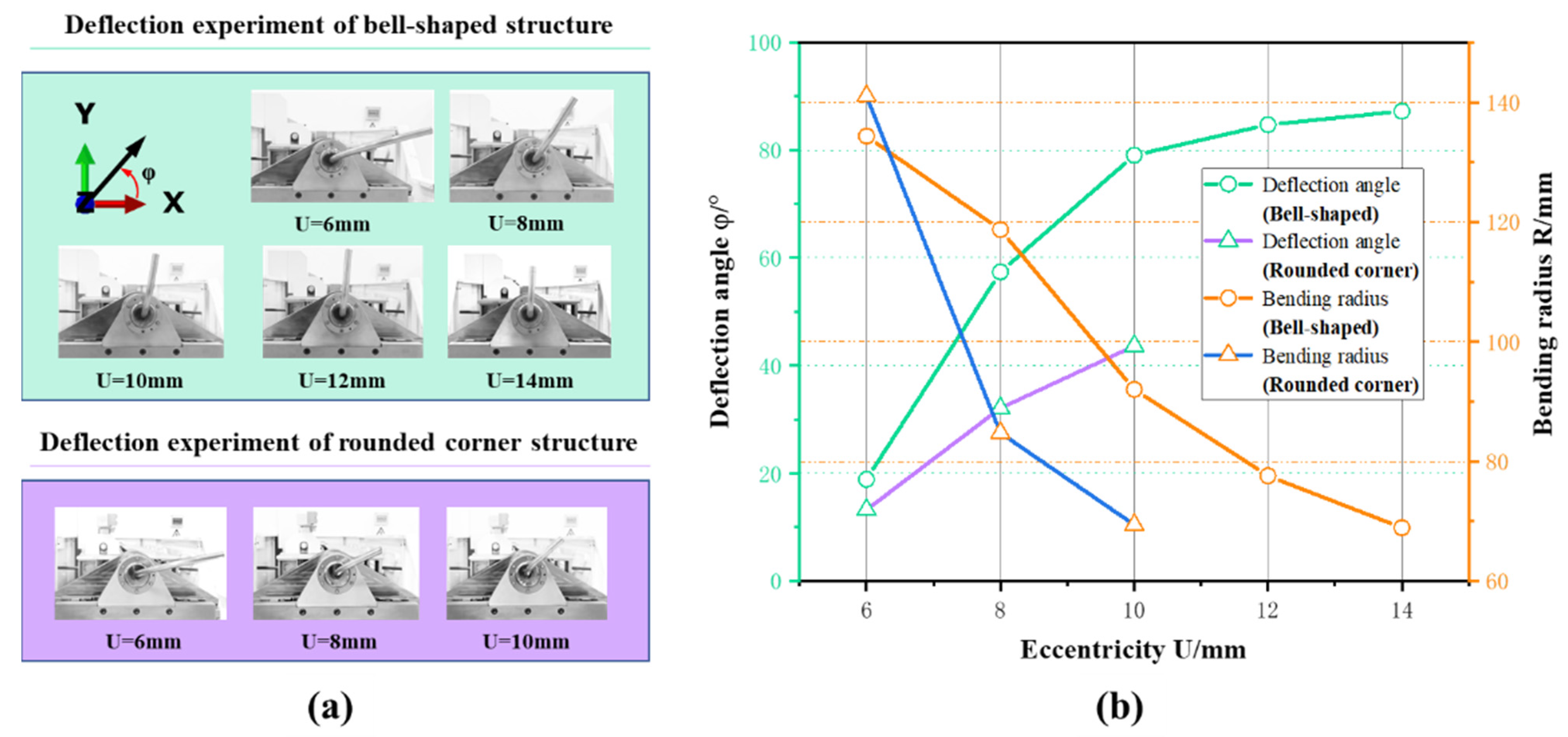
4.3. Experiment of Active Deflection
5. Conclusions
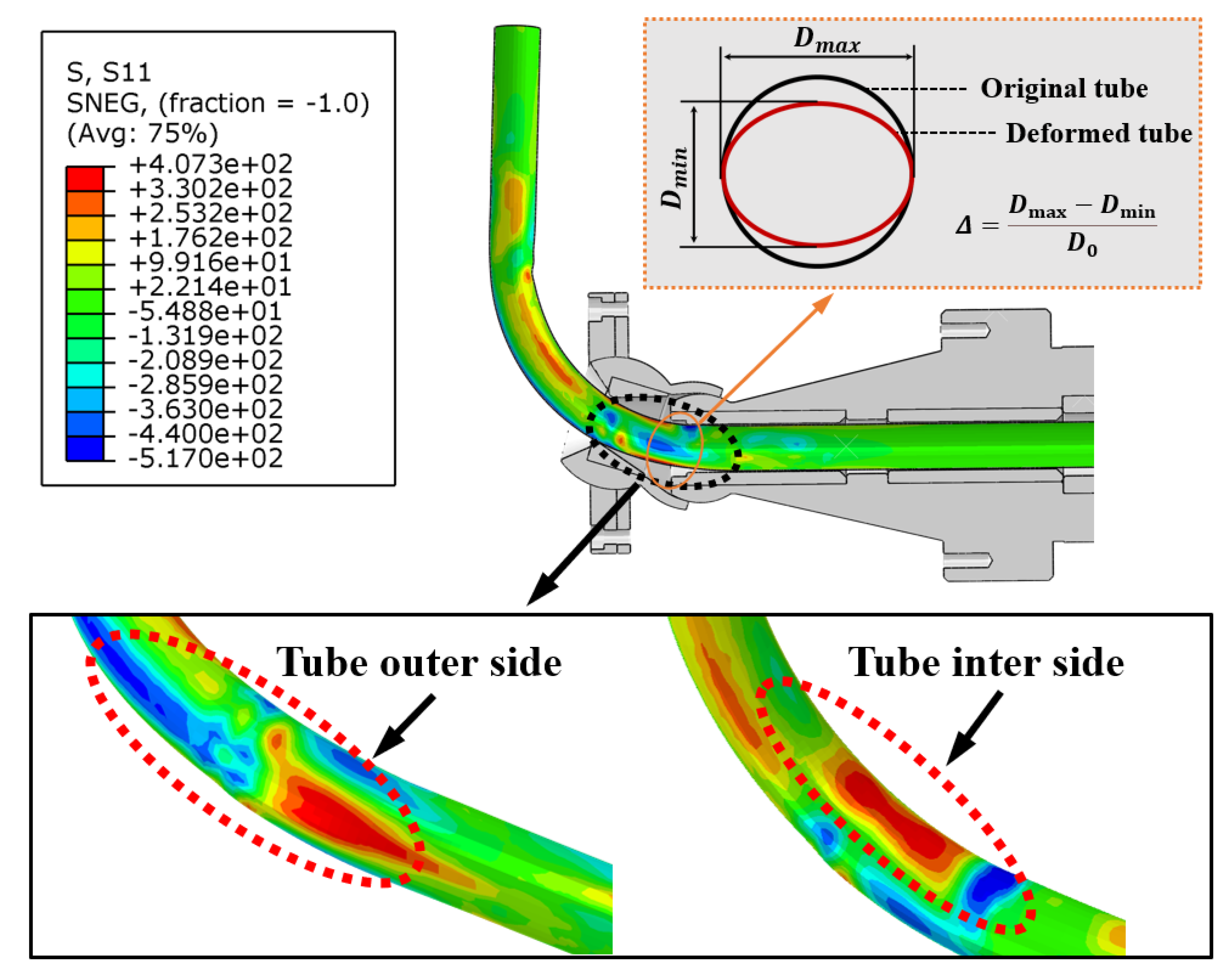
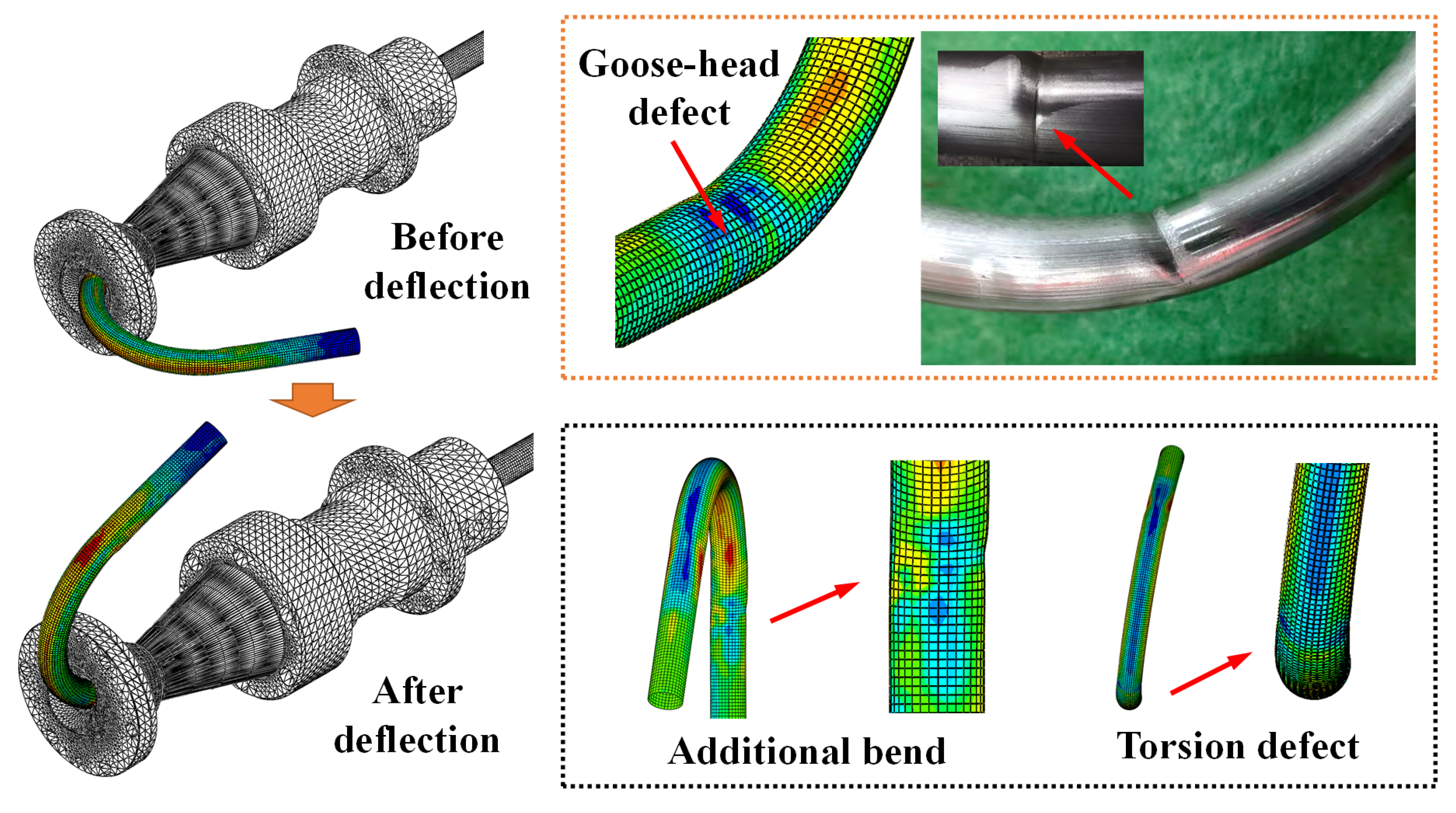
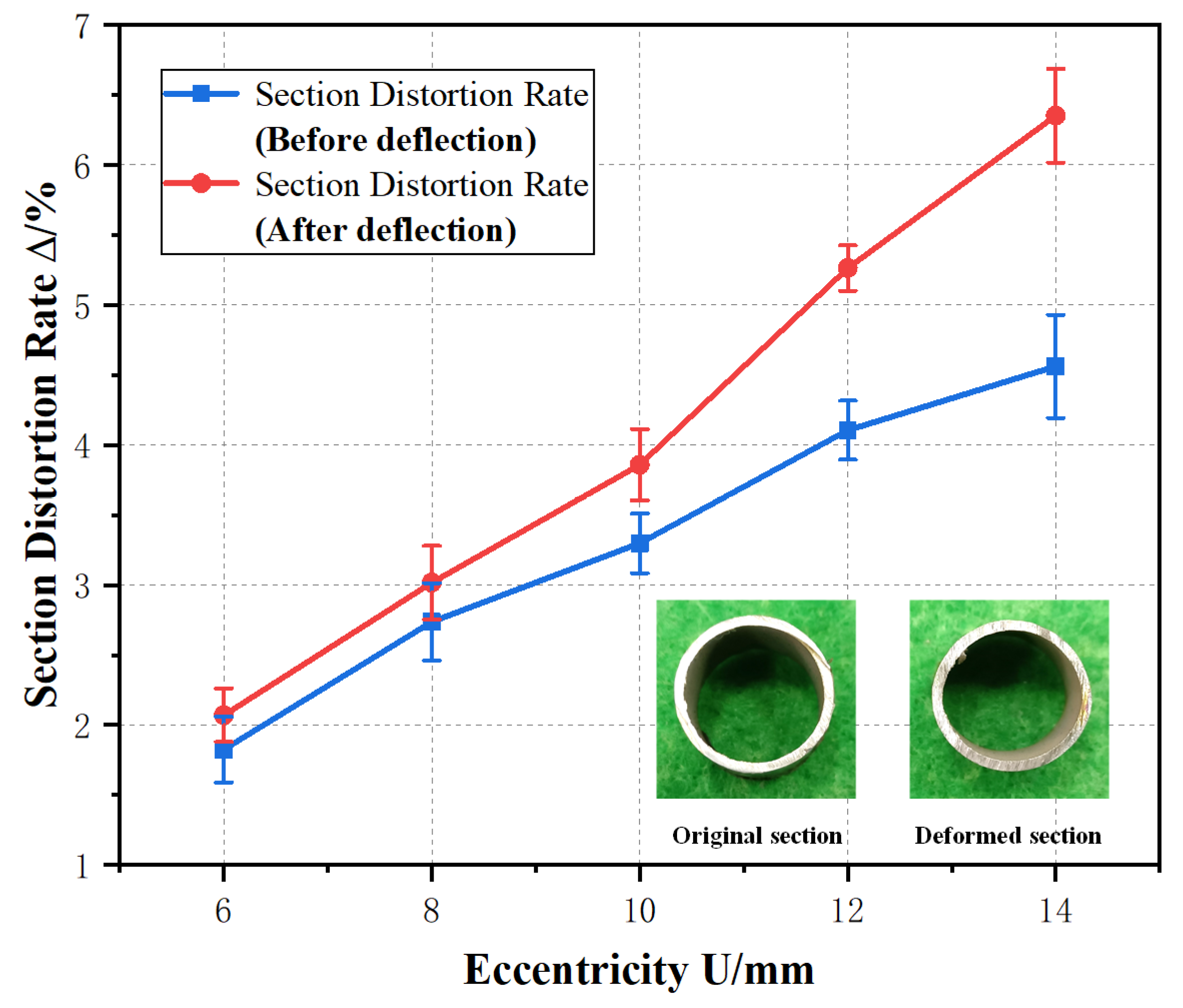
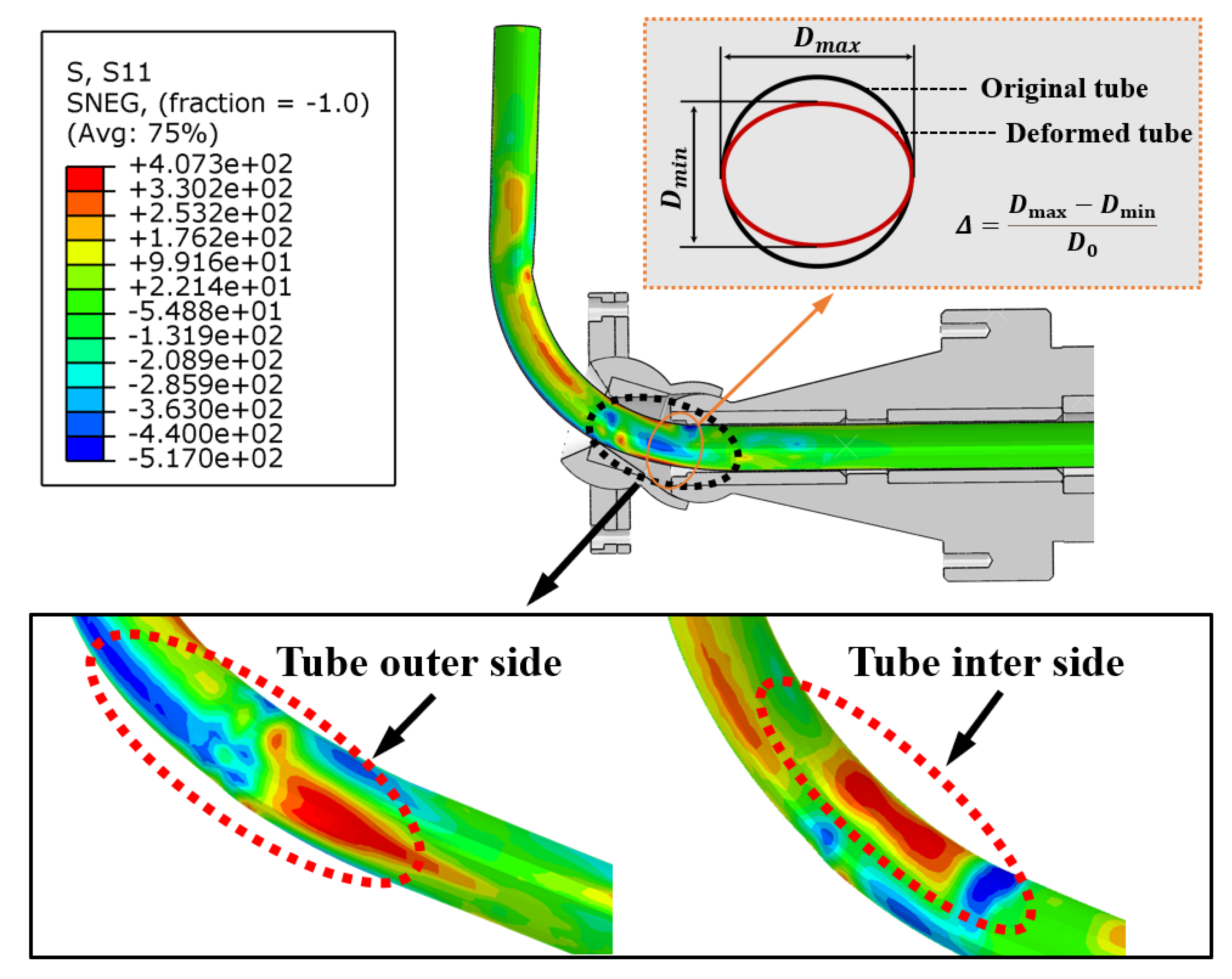
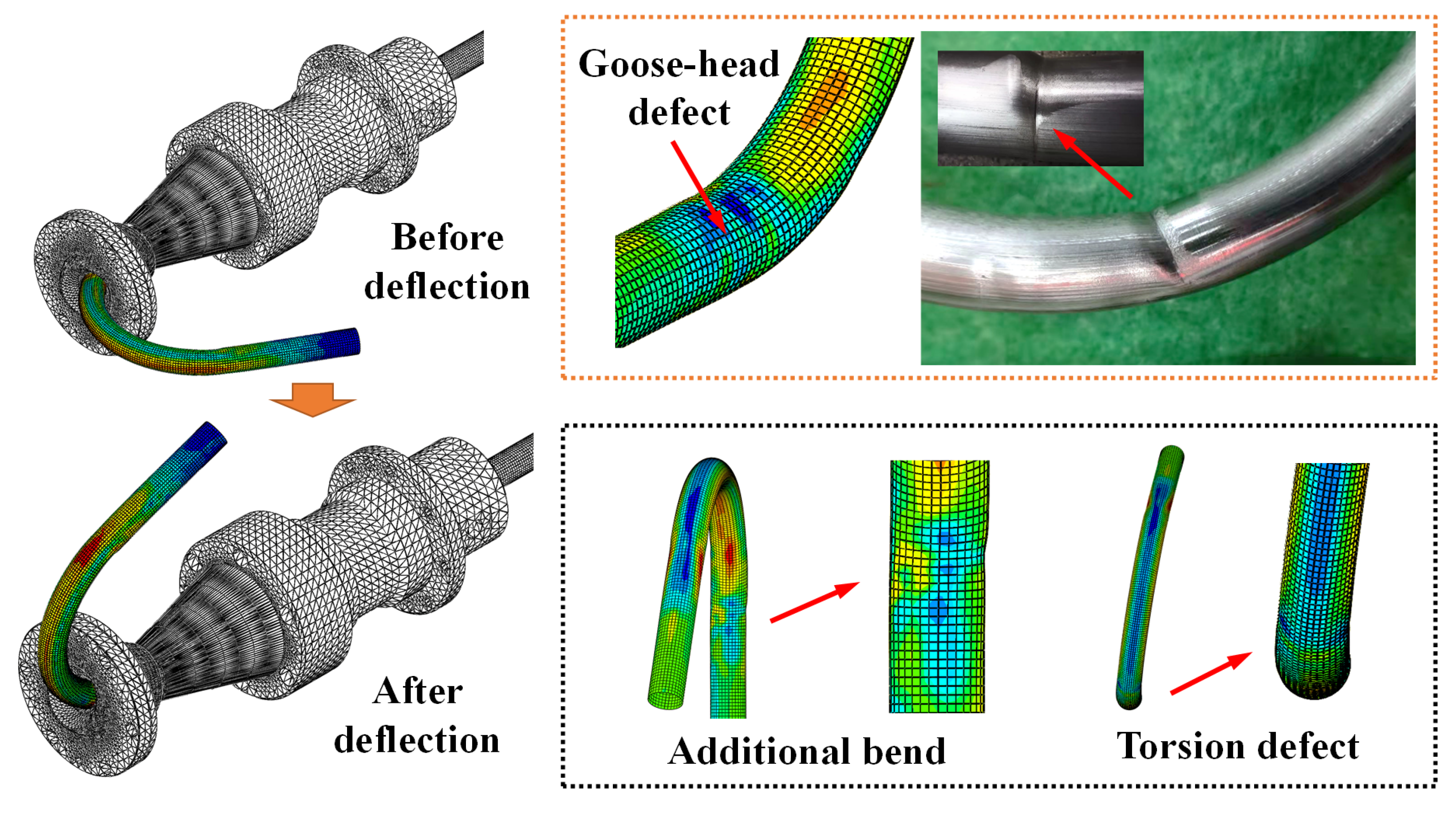
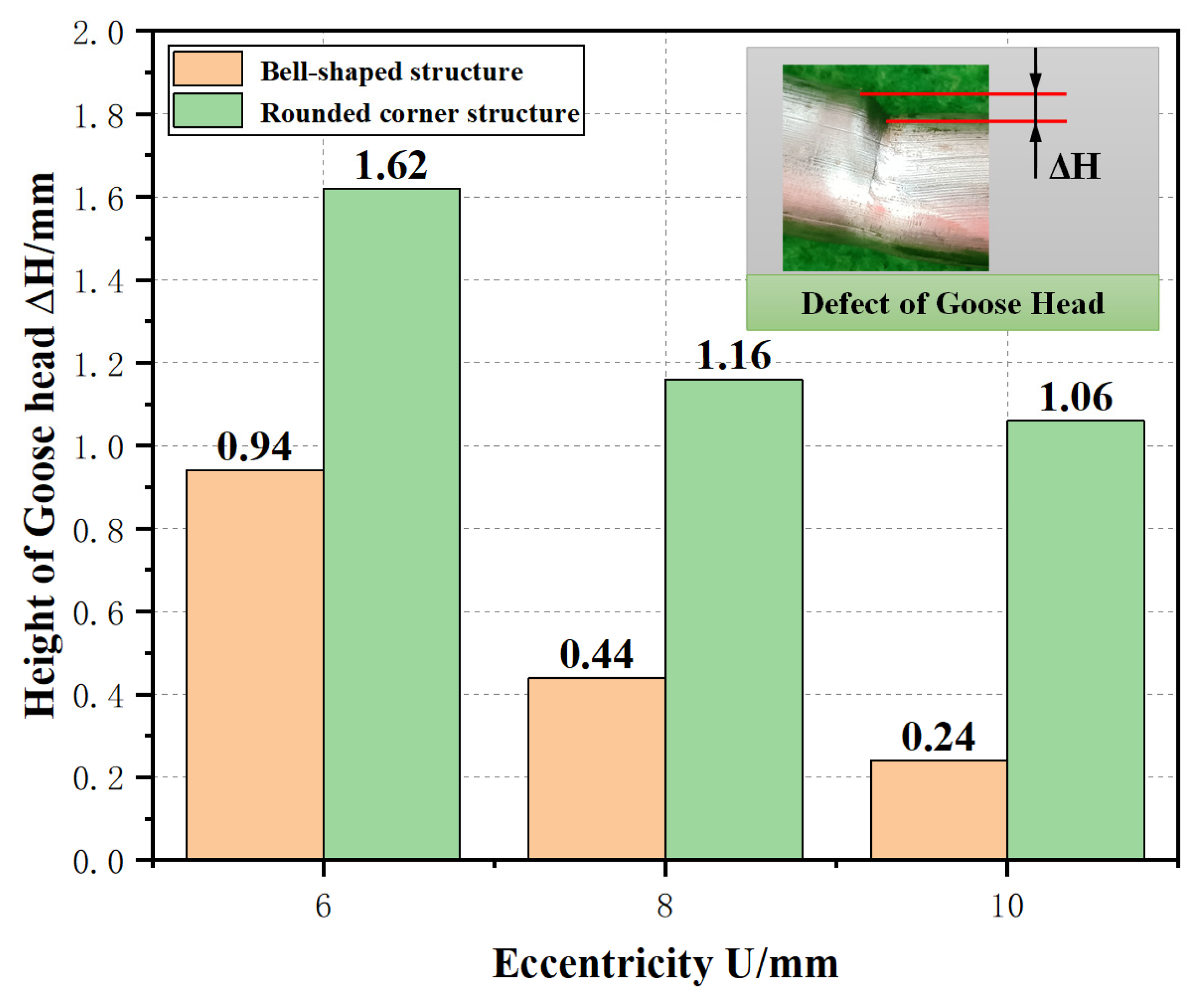
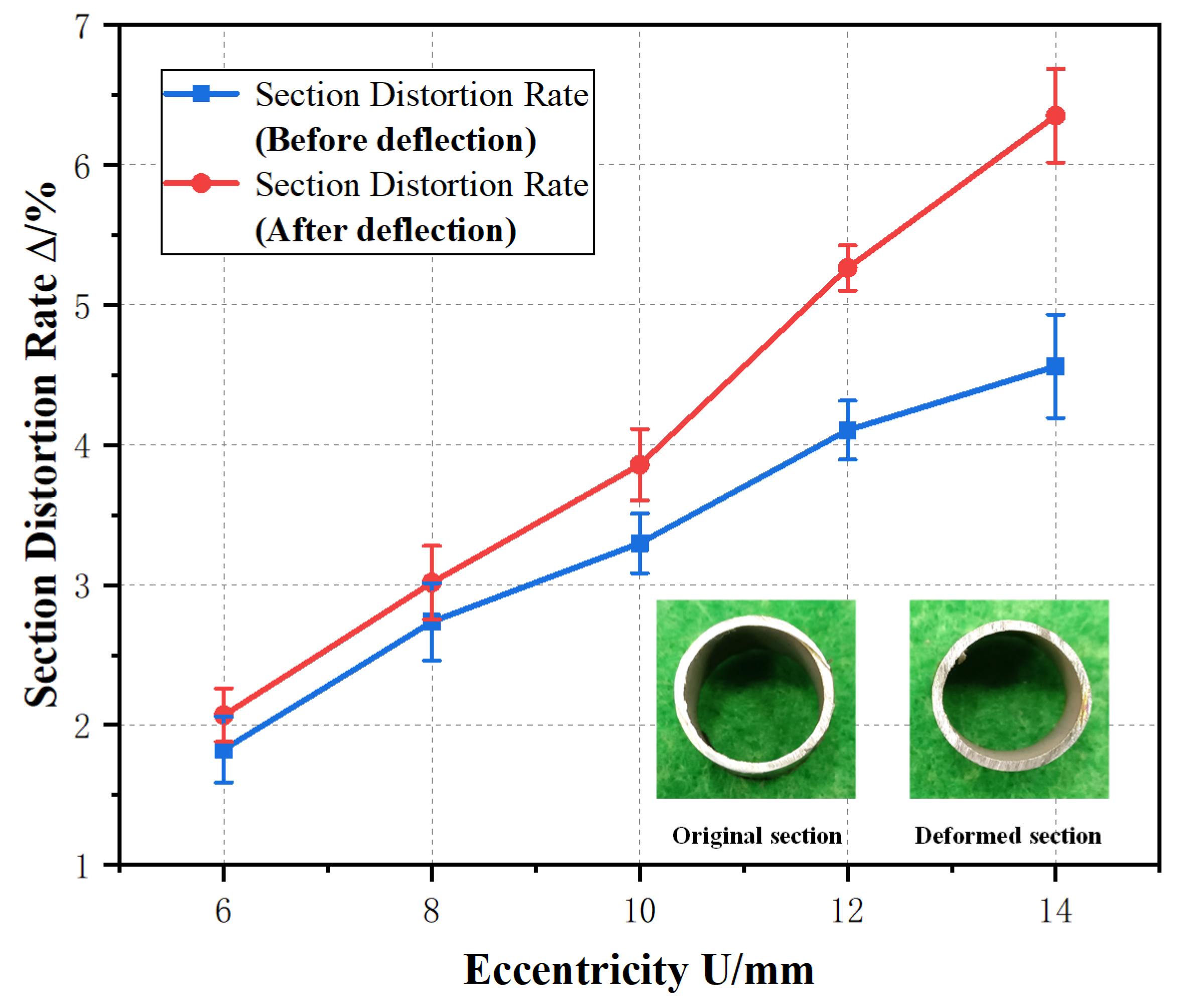
- The active deflection method led to the redistribution of the tube’s section distortion, and the stress concentration exacerbated the section distortion degree and even caused more serious forming defects such as goose-head. In addition, the greater deviation of the angle is one of the primary problems of the active deflection method.
- The active deflection angle has been found to rise with the growth of the trajectory radius. A greater deflection angle could be obtained with a small bending radius due to the enlargement of the torque with an increasing trajectory radius. The maximum deflection angle reached 87.23° under the experimental environment presented in this paper. Yet the maximum deflection angle with the rounded transition structure failed to reach the target angle, φ = 90°.
- The bell-shaped transition structure provided a larger support area for the deformed tube and allowed for a more uniform stress distribution between the tube and guide contact position. As a result, the distortion rate of the cross-section was reduced by 7.31 percent under the same conditions and severe section distortions such as goose-head were essentially eliminated.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| φ | deflection angle | r | bending die rotation radius |
| PL | axial thrust of tube | radius of cross-section | |
| PU | force of bending die thrust | R | theoretical bending radius |
| U | eccentricity | radius of the strain neutral layer | |
| A | deformation zone length | bending radius | |
| M1, M2, M3 | bending moment | outer bending radius | |
| shear stress | inter bending radius | ||
| equivalent stress\stress | integral constants | ||
| lateral radial stress | Δ | cross-section distortion rate | |
| internal radial stress | |||
| radius\tangential\circumferential strain | |||
| radius\tangential\circumferential stress |
References
- Ma, J.; Li, H.; Fu, M. Modelling of Springback in Tube Bending: A Generalized Analytical Approach. Int. J. Mech. Sci. 2021, 204, 106516. [Google Scholar] [CrossRef]
- Ahn, K.; Lee, K.-H.; Lee, J.-S.; Won, C.; Yoon, J. Analytic springback prediction in cylindrical tube bending for helical tube steam generator. Nucl. Eng. Technol. 2020, 52, 2100–2106. [Google Scholar] [CrossRef]
- Huang, T.; Wang, K.; Zhan, M.; Guo, J.; Chen, X.; Chen, F.; Song, K. Wall Thinning Characteristics of Ti-3Al-2.5V Tube in Numerical Control Bending Process. J. Shanghai Jiaotong Univ. 2019, 24, 647–653. [Google Scholar] [CrossRef]
- Goto, H.; Tanaka, Y.; Ichiryu, K. 3D. Tube Forming and Applications of a New Bending Machine with Hydraulic Parallel Kinematics. Int. J. Autom. Technol. 2013, 49, 92–98. [Google Scholar] [CrossRef]
- Tao, J.; Xiong, H.; Wan, B. 3D Free-bending Forming Equipment and Key Technology. Precis. Form. Eng. 2018, 4, 1–13. [Google Scholar] [CrossRef]
- Chen, H.; Wang, H.; El-Aty, A.A.; Qin, Y.; Li, J.; Zhang, Y.; Li, T.; Guo, X. Impact of bending dies with different friction forms on forming force and quality of tubes manufactured by free bending technology. Chin. J. Aeronaut. 2021, 34, 253–264. [Google Scholar] [CrossRef]
- Li, Y.; Li, A.; Yue, Z.; Qiu, L.; Badreddine, H.; Gao, J.; Wang, Y. Springback prediction of AL6061 pipe in free bending process based on finite element and analytic methods. Int. J. Adv. Manuf. Technol. 2020, 109, 1789–1799. [Google Scholar] [CrossRef]
- Zhao, F.; He, W.P.; Qin, Z.; Zhang, W. Knowledge-based search Algorithm for Tube Bending Interference Avoidance. Appl. Res. Comput. 2006, 11, 65–67. [Google Scholar] [CrossRef]
- Hermes, M.; Staupendahl, D.; Becker, C.; Tekkaya, A.E. Innovative Machine Concepts for 3D Bending of Tubes and Profiles. Key Eng. Mater. 2011, 473, 37–42. [Google Scholar] [CrossRef]
- Li, T.; Wang, H.; El-Aty, A.A.; Li, J.; Zhang, Y.; Wei, W.; Chen, H.; Cheng, X.; Tao, J.; Guo, X. Theoretical modelling and finite element simulation of AA6061 involute components based on 3D free bending process. Int. J. Mech. Sci. 2020, 178, 105607. [Google Scholar] [CrossRef]
- Yang, H.; Li, H.; Ma, J.; Li, G.; Huang, D. Breaking bending limit of difficult-to-form titanium tubes by differential heating-based reconstruction of neutral layer shifting. Int. J. Mach. Tools Manuf. 2021, 166, 103742. [Google Scholar] [CrossRef]
- Tao, H.; Fangfang, Y.; Mei, Z.; Junqing, G.; Xuewen, C.; Fuxiao, C.; Kexing, S. Section Flattening in Numerical Control Bending Process of TA18 High Strength Tube. Rare Met. Mater. Eng. 2021, 47, 2347–2352. [Google Scholar] [CrossRef]
- Chiew, S.P.; Jin, Y.F.; Lee, C.K. Residual stress distribution of roller bending of steel rectangular structural hollow sections—ScienceDirect. J. Constr. Steel Res. 2016, 119, 85–97. [Google Scholar] [CrossRef]
- Maier, D.; Stebner, S.; Ismail, A.; Dölz, M.; Lohmann, B.; Münstermann, S.; Volk, W. The influence of freeform bending process parameters on residual stresses for steel tubes. Adv. Ind. Manuf. Eng. 2021, 2, 100047. [Google Scholar] [CrossRef]
- Ma, J.; Welo, T.; Wan, D. The impact of thermo-mechanical processing routes on product quality in integrated aluminium tube bending process. J. Manuf. Process. 2021, 67, 503–512. [Google Scholar] [CrossRef]
- Ismail, A.; Maier, D.; Stebner, S.; Volk, W.; Münstermann, S.; Lohmann, B. A Structure for the Control of Geometry and Properties of a Freeform Bending Process. IFAC 2021, 54, 115–120. [Google Scholar] [CrossRef]
- Guo, Y. Research on Technology of Programming and Simulation of NC Tube Bending; Beijing Institute of Technology: Beijing, China, 2011; Available online: https://go.exlibris.link/mbqwBwvg (accessed on 1 June 2011).
- Gao, Z. Research on Key Technologies of Tube Digital Integrated Manufacturing; Beijing Institute of Technology: Beijing, China, 2011; Available online: https://go.exlibris.link/v45f9wj8 (accessed on 1 June 2011).
- Chen, A. Research on Technology of Modeling and Simulation of NC Tube Bending Process; Beijing Institute of Technology: Beijing, China, 2009; Available online: https://go.exlibris.link/TFvDLckG (accessed on 1 June 2009).
- Zhou, D.J. Metal Tube Bending: Theory and Forming Defects Analysis; Beijing University of Technology Press: Beijing, China, 2016; pp. 203–211. [Google Scholar]
- Wu, J.; Zhang, Z. An improved procedure for manufacture of 3D tubes with spring-back concerned in flexible bending process. Chin. J. Aeronaut. 2021, 34, 267–276. [Google Scholar] [CrossRef]
- Ghiotti, A.; Simonetto, E.; Bruschi, S. Insights on tube rotary draw bending with superimposed localized thermal field. CIRP J. Manuf. Sci. Technol. 2021, 33, 30–41. [Google Scholar] [CrossRef]
- Hassan, H. Advanced Model for Calculation of the Neutral Axis Shifting and the Wall Thickness Distribution in Rotary Draw Bending Processes. Int. J. Mater. Metall. Eng. 2015, 9, 239–243. [Google Scholar] [CrossRef]
- Li, Z.; Yang, H.; Li, H.; Xu, J. An accurate 3D-FE based radius prediction model for in-plane roll-bending of strip considering spread effects. Comput. Mater. Sci. 2011, 50, 666–677. [Google Scholar] [CrossRef]
- Simonetto, E.; Ghiotti, A.; Bruschi, S. Dynamic detection of tubes wrinkling in three roll push bending. Procedia Eng. 2017, 207, 2316–2321. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mold Structure | Rounded Transition | Bell-Shaped Transition |
|---|---|---|
| Mold inner diameter D (mm) | 22.00 | 22.00 |
| Transition radius of curvature (mm) | 1.00 | 18.22 |
| Bending Die Fillet (mm) | 3.00 | 3.00 |
| Size forming zone A (mm) | 29.80 | 29.80 |
| Workpiece–tool clearance a (mm) | 0.10 | 0.10 |
| Composition | C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|---|
| Content (%) | 0.058 | 0.43 | 1.42 | 0.029 | 0.001 | 18.03 | 8.01 |
| Motion Parameter | Value |
|---|---|
| Eccentricity U (mm) | 12.00 |
| Bending angle θ (°) | 90.00 |
| Deflection angle φ (°) | 90.00 |
| Deflection angular velocity ω (rad/s) | /12 |
| Propulsion speed ν (mm/s) | 5.00 |
| Friction coefficient f | 0.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; El-Aty, A.A.; Tao, J.; Guo, X.; Zheng, S.; Cheng, C. Effect of Active Deflection on the Forming of Tubes Manufactured by 3D Free Bending Technology. Metals 2022, 12, 1621. https://doi.org/10.3390/met12101621
Zhang H, El-Aty AA, Tao J, Guo X, Zheng S, Cheng C. Effect of Active Deflection on the Forming of Tubes Manufactured by 3D Free Bending Technology. Metals. 2022; 12(10):1621. https://doi.org/10.3390/met12101621
Chicago/Turabian StyleZhang, Hao, Ali Abd El-Aty, Jie Tao, Xunzhong Guo, Shuo Zheng, and Cheng Cheng. 2022. "Effect of Active Deflection on the Forming of Tubes Manufactured by 3D Free Bending Technology" Metals 12, no. 10: 1621. https://doi.org/10.3390/met12101621
APA StyleZhang, H., El-Aty, A. A., Tao, J., Guo, X., Zheng, S., & Cheng, C. (2022). Effect of Active Deflection on the Forming of Tubes Manufactured by 3D Free Bending Technology. Metals, 12(10), 1621. https://doi.org/10.3390/met12101621