Abstract
In this work, copper–tungsten (Cu-W) composites with a cubic and rhombic dodecahedron W-skeleton were fabricated by the infiltration of Cu melt into a three-dimensionally printed W scaffold. The effects of the skeleton structure on the mechanical properties and energy-absorbing characteristics of the Cu-W interpenetrating-phase composite were investigated and compared with those of commercial Cu-W composite fabricated by powder metallurgy. The results indicated that the mechanical properties of the studied Cu-W interpenetrating-phase composites were mainly related to the properties of their ordered skeletons. Compared to the dodecahedron W-skeleton Cu-W composites, cubic-W-skeleton Cu-W composites exhibited higher strengths but lower absorbed energy. The Cu-W composites with ordered W-skeletons displayed much higher energy absorption than the commercial Cu-W ones. By adjusting the ordered W-skeleton structure contained in the composite, the strength and deformation behavior of the Cu-W composite can be effectively improved, which provides a guide to optimizing the mechanical properties and energy absorption of Cu-W composites.
1. Introduction
The performance of contacts used in switching devices appears important with the wide applications of intelligent switches. Copper–tungsten (Cu-W) composites are being widely used for the preparation of contacts in switching devices due to their good electric contact performance and ablation-resistant performance [1]. At present, high-temperature liquid phase sintering, hot-pressing sintering, and infiltration are the main methods used to prepare Cu-W composites [2,3] and the mechanical properties of such materials have been extensively studied.
Wang et al. [4] reported that, due to the immiscibility of Cu and W, it is difficult to achieve a perfect connection inside Cu-W composites. Adding an active metal to the matrix can enhance the bonding strength between the Cu and W in the composite, which leads to a higher tensile strength when continuously heated at a certain temperature. Jiten et al. [5] suggested that with a decrease in the size of the W grain in tungsten alloys, the tensile properties and the hardness of tungsten alloy could be significantly enhanced. Kiran et al. [6] proposed that in tungsten heavy alloys, the tensile strength increases whereas the elongation and impact energy decrease with an increase in the W content, which is mainly attributed to the matrix volume fraction, contiguity, and matrix mean path of the elements contained in the alloy. Han et al. [7] prepared ultrafine grained (UFG) W–Cu composites by electroless plating and SPS and found that the as-prepared UFG W–Cu composites exhibited an enhanced combination of hardness, compressive strength, and electrical conductivity. At present, the research on Cu-W composites has focused on discussing a certain performance from the element volume fraction and distribution in the composites, and due to the limitation of the fabrication methods, there is a lack of comprehensive understanding on the underlying mechanism.
In recent years, some researchers have discovered that regularly arranged W structures in the Cu-W composites may contribute to improving the mechanical and electrical performance of Cu-W composites. Calvo et al. [8] produced tungsten micro-lattices by a room-temperature extrusion-based 3D-printing technique, and infiltrated molten copper into the lattice to make Cu-W composites, which allowed for the design of anisotropic mechanical and electrical properties. Han et al. [9] prepared a Cu-W composite with micro-oriented W lamellae by the infiltration method and their mechanical and electrical properties were investigated and compared with those of a commercial Cu-W composite. Their results indicated that the micro-oriented Cu-W composites demonstrated a higher electric conductivity and compressive strength due to the ordered micro-oriented arrangement of the Cu and W phases. Inspired by natural wood, Zhang et al. [10] fabricated W and WC scaffolds using a direct ice-templating technique. The mechanical properties of these scaffolds were dependent on both the inter- and intra-lamellar pores. By infiltrating Cu into the scaffolds, Cu-W composites were achieved, and these composites were anticipated to exhibit excellent fracture toughness as well as thermal and electrical conductivity [11]. Qin et al. [12] analyzed the static fusion welding performance of a Cu-W composite with different W structures using the finite element method (FEM) and found that the Cu-W composites with a micro-oriented framework structure had a lower and more stable contact resistance. These studies demonstrate that Cu-W composites with an ordered micro-oriented structure have superior mechanical and electrical properties. However, there are fewer studies on the effects of micro-oriented structural design on the mechanical properties of these composites.
In this work, the Cu-W composites with different ordered skeletons were fabricated by combining the electron beam melting and infiltration techniques. Their mechanical properties and energy-absorption characteristics of the composites were investigated, and the underlying mechanism was discussed.
2. Experimental
2.1. Fabrication of W Scaffolds
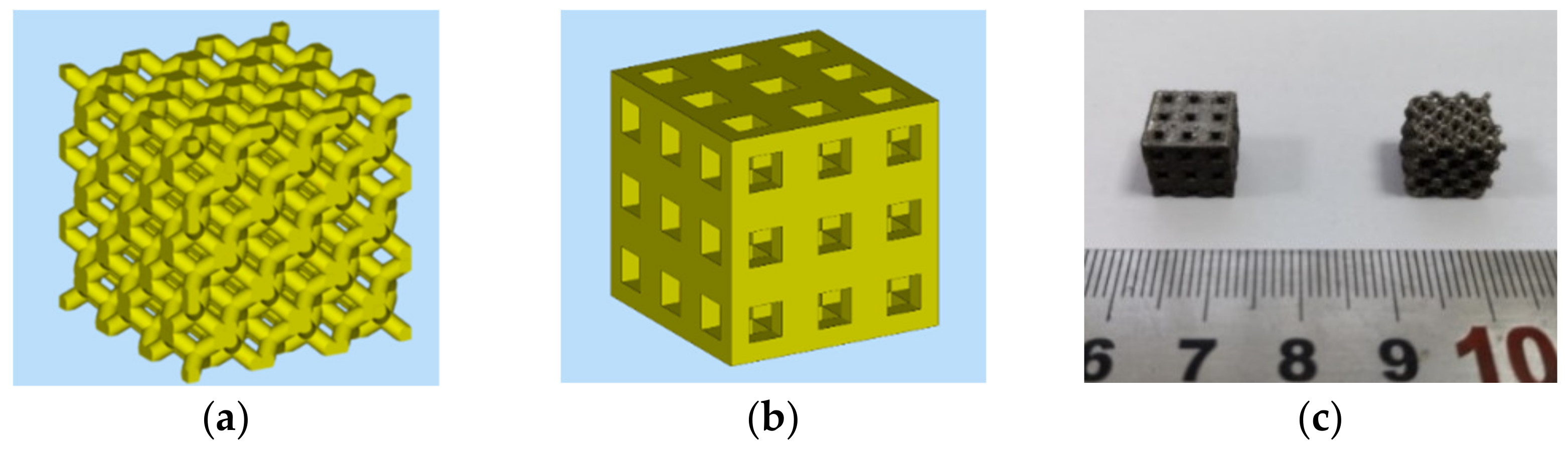
As shown in Figure 1a,b, two kinds of scaffolds with a porosity of 60% were designed with a rhombic dodecahedron and cubic unit cell by Magics, respectively. Tungsten scaffolds with dimensions of 10 × 10 × 10 mm3 were fabricated by a S150 electron beam melting (EBM) system developed by Xi’an Sailong Metal Materials Co. Ltd. (Xi’an, China). These parts were built layer-by-layer using spherical W powder, with the particle size of 15–45 μm. Each layer of powder with thickness of 0.05 mm was laid by raking powder gravity-fed from two cassettes, and preheated to 600 °C, then the electron beam melted the selected areas controlled by computer-aided design (CAD). The as-fabricated W scaffolds are shown in Figure 1c and the measured porosity of the studied scaffolds was 55%.
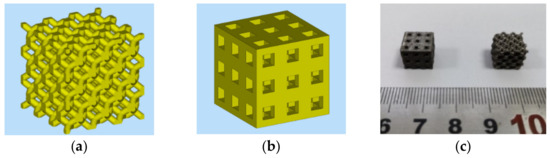
Figure 1.
Model of the rhombic dodecahedron (a) and cubic (b) scaffolds. (c) The as-fabricated W scaffolds.
2.2. Fabrication of the Cu-W Composites
The Cu-W composites were fabricated using the infiltration technique. The three-dimensionally (3-D) printed tungsten scaffolds were placed on top of blocks of pure copper in a high-purity graphite crucible. The combination was heated in flowing argon gas to 1250 °C, at a heating rate of 10 °C/min, held for 10 min, then cooled in a furnace. Before infiltration, the copper blocks were mechanically burnished, and then ultrasonically cleaned along with the scaffolds in acetone to reduce contamination. The as-fabricated Cu-W interpenetrating-phase composites are shown in Figure 2. The volume fraction of W was 45% and the weight percent was 63.86%. The measured density of the composite was 13.5 g/cm3, which is consistent with that was calculated using the rule-of-mixture. The commercial Cu-W composites with a 60 wt% of W were provided by Shanxi Sirui Advanced Materials Co. Ltd. (Xi’an, China).
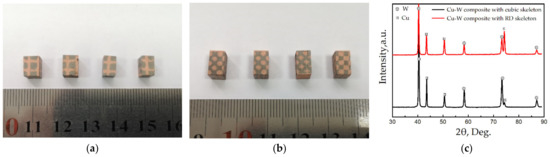
Figure 2.
Macroscopic images of the studied Cu-W composite with cubic (a) and rhombic dodecahedron (RD) (b) W-skeleton, and their XRD profiles (c).
2.3. Morphologies and Mechanical Properties
The microstructure of the studied Cu-W composites was observed by a Tescan Maia 3 field emission scanning electron microscope (SEM, Tescan Brno, Brno, Czech Republic). The SEM samples were etched by a reagent (10% K3[Fe(CN)6], 10% NaOH, and 80% H2O) for ~30 s. Phase constitutions were examined with the X-ray diffraction (XRD) technique using Cu K irradiation at an accelerating voltage of 40 kV and a current of 250 mA. The rectangular specimens for the compression test were prepared with dimensions of 5 mm × 5 mm × 10 mm. According to ASTM E9-2018, compression tests were conducted with an Instron 5869 machine (Norwood, MA, USA) at a strain rate of 8.3 × 10 −3 s−1 at room temperature. The averaged results of two samples were reported for the studied composites.
2.4. Finite Element (FE) Analysis
The compressive deformation behavior of the studied composites with different types of skeletons (cubic and rhombic dodecahedron) was simulated using the software package ABAQUS (ABAQUS 2016, David Hibbitt, Palo Alto, CA, USA). The contact geometric model consisted of a W-skeleton and Cu matrix. The contact relationship between the W-skeleton and Cu matrix was set to bond and maintain the intersection boundary, fix the bottom surface of the contact, and apply compressive stress to the top surface of the contact. The elastic modulus and Poisson’s ratio of Cu used in ABAQUS model were 119 GPa and 0.316, respectively, and the elastic modulus and Poisson’s ratio of W were 344 GPa and 0.28, respectively. Every model included 5 mm × 5 mm × 5 unit cells and was divided into approximately five hundred thousand 10-point tetrahedral elements (C3D10).
3. Experimental Results
3.1. Morphology of the Cu-W Composite
Figure 2 shows the macro morphology of the Cu-W composite with ordered W-skeletons prepared in this study, and the corresponding SEM micrographs and XRD patterns are shown in Figure 3 and Figure 4. As seen from the figures, the composite was composed of two kinds of phases, which were orderly arranged. The energy dispersive spectrum (EDS) analysis results (Figure 3 and Figure 4) show that these two kinds of phases were W and Cu, with the W phase having an average thickness of about 800 μm, and Cu and W being orderly arranged in the shape of the cube and rhombic rhombus, respectively. The XRD results indicate that the studied composite mainly consisted of tungsten (body-centered cubic with a = 5.05 Å) and copper (face centered cubic with a = 3.61 Å), and there was no evidence of notable amounts of other phases (Figure 2c). The high-magnification morphology of the interface between the Cu and W showed that the two kinds of constituents were well combined (Figure 5a) and there was a steep component gradient at the interface (Figure 5b,c). In contrast, the arrangement of W and Cu in the commercial Cu-W composites was disordered, not presenting a regular arrangement (Figure 6).
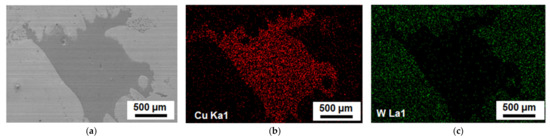
Figure 3.
SEM micrographs (a) and EDS analysis (b,c) of the Cu-W composite with a cubic-W-skeleton.
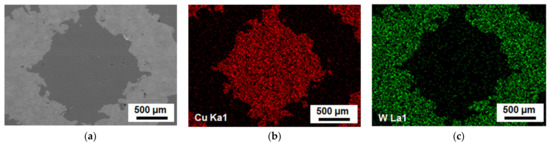
Figure 4.
SEM micrographs (a) and EDS analysis (b,c) of the Cu-W composite with a rhombic dodecahedron-W-skeleton.
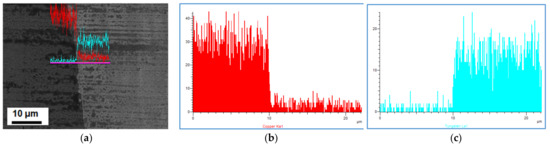
Figure 5.
The SEM micrographs (a) and EDS profiles (b,c) of the Cu-W interface in the Cu-W composite with a rhombic dodecahedron W-skeleton.
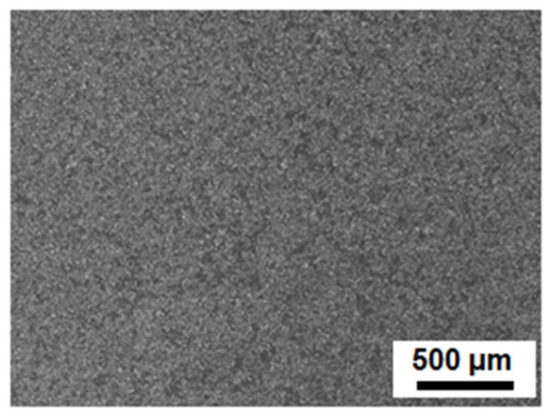
Figure 6.
The SEM micrograph of the commercial Cu-W composite.
3.2. Mechanical Properties
3.2.1. Mechanical Properties of the W Scaffolds
Figure 7 shows the compressive stress–strain curve of the studied W scaffold. As seen in the figure, the compressive stress–strain curve can be divided into two regions. The first region is called the nominal elastic stage; during this stage, the stress increases with the increase in strain until reaching the maximum stress. The second region is different from the reported tough metallic scaffolds; the W scaffold fractures rapidly when the stress reaches the maximum value, presenting remarkable brittle fracture. It is evident that there exist some steps in the stress-strain curve, which may be due to the early fracture of struts in the scaffolds during compression [13,14]. Compared with the rhombic dodecahedron scaffold, the cubic scaffold exhibited a higher strength (Figure 7). This was mainly due to the difference in the buckling and bending component of the load that was applied to the struts of the scaffold [13,14].

Figure 7.
The engineering compressive stress–strain curves of the cubic and rhombic dodecahedron (RD) W scaffolds.
3.2.2. Mechanical Properties of the Cu-W Composites
Figure 8 shows the compressive stress–strain curves of the studied Cu-W composites with ordered and disordered W-skeletons. As can be seen in the figure, these composites presented different deformation behavior due to their different structures. The deformation characteristic of the commercial Cu-W composite was consistent with the compressive deformation characteristics of metals; that is, the compressive curve of the specimen presented a linear elastic deformation first, followed by a continuous increase in the stress with the increase in the strain after reaching the yield point, until the failure of the specimen. However, the Cu-W composites with the ordered W-skeleton, regardless of having a rhombic dodecahedron or a cubic structure, may present a stable stress platform. The composite with a rhombic dodecahedron-skeleton structure displayed a relatively smoother stress platform, while the composite with a cubic-skeleton structure presented some levels of fluctuation in the stress platform. The composite with a cubic-skeleton structure showed the highest yield strength (−560 MPa), while the composite with a rhombic dodecahedron-skeleton structure showed the highest energy absorption (−259 J/g). The strengths of these two skeleton-structure composites exhibited a higher strength than the weight average strength of these two components calculated by the rule-of-mixture (Figure 9). This is mainly because this two-phase 3D interpenetrating network structure contributes to the stress conduction between the two phases in the composite, weakening the stress concentration, which makes the deformation of the Cu matrix and W-skeleton more consistent, thus improving the bearing capacity of the material effectively [15]. It should be mentioned that due to the non-realistic homogeneous effective strain and strain rate in the samples, these simple profile model based flow curves may be questionable [16]. Further studies should be conducted to examine the deviations of the compressive flow curves for the studied composites due to the simplistic characterization methods.
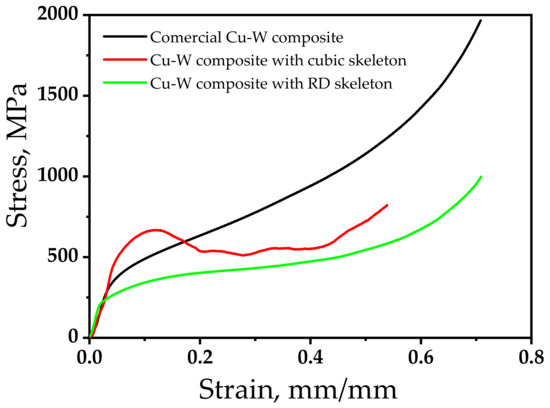
Figure 8.
The engineering compressive stress–strain curves of the studied Cu-W composites with the cubic and rhombic dodecahedron (RD) W-skeletons and commercial Cu-W composites.
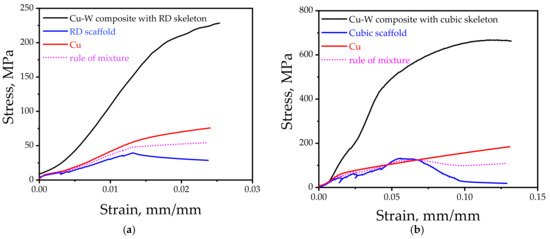
Figure 9.
The engineering compressive stress–strain curves of the Cu-W composite at ambient temperature with the rhombic dodecahedron (RD) (a) and cubic (b) skeleton, and their comparison with those of the pure copper, W scaffold, and their combination according to the rule-of-mixtures.
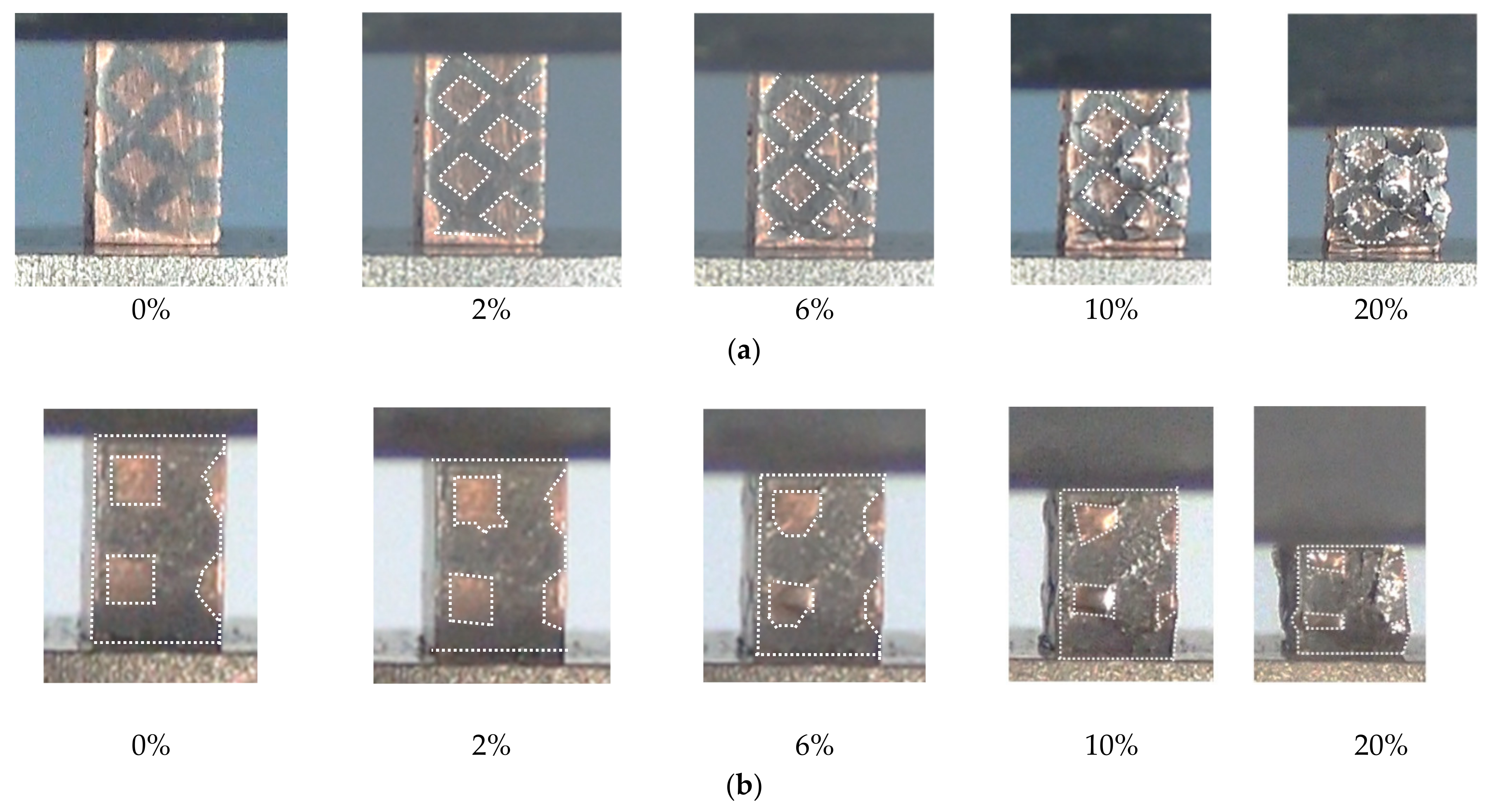
Figure 10 reflects the deformation images of the Cu and W constituents in the cubic and rhombic dodecahedron-skeleton composites, respectively, during the process of compression. As can be seen from the figure, during the deformation process, the failure of the composites takes place inside the W-skeleton. Cracks initiate from the W-skeleton first (Figure 10) and connect together, then extend and cross the whole skeleton with the increase in strain, causing the W-skeleton to be damaged on a large scale (Figure 10 and Figure 11). The Cu matrix experiences a substantial deformation throughout compression, but the composites remain intact (Figure 11).
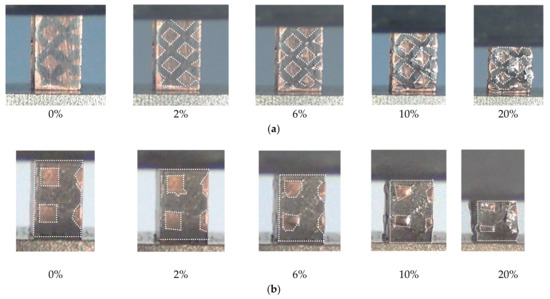
Figure 10.
The deformation images of the Cu-W composites with the rhombic dodecahedron (a) and cubic (b) skeleton at different strains under uniaxial compression.
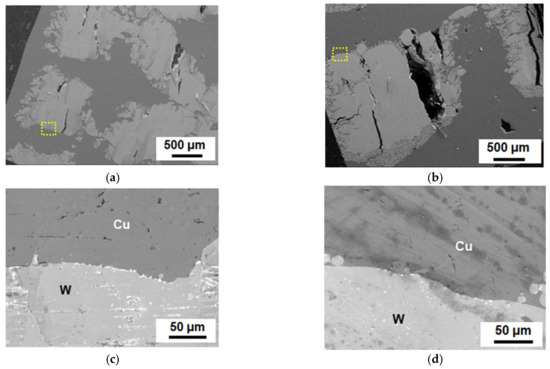
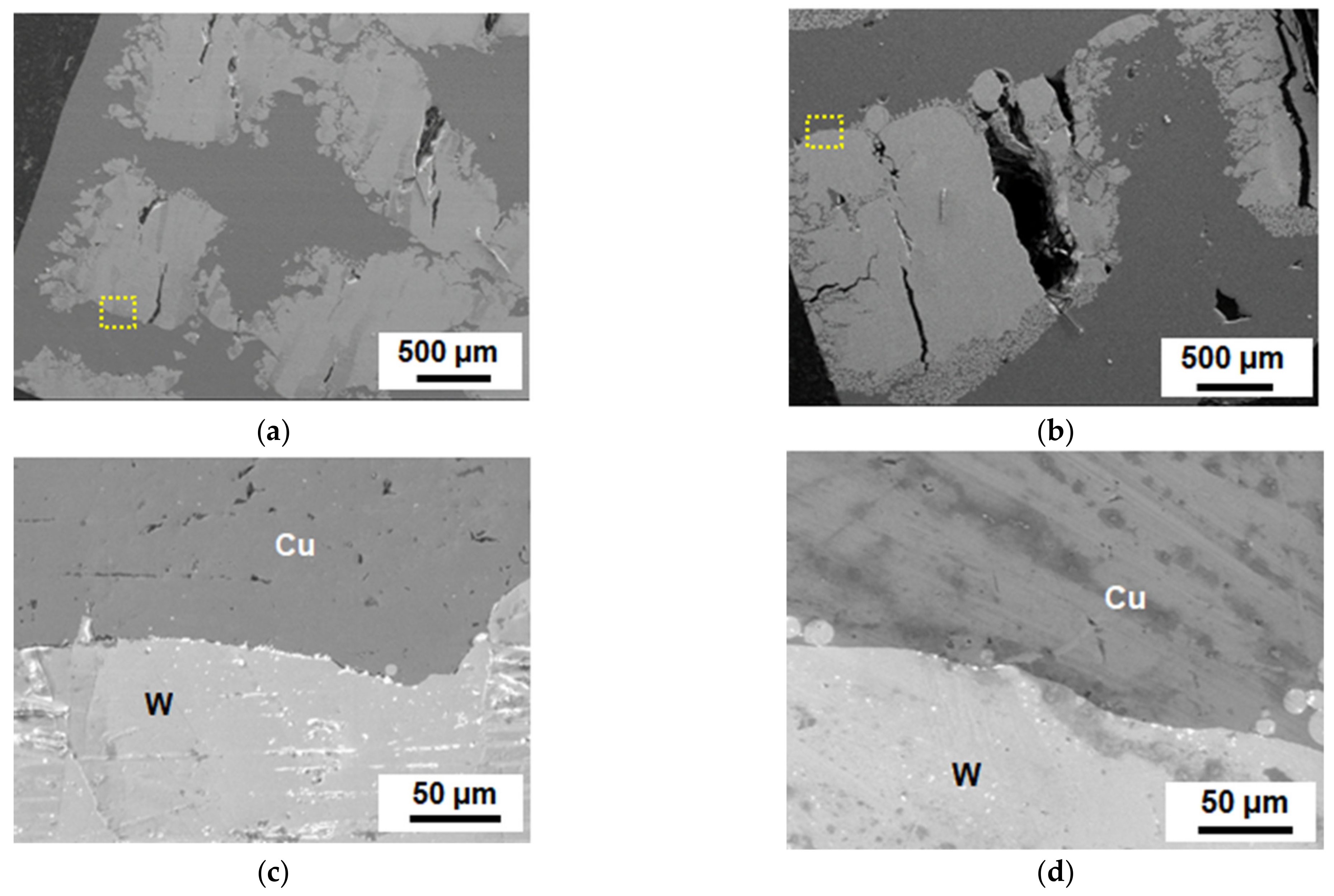
Figure 11.
The SEM microscopy of the Cu-W composites with the rhombic dodecahedron (a) and cubic (b) W-skeleton after 20% compressive strain. The white phase shows the W-skeletons and the black phase is the Cu. (c,d) are enlarged images at the Cu and W interface circled in (a,b). These images show that cracks mainly formed in W-skeletons and there were no significant cracks and delamination at the Cu and W interface.
4. Discussion
4.1. Effect of Skeleton Structure on the Compressive Strength of Cu-W Composites
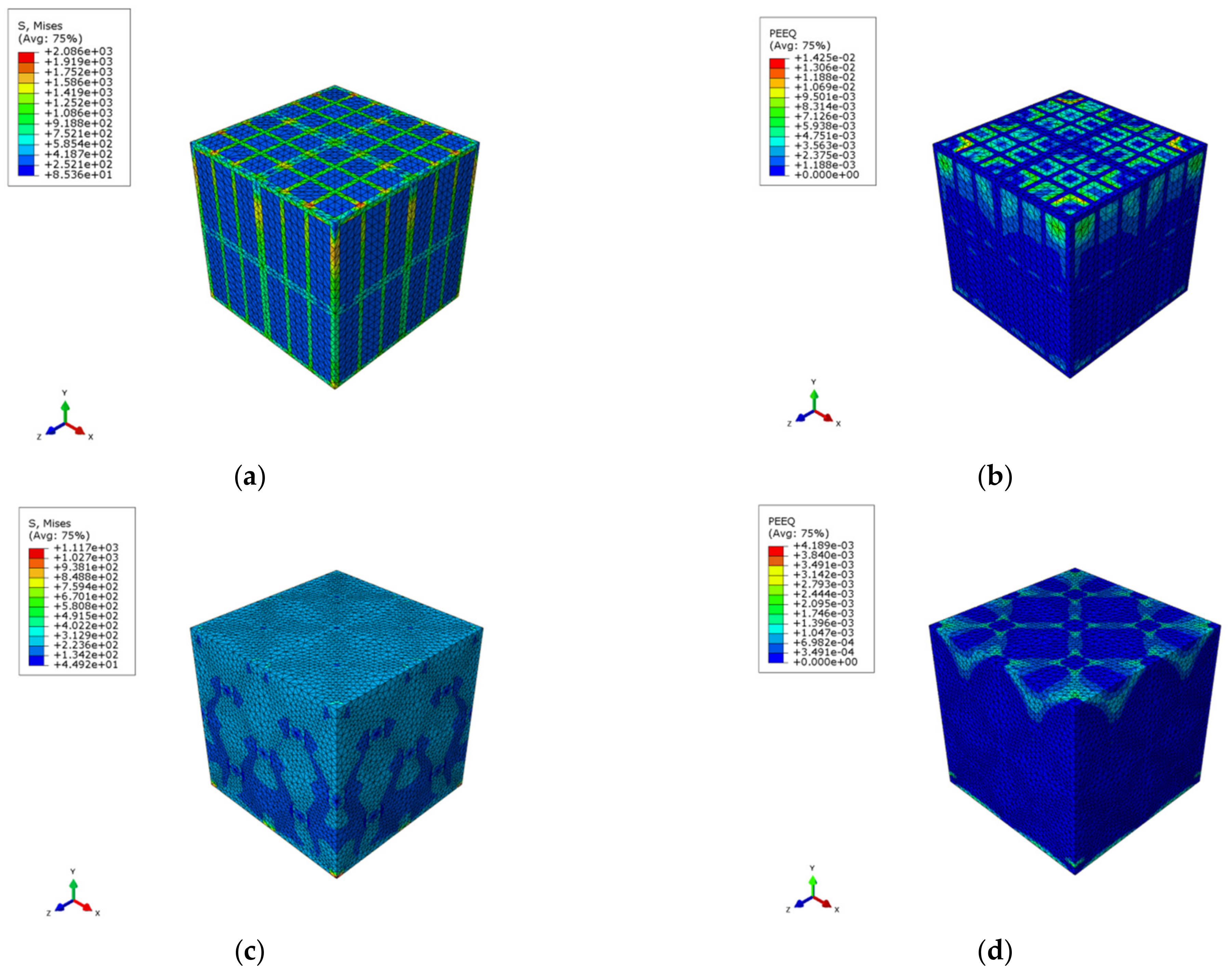
In this work, two kinds of ordered W-skeleton Cu-W composites were prepared using the EBM technology in combination with the infiltration method, and their compressive performances were investigated. The results revealed that composites with a cubic-W-skeleton structure had a higher strength than those with a dodecahedron W-skeleton structure. To elucidate the effect of skeleton structure on the deformation behavior of the composites, the finite element method was used to analyze the stress and strain distribution in the two constituents during the process of compression. The results indicated that for these two kinds of composites with an ordered skeleton structure, the stress produced in the process of compression was mainly borne by the W-skeleton (Figure 12a) because W has high strength, which can better resist deformation than Cu, which has a far lower strength than W. Under an identical applied external strain, composites with a cubic-skeleton structure exhibited higher stress than composites with a dodecahedron-skeleton structure (Figure 12). This revealed that composites with a cubic-skeleton structure can bear a higher external load before failure.
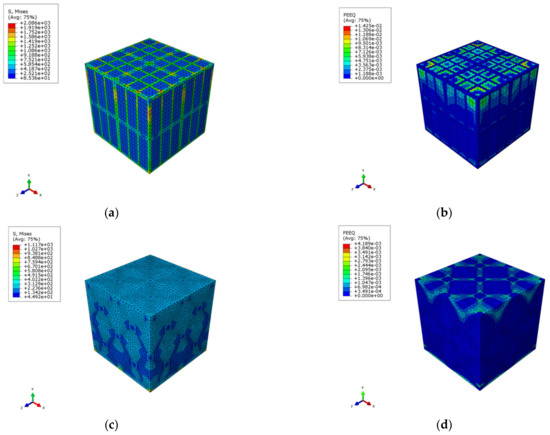
Figure 12.
The FE analysis of the Cu-W composites with cubic (a,b) and rhombic dodecahedron-skeletons (c,d).
The above FEM results suggest that the mechanical properties of the Cu-W composites are closely related to those of the W-skeleton. For composites with a cubic-W-skeleton structure, the main deformation happened to the strut of the skeleton during the compression process was buckling deformation; for composites with a rhombic dodecahedron-skeleton structure, the main deformation happened to struts during the compression process was bending deformation. If the buckling deformation of struts is dominant in a scaffold, then it has a higher strength than those scaffolds in which the bending deformation of struts is dominant [13]. Therefore, cubic-skeleton composites have higher compressive strengths. As such, the mechanical properties of composites can be improved effectively by adjusting the structure of the W-skeleton.
4.2. Effect of Skeleton Structure on Energy-Absorbing Characteristics
To ensure good switching on/off performance of the electric contacts, contact materials are required to have superior energy-absorbing properties. A large number of studies on the compressive mechanical property of metal-based composites has been carried out by researchers. Sun et al. [17] proposed a quasi-continuously reinforced netlike TiBw/Ti6Al4V composite, which solved the problem of the Ti-based composite being brittle under room temperature conditions, and the composites exhibited excellent comprehensive performance under room temperature conditions and better performance under high temperature conditions than Ti6Al4V. By taking the B4C/5083Al system as the raw material, Wei et al. [18] prepared a kind of lamellar composite with higher bending strength and compressive strength using the hot pressing sintering process. Qi et al. [19] determined the buffer energy-absorbing characteristics of the copper foam–polyurethane composite structure under the action of dynamic load, and found that polyurethane had the maximum average energy value and the material was able to resist strong impact as it took up a volume fraction of 50% in the specimen. The currently developed composite method such as powder metallurgy and so on, tend to cause the reinforced phase to be uniformly but discontinuously dispersed, thus reducing its reinforcing efficiency; meanwhile, the uneven stress transmission may lead to a stress concentration, causing the interface between the two phases to crack or a partial fracture, thus impairing the mechanical properties of a material. In this work, the compressive stress of the commercial composite prepared by powder metallurgy showed a continuous rising trend with the increase in strain, without a high energy-absorbing level stress platform—the effective energy absorption happens just before yield, so it would be impossible to achieve an ideal energy-absorbing efficiency. Interestingly, the Cu-W interpenetrating-phase composites with an ordered skeleton structure showed better energy-absorbing characteristics. In an ordered W-skeleton Cu-W composite, the Cu matrix is combined with the W-skeleton not simply relying on their interface, but through mechanical interlocking by intersecting with each other in space, thus avoiding early failure caused by interface cracking. This enables the composite to possess a good damage tolerance and present a stable stress platform and outstanding energy-absorbing efficiency [15,20]. In addition, such structures can also promote the effective load transfer and improve the strengthening efficiency of the composite [15,20].
For Cu-W composites with an ordered skeleton structure, different skeleton structures show different energy-absorbing characteristics. The FEM and SEM results revealed that the deformation behavior of the composites was closely related to that of the skeleton. In this work, bending deformation dominated in the rhombic dodecahedron-skeleton struts. For this type of scaffold, it tends to present the deformation behavior of tough metal porous materials, with its compressive curve possessing a smooth and stable stress platform, which has a high energy-absorbing level [13,14]. However, the cubic-skeleton tends to present the deformation behavior of brittle porous materials, which show a low energy-absorbing level [13,14]. For the W-skeleton studied in this work, it played a dominant role in carrying the load in the composite, as described in Section 4.1. However, the quick cooling process during EBM caused brittle W matrixes of porous struts [21], so both kinds of skeletons presented a remarkable brittle deformation behavior. After the composite was prepared, however, the tough Cu prevented a catastrophic brittle fracture of the W-skeleton, enabling the rhombic dodecahedron-skeletons to keep the deformation characteristics of tough metal porous materials. Therefore, such composites may present the deformation behavior of tough materials, which have a high energy-absorbing level while cubic-skeleton composites tend to present the deformation behavior as brittle metals, which have a low energy-absorbing level.
5. Conclusions
This work prepared cubic and rhombic dodecahedron-W-skeleton Cu-W composites using the EBM technology in combination with the infiltration method. This work also studied the effects of the skeleton structure on their mechanical properties and energy-absorbing characteristics. Some conclusions may be drawn as follows.
- (1).
- Inside the composite, the Cu and W constituents arrange alternately and regularly, and the interface between the two constituent combines well.
- (2).
- The two-constituent 3D interpenetrating network structure contributes to the stress conduction between the two phases in the composite and reduces the stress concentration, allowing the composite to present a higher strength than a simple superposition of the strengths of the two phases based on the rule-of-mixture.
- (3).
- Compared with the rhombic dodecahedron-W-skeleton Cu-W composites, the cubic-W-skeleton Cu-W composites exhibited a higher strength but lower energy-absorbing levels. The differences in the mechanical properties are mainly related to their different ordered skeleton structures.
Author Contributions
Y.H. and S.L. (Sida Li) performed the experiments and analyzed the results; G.Y., J.W., B.Y. and Z.S. manufactured the samples; S.L. (Sida Li) performed the simulation; Y.C. and S.L. (Shujun Li) obtained funding for the project; Y.H., Y.C. and S.L. (Shujun Li) reviewed and edited the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported partially by the Key Research Program of Frontier Sciences, CAS (QYZDJ-SSW-JSC031-02); the National Natural Science Foundation of China (51871220, 81902191, 51977132); the Natural Science Foundation of Liaoning Province of China (2019-MS-249, 2020-KF-14-01); the State Key Laboratory of Light Alloy Casting Technology for High-end Equipment (LACT-007); the Shenyang Talents program (RC200230); the CAS Interdisciplinary Innovation Team Project (JCTD-2020-10); and the Opening Project of National Key Laboratory of Shock Wave and Detonation Physics (6142A03203002).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tian, B.H.; Cheng, X.L.; Zhang, Y.; Liu, Y. Electrical Contact Characteristics of Cu-Mo-WC Composites Prepared by Spark Plasma Sintering Process. Rare Met. Mater. Eng. 2018, 47, 943–948. [Google Scholar]
- Wang, C.L.; Gao, Y.; Zhang, G.Y. Structure and Corrosion Resistance of Cu-W Alloy Contact Material Prepared by Laser Shock Processing. Rare Met. Mater. Eng. 2015, 44, 489–492. [Google Scholar]
- Gu, D.D.; Shen, Y.F. Microstructures of Laser Sintered Micron/Nano-Sized Cu-W Powder. Acta Metall. Sin. 2009, 45, 113–118. [Google Scholar]
- Wang, S.; Ling, Y.H.; Wang, J.J.; Xu, G.Y. Microstructure and mechanical properties of W/Cu vacuum diffusion bonding joints using amorphous Fe–W alloy as interlayer. Vacuum 2015, 114, 58–65. [Google Scholar] [CrossRef]
- Das, J.; Appa Rao, G.; Pabi, S.K. Microstructure and mechanical properties of tungsten heavy alloys. Mater. Sci. Eng. A 2010, 527, 7841–7847. [Google Scholar] [CrossRef]
- Ravi Kiran, U.; Venkat, S.; Rishikesh, B.; Iyer, V.K.; Sankaranarayana, M.; Nandy, T.K. Effect of tungsten content on microstructure and mechanical properties of swaged tungsten heavy alloys. Mater. Sci. Eng. A 2013, 582, 389–396. [Google Scholar] [CrossRef]
- Han, T.L.; Hou, C.; Zhao, Z.; Huang, X.T.; Tang, F.W.; Li, Y.R.; Song, X.Y. W-Cu composites with excellent compreshensive properties. Compos. Part B 2022, 233, 109664. [Google Scholar] [CrossRef]
- Calvo, M.; Jakus, A.E.; Shah, R.N.; Spolenak, R.; Dunand, D.C. Microstructure and processing of 3D printed tungsten microlattices and infiltrated W-Cu composite. Adv. Eng. Mater. 2018, 20, 1800354. [Google Scholar] [CrossRef]
- Han, Y.; Wang, H.S.; Cao, Y.D.; An, Y.J.; Tan, G.Q.; Li, S.J.; Liu, Z.Q.; Zhang, Z.F. Mechanical and Electrical Properties of Cu-W Composites with Micro-Oriented structures. Acta Metall. Sin. 2021, 57, 1009–1016. [Google Scholar]
- Zhang, Y.; Tan, G.Q.; Jiao, D.; Zhang, J.; Wang, S.G.; Liu, F.; Liu, Z.Q.; Zhuo, L.C.; Zhang, Z.F.; Deville, S.; et al. Ice-templated porous tungsten and tungsten carbide inspired by natural wood. J. Mater. Sci. Technol. 2020, 45, 187–197. [Google Scholar] [CrossRef]
- Röthlisberger, A.; Häberli, S.; Krogh, F.; Galinski, H.; Dunand, D.C.; Spolenak, R. Ice-templated W-Cu composites with high anisotropy. Sci. Rep. 2019, 9, 476. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Qin, J.; Cao, Y.D.; Li, S.J. Investigation on Static Fusion Welding Performance of Cu-W Composite with Microscopic Oriented Structure. Chin. J. Mater. Res. 2021, 34, 621–627. [Google Scholar]
- Li, S.J.; Xu, Q.S.; Wang, Z.; Hou, W.T.; Hao, Y.L.; Yang, R.; Murr, L.E. Influence of the cell shape on mechanical properties of Ti6Al4V meshes fabricated by the electron beam melting method. Acta Biomater. 2014, 10, 4537–4547. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.Y.; Liang, S.X.; Liu, Y.; Zhang, L.C. Additive manufacturing of metallic lattice structures: Unconstrained design, accurate fabrication, fascinated performances, and challenges. Mater. Sci. Eng. R Rep. 2021, 146, 100648. [Google Scholar] [CrossRef]
- Zhang, M.Y.; Yu, Q.; Liu, Z.Q.; Zhang, J.; Tan, G.Q.; Jiao, D.; Zhu, W.J.; Li, S.J.; Zhang, Z.F.; Yang, R.; et al. 3-D printed Mg-NiTi interpenetrating-phase composites with high strength, damping capacity and energy absorption efficiency. Sci. Adv. 2020, 6, 5581. [Google Scholar] [CrossRef] [PubMed]
- Khoddam, S.; Mirzakhani, B.; Sapanathan, T. Critical Evaluation of Identified Flow Curves Using Homogeneous and Heterogeneous Solutions for Compression Test. Exp. Mech. 2022. [Google Scholar] [CrossRef]
- Sun, J. Dynamic Mechanical Properties of the TiB Whiskers Reinforced Titanium Matrix Composites with a Quasi-Continuous Network Reinforcement Distribution. Master’s Thesis, Zhejiang University, Hangzhou, China, 2018. [Google Scholar]
- Wei, Z.K. Study on the Design and Preparation of Biomimetic Light and Hign Strength of Al-B4C Composite Materials. Master’s Thesis, Jilin University, Changchun, China, 2018. [Google Scholar]
- Qi, M.S.; Zhao, Z.F.; Zhang, W.; Sun, Q.F.; Wang, J.Y.; Zhang, J.P.; Wang, Z.J. Buffer Performance of Foamed Copper-polyurethane under Impact Load. Packag. Eng. 2017, 38, 133–136. [Google Scholar]
- Zhang, M.Y.; Yu, Q.; Liu, Z.Q.; Zhang, J.; Jiao, D.; Li, S.J.; Peng, H.; Wang, Q.; Zhang, Z.F.; Ritchie, R.O. Compressive properties of 3-D printed Mg-NiTi interpenetrating-phase composite: Effects of strain rate and temperature. Compos. Part B 2021, 215, 108783. [Google Scholar] [CrossRef]
- Yang, G.Y.; Liu, N.; Jia, L.; Xu, Z.G.; Yang, K.; Liu, H.Y.; Tang, H.P. Fabrication and compression property of tungsten skeleton for tungsten-copper composite. Mater. Sci. Eng. Powder Metall. 2017, 22, 701–706. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).