
Static Recrystallization Behavior and Texture Evolution during Annealing in a Cold Rolling Beta Titanium Alloy Sheet

Abstract
:1. Introduction
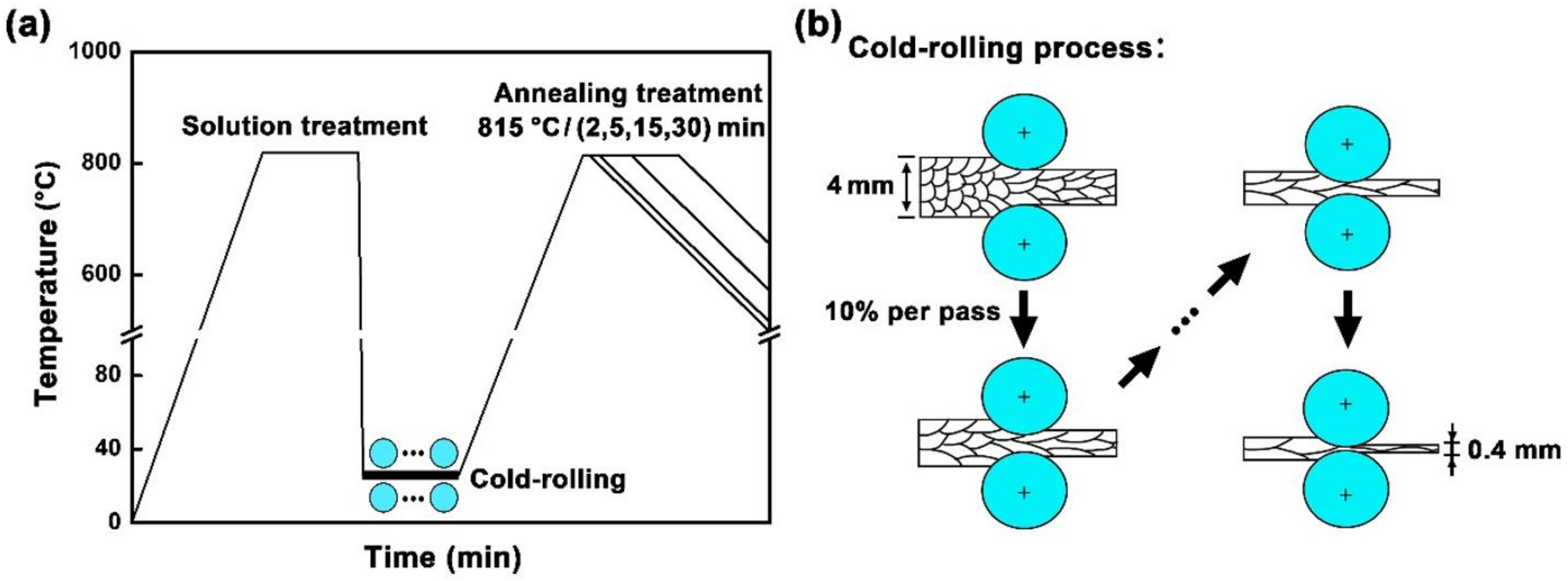
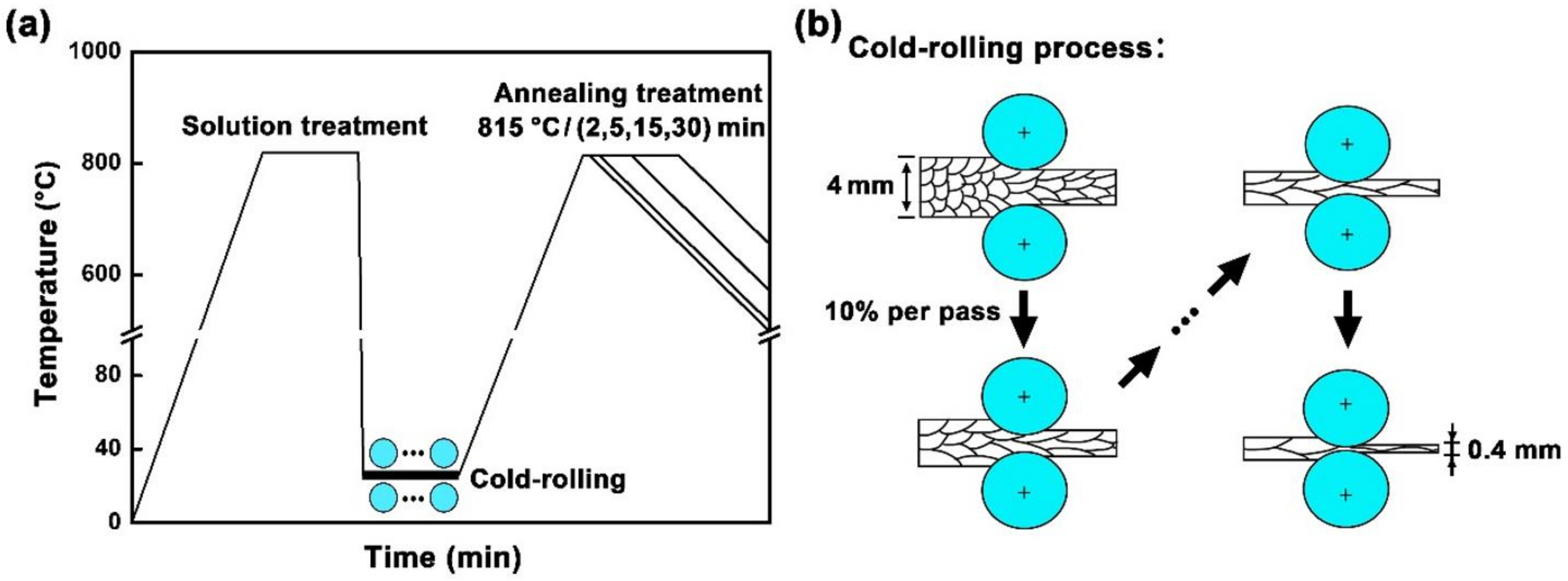
2. Experimental Procedure
3. Results and Discussion
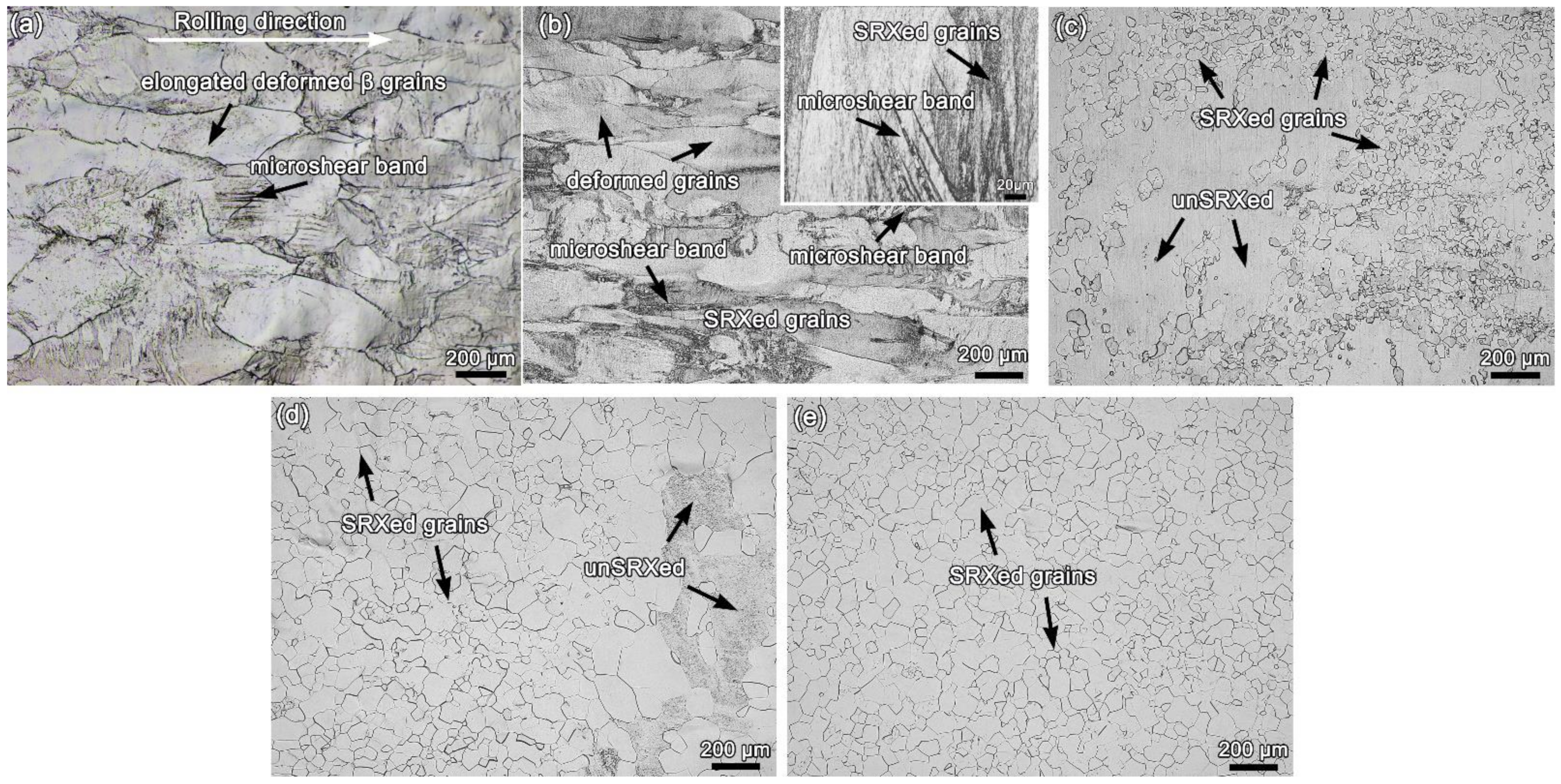
3.1. Heat Treatment Microstructure Characteristic
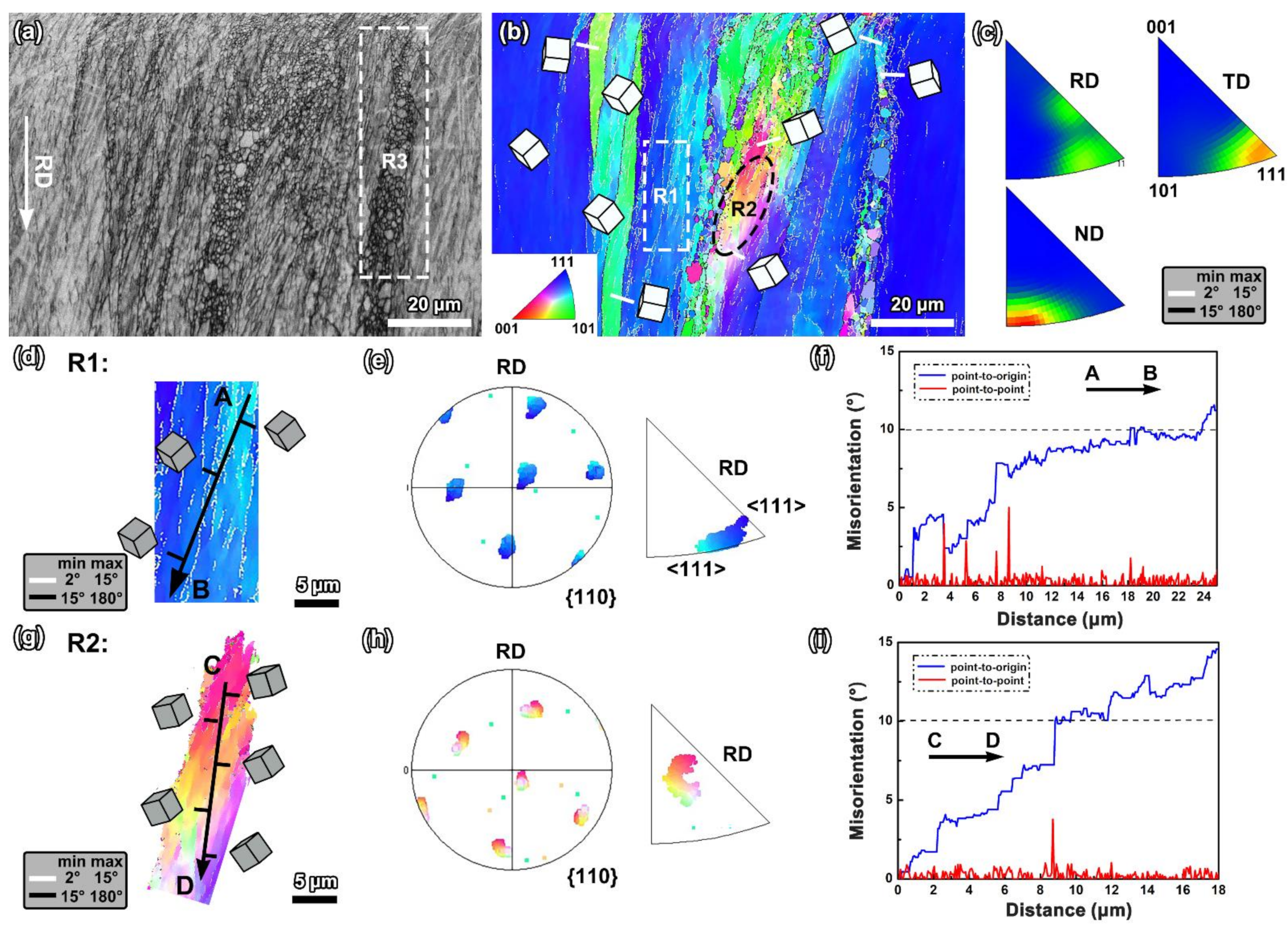
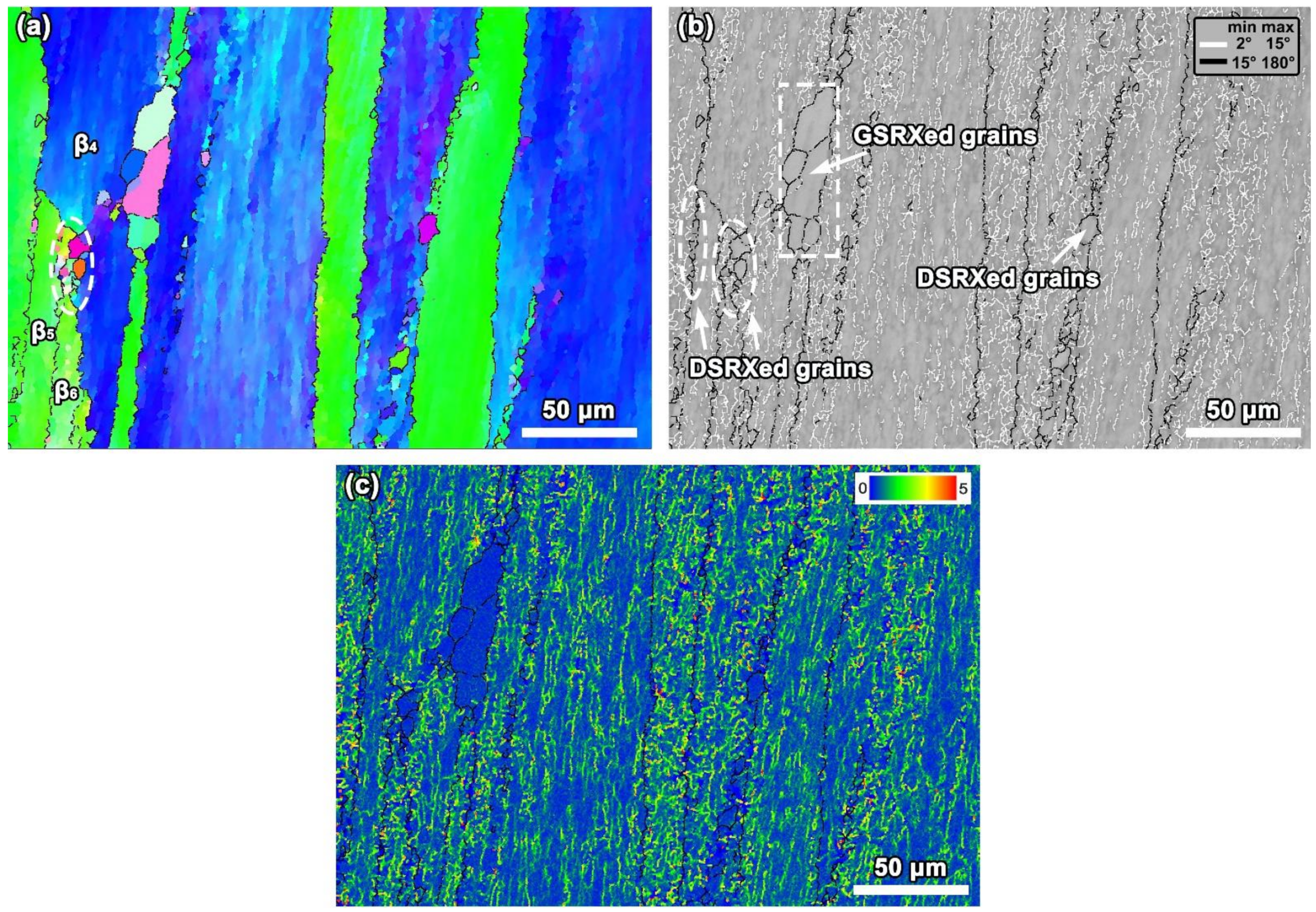
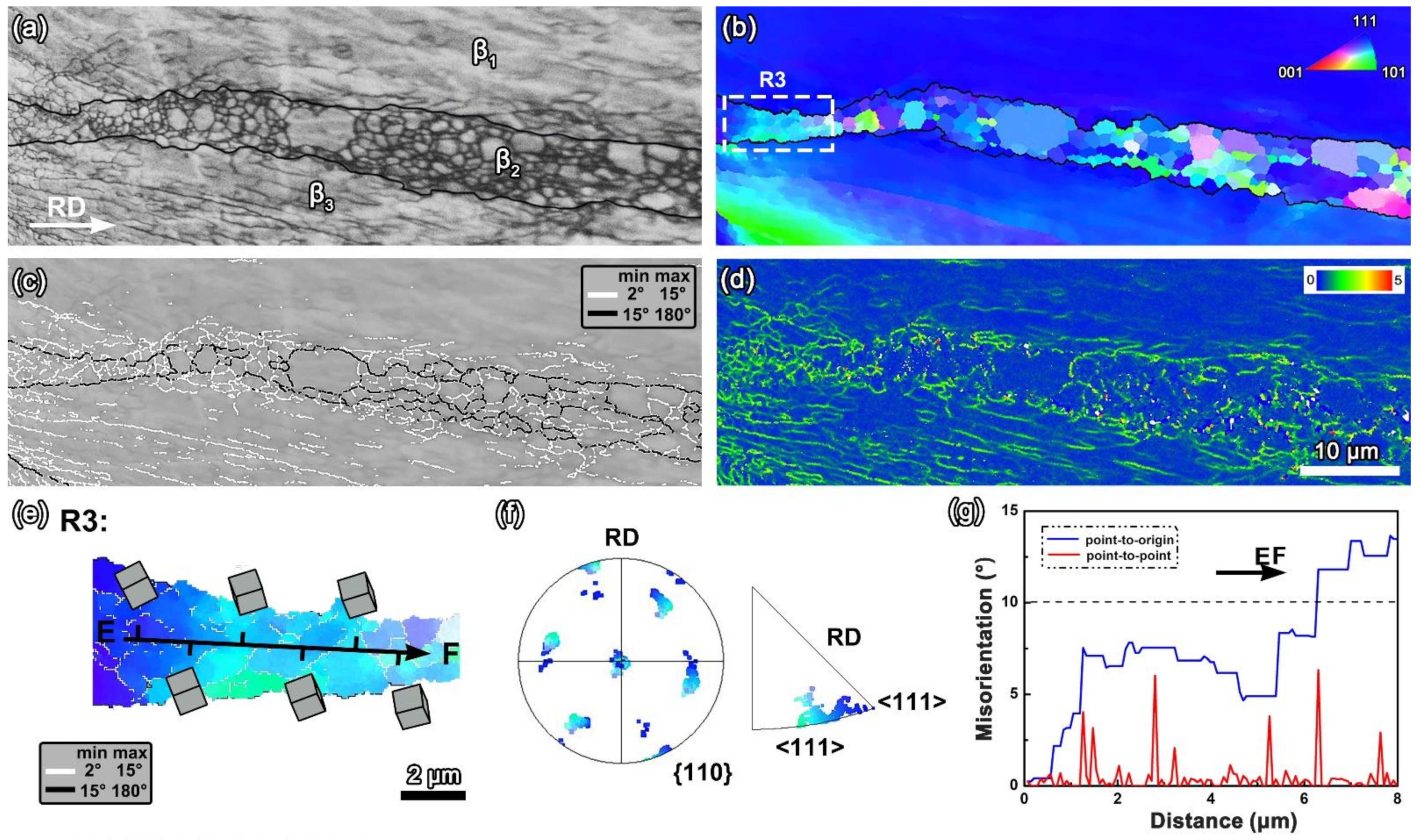
3.2. SRX Behavior of the Deformed Grains
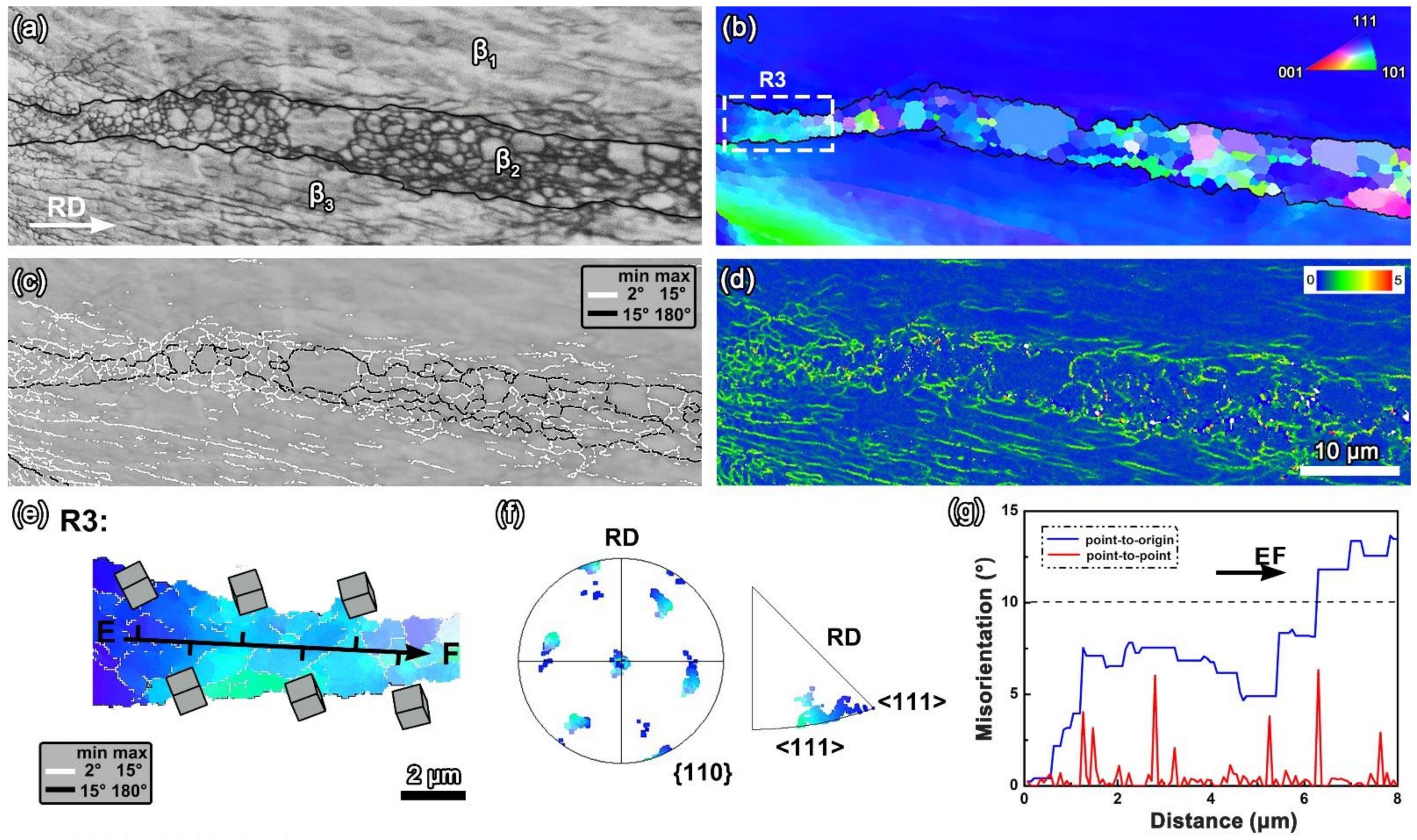
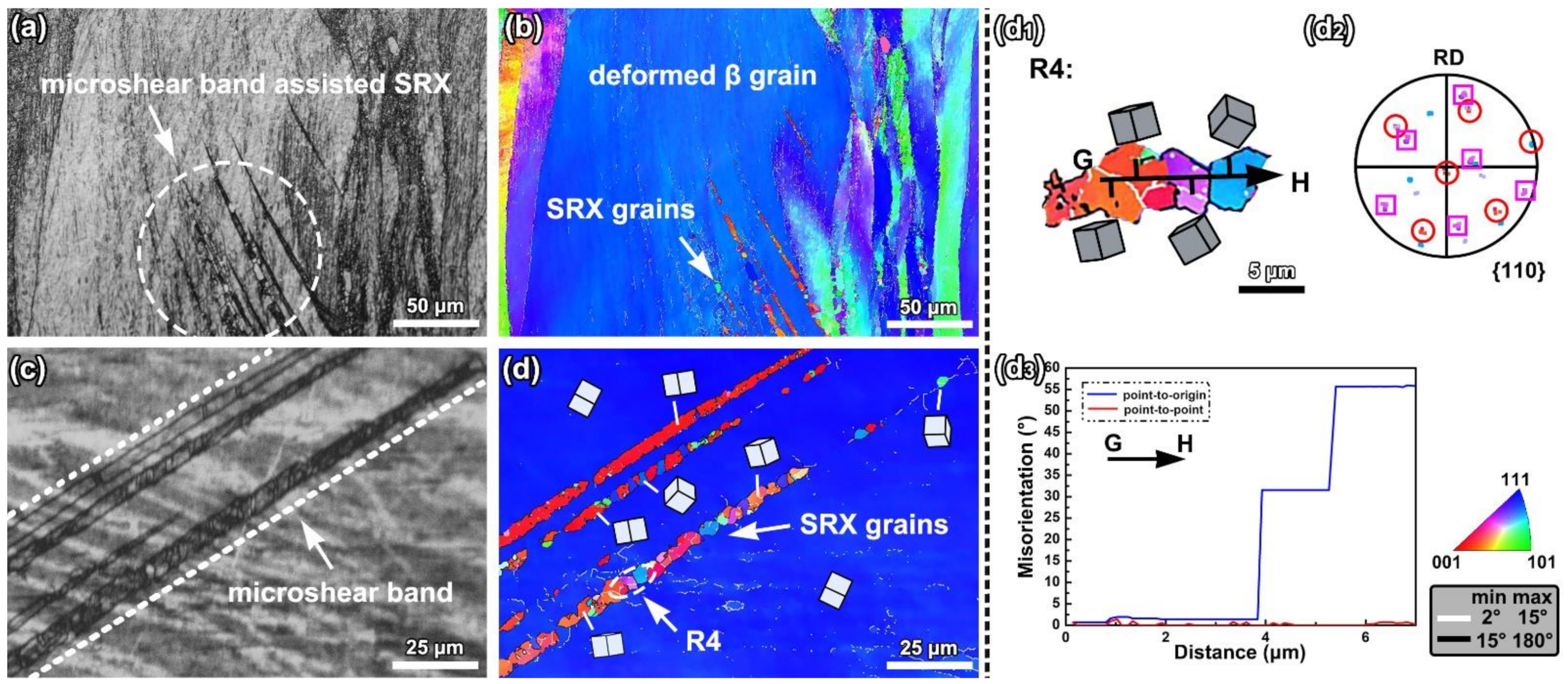
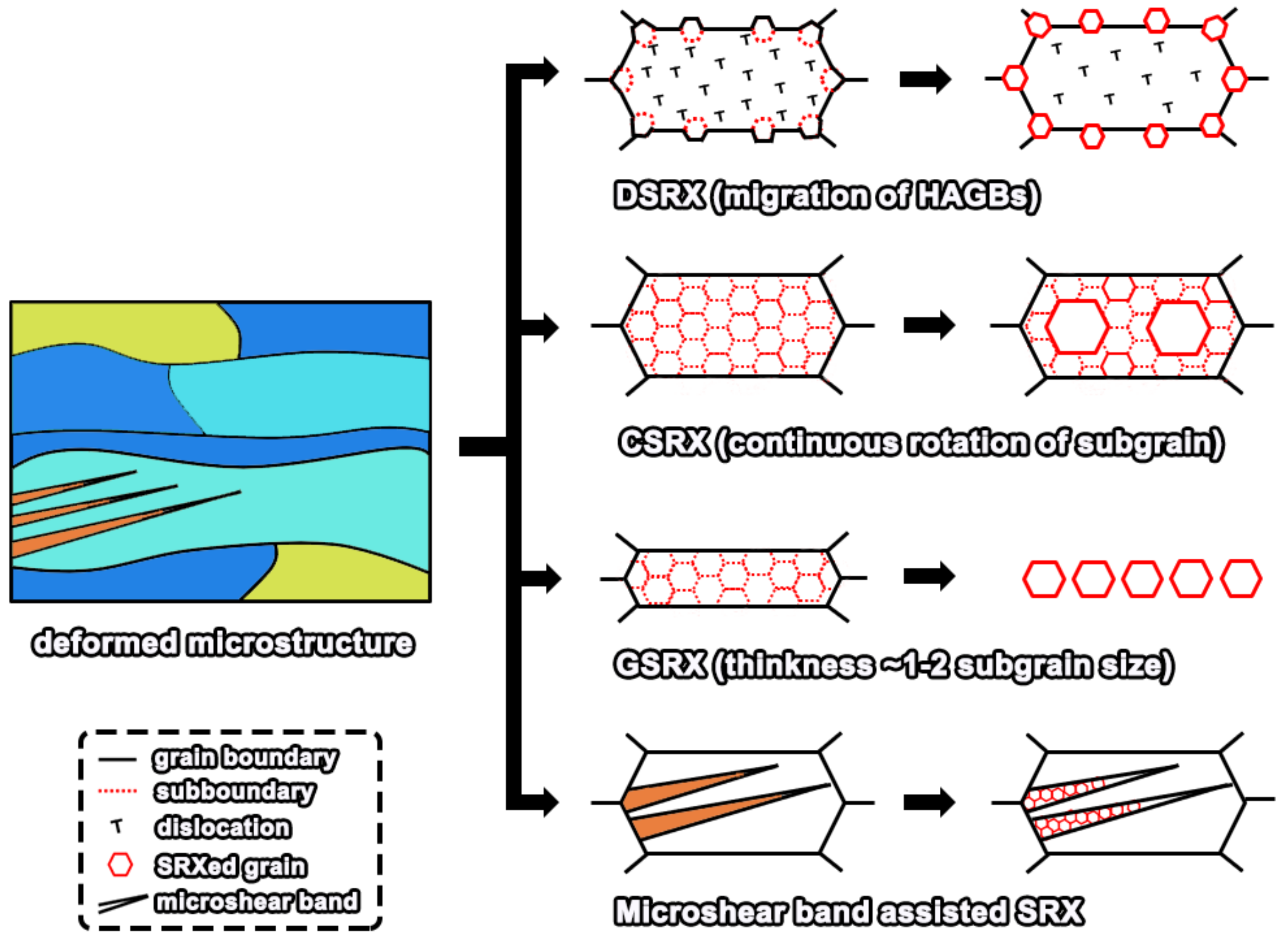
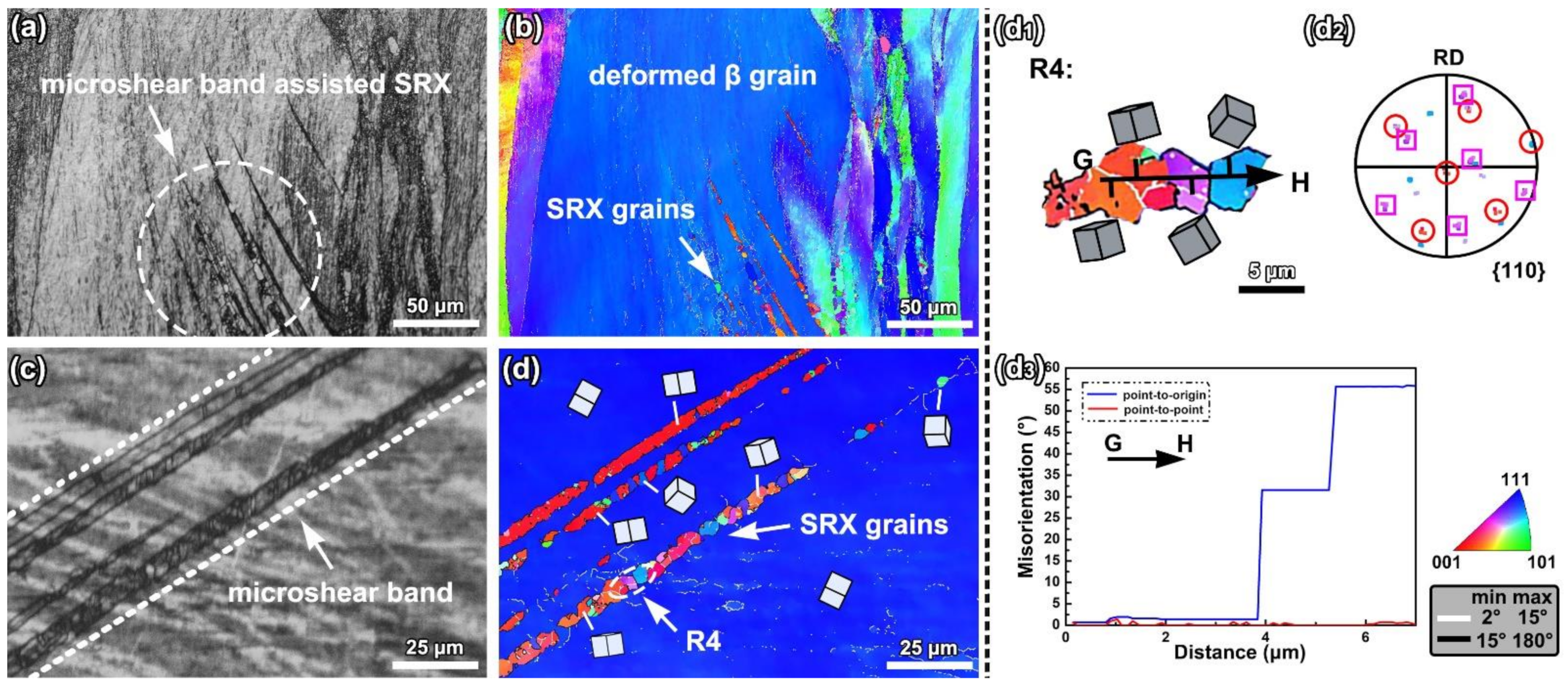
3.3. Microshear Band Assisted SRX
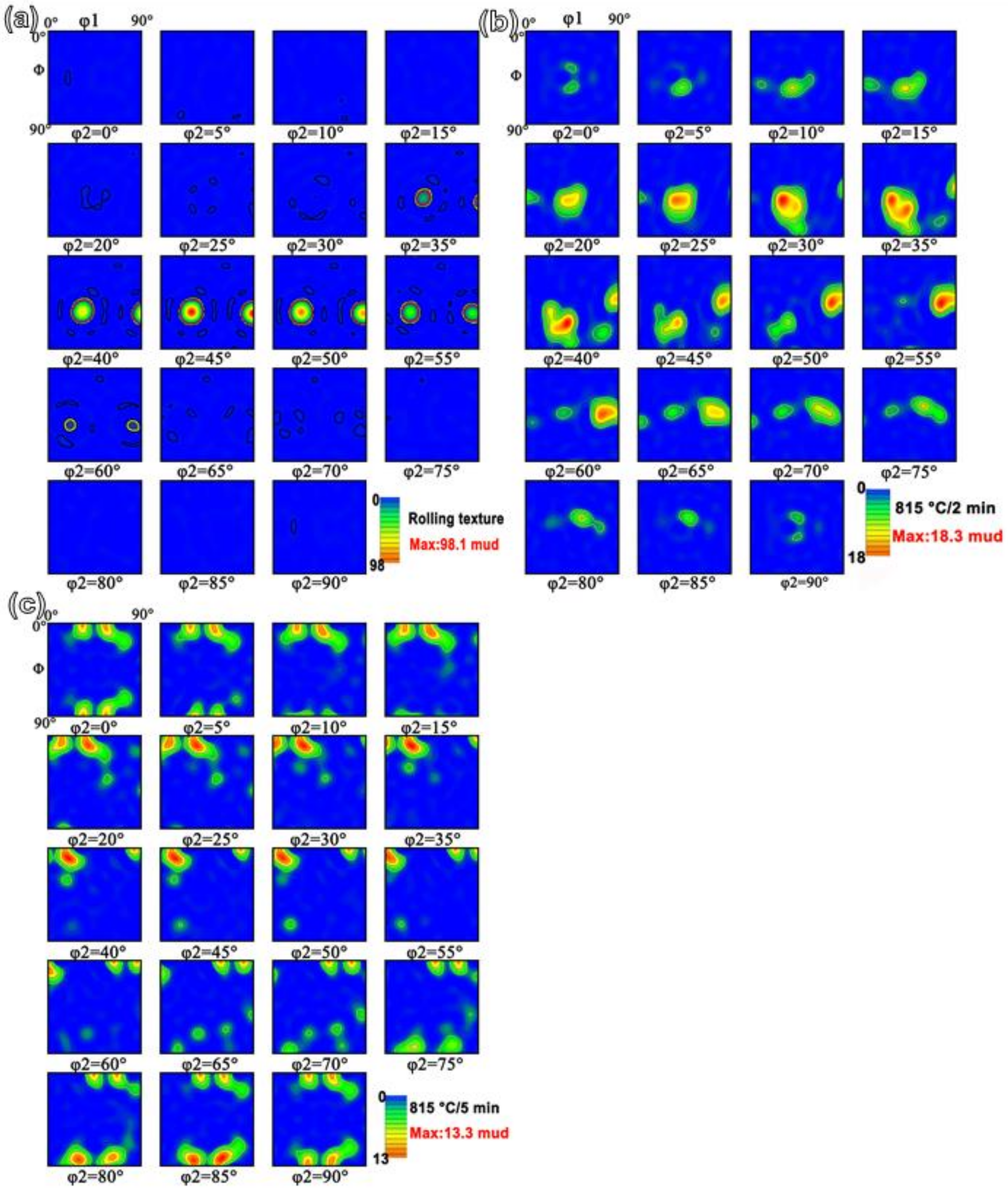
3.4. Texture Evolution
4. Conclusions
- The cold-rolled microstructure is mainly composed of elongated deformed β grains and micro-shear bands. Plenty of fine SRXed grains are obtained after annealing treatment, in the micro-shear band, the grain boundary, and the interior of the deformed grain;
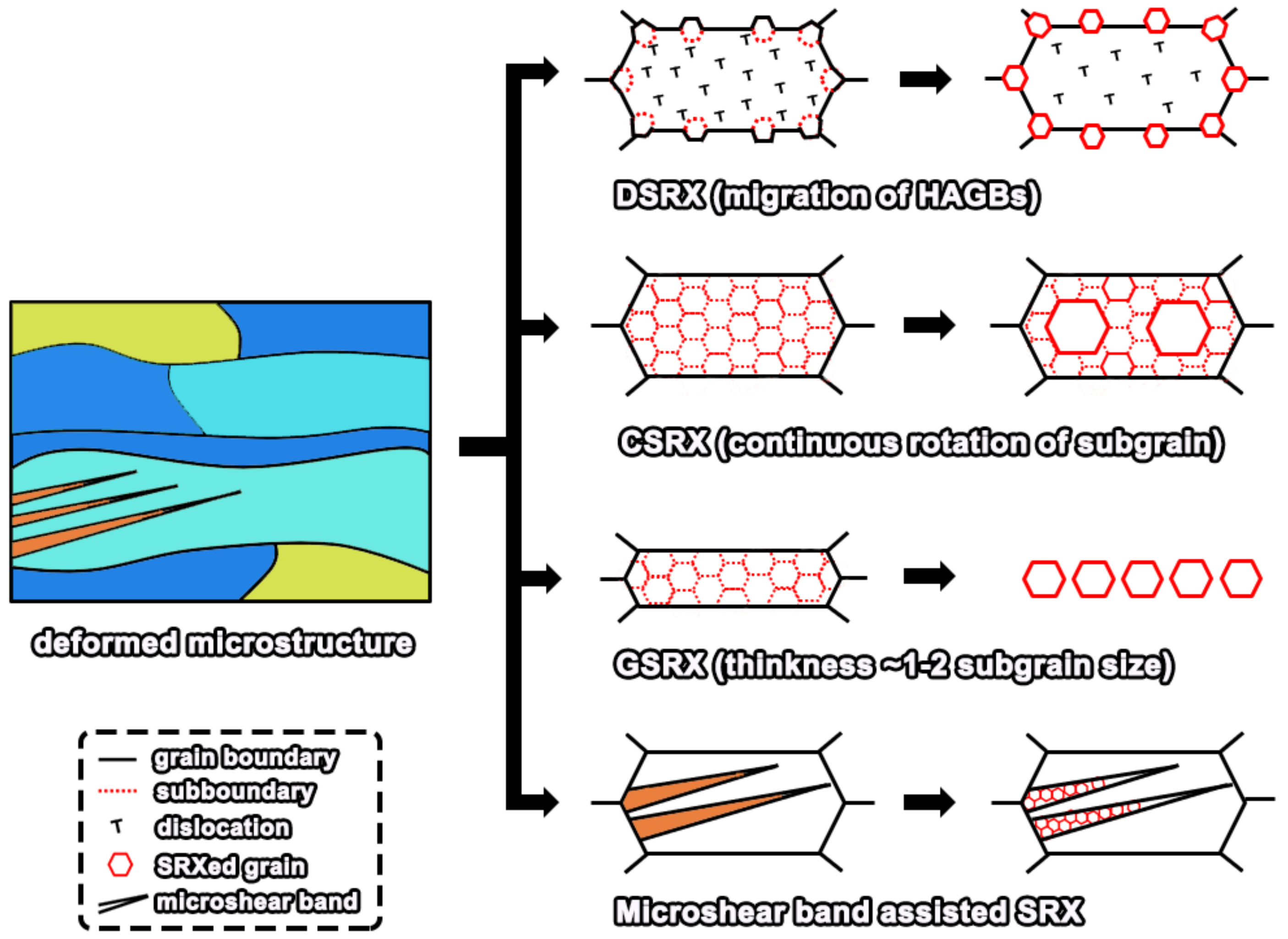
- Through the annealing treatment, continuous SRX and geometric SRX are observed in the larger deformed microstructure. Besides, the discontinued SRX behavior mainly occurs by the grain boundaries bulging with HAGBs of deformed grains, especially at the trigeminal grain boundaries. Many ultra-fine grains appear inside the micro-shear band, exhibiting a phenomenon of micro-shear band-assisted SRX;
- The cold rolling microstructure exhibits the typical γ-fiber texture. With the extension of the annealing holding time, the texture type evolves gradually from γ-fiber texture component to weak α-fiber, γ-fiber, and Goss-fiber.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gupta, A.; Khatirkar, R.K.; Kumar, A.; Thool, K.; Suwas, S. Microstructure and texture development in Ti-15V-3Cr-3Sn-3Al alloy-Possible role of strain path. Mater. Charact. 2019, 156, 109884. [Google Scholar] [CrossRef]
- Banerjeea, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Rao, M.N. Recent developments in heat treatment of beta titanium alloys for aerospace applications. Trans. Indian Inst. Met. 2017, 70, 1681–1688. [Google Scholar] [CrossRef]
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2005, 14, 681–685. [Google Scholar] [CrossRef]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R. State of the art in beta titanium alloys for airframe applications. JOM 2015, 67, 1281–1303. [Google Scholar] [CrossRef] [Green Version]
- Prasad, S.; Ehrensberger, M.; Gibson, M.P.; Kim, H.; Monaco, E.A. Biomaterial properties of titanium in dentistry. J. Oral Biosci. 2015, 57, 192–199. [Google Scholar] [CrossRef] [Green Version]
- Ivasishin, O.M.; Markovsky, P.E.; Matviychuk, Y.V.; Semiatin, S.L.; Ward, C.H.; Fox, S. A comparative study of the mechanical properties of high-strength β-titanium alloys. J. Alloy. Compd. 2008, 457, 296–309. [Google Scholar] [CrossRef]
- Markovsky, P.E.; Bondarchuk, V.I.; Herasymchuk, O.M. Influence of grain size, aging conditions and tension rate on the mechanical behavior of titanium low-cost metastable beta-alloy in thermally hardened condition. Mater. Sci. Eng. A 2015, 645, 1502652. [Google Scholar] [CrossRef]
- Suwas, S.; Gurao, N.P.; Ali, A. Evolution of transformation texture in a metastable B-titanium alloy. Mater. Sci. Eng. A 2009, 922, 617–628. [Google Scholar]
- Du, Z.X.; Xiao, S.L.; Xu, L.J.; Tian, J.; Kong, F.T.; Chen, Y.Y. Effect of heat treatment on microstructure and mechanical properties of a new β high strength titanium alloy. Mater. Des. 2014, 55, 183–190. [Google Scholar] [CrossRef]
- Xu, T.W.; Li, J.S.; Zhang, S.S.; Zhang, F.S.; Liu, X.H. Cold deformation behavior of the Ti-15Mo-3Al-2.7Nb-0.2Si alloy and its effect on α precipitation and tensile properties in aging treatment. J. Alloy. Compd. 2016, 682, 404–411. [Google Scholar] [CrossRef]
- Qi, L.; Qiao, X.; Huang, L.; Huang, X.; Zhao, X. Effect of cold rolling deformation on the microstructure and properties of Ti-10V-2Fe-3Al alloy. Mater. Charact. 2019, 155, 109789. [Google Scholar] [CrossRef]
- Du, Z.; He, Q.; Chen, R.; Liu, F.; Zhang, J.; Yang, F.; Zhao, X.; Cui, X.; Cheng, J. Rolling reduction-dependent deformation mechanisms and tensile properties in a β titanium alloy. J. Mater. Sci. Technol. 2022, 104, 183–193. [Google Scholar] [CrossRef]
- Lu, S.; Ma, F.; Ping, L.; Li, W.; Liu, X.; Chen, X.; Ke, Z.; Han, Q.; Zhang, L.C. Recrystallization behavior and super-elasticity of a metastable β-type Ti-21Nb-7Mo-4Sn alloy during cold rolling and annealing. J. Mater. Eng. Perform. 2018, 27, 4100–4106. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Al-Samman, T.; Tschopp, M.A.; Essadiqi, E.; Hort, N.; El Kadiri, H. Unraveling recrystallization mechanisms governing texture development from rare-earth element additions to magnesium. Metall. Mater. Trans. A 2018, 49, 1809–1829. [Google Scholar] [CrossRef] [Green Version]
- Gupta, A.; Khatirkar, R.K.; Dandekar, T.; Jha, J.S.; Mishra, S. Recrystallization behavior of a cold rolled Ti-15V-3Sn-3Cr-3Al alloy. J. Mater. Res. 2019, 456, 1–11. [Google Scholar] [CrossRef]
- Huang, K.; Log, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Imandoust, A.; Barrett, C.D.; Oppedal, A.L.; Whittington, W.R.; Paudel, Y.; El Kadiri, H. Nucleation and preferential growth mechanism of recrystallization texture in high purity binary magnesium-rare earth alloys. Acta Mater. 2017, 138, 27–41. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Kassner, M.E.; Barrabes, S.R. New developments in geometric dynamic recrystallization. Mater. Sci. Eng. A 2005, 410–411, 152–155. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T.; Gottstein, G. Shear band-related recrystallization and grain growth in two rolled magnesium-rare earth alloys. Mater. Sci. Eng. A 2013, 579, 50–56. [Google Scholar] [CrossRef]
- Zhou, J.H.; Shen, Y.F.; Xue, W.Y.; Jia, N. Hot-deformation induced static recrystallization and nano-MX precipitation in a low activation martensitic steel. J. Nucl. Mater. 2021, 556, 153190. [Google Scholar] [CrossRef]
- Zhao, L.Y.; Yan, H.; Chen, R.S.; Han, E.H. Orientations of nuclei during static recrystallization in a cold-rolled Mg-Zn-Gd alloy. J. Mater. Sci. Technol. 2021, 60, 162–167. [Google Scholar] [CrossRef]
- Zhao, L.Y.; Yan, H.; Chen, R.S.; Han, E.-H. Study on the evolution pattern of grain orientation and misorientation during the static recrystallization of cold-rolled Mg-Zn-Gd alloy. Mater. Charact. 2019, 150, 252–266. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Xu, S.W.; Bian, M.Z.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during static recrystallization of cold-rolled magnesium alloys. Acta Mater. 2016, 105, 479–494. [Google Scholar] [CrossRef]
- Zhao, L.Y.; Yan, H.; Chen, R.S.; Han, E.H. Oriented nucleation causing unusual texture transition during static recrystallization annealing in cold-rolled Mg-Zn-Gd alloys. Scr. Mater. 2020, 188, 200–205. [Google Scholar] [CrossRef]
- Mittemeijer, E.J. Fundamentals of Materials Science, 1st ed.; Springer: Berlin, Germany, 2010. [Google Scholar]
- Radhakrishnan, B.; Sarma, G.B.; Zacharia, T. Modeling the kinetics and microstructural evolution during static recrystallization-Monte Carlo simulation of recrystallization. Acta Mater. 1998, 46, 4415–4433. [Google Scholar] [CrossRef]
- Henshall, G.A.; Kassner, M.E.; Mcqueen, H.J. Dynamic restoration mechanisms in Al-5.8 At. Pct Mg deformed to large strains in the solute drag regime. Metall. Trans. A 1992, 23, 881–889. [Google Scholar] [CrossRef]
- McQueen, H.J.; Knustad, O.; Ryum, N.; Solberg, J.K. Microstructural evolution in Al deformed to strains of 60 at 400 °C. Scr. Metall. Mater. 1985, 19, 73–78. [Google Scholar] [CrossRef]
- Gholinia, A.; Humphreys, F.J.; Prangnell, P.B. Production of ultra-fine grain microstructures in Al-Mg alloys by coventional rolling. Acta Mater. 2002, 50, 4461–4476. [Google Scholar] [CrossRef]
- Solberg, J.K.; McQueen, H.J.; Ryum, N.; Nes, E. Influence of ultra-high strains at elevated temperatures on the microstructure of aluminium. Part I Philos. Mag. A 1989, 60, 447–471. [Google Scholar] [CrossRef]
- Wu, W.X.; Jin, L.; Zhang, Z.Y.; Ding, W.J.; Dong, J. Grain growth and texture evolution during annealing in an indirect-extruded Mg-lGd alloy. J. Alloy. Compd. 2014, 585, 111–119. [Google Scholar] [CrossRef]
- Raabe, D.; Luecke, K. Rolling and annealing textures of bcc metals. Mater. Sci. Forum. 1994, 157, 597–610. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Mo | V | Cr | Sn | Fe |
|---|---|---|---|---|---|---|
| Nominal content | 3.5 | 5 | 6 | 3 | 2 | 0.5 |
| Actual content | 3.61 | 5.26 | 5.71 | 2.97 | 1.91 | 0.494 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Wang, Q.; Cheng, X.; Han, J.; Zhang, W.; Zhang, C.; Wu, J. Static Recrystallization Behavior and Texture Evolution during Annealing in a Cold Rolling Beta Titanium Alloy Sheet. Metals 2022, 12, 899. https://doi.org/10.3390/met12060899
Zhang S, Wang Q, Cheng X, Han J, Zhang W, Zhang C, Wu J. Static Recrystallization Behavior and Texture Evolution during Annealing in a Cold Rolling Beta Titanium Alloy Sheet. Metals. 2022; 12(6):899. https://doi.org/10.3390/met12060899
Chicago/Turabian StyleZhang, Shuzhi, Qibin Wang, Xing Cheng, Jianchao Han, Wanggang Zhang, Changjiang Zhang, and Jie Wu. 2022. "Static Recrystallization Behavior and Texture Evolution during Annealing in a Cold Rolling Beta Titanium Alloy Sheet" Metals 12, no. 6: 899. https://doi.org/10.3390/met12060899
APA StyleZhang, S., Wang, Q., Cheng, X., Han, J., Zhang, W., Zhang, C., & Wu, J. (2022). Static Recrystallization Behavior and Texture Evolution during Annealing in a Cold Rolling Beta Titanium Alloy Sheet. Metals, 12(6), 899. https://doi.org/10.3390/met12060899