
Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs




Abstract
:1. Introduction
2. Materials and Methods
2.1. Leaching
2.2. Precipitation
2.3. Solvent Extraction
3. Results
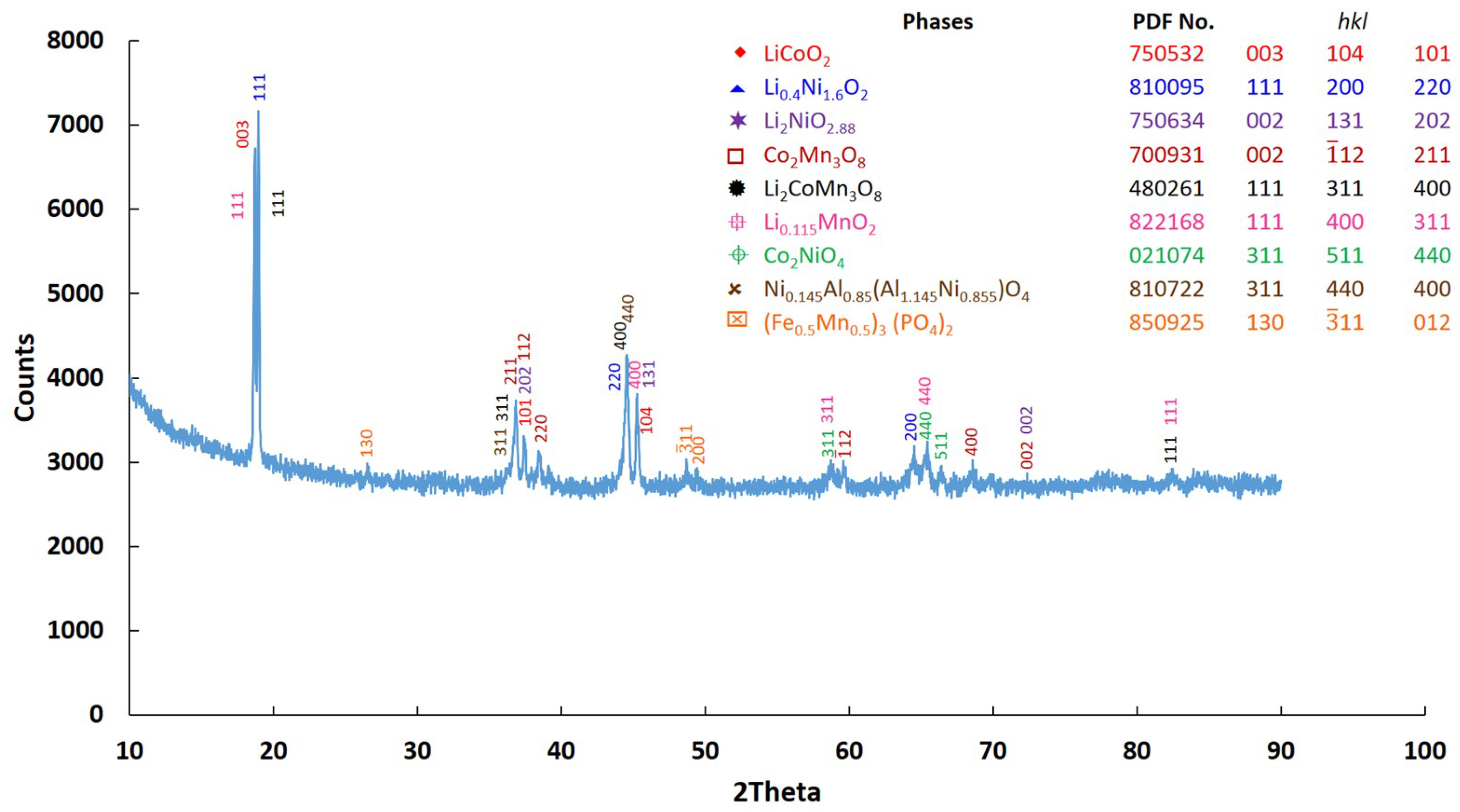
3.1. Characterisation of the Cathode Active Material Powder
3.2. Leaching
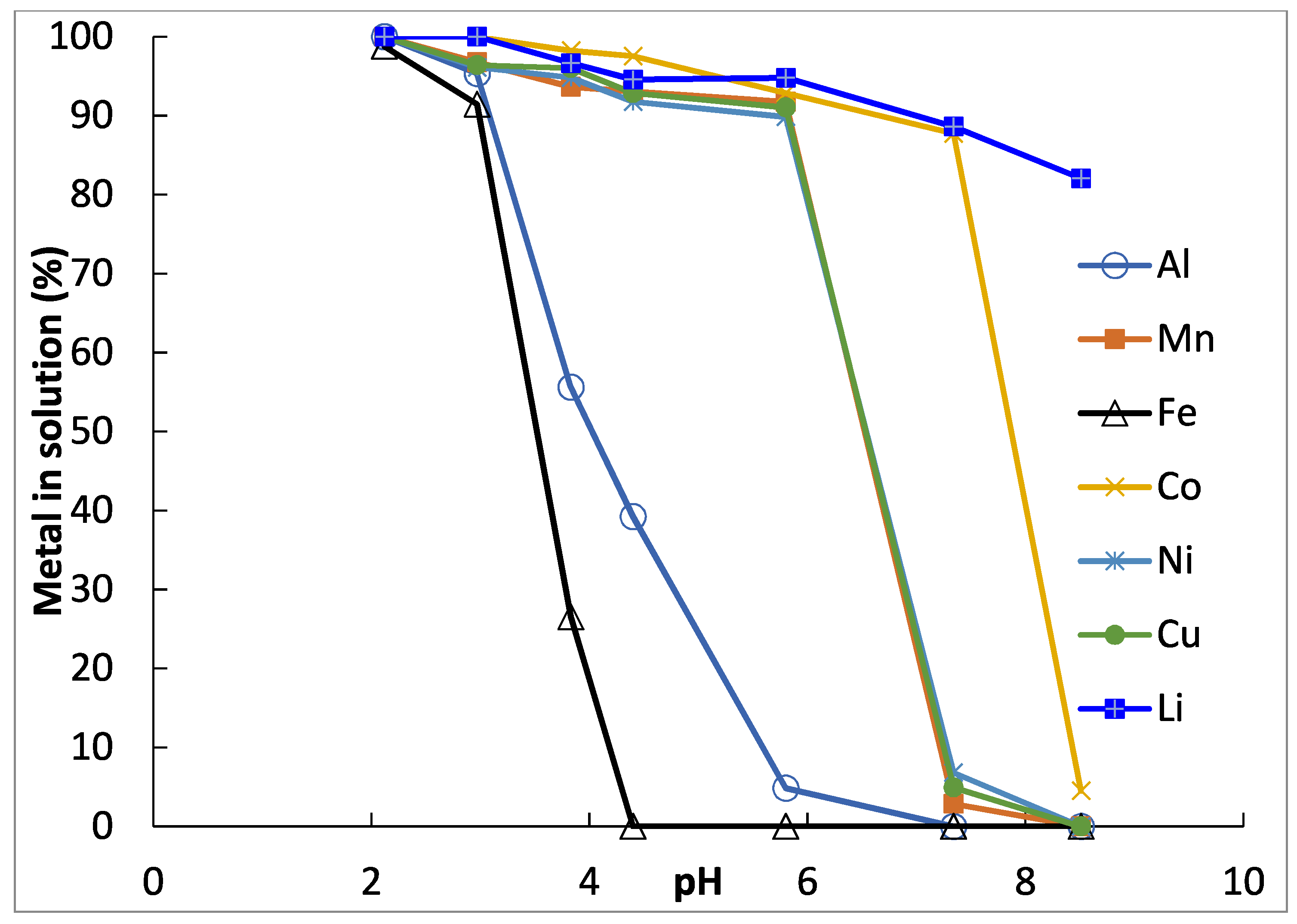
3.3. Precipitation
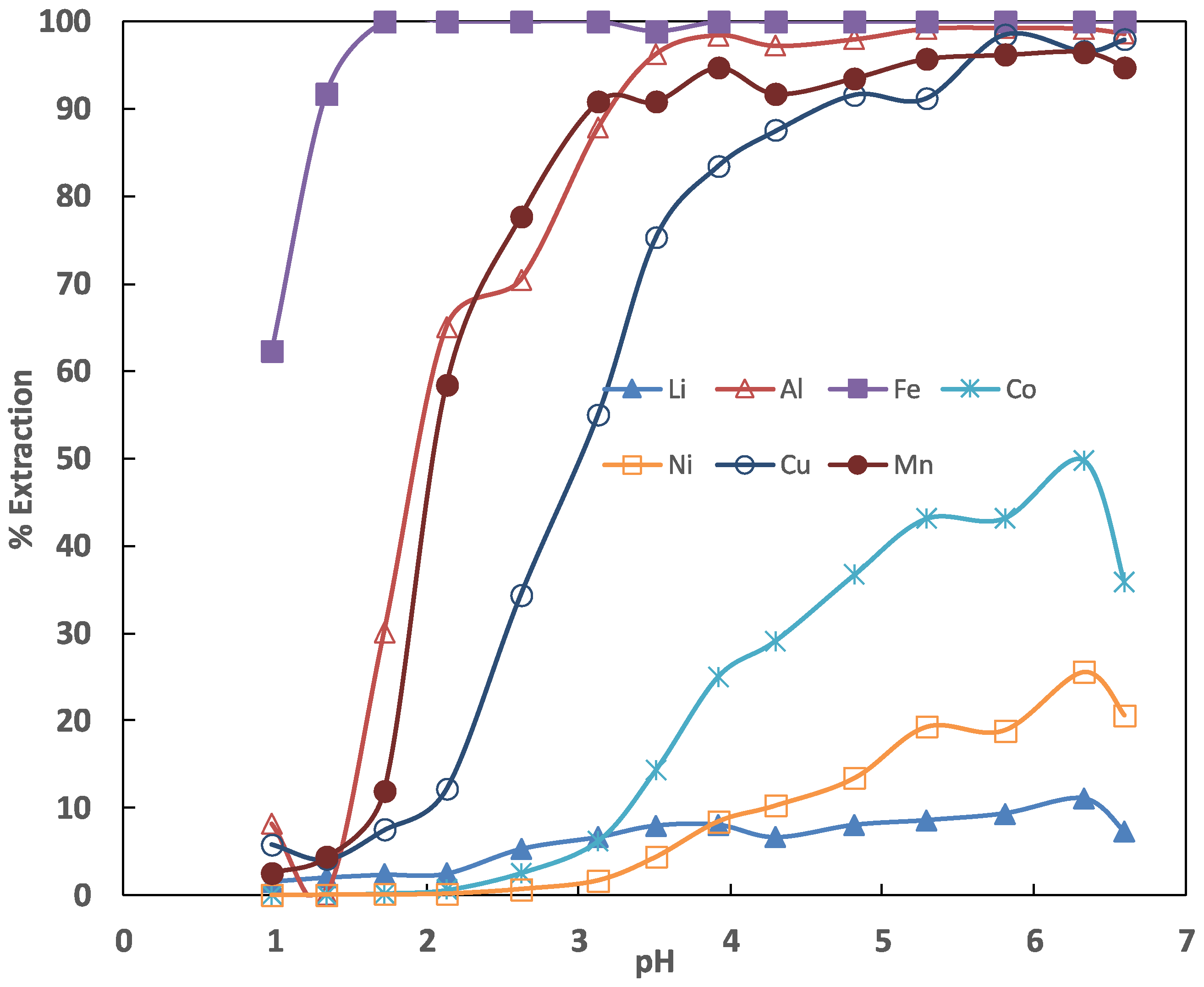
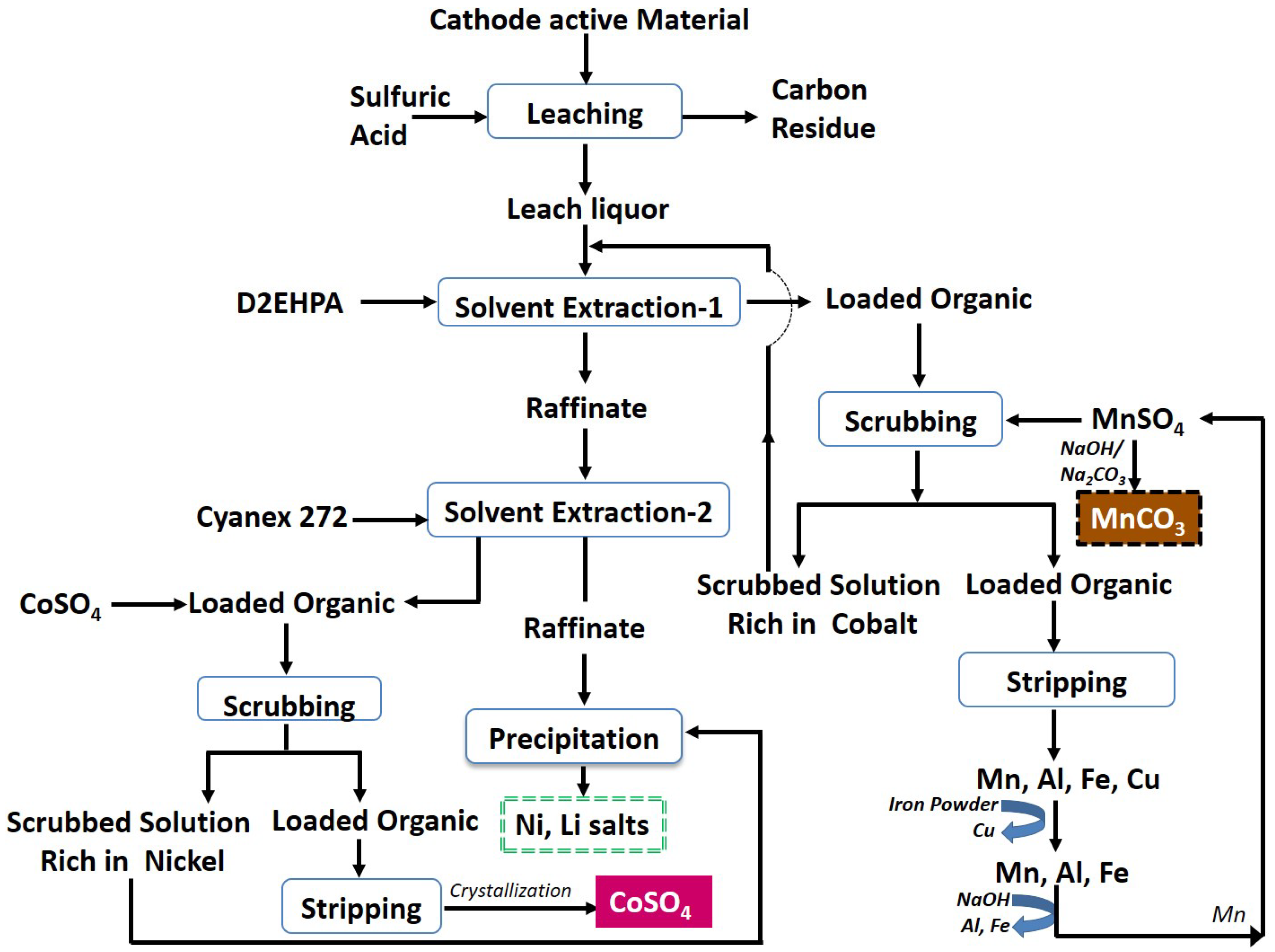
3.4. Separation and Purification of Metal Values Using Solvent Extraction
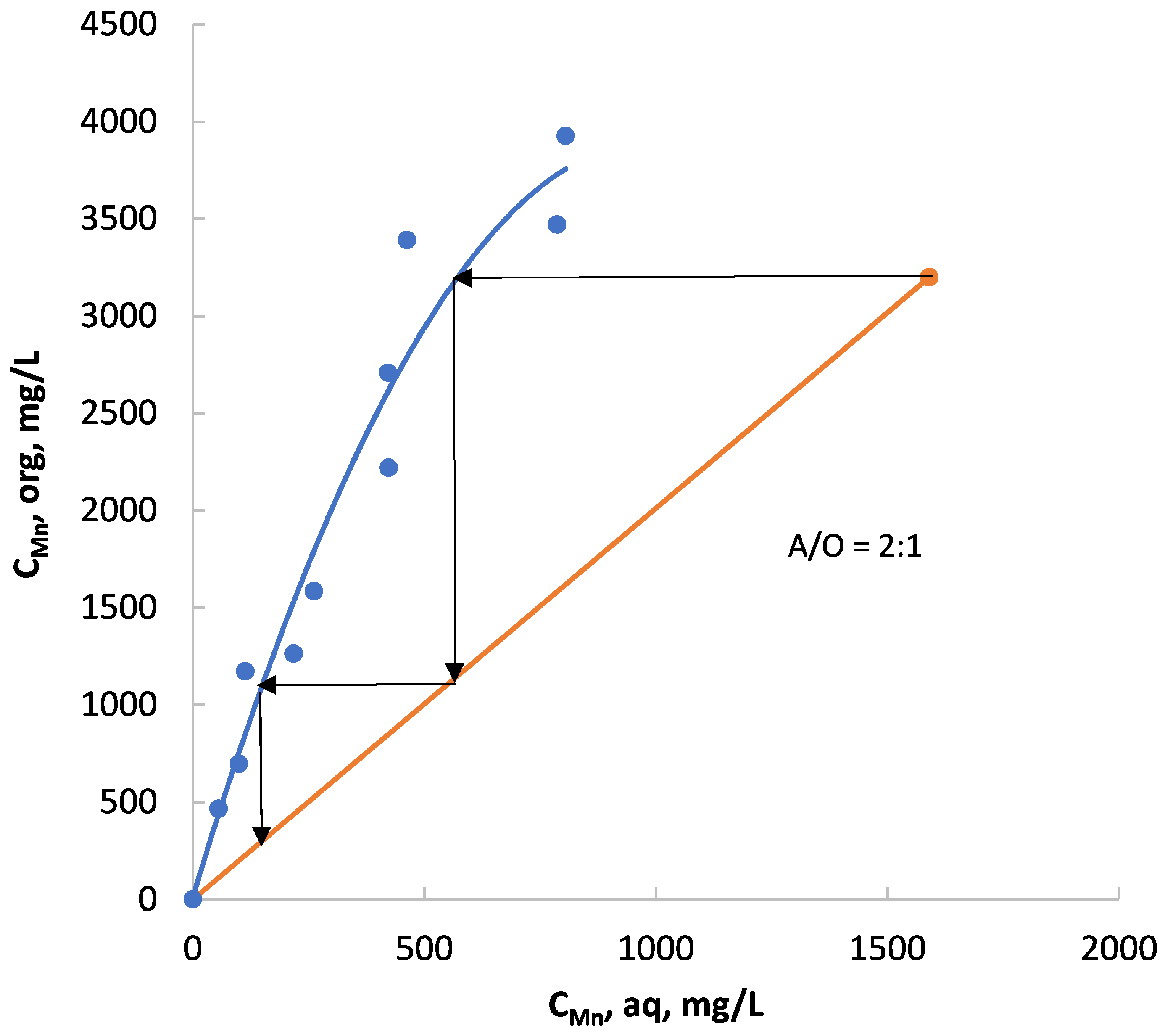
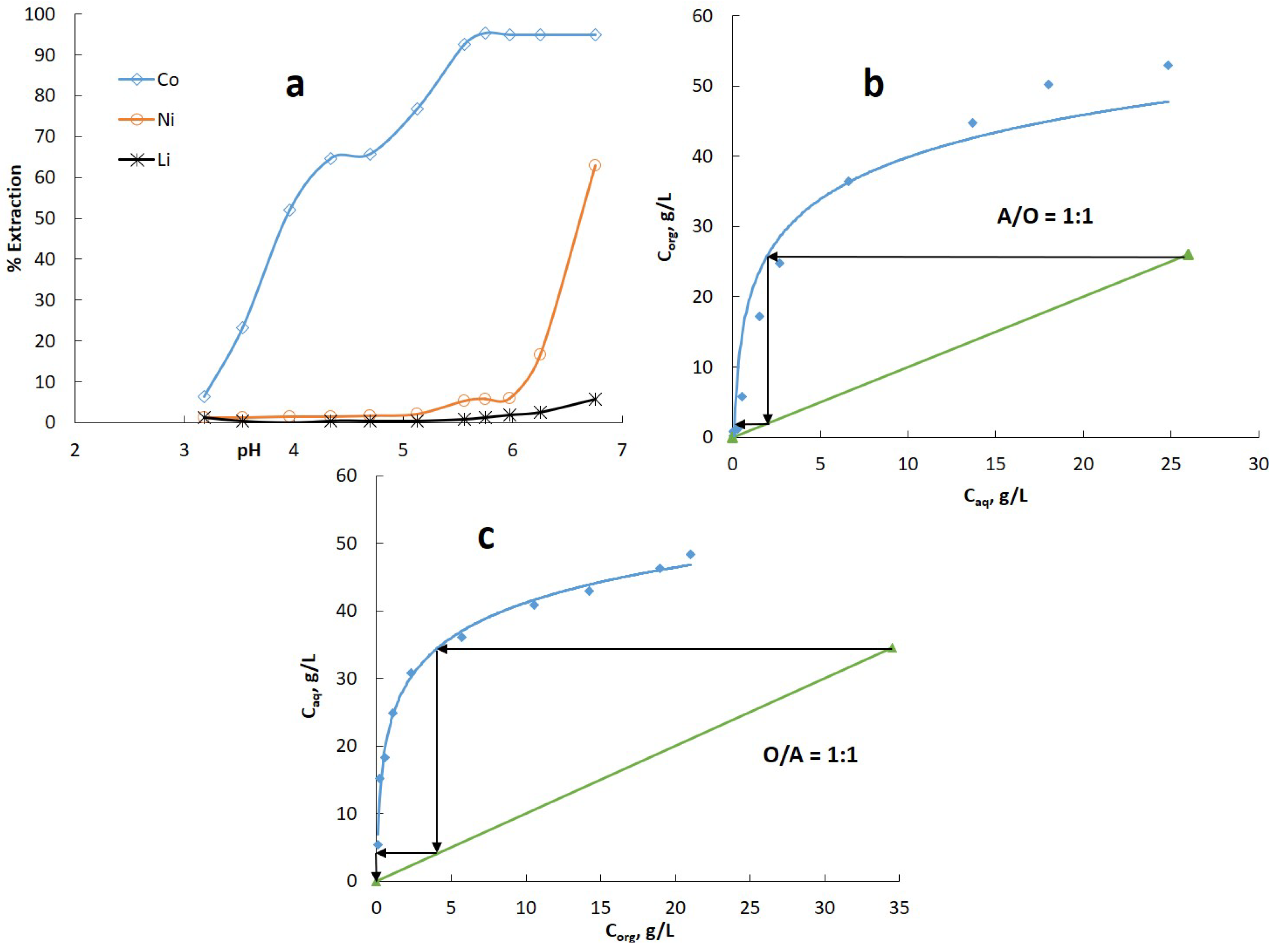
3.4.1. Loading Isotherm Experiments
3.4.2. Scrubbing of Loaded D2EHPA
3.4.3. Cobalt Extraction with Cyanex 272
3.4.4. Stripping of Loaded Cyanex 272
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Benchmark Intelligence, Cobalt Prices Surge on Electronics Boom, Tight Supply. 2022. Available online: https://www.mining.com/cobalt-prices-surge-on-electronics-boom-tight-supply/1/1 (accessed on 8 April 2022).
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Zheng, X.; Zhu, Z.; Lin, X.; Zhang, Y.; He, Y.; Cao, H.; Sun, Z. A mini-review on metal recycling from spent lithium ion batteries. Engineering 2018, 4, 361–370. [Google Scholar] [CrossRef]
- Younesi, R.; Veith, G.M.; Johansson, P.; Edström, K.; Vegge, T. Lithium salts for advanced lithium batteries: Li–metal, Li–O2, and Li–S. Energy Environ. Sci. 2015, 8, 1905–1922. [Google Scholar] [CrossRef] [Green Version]
- Meshram, P.; Mishra, A.; Abhilash; Sahu, R. Environmental impact of spent lithium ion batteries and green recycling perspectives by organic acids—A review. Chemosphere 2020, 242, 125291. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A critical review of lithium-ion battery recycling processes from a circular economy perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Virolainen, S.; Fini, M.F.; Laitinen, A.; Sainio, T. Solvent extraction fractionation of Li-ion battery leachate containing Li, Ni and Co. Sep. Purif. Technol. 2017, 179, 274–282. [Google Scholar] [CrossRef]
- Wang, H.; Friedrich, B. Development of a highly efficient hydrometallurgical recycling process for automotive Li-ion batteries. J. Sustain. Metall. 2015, 1, 168–178. [Google Scholar] [CrossRef] [Green Version]
- Lupi, C.; Pasquali, M.; Dell’Era, A. Nickel and cobalt recycling from lithium ion batteries by electrochemical processes. Waste Manag. 2005, 25, 215–220. [Google Scholar] [CrossRef]
- Zhang, B.; Xie, H.; Lu, B.; Xing, P.; Qu, J.; Song, Q.; Yin, H. A green electrochemical process to recover Co and Li from LiCoO2-based batteries in molten salts. ACS Sustain. Chem. Eng. 2019, 7, 13391–13399. [Google Scholar] [CrossRef]
- Torkaman, R.; Asadollahzadeh, M.; Torab-Mostaedi, M.; Maragheh, M.G. Recovery of cobalt from spent lithium ion batteries by using acidic and basic extractants in solvent extraction process. Sep. Purif. Technol. 2017, 186, 318–325. [Google Scholar] [CrossRef]
- Miaomiao, G.; Xiaoli, X.; Dongdong, Z.; Hang, Y.; Fan, B.; Yi, H.; Zuoren, N.; Kaihua, X. Green and efficient method for recycling valuable metals from scrapped lithium cobalt oxide cathode materials. IOP Conf. Ser. Earth Environ. Sci. 2020, 474, 052014. [Google Scholar] [CrossRef]
- Jafari, M.; Torabian, M.M.; Bazargan, A. A facile chemical-free cathode powder separation method for lithium ion battery resource recovery. J. Energy Storage 2020, 31, 101564. [Google Scholar] [CrossRef]
- Wang, W.; Yang, H.; Xu, R.B. High-performance recovery of cobalt and nickel from the cathode materials of NMC type Li-ion battery by complexation-assisted solvent extraction. Minerals 2020, 10, 662. [Google Scholar] [CrossRef]
- Shih, Y.J.; Chien, S.K.; Jhang, S.R. Chemical leaching, precipitation and solvent extraction for sequential separation of valuable metals in cathode material of spent lithium ion batteries. J. Taiwan Inst. Chem. Eng. 2019, 100, 151–159. [Google Scholar] [CrossRef]
- Sattar, R.; Ilyas, S.; Kousar, S.; Khalid, A.; Sajid, M.; Bukhari, S.I. Recycling of end-of-life LiNixCoyMnzO2 batteries for rare metals recovery. Environ. Eng. Res. 2020, 25, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Xu, B.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Separation and recovery of metal values from leaching liquor of mixed-type of spent lithium-ion batteries. Sep. Purif. Technol. 2015, 144, 197–205. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Lee, J.C.; Jeong, J.; Kim, B.S.; Pandey, B.D. The separation and recovery of nickel and lithium from the sulfate leach liquor of spent lithium ion batteries using PC-88A. Korean Chem. Eng. Res. 2015, 53, 137–144. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.S.; Ho, H.J. Recovery of valuable metals from lithium–ion batteries NMC cathode waste materials by hydrometallurgical methods. Metals 2018, 8, 321. [Google Scholar] [CrossRef] [Green Version]
- Chiu, K.L.; Shen, Y.H.; Chen, Y.H.; Shih, K.Y. Recovery of valuable metals from spent lithium ion batteries (LIBs) using physical pretreatment and a hydrometallurgy process. Adv. Mater. 2019, 8, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Dhiman, S.; Gupta, B. Partition studies on cobalt and recycling of valuable metals from waste Li-ion batteries via solvent extraction and chemical precipitation. J. Clean. Prod. 2019, 25, 820–832. [Google Scholar] [CrossRef]
- Peng, C.; Chang, C.; Wang, Z.; Wilson, B.P.; Liu, F.; Lundström, M. Recovery of high-purity MnO2 from the acid leaching solution of spent Li-ion batteries. JOM 2020, 72, 790–799. [Google Scholar] [CrossRef] [Green Version]
- Boukraa, Y. Extraction of cobalt and lithium from sulfate solution using di(2-ethylhexyl) phosphoric acid/kerosene mixed extractant. Russ. J. Phys. Chem. 2020, 94, 1136–1142. [Google Scholar] [CrossRef]
- White, J.L.; Gittleson, F.S.; Homer, M.; El Gabaly, F. Nickel and cobalt oxidation state evolution at Ni-rich NMC cathode surfaces during treatment. J. Phys. Chem. C 2020, 124, 16508–16514. [Google Scholar] [CrossRef]
- Julien, C.M.; Mauger, A.; Zaghib, K.; Groult, H. Comparative issues of cathode materials for Li-ion batteries. Inorganics 2014, 2, 132–154. [Google Scholar] [CrossRef] [Green Version]
- Vanderbruggen, A.; Gugala, E.; Blannin, R.; Bachmann, K.; Serna-Guerrero, R.; Rudolph, M. Automated mineralogy as a novel approach for the compositional and textural characterization of spent lithium-ion batteries. Miner. Eng. 2021, 169, 106924. [Google Scholar] [CrossRef]
- Peschel, C.; van Wickeren, S.; Preibisch, Y.; Naber, V.; Werner, D.; Frankenstein, L.; Horsthemke, F.; Peuker, U.; Winter, M.; Nowak, S. Comprehensive characterization of shredded lithium-ion battery recycling material. Chem. Eur. J. 2022, 28, e202200485. [Google Scholar] [CrossRef]
- Djoudi, N.; Le Page Mostefa, M.; Muhr, H. Hydrometallurgical process to recover cobalt from spent Li-ion batteries. Resources 2021, 10, 58. [Google Scholar] [CrossRef]
- Kang, J.; Senanayake, G.; Sohn, J.S.; Shun, M. Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex-272. Hydrometallurgy 2009, 10, 168–171. [Google Scholar] [CrossRef] [Green Version]
- Vieceli, N.; Reinhardt, N.; Ekberg, C.; Petranikova, M. Optimization of manganese recovery from a solution based on lithium-ion batteries by solvent extraction with D2EHPA. Metals 2021, 11, 54. [Google Scholar] [CrossRef]
- Pranolo, Y.; Zhang, W.; Cheng, C.Y. Recovery of metals from spent lithium-ion battery leach solutions with a mixed solvent extractant system. Hydrometallurgy 2010, 102, 37–42. [Google Scholar] [CrossRef]
- Sole, K.C.; Cole, P.M. Purification of nickel by solvent extraction. In Ion Exchange and Solvent Extraction: A Series of Advances; Marcus, Y., Sengupta, A., Eds.; Marcel Dekker: New York, NY, USA, 2002; pp. 143–195. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aq. Feed | Impurity removal | Extraction process | Parameters | % Extraction | Drawbacks | Reference |
|---|---|---|---|---|---|---|
| 17.38 g/L Co, 945 ppm Ni, 138 ppm Mn, 2746 ppm Li, 43.1 ppm Cu, and 64.8 ppm Al | Mn with KMnO4 PPT at pH 3 in 1 h | SX of Cu, Al, Ni and Co | 0.25 M D2EHPA, O:A = 1.5, pH 6, 45 min | 99.6% Co, 98.7% Ni and 95.4% Cu | 8% Ni and 3% Co loss during Mn PPT | [16] |
| 3.7 g/L Li, 9.6 g/L Ni, 10.1 g/L Co, and 9.6 g/L Mn | Mn using KMnO4, Ni by DMG | SX of Co using 0.64 M Cyanex 272 (50% saponified) | 0.64 M Cyanex 272 (50% saponified), O/A ratio of 2/3 at pHeq ~5.0, 3-stages | 99% Co, >3% Li | 20.2% Ni, 20.5% Co, and 10.1% Li in the Ni-DMG precipitate | [17] |
| 4.29 g/L Ni, 7.18 g/L Co, 5.68 g/L Mn, 1.49 g/L Li, 1.78 g/L Cu and 1.96 g/L Fe | (Fe with 1 M NaOH), SX of Cu using Mextral 5640H in kerosene) (Mn: 0.5 M KMnO4 sol) | PPT and SX Followed by SX of Co using Ni loaded Mextral 272P Ni by NaOH ppt and Li NaPO4 | --- | 100% Cu, 99.2% Mn, 97.8% Co, 99.1% Ni, 95.8% Li | Complex process steps | [18] |
| 2.54 g/L Ni, 4.82 g/L Li | KMnO4 for Mn, followed by D2EHPA to remove Al and Fe | SX using PC-88A | 0.15 M PC-88A, 2 counter current stages at O/A = 1, pH = 6.5 | 92% Li, 99.6% Ni | No Cobalt in feed (LiNiO2 cathode) | [19] |
| 2.59 g/L Co, 2.61 g/L Ni, 1.4 g/L Mn and 0.8 g/L Li | Ni was separated using DMG | 0.1 M Na-Cyanex 272 to separate Co and Ni | 1st: pH = 6.0, 0.1 M Na-Cyanex, O/A = 1.5. 15 min | >99% Co and Mn | about 3% Ni and 3% Li, lost | [20] |
| - | Co and Mn by 0.2 M Na-D2EHPA Ni and Li by DMG | 2nd: pH = 2.95, 0.2 M Na-D2EHPA, O/A = 1.0, 5 min | 3.7% Co | |||
| 17,385 ppm Co, 945 ppm Ni, 138 ppm Mn, 2746 ppm Li, 43.1 ppm Cu, and 64.8 ppm Al | Mn removal by precipitation with ammonium persulfate ((NH4)2S2O8), pH = 2, 80 °C, 1 h | Cobalt oxalate and nickel oxalate precipitated by oxalic acid ammonia ((NH4)2C2O4) at pH = 2 at 50 °C, 1 h | Concentration of remaining liquid through use of reduced pressure evaporation | -- | 6% Co loss and Ni and Co separation not studied | [21] |
| LL: 2.91 g/L Co, 3.37 g/L Mn, 0.57 g/L Li, 0.033 g/L Fe, 0.407 g/L Ni, 0.019 g/L Cu, 0.014 g/L Al | Fe by precipitation at pH 3.5 by conc. NaOH solution, 95 °C for 2 h Mn by 10% ammonium persulfate solution at pH 4 Cu and Al using NaOH at pH 5.5 | SX using Cyphos IL | 0.2 M Cyphos IL 102 with A/O = 1, RT, 10 min | 98.6% Co, 99.9% Mn and 99.6% Li | -- | [22] |
| Pure liquor (Mn precipitation):1.406 g/L Co, 0.273 g/L Li and 0.181 g/L Ni. | ||||||
| 3.66 Mn, 19.33 Co, 5.19 Ni, 3.58 Li 2.57 Cu, 0.52 Fe, 2.04 Al in g/L pH 0.3 | SX using D2EHPA | Mn recovery by oxidative PPT using KMnO4 at pH 1.5, RT | 0.4 M D2EHPA, A/O = 1:2, pH = 3.2, 3 stages | 99% Mn, 25% Al | 9% Co lost | [23] |
| 36 g/L Co, 13.8 g/L Fe, 4.3 g/L Li, 0.8 g/L Al | Fe and Al removal using Ionquest/Acorga | SX with D2EHPA | 1.59 M D2EHPA, pH = 1.85 | 93.9% Co and 11.4% Li | 6% Co lost | [24] |
| 0.41 g/L Al, 3.6 g/L Li, 1.59 g/L Mn, 0.015 g/L Fe, 27.394 g/L Co, 3.205 g/L Ni and 0.058 g/L Cu | Mn, Al, Fe and Cu Removal using D2EHPA | SX with Cyanex 272 | 1 M Cyanex 272, pH = 5.75, 2 stages, scrubbing with 10 g/L CoSO4 | 99.9% Co, | Li and Ni in the raffinate can be separated by PPT | Present work |
| Element | Li | Co | Mn | Ni | Cu | Al | Fe | C |
|---|---|---|---|---|---|---|---|---|
| Composition in cathode active material (% wt) | 6.09 | 58.10 | 3.06 | 6.21 | 0.04 | 0.7 | 0.11 | Balance |
| Composition in PLS (g/L) | 3.60 | 27.4 | 1.59 | 3.21 | 0.058 | 0.41 | 0.015 | --- |
| Solution Used for Scrubbing | Phase | Element Concentration, g/L | ||||||
|---|---|---|---|---|---|---|---|---|
| Al | Mn | Fe | Cu | Co | Ni | Li | ||
| Initial loaded organic (feed for scrubbing experiment) | Loaded organic | 0.398 | 1.416 | 0.015 | 0.05 | 3.61 | 0.177 | 0.008 |
| Appropriate Mn as sulfate solution | Scrubbed organic | 0.103 | 10.03 | 0.01 | 0.46 | 0.133 | 0.004 | 0.00 |
| Aqueous solution (Raffinate) | 0.005 | 9.113 | 0.004 | 0.03 | 3.115 | 0.167 | 0.007 | |
| Concentration, g/L | ||||
|---|---|---|---|---|
| Phase | Co | Ni | Li | |
| Loaded organic | 25.62 | 1.11 | 0.024 | |
| Scrubbing solution | ||||
| 10 g/L Co | Scrubbed organic | 34.47 | 0.015 | 0.0 |
| Aqueous raffinate | 2.22 | 1.04 | 0.020 | |
| 5 g/L Co | Scrubbed organic | 29.55 | 0.183 | 0.004 |
| Aqueous raffinate | 2.314 | 0.887 | 0.023 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meshram, P.; Virolainen, S.; Abhilash; Sainio, T. Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs. Metals 2022, 12, 1056. https://doi.org/10.3390/met12061056
Meshram P, Virolainen S, Abhilash, Sainio T. Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs. Metals. 2022; 12(6):1056. https://doi.org/10.3390/met12061056
Chicago/Turabian StyleMeshram, Pratima, Sami Virolainen, Abhilash, and Tuomo Sainio. 2022. "Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs" Metals 12, no. 6: 1056. https://doi.org/10.3390/met12061056
APA StyleMeshram, P., Virolainen, S., Abhilash, & Sainio, T. (2022). Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs. Metals, 12(6), 1056. https://doi.org/10.3390/met12061056