
Thermodynamic and Experimental Study on Migration Characteristics of Heavy Metals during the Melting Process of Incineration Fly Ash



Abstract
:1. Introduction
2. Raw Material Properties and Research Methods
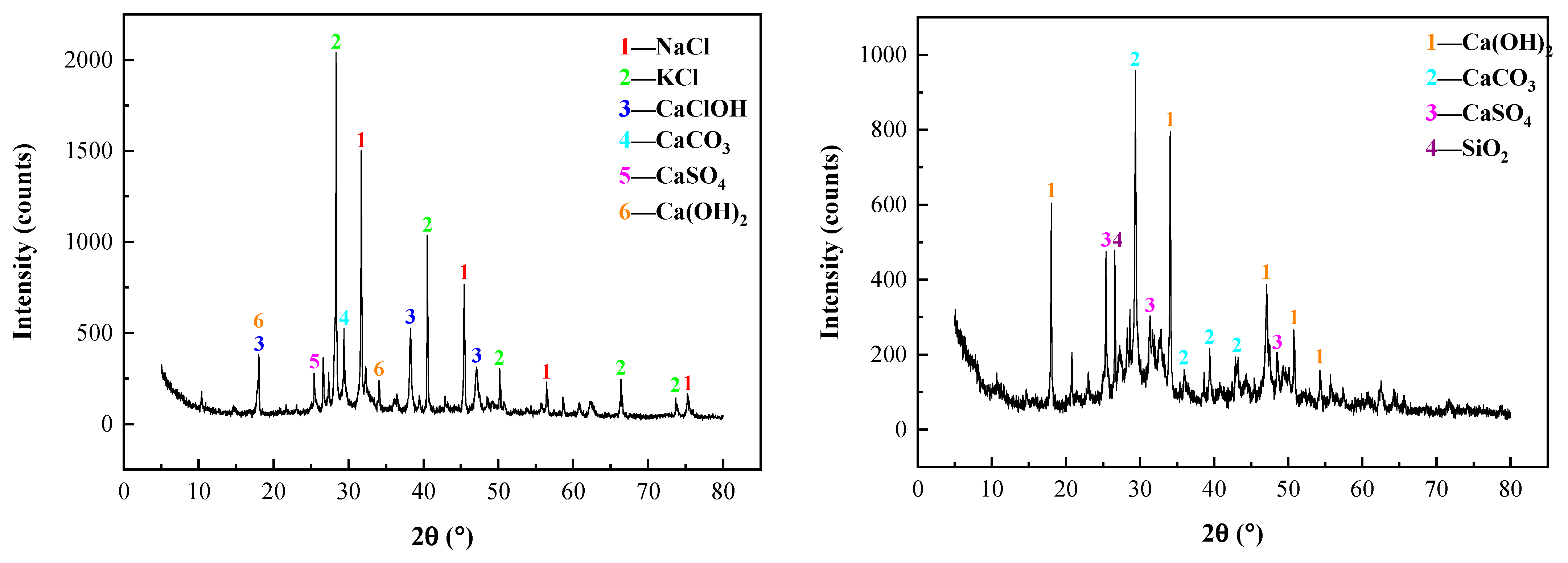
2.1. Raw Material Properties
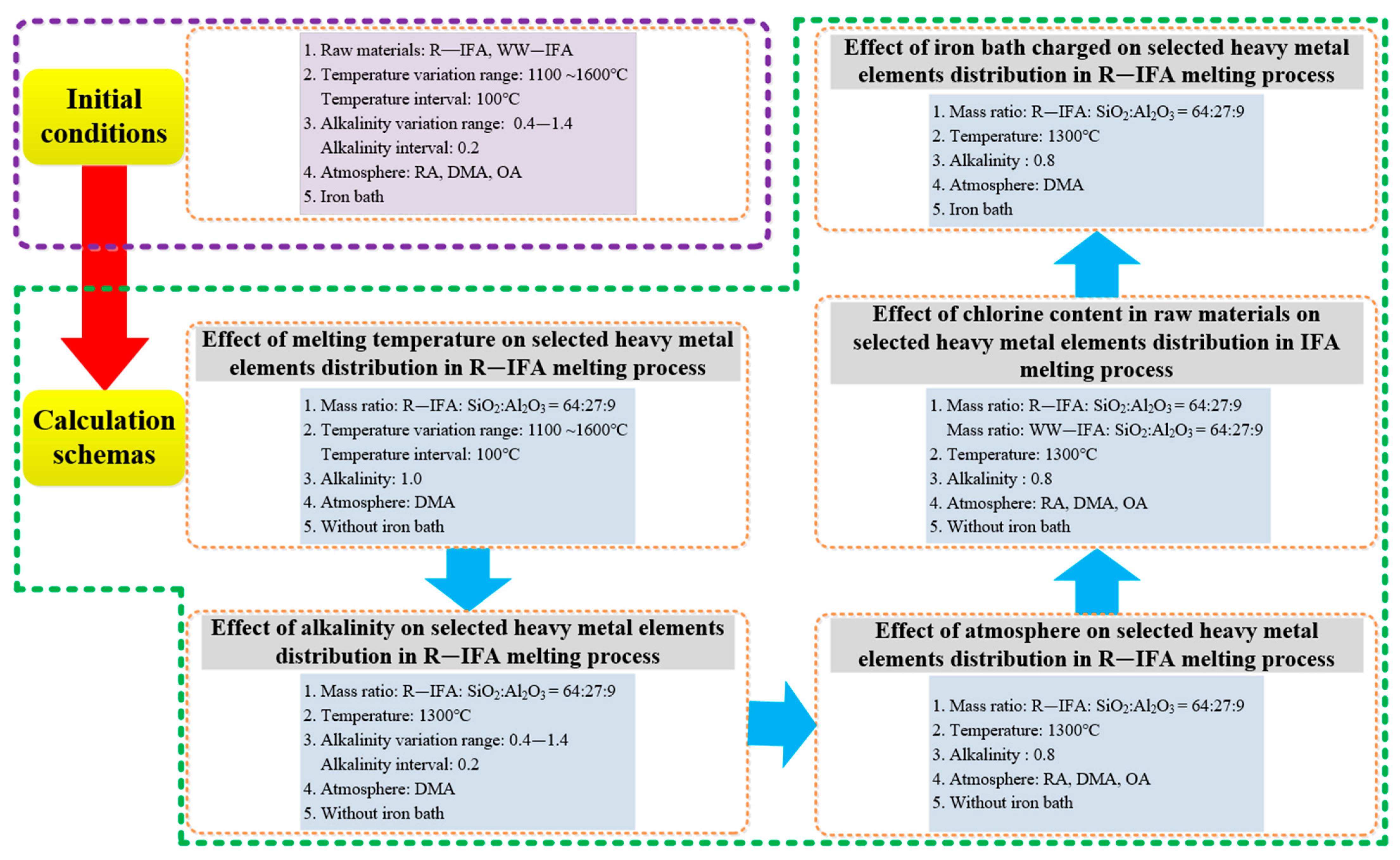
2.2. Research Method
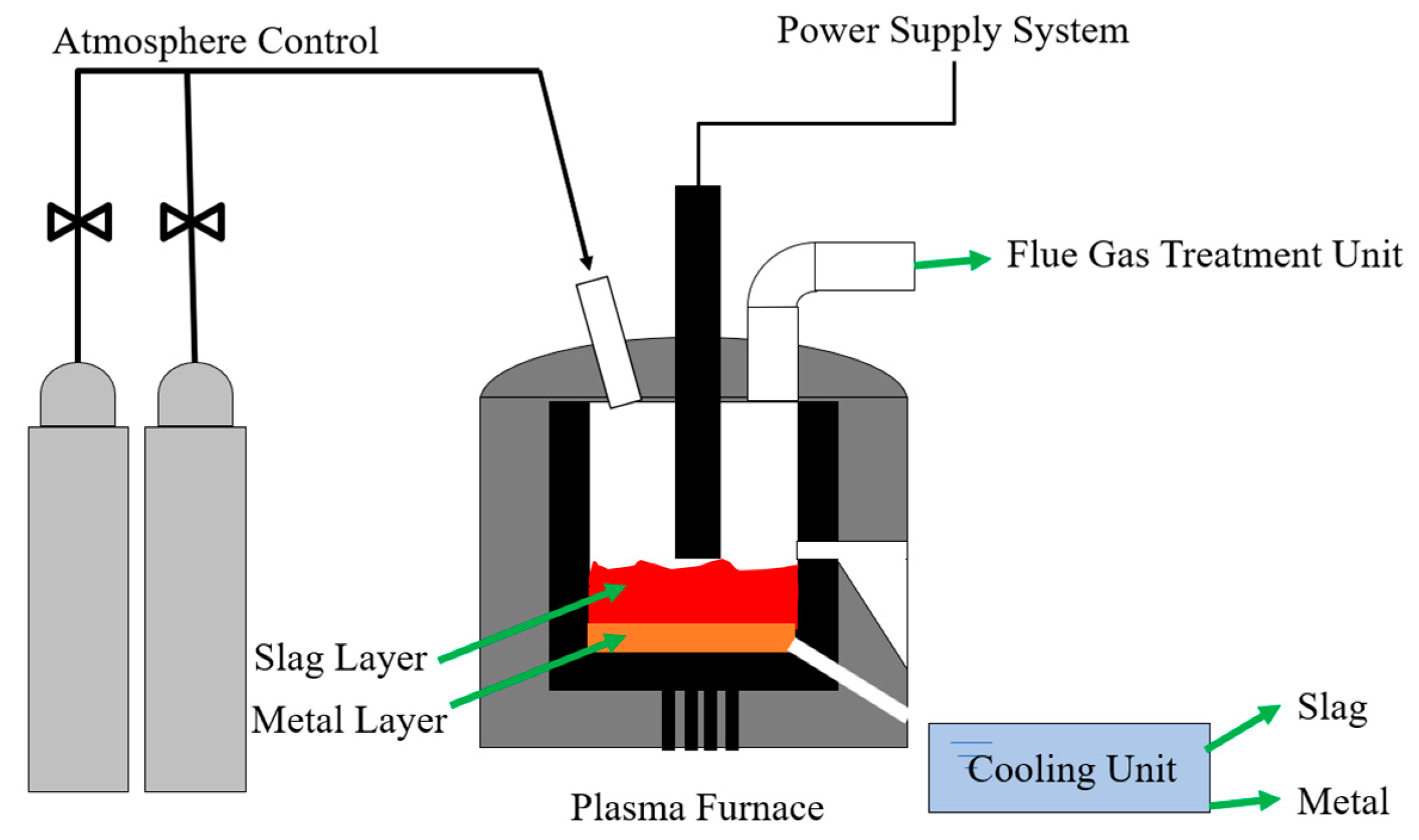
2.3. Experimental Procedure and Detection Methods
- (1)
- The melting experiments were carried out by adjusting the melting electrical power of the plasma furnace. The melting temperature was changed and maintained in the range of 1100–1600 °C, while other conditions remained unchanged.
- (2)
- Under the conditions of a temperature of 1300 °C and alkalinity of 0.8, the melting state in the furnace variated by iron bath added. The atmosphere in the furnace was changed by connecting the external gas supply unit and carbon charged. The sampling analysis was conducted after the melting experiments. The detailed conditions are shown in Table 2.
3. Results Analysis
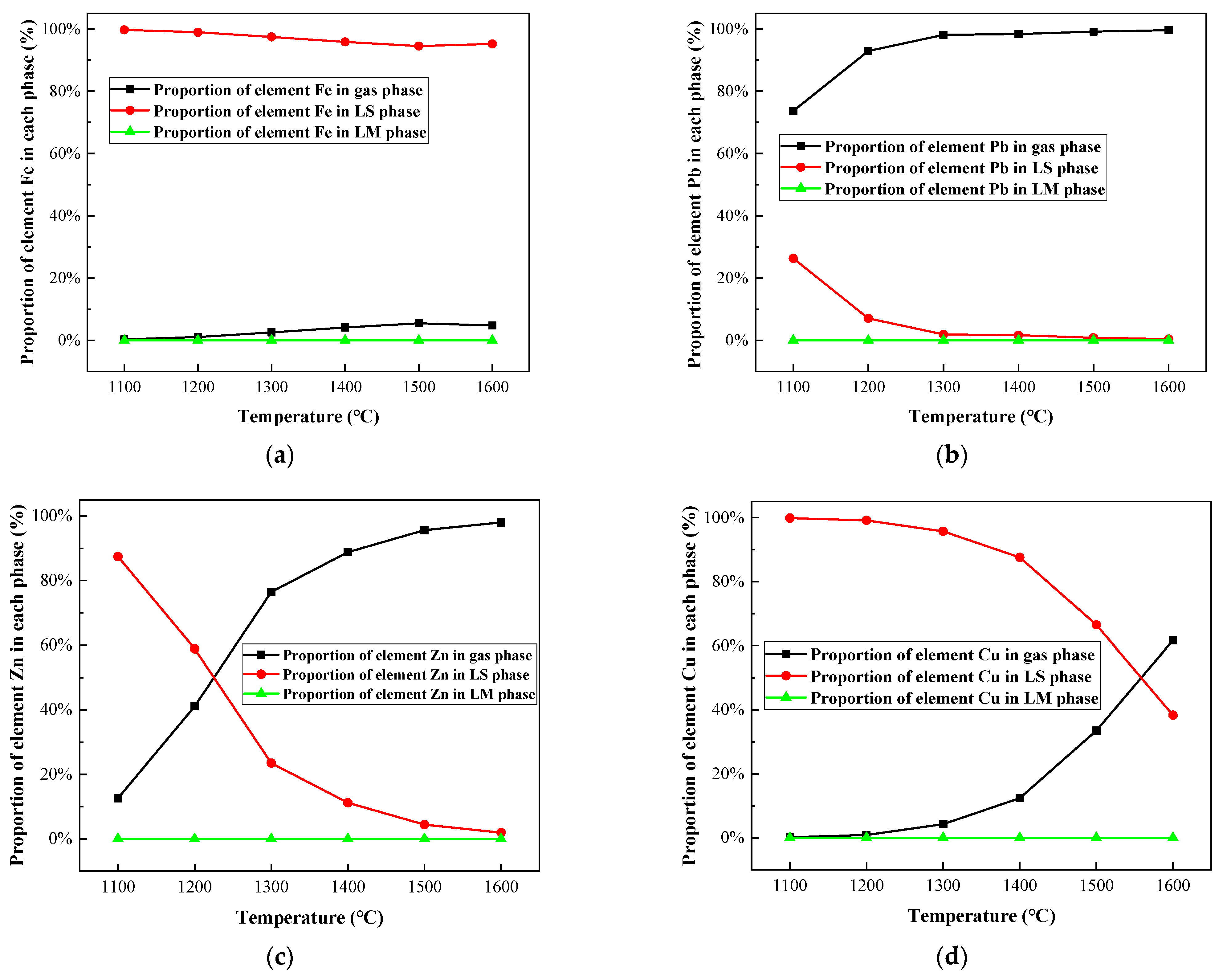
3.1. Effect of Melting Temperature on Selected Heavy Metal Elements Distribution in R—IFA Melting Process
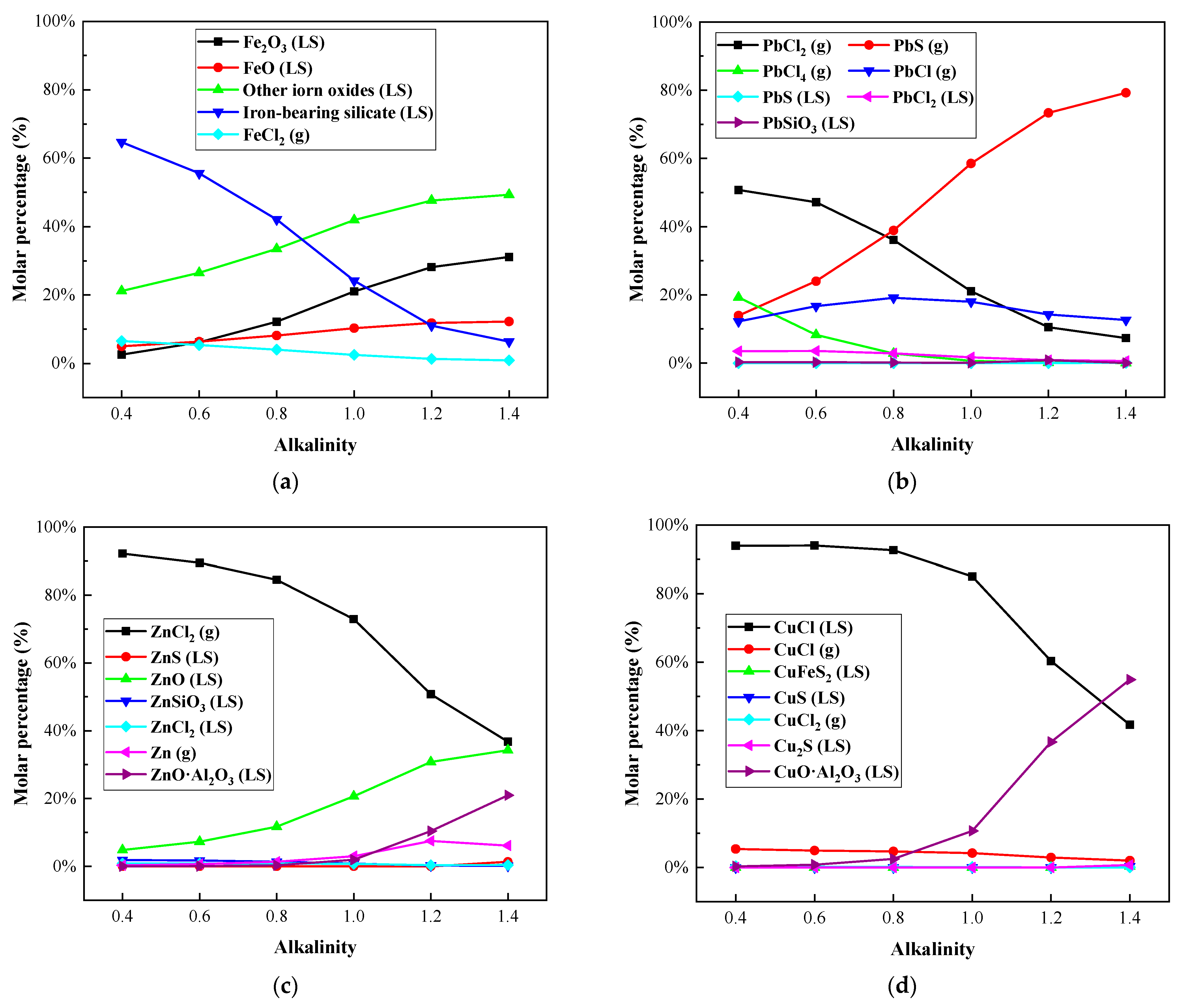
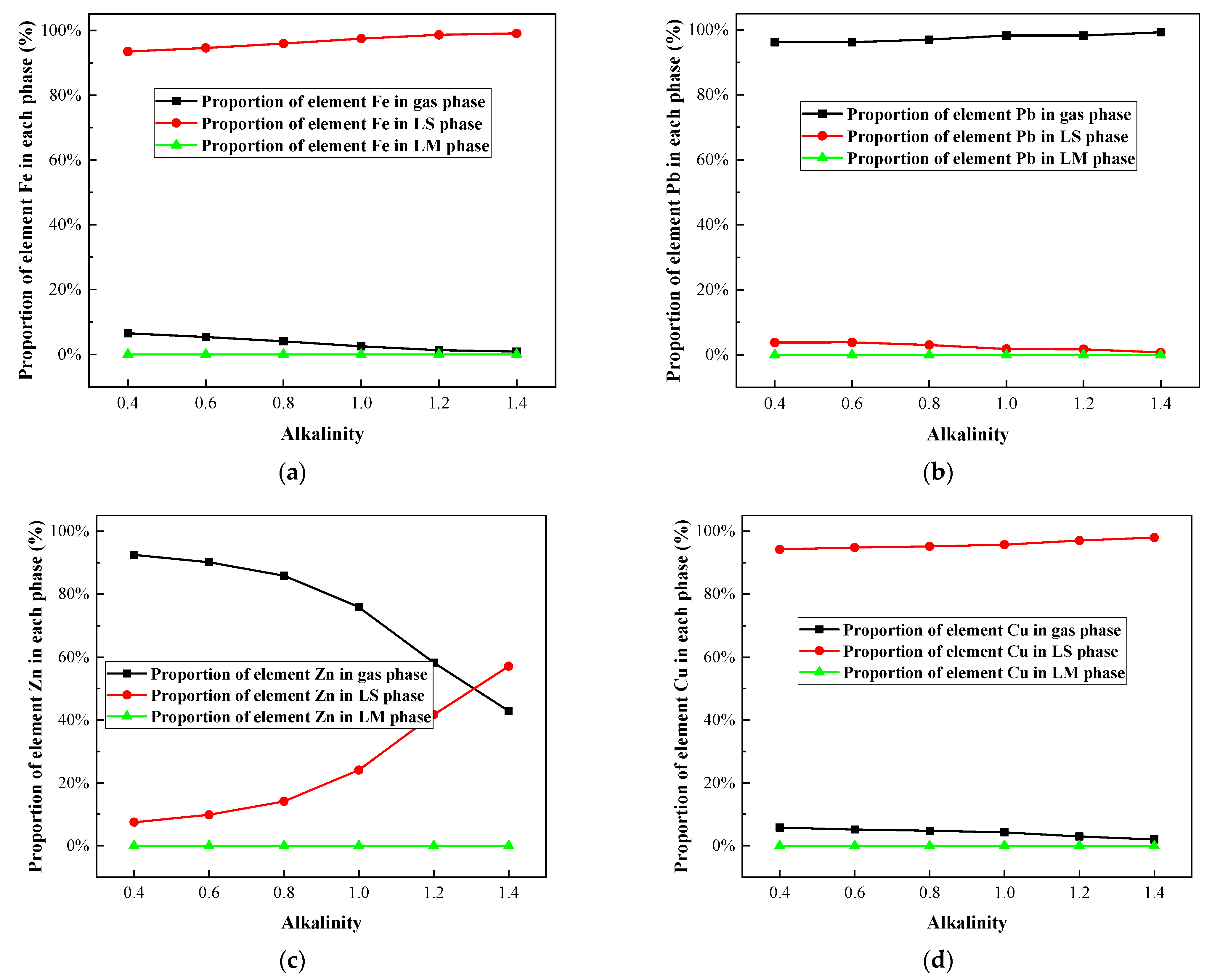
3.2. Effect of Alkalinity on Selected Heavy Metal Elements Distribution in R—IFA Melting Process
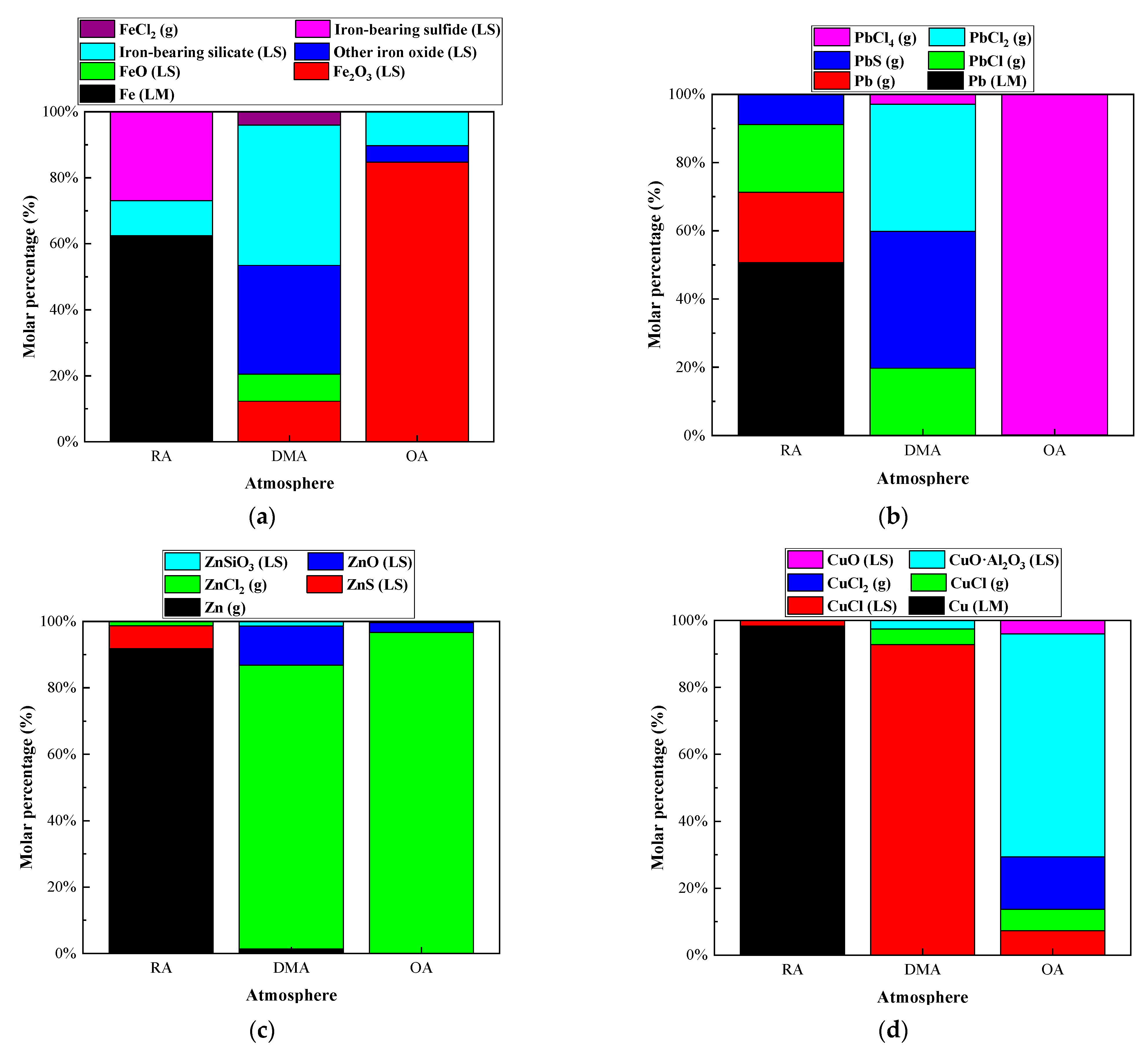
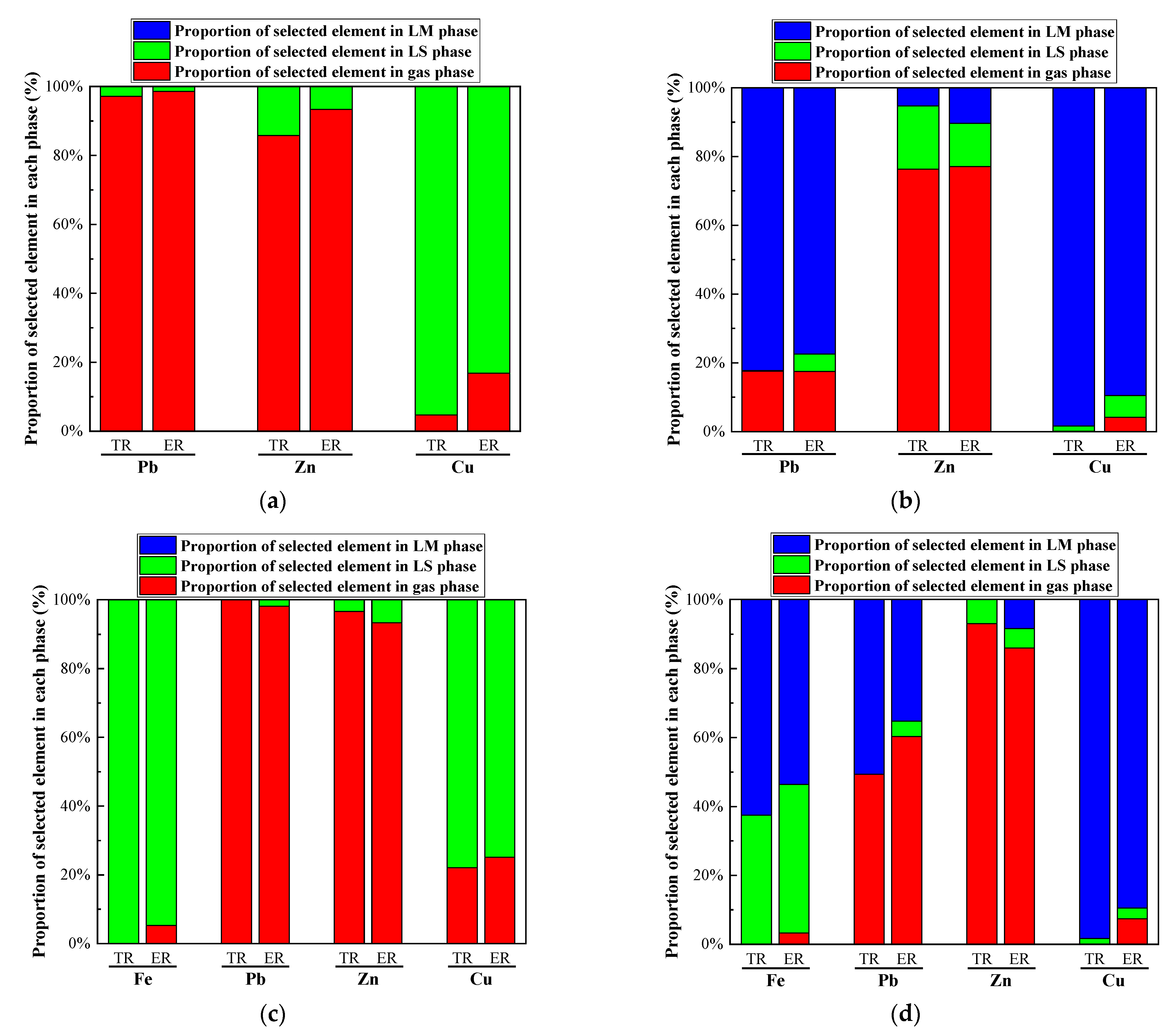
3.3. Effect of Atmosphere on Selected Heavy Metal Elements Distribution in R—IFA Melting Process
3.4. Effect of Chlorine Content in Raw Materials on Selected Heavy Metal Elements Distribution in IFA Melting Process
3.5. Effect of Iron Bath Charged on Selected Heavy Metal Elements Distribution in R—IFA Melting Process
4. Comparison of Experimental and Theoretical Results in R—IFA Melting Process
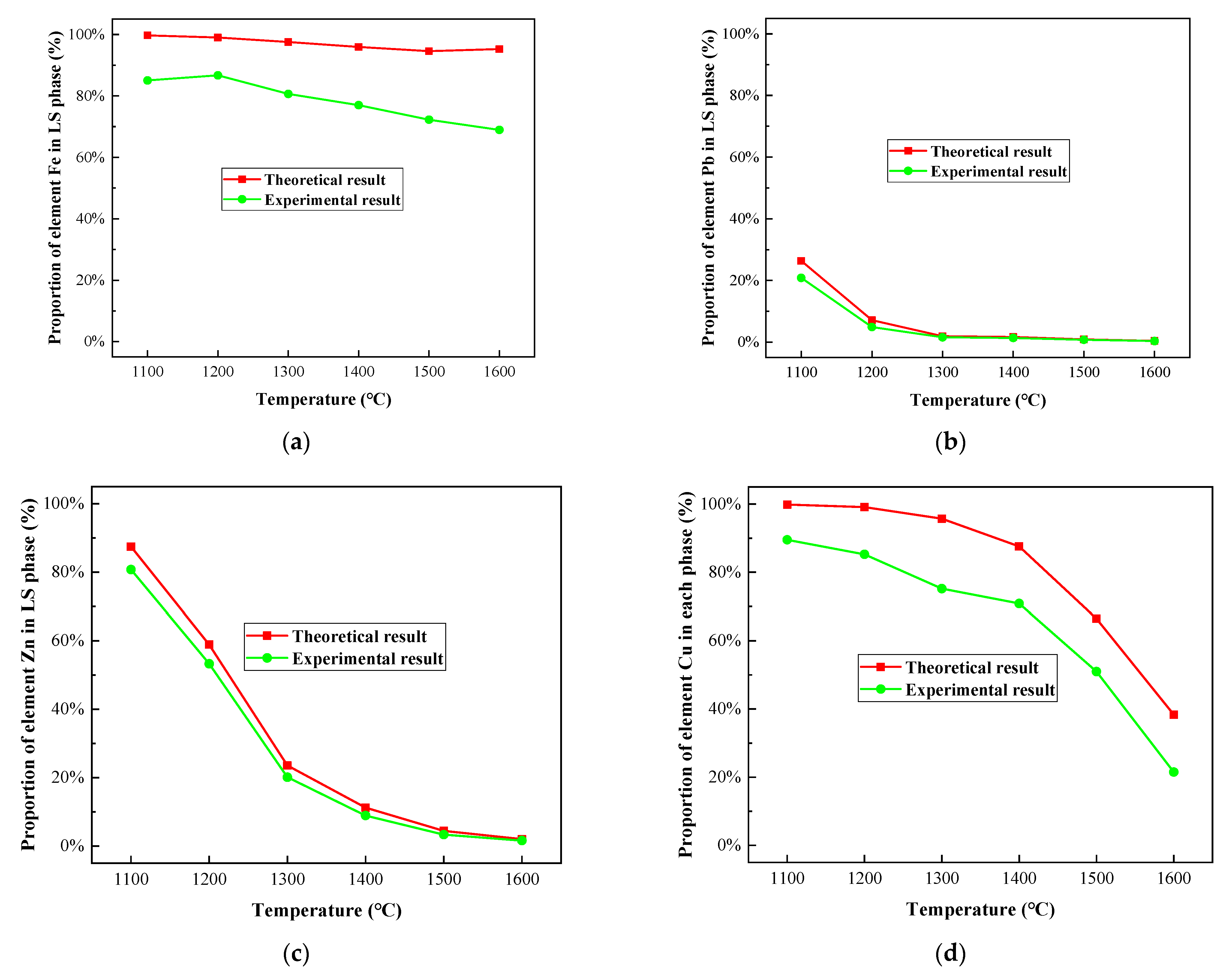
4.1. Comparison of Experimental and Theoretical Results on Melting Temperature in R—IFA Melting Process
4.2. Comparison of Experimental and Theoretical Results on Atmosphere and Iron Bath Charged in R—IFA Melting Process
5. Conclusions
- (1)
- Within the temperature range of 1100–1600 °C, Fe mainly entered the slag phase as oxides and silicates, Pb mainly entered the gas phase as gaseous products of PbS (g), PbCl2 (g), PbCl (g), and PbCl4 (g). When the temperature was higher than 1300 °C, most of Zn entered the gas phase in the form of ZnCl2 (g). CuCl (g) appeared in the Cu products, and the proportion of CuCl (g) increased significantly with the increase in temperature.
- (2)
- With the increase in alkalinity from 0.4 to 1.4, the proportion of oxide in Fe products increased, and the proportion of silicate decreased, but the proportion of the slag phase was almost unchanged. As for Pb products, the proportion of PbCl2 (g) and PbCl4 (g) decreased, the proportion of PbS (g) increased, and the proportion of the gas phase increased slightly. The proportion of Zn volatilization into the gas phase could be inhibited with the increase in alkalinity, while the proportion of Cu into the slag phase remained unchanged.
- (3)
- In the oxidation or reduction atmosphere, Zn would enter the gas phase with low boiling point volatile products. The reducing atmosphere had an inhibitory effect on the volatilization of Pb. In the oxidation atmosphere, Fe and Cu existed in the forms of oxide, silicate, and aluminate in the slag phase, while in reduction conditions, Fe and Cu were reduced to metal elementals in the alloy phase.
- (4)
- Compared with the raw IFA, the volatilization of Zn in the water-washing IFA was inhibited effectively. The proportion of Zn entering the gas phase decreased from 85.84% to 9.89%. The volatilization of Pb was inhibited slightly, and there was little effect on the volatilization of Fe and Cu.
- (5)
- In the IFA melting process with an iron bath, 98.42% of Cu and 82.28% of Pb entered the iron phase in the form of metallic elements, respectively. A total of 76.3% of Zn entered the gas phase as gaseous products of Zn (g) and ZnCl2 (g), and only 5% of Zn entered the iron phase. The classification and enrichment of heavy metals was realized by carbon in pig iron of the reducing agent and Fe of heavy metals collector.
- (6)
- Under the same technological conditions, the calculated results of Fe, Pb, Zn, and Cu were consistent with the experimental results in the proportion of the gas phase, slag phase, and alloy phase.
- (7)
- From the perspective of metal recovery, the reduction condition or addition of an iron bath were recommended for the IFA melting process. Fe, Cu, Pb, and Zn in IFA could be enriched in the gas phase and alloy phase to achieve the classification and enrichment of metal resources.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gas Phase | LS Phase | |||||
|---|---|---|---|---|---|---|
| Temperature | FeCl2 | Fe2O3 | FeO | Other Iron Oxides | Iron-Bearing Silicate | Iron-Bearing Sulfide |
| 1100 °C | 0.3 | 1.8 | 10.55 | 42.91 | 21.5 | 22.93 |
| 1200 °C | 1.05 | 6.73 | 11.99 | 47.47 | 23.47 | 9.29 |
| 1300 °C | 2.56 | 21.5 | 10.54 | 41.7 | 23.7 | 0 |
| 1400 °C | 4.16 | 45.4 | 6.03 | 24.45 | 19.95 | 0 |
| 1500 °C | 5.49 | 66.54 | 2.72 | 11.12 | 14.13 | 0 |
| 1600 °C | 4.78 | 81.72 | 0.98 | 4.11 | 8.41 | 0 |
| Gas Phase | LS Phase | |||||||
|---|---|---|---|---|---|---|---|---|
| Temperature | PbS | PbCl2 | PbCl | PbCl4 | Pb | PbS | PbCl2 | PbO |
| 1100 °C | 48.38 | 16.11 | 7.27 | 1.8 | 0.09 | 20.02 | 5.93 | 0.4 |
| 1200 °C | 64.64 | 16.34 | 10.91 | 0.82 | 0.21 | 4.04 | 2.78 | 0.26 |
| 1300 °C | 58.19 | 20.94 | 17.88 | 0.63 | 0.45 | 0 | 1.69 | 0.22 |
| 1400 °C | 24.17 | 38.88 | 33.27 | 1.16 | 0.87 | 0 | 1.41 | 0.24 |
| 1500 °C | 6.3 | 50.45 | 39.63 | 1.78 | 0.99 | 0 | 0.7 | 0.15 |
| 1600 °C | 1.71 | 54.5 | 40.23 | 2.19 | 0.97 | 0 | 0.3 | 0.1 |
| Gas Phase | LS Phase | |||||
|---|---|---|---|---|---|---|
| Temperature | ZnCl2 | Zn | ZnS | ZnO | ZnO·Al2O3 | ZnSiO3 |
| 1100 °C | 12.47 | 0.1 | 66.55 | 19.01 | 1.3 | 0.57 |
| 1200 °C | 40.27 | 0.85 | 30.03 | 25.89 | 2.09 | 0.87 |
| 1300 °C | 73.48 | 2.99 | 0 | 20.81 | 1.93 | 0.79 |
| 1400°C | 84.76 | 4.02 | 0 | 9.8 | 0.99 | 0.43 |
| 1500 °C | 91.43 | 4.15 | 0 | 3.82 | 0.41 | 0.19 |
| 1600 °C | 93.8 | 4.21 | 0 | 1.7 | 0.2 | 0.09 |
| Gas Phase | LS Phase | ||||||
|---|---|---|---|---|---|---|---|
| Temperature | CuCl | CuCl2 | CuCl | CuFeS2 | CuS | Cu2S | CuO·Al2O3 |
| 1100 °C | 0.14 | 0 | 31.27 | 34.33 | 16.23 | 13.9 | 4.13 |
| 1200 °C | 0.86 | 0.01 | 55.5 | 16.54 | 8.41 | 11.97 | 6.71 |
| 1300 °C | 4.19 | 0.08 | 85.06 | 0 | 0 | 0 | 10.67 |
| 1400 °C | 12.12 | 0.29 | 75.87 | 0 | 0 | 0 | 11.72 |
| 1500 °C | 32.4 | 1.11 | 55 | 0 | 0 | 0 | 11.49 |
| 1600 °C | 58.96 | 2.72 | 28.88 | 0 | 0 | 0 | 9.44 |
| Gas Phase | LS Phase | ||||
|---|---|---|---|---|---|
| Alkalinity | FeCl2 | Fe2O3 | FeO | Other Iron Oxides | Iron-Bearing Silicate |
| 0.4 | 6.53 | 2.59 | 4.99 | 21.19 | 64.69 |
| 0.6 | 5.39 | 6.18 | 6.36 | 26.51 | 55.58 |
| 0.8 | 4.05 | 12.18 | 8.15 | 33.49 | 42.12 |
| 1 | 2.51 | 21.07 | 10.33 | 41.92 | 24.17 |
| 1.2 | 1.34 | 28.17 | 11.82 | 47.64 | 11.04 |
| 1.4 | 0.9 | 31.13 | 12.24 | 49.33 | 6.4 |
| Gas Phase | LS Phase | ||||||
|---|---|---|---|---|---|---|---|
| Alkalinity | PbCl2 | PbS | PbCl4 | PbCl | PbS | PbCl2 | PbSiO3 |
| 0.4 | 50.76 | 13.94 | 19.29 | 12.21 | 0 | 3.49 | 0.31 |
| 0.6 | 47.18 | 24.01 | 8.26 | 16.72 | 0 | 3.56 | 0.27 |
| 0.8 | 36.11 | 38.91 | 2.83 | 19.13 | 0 | 2.84 | 0.17 |
| 1 | 21.07 | 58.53 | 0.64 | 17.99 | 0 | 1.7 | 0.07 |
| 1.2 | 10.54 | 73.37 | 0.13 | 14.24 | 0 | 0.86 | 0.86 |
| 1.4 | 7.33 | 79.23 | 0.05 | 12.64 | 0.13 | 0.61 | 0.01 |
| Gas Phase | LS Phase | ||||||
|---|---|---|---|---|---|---|---|
| Alkalinity | ZnCl2 | Zn | ZnS | ZnO | ZnSiO3 | ZnCl2 | ZnO·Al2O3 |
| 0.4 | 92.18 | 0.3 | 0 | 4.83 | 1.86 | 0.81 | 0.02 |
| 0.6 | 89.49 | 0.63 | 0 | 7.26 | 1.69 | 0.87 | 0.06 |
| 0.8 | 84.51 | 1.33 | 0 | 11.68 | 1.34 | 0.85 | 0.29 |
| 1 | 72.93 | 2.97 | 0 | 20.65 | 0.79 | 0.75 | 1.91 |
| 1.2 | 50.78 | 7.48 | 0 | 30.79 | 0.22 | 0.35 | 10.38 |
| 1.4 | 36.76 | 6.12 | 1.34 | 34.26 | 0.16 | 0.39 | 20.97 |
| Gas Phase | LS Phase | ||||||
|---|---|---|---|---|---|---|---|
| Alkalinity | CuCl | CuCl2 | CuCl | CuFeS2 | CuS | Cu2S | CuO·Al2O3 |
| 0.4 | 5.42 | 0.35 | 93.92 | 0 | 0 | 0 | 0.31 |
| 0.6 | 4.95 | 0.22 | 94.02 | 0 | 0 | 0 | 0.81 |
| 0.8 | 4.68 | 0.14 | 92.7 | 0 | 0 | 0 | 2.48 |
| 1 | 4.19 | 0.08 | 85.06 | 0 | 0 | 0 | 10.67 |
| 1.2 | 2.93 | 0.03 | 60.36 | 0 | 0 | 0 | 36.68 |
| 1.4 | 2 | 0.02 | 41.73 | 0.29 | 0.34 | 0.73 | 54.89 |
| Gas Phase | LS Phase | LM Phase | |||||
|---|---|---|---|---|---|---|---|
| Atmosphere | FeCl2 | Fe2O3 | FeO | Other Iron Oxides | Iron-Bearing Silicate | Iron-Bearing Sulfide | Fe |
| RA | 0 | 0 | 0 | 0 | 10.54 | 26.96 | 62.5 |
| DMA | 4.09 | 12.29 | 8.22 | 32.93 | 42.47 | 0 | 0 |
| OA | 0 | 84.7 | 0 | 5.03 | 10.27 | 0 | 0 |
| Gas Phase | LM Phase | |||||
|---|---|---|---|---|---|---|
| Atmosphere | Pb | PbCl | PbS | PbCl2 | PbCl4 | Pb |
| RA | 20.65 | 19.83 | 8.89 | 0 | 0 | 50.63 |
| DMA | 0 | 19.72 | 40.12 | 37.24 | 2.92 | 0 |
| OA | 0 | 0 | 0 | 0.19 | 99.81 | 0 |
| Gas Phase | LS Phase | ||||
|---|---|---|---|---|---|
| Atmosphere | Zn | ZnCl2 | ZnS | ZnO | ZnSiO3 |
| RA | 91.76 | 1.33 | 6.91 | 0 | 0 |
| DMA | 1.34 | 85.49 | 0 | 11.82 | 1.35 |
| OA | 0 | 96.67 | 0 | 3.02 | 0.31 |
| Gas Phase | LS Phase | LM Phase | ||||
|---|---|---|---|---|---|---|
| Atmosphere | CuCl | CuCl2 | CuCl | CuO·Al2O3 | CuO | Cu |
| RA | 0 | 0 | 1.61 | 0 | 0 | 98.39 |
| DMA | 4.68 | 0 | 92.83 | 2.49 | 0 | 0 |
| OA | 6.46 | 15.64 | 7.23 | 66.72 | 3.95 | 0 |
| Gas Phase | LS Phase | |||||
|---|---|---|---|---|---|---|
| Raw Materials | FeCl2 | Fe2O3 | FeO | Other Iron Oxides | Iron-Bearing Silicate | Iron-Bearing Sulfide |
| R—IFA | 4.09 | 12.28 | 8.22 | 32.94 | 42.47 | 0 |
| WW—IFA | 0.61 | 0.06 | 2.03 | 7.5 | 17.77 | 72.03 |
| Gas Phase | LS Phase | ||||||
|---|---|---|---|---|---|---|---|
| Raw Materials | PbCl2 | PbS | PbCl4 | PbCl | Pb | PbCl2 | PbS |
| R—IFA | 36.18 | 38.97 | 2.84 | 19.16 | 0 | 2.85 | 0 |
| WW—IFA | 4.64 | 60.09 | 0.02 | 10.03 | 0.64 | 0.01 | 24.57 |
| Gas Phase | LS Phase | ||||||
|---|---|---|---|---|---|---|---|
| Raw Materials | ZnCl2 | Zn | ZnS | ZnO | ZnSiO3 | ZnCl2 | ZnO·Al2O3 |
| R—IFA | 84.52 | 1.33 | 0 | 11.67 | 1.34 | 0.85 | 0.29 |
| WW—IFA | 7.85 | 2.05 | 88.15 | 1.78 | 0.17 | 0 | 0 |
| Gas Phase | LS Phase | |||||
|---|---|---|---|---|---|---|
| Raw Materials | CuCl | CuO·Al2O3 | CuS | CuFeS2 | Cu2S | CuCl |
| R—IFA | 4.68 | 2.49 | 0 | 0 | 0 | 92.83 |
| WW—IFA | 0.66 | 0.17 | 27.88 | 43.94 | 27.13 | 0.22 |
| Gas Phase | LS Phase | LM Phase | |||||
|---|---|---|---|---|---|---|---|
| Melting Mode | PbCl2 | PbS | PbCl4 | PbCl | Pb | PbCl2 | Pb |
| DM | 36.17 | 38.98 | 2.84 | 19.16 | 0 | 2.85 | 0 |
| IBM | 1.83 | 1.92 | 0 | 11.65 | 2.2 | 0.12 | 82.28 |
| Gas Phase | LS Phase | LM Phase | ||||||
|---|---|---|---|---|---|---|---|---|
| Melting Mode | ZnCl2 | Zn | ZnS | ZnO | ZnSiO3 | ZnCl2 | ZnO·Al2O3 | Zn |
| DM | 84.52 | 1.33 | 0 | 11.67 | 1.34 | 0.85 | 0.29 | 0 |
| IBM | 23.29 | 53.06 | 13.98 | 3.8 | 0.33 | 0.19 | 0.11 | 5.24 |
| Gas Phase | LS Phase | LM Phase | |||
|---|---|---|---|---|---|
| Melting Mode | CuCl | CuO·Al2O3 | CuFeS2 | CuCl | Cu |
| DM | 4.68 | 2.49 | 0 | 92.83 | 0 |
| IBM | 0.06 | 0 | 0.48 | 1.05 | 98.41 |
| Fe | Pb | Zn | Cu | |||||
|---|---|---|---|---|---|---|---|---|
| Temperature | TR | ER | TR | ER | TR | ER | TR | ER |
| 1100 °C | 99.71 | 85.01 | 26.35 | 20.8 | 87.43 | 80.71 | 99.86 | 89.52 |
| 1200 °C | 99 | 86.7 | 7.08 | 4.88 | 58.88 | 53.28 | 99.13 | 85.26 |
| 1300 °C | 97.54 | 80.64 | 1.91 | 1.55 | 23.53 | 20.13 | 95.73 | 75.2 |
| 1400 °C | 95.94 | 76.98 | 1.65 | 1.31 | 11.22 | 8.92 | 87.59 | 70.84 |
| 1500 °C | 94.57 | 72.27 | 0.86 | 0.73 | 4.42 | 3.35 | 66.48 | 50.95 |
| 1600 °C | 95.24 | 68.94 | 0.4 | 0.32 | 1.99 | 1.61 | 38.32 | 21.48 |
| Gas Phase | LS Phase | LM Phase | ||||
|---|---|---|---|---|---|---|
| TR | ER | TR | ER | TR | ER | |
| Pb | 97.15 | 98.61 | 2.85 | 1.39 | 0 | 0 |
| Zn | 85.84 | 93.41 | 14.16 | 6.59 | 0 | 0 |
| Cu | 4.68 | 16.85 | 95.32 | 83.15 | 0 | 0 |
| Gas Phase | LS Phase | LM Phase | ||||
|---|---|---|---|---|---|---|
| TR | ER | TR | ER | TR | ER | |
| Pb | 17.6 | 17.48 | 0.12 | 5.1 | 82.28 | 77.42 |
| Zn | 76.35 | 77.12 | 18.41 | 12.53 | 5.24 | 10.35 |
| Cu | 0.06 | 4.15 | 1.52 | 6.31 | 98.42 | 89.54 |
| Gas Phase | LS Phase | LM Phase | ||||
|---|---|---|---|---|---|---|
| TR | ER | TR | ER | TR | ER | |
| Fe | 0 | 5.27 | 100 | 94.73 | 0 | 0 |
| Pb | 100 | 98.17 | 0 | 1.83 | 0 | 0 |
| Zn | 96.67 | 93.35 | 3.33 | 6.65 | 0 | 0 |
| Cu | 22.1 | 25.15 | 77.9 | 74.85 | 0 | 0 |
| Gas Phase | LS Phase | LM Phase | ||||
|---|---|---|---|---|---|---|
| TR | ER | TR | ER | TR | ER | |
| Fe | 0 | 3.26 | 37.49 | 43.15 | 62.51 | 53.59 |
| Pb | 49.37 | 60.32 | 0 | 4.48 | 50.63 | 35.2 |
| Zn | 93.09 | 85.99 | 6.91 | 5.69 | 0 | 8.32 |
| Cu | 0 | 7.39 | 1.61 | 3.07 | 98.39 | 89.54 |
References
- Juan María, T.S.; Jorge, S.M.; Evaristo Rafael, M.L.; Francisco Antonio, C.I. Leaching of Zinc for Subsequent Recovery by Hydrometallurgical Techniques from Electric Arc Furnace Dusts and Utilisation of the Leaching Process Residues for Ceramic Materials for Construction Purposes. Metals 2021, 11, 1603. [Google Scholar]
- Wang, C.; Chen, L.Z.; Liu, Z.J.; Li, Y.; Wang, Y.Z.; Jiao, K.X. A new technology for treating waste incineration fly ash by shaft furnace. J. Iron Steel Res. Int. 2021, 28, 773–784. [Google Scholar] [CrossRef]
- Zheng, C.H.; He, C.L.; Yang, Y.J.; Toyohisa, F.; Wang, G.F.; Yang, W.C. Characterization of waste amidoxime chelating resin and its reutilization performance in adsorption of Pb(II), Cu(II), Cd(II) and Zn(II) Ions. Metals 2022, 12, 149. [Google Scholar] [CrossRef]
- Long, H.M.; Shi, Q.; Zhang, H.L.; Wei, R.F.; Chun, T.J.; Li, J.X. Application status and comparison of dioxin removal technologies for iron ore sintering process. J. Iron Steel Res. Int. 2018, 25, 357–365. [Google Scholar] [CrossRef]
- Liang, M.; Li, X.B.; Liu, H.W.; Liu, C. Research progress of flue gas treatment technology for domestic waste incineration. Environ. Sanit. Eng. 2013, 21, 49–52. [Google Scholar]
- Mckay, G. Dioxin characterisation, formation and minimisation during municipal solid waste (MSW) incineration: Review. Chem. Eng. J. 2002, 86, 343–368. [Google Scholar] [CrossRef]
- Zhang, H.Y.; Zhao, Y.C.; Qi, J.Y. Physicochemical property of MSWI fly ash. Environ. Sci. Technol. 2008, 11, 96–99. [Google Scholar]
- Li, M.; Xiang, J.; Hu, S. Characterization of solid residues from municipal solid waste incinerator. Fuel 2004, 83, 1397–1405. [Google Scholar] [CrossRef]
- Zacco, A.; Borgese, L.; Gianoncelli, A. Review of fly ash incineration treatments and recycling. Environ. Chem. Lett. 2014, 12, 153–175. [Google Scholar] [CrossRef]
- Yang, L.Z.; Hu, H.; Yang, Z.S.; Xue, B.T.; Guo, Y.F.; Wang, S. A review on bath fluid flow stirring technologies in EAF steelmaking. J. Iron Steel Res. Int. 2021, 28, 1341–1351. [Google Scholar] [CrossRef]
- Lv, M.; Li, H.; Xing, X.D.; Lin, T.C.; Hu, S.Y.; Xie, K. Variation in Multiphase Flow Characteristics by Nozzle-Twisted Lance Blowing in Converter Steelmaking Process. Steel Res. Int. 2021, 93, 2100409. [Google Scholar] [CrossRef]
- Park, Y.J.; Heo, J. Vitrification of fly ash from municipal solid waste incinerator. J. Hazard. Mater. 2002, 91, 83–93. [Google Scholar] [CrossRef]
- Cheng, T.W.; Chu, J.P.; Zeng, C.C. Treatment and recycling of incinerated ash using thermal plasma technology. Waste Manag. 2002, 22, 485–490. [Google Scholar] [CrossRef]
- Sakai, S.I.; Hiraoka, M. Municipal solid waste incinerator residue recycling by thermal processes. Waste Manag. 2000, 20, 249–258. [Google Scholar] [CrossRef]
- Das, B.; Prakash, S.; Reddy, P. An overview of utilization of slag and sludge from steel industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Ma, W.; Shi, W.; Shi, Y. Plasma vitrification and heavy metals solidification of MSW and sewage sludge incineration fly ash. J. Hazard. Mater. 2020, 408, 124809. [Google Scholar] [CrossRef]
- Jiao, F.C.; Ma, X.L.; Liu, T. Effect of atmospheres on transformation of heavy metals during thermal treatment of MSWI fly ash: By thermodynamic equilibrium calculation. Molecules 2021, 27, 131. [Google Scholar] [CrossRef]
- Jung, C.H.; Matsuto, T.; Tanaka, N. Behavior of metals in ash melting and gasification-melting of municipal solid waste (MSW). Waste Manag. 2005, 25, 301–310. [Google Scholar] [CrossRef] [Green Version]
- Takaoka, M.; Takeda, N.; Miura, S. The behaviour of heavy metals and phosphorus in an ash melting process. Wastewater Sludge-Waste Resour. 1997, 36, 275–282. [Google Scholar] [CrossRef]
- Wang, X.T.; Jin, B.S.; Xu, B. Effect of different oxide additives on migration behavior of heavy metals of MSWI fly ash in swirling melting furnace. Proc. CSEE 2014, 34, 2754–2760. [Google Scholar]
- Jakob, A.; Stucki, S.; Kuhn, P. Evaporation of heavy metals during the heat treatment of municipal solid waste incinerator fly ash. Environ. Sci. Technol. 1995, 29, 2429–2436. [Google Scholar] [CrossRef] [PubMed]
- Nowak, B.; Rocha, S.F.; Aschenbrenner, P. Heavy metal removal from MSW fly ash by means of chlorination and thermal treatment: Influence of the chloride type. Chem. Eng. J. 2012, 179, 178–185. [Google Scholar] [CrossRef]
- Lu, X.L.; Wei, L.; Liu, Y.S. Effect of chlorine-containing compounds on evaporation of heavy metals in secondary gasification of fly ash from municipal solid waste incinerator. Acta Sci. Nat. Univ. Pekin. 2012, 48, 133–138. [Google Scholar]
- Liu, J.Y.; Sun, S.Y. Chlorination transformation and volatilization of heavy metals in fly ash from the incineration during the disposal process with higher temperature. Environ. Sci. 2012, 33, 3279–3287. [Google Scholar]
- Li, H.K. Experimental Study on the Melting of Municipal Solid Waste Incineration Fly Ash; Chongqing University: Chongqing, China, 2008. [Google Scholar]
- Wen, J. Study on Migration of Heavy Metals of Municipal Waste Incineration Fly Ash in Melting Process; Chongqing University: Chongqing, China, 2008. [Google Scholar]
- Wang, Y.K. Application of HSC chemistry software in university chemical scientific research. J. Henan Inst. Educ. 2013, 22, 28–30. [Google Scholar]
- Hu, M.; Hu, X.; Shao, Z. Thermodynamic equilibrium calculation of heavy metals during melting process of waste incineration ash. Chin. J. Environ. Eng. 2018, 12, 2672–2679. [Google Scholar]
- Xue, B.T.; Yang, L.Z.; Guo, Y.F.; Chen, F.; Wang, S.; Zheng, F.Q.; Yang, Z.S. Design and Construction of a Laboratory-Scale Direct-Current Electric Arc Furnace for Metallurgical and High-Titanium Slag Smelting Studies. Metals 2021, 11, 732. [Google Scholar] [CrossRef]
- Hu, H.; Yang, L.Z.; Guo, Y.F.; Chen, F.; Wang, S.; Zheng, F.Q.; Li, B. Numerical Simulation of Bottom-Blowing Stirring in Different Smelting Stages of Electric Arc Furnace Steelmaking. Metals 2021, 11, 799. [Google Scholar] [CrossRef]
- Huang, X.G. Molten Metal. In Ferrous Metallurgy Theory, 4th ed.; Beijing Metallurgical Industry Press: Beijing, China, 2014. [Google Scholar]
- Wang, X.T.; Jin, B.S.; Zhong, Z.P. Influence of atmospheres on behavior of heavy metals during melting process of fly ashes from municipal solid waste incinerator. Proc. CSEE 2006, 26, 47–52. [Google Scholar]
- Zhou, Y.; Wei, G.S. Theoretical analysis and experimental study of the application of CO2 in the smelting of 410S stainless steel. J. CO2 Util. 2022, 60, 102016. [Google Scholar] [CrossRef]
- Zhang, R.C.; Wei, X.F.; Hao, Q.; Si, R.F. Bioleaching of heavy metals from municipal solid waste incineration fly ash: Availability of recoverable sulfur prills and form transformation of heavy metals. Metals 2020, 10, 815. [Google Scholar] [CrossRef]







| Chemical Constituents | CaO | SiO2 | Al2O3 | MgO | Na2O | K2O | Fe2O3 | SO3 |
|---|---|---|---|---|---|---|---|---|
| R—IFA | 44.25 | 3.74 | 1.48 | 1.17 | 7.36 | 5.81 | 1.25 | 6.48 |
| WW—IFA | 64.87 | 5.48 | 2.17 | 1.72 | 0.54 | 0.43 | 1.83 | 9.50 |
| Cl | C | H2O | ZnO | PbO | CuO | Others | ||
| R—IFA | 20.81 | 2.51 | 2.71 | 0.551 | 0.155 | 0.049 | 1.67 | |
| WW—IFA | 1.22 | 3.68 | 5.0 | 0.808 | 0.228 | 0.072 | 2.45 |
| Conditions | Temperature | Alkalinity | Atmosphere | Raw Materials | Iron Bath |
|---|---|---|---|---|---|
| A | 1300 °C | 0.8 | DMA | R—IFA | No |
| B | 1300 °C | 0.8 | DMA | R—IFA | Yes |
| C | 1300 °C | 0.8 | OA | R—IFA | No |
| D | 1300 °C | 0.8 | RA | R—IFA | No |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Gong, C.; Yang, L.; Hu, M.; Hu, X. Thermodynamic and Experimental Study on Migration Characteristics of Heavy Metals during the Melting Process of Incineration Fly Ash. Metals 2022, 12, 1036. https://doi.org/10.3390/met12061036
Guo Y, Gong C, Yang L, Hu M, Hu X. Thermodynamic and Experimental Study on Migration Characteristics of Heavy Metals during the Melting Process of Incineration Fly Ash. Metals. 2022; 12(6):1036. https://doi.org/10.3390/met12061036
Chicago/Turabian StyleGuo, Yufeng, Chen Gong, Lingzhi Yang, Ming Hu, and Xun Hu. 2022. "Thermodynamic and Experimental Study on Migration Characteristics of Heavy Metals during the Melting Process of Incineration Fly Ash" Metals 12, no. 6: 1036. https://doi.org/10.3390/met12061036
APA StyleGuo, Y., Gong, C., Yang, L., Hu, M., & Hu, X. (2022). Thermodynamic and Experimental Study on Migration Characteristics of Heavy Metals during the Melting Process of Incineration Fly Ash. Metals, 12(6), 1036. https://doi.org/10.3390/met12061036