
Surface Topography Control of TA2 Pure Titanium in Laser Shock Peening



Abstract
:1. Introduction
2. FEM Simulation and Experiment
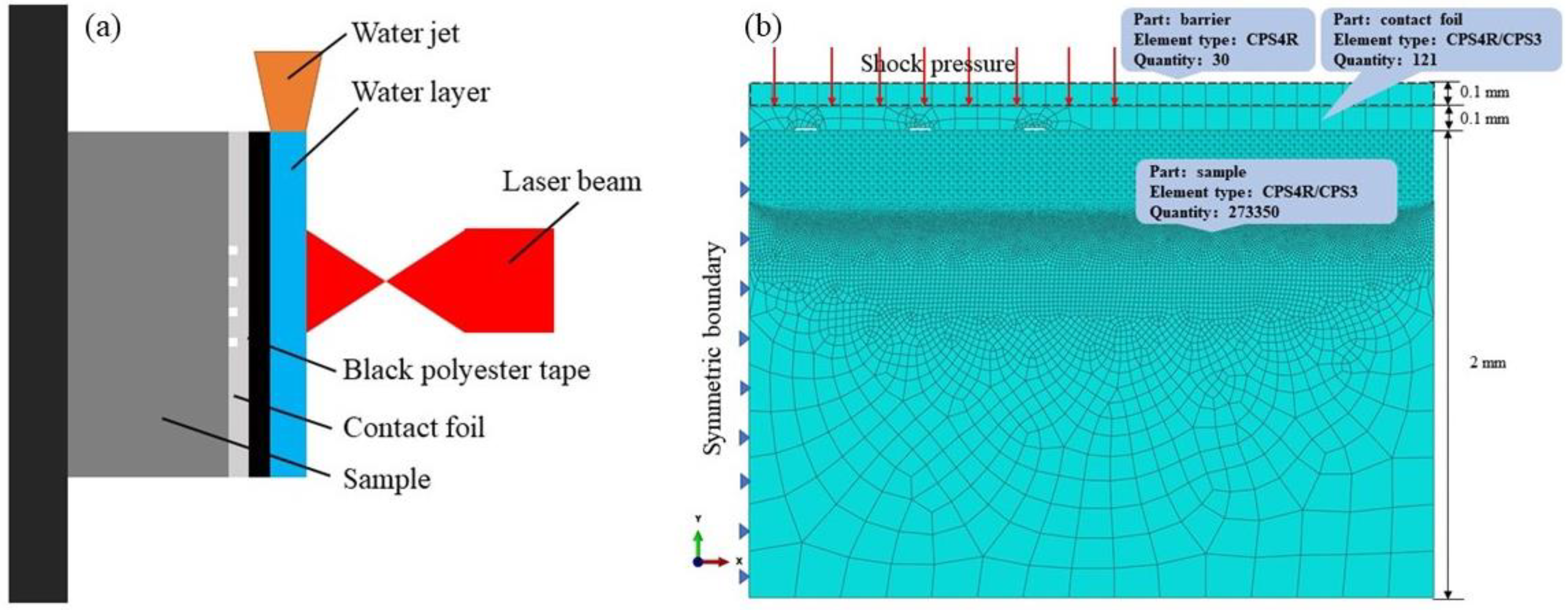
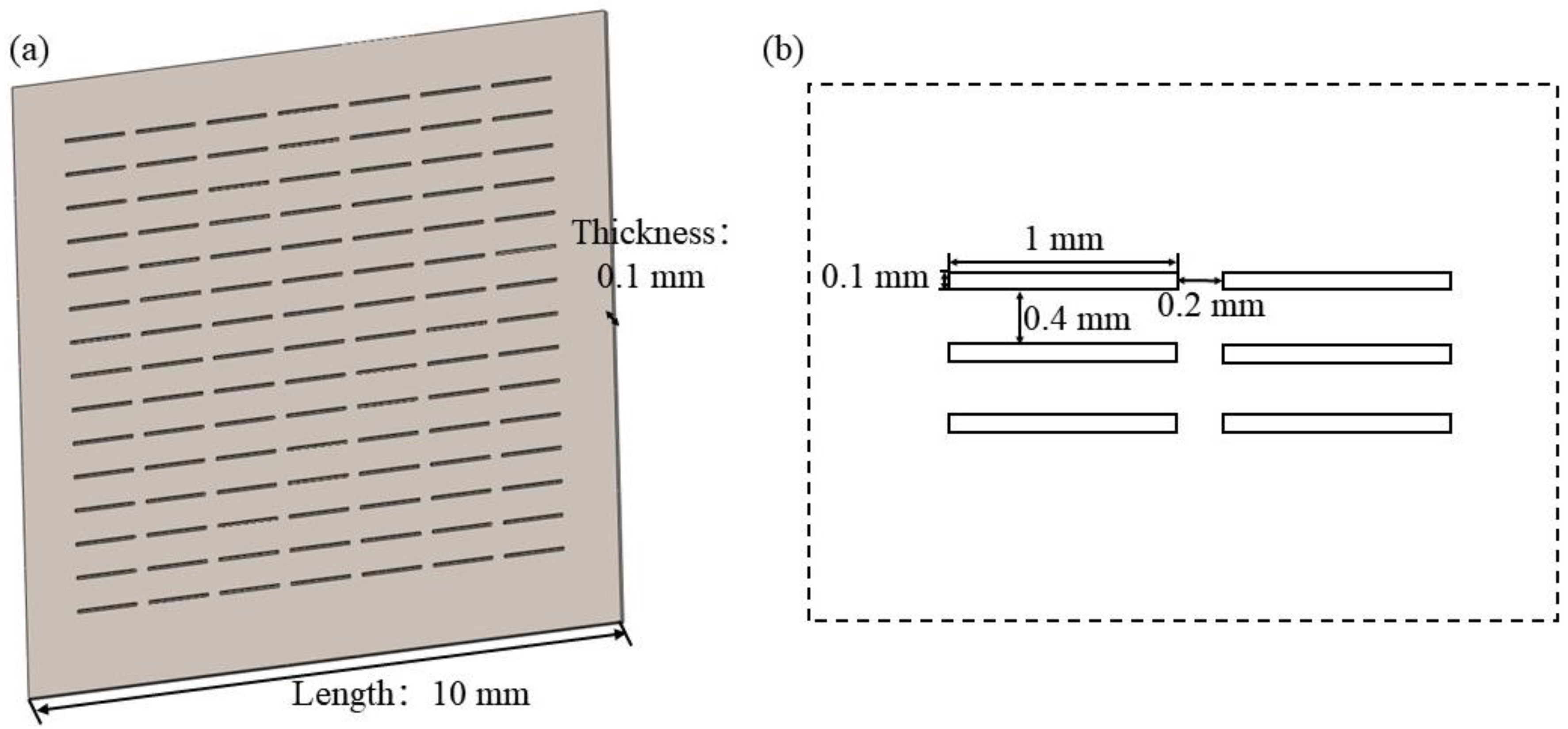
2.1. FEM Simulation
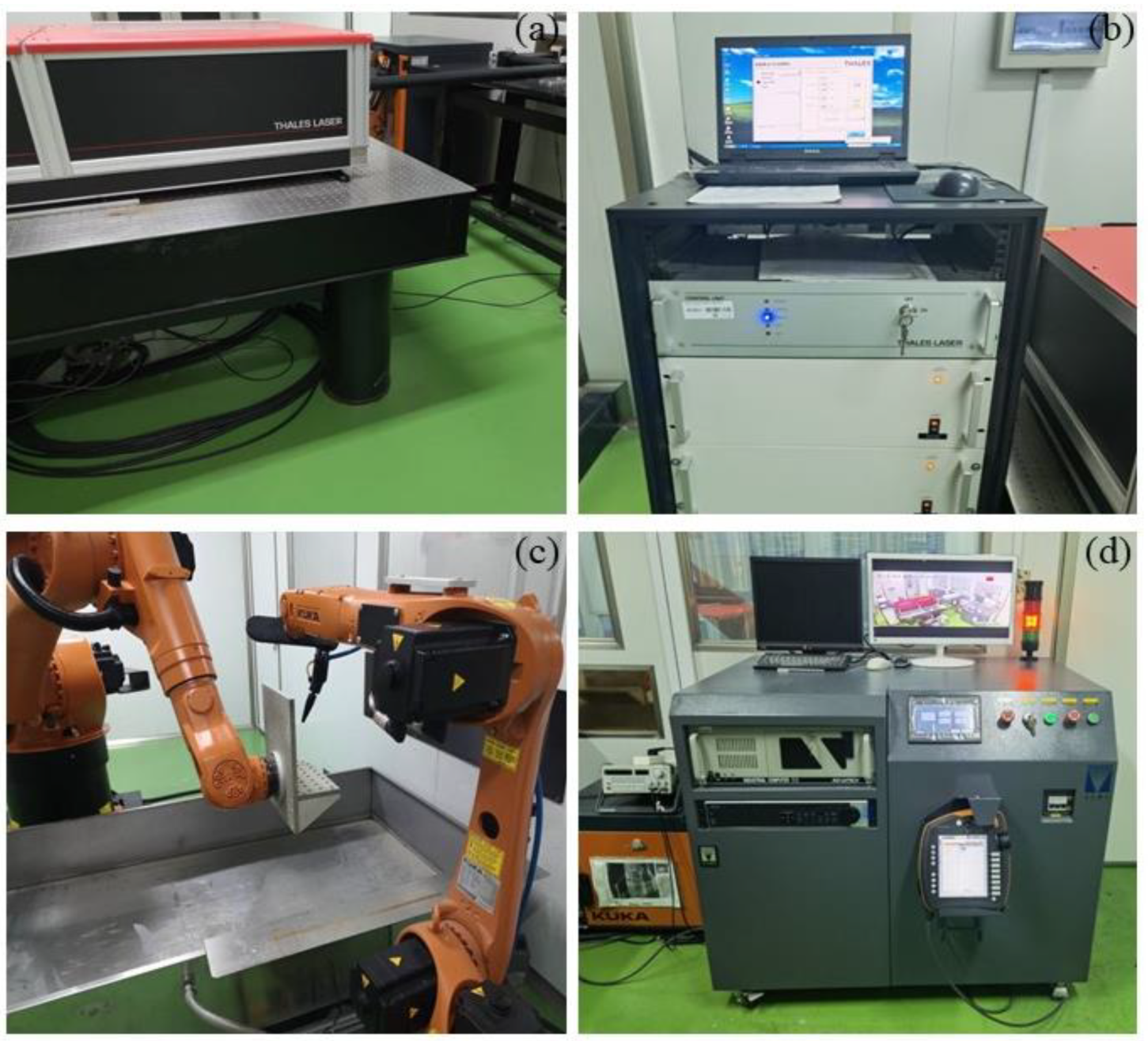
2.2. Experiment
3. Results and Discussion
3.1. FEM Simulation
3.2. Experiment Results
4. Conclusions
- (1)
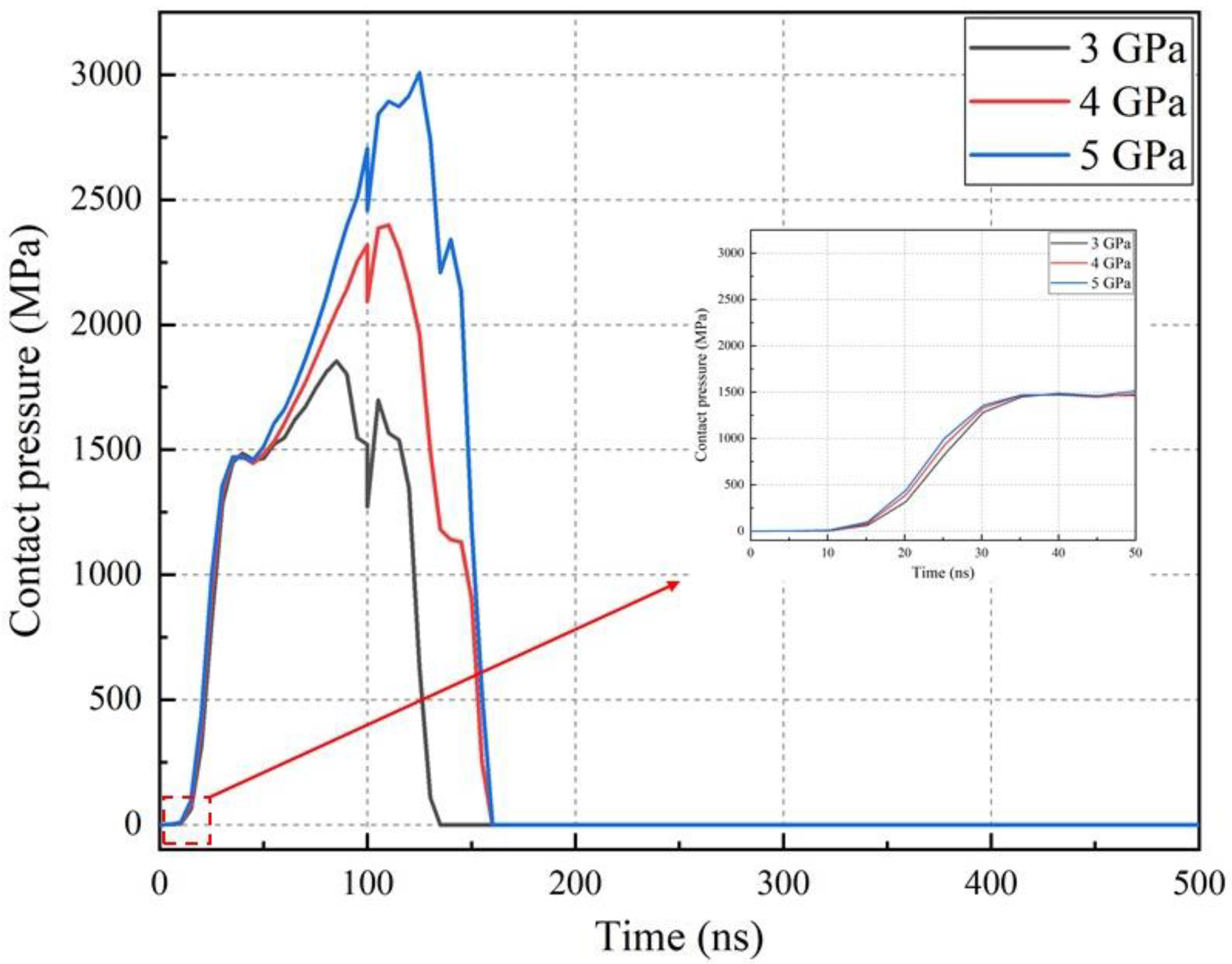
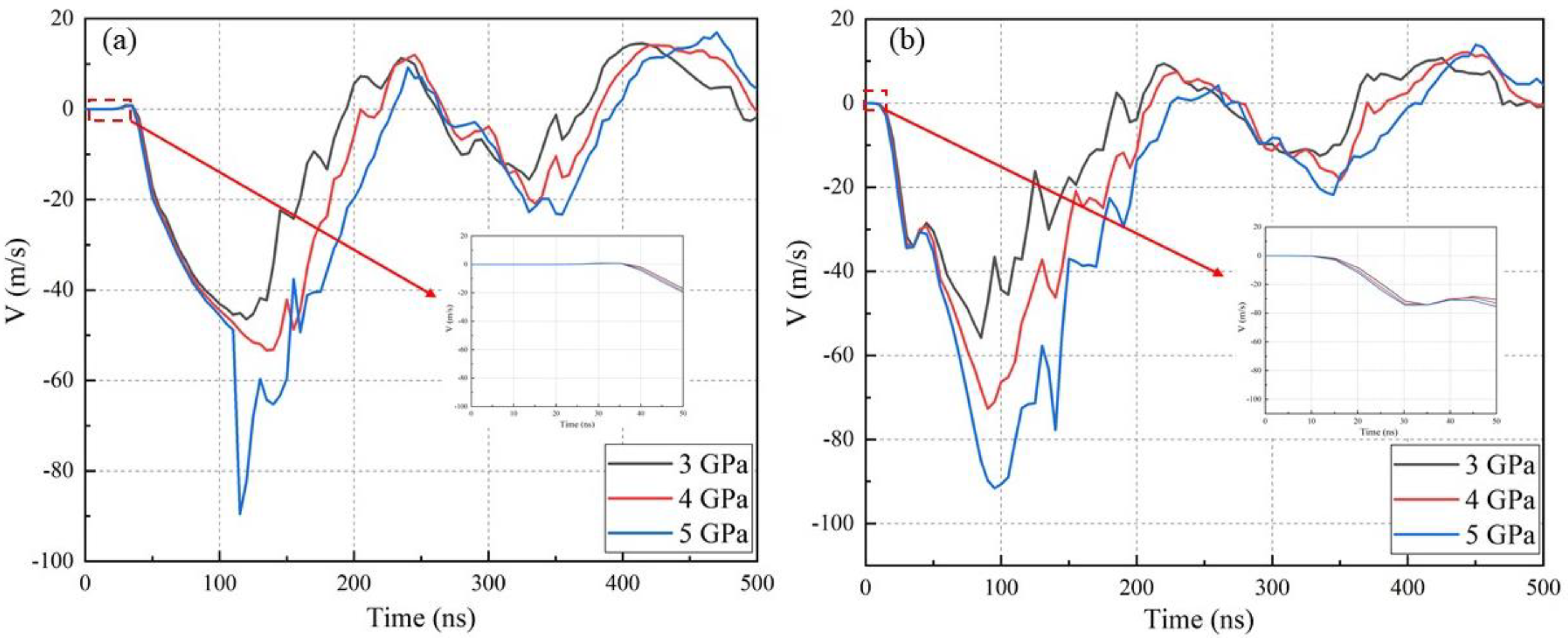
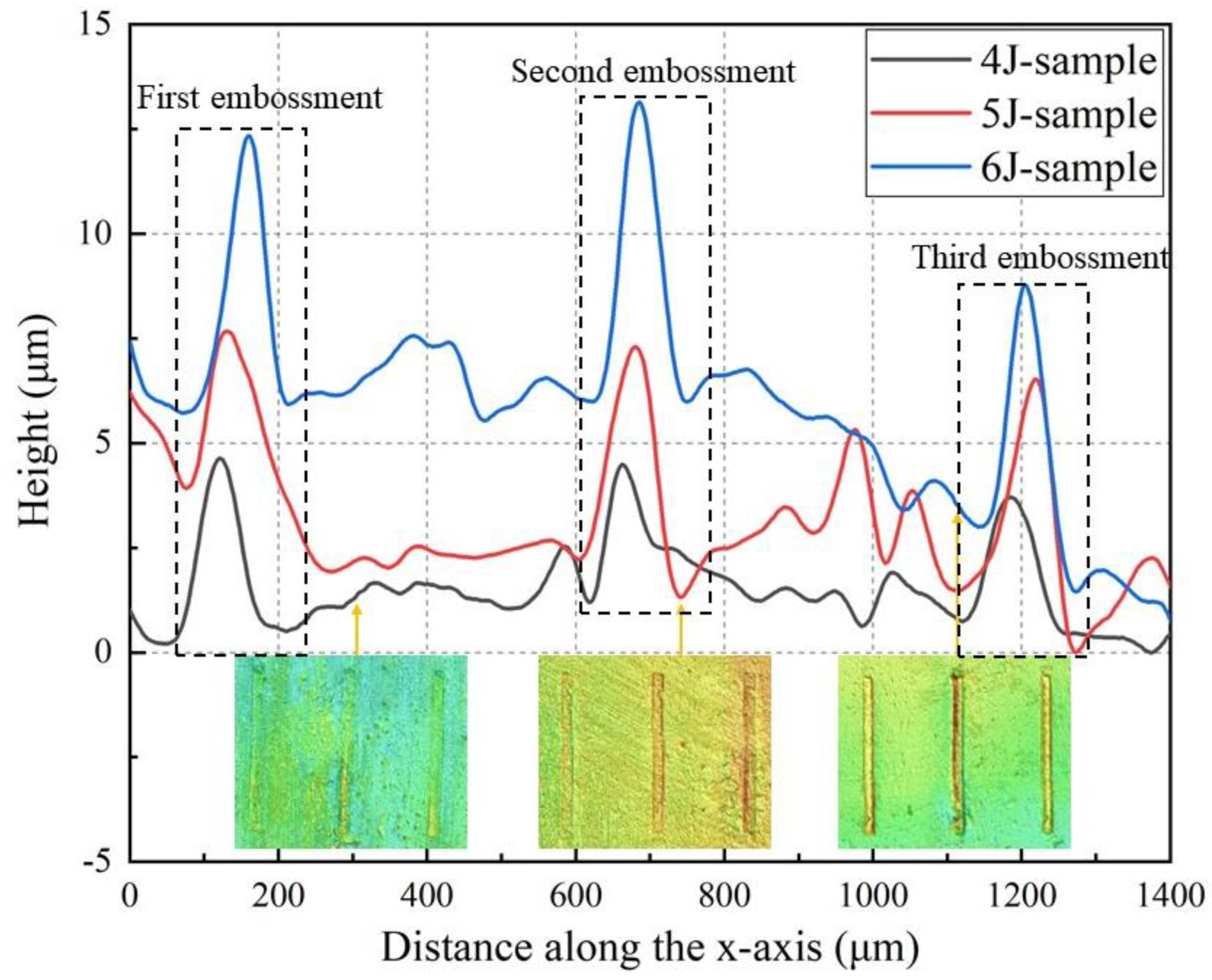
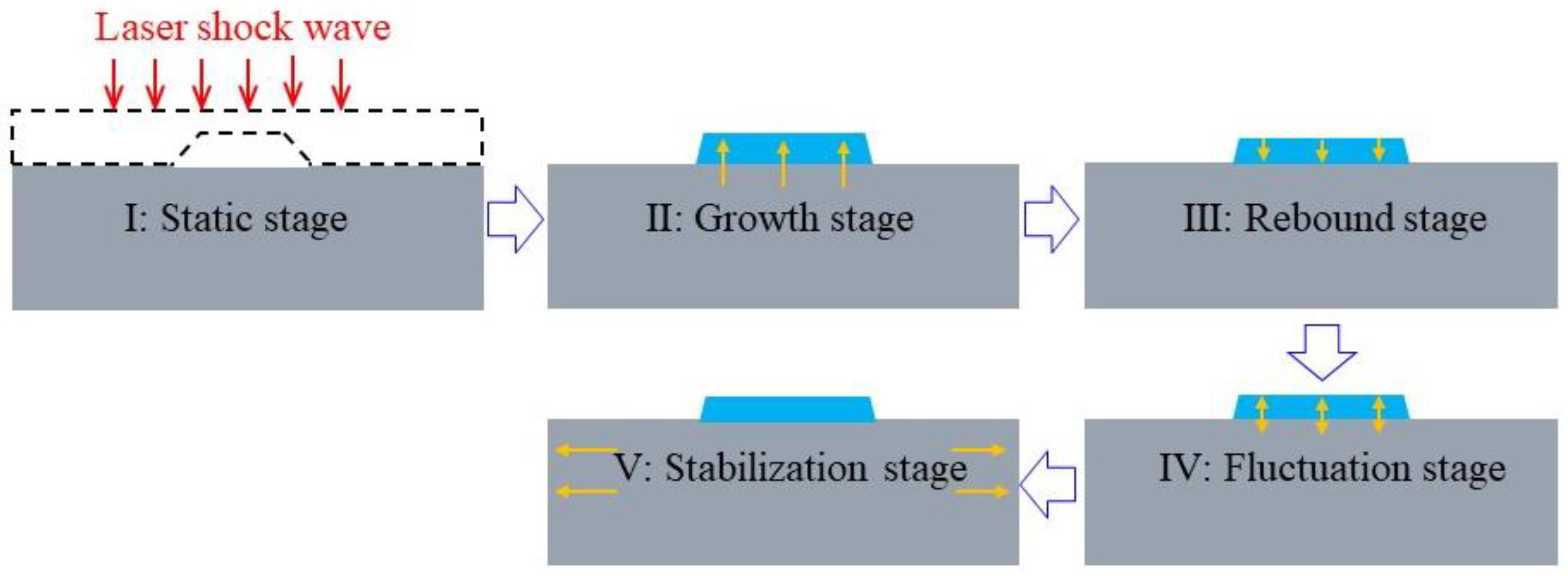
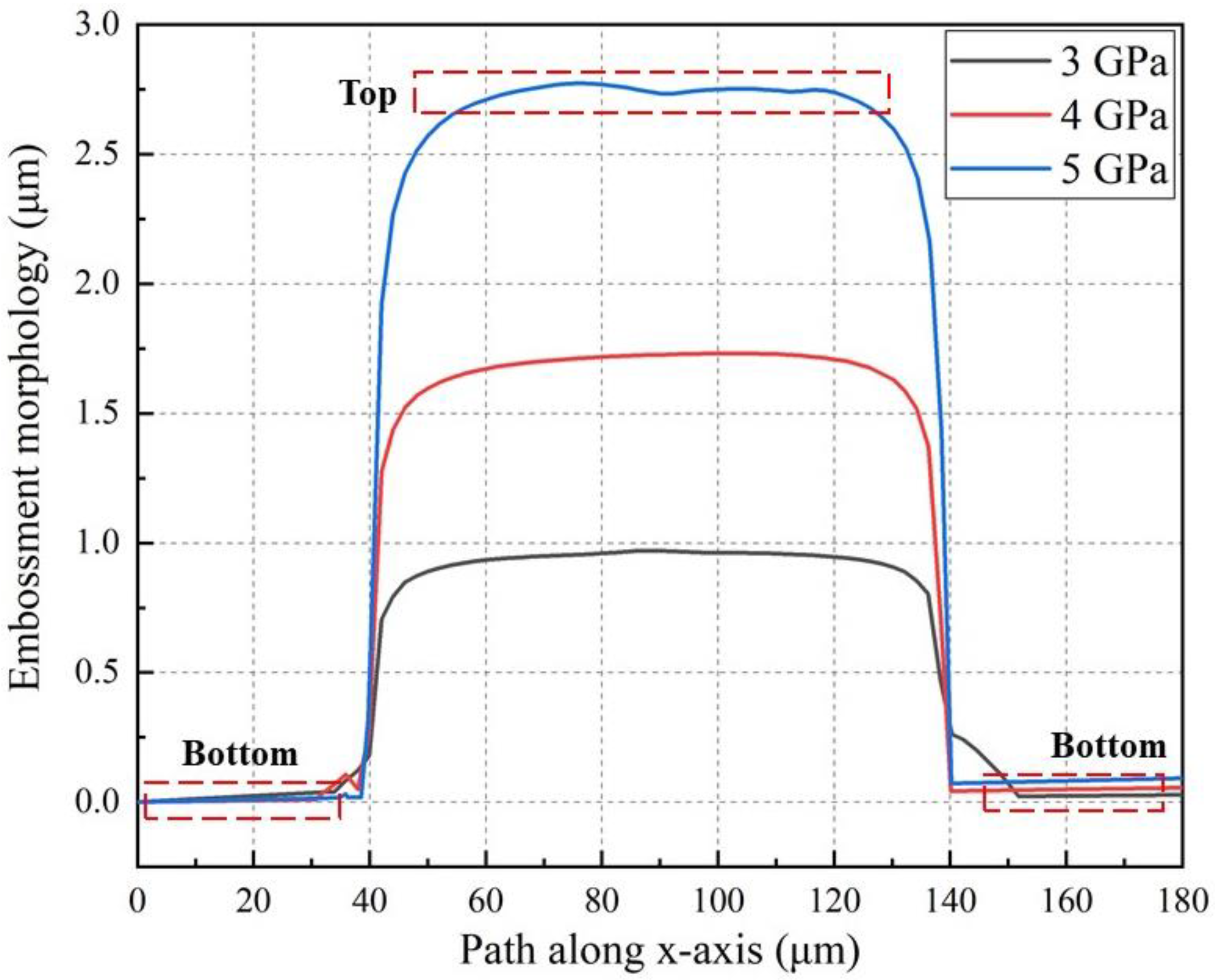
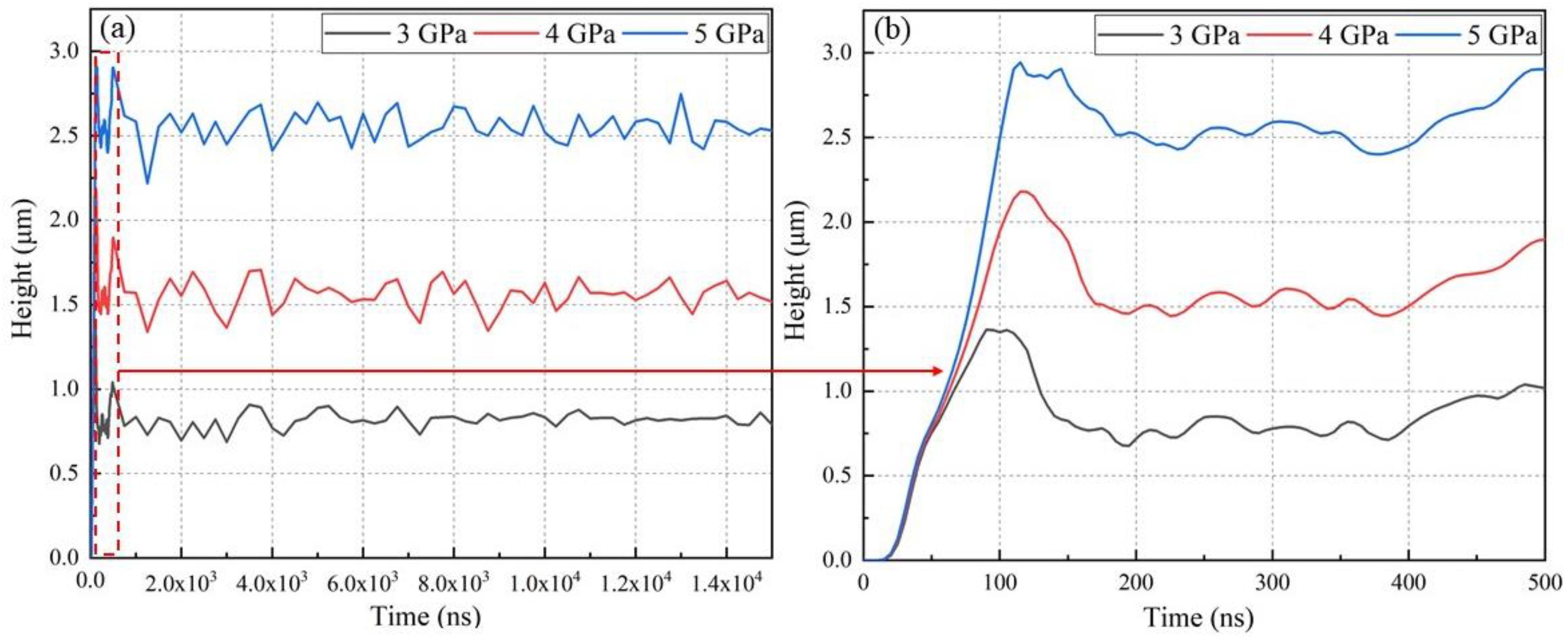
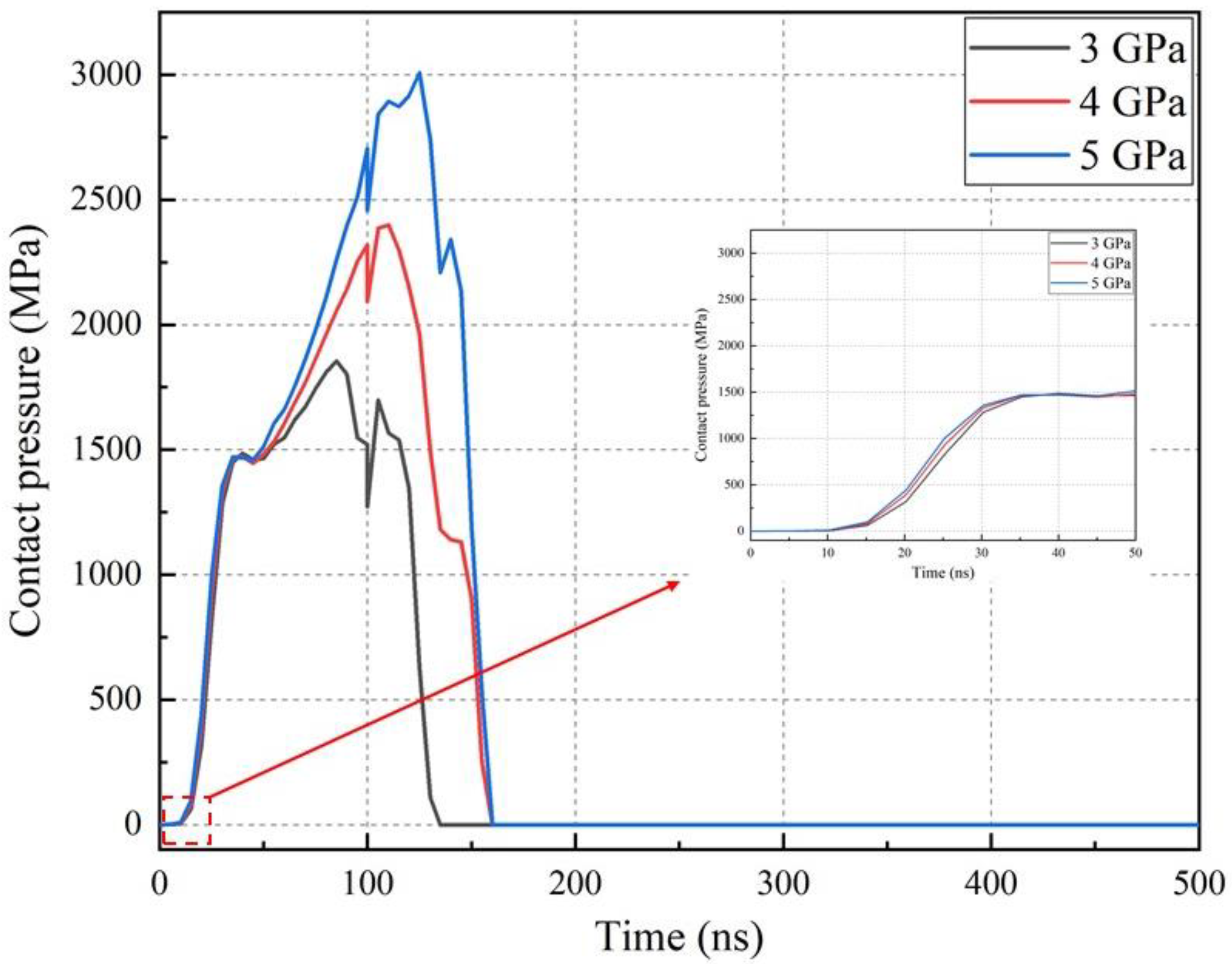
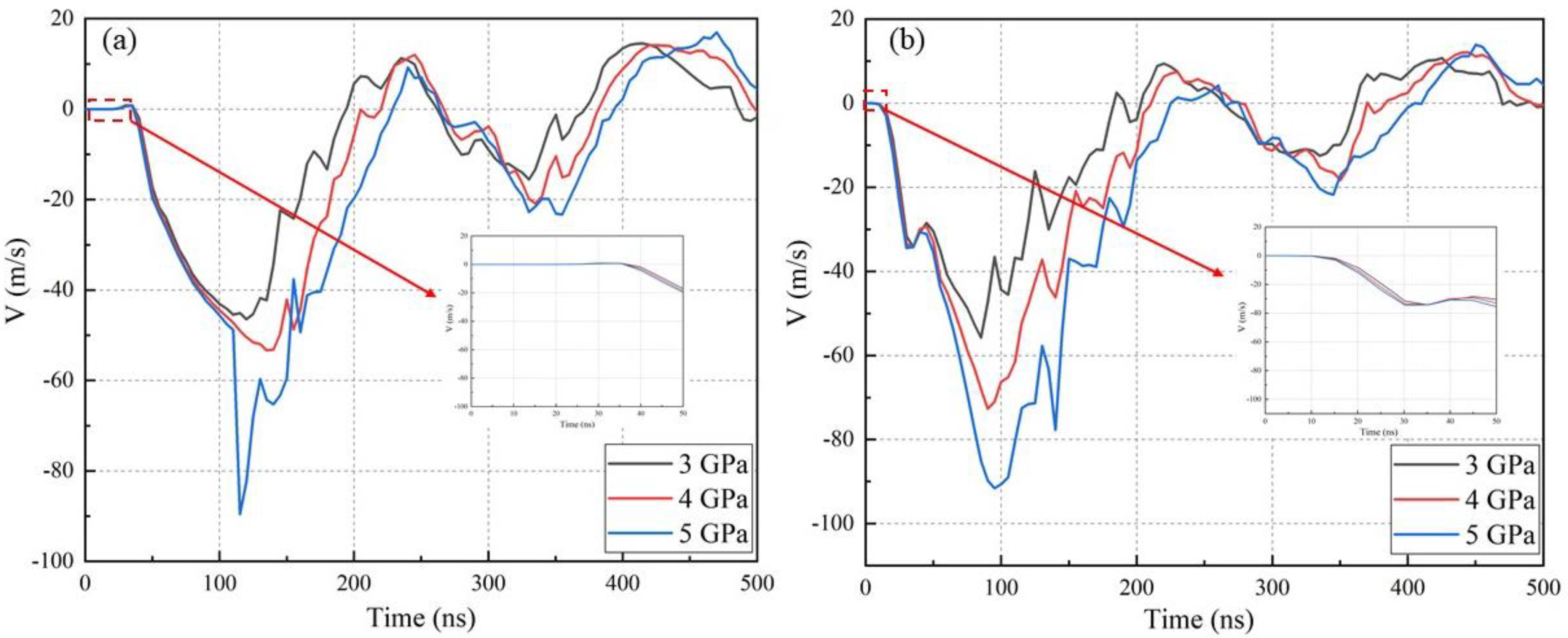
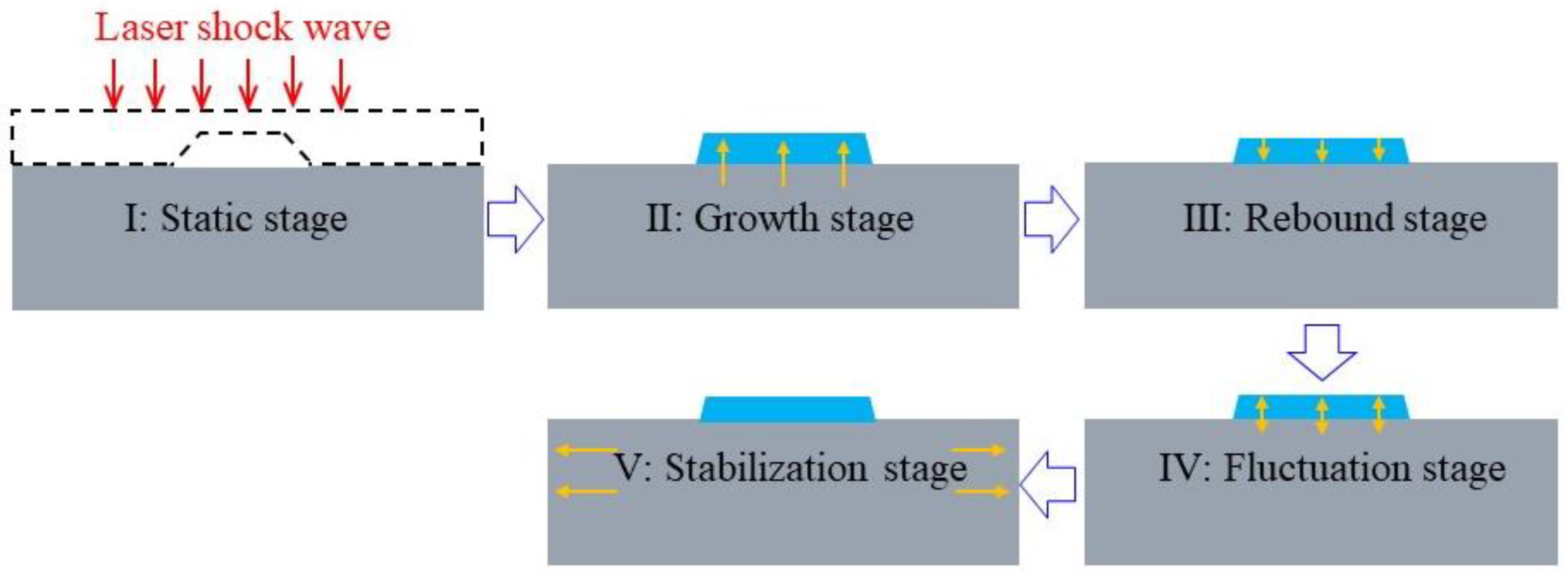
- The height of the embossment is proportional to the loading peak pressure. With an increase in loading pressure, the contact pressure and time between the sample surface and the contact foil increase, and the height of the embossment also increases. The forming process of the embossment on the sample surface can be divided into the stages of static, growth, rebound, fluctuation and stabilization.
- (2)
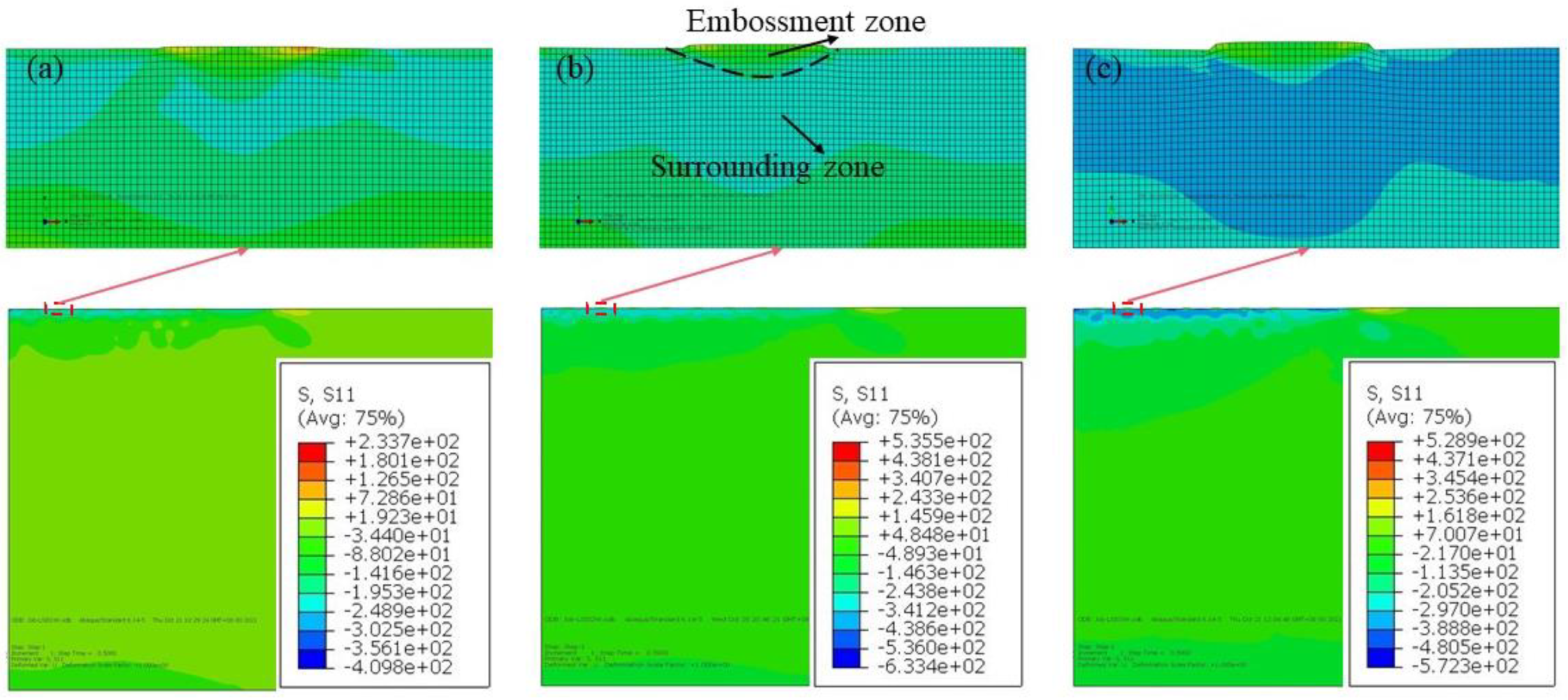
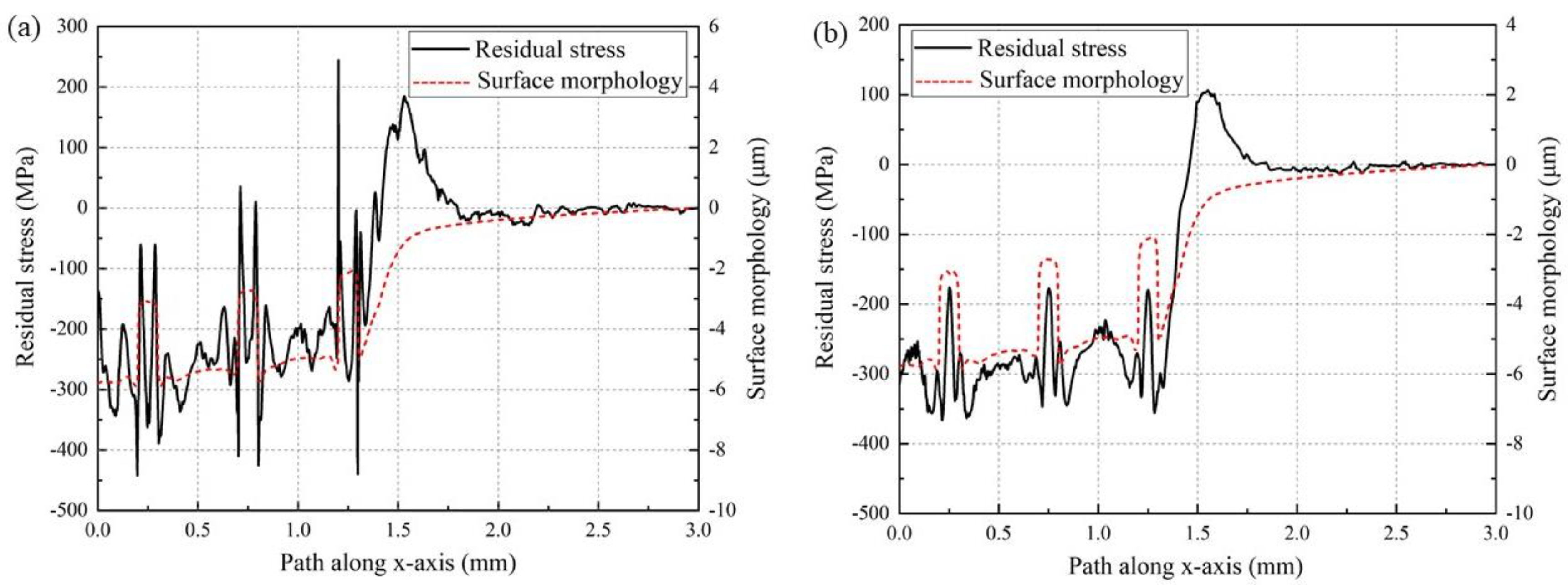
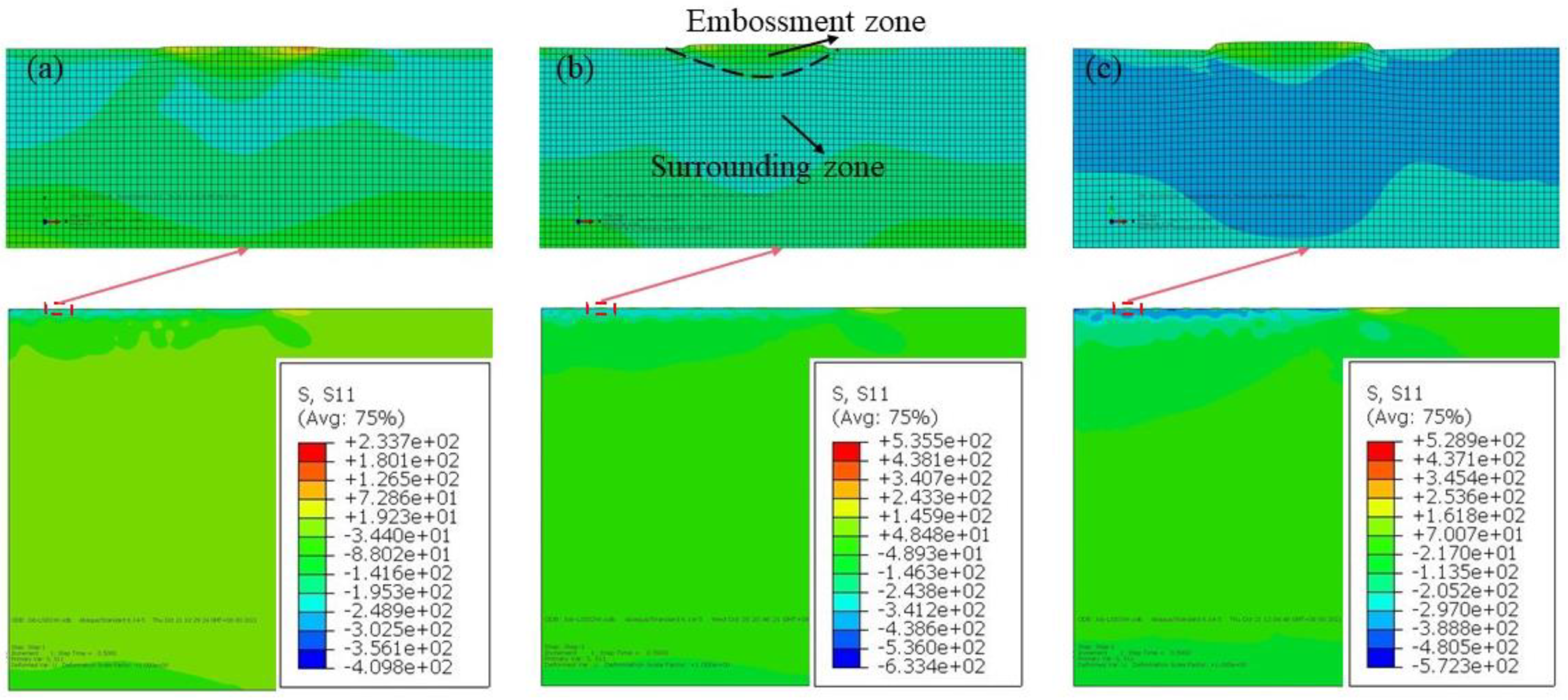
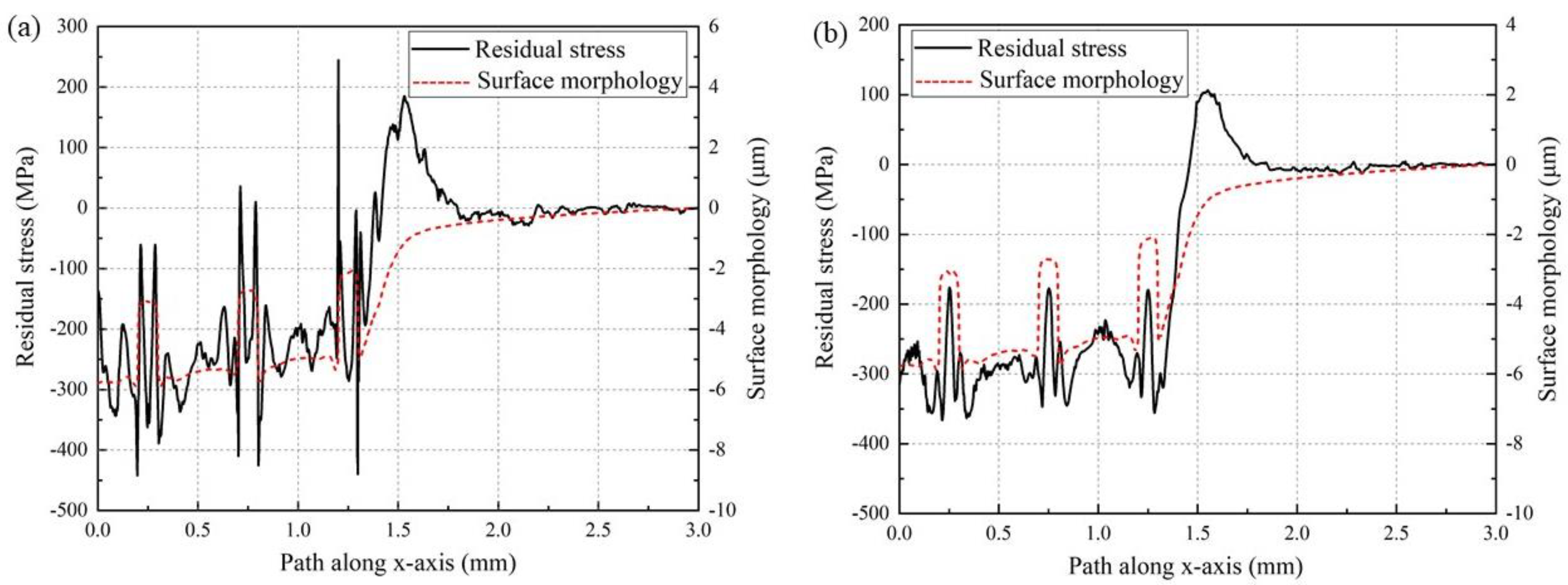
- A difference in residual stress between the embossment and surrounding zones is generated when the loading pressure increases to a certain extent, and extremely high tensile residual stress also appears on the edge of the embossment.
- (3)
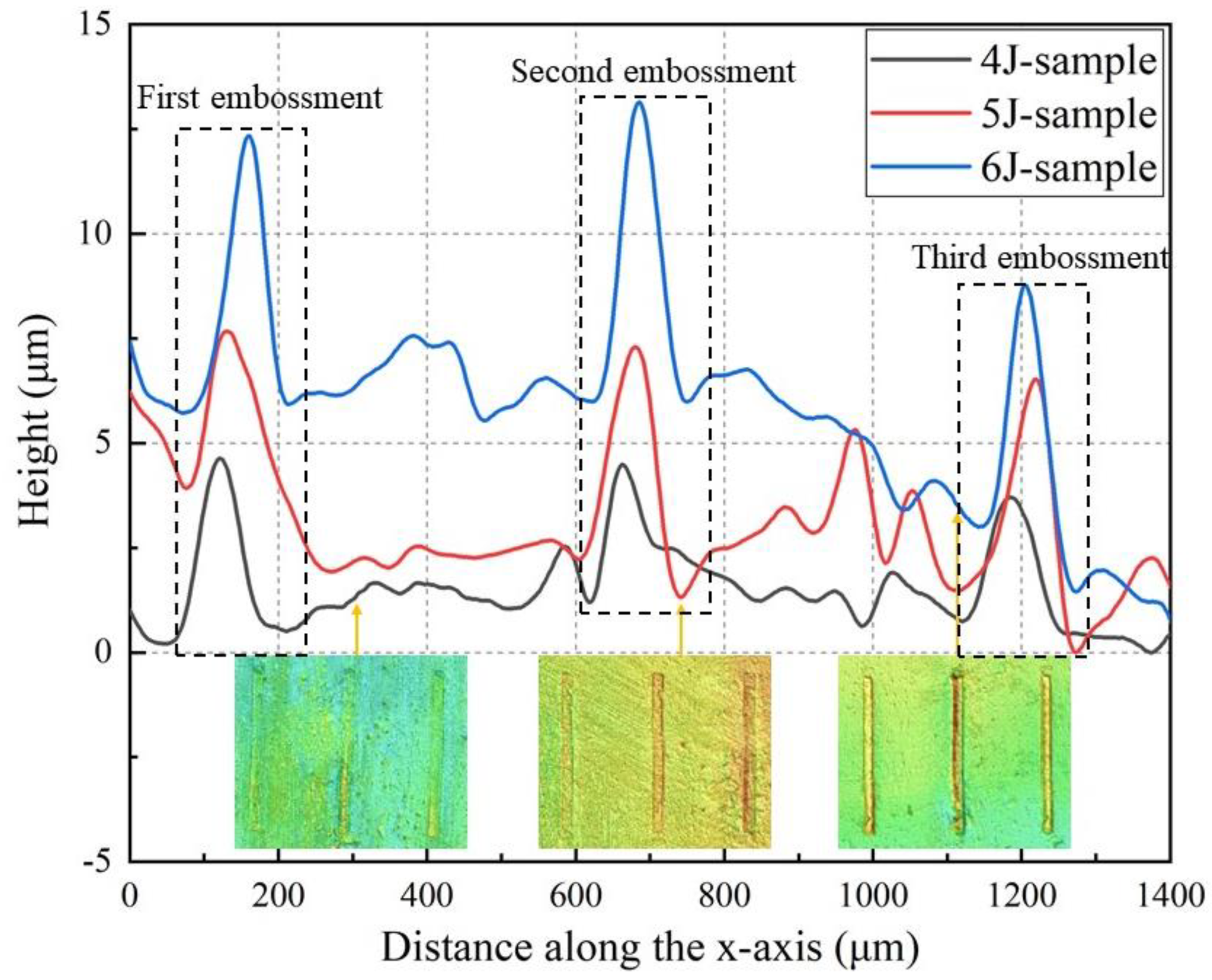
- With an increase in laser energy, the clarity and height of the embossment increased, and the tilt of the sample surface also increased.
- (4)
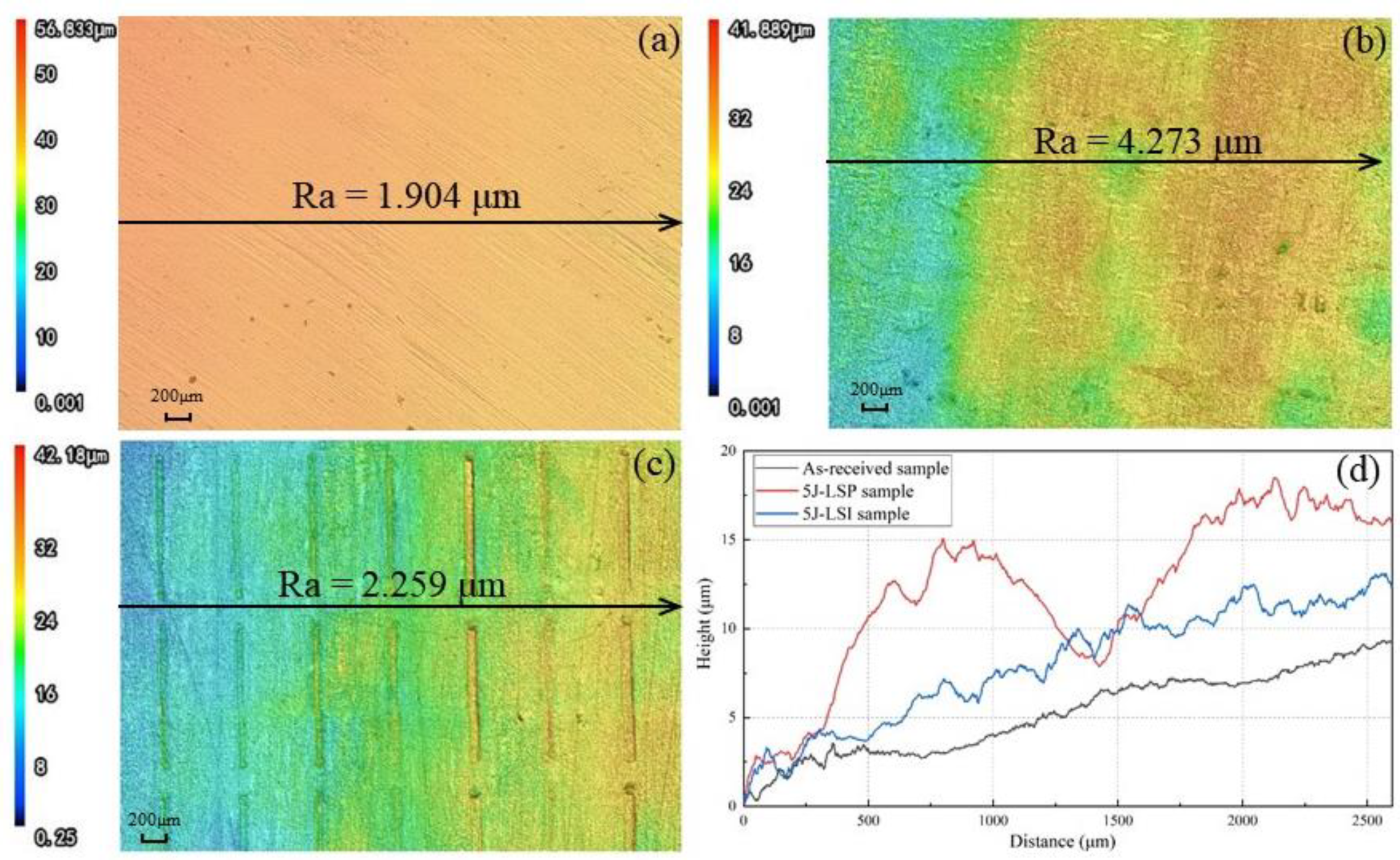
- Compared with the LSP sample, the surface roughness of the sample treated by LSI was 47% lower, with a flatter surface profile. The irregular morphology induced by the laser shock wave on the sample surface was changed into a single tilt under the effect of the contact foil.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chattopadhyay, A.; Muvvala, G.; Sarkar, S.; Racherla, V.; Nath, A.K. Effect of laser shock peening on microstructural, mechanical and corrosion properties of laser beam welded commercially pure titanium. Opt. Laser Technol. 2021, 133, 106527. [Google Scholar] [CrossRef]
- Wang, C.; Li, K.F.; Hu, X.Y.; Yang, H.T.; Zhou, Y.J. Numerical study on laser shock peening of TC4 titanium alloy based on the plate and blade model. Opt. Laser Technol. 2021, 142, 107163. [Google Scholar] [CrossRef]
- Qiao, H.C.; Gao, Y.; Zhao, J.B.; Lu, Y.; Zhao, Y.X. Research progress of laser shock strengthening technology. Chin. J. Nonferrous Met. 2015, 25, 1744–1755. [Google Scholar]
- Wang, C.Y.; Cheng, W.; Shao, Y.K.; Luo, K.Y.; Lu, J.Z. Cavitation erosion behaviour of AISI 420 stainless steel subjected to laser shock peening as a function of the coverage layer in distilled water and water-particle solutions. Wear 2021, 470–471, 203611. [Google Scholar] [CrossRef]
- Dai, F.Z.; Cheng, W.; Zheng, Y.Y.; Chen, X.Z. The effect of rolling contact fatigue properties on 316 stainless steel under laser shock peening. Opt. Laser Technol. 2021, 141, 107159. [Google Scholar] [CrossRef]
- Cao, Y.P.; Zhou, D.C.; Feng, A.X.; Hua, G.R.; Jiang, S.Z. Mechanism of residual stress holes formed in laser shock 7050 aluminum alloy sheet sample. Chin. J. Lasers 2016, 43, 2–8. [Google Scholar]
- Feng, Y.Y.; Ye, Y.X.; Lian, Z.Y.; Xuan, T. Effect of laser shock peening on the copper surface quality. Laser Optoelectron. Prog. 2015, 52, 198–204. [Google Scholar]
- Maawada, E.; Sano, Y.; Wagner, L.; Brokmeier, H.-G.; Genzel, C. Investigation of laser shock peening effects on residual stress state and fatigue performance of titanium alloys. Mater. Sci. Eng. A 2012, 536, 82–91. [Google Scholar] [CrossRef]
- Dai, F.Z.; Lu, J.Z.; Zhang, Y.K.; Luo, K.Y.; Wang, Q.W.; Zhang, L.; Hua, X.J. Effect of initial surface topography on the surface status of LY2 aluminum alloy treated by laser shock processing. Vacuum 2012, 86, 1482–1487. [Google Scholar] [CrossRef]
- Yella, P.; Venkateswarlu, P.; Buddu, R.K.; Vidyasagar, D.; Rao, K.B.S.; Kiran, P.P.; Rajulapati, K.V. Laser shock peening studies on SS316LN plate with various sacrificial layers. Appl. Surf. Sci. 2018, 435, 271–280. [Google Scholar] [CrossRef]
- Salimianrizi, A.; Foroozmehr, E.; Badrossamay, M.; Farrokhpour, H. Effect of Laser Shock Peening on surface properties and residual stress of Al6061-T6. Opt. Lasers Eng. 2016, 77, 112–117. [Google Scholar] [CrossRef]
- Zou, S.K.; Gong, S.L.; Guo, E.M.; Li, B. Laser shock peening of integral blade disk of engine. Chin. J. Lasers 2011, 38, 91–97. [Google Scholar]
- Zoua, S.; Wua, J.; Zhang, Y.; Gong, S.; Sun, G.; Ni, Z.; Cao, Z.; Che, Z.; Feng, A. Surface integrity and fatigue lives of Ti17 compressor blades subjected to laser shock peening with square spots. Surf. Coat. Technol. 2018, 347, 398–406. [Google Scholar] [CrossRef]
- Dai, F.; Zhou, J.; Lu, J.; Luo, X. A technique to decrease surface roughness in overlapping laser shock peening. Appl. Surf. Sci. 2016, 370, 501–507. [Google Scholar] [CrossRef]
- Chakrabarty, R.; Song, J. A modified Johnson-Cook material model with strain gradient plasticity consideration for numerical simulation of cold spray process. Surf. Coat. Technol. 2020, 397, 125981. [Google Scholar] [CrossRef]
- Johnson, G.J.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. Eng. Fract. Mech. 1983, 21, 541–547. [Google Scholar]
- Berthe, L.; Fabbro, R.; Peyre, P.; Tollier, L.; Bartnicki, E. Shock waves from a water-confined laser-generated plasma. J. Appl. Phys. 1997, 82, 2826–2832. [Google Scholar] [CrossRef]
- Braisted, W.; Brockman, R. Finite element simulation of laser shock peening. Int. J. Fatigue 1999, 21, 719–724. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Sun, J.X.; Guo, Z.G.; Zhao, X.Q.; Li, X.L.; Luo, J. A calculation method for stress concentration factor of grinding surface micro morphology. Mech. Sci. Technol. Aerosp. Eng. 2020, 39, 380–384. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ρ (kg/m3) | A (MPa) | B (MPa) | n | C | E (GPa) | υ |
|---|---|---|---|---|---|---|---|
| 65 Mn steel | 7810 | 980 | 2000 | 0.83 | 0.0026 | 200 | 0.288 |
| Pure titanium | 4500 | 430 | 1000 | 0.3 | 0.047 | 108 | 0.3 |
| Elements | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|
| Weight% | ≤0.30 | ≤0.10 | ≤0.05 | ≤0.015 | ≤0.25 | balance |
| Elements | C | Si | Mn | S | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| Weight% | 0.62–0.70 | 0.17–0.37 | 0.9–1.2 | ≤0.035 | ≤0.25 | ≤0.30 | ≤0.25 | balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, W.; Dai, F.; Huang, S.; Konovalov, S.; Chen, X. Surface Topography Control of TA2 Pure Titanium in Laser Shock Peening. Metals 2022, 12, 1031. https://doi.org/10.3390/met12061031
Cheng W, Dai F, Huang S, Konovalov S, Chen X. Surface Topography Control of TA2 Pure Titanium in Laser Shock Peening. Metals. 2022; 12(6):1031. https://doi.org/10.3390/met12061031
Chicago/Turabian StyleCheng, Wei, Fengze Dai, Shu Huang, Sergey Konovalov, and Xizhang Chen. 2022. "Surface Topography Control of TA2 Pure Titanium in Laser Shock Peening" Metals 12, no. 6: 1031. https://doi.org/10.3390/met12061031
APA StyleCheng, W., Dai, F., Huang, S., Konovalov, S., & Chen, X. (2022). Surface Topography Control of TA2 Pure Titanium in Laser Shock Peening. Metals, 12(6), 1031. https://doi.org/10.3390/met12061031