In recent years, many studies focused on fatigue properties were and are still being developed. According to the emphases of these jobs, the works can be divided into two types. The first type was focused on analyzing the failure features of the fatigue damaged crankshaft; in this way a corresponding damage mechanism could be proposed for a further improved design. Based on this assumption, Gomes analyzed a broken crankshaft from a maritime V12 diesel engine and modified the geometric profile based on the Soderberg criterion to improve the strength of the part [
5]. Wang conducted the fracture surface analysis of a broken crankshaft from a fracturing pump and discovered that the main cause of insufficient fatigue strength may be due to the absence of a surface hardening treatment, and the stress concentration became much higher with the transition of thread root from smooth to sharp fillet [
6]. Macek researched the feature of the fracture face and proposed a new fatigue loading parameter that depended on the ratio of maximum stresses and the fatigue life. The results showed that a very good correlation in a 4
th degree type of fit can be obtained [
7]. Aliakbari analyzed the unusual failure in the crankshaft of the heavy-duty truck engine. The results showed that although the stress field in stress concentration zones with the lubricating hole was much less than the web-crankpin fillet, the presence of cluster impurities, low hardness, and downshifting has caused the growth of primary cracks [
8]. Fonte analyzed a failed crankshaft from a diesel motor engine and discovered that the main reason for the failure may not be attributed to the part itself, but to the misalignment of the main journals and a weakness of design close to the gear at the region where the crack was initiated [
9]. Infante analyzed a failure crankshaft from a helicopter engine based on various kinds of professional test. The results showed that the crankshaft itself had no obvious surface or inside initiation of the crack. However, the damaged shell bearings applied to the main journal revealed significant damage, which was considered to be the main reason [
10]. Karim Aliakbari conducted the fatigue failure analysis of a ductile iron crankshaft based on different experiments and tests. The result showed that the main reasons for the failure may be attributed to the low nodularity of the material and the low crankpin hardness [
11]. For the second type, the aim of the research was to discover one or more effective models to predict the fatigue property (such as the fatigue life under a given load condition, the fatigue strength under a specified fatigue life, or the fatigue safety factor) of a given type of crankshaft. Among these works, M. Leitner investigated the fatigue strength of multi-axially loaded gas engine crankshafts and pointed out that the model proposed by Spagnoli provided the best accuracy in both fatigue strength and crack angle [
12]. Venicius also applied multi-axial fatigue criteria to motor crankshafts in thermoelectric power plants to provide guidance for the selection of the material in the production [
13]. Bulut proposed a new fatigue safety factor model to analyze the fatigue life of the crankshaft from a single cylinder diesel engine under variable forces and speeds; in this way, the comprehensive evaluation of the safety of the crankshaft during the whole working period can be achieved [
14]. Khameneh extracted the standard specimens from the crankshaft and examined them with a four-point rotary-bending high-cycle fatigue testing machine; the results indicated that the high-cycle fatigue lifetimes were lower than the S-N curve from the FEMFAT data bank, and that the standard specimens extracted from the crankshaft could be used to consider the manufacturing effects [
15]. Singh conducted the fatigue life analysis of a diesel locomotive crankshaft and proposed a 3D finite element model to research the relationship between the fillet radius and the least life of the crankshaft. Based on this, the optimum structural design of the crankshaft can be proposed [
16]. Fonseca analyzed the influence of the manufacturing process on the residual stress, which was caused by deep rolling with the combination of the finite element analysis and the corresponding fatigue tests. The research results could provide the theoretical basis for the optimization design of the process [
17,
18]. Antunes analyzed the finite element meshes for optimal modeling of plasticity-induced crack closure and proposed the analytical expression of the most refined region along the crack propagation area. The results showed that there may be an optimum value for the plasticity-induced crack closure [
19]. At present, most of the crankshafts applied in powerful engines are made of high strength steel and are treated with surface strengthening techniques before being arranged in the engine. One of the most commonly used techniques is electromagnetic induction quenching [
20,
21]. Stephanie compared the mechanical and microstructure property of the 42CrMo steel after electromagnetic induction quenching and conventional heat treatment processes through the standard tensile experiment and pyramid hardness test. The result showed that yield strength and hardness of the steel after electromagnetic induction quenching were a little lower than those of the steel after conventional heat treatment processes, which can be attributed to the size effect [
22]. Umberto researched the microstructures and mechanical properties of the hardening layer and proposed that the main influencing factors were the heating and cooling speeds during the electromagnetic induction quenching, as well as the peak value of the temperature [
23]. Cajner proposed a 2D simplified axial symmetrical model to conduct the numerical simulation of the electromagnetic induction quenching approach on a 42CrMo steel crankshaft. The experimental verification showed that this model can provide accurate surface hardness and hardness layer depth results [
24]. Dietmar applied the adaptive finite element analysis approach in simulating the electromagnetic induction quenching of the gear and got accuracy in the temperature and hardening curve [
25]. Dmitry carried out the technological parameter influence analysis of this approach and proposed a corresponding model to accurately simulate the process [
26]. Akram proposed the novel alternate magnetic field treatments in EN8 steel and discovered that this approach could improve the wear resistance and reduce the coefficient of friction of the material, which could be explained by the increase of the compressive residual stress and the microhardness. This method can also be applied in fatigue property research of similar metal materials [
27]. Mohan proposed a new optimal design method based on a satisfactory function, which was established during the electromagnetic induction quenching process [
28].
According to previous research, this approach can improve the fatigue strength of a steel crankshaft by generating the compressive residual stress at the stress concentrate surface. However, the comprehensive evaluation of the strengthening effect of this approach has rarely been studied. In modern engineering applications, this effect is usually evaluated by the strengthening factor. The definition of this parameter can be expressed as [
29]:
where
is the strengthening factor of a given surface treatment approach,
and
are the median values of the fatigue limit load of the crankshaft after and before the surface treatment, respectively. This parameter can provide an easy means to evaluate the strengthening effect of this approach, but according to previous studies, the key technological parameters during the quenching process (for example, the frequency of the electric current, the durations of the heating and cooling stage, the element of the cooling liquid and so on) will affect the temperature field and the residual stress field obviously. As a result of this, the strengthening effect of the approach will also be affected. How to directly predict the fatigue strength of a given type of treated part based on the known fabrication process is a problem that is yet to be solved.
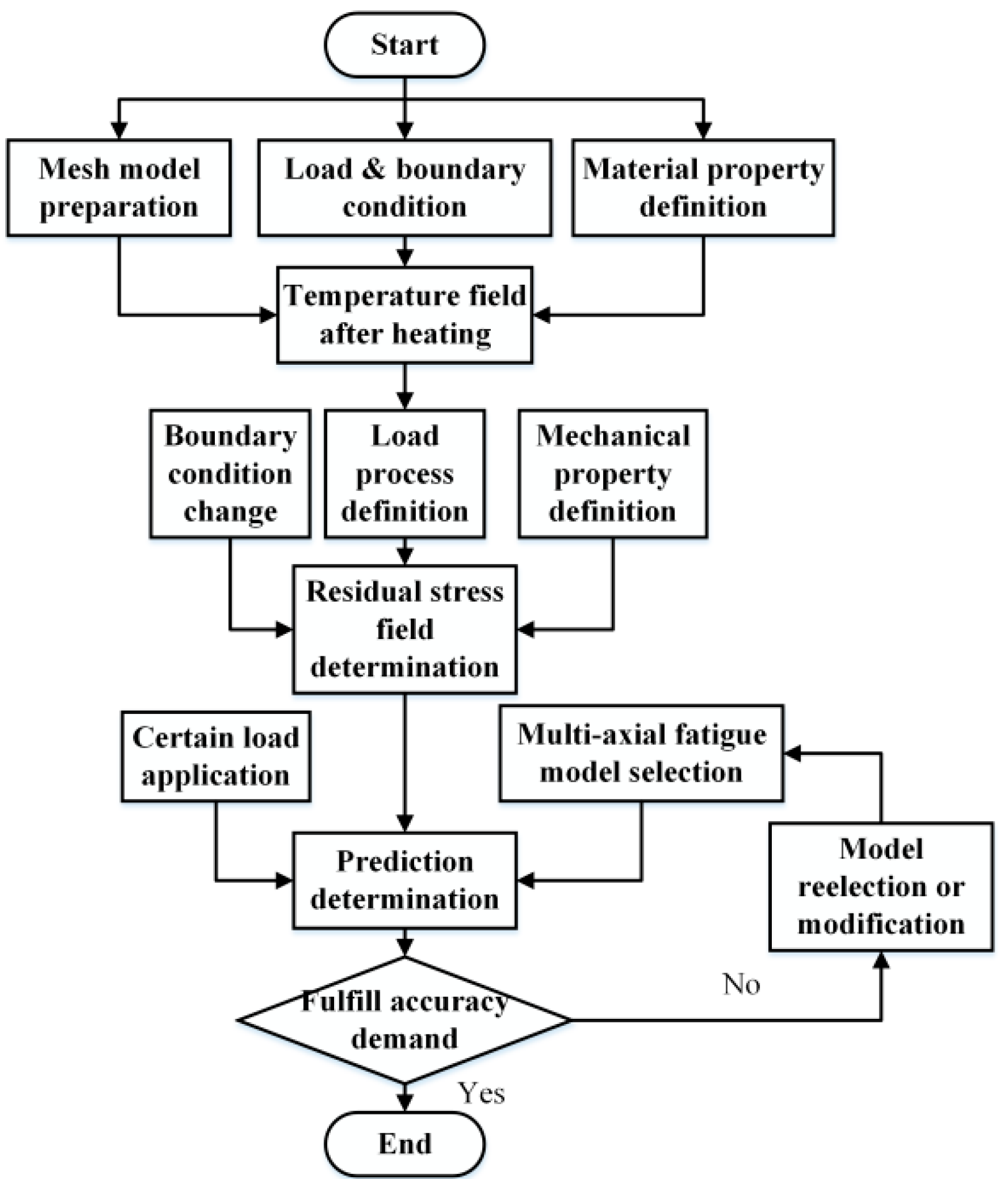
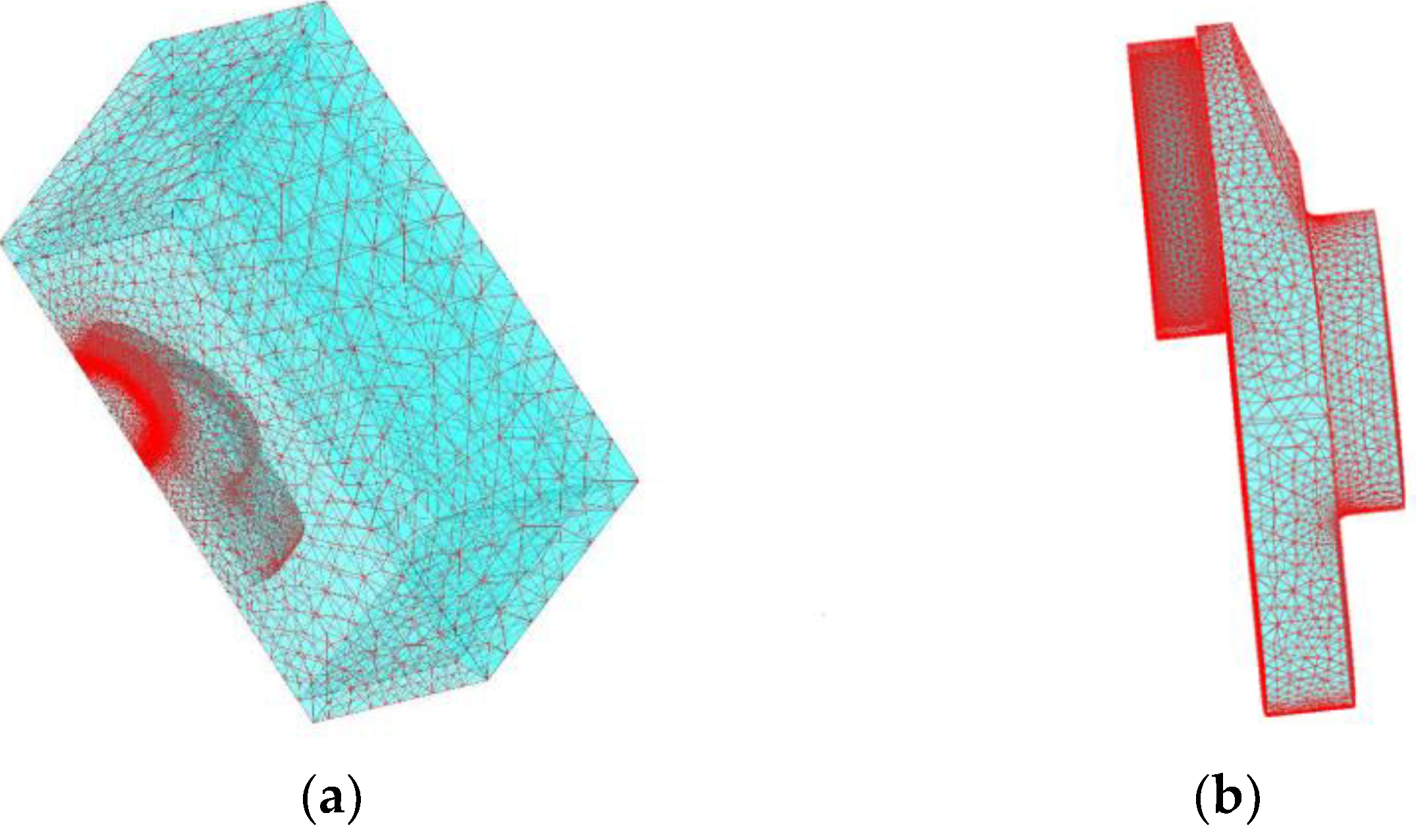
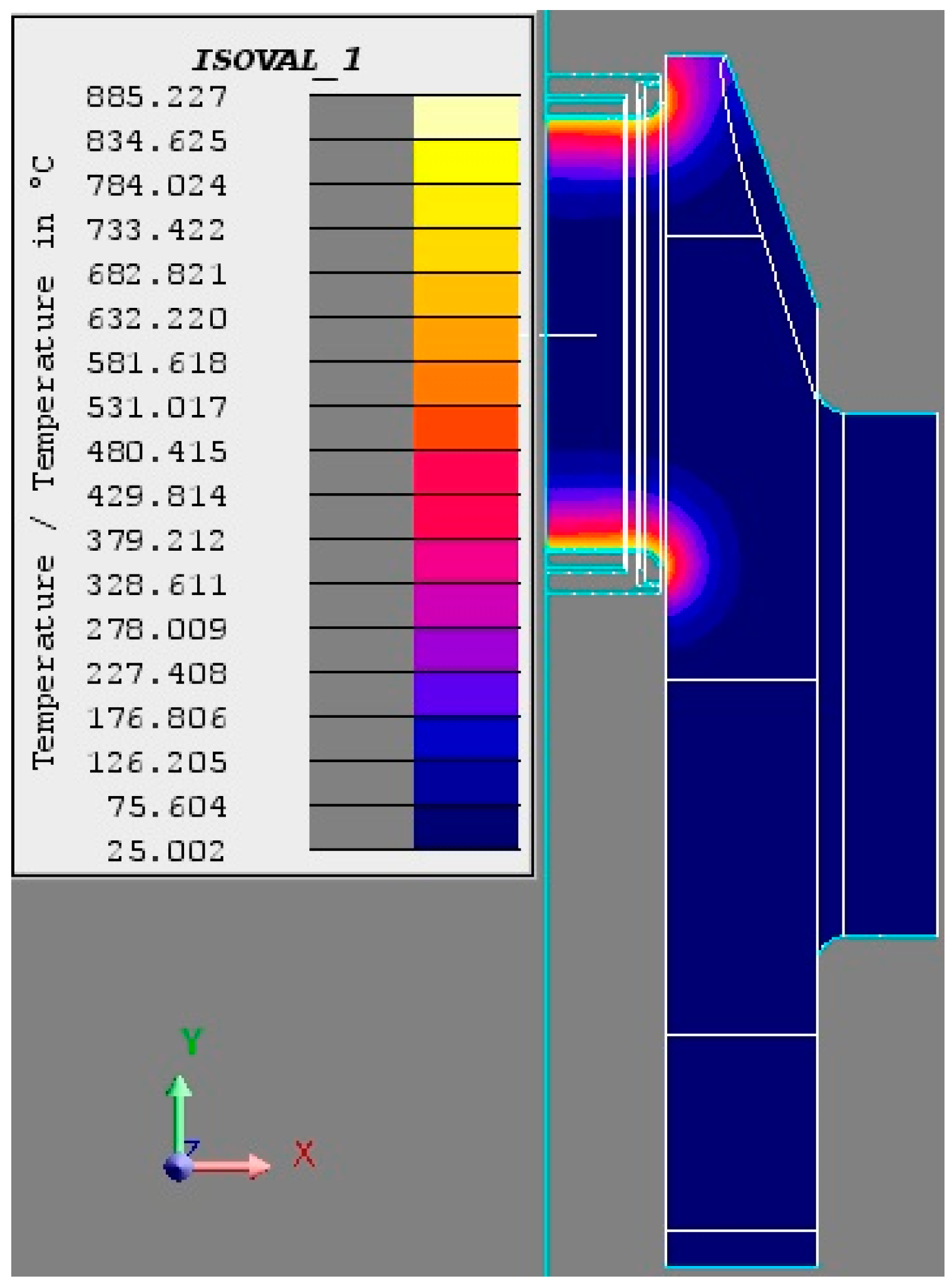
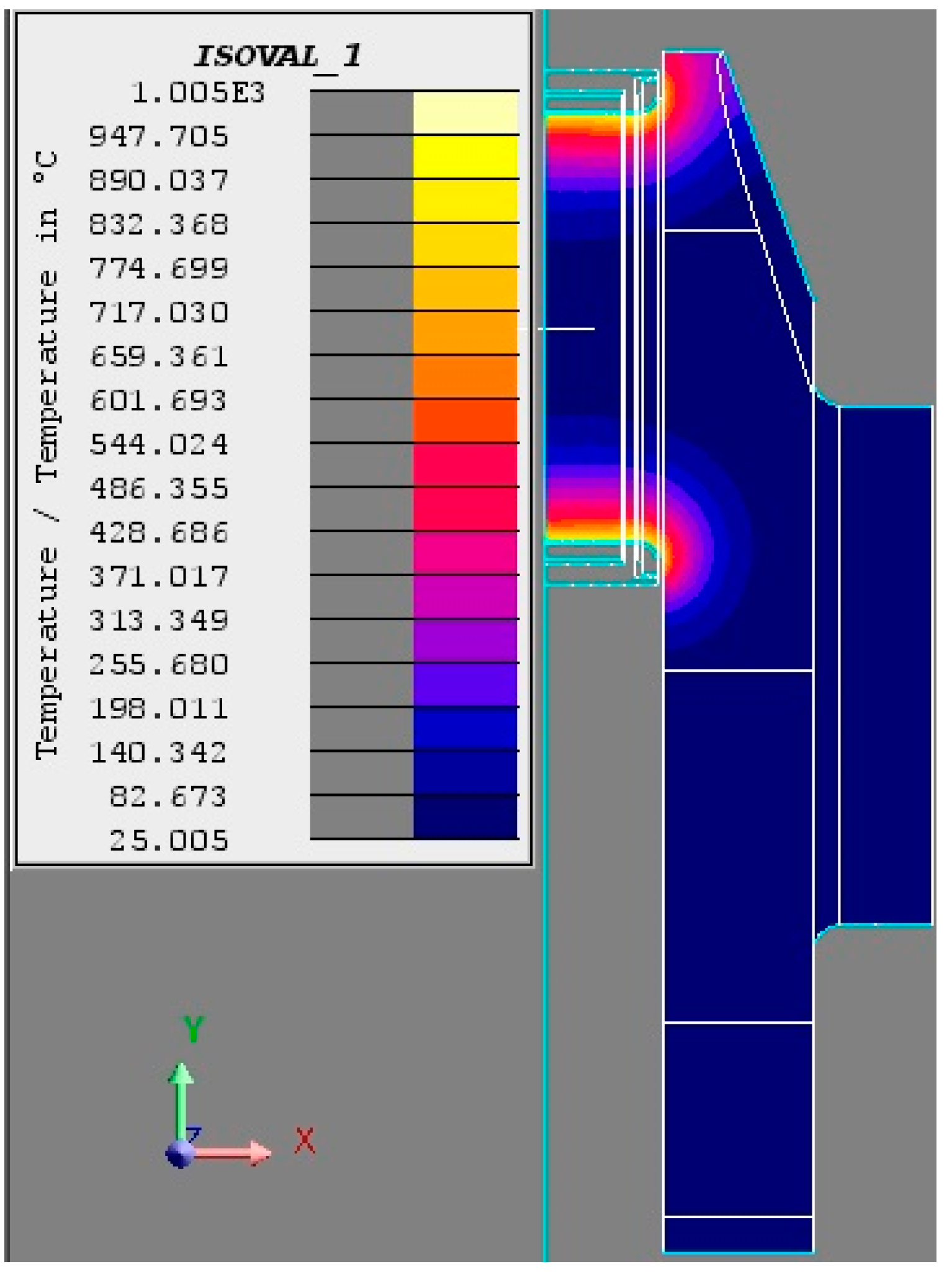
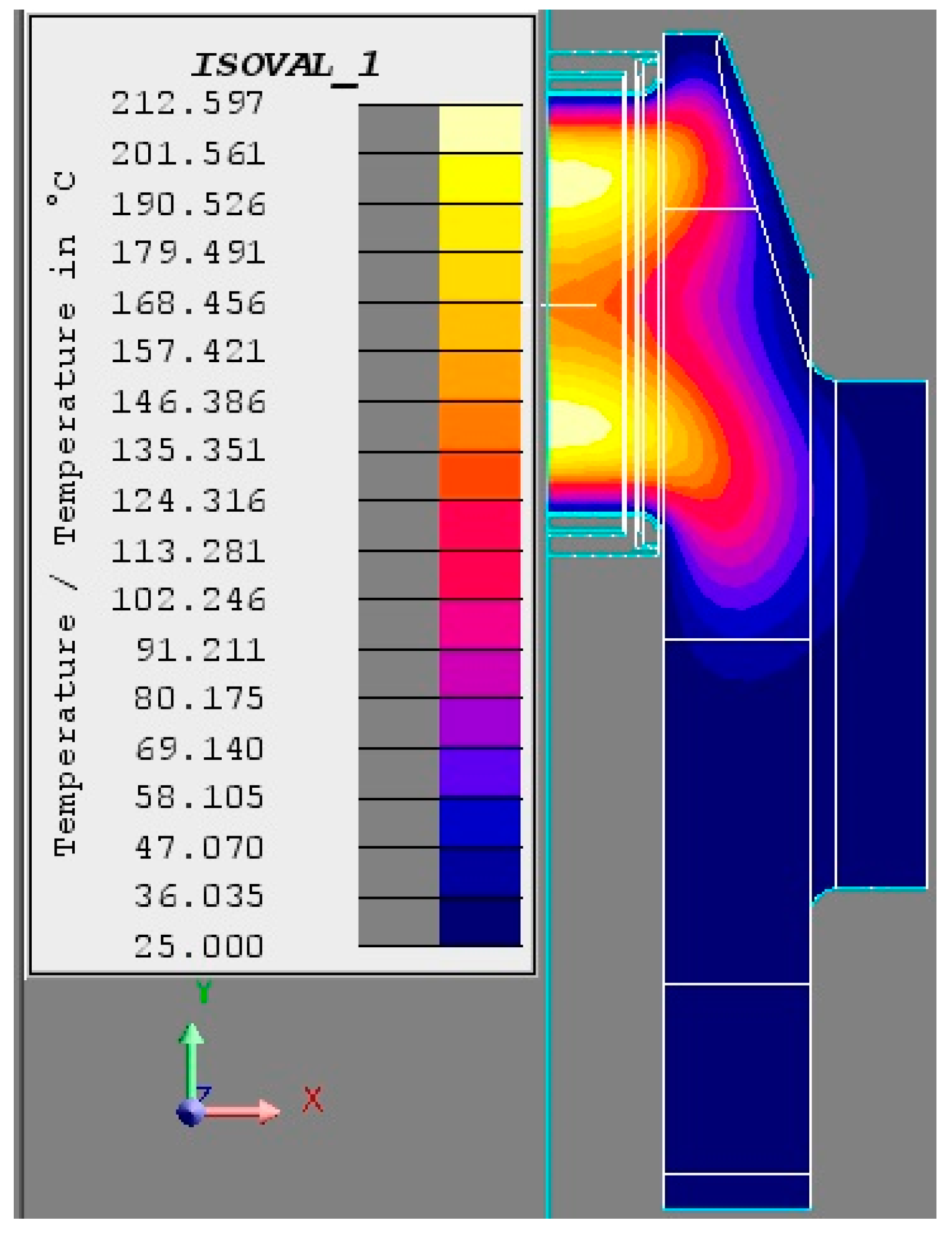
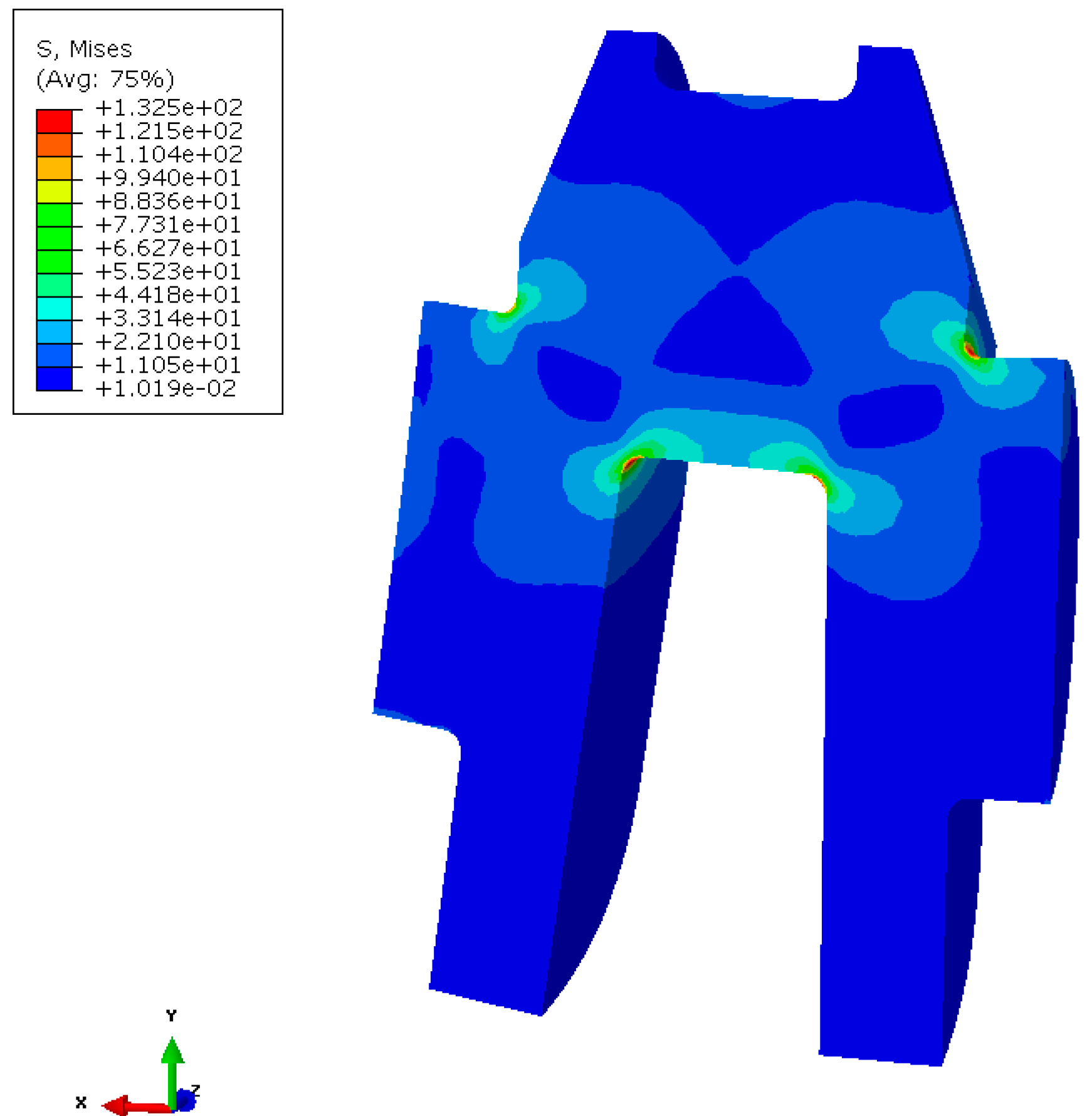
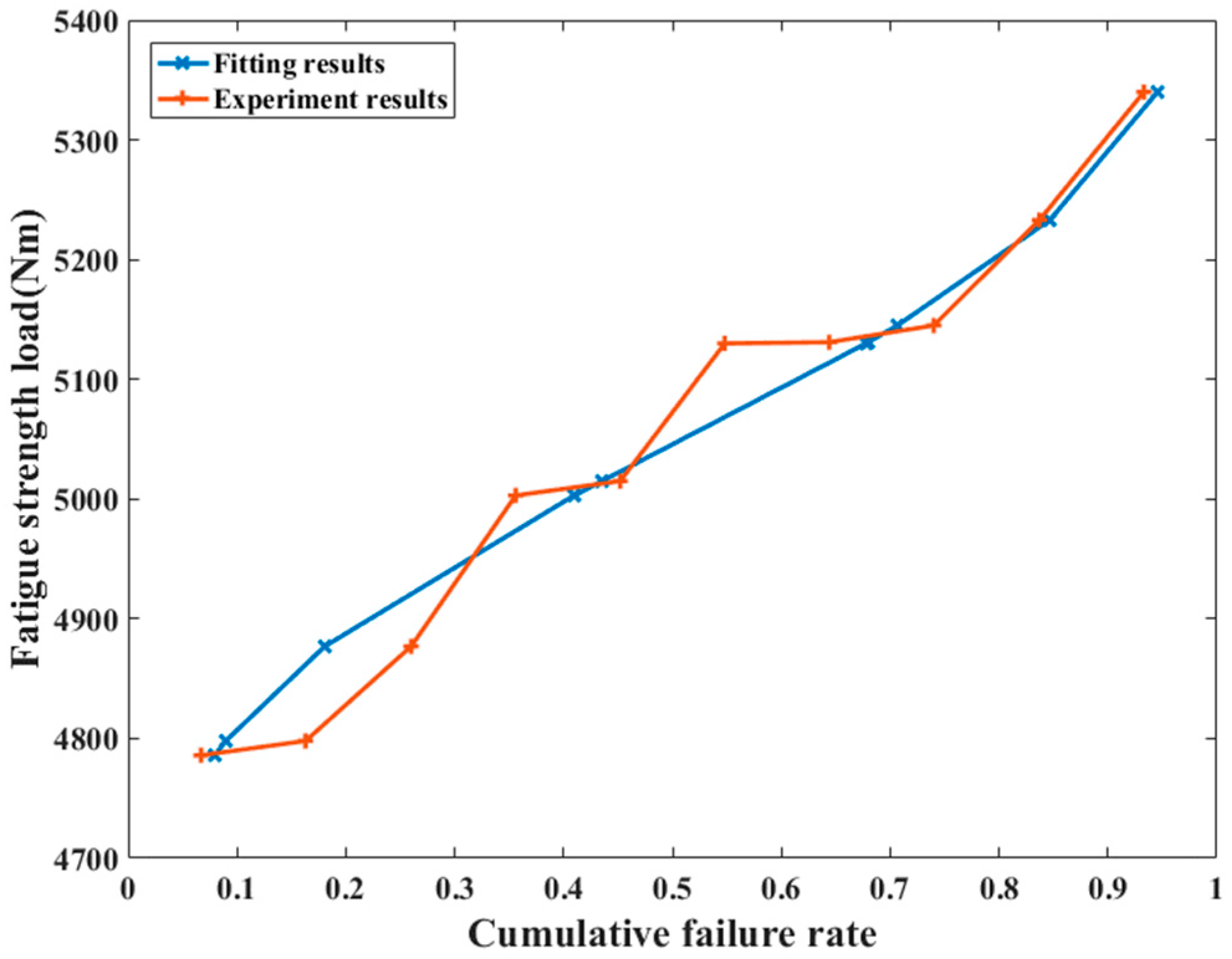
In this paper, a new fatigue strength prediction method of the quenched crankshaft was proposed based on multi-physic coupling numerical simulation approaches. First, a 3D finite element model was built to carry out the magnetic-thermal coupling process during the heating-up stage. In this way, the evolutionary process of the temperature field during this stage can be presented. Next, the thermo-mechanical coupling process during the cooling stage was also proposed based on the same mesh model to obtain the residual stress field at the end of the stage. In the end, the fatigue limit load of this quenched crankshaft was predicted based on a combination of three elements: the KBM multi-axial fatigue model, the residual stress field and the fatigue strength of the material. The subsequent experiment results showed that compared with the traditional strengthening factor, this method can provide an obviously higher accuracy in this application, and is thus valuable and can be popularized in the design of key technological parameters during the quenching process.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}