
Analytical Model for Temperature Prediction in Milling AISI D2 with Minimum Quantity Lubrication


 ,
, 
Abstract
:1. Introduction
2. Analytical Model for Temperature Prediction in Milling
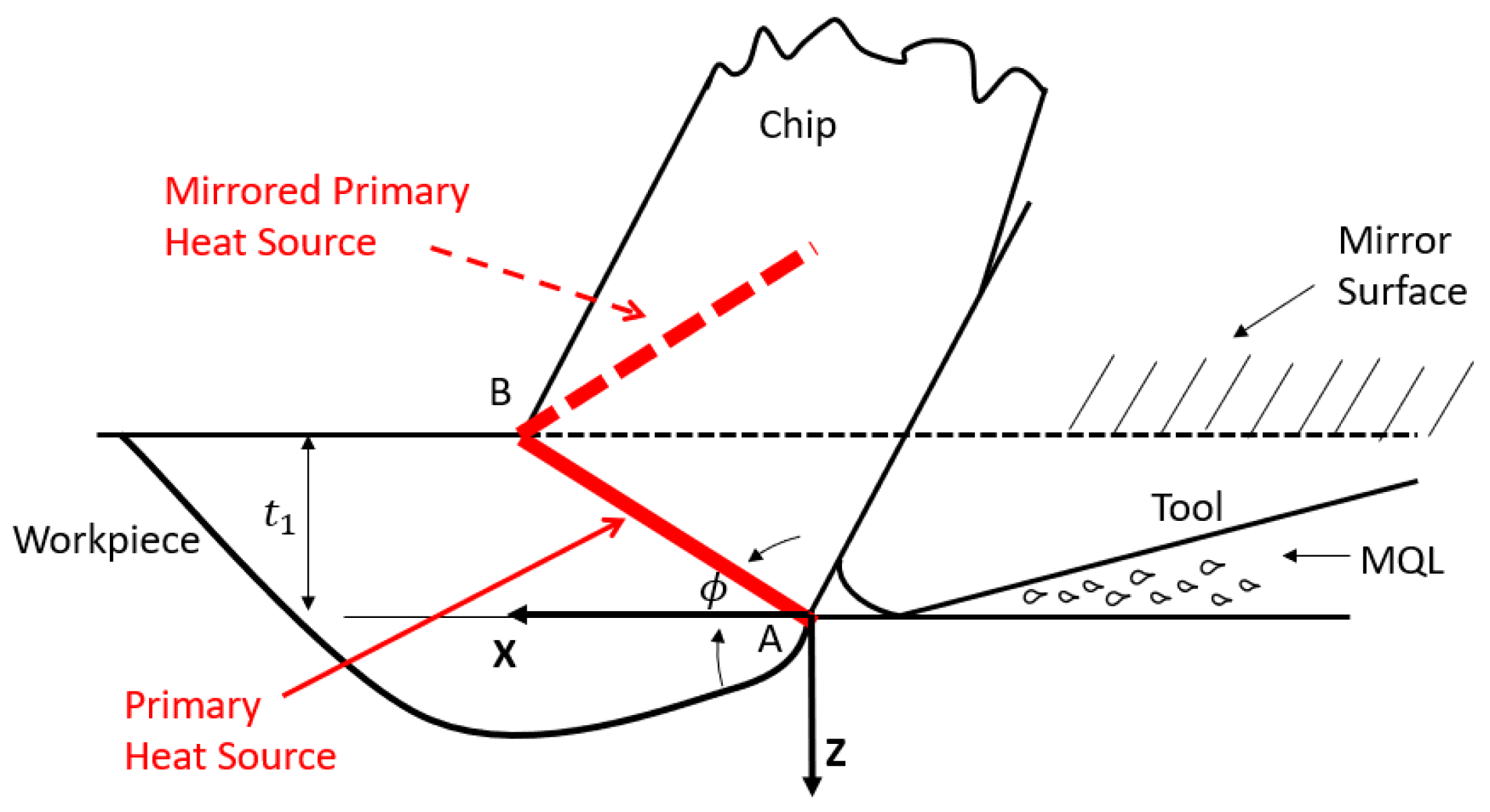
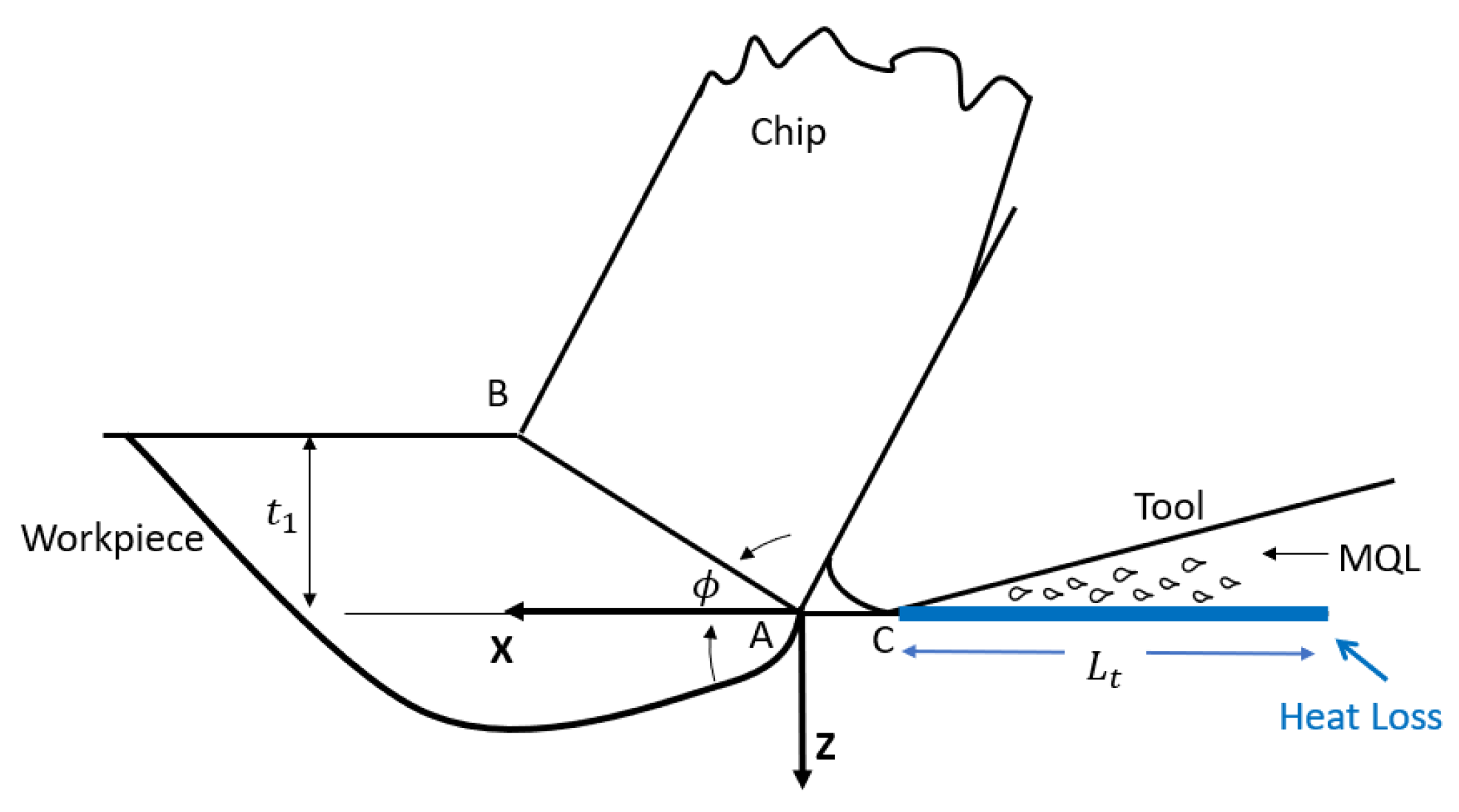
2.1. Instantaneously Transferring End-Milling Condition into Orthogonal Cutting
2.2. Friction Coefficient Calculation under Minimum Quantity Lubrication Condition
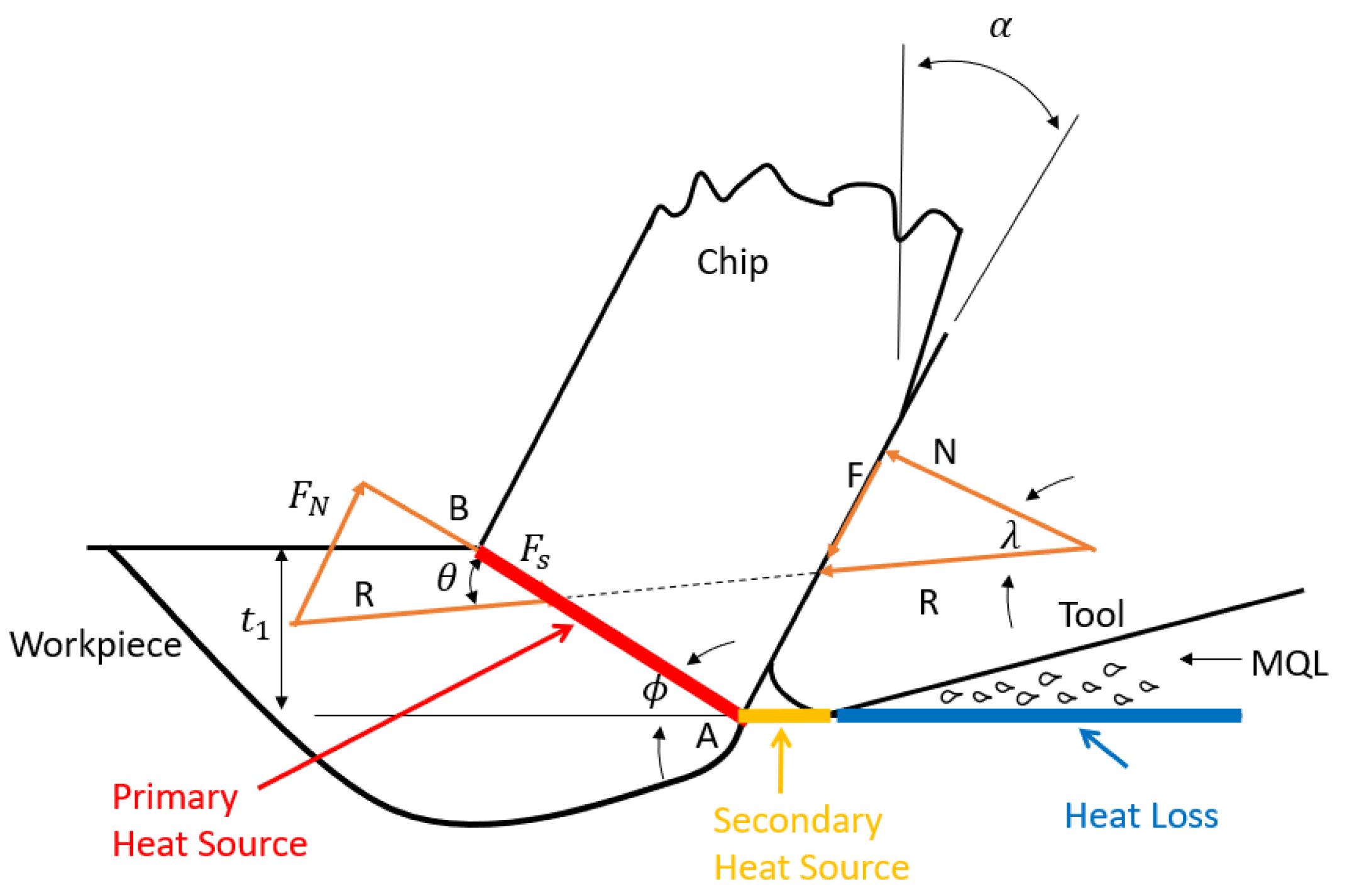
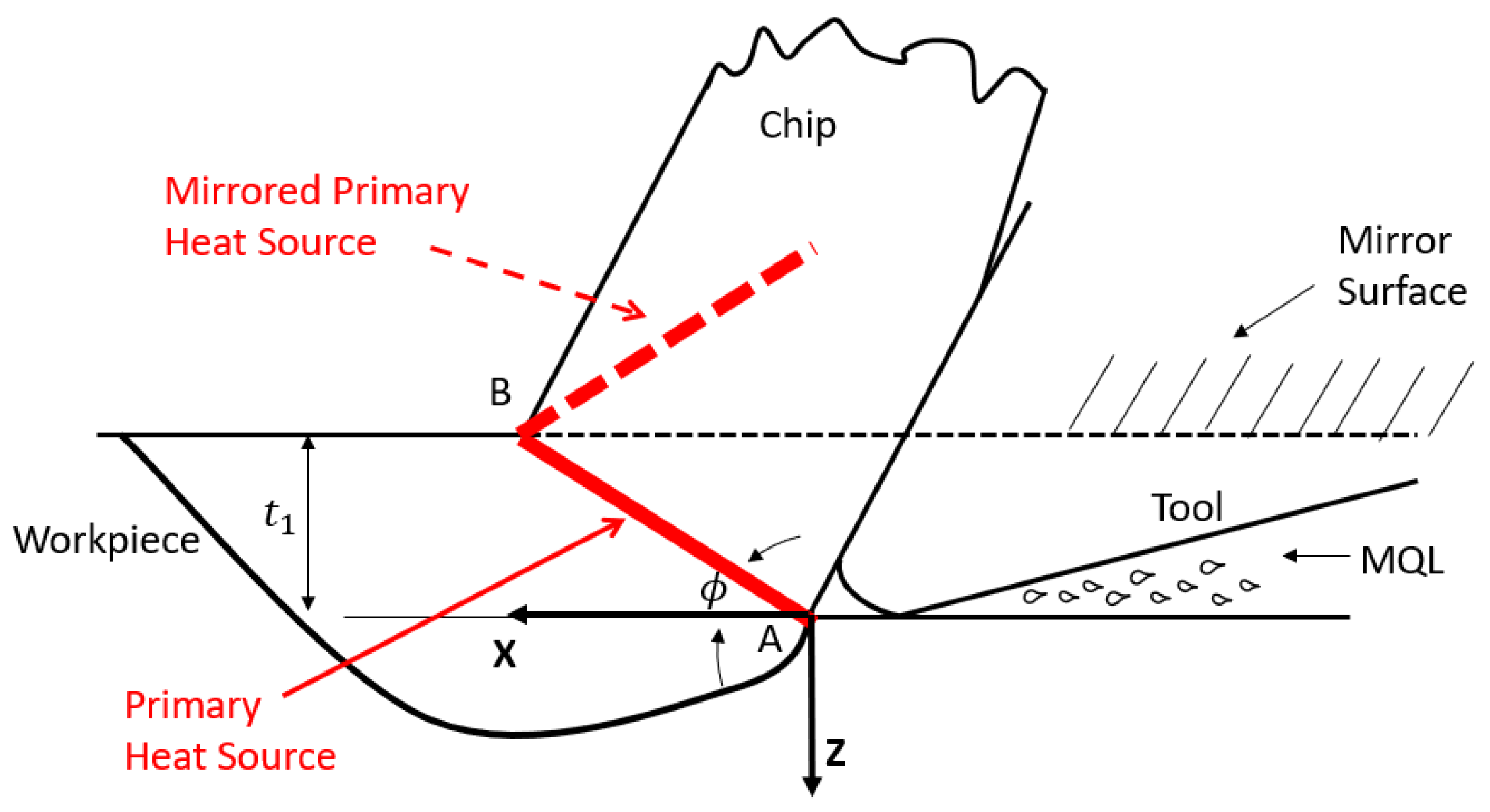
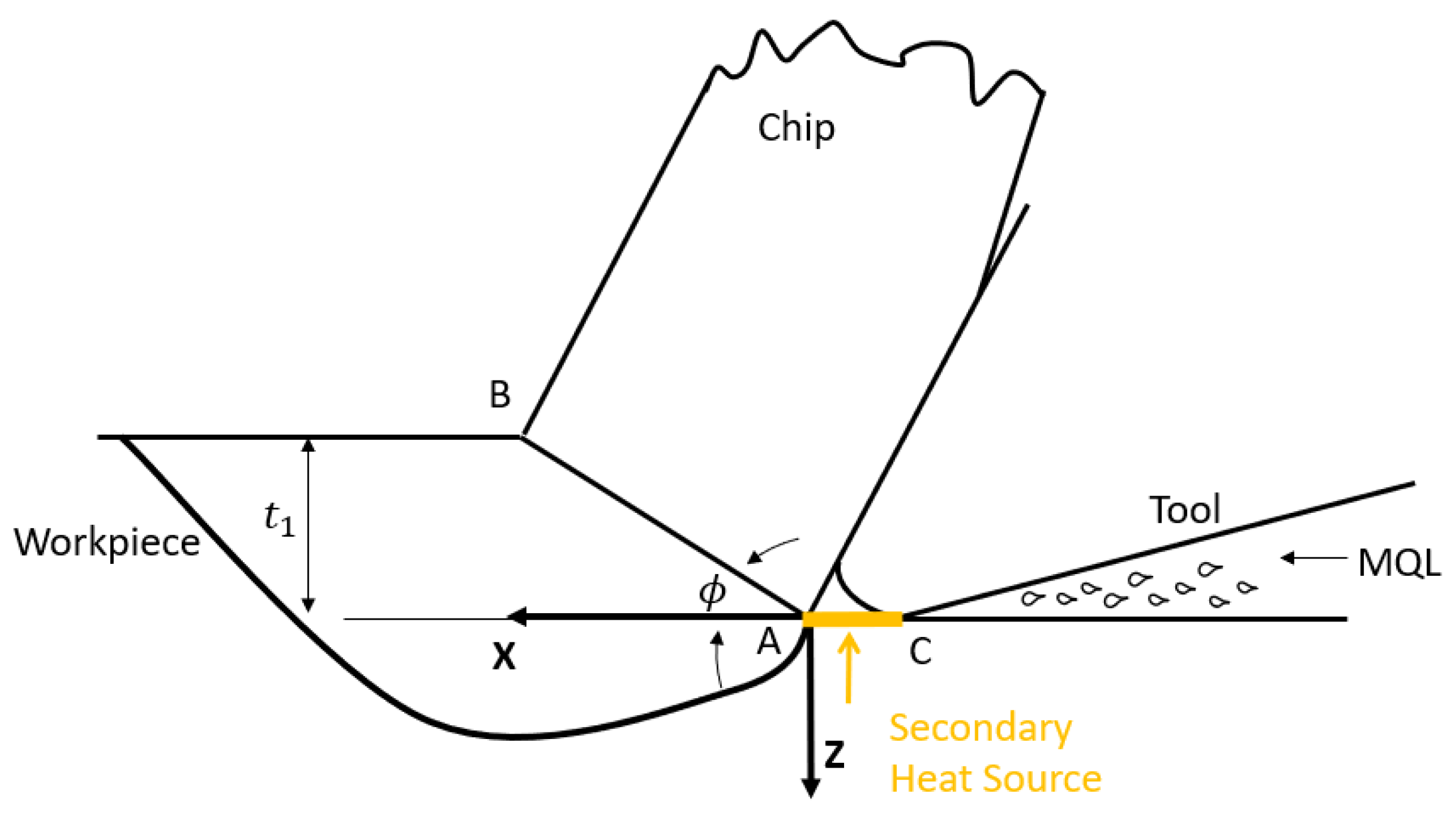
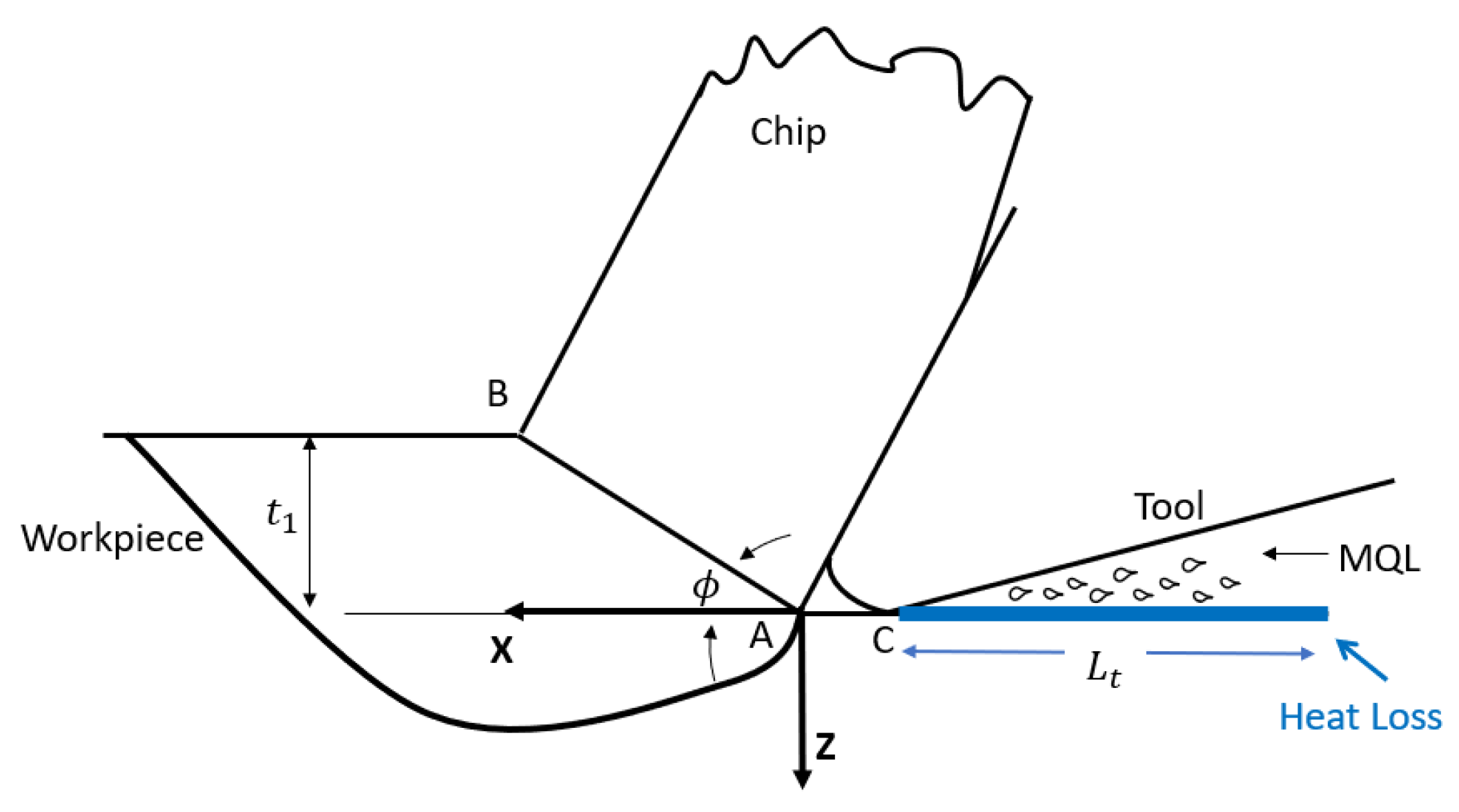
2.3. Temperature Prediction in Orthogonal Cutting with Minimum Quantity Lubrication
2.4. Temperature Prediction Flow Chart
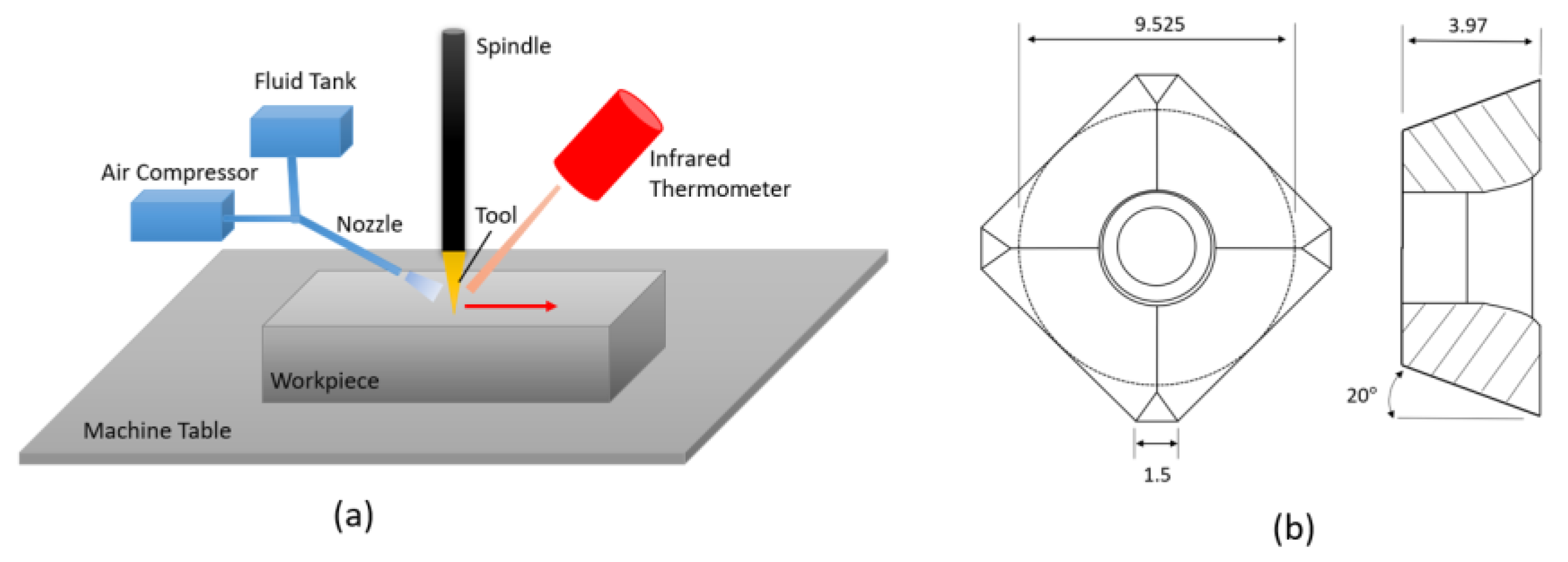
3. Experimental Data Validation
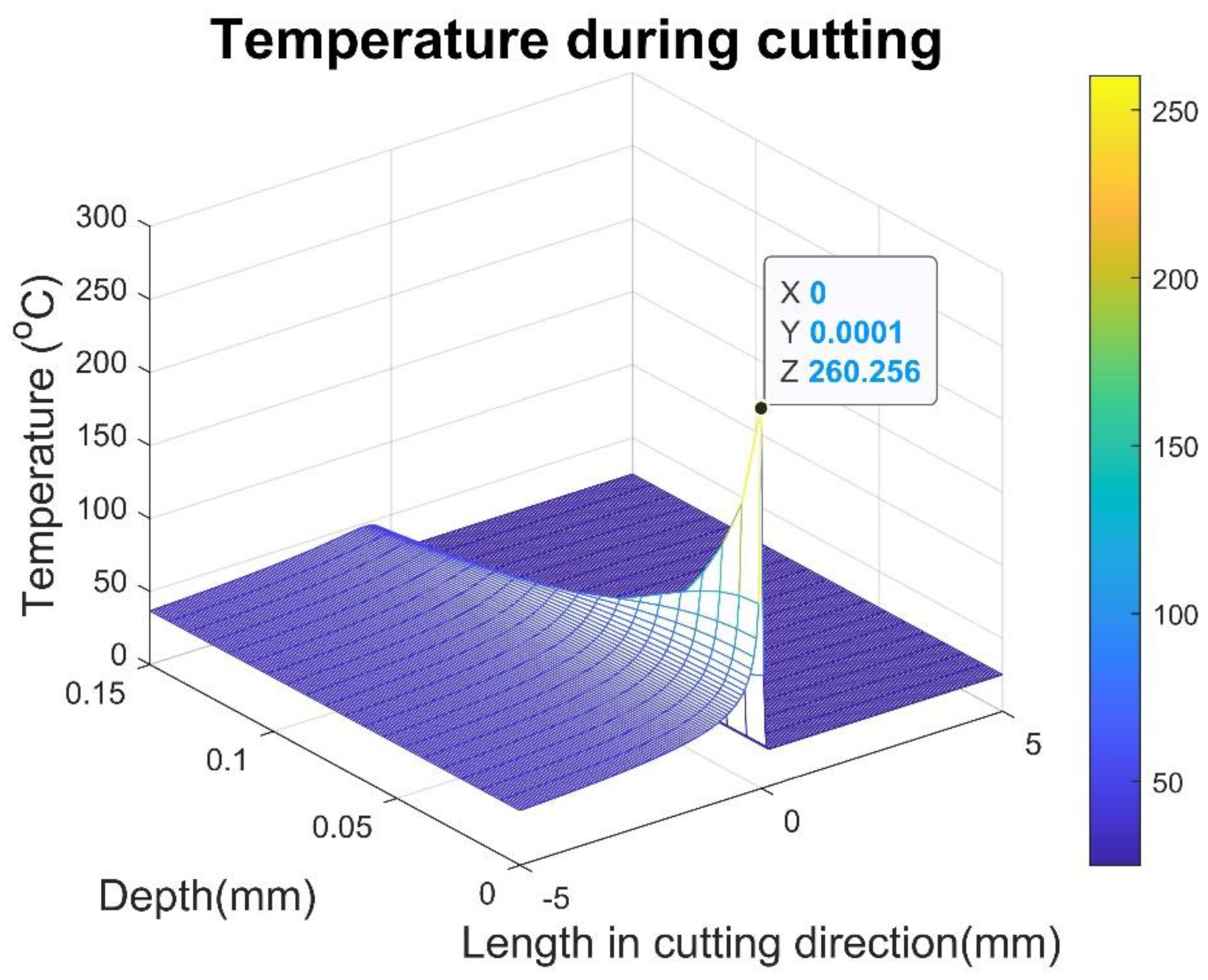
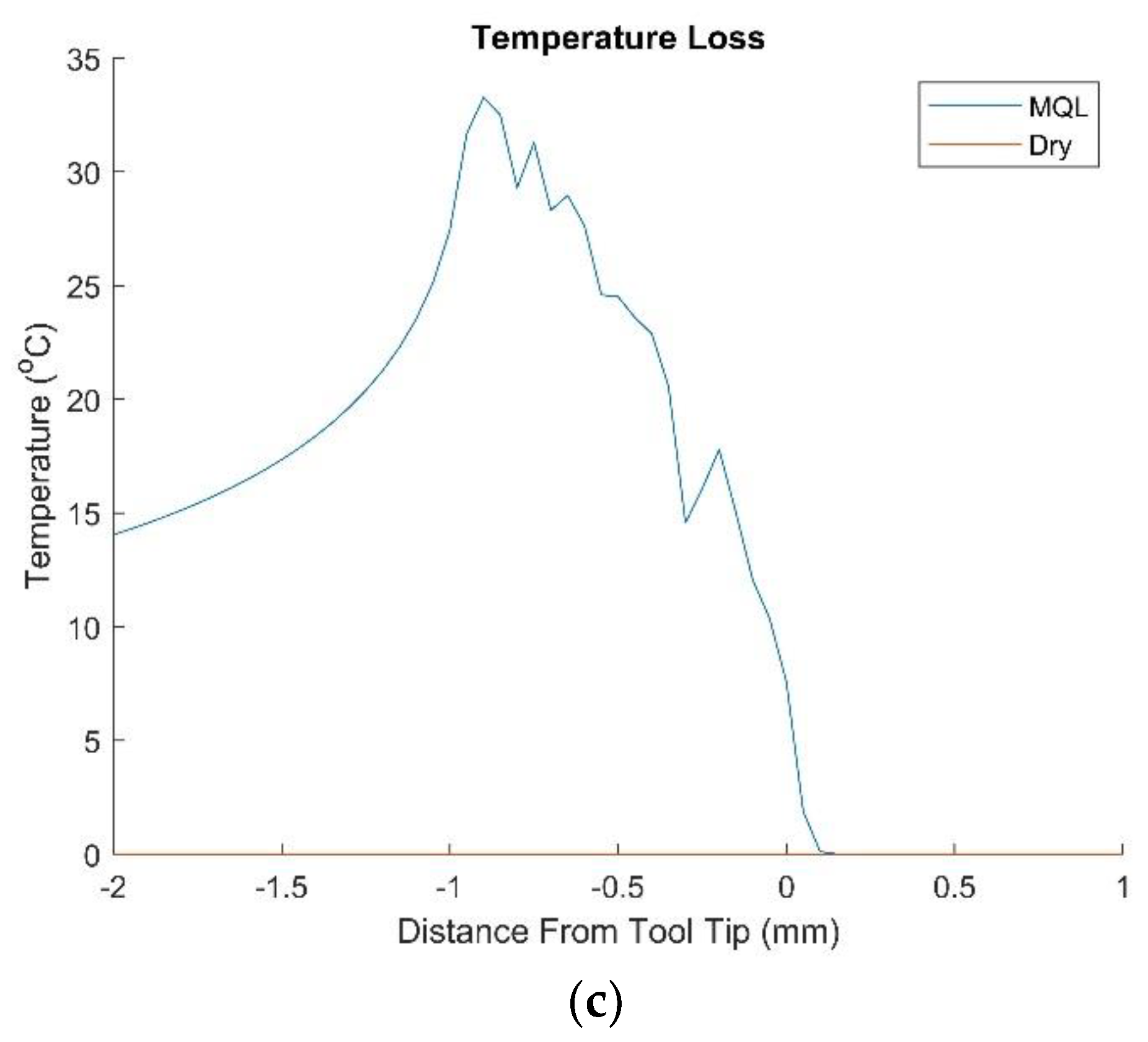
4. Model Analysis
4.1. Effect of the Application of MQL
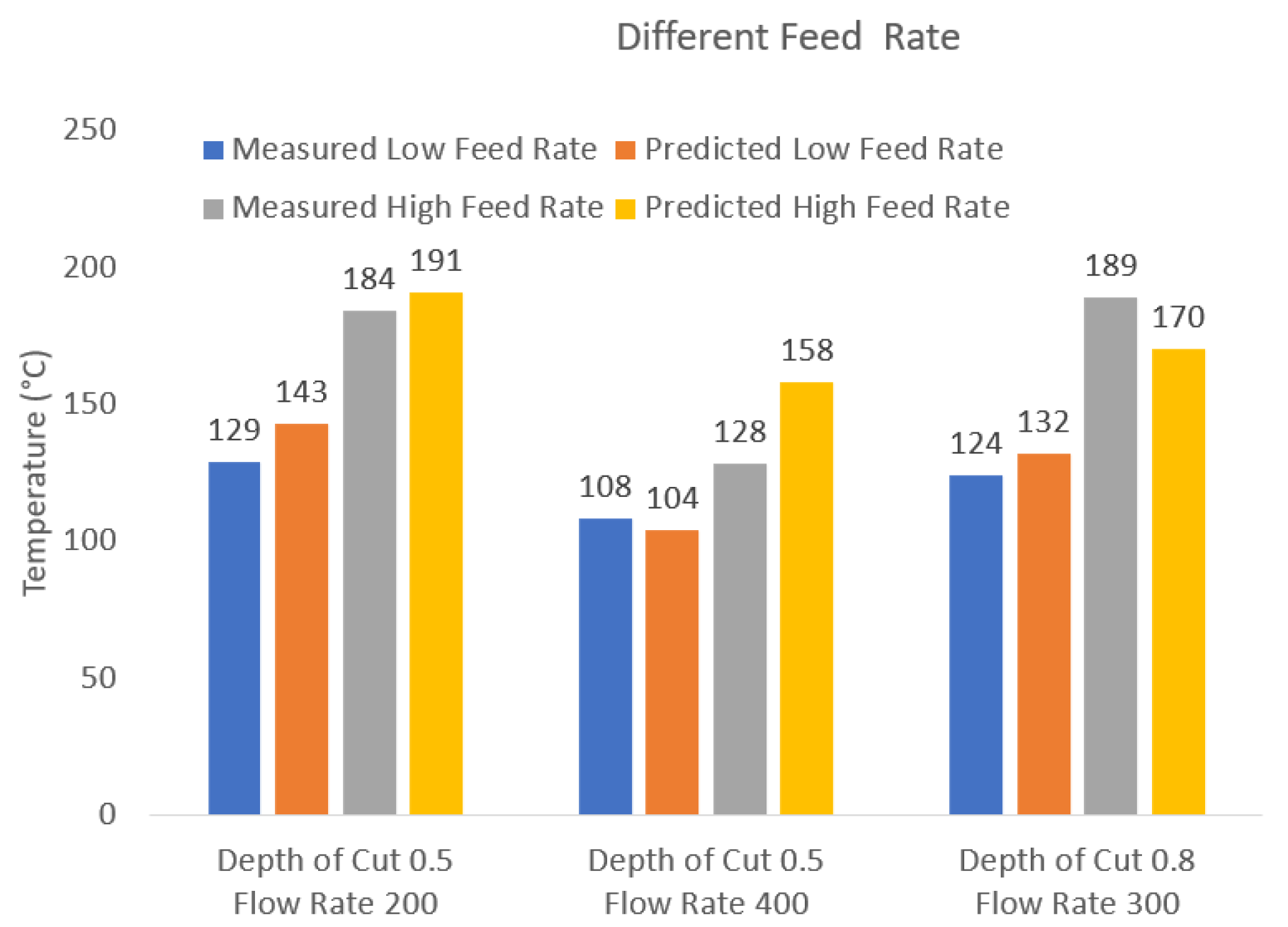
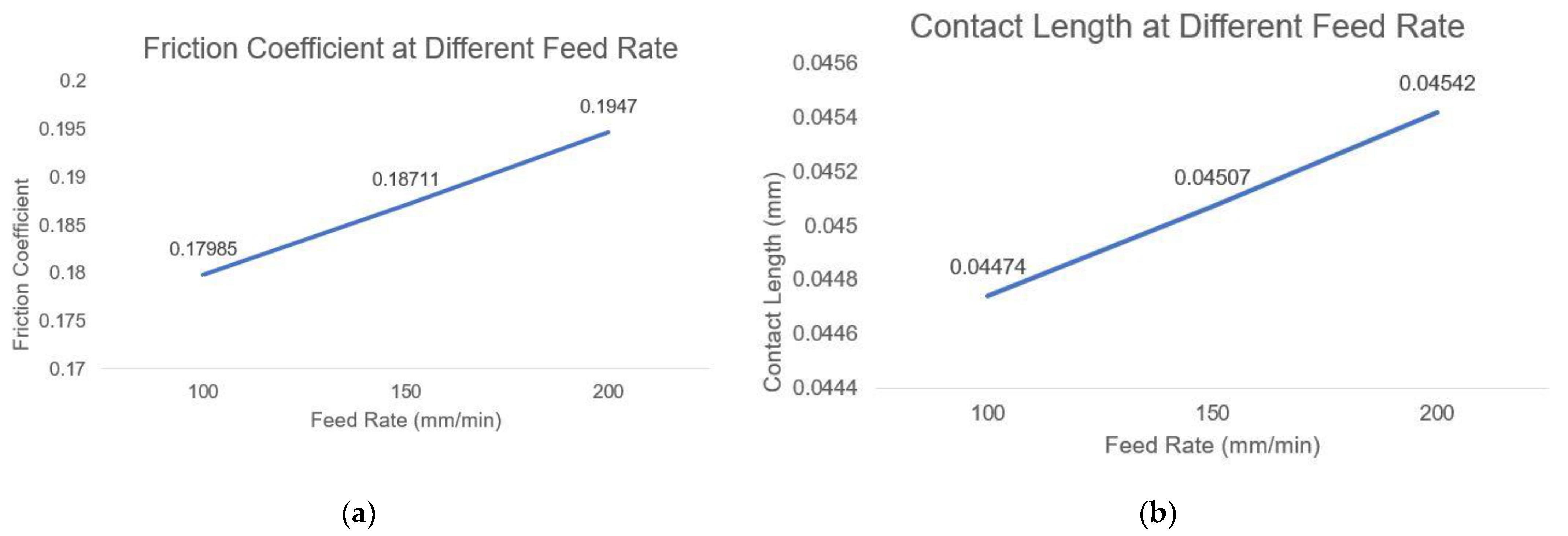
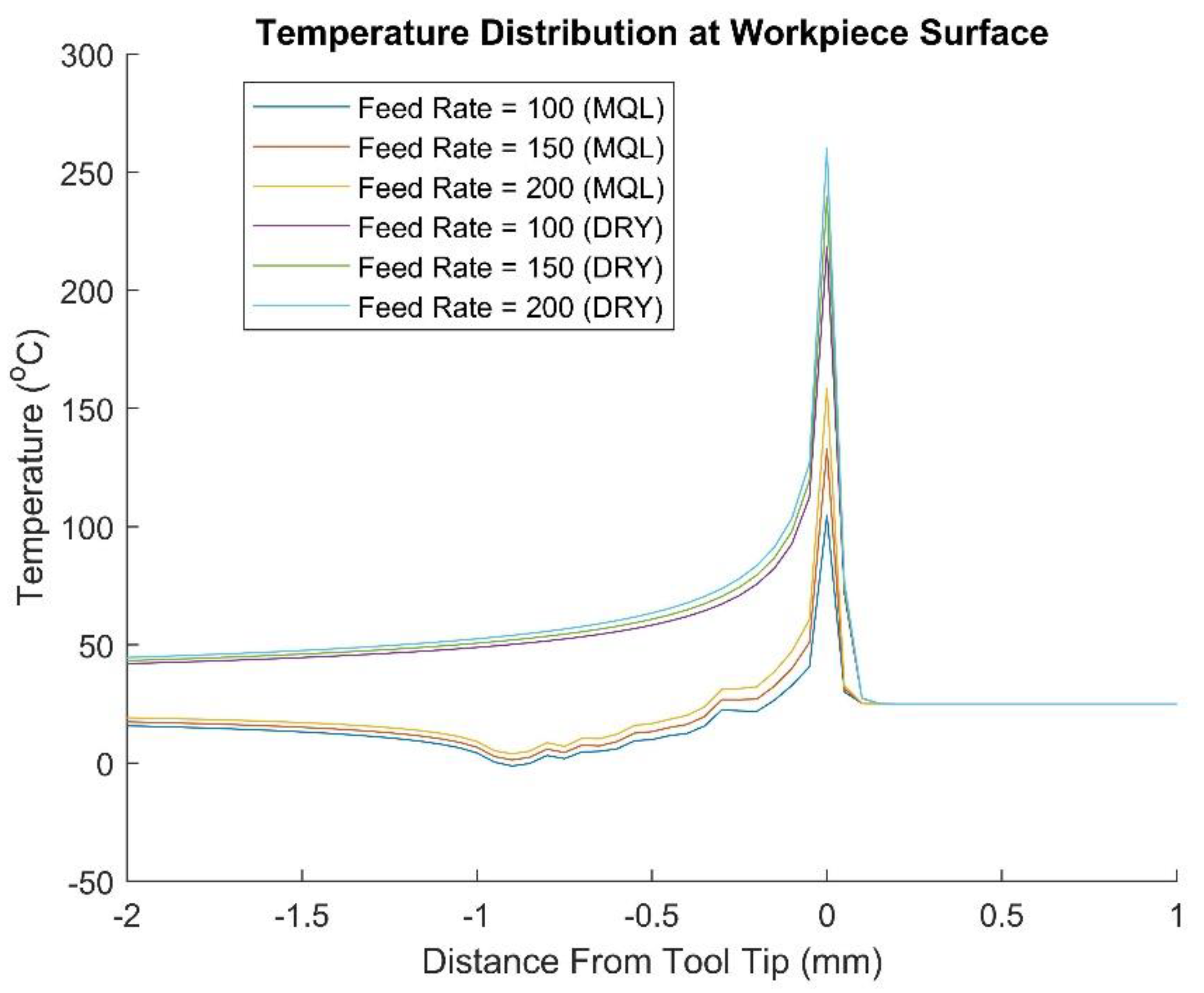
4.2. Effect of Feed Rate on MQL Condition
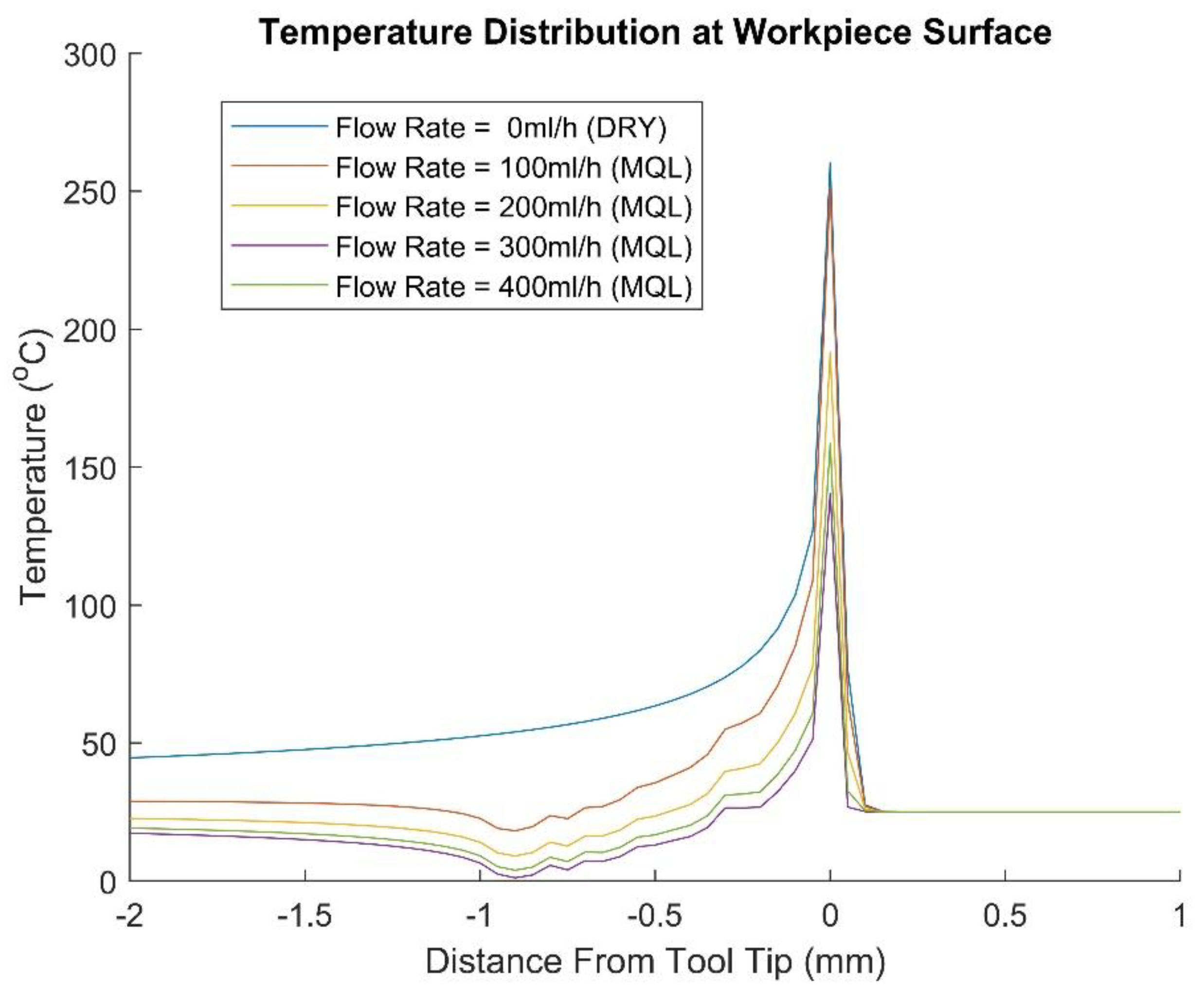
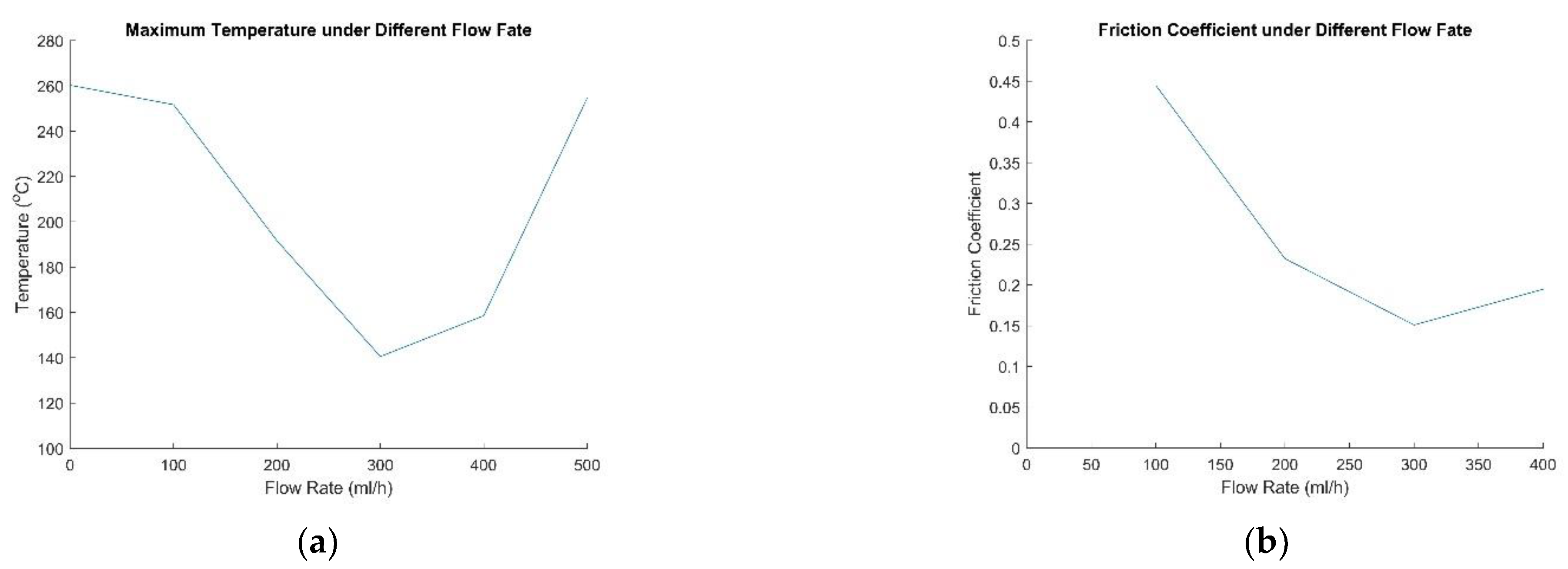
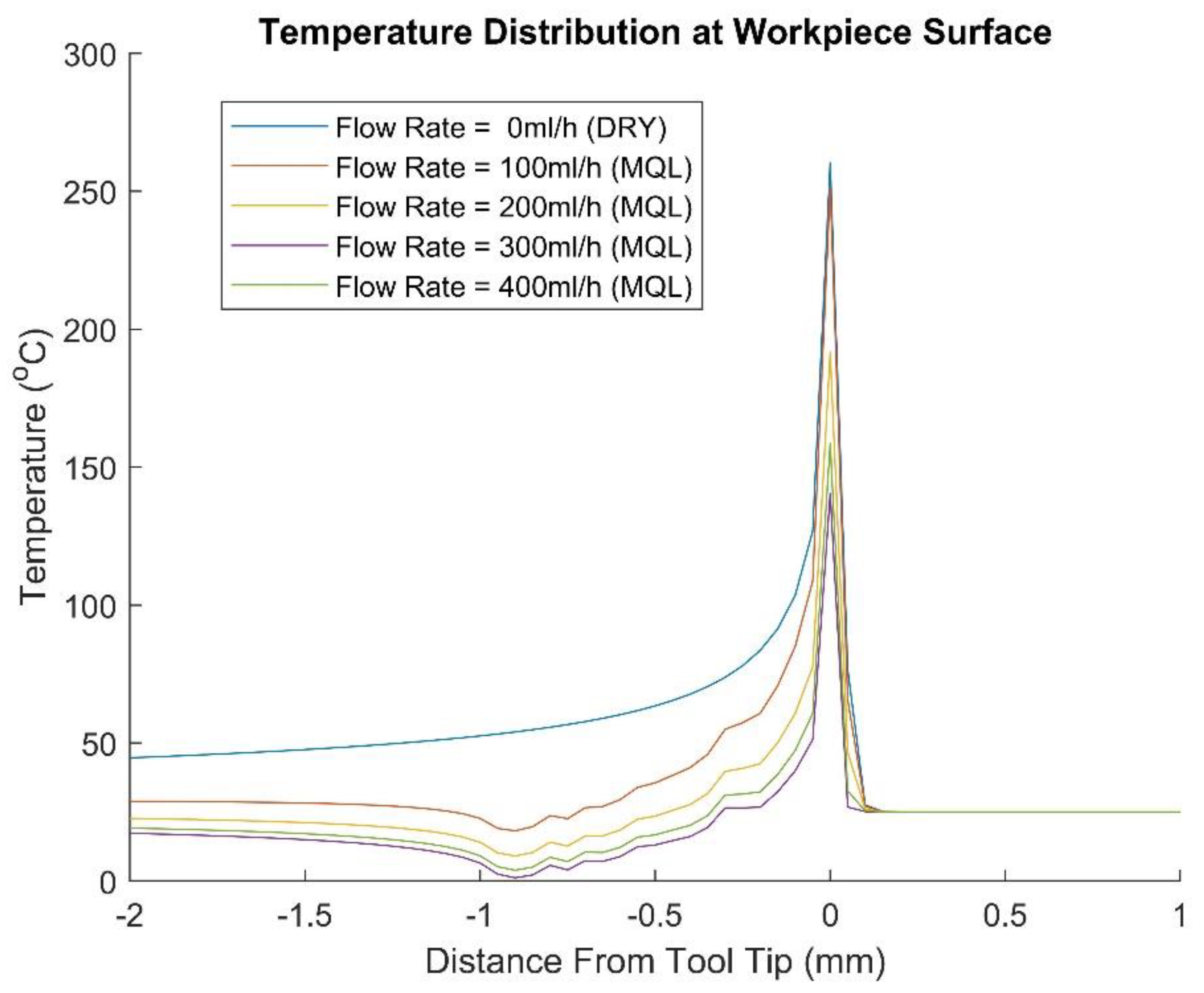
4.3. Effect of Flow Rate on MQL Condition
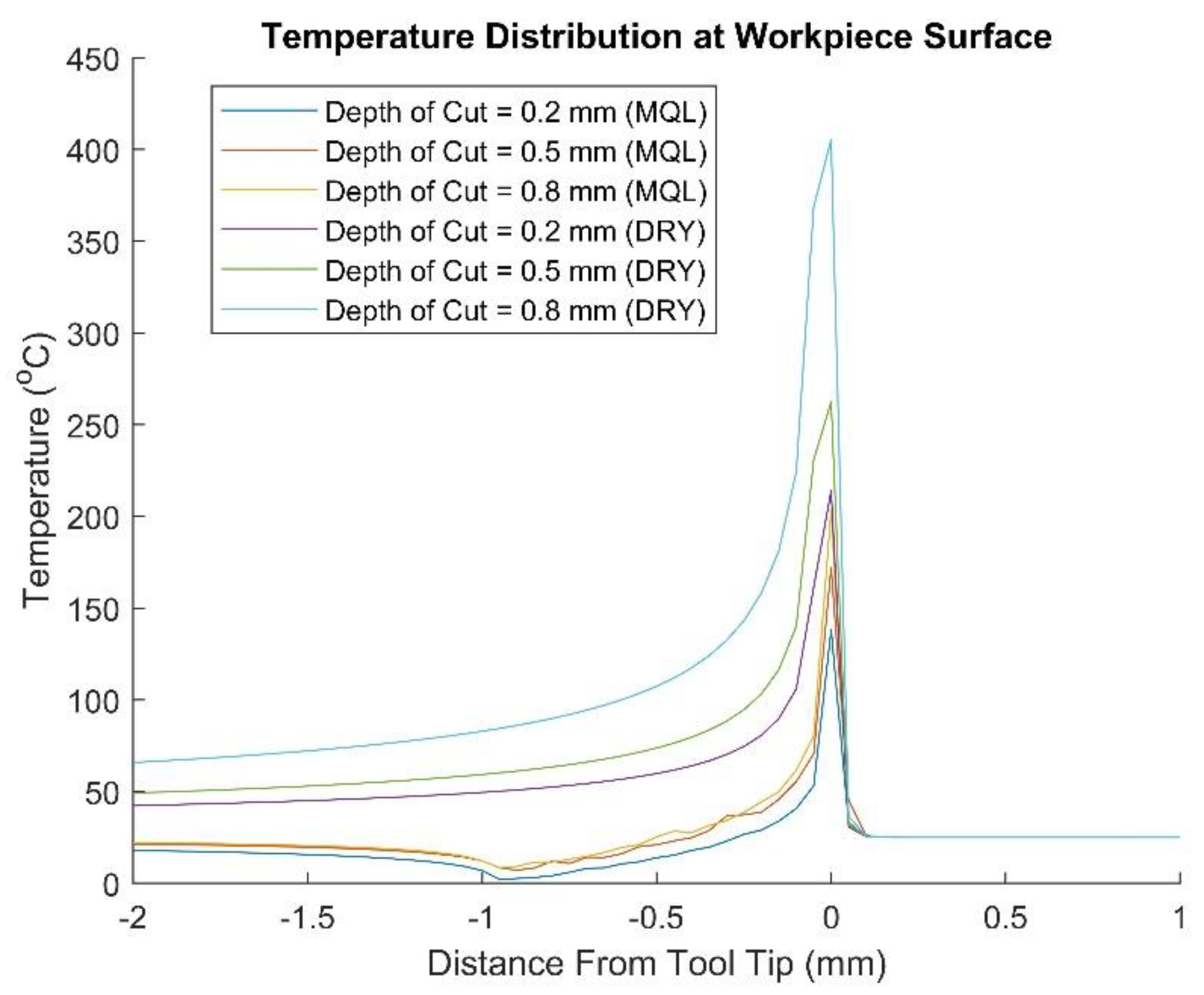
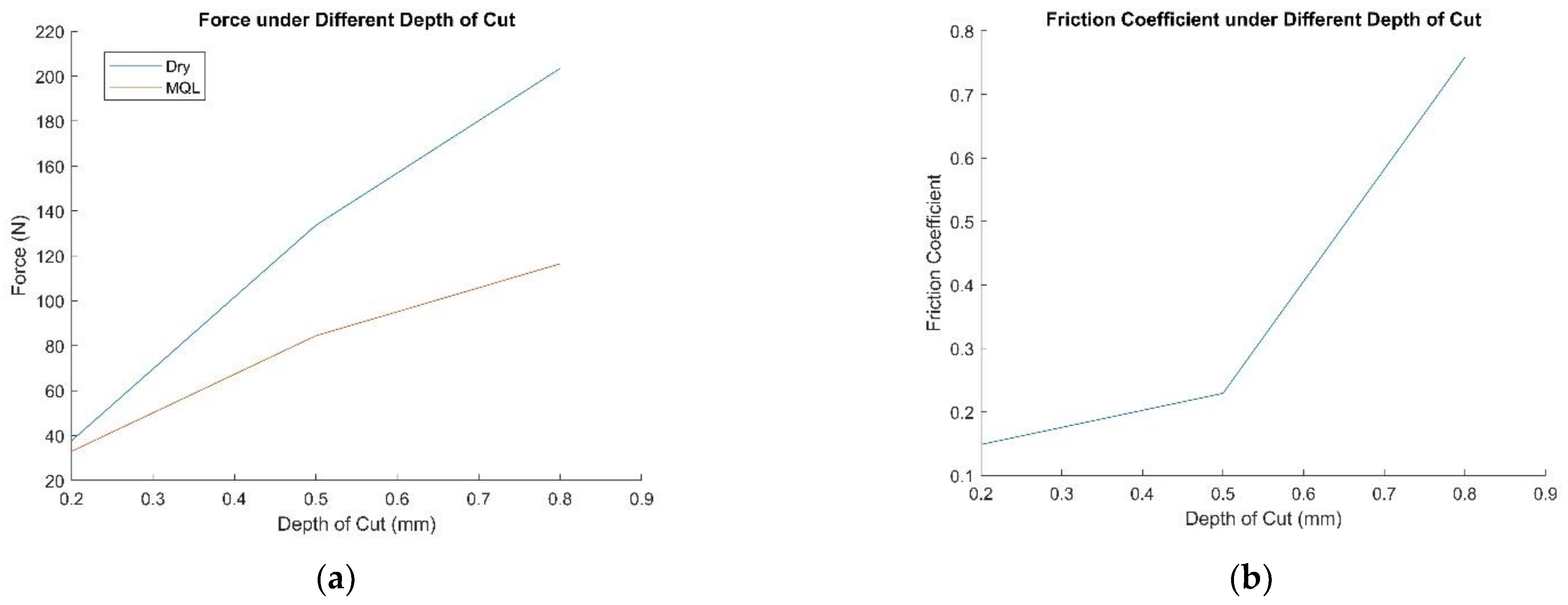
4.4. Effect of Depth of Cut on MQL Condition
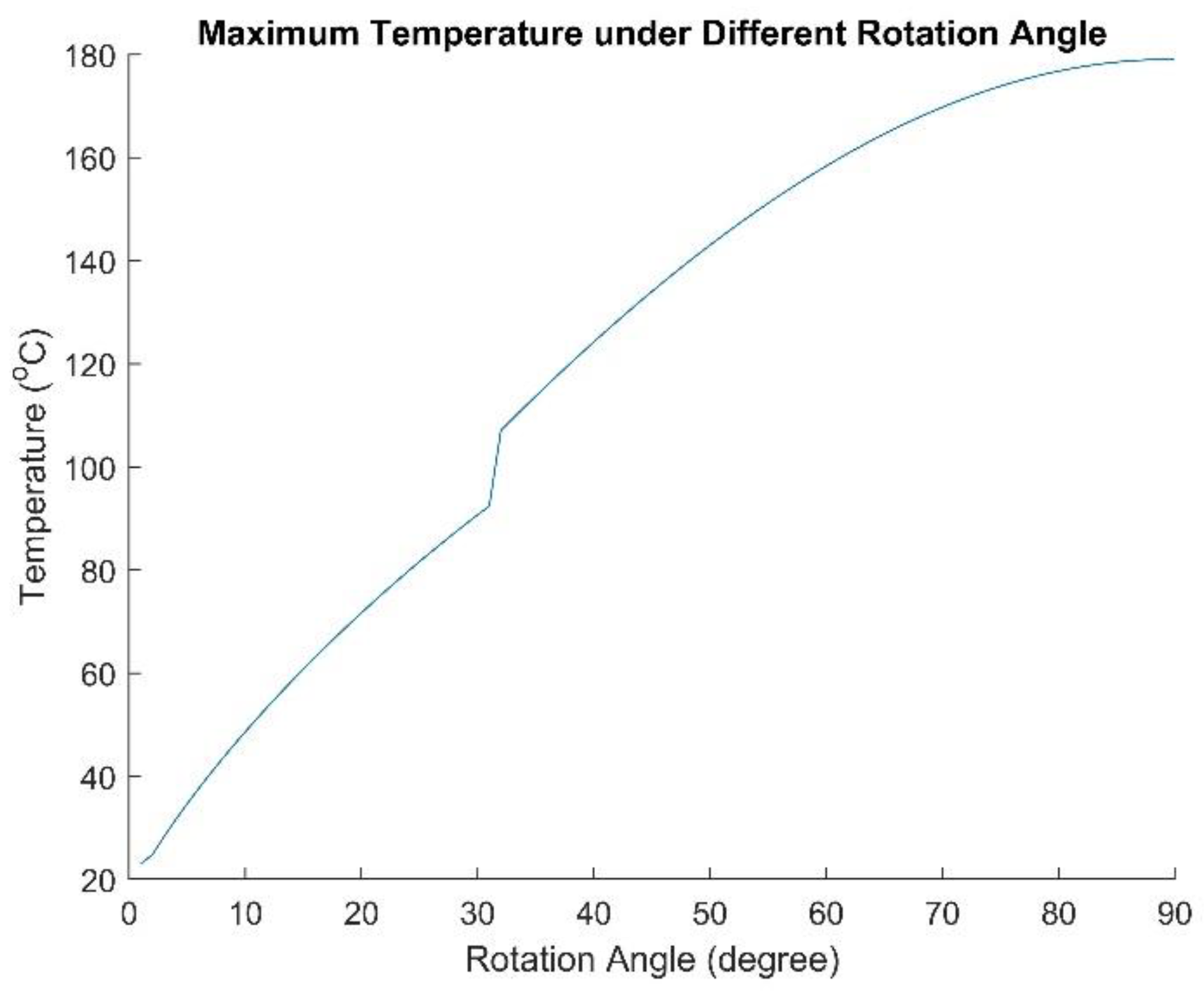
4.5. Other Effects in the Model
5. Conclusions
- With the cutting condition presented, the application of the MQL decreases the cutting temperature at the cutting zone. One mechanism behind the temperature drop is the lowered friction coefficient. With the lower friction coefficient, the heat generated in secondary heat source, with the rubbing between the tool and workpiece, is significantly decreased. Another considered factor is the extra heat loss at the flank surface at the workpiece, which further lowers the temperature.
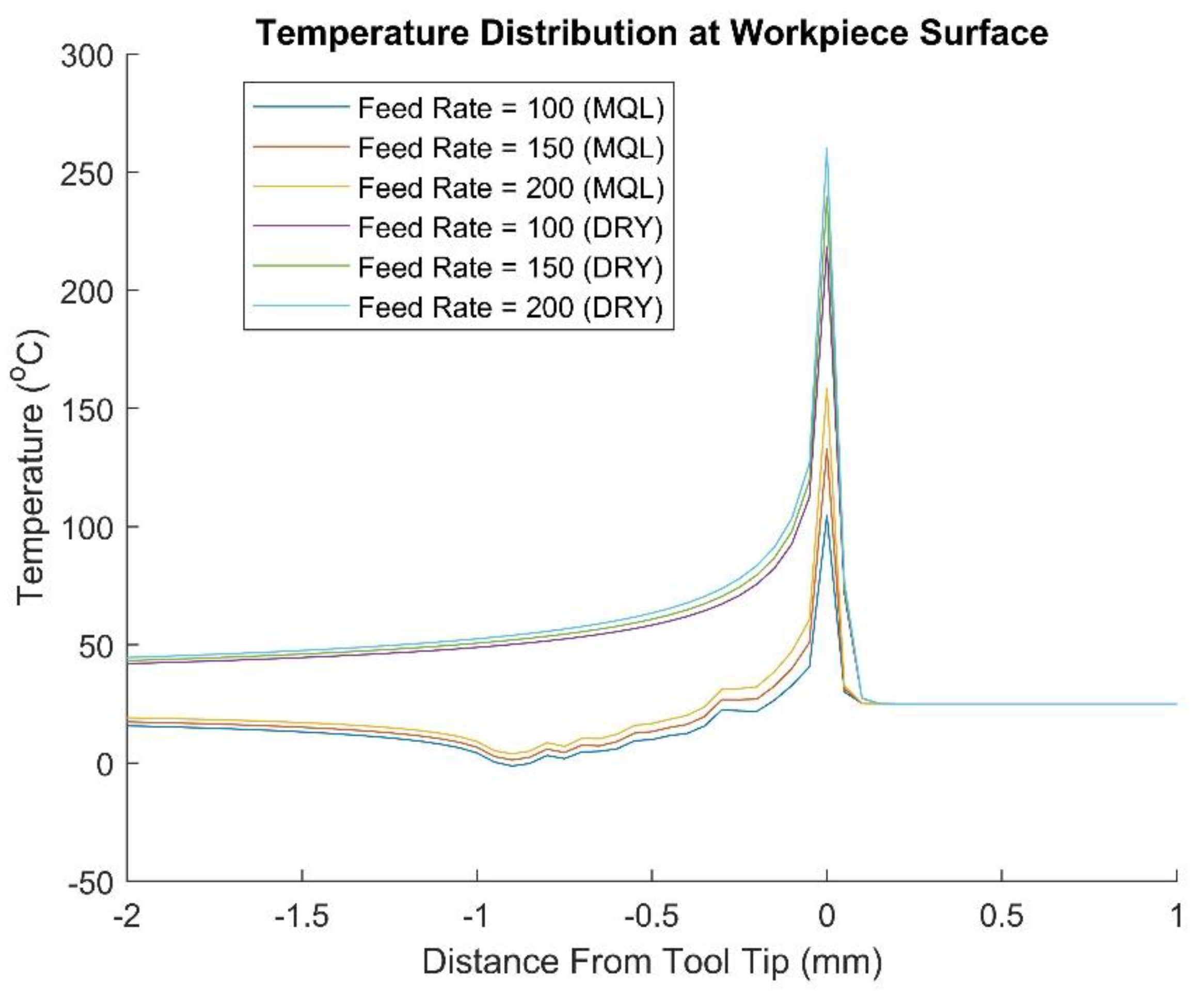
- With the application of the MQL, the temperature at the flank workpiece surface drops much faster compared to those in the dry cases. This is because of the additional heat loss led by the air flow. At the point where the lubricant is applied, this temperature drop is most obvious.
- With increasing feed rate, the maximum temperature at the cutting zone increases. The higher feed rate requires a higher cutting force, which leads to more rubbing between the tool and the workpiece. The friction coefficient therefore increases with the feed rate. A similar effect occurs with increasing depth of cut.
- The friction coefficient first drops and then increases with flow rate. One possible explanation is that the lubricant has already formed a thick film due to a high lubricant flow rate. As more lubricant is applied, the marginal lubrication effect is decreasing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| The thermal diffusivity of the workpiece | |
| The adsorbed lubricant film contact area | |
| The metallic contact area | |
| The side cutting edge angle | |
| The tool side cutting angle | |
| The density of the workpiece | |
| The thermal capacity of the workpiece | |
| CA | The contact length |
| The axial depth of cutting | |
| D | The inclination distribution function |
| The cutting force | |
| The tangential force | |
| The modified Bessel function | |
| The thermal conductivity of the tool | |
| The thermal conductivity of the workpiece | |
| L | The length of the shear plane |
| The effective lubricated length | |
| The average heat transfer coefficient | |
| The asperity height distribution | |
| The total asperity number | |
| The normal load | |
| i | The inclination angle |
| i* | The equivalent inclination angle |
| kair | The thermal conductivity of the air |
| The effective lubricated length | |
| The yield pressure at the adsorbed lubricant film contact area | |
| The yield pressure at the metallic contact area | |
| Pr | The Prandtl number |
| qshear | The heat source density in the shear zone |
| The heat source density in the rubbing zone | |
| r | The asperity tip radius |
| Cutter radius | |
| Re | The Reynolds number |
| The shear strength at the adsorbed lubricant film contact area | |
| The shear strength at the metallic contact area | |
| The undeformed chip thickness | |
| The effective adsorbed lubrication film thickness | |
| Depth of cut | |
| tc | Average depth of cut |
| The equivalent orthogonal cutting | |
| The average tool flank face temperature | |
| The temperature rise in the workpiece from the primary heat source | |
| The temperature rise in the workpiece from the secondary heat source | |
| The temperature drop in the workpiece from the heat loss | |
| The room temperature | |
| V | Cutting speed |
| Feed rate | |
| The rotation speed | |
| The equivalent cutting speed | |
| The cutting width | |
| The equivalent cutting width | |
| The rake angle | |
| The equivalent rake angle | |
| The chip flow angle | |
| c* | The equivalent chip flow angle |
| The heat distribution coefficient | |
| The density of the tool | |
| The density of the workpiece | |
| The friction coefficient | |
| Tool rotation angle | |
| Shear angle |
References
- Sreejith, P.S. Machining of 6061 Aluminium Alloy with MQL, Dry and Flooded Lubricant Conditions. Mater. Lett. 2008, 62, 276–278. [Google Scholar] [CrossRef]
- Kedare, S.B.; Borse, D.R.; Shahane, P.T. Effect of Minimum Quantity Lubrication (MQL) on Surface Roughness of Mild Steel of 15HRC on Universal Milling Machine. Procedia Mater. Sci. 2014, 6, 150–153. [Google Scholar] [CrossRef] [Green Version]
- Singh, G.; Gupta, M.K.; Mia, M.; Sharma, V.S. Modeling and Optimization of Tool Wear in MQL-Assisted Milling of Inconel 718 Superalloy Using Evolutionary Techniques. Int. J. Adv. Manuf. Technol. 2018, 97, 481–494. [Google Scholar] [CrossRef]
- Zhu, L.; Li, J. Exploration about the Cutting Force Reducing of Low-Temperature MQL Cutting Technology. J. Chem. Pharm. Res. 2013, 5, 472–477. [Google Scholar]
- Dhar, N.R.; Islam, M.W.; Islam, S.; Mithu, M.A.H. The Influence of Minimum Quantity of Lubrication (MQL) on Cutting Temperature, Chip and Dimensional Accuracy in Turning AISI-1040 Steel. J. Mater. Process. Technol. 2006, 171, 93–99. [Google Scholar] [CrossRef]
- le Coz, G.; Marinescu, M.; Devillez, A.; Dudzinski, D.; Velnom, L. Measuring Temperature of Rotating Cutting Tools: Application to MQL Drilling and Dry Milling of Aerospace Alloys. Appl. Therm. Eng. 2012, 36, 434–441. [Google Scholar] [CrossRef]
- Zeilmann, R.P.; Weingaertner, W.L. Analysis of Temperature during Drilling of Ti6Al4V with Minimal Quantity of Lubricant. J. Mater. Process. Technol. 2006, 179, 124–127. [Google Scholar] [CrossRef]
- Rabiei, F.; Rahimi, A.R.; Hadad, M.J.; Ashrafijou, M. Performance Improvement of Minimum Quantity Lubrication (MQL) Technique in Surface Grinding by Modeling and Optimization. J. Clean. Prod. 2015, 86, 447–460. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Zhang, Y.; Wang, Y.; Jia, D.; Yang, M. Grinding Temperature and Energy Ratio Coefficient in MQL Grinding of High-Temperature Nickel-Base Alloy by Using Different Vegetable Oils as Base Oil. Chin. J. Aeronaut. 2016, 29, 1084–1095. [Google Scholar] [CrossRef] [Green Version]
- Qin, S.; Li, Z.; Guo, G.; An, Q.; Chen, M.; Ming, W. Analysis of Minimum Quantity Lubrication (MQL) for Different Coating Tools during Turning of TC11 Titanium Alloy. Materials 2016, 9, 804. [Google Scholar] [CrossRef]
- Salur, E.; Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y. The Effects of MQL and Dry Environments on Tool Wear, Cutting Temperature, and Power Consumption during End Milling of AISI 1040 Steel. Metals 2021, 11, 1674. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Vats, P.; Pimenov, D.Y.; Giasin, K.; Chuchala, D. Study of a Multicriterion Decision-Making Approach to the MQL Turning of AISI 304 Steel Using Hybrid Nanocutting Fluid. Materials 2021, 14, 7207. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Li, C.; Zhang, Y.; Jia, D.; Zhang, X.; Hou, Y.; Li, R.; Wang, J. Maximum Undeformed Equivalent Chip Thickness for Ductile-Brittle Transition of Zirconia Ceramics under Different Lubrication Conditions. Int. J. Mach. Tools Manuf. 2017, 122, 55–65. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Mabrouki, T.; Nelias, D.; Gong, Y.D. Chip Formation in Orthogonal Cutting Considering Interface Limiting Shear Stress and Damage Evolution Based on Fracture Energy Approach. Finite Elem. Anal. Des. 2011, 47, 850–863. [Google Scholar] [CrossRef]
- Morgan, M.N.; Barczak, L.; Batako, A. Temperatures in Fine Grinding with Minimum Quantity Lubrication (MQL). Int. J. Adv. Manuf. Technol. 2011, 60, 951–958. [Google Scholar] [CrossRef]
- Rowe, W.B. Principles of Modern Grinding Technology. In Principles of Modern Grinding Technology, 2nd ed.; William Andrew: Norwich, NY, USA, 2013; pp. 1–437. [Google Scholar] [CrossRef]
- Biermann, D.; Blum, H.; Frohne, J.; Iovkov, I.; Rademacher, A.; Rosin, K. Simulation of MQL Deep Hole Drilling for Predicting Thermally Induced Workpiece Deformations. Procedia CIRP 2015, 31, 148–153. [Google Scholar] [CrossRef] [Green Version]
- Kaynak, Y.; Gharibi, A.; Ozkutuk, M. Experimental and Numerical Study of Chip Formation in Orthogonal Cutting of Ti-5553 Alloy: The Influence of Cryogenic, MQL, and High Pressure Coolant Supply. Int. J. Adv. Manuf. Technol. 2017, 94, 1411–1428. [Google Scholar] [CrossRef]
- Hadad, M.; Sadeghi, B. Thermal Analysis of Minimum Quantity Lubrication-MQL Grinding Process. Int. J. Mach. Tools Manuf. 2012, 63, 1–15. [Google Scholar] [CrossRef]
- Hanna, I.M. Thermal Modeling of Grinding for Process Optimization and Durability Improvements; Purdue University: West Lafayette, IN, USA, 2006. [Google Scholar]
- Li, K.M.; Liang, S.Y. Modeling of Cutting Temperature in near Dry Machining. J. Manuf. Sci. Eng. Trans. ASME 2006, 128, 416–424. [Google Scholar] [CrossRef]
- Ji, X.; Zhang, X.; Liang, S.Y. A New Approach to Predict Machining Force and Temperature with Minimum Quantity Lubrication. In Proceedings of the ASME 2012 International Manufacturing Science and Engineering Conference Collocated with the 40th North American Manufacturing Research Conference and in Participation with the International Conference, MSEC 2012, Notre Dame, IN, USA, 4–8 June 2012; pp. 69–76. [Google Scholar] [CrossRef]
- Oxley, P.L.B.; Shaw, M.C. Mechanics of Machining: An Analytical Approach to Assessing Machinability. J. Appl. Mech. 1990, 57, 253. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Jia, Z.; Wang, F.; Li, G.; Si, L.; Gao, L. Model of the Instantaneous Undeformed Chip Thickness in Micro-Milling Based on Tooth Trajectory. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 226–239. [Google Scholar] [CrossRef]
- Ji, X.; Zhang, X.; Liang, S.Y. Predictive Modeling of Residual Stress in Minimum Quantity Lubrication Machining. Int. J. Adv. Manuf. Technol. 2014, 70, 2159–2168. [Google Scholar] [CrossRef]
- Hanif, M.; Ahmad, W.; Hussain, S.; Jahanzaib, M.; Shah, A.H. Investigating the Effects of Electric Discharge Machining Parameters on Material Removal Rate and Surface Roughness on AISI D2 Steel Using RSM-GRA Integrated Approach. Int. J. Adv. Manuf. Technol. 2018, 101, 1255–1265. [Google Scholar] [CrossRef]
- Patel, P.; Nakum, B.; Abhishek, K.; Rakesh Kumar, V. Machining Performance Optimization during Plasma Arc Cutting of AISI D2 Steel: Application of FIS, Nonlinear Regression and JAYA Optimization Algorithm. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 240. [Google Scholar] [CrossRef]
- Waldorf, D.J.; DeVor, R.E.; Kapoor, S.G. A Slip-Line Field for Ploughing During Orthogonal Cutting. J. Manuf. Sci. Eng. 1998, 120, 693–699. [Google Scholar] [CrossRef] [Green Version]
- Khan, A.M.; Jamil, M.; Ul Haq, A.; Hussain, S.; Meng, L.; He, N. Sustainable Machining. Modeling and Optimization of Temperature and Surface Roughness in the Milling of AISI D2 Steel. Ind. Lubr. Tribol. 2018, 71, 267–277. [Google Scholar] [CrossRef]
- Tang, L.; Huang, J.; Xie, L. Finite Element Modeling and Simulation in Dry Hard Orthogonal Cutting AISI D2 Tool Steel with CBN Cutting Tool. Int. J. Adv. Manuf. Technol. 2011, 53, 1167–1181. [Google Scholar] [CrossRef]
- Rahim, E.A.; Ibrahim, M.R.; Rahim, A.A.; Aziz, S.; Mohid, Z. Experimental Investigation of Minimum Quantity Lubrication (MQL) as a Sustainable Cooling Technique. Procedia CIRP 2015, 26, 351–354. [Google Scholar] [CrossRef] [Green Version]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Tool Wear, Surface Roughness, Cutting Temperature and Chips Morphology Evaluation of Al/TiN Coated Carbide Cutting Tools in Milling of Cu–B–CrC Based Ceramic Matrix Composites. J. Mater. Res. Technol. 2022, 16, 1243–1259. [Google Scholar] [CrossRef]
- Banerjee, N.; Sharma, A. Identification of a Friction Model for Minimum Quantity Lubrication Machining. J. Clean. Prod. 2014, 83, 437–443. [Google Scholar] [CrossRef]
- Rahim, E.A.; Dorairaju, H. Evaluation of Mist Flow Characteristic and Performance in Minimum Quantity Lubrication (MQL) Machining. Measurement 2018, 123, 213–225. [Google Scholar] [CrossRef]
- Safiei, W.; Rahman, M.M.; Yusoff, A.R.; Arifin, M.N.; Tasnim, W. Effects of SiO2-Al2O3-ZrO2 Tri-Hybrid Nanofluids on Surface Roughness and Cutting Temperature in End Milling Process of Aluminum Alloy 6061-T6 Using Uncoated and Coated Cutting Inserts with Minimal Quantity Lubricant Method. Arab. J. Sci. Eng. 2021, 46, 7699–7718. [Google Scholar] [CrossRef]
- Karaguzel, U.; Budak, E. Investigating Effects of Milling Conditions on Cutting Temperatures through Analytical and Experimental Methods. J. Mater. Process. Technol. 2018, 262, 532–540. [Google Scholar] [CrossRef]
- Feng, Y.; Pan, Z.; Liang, S.Y. Temperature Prediction in Inconel 718 Milling with Microstructure Evolution. Int. J. Adv. Manuf. Technol. 2018, 95, 4607–4621. [Google Scholar] [CrossRef]
- Gaurav, G.; Sharma, A.; Dangayach, G.S.; Meena, M.L. Assessment of Jojoba as a Pure and Nano-Fluid Base Oil in Minimum Quantity Lubrication (MQL) Hard-Turning of Ti–6Al–4V: A Step towards Sustainable Machining. J. Clean. Prod. 2020, 272, 122553. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | V | P | S | NI | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| %Weight | 1.56 | 0.30 | 0.4 | 11.9 | 0.78 | 0.80 | 0.023 | 0.015 | 0.05 | Balance |
| Machine Tool | Micron UCP 710 |
| Work Materials | AISI D2 Steel (Dimension: 100 × 50 × 8 mm3) |
| Hardness | 60 HRC |
| Cutting Tool | SECO-made Tungsten Carbide Inserts |
| Process Parameters | |
| Feed Rate | 100, 150, 200 mm/min |
| Depth of Cut | 0.2, 0.5, 0.8 mm |
| Flow Rate | 200, 300, 400 mL/h |
| Cutting Speed | 30 m/min (constant) |
| MQL Fluid | Distilled Water |
| MQL Application | Nozzle fixed at 45°, 15 mm away |
| Parameters | Number |
|---|---|
| A (MPa) | 1766 |
| B (MPa) | 904 |
| C | 0.012 |
| m | 3.38 |
| n | 0.312 |
| Density (g/cm3) | 7.75 |
| Young’s Modulus (GPa) | 180 |
| Thermal Conductivity (W/mK) | 21 |
| Melting Temperature (°C) | 2590 |
| Parameter | ||||||
|---|---|---|---|---|---|---|
| Value | 0.3 | 20 | 5 | 10 | 0.89 | 1.5 |
| Group Number | Feed Rate (mm/min) | Depth of Cut (mm) | Flow Rate (mL/h) | Temperature Measured (°C) | Temperature Predicted (°C) | Absolute Error Percentage (%) |
|---|---|---|---|---|---|---|
| 2 | 200 | 0.2 | 300 | 135 | 148 | 9.63 |
| 3 | 100 | 0.8 | 300 | 124 | 132 | 6.45 |
| 4 | 200 | 0.8 | 300 | 189 | 170 | 10.05 |
| 5 | 100 | 0.5 | 200 | 129 | 143 | 10.85 |
| 6 | 200 | 0.5 | 200 | 184 | 191 | 3.80 |
| 7 | 100 | 0.5 | 400 | 108 | 104 | 3.70 |
| 8 | 200 | 0.5 | 400 | 128 | 158 | 23.44 |
| 9 | 150 | 0.2 | 200 | 165 | 138 | 16.36 |
| 10 | 150 | 0.8 | 200 | 183 | 203 | 10.93 |
| 11 | 150 | 0.2 | 400 | 116 | 127 | 9.48 |
| 12 | 150 | 0.8 | 400 | 143 | 144 | 0.70 |
| 13 | 150 | 0.5 | 300 | 146 | 174 | 19.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, L.; Feng, Y.; Lu, Y.-T.; Lin, Y.-F.; Hung, T.-P.; Hsu, F.-C.; Liang, S.Y. Analytical Model for Temperature Prediction in Milling AISI D2 with Minimum Quantity Lubrication. Metals 2022, 12, 697. https://doi.org/10.3390/met12040697
Cai L, Feng Y, Lu Y-T, Lin Y-F, Hung T-P, Hsu F-C, Liang SY. Analytical Model for Temperature Prediction in Milling AISI D2 with Minimum Quantity Lubrication. Metals. 2022; 12(4):697. https://doi.org/10.3390/met12040697
Chicago/Turabian StyleCai, Linger, Yixuan Feng, Yu-Ting Lu, Yu-Fu Lin, Tsung-Pin Hung, Fu-Chuan Hsu, and Steven Y. Liang. 2022. "Analytical Model for Temperature Prediction in Milling AISI D2 with Minimum Quantity Lubrication" Metals 12, no. 4: 697. https://doi.org/10.3390/met12040697
APA StyleCai, L., Feng, Y., Lu, Y.-T., Lin, Y.-F., Hung, T.-P., Hsu, F.-C., & Liang, S. Y. (2022). Analytical Model for Temperature Prediction in Milling AISI D2 with Minimum Quantity Lubrication. Metals, 12(4), 697. https://doi.org/10.3390/met12040697