
Evolution Behavior and Closure Mechanism of Porosity in Large Billet during the Reduction Pretreatment



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
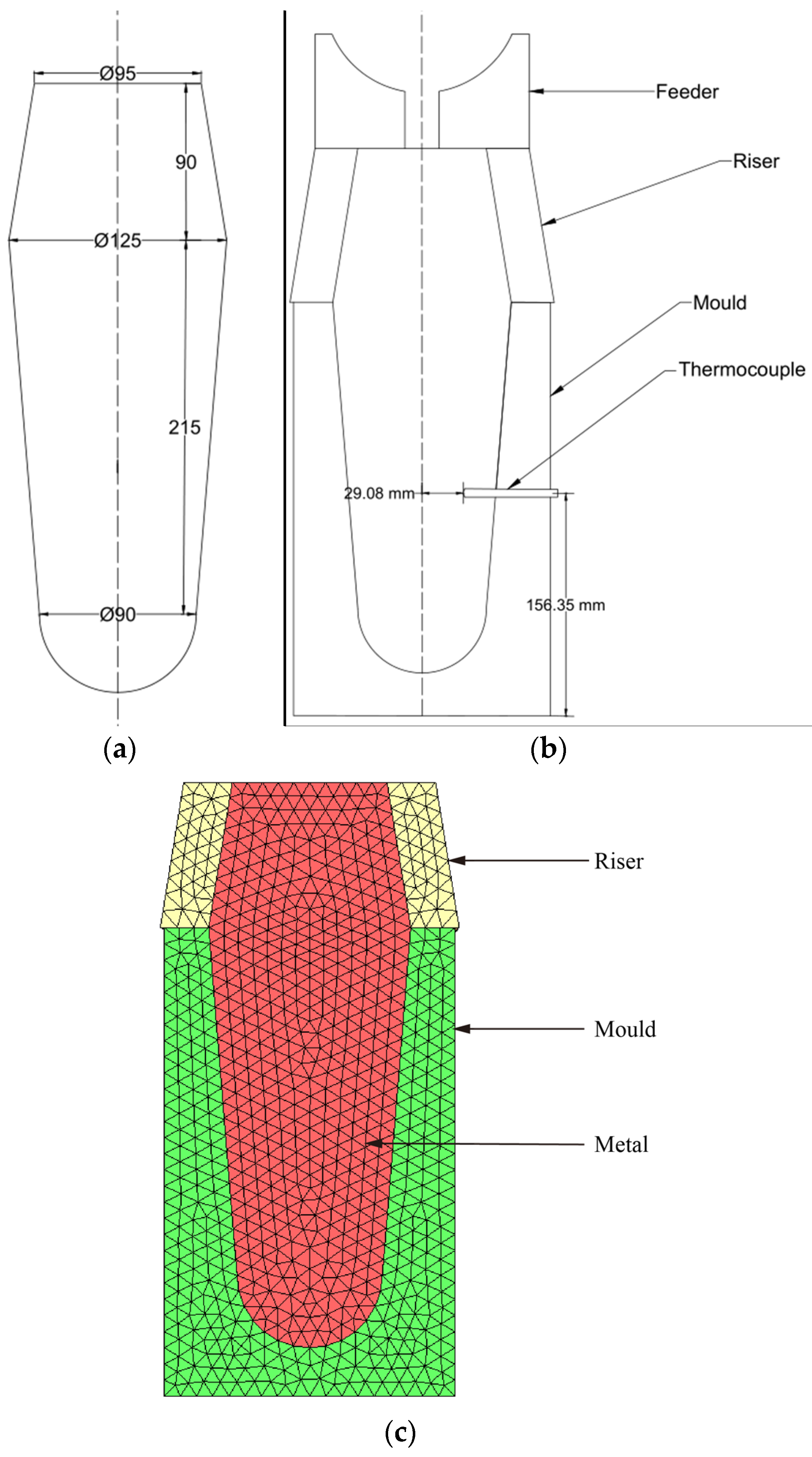
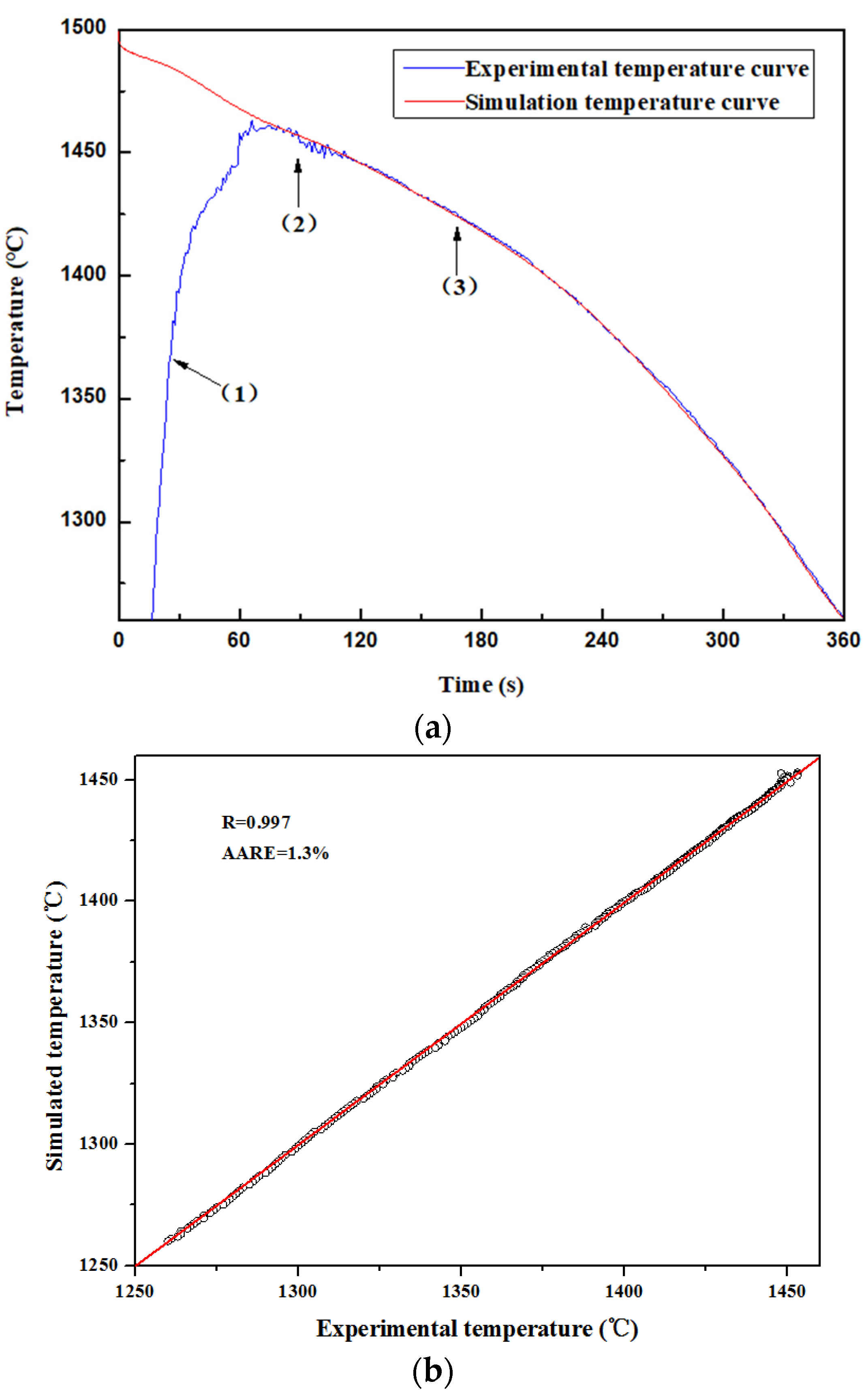
2.2. Measuring and Verification of the Casting Temperature
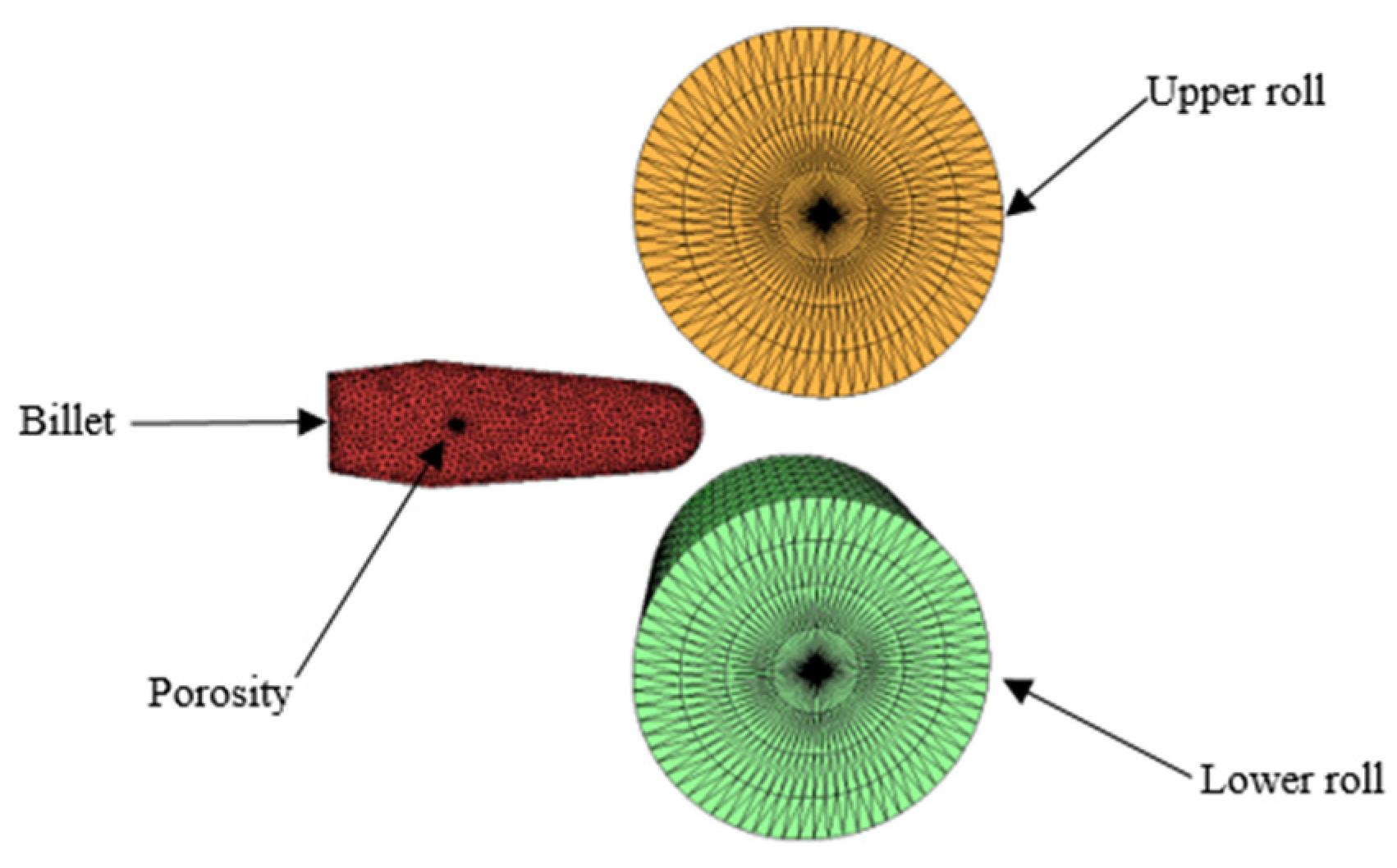
2.3. Simulation for Reduction Pretreatment
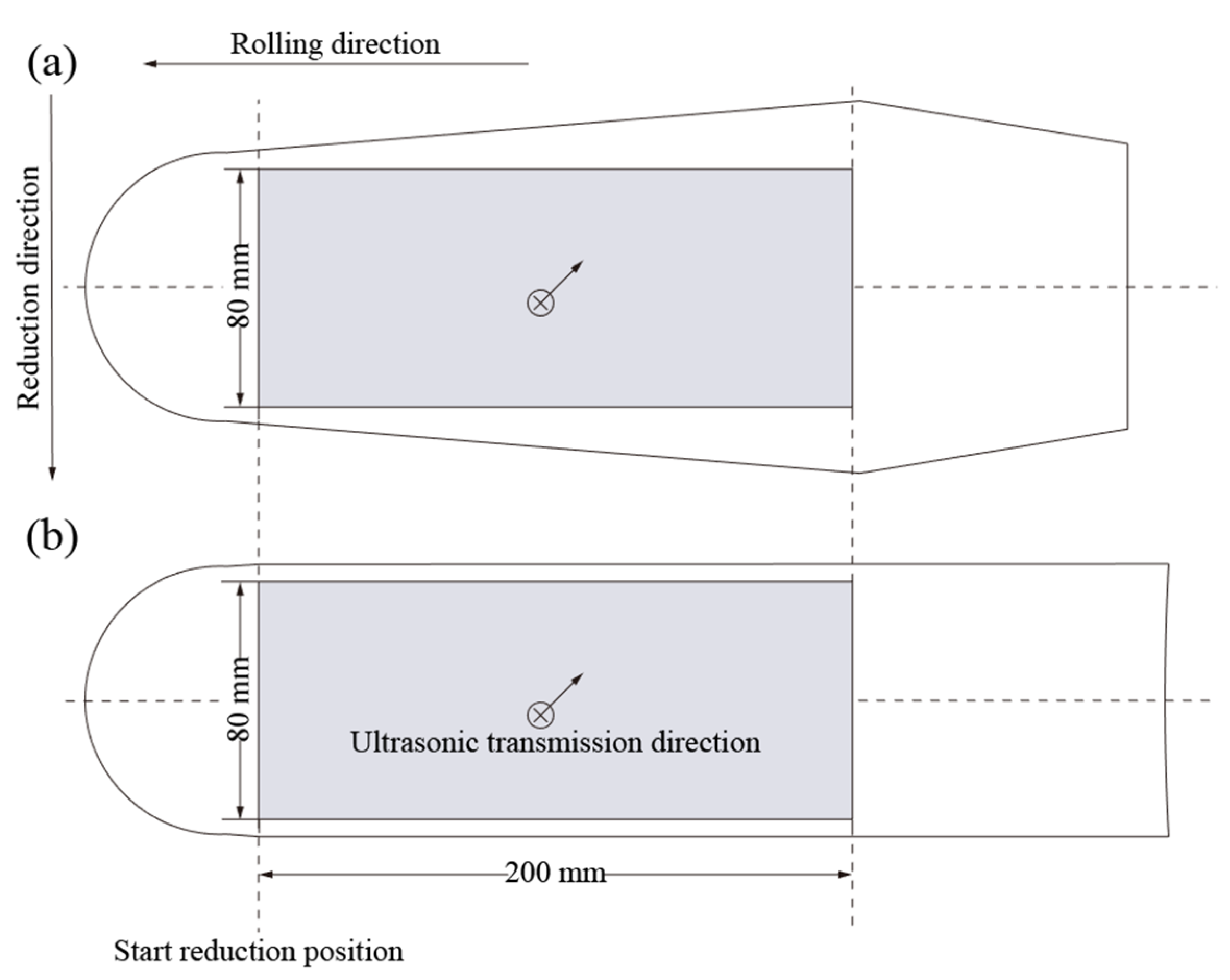
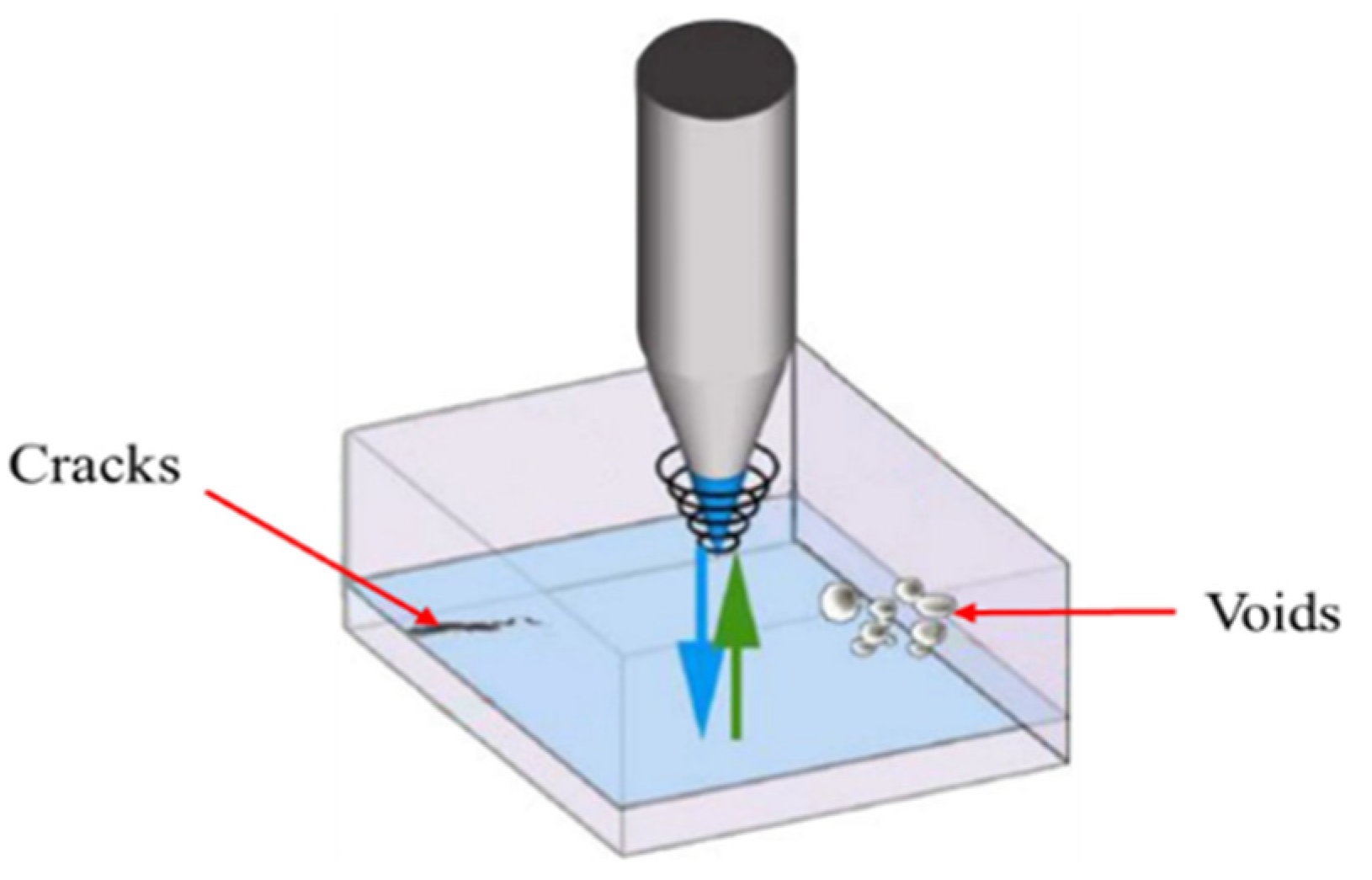
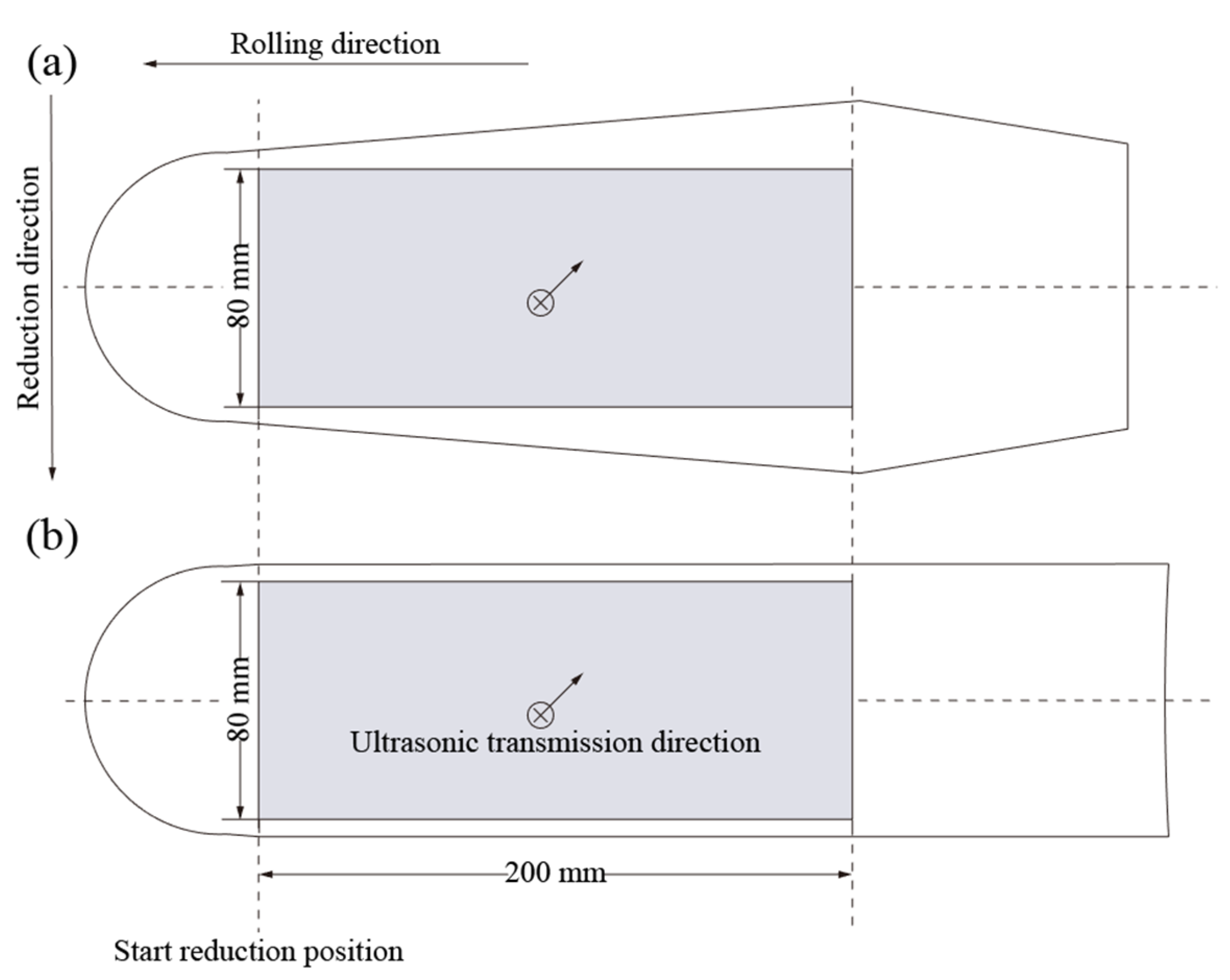
2.4. Detection of the Porosities
3. Results and Discussion
3.1. Temperature Distribution before the Reduction Pretreatment
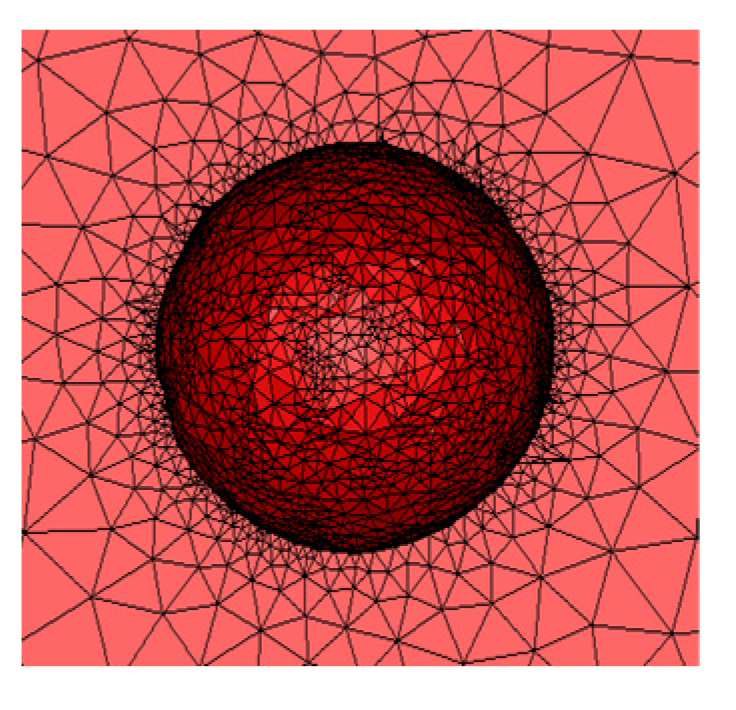
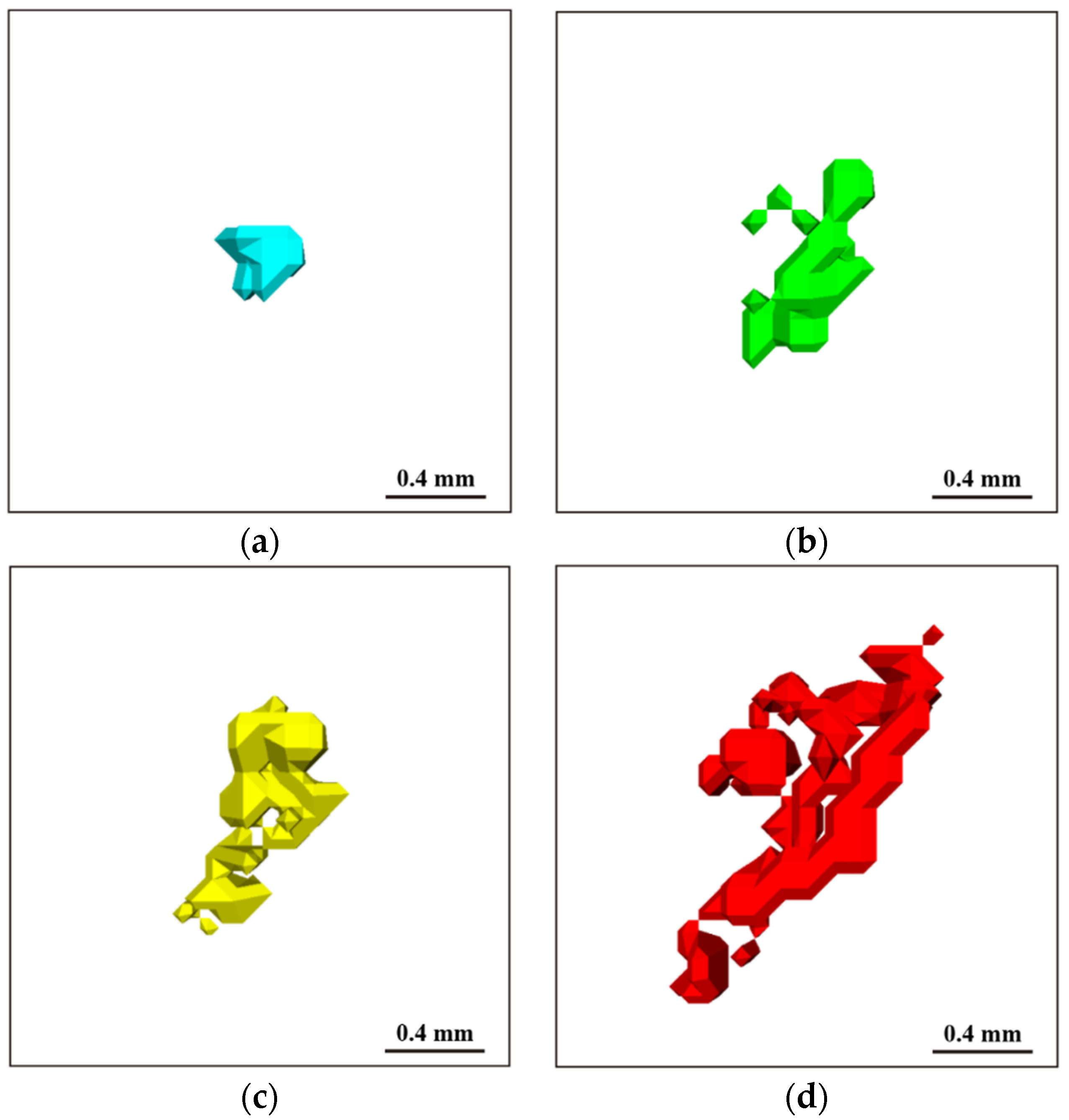
3.2. Morphological Characteristics of the Porosities
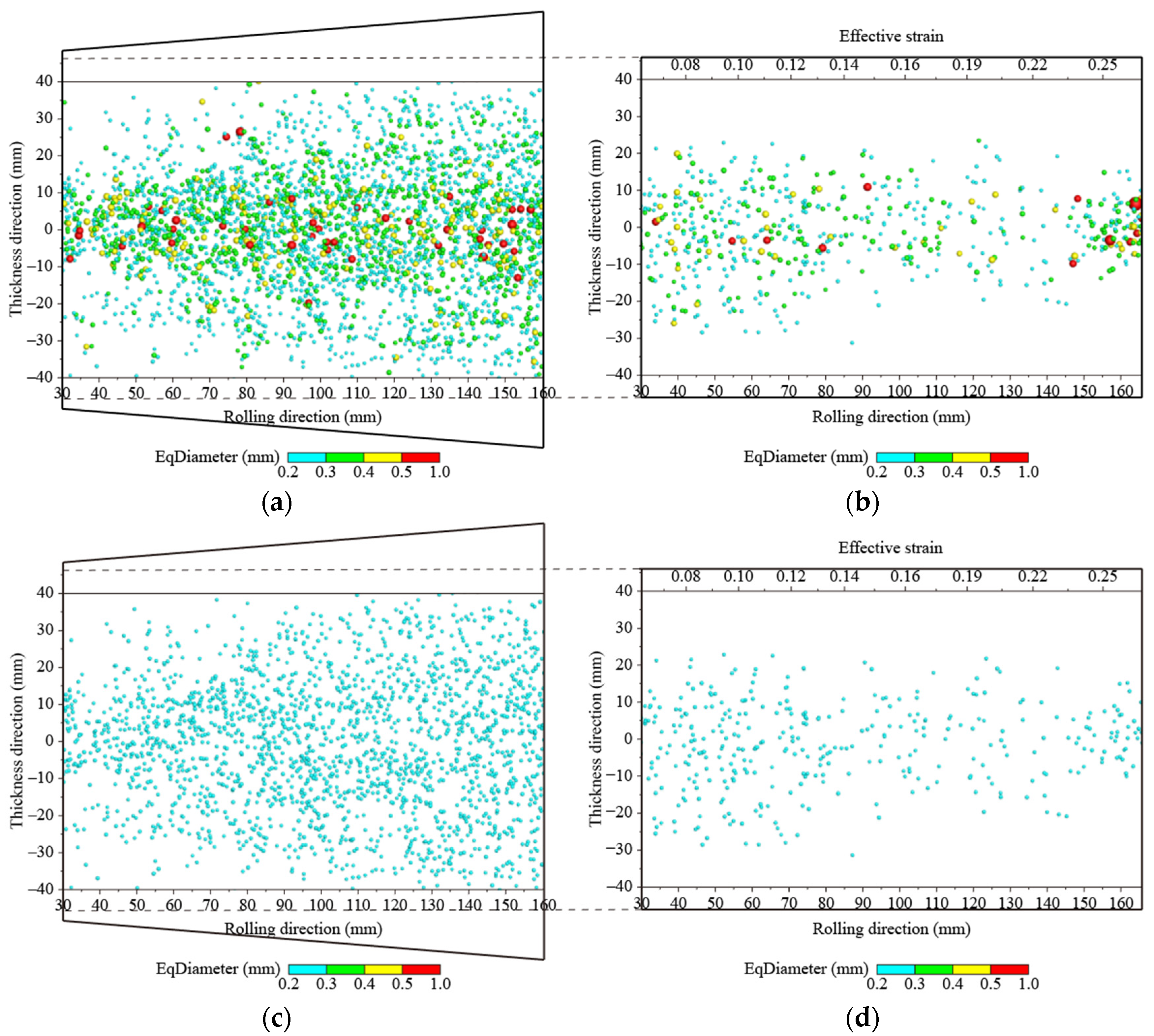
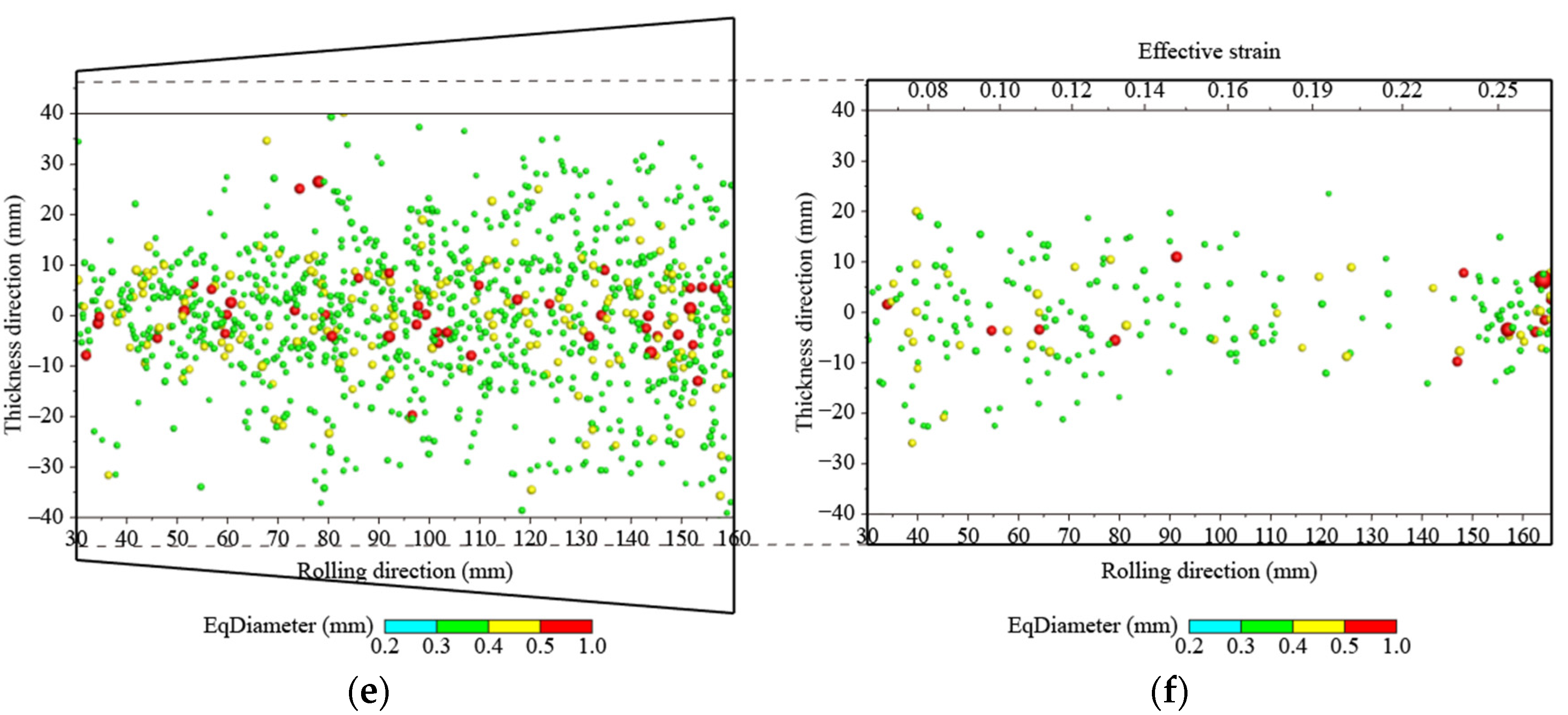
3.3. Distribution Characteristics of the Porosities
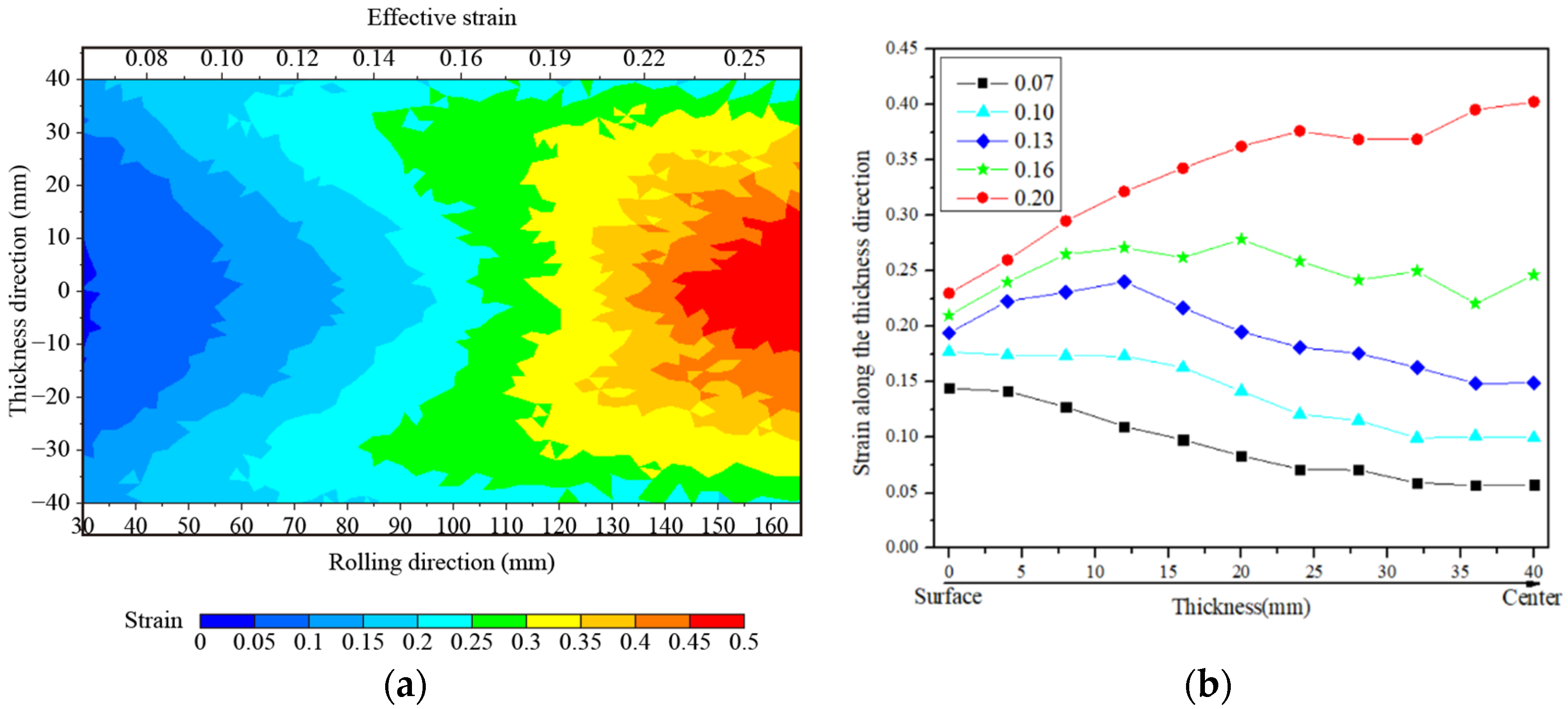
3.4. Strain Distribution of the Reduction Pretreatment
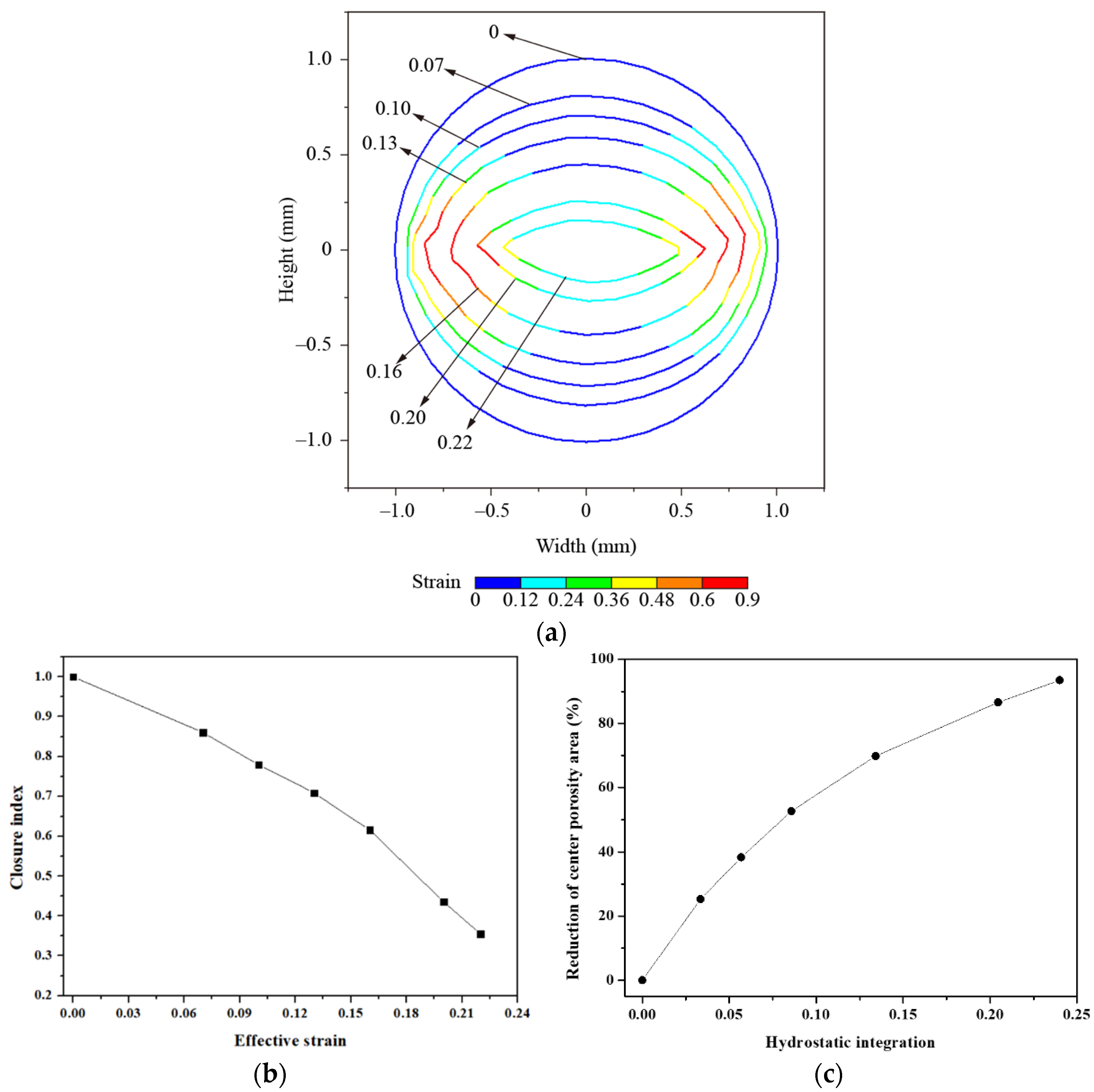
3.5. Analysis of Porosity Closure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Sonsino, C.M.; Ziese, J. Fatigue strength and applications of cast aluminium alloys with different degrees of porosity. Int. J. Fatigue 1993, 15, 75–84. [Google Scholar] [CrossRef]
- Bao, J.; Wu, S.; Withers, P.J.; Wu, Z.; Li, F.; Fu, Y.; Sun, W. Defect evolution during high temperature tension-tension fatigue of SLM AISi10Mg alloy by synchrotron tomography. Mater. Sci. Eng. A 2020, 792, 139809. [Google Scholar] [CrossRef]
- Dezecot, S.; Maurel, V.; Buffiere, J.Y.; Szmytka, F.; Koster, A. 3D characterization and modeling of low cycle fatigue damage mechanisms at high temperature in a cast aluminum alloy. Acta Mater. 2017, 123, 24–34. [Google Scholar] [CrossRef]
- Skallerud, B.; Iveland, T.; Härkegård, G. Fatigue life assessment of aluminum alloys with casting defects. Eng. Fract. Mech. 1993, 44, 857–874. [Google Scholar] [CrossRef]
- Buffière, J.Y.; Savelli, S.; Jouneau, P.H.; Maire, E.; Fougères, R. Experimental study of porosity and its relation to fatigue mechanisms of model Al-Si7-Mg0.3 cast Al alloys. Mater. Sci. Eng. A 2001, 316, 115–126. [Google Scholar] [CrossRef]
- Leitner, M.; Garb, C.; Remes, H.; Stoschka, M. Microporosity and statistical size effect on the fatigue strength of cast aluminium alloys EN AC-45500 and 46200. Mater. Sci. Eng. A 2017, 707, 567–575. [Google Scholar] [CrossRef]
- Cai, C.; Geng, H.; Cui, Q.; Wang, S.; Zhang, Z. Low cycle fatigue behavior of AlSi10Mg(Cu) alloy at high temperature. Mater. Charact. 2018, 145, 594–605. [Google Scholar] [CrossRef]
- Niyama, E.; Uchida, T.; Morikawa, M.; Saito, S. Predicting shrinkage in large steel castings from temperature gradient calculations. Int. J. Cast Met. Res. 1981, 6, 16–22. [Google Scholar]
- Niyama, E.; Uchida, T.; Morikawa, M.; Saito, S. A method of shrinkage prediction and its application to steel casting practice. Int. J. Cast Met. Res. 1982, 7, 52–63. [Google Scholar]
- Chaaban, M.A.; Alexander, J.M. A study of the closure of cavities in swing forging. In Proceedings of the Seventeenth International Machine Tool Design and Research Conference, Birmingham, UK, 20–24 September 1976; pp. 633–645. [Google Scholar] [CrossRef]
- Nakasaki, M.; Takasu, I.; Utsunomiya, H. Application of hydrostatic integration parameter for free-forging and rolling. J. Mater. Process. Technol. 2006, 177, 521–524. [Google Scholar] [CrossRef]
- Lee, Y.S.; Lee, S.U.; Van Tyne, C.J.; Joo, B.D.; Moon, Y.H. Internal void closure during the forging of large cast ingots using a simulation approach. J. Mater. Process. Technol. 2011, 211, 1136–1145. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, J.; Xiao, C.; Song, W.; Wang, S. Analysis of the evolution behavior of voids during the hot rolling process of medium plates. J. Mater. Process. Technol. 2015, 221, 121–127. [Google Scholar] [CrossRef]
- Chen, Y.; Li, G.; Yang, S.; Zhu, M. Dynamic soft reduction for continuously cast rail bloom. J. Iron Steel Res. Int. 2007, 14, 13–17. [Google Scholar] [CrossRef]
- Cao, X.; Wang, Y.; Chen, J. Finite element analysis of soft reduction for round bloom continuous casting. Contin. Cast. 2018, 43, 14–16. [Google Scholar] [CrossRef]
- Hiraki, S.; Yamanaka, A.; Shirai, Y.; Satou, Y.; Kumakura, S. Development of new continuous casting technology (PCCS) for very thick plate. Mater. Jpn. 2009, 48, 20–22. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Zhang, J.; Lei, S.; Wang, Y. The position study of heavy reduction process for improving centerline segregation or porosity with extra-thickness slabs. Steel Res. Int. 2014, 85, 645–658. [Google Scholar] [CrossRef]
- Wang, W.; Ning, L.; Bülte, R.; Bleck, W. Formation of internal cracks in steel billets during soft reduction. J. Univ. Sci. Technol. Beijing Miner. Metall. Mater. 2008, 15, 114–119. [Google Scholar] [CrossRef]
- Yu, W.; Li, G.; Cai, Q. Effect of a novel gradient temperature rolling process on deformation, microstructure and mechanical properties of ultra-heavy plate. J. Mater. Process. Technol. 2015, 217, 317–326. [Google Scholar] [CrossRef]
- Li, G.; Yu, W.; Cai, Q. Investigation of reduction pretreatment process for continuous casting. J. Mater. Process. Technol. 2016, 227, 41–48. [Google Scholar] [CrossRef]
- Zhao, J.; Ma, L.; Zayed, M.E.; Elsheikh, A.H.; Li, W.; Yan, Q.; Wang, J. Industrial reheating furnaces: A review of energy efficiency assessments, waste heat recovery potentials, heating process characteristics and perspectives for steel industry. Process Saf. Environ. Prot. 2021, 147, 1209–1228. [Google Scholar] [CrossRef]
- Janik, M.; Dyja, H. Modelling of three-dimensional temperature field inside the mould during continuous casting of steel. J. Mater. Process. Technol. 2004, 157, 177–182. [Google Scholar] [CrossRef]
- Hensel, A.; Spittel, T. Kraft- und Arbeitsbedarf Bildsamer Formgebungsverfahren, 1st ed.; VEB Deutscher Verlag fur Grundstoffindustrie: Leipzig, Germany, 1978. [Google Scholar]
- Jiang, L.; Chawla, N.; Pacheco, M.; Noveski, V. Three-dimensional (3D) microstructural characterization and quantification of reflow porosity in Sn-rich alloy/copper joints by X-ray tomography. Mater. Charact. 2011, 62, 970–975. [Google Scholar] [CrossRef]
- Lee, Y.; Kim, Y.H. Approximate analysis of roll force in a round-oval-round pass rolling sequence. J. Mater. Process. Technol. 2001, 113, 124–130. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Fe | |
|---|---|---|---|---|---|---|
| Billet 1 | 0.40 | 0.50 | 1.48 | 0.0055 | 0.0064 | BAL |
| Billet 2 | 0.39 | 0.51 | 1.50 | 0.0059 | 0.0061 | BAL |
| Parameters | Value | |||||
|---|---|---|---|---|---|---|
| Temperature (°C) | 800 | 1200 | 1400 | 1425 | 1490 | 1500 |
| Density (kg·m−3) | 7600 | 7400 | 7300 | 7200 | 7000 | 7000 |
| Specific heat (J·kg−1·K−1) | 600 | 661 | 692 | 700 | 810 | 830 |
| Thermal conductivity (W·m−1·K−1) | 25 | 30 | 33 | 34 | 170 | 170 |
| Parameters | Value | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| t (s) | 0 | 33 | 66 | 100 | 150 | 200 | 250 | 300 | 330 | 360 |
| h (W·m−2·k−1) | 3000 | 1500 | 100 | 205 | 140 | 120 | 130 | 145 | 260 | 180 |
| Correlation Coefficient | |||||
|---|---|---|---|---|---|
| 2704.034 | −0.0031 | −0.0106 | 0.1706 | −0.0192 | 0.98 |
| Porosity | Volume (mm3) | Surface Area (mm2) | EqDiameter (mm) | Sphericity |
|---|---|---|---|---|
| 1 | 0.013 | 0.302 | 0.288 | 0.864 |
| 2 | 0.027 | 0.644 | 0.374 | 0.681 |
| 3 | 0.055 | 1.179 | 0.471 | 0.590 |
| 4 | 0.101 | 2.440 | 0.578 | 0.430 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Liu, J.; He, Y. Evolution Behavior and Closure Mechanism of Porosity in Large Billet during the Reduction Pretreatment. Metals 2022, 12, 599. https://doi.org/10.3390/met12040599
Liu Y, Liu J, He Y. Evolution Behavior and Closure Mechanism of Porosity in Large Billet during the Reduction Pretreatment. Metals. 2022; 12(4):599. https://doi.org/10.3390/met12040599
Chicago/Turabian StyleLiu, Yang, Jianhua Liu, and Yang He. 2022. "Evolution Behavior and Closure Mechanism of Porosity in Large Billet during the Reduction Pretreatment" Metals 12, no. 4: 599. https://doi.org/10.3390/met12040599
APA StyleLiu, Y., Liu, J., & He, Y. (2022). Evolution Behavior and Closure Mechanism of Porosity in Large Billet during the Reduction Pretreatment. Metals, 12(4), 599. https://doi.org/10.3390/met12040599