
Numerical Modelling of Blasting Dust Concentration and Particle Size Distribution during Tunnel Construction by Drilling and Blasting


Abstract
:1. Introduction
2. Mathematical Model of Air Flow and Dust Flow
2.1. Overview of Gas–Solid Two-Phase Flow Model
2.2. Mathematical Model of Airflow
2.3. Control Equation of the Movement of Dust
2.4. Dust Particle Size Distribution Function
3. Geometric Model Establishment and Solution
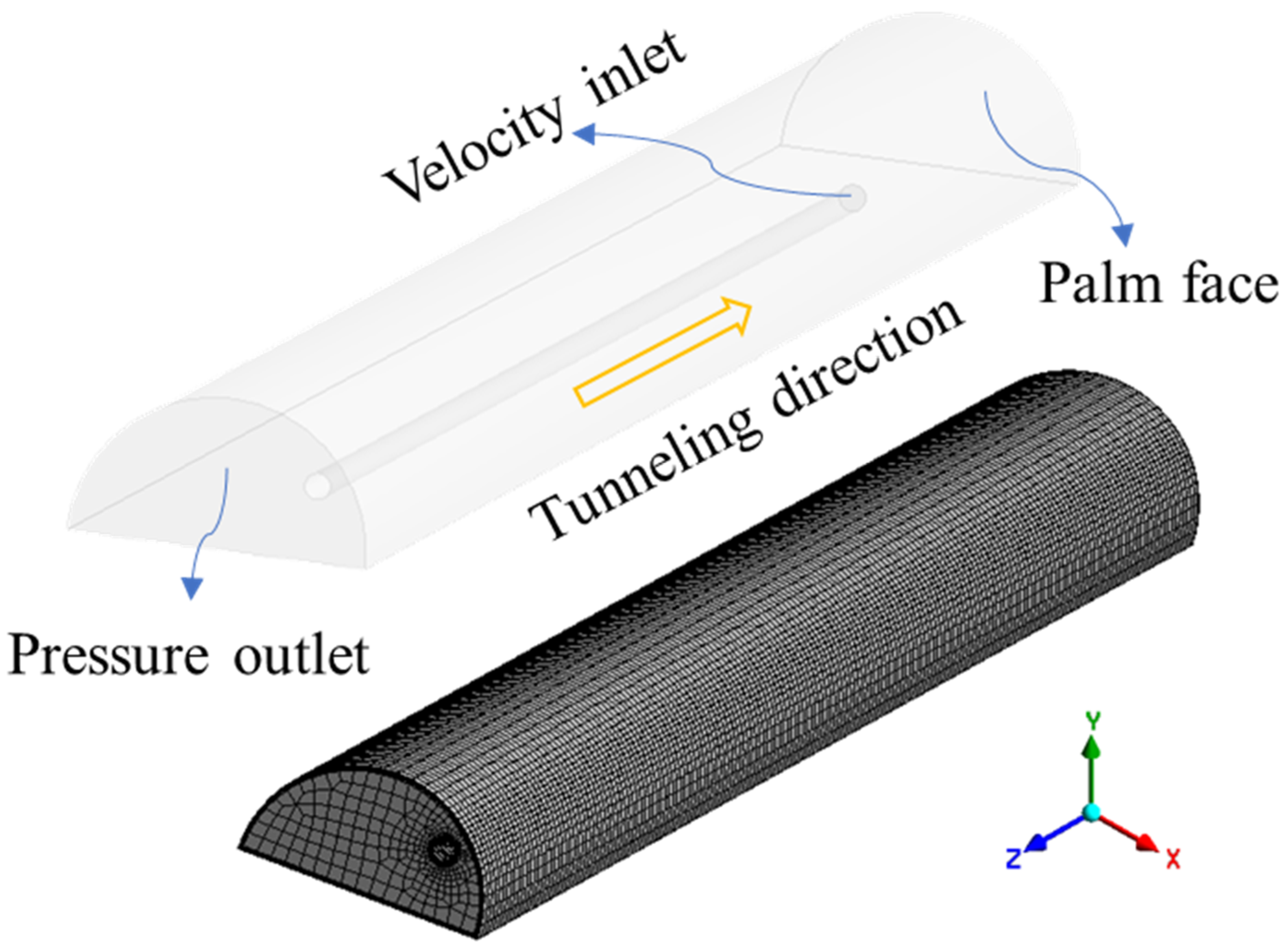
3.1. Geometric Modeling and Meshing
3.2. The Setting of the Simulation Parameters and Boundary Conditions
4. Numerical Simulation Results and Analysis
4.1. Analysis of the Distribution of the Air Flow Field in the Tunnel
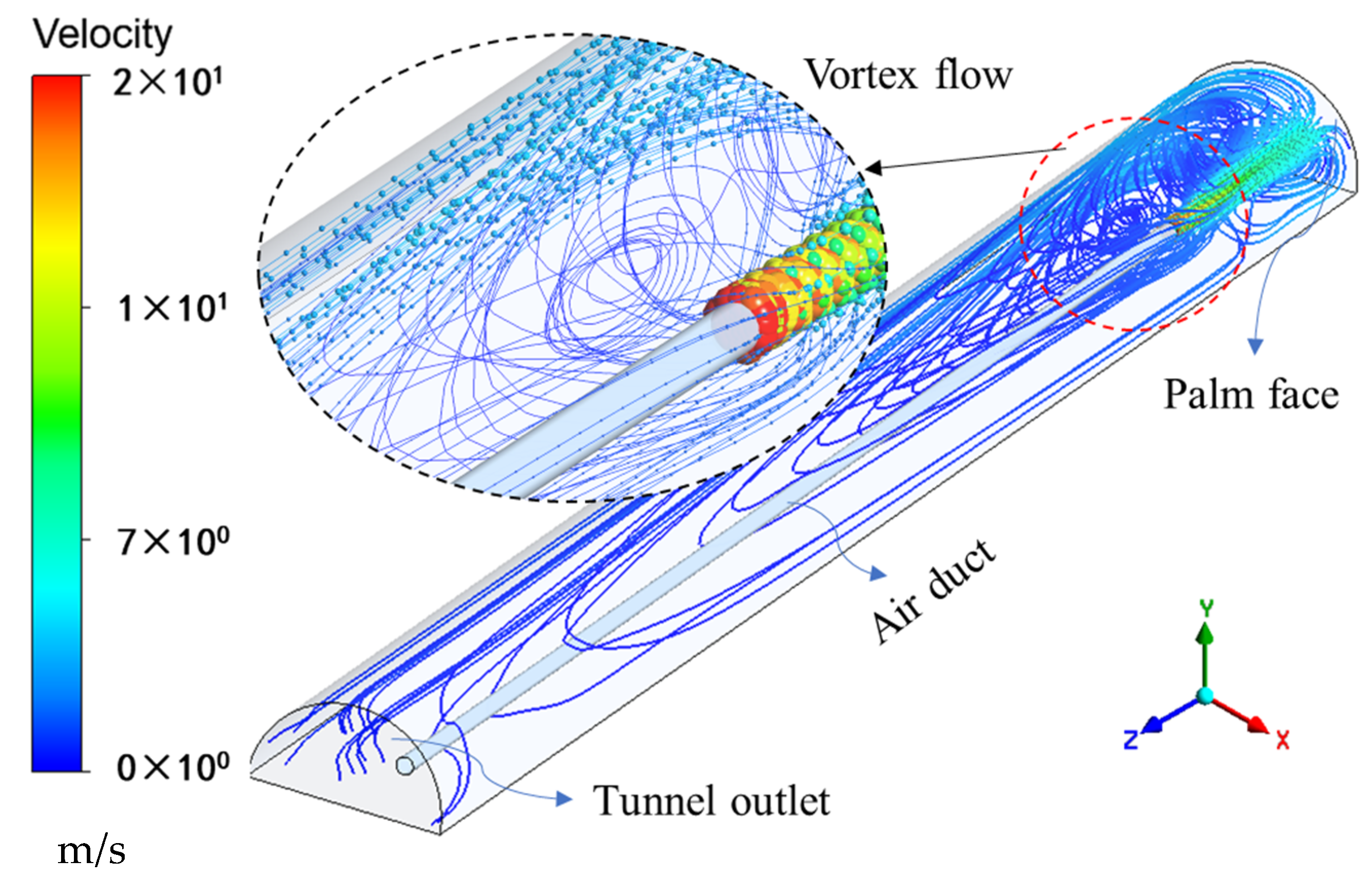
- (1)
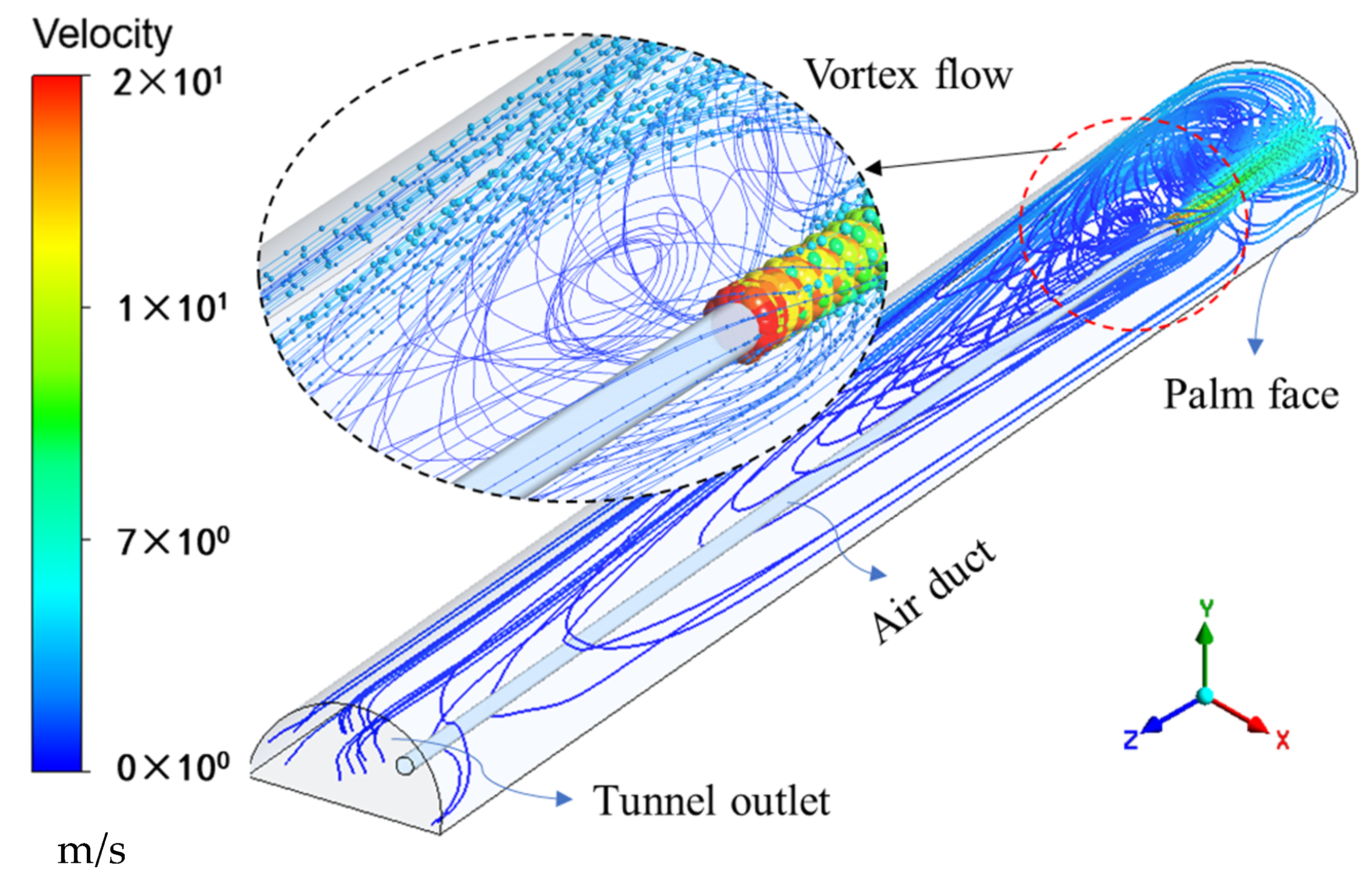
- The wind flow was shot out from the air duct, along the right side of the tunnel towards the palm face, and then returned out along the left side after colliding with the palm face, forming a return flow area between the duct outlet and the palm face. In this area, part of the return wind flow will be impacted, mixed, and integrated with the outlet wind flow, and the original flow field is strongly disturbed, forming an extremely turbulent vortex area;
- (2)
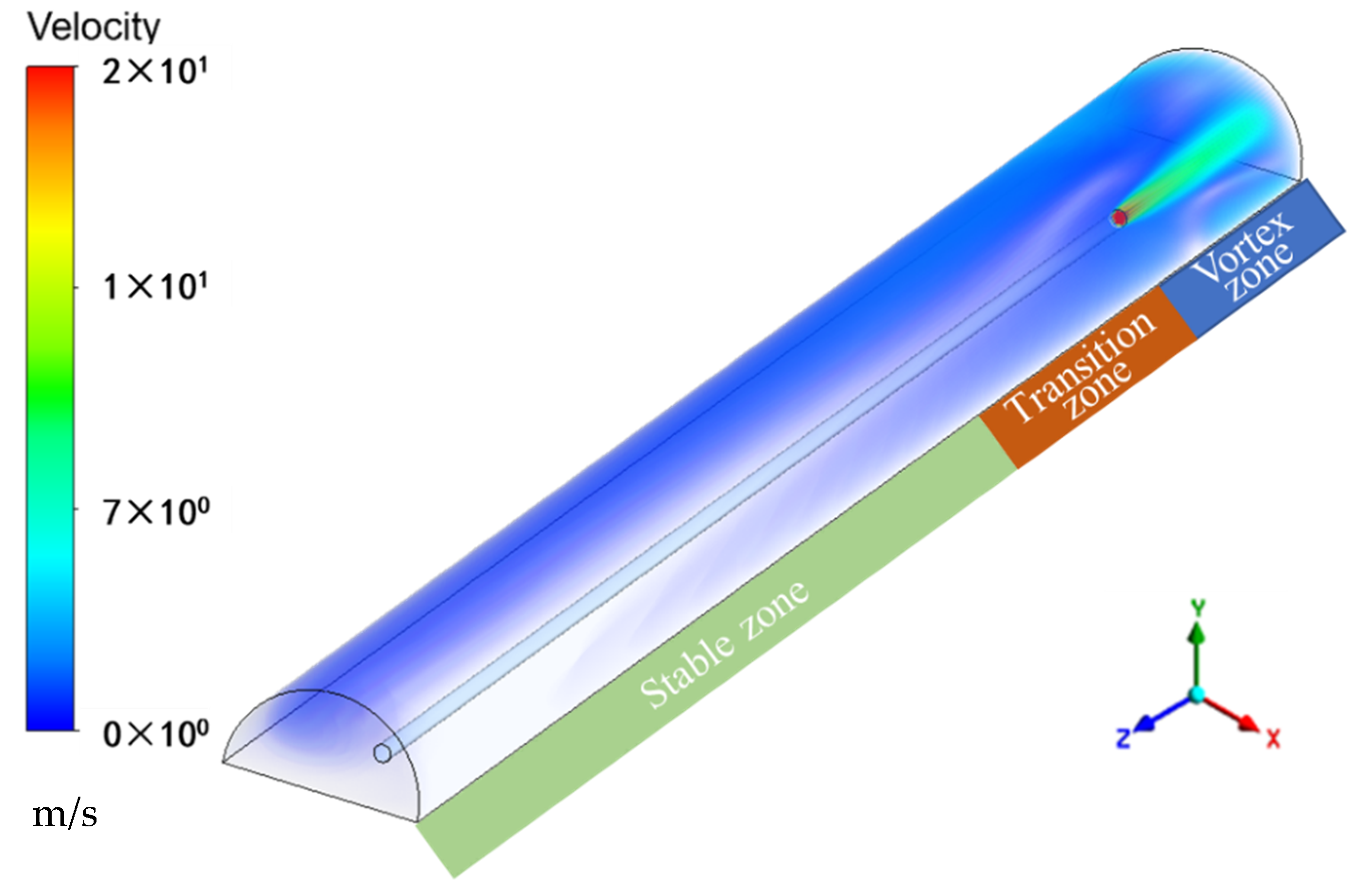
- Most of the wind flows out of the vortex area after turning back from the palm surface and continues to flow forward. Behind 50 m from the palm surface, the flow velocity gradually decreases, and the flow field distribution tends to be stable and uniform. The wind speed is basically stable at about 0.5 m/s;
- (3)
- The initial velocity of the wind flow is 20 m/s. After the impulse and momentum exchange with the surrounding boundary layer, the wind velocity gradually decreases, and after returning back from the palm surface, the wind velocity decreases sharply again. The wind velocity of the flow field along the tunnel shows a trend of maximum wind velocity in the vortex area, followed by the transition area, and small and uniform wind velocity is in the stable area.
4.2. Dust Concentration Variation Law with Time
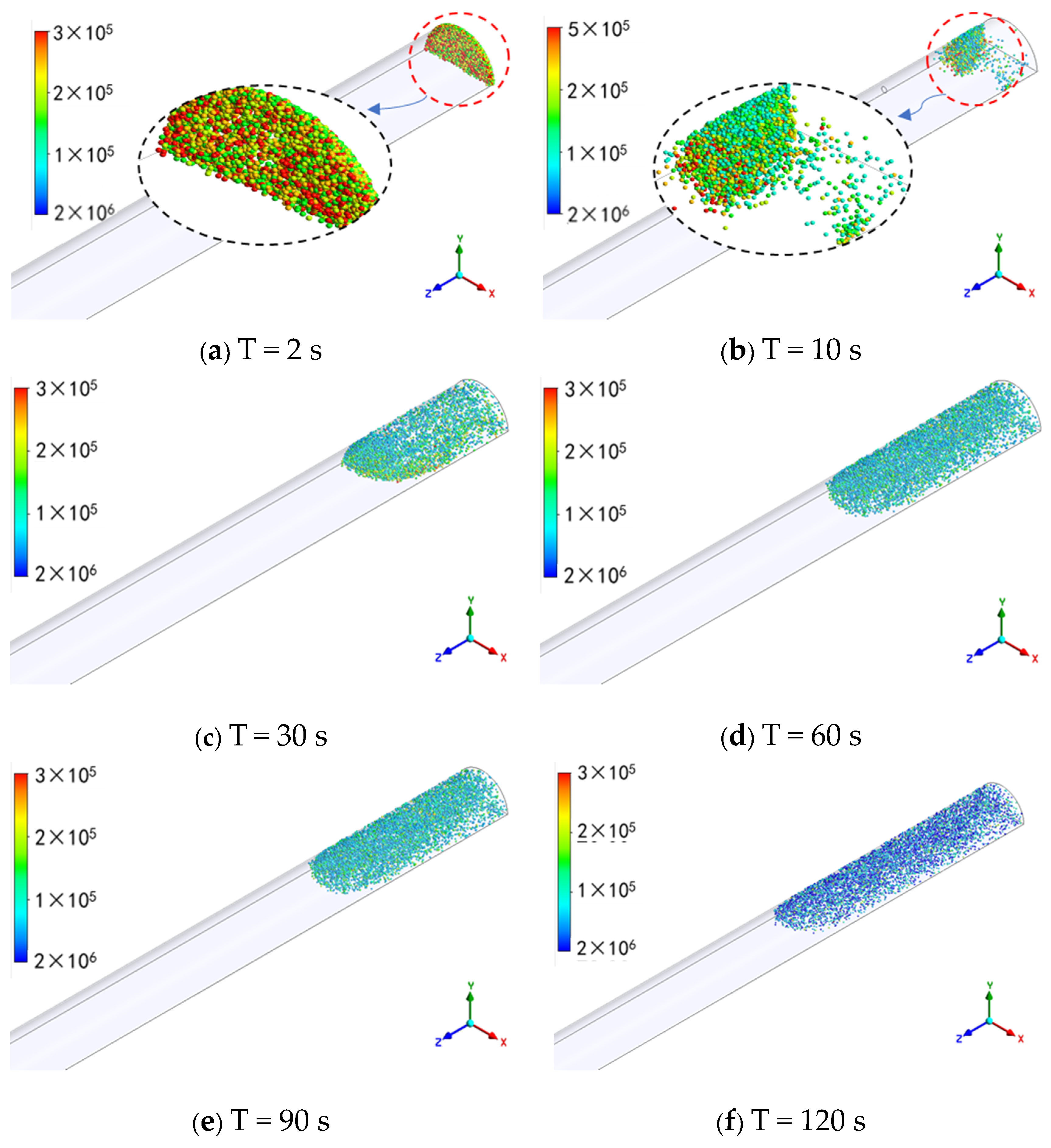
- (1)
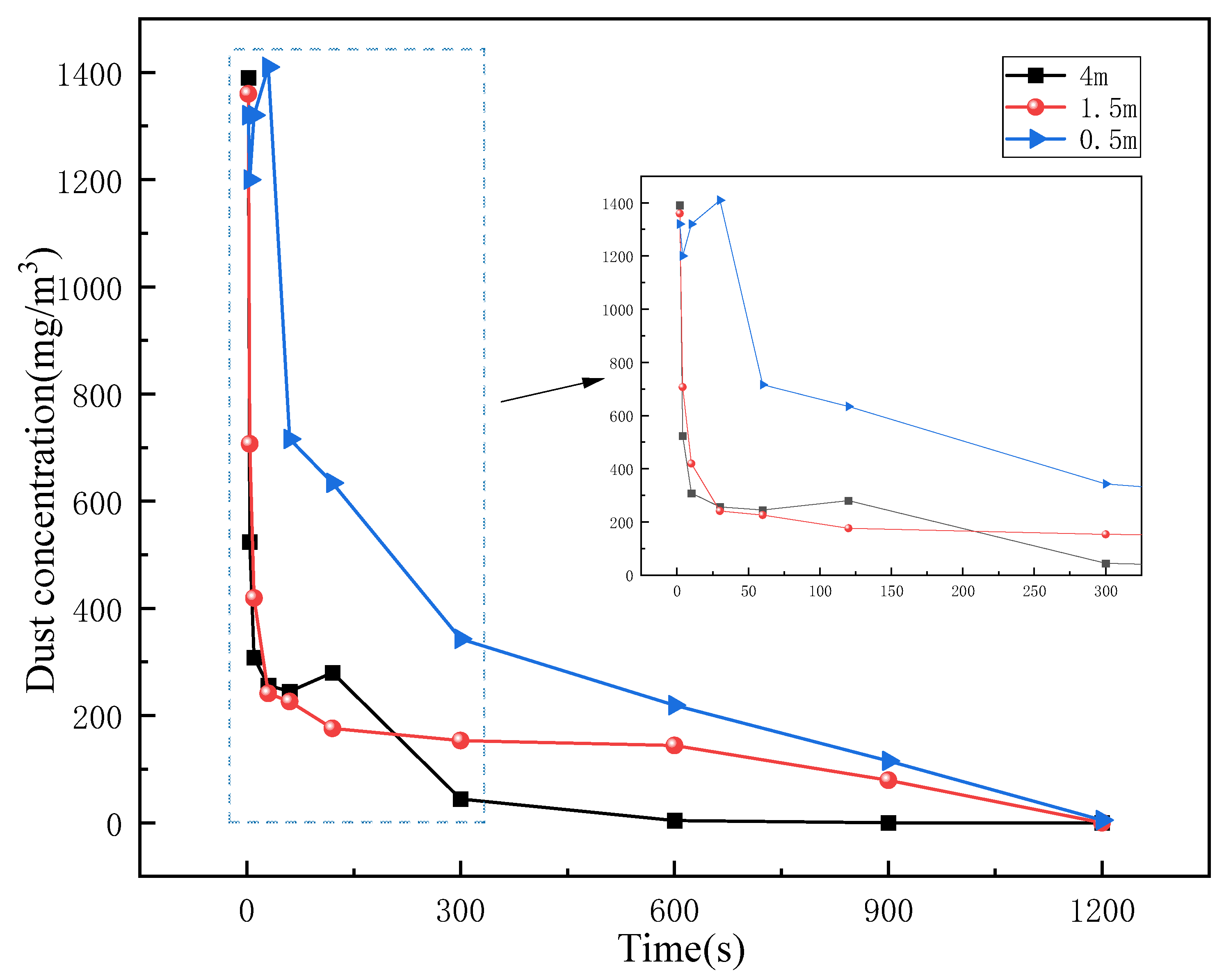
- A large amount of dust generated by tunnel blasting was sprayed into the tunnel from the palm face at a high speed. At this time, the dust concentration was very high, up to 1400 mg/m3. Within 2 s~10 s, the blasting dust was very dense, forming a “cloud” and gathering near the palm face. Under the action of the initial velocity and air flow, the blasting dust diffused to the tunnel outlet and spreads as far as about 20 m;
- (2)
- Within 30 s~600 s of blasting, the dust “cloud” gradually diffused under the action of air flow and its own gravity. After that, the sedimentation occurred, and the dust was captured or discharged, leading to the dust concentration becoming sparse. The dust particles not captured and discharged were randomly distributed in the whole tunnel;
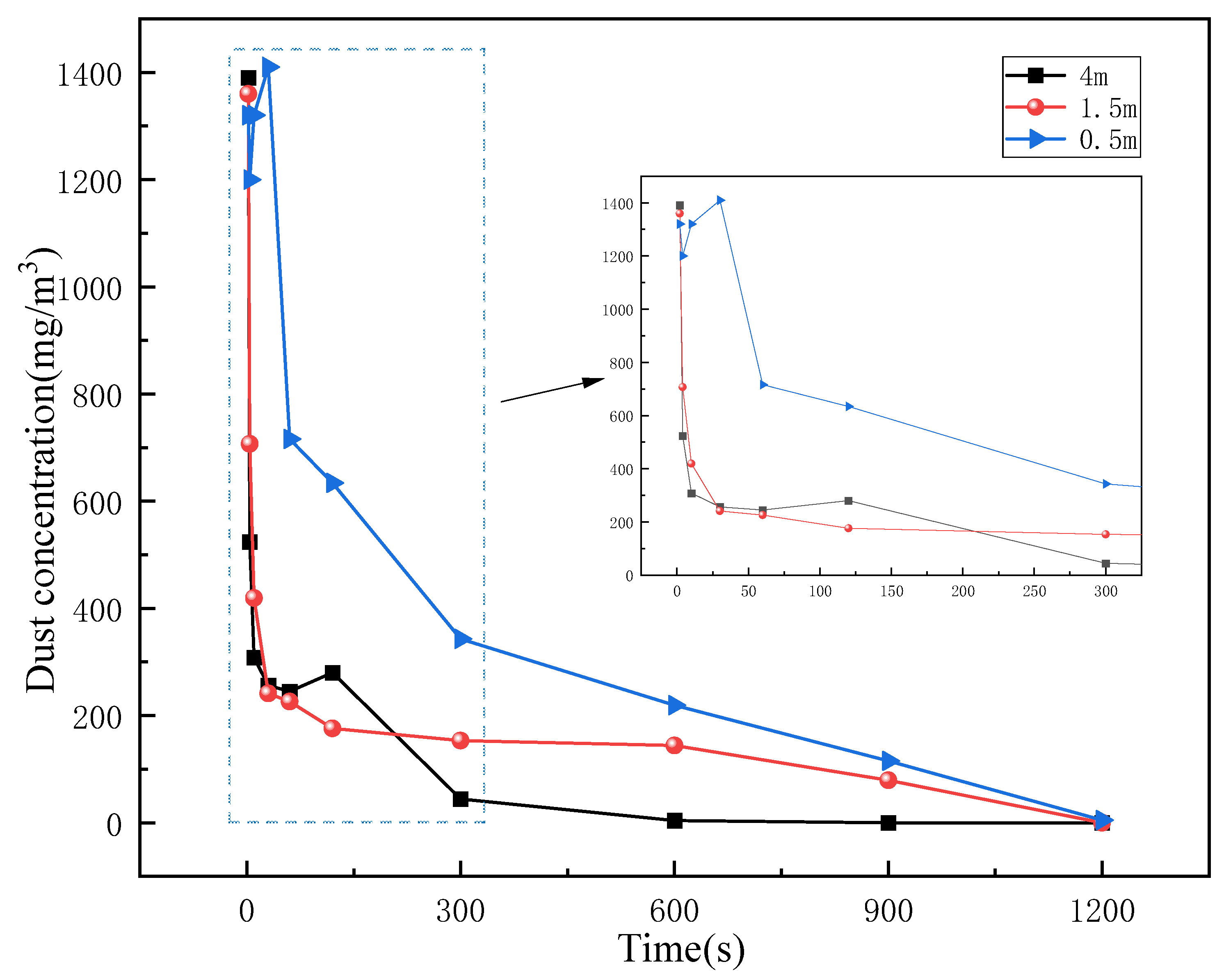
- (3)
4.3. Distribution Pattern of Dust of Different Particle Sizes along the Tunnel
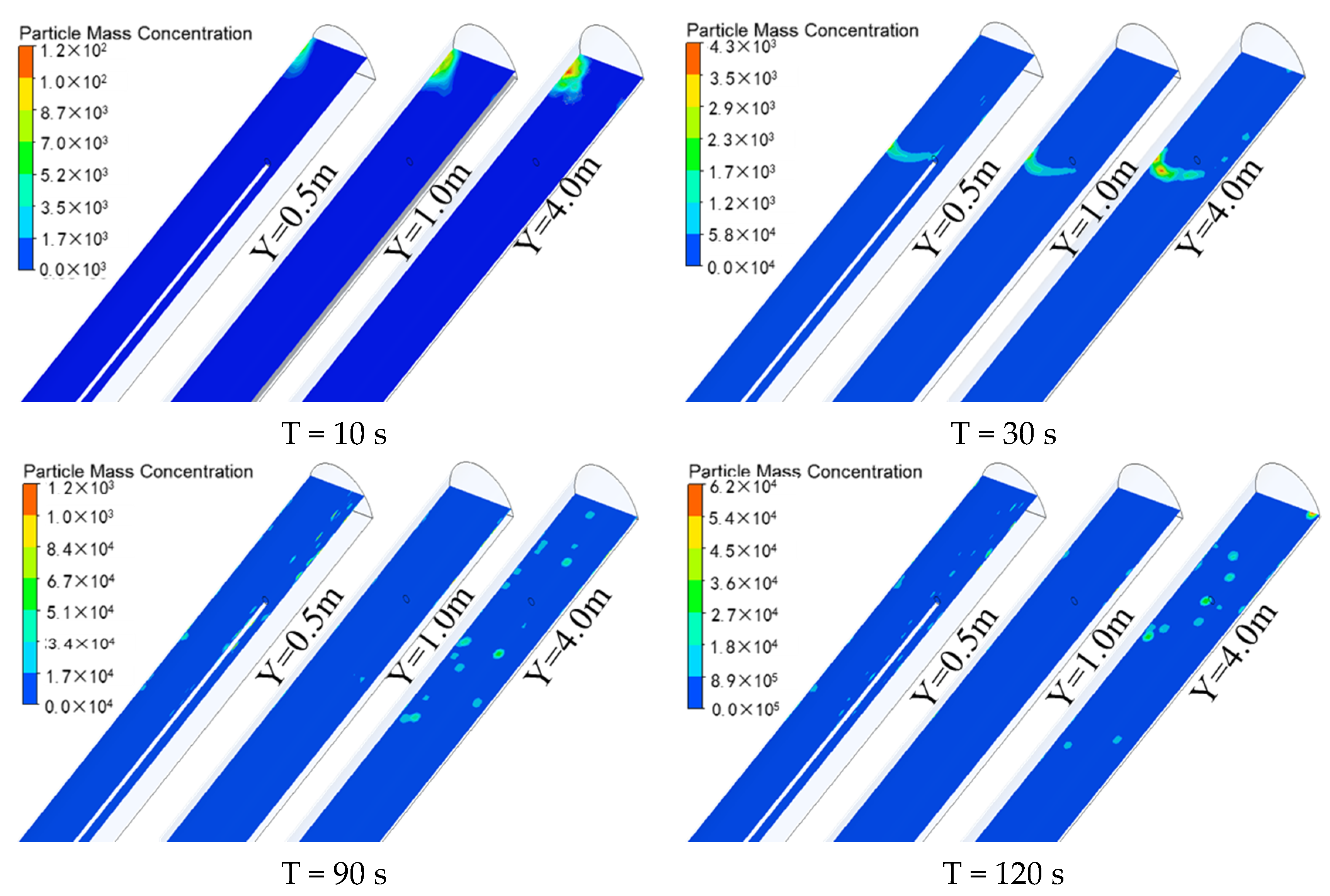
- (1)
- Large particles of dust settled near the palm face under their own gravity, while small particles continued to be suspended in the tunnel air and had random pulsation. During stochastic diffusion, the particles underwent capture and terminated their motion when they came in contact with the tunnel floor;
- (2)
- The larger the particle size was, the faster the sedimentation velocity was, the shorter the horizontal movement distance was, and the shorter the sedimentation time was. Dust particles above 56 μm basically all settled within 25 m from the palm surface, a small portion of dust particles from 12–56 μm could settle, while most dust particles below 12 μm were suspended in the air due to their small particle size and randomly diffused outside the tunnel entrance;
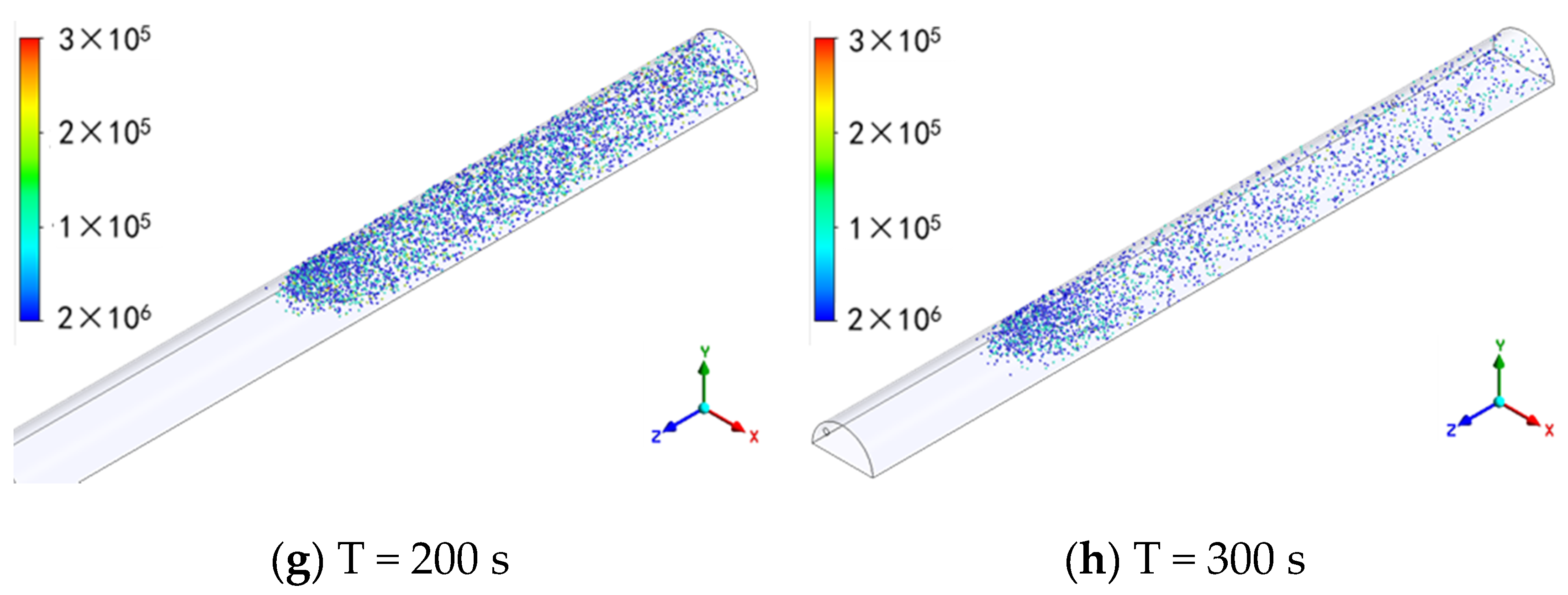
- (3)
- Over time, the large dust particles gradually settled, and the dust particles remaining in the tunnel space became smaller and smaller, while the overall quantity of dust particles gradually decreased. It took about 30 s, 120 s, and 300 s for the dust particles to diffuse to 50 m, 100 m, and 150 m, respectively.
- (1)
- As the distance from the palm surface increased, the large dust particles basically settled out, and the proportion of small dust particles gradually became larger, with the majority of the particles smaller than 12 μm. The overall particle size became smaller; the dust particle size distribution range was reduced; the particle size distribution was more concentrated, resulting in the increase of the R-R distribution index;
- (2)
- The overall mass flow rate of the dust particles along the path decreased with increasing particle size. Within the first 25 m, the mass flow rate of dust from 2–12 μm accounted for 51.98% to 54.79%; the mass flow rate of dust less than 56 μm was as high as 90.45% to 96.25%; the mass flow rate of dust particle size above 75 μm was only 0.73% to 1.74%. The mass flow rate of large dust particles above 75 m from the palm face was almost 0.
4.4. Validation of the Numerical Simulation Results
5. Conclusions
- (1)
- After the tunnel face blasting, the blasting dust was sprayed into the tunnel at a high speed under the action of shock wave and diffused with the wind to the portal. The dust concentration decreased gradually with the passage of time. The dust concentration decreased fastest within 2~120 s and then decreased slowly after 120 s. Then, 900 s after the blasting, the dust concentration in the tunnel decreased to less than 8 mg/m3, which reached the specified standard dust concentration value;
- (2)
- Dust particles will settle, be captured, or excluded along the tunnel under the wind flow. Large particles first settled rapidly under the action of gravity, while small particles pulse randomly in the tunnel and continued to diffuse forward with the wind flow. The size of suspended particles in the air gradually decreased; the particle size distribution range became concentrated; the R-R distribution index increased;
- (3)
- At the microscopic level, dust particles above 56 μm mainly settled within 25 m from the palm face; dust particles from 12–56 μm were mainly distributed within 100 m; dust particles less than 12 μm were more evenly distributed along the tunnel. It can be concluded that the farther away from the tunnel face, the lower the mass flow rate, and the smaller the dust particle size is; the proportion of small particle dust increased, but the overall amount of dust decreased;
- (4)
- The simulation results showed that the amount of blasting dust was large and difficult to reduce under natural conditions, and it took much time to reduce to the safety permission value. Therefore, reasonable and effective dust reduction measures need to be taken to improve construction efficiency and engineering benefits. At the same time, the simulation results were basically consistent with the measured data, which can be used to guide the layout of blasting water mist dust reduction measures in the tunnel. This conclusion can be used not only to explore a green and low-carbon mining technology, but also has important implications for improving the tunnel construction environment and enhancing the occupational safety of workers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, S.G.; Tao, T.; Tian, F. Analysis and Prevention of fugitive dust from mine tailings. J. Anhui Inst. Archit. 2014, 22, 82–85. [Google Scholar]
- Jiang, Z.A.; Li, T.; Zhang, Z. Numerical Simulation of the Airflow Field Rules in Tunnel Drill Blasting Construction. Ind. Saf. Environ. Prot. 2016, 42, 53–55. [Google Scholar]
- National Health Commission of the People’s Republic of China. National occupational disease report 2020. China Occup. Med. 2021, 48, 396. [Google Scholar]
- Dong, J.; Wang, R.S.; Yu, G.S.; Li, X.H. Numerical Simulation of Dust Migration Law at Fully Mechanized Excavation Face of Rock Roadway with Forced Ventilation Based on DPM. Saf. Coal Mines 2016, 47, 190–193. [Google Scholar]
- Lu, G.L.; Hu, H.; Xing, F.B. Numerical Simulation Study on the Movement Characteristics of Dust Flow in Mine Working Face. In Proceedings of the 2019 International Conference on Oil & Gas Engineering and Geological Sciences, Dalian, China, 28–29 September 2019; p. 012224. [Google Scholar]
- Li, Y.C.; Liu, T.Q.; Zhi, L.I.; Zhao, M. Research on unsteady migration law of dust in blasting tunnelling space. J. Saf. Sci. Technol. 2014, 10, 33–38. [Google Scholar]
- Zhang, G.L.; Jiang, Z.A.; Yang, B.; Yao, S.H.; Peng, Y.; Wang, Y.P. Numerical simulation of the minimum mine dust exhausting wind speed under high altitude environment. J. China Coal Soc. 2020, 46, 2294–2303. [Google Scholar]
- Zhang, L.C.; Zhou, G.; Ma, Y.; Jing, B.; Sun, B.; Han, F.W.; He, M.; Chen, X. Numerical analysis on spatial distribution for concentration and particle size of particulate pollutants in dust environment at fully mechanized coal mining face. Powder Technol. 2021, 383, 143–158. [Google Scholar] [CrossRef]
- Sa, Z.Y.; Li, F.; Qin, B.; Pan, X.H. Numerical simulation study of dust concentration distribution regularity in cavern stope. Saf. Sci. 2012, 50, 857–860. [Google Scholar] [CrossRef]
- Kanaoka, C.; Furuuchi, M.; Inaba, J.; Myojo, T. Flow and dust concentration near working face of a tunnel under construction. J. Aerosol. Sci. 2000, 31, 31–32. [Google Scholar] [CrossRef]
- Jiang, Z.A.; Wang, Y.P.; Men, L.G. Ventilation control of tunnel drilling dust based on numerical simulation. J. Cent. South Univ. 2021, 28, 1342–1356. [Google Scholar] [CrossRef]
- Sun, Z.Q. Study on Dust Migration Regularity and Control Technology in Drilling and Blasting Method of Highway Tunnel Construction. Ph.D. Thesis, Beijing University of Science Technology, Beijing, China, 2015. [Google Scholar]
- Quan, M.M. Study on Numerical Simulation of Blasting Fume Migration Law and Control in Tunnel with Drilling and Lasting Construction. Master’s Thesis, Anhui University of Technology, Anhui, China, 2020. [Google Scholar]
- Cao, Z.M.; Liu, X.; Niu, B.C. Migration Characteristics of Dust during Construction Stage in Highway Tunnels at High Altitude Areas. China J. Undergr. Space Eng. 2019, 15, 927–935. [Google Scholar]
- Bian, J.Q.; Bi, J.Y.; Wang, H.D. Numerical simulation study on unsteady distribution law of dust in blasting roadway of inclined ditch mine. China Min. Mag. 2019, 28, 269–274. [Google Scholar]
- Zhang, J.J. Gas-Solid Two-Phase Flow Simulation of Dust Migration and Deposition in Fully Mechanized Excavation Face. Master’s Thesis, University of Mining and Technology, Xuzhou, China, 2015. [Google Scholar]
- Hu, S.Y.; Feng, G.R.; Ren, X.Y.; Xu, G.; Chang, P.; Wang, Z.; Zhang, Y.T.; Li, Z.; Gao, Q. Numerical study of gas–solid two-phase flow in a coal roadway after blasting. Adv. Powder Technol. 2016, 27, 1607–1617. [Google Scholar] [CrossRef]
- Wang, Y.P.; Jiang, Z.A.; Chen, J.S.; Chen, J.H.; Wang, M. Study of high-pressure air curtain and combined dedusting of gas water spray in multilevel ore pass based on CFD-DEM. Adv. Powder Technol. 2019, 30, 1789–1804. [Google Scholar] [CrossRef]
- Zhou, G.; Zhang, Q.; Bai, R.; Xu, M.; Zhang, M. CFD simulation of air-respirable dust coupling migration law at fully mechanized mining face with large mining height. J. China Univ. Min. Technol. 2016, 45, 684–693. [Google Scholar]
- Jiang, Z.A.; Deng, Q.L.; Shi, X.X.; Chen, J.S. Numerical Simulation of Dust Mass Concentration Distribution in Screening Workshop of Asbestos Concentrator. J. Hunan Univ. 2017, 44, 135–141. [Google Scholar]
- Khaldi, N.; Marzouk, S.; Mhiri, H.; Bournot, P. Distribution characteristics of pollutant transport in a turbulent two-phase flow. Environ. Sci. Pollut. Res. 2015, 22, 6349–6358. [Google Scholar] [CrossRef]
- Candra, K.J.; Pulung, S.A.; Sadashiv, M.A. Dust dispersion and management in underground mining faces. Int. J. Min. Sci. Technol. 2014, 24, 39–44. [Google Scholar]
- Li, F.; Sa, Z.Y.; Wang, Y.; Zhang, H.N. Study on the dust concentration distribution and migration in flat-type chamber stope based on fluent software. Min. Res. Dev. 2010, 30, 77–80. [Google Scholar]
- He, G.H. Dust Distribution Law of Super-long Roadway in the Process of Digging and Blasting. Mod. Min. 2016, 32, 21–27. [Google Scholar]
- Jiang, Z.A.; Chen, M.L.; Chen, J.S. Numerical simulation of dust concentration distribution and changing regularities in roadway stope blasting. J. Cent. South Univ. 2013, 44, 1190–1196. [Google Scholar]
- Niu, W.; Jiang, Z.A.; Liu, Y. Numerical simulation on dust movement regularities at fully-mechanized coal faces and its utilization. J. Liaoning Tech. Univ. 2010, 29, 357–360. [Google Scholar]
- Dai, L.Y. Study on Function of Rosin-Rammler Particle size Distribution. Nonferr. Min. Metall. 2000, 16, 15–17. [Google Scholar]
- Zheng, G.B.; Kang, T.H.; Chai, Z.Y.; Yin, Z.H. Applied the Rosin-Rammler distribution function to study on the law of coal dust particle-size distribution. J. Taiyuan Univ. Technol. 2006, 37, 317. [Google Scholar]
- Pérez, K.; Toro, N.; Gálvez, E.; Robles, P.; Wilson, R.; Navarra, A. Environmental, economic and technological factors affecting Chilean copper smelters—A critical review. J. Mater. Res. Technol. 2021, 15, 213–225. [Google Scholar] [CrossRef]
- Jiang, Z.A.; Chen, J.H.; Wang, M.; Chen, J.S. Numerical simulation on influencing factors of dust concentration in ore unloading station. J. China Coal Soc. 2018, 43, 185–191. [Google Scholar]
- CCCC First Highway Engineering Group Co, Ltd. Technical Specifications for Construction of Highway Tunnel; JTG F60-2009; China Communications Press: Beijing, China, 2009. [Google Scholar]
- Xu, S.Q.; Ren, H.Y.; Wang, M.S.; Li, J. New method of dust removal by negative ions in construction tunnel. J. Transp. Eng. 2018, 18, 84–93. [Google Scholar]
- Hu, Z.W.; Bi, J.Y.; Wang, H.D. Study on the law of blasting dust migration in long distance tunneling face of Xiegou coal mine. China Min. Mag. 2019, 28, 340–345. [Google Scholar]
- Gong, X.Y.; Mo, J.M.; Xue, X.Y.; Xue, H.E. Analysis on influence of fractal characteristics on distribution and settlement of dust flow in heading face ventilation. Coal Technol. 2017, 36, 112–114. [Google Scholar]
- Ren, G.H. Research on Dust Migration and Dust Removal during Blasting of Long Inclined Tunnel under Complex Conditions. Master’s Thesis, Shandong University of Science and Technology, Shandong, China, 2020. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Parameter Setting |
|---|---|
| Solver | Pressure-based solver |
| Viscous model | k-epsilon model |
| Inlet boundary type | Velocity inlet |
| Inlet velocity | 20 m/s |
| Outlet boundary type | Pressure outlet |
| Discrete phase model | Open |
| Material | Dolomite |
| Particle size distribution type | R-R distribution |
| Min. particle diameter | 2 μm |
| Max. particle diameter | 100 μm |
| Median diameter | 12 μm |
| Distribution index | 1.93 |
| Mass flow rate | 0.03 kg/s |
| Turbulent diffusion mode | Stochastic trajectory model |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, J.; Zhang, W.; Guo, S.; An, H. Numerical Modelling of Blasting Dust Concentration and Particle Size Distribution during Tunnel Construction by Drilling and Blasting. Metals 2022, 12, 547. https://doi.org/10.3390/met12040547
Shi J, Zhang W, Guo S, An H. Numerical Modelling of Blasting Dust Concentration and Particle Size Distribution during Tunnel Construction by Drilling and Blasting. Metals. 2022; 12(4):547. https://doi.org/10.3390/met12040547
Chicago/Turabian StyleShi, Jianjun, Wei Zhang, Shucheng Guo, and Huaming An. 2022. "Numerical Modelling of Blasting Dust Concentration and Particle Size Distribution during Tunnel Construction by Drilling and Blasting" Metals 12, no. 4: 547. https://doi.org/10.3390/met12040547
APA StyleShi, J., Zhang, W., Guo, S., & An, H. (2022). Numerical Modelling of Blasting Dust Concentration and Particle Size Distribution during Tunnel Construction by Drilling and Blasting. Metals, 12(4), 547. https://doi.org/10.3390/met12040547