
Optimizing the Electrical and Mechanical Properties of Cu-Cr Alloys by Hf Microalloying


Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wallis, C.; Buchmayr, B. Effect of heat treatments on microstructure and properties of CuCrZr produced by laser-powder bed fusion. Mater. Sci. Eng. A 2019, 744, 215–223. [Google Scholar] [CrossRef]
- Shangina, D.; Terent’ev, V.; Prosvirnin, D.; Antonova, O.; Bochvar, N.; Gorshenkov, M.; Raab, G.; Dobatkin, S. Mechanical Properties, Fatigue Life, and Electrical Conductivity of Cu-Cr-Hf Alloy after Equal Channel Angular Pressing. Adv. Eng. Mater. 2018, 20, 1700536. [Google Scholar] [CrossRef]
- Morozova, A.; Mishnev, R.; Belyakov, A.; Kaibyshev, R. Microstructure and properties of fine grained Cu-Cr-Zr alloys after termo-mechanical treatments. Rev. Adv. Mater. Sci. 2018, 54, 56–92. [Google Scholar] [CrossRef]
- Huang, J.Z.; Xiao, Z.; Dai, J.; Li, Z.; Jiang, H.Y.; Wang, W.; Zhang, X.X. Microstructure and Properties of a Novel Cu-Ni-Co-Si-Mg Alloy with Super-high Strength and Conductivity. Mater. Sci. Eng. A 2019, 744, 754–763. [Google Scholar] [CrossRef]
- Li, R.; Kang, H.; Chen, Z.; Fan, G.; Zou, C.; Wang, W.; Zhang, S.; Lu, Y.; Jie, J.; Cao, Z.; et al. A promising structure for fabricating high strength and high electrical conductivity copper alloys. Sci. Rep. 2016, 6, 20799. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fujii, T.; Nakazawa, H.; Kato, M.; Dahmen, U. Crystallography and morphology of nanosized Cr particles in a Cu-0.2% Cr alloy. Acta Mater. 2000, 48, 1033–1045. [Google Scholar] [CrossRef]
- Batra, I.S.; Dey, G.K.; Kulkarni, U.D.; Banerjee, S. Precipitation in a Cu-Cr-Zr alloy. Mater. Sci. Eng. A 2002, 356, 32–36. [Google Scholar] [CrossRef]
- Zhou, H.T.; Zhong, J.W.; Zhou, X.; Zhao, Z.K.; Li, Q.B. Microstructure and properties of Cu-1.0Cr-0.2Zr-0.03Fe alloy. Mater. Sci. Eng. A 2008, 498, 225–230. [Google Scholar] [CrossRef]
- Xia, C.; Zhang, W.; Kang, Z.; Jia, Y.; Wu, Y.; Zhang, R.; Xu, G.; Wang, M. High strength and high electrical conductivity Cu-Cr system alloys manufactured by hot rolling-quenching process and thermomechanical treatments. Mater. Sci. Eng. A 2012, 538, 295–301. [Google Scholar] [CrossRef]
- Zhang, S.; Li, R.; Kang, H.; Chen, Z.; Wang, W.; Zou, C.; Li, T.; Wang, T. A high strength and high electrical conductivity Cu-Cr-Zr alloy fabricated by cryorolling and intermediate aging treatment. Mater. Sci. Eng. A 2017, 680, 108–114. [Google Scholar] [CrossRef]
- Wang, H.; Gong, L.; Liao, J.; Chen, H.; Xie, W.; Yang, B. Retaining meta-stable fcc-Cr phase by restraining nucleation of equilibrium bcc-Cr phase in CuCrZrTi alloys during ageing. J. Alloys Compd. 2018, 749, 140–145. [Google Scholar] [CrossRef]
- Shangina, D.V.; Bochvar, N.R.; Dobatkin, S.V. The effect of alloying with hafnium on the thermal stability of chromium bronze after severe plastic deformation. J. Mater. Sci. 2012, 47, 7764–7769. [Google Scholar] [CrossRef]
- Subramanian, P.R.; Laughlin, D.E. The Cu-Hf (copper-hafnium) system. Bull. Alloy. Phase Diagr. 1988, 9, 51–56. [Google Scholar] [CrossRef]
- Arias, D.; Abriata, J.P. Cu-Zr (Copper-Zirconium). Bull. Alloy. Phase Diagr. 1990, 11, 452–459. [Google Scholar] [CrossRef]
- Ungar, T.; Ott, S.; Sanders, P.G.; Borbely, A.; Weertman, J.R. Dislocations, grain size and planar faults in nanostructured copper determined by high resolution x-ray diffraction and a new procedure of peak profile analysis. Acta Mater. 1998, 46, 3693–3699. [Google Scholar] [CrossRef]
- Ribárik, G.; Ungár, T. Characterization of the microstructure in random and textured polycrystals and single crystals by diffraction line profile analysis. Mater. Sci. Eng. A 2010, 528, 112–121. [Google Scholar] [CrossRef]
- Li, R.; Guo, E.; Chen, Z.; Kang, H.; Wang, W.; Zou, C.; Li, T.; Wang, T. Optimization of the balance between high strength and high electrical conductivity in CuCrZr alloys through two-step cryorolling and aging. J. Alloys Compd. 2019, 771, 1044–1051. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. High angle boundaries formed by grain subdivision mechanisms. Acta Mater. 1997, 45, 3871–3886. [Google Scholar] [CrossRef]
- Bay, B.; Hansen, N.; Hughes, D.A.; Kuhlmann-Wilsdorf, D. Overview no. 96 evolution of f.c.c. deformation structures in polyslip. Acta Met. Mater. 1992, 40, 205–219. [Google Scholar] [CrossRef]
- Hansen, N. Microstructural evolution during forming of metals. J. Mater. Sci. Technol. 2001, 17, 409–412. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, J.; Chen, J.; Wu, C.; Kormout, K.S.; Ghosh, P.; Zhang, Z. On the stacking fault energy related deformation mechanism of nanocrystalline Cu and Cu alloys: A first-principles and TEM study. J. Alloys Compd. 2019, 776, 807–818. [Google Scholar] [CrossRef]
- Morozova, A.; Kaibyshev, R. Grain refinement and strengthening of a Cu–0.1Cr–0.06Zr alloy subjected to equal channel angular pressing. Philos. Mag. 2017, 97, 2053–2076. [Google Scholar] [CrossRef]
- Lin, Y.; Zhang, Y.; Xiong, B.; Lavernia, E.J. Achieving high tensile elongation in an ultra-fine grained Al alloy via low dislocation density. Mater. Lett. 2012, 82, 233–236. [Google Scholar] [CrossRef]
- Cheng, Z.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. Extra strengthening and work hardening in gradient nanotwinned metals. Science 2018, 362, 559. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.P.; Xiao, Z.; Li, Z.; Zhou, Z.Y.; Yang, Z.Q.; Lei, Q. Microstructure and properties of a novel Cu-Mg-Ca alloy with high strength and high electrical conductivity. J. Alloys Compd. 2017, 723, 1162–1170. [Google Scholar] [CrossRef]
- Yang, G.; Li, Z.; Yuan, Y.; Lei, Q. Microstructure, mechanical properties and electrical conductivity of Cu–0.3Mg–0.05Ce alloy processed by equal channel angular pressing and subsequent annealing. J. Alloys Compd. 2015, 640, 347–354. [Google Scholar] [CrossRef]
- Xiong, L.; Liu, K.; Shuai, J.; Hou, Z.; Zhu, L.; Li, W. Toward High Strength and High Electrical Conductivity in Super-Aligned Carbon Nanotubes Reinforced Copper. Adv. Eng. Mater. 2017, 20, 1700805. [Google Scholar] [CrossRef]
- Liang, N.; Liu, J.; Lin, S.; Wang, Y.; Wang, J.; Zhao, Y.; Zhu, Y. A multiscale architectured CuCrZr alloy with high strength, electrical conductivity and thermal stability. J. Alloys Compd. 2018, 735, 1389–1394. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
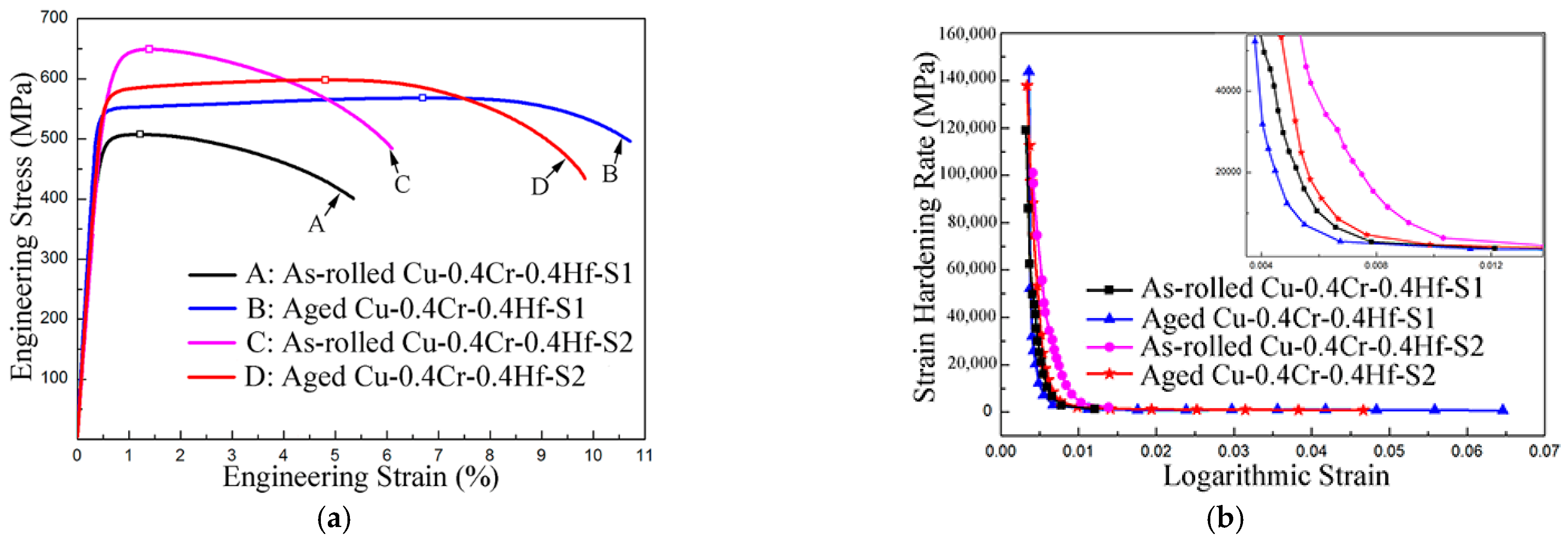
| Sample | σ0.2 (MPa) | σUTS (MPa) | εu (%) | εf (%) | C (%IACS) | ρ (1014 m−2) |
|---|---|---|---|---|---|---|
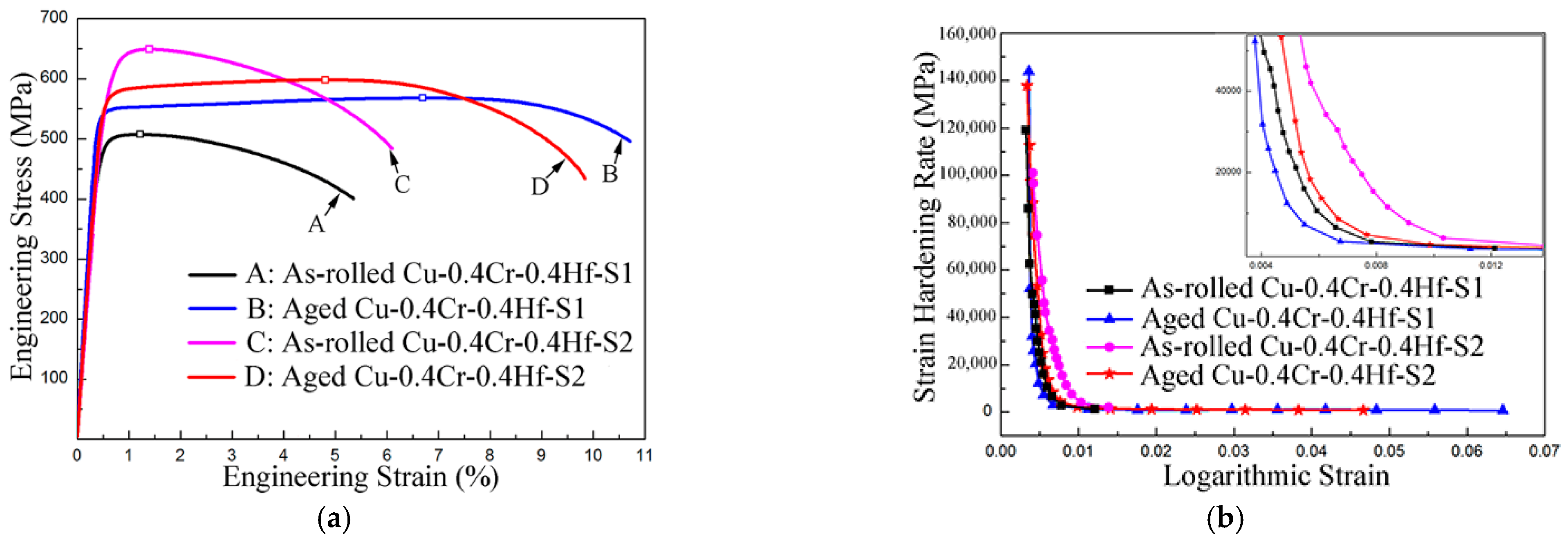
| As-rolled Cu-0.4Cr-0.4Hf-S1 | 497 ± 1 | 508 ± 1 | 1.13 ± 0.13 | 5.31 ± 0.44 | 33.85 ± 0.12 | 13.84 ± 0.59 |
| Aged Cu-0.4Cr-0.4Hf-S1 | 540 ± 8 | 565 ± 5 | 7.04 ± 0.52 | 12.00 ± 0.98 | 80.36 ± 0.13 | 5.86 ± 0.86 |
| As-rolled Cu-0.4Cr-0.4Hf-S2 | 621 ± 1 | 644 ± 7 | 1.34 ± 0.09 | 5.47 ± 0.55 | 62.25 ± 0.13 | 29.24 ± 1.12 |
| Aged Cu-0.4Cr-0.4Hf-S2 | 566 ± 9 | 593 ± 6 | 4.64 ± 0.20 | 9.54 ± 0.04 | 80.51 ± 0.18 | 13.50 ± 0.67 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Kuang, G.; Li, R. Optimizing the Electrical and Mechanical Properties of Cu-Cr Alloys by Hf Microalloying. Metals 2022, 12, 485. https://doi.org/10.3390/met12030485
Yang Y, Kuang G, Li R. Optimizing the Electrical and Mechanical Properties of Cu-Cr Alloys by Hf Microalloying. Metals. 2022; 12(3):485. https://doi.org/10.3390/met12030485
Chicago/Turabian StyleYang, Yin, Gui Kuang, and Rengeng Li. 2022. "Optimizing the Electrical and Mechanical Properties of Cu-Cr Alloys by Hf Microalloying" Metals 12, no. 3: 485. https://doi.org/10.3390/met12030485
APA StyleYang, Y., Kuang, G., & Li, R. (2022). Optimizing the Electrical and Mechanical Properties of Cu-Cr Alloys by Hf Microalloying. Metals, 12(3), 485. https://doi.org/10.3390/met12030485