
Effects of V–N Microalloying on Microstructure and Property in the Welding Heat Affected Zone of Constructional Steel

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Shielded Metal Arc Welding Experiment
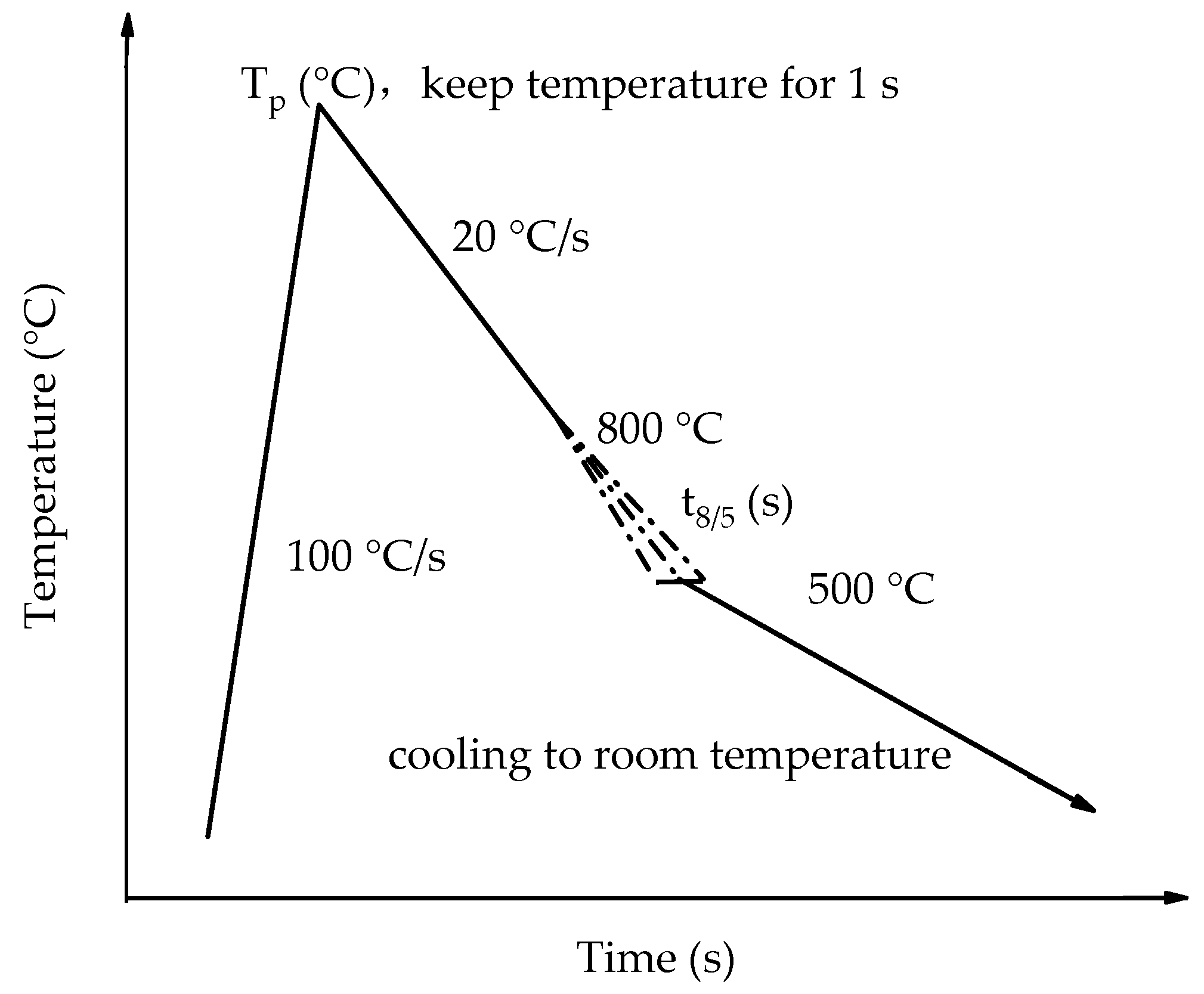
2.2.2. Welding Thermal Simulation Experiment
2.2.3. Microstructural Characterization and Mechanical Testing
3. Results
3.1. Microstructure and Mechanical Property of Tested Steels
3.2. Microstructure and Properties of Weld Joint
3.3. Microstructure and Property of Welding Thermal Simulation Samples
4. Discussion
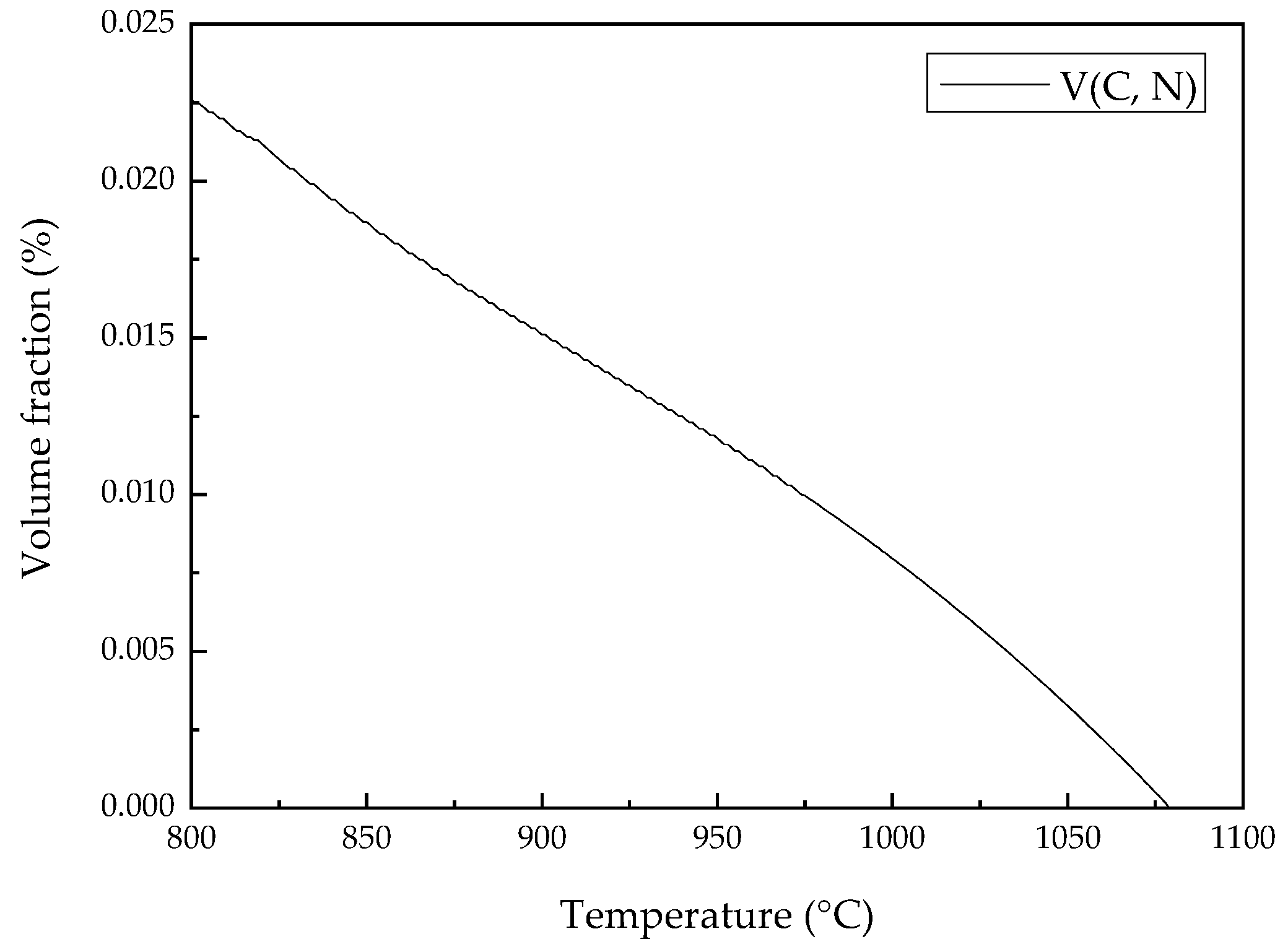
4.1. Thermodynamic Simulation Calculation of V(C, N) Precipitation
4.2. CGHAZ
4.3. GRHAZ
4.4. ICHAZ
5. Conclusions
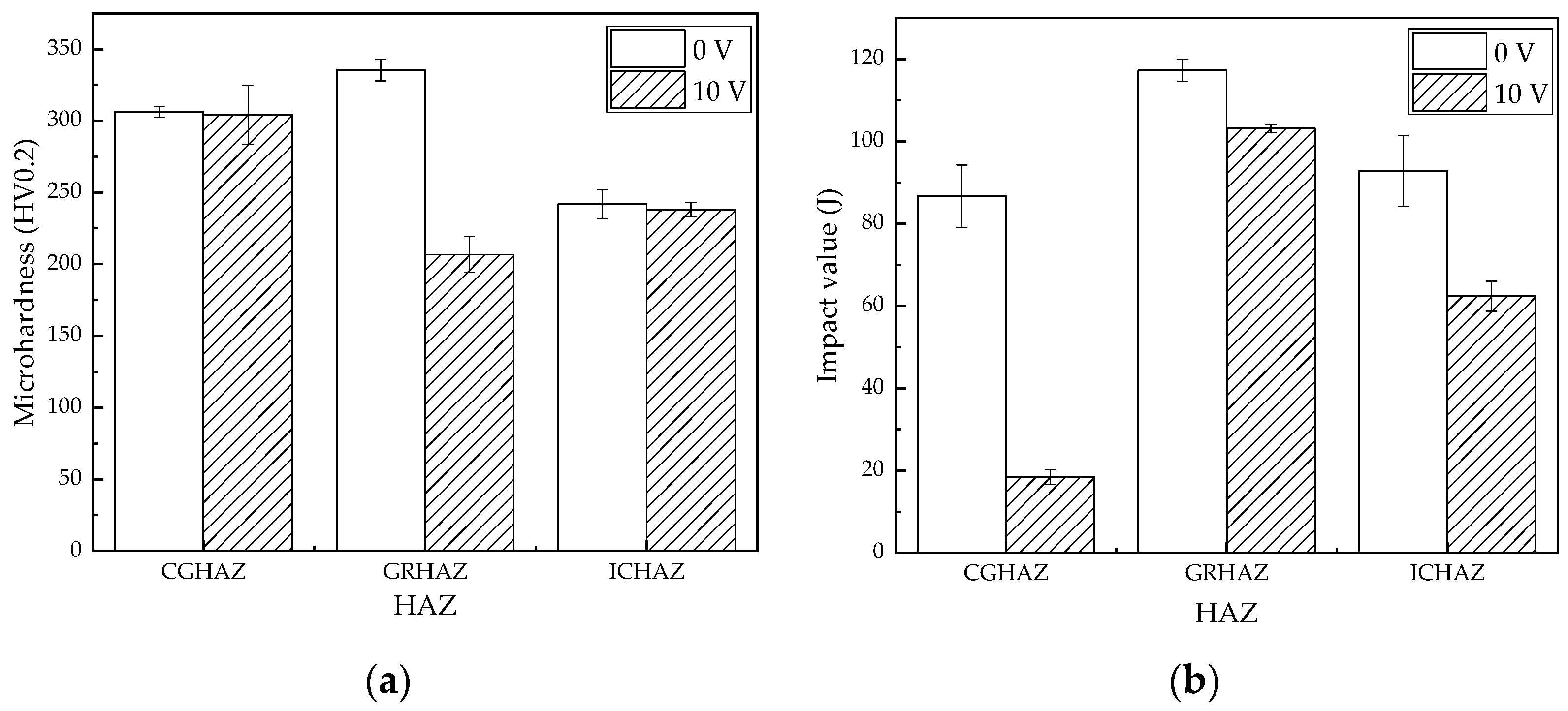
- V and N elements in the CGHAZ of steel containing 0.10% V and 0.0155% N mainly dissolved in steel, considering that the V:N was far more than the VN stoichiometric ratio of 3.64, so the content of dissolved N in the CGHAZ was high, which will lead to the Ac3 temperature increasing significantly to facilitate the growth of PAGs. Coarse PAGs will decrease the grain boundary area of PAGs to reduce HAGB frequency, thereby leading to the significant reduction in the low temperature impact toughness of the simulated CGHAZ of steel containing 0.10% V and 0.0155% N, specifically, the mean −20 °C impact value decreased from 87 J to 18 J.
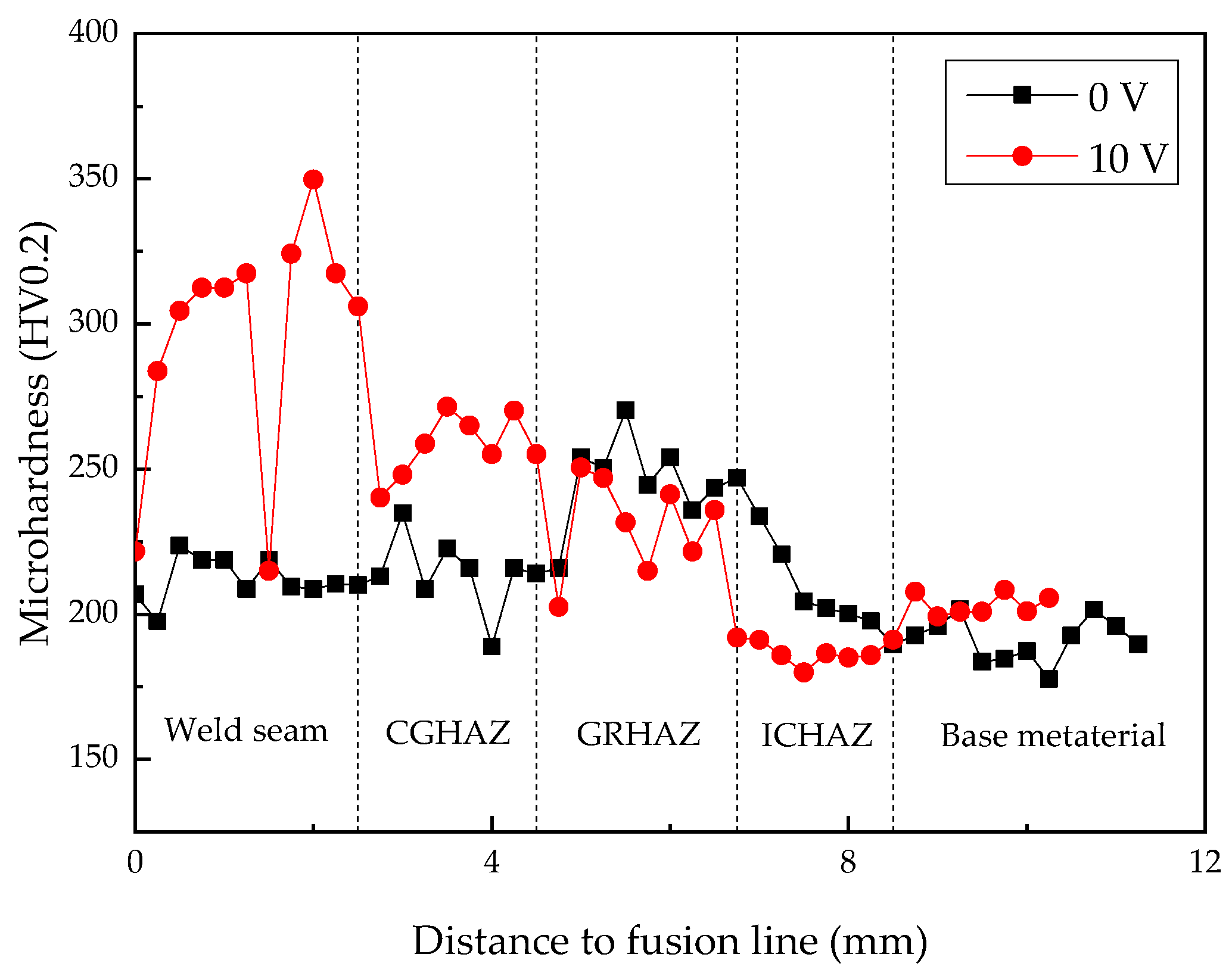
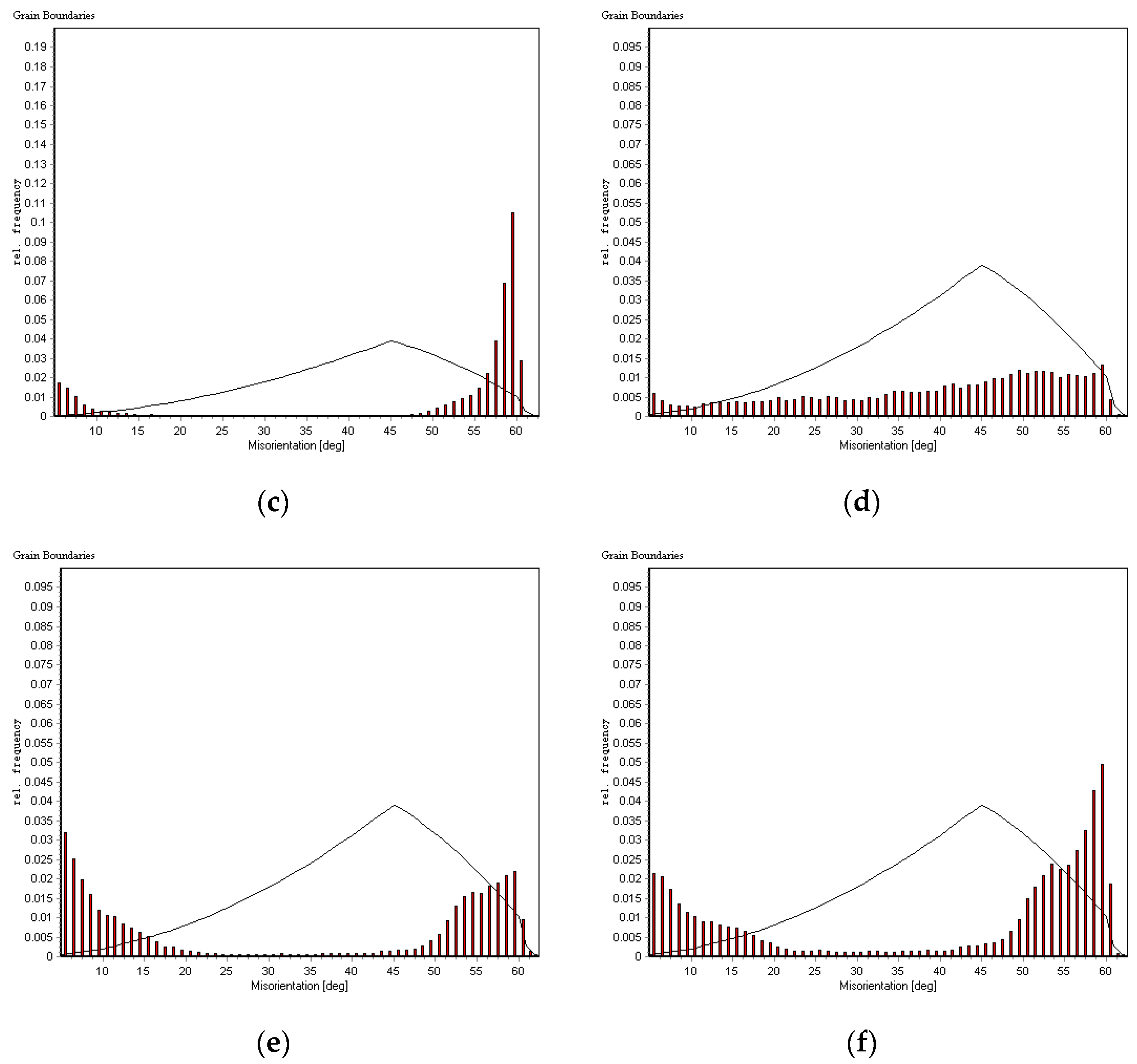
- With the addition of 0.10% V and 0.0155% N into steel, the microstructure of simulated GRHAZ transformed from lath bainite, granular bainite, and a small amount of ferrite to polygonal ferrite, pearlite, and martensite, and the misorientation of HAGBs decreased, causing the lower impact toughness and decreased microhardness of the simulated GRHAZ of steel, specifically, the mean microhardness decreased from 335 HV0.2 to 207 HV0.2, and the mean −20 °C impact value decreased from 117 J to 103 J. However, in the real weld GRHAZ, peak temperature decreased and cooling time prolonged due to an increase in the distance to fusion line, therefore reducing the difference in the microstructure evolution caused by V–N microalloying.
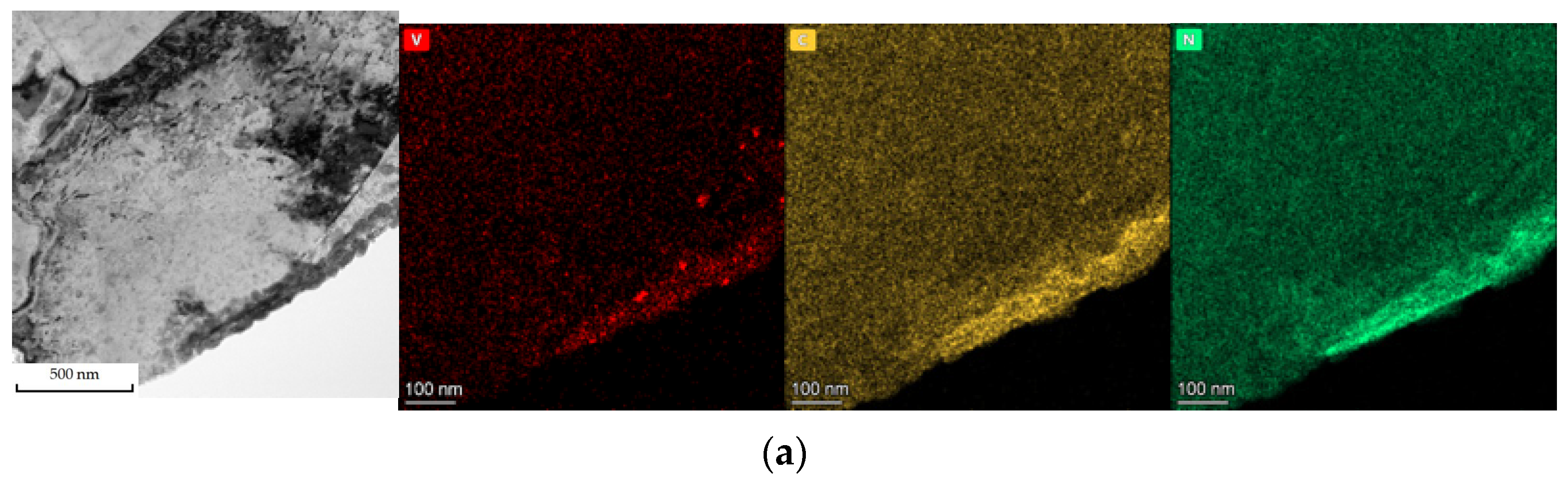
- The microstructure of the ICHAZ of steel containing 0.10% V and 0.0155% N was refined to increase the frequency of HAGBs, which is beneficial in improving the impact toughness. However, V(C, N) in the simulated ICHAZ had sufficient time to experience re-dissolution, re-precipitation, and growth to form micro-sized V(C, N) precipitates, which will deteriorate the low temperature impact toughness, specifically, the mean −20 °C impact value decreased from 93 J to 62 J.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chan, A.P.C.; Yang, Y.; Ran, G. Factors affecting the market development of steel construction. Eng. Constr. Archit. Manag. 2018, 25, 1146–1169. [Google Scholar] [CrossRef]
- Burgan, B.A.; Sansom, M.R. Sustainable steel construction. J. Constr. Steel Res. 2006, 62, 1178–1183. [Google Scholar] [CrossRef]
- Zhong, Y.; Wu, P. Economic sustainability, environmental sustainability and constructability indicators related to concrete- and steel-projects. J. Clean. Prod. 2015, 108, 748–756. [Google Scholar] [CrossRef]
- Kunigita, M.; Tanaka, K.; Kawabata, T.; Kasuya, T.; Okazaki, Y.; Inomoto, M.; Aihara, S. Prediction of steel weld HAZ Charpy impact property based on stochastic fracture model incorporating microstructural parameters. Procedia Struct. Integr. 2018, 13, 198–203. [Google Scholar] [CrossRef]
- El-Batahgy, A.-M. Influence of HAZ microstructure and stress concentration on fatigue strength of welded structural steel. Mater. Lett. 1994, 21, 415–423. [Google Scholar] [CrossRef]
- Musa, M.; Maleque, M.A.; Ali, M.Y. Heat Affected Zone Morphology of TIG Torch Welded HSLA Steel in Presence of Ti and V Microalloying Elements. Encycl. Renew. Sustain. Mater. 2020, 4, 439–444. [Google Scholar]
- Lei, Z.; Kannengiesser, T. Austenite grain growth and microstructure control in simulated heat affected zones of microalloyed HSLA steel. Mater. Sci. Eng. A 2014, 613, 326–335. [Google Scholar]
- Medina, S.F.; Gómez, M.; Rancel, L. Grain refinement by intragranular nucleation of ferrite in a high nitrogen content vanadium microalloyed steel. Scr. Mater. 2008, 58, 1110–1113. [Google Scholar] [CrossRef]
- Singh, A.P.; Pant, G. Mechanical behaviour of vanadium microalloyed steel under control environment compression. Mater. Today Proc. 2020, 26, 2525–2527. [Google Scholar] [CrossRef]
- Ollilainen, V.; Kasprzak, W.; Holappa, L. The effect of silicon, vanadium and nitrogen on the microstructure and hardness of air cooled medium carbon low alloy steels. J. Mater. Process. Tech. 2003, 134, 405–412. [Google Scholar] [CrossRef]
- Shi, G.; Zhao, H.; Zhang, S.; Zhang, F. Microstructural characteristics and impact fracture behaviors of low-carbon vanadium-microalloyed steel with different nitrogen contents. Mater. Sci. Eng. A 2020, 769, 138501. [Google Scholar] [CrossRef]
- Wang, M.; Guo, X.; Du, L.; Zhang, D. Microstructure and Mechanical Properties of V-N Microalloyed X80 High Deformability Pipeline Steel. J. Northeast. Univ. Nat. Sci. 2022, 41, 801–806. (In Chinese) [Google Scholar]
- Lei, Y.; Wang, X.; Zhu, Q.; Liu, F. Effect of Vanadium on Microstructure and Mechanical Properties of TIG Weld Joint of China Low Activation Martensitic Steel. J. Fusion Energy 2015, 34, 1112–1117. [Google Scholar] [CrossRef]
- Sun, J.; Wei, S.; Lu, S. Influence of vanadium content on the precipitation evolution and mechanical properties of high-strength Fe-Cr-Ni-Mo weld metal. Mater. Sci. Eng. A 2020, 772, 138739. [Google Scholar] [CrossRef]
- Chen, Y.T.; Guo, A.M.; Wu, L.X.; Zeng, J.; Li, P.H. Microstructure and mechanical property development in the simulated heat affected zone of V treated HSLA steels. Acta Metall. Sin. 2006, 1, 57–67. [Google Scholar] [CrossRef]
- Fang, F.; Yong, Q.L.; Yang, C.F.; Su, H. Microstructure and Precipitation Behavior in HAZ of V and Ti Microalloyed Steel. J. Iron Steel Res. Int. 2009, 16, 68–72, 77. [Google Scholar] [CrossRef]
- Hutchinson, B.; Komenda, J.; Rohrer, G.S.; Beladi, H. Heat affected zone microstructures and their influence on toughness in two microalloyed HSLA steels. Acta Mater. 2015, 97, 380–391. [Google Scholar] [CrossRef]
- Shi, Z.; Yang, C.; Wang, R.; Su, H.; Chai, F.; Chu, J.; Wang, Q. Effect of nitrogen on the microstructures and mechanical properties in simulated CGHAZ of vanadium microalloyed steel varied with different heat inputs. Mater. Sci. Eng. A 2016, 649, 270–281. [Google Scholar] [CrossRef]
- Fan, H.; Shi, G.; Peng, T.; Wang, Q.; Wang, L.; Wang, Q.; Zhang, F. N-induced microstructure refinement and toughness improvement in the coarse grain heat-affected zone of a low carbon Mo–V–Ti–B steel subjected to a high heat input welding thermal cycle. Mater. Sci. Eng. A 2021, 824, 141799. [Google Scholar] [CrossRef]
- Zhang, J.; Xin, W.; Luo, G.; Wang, R.; Meng, Q.; Xian, S. Effect of welding heat input on microstructural evolution, precipitation behavior and resultant properties of the simulated CGHAZ in high-N V-alloyed steel. Mater. Charact. 2020, 162, 110201. [Google Scholar] [CrossRef]
- Sayyar, N.; Shamanian, M.; Niroumand, B.; Kangazian, J.; Szpunar, J.A. EBSD observations of microstructural features and mechanical assessment of INCOLOY 825 alloy/AISI 321 stainless steel dissimilar welds. J. Manuf. Process. 2020, 60, 86–95. [Google Scholar] [CrossRef]
- Alam, M.K.; Mehdi, M.; Urbanic, R.J.; Edrisy, A. Electron Backscatter Diffraction (EBSD) analysis of laser-cladded AISI 420 martensitic stainless steel. Mater. Charact. 2020, 161, 110138. [Google Scholar] [CrossRef]
- Awale, D.D.; Vijayanand, V.D.; Ballal, A.R.; Thawre, M.M.; Reddy, G.V.P. Study of microstructural transition in dissimilar weld joint from as-welded to PWHT condition using electron backscattered imaging. Mater. Lett. 2021, 285, 129080. [Google Scholar] [CrossRef]
- He, S.; Shang, H.; Fernández-Caballero, A.; Warren, A.D.; Knowles, D.M.; Flewitt, P.E.J.; Martin, T.L. The Role of Grain Boundary Ferrite Evolution and Thermal Aging on Creep Cavitation of Type 316H Austenitic Stainless Steel. Mater. Sci. Eng. A 2021, 807, 140859. [Google Scholar] [CrossRef]
- Xiong, Z.; Liu, S.; Wang, X.; Shang, C.; Li, X.; Misra, R.D.K. The contribution of intragranular acicular ferrite microstructural constituent on impact toughness and impeding crack initiation and propagation in the heat-affected zone (HAZ) of low-carbon steels. Mater. Sci. Eng. A 2015, 636, 117–123. [Google Scholar] [CrossRef]
- Yong, Q.L. Second Phases in Structural Steels; Metallurgical Industry Press: Beijing, China, 2006. (In Chinese) [Google Scholar]
- Capdevila, C.; Caballero, F.G.; García-Mateo, C.; García de Andrés, C. The Role of Inclusions and Austenite Grain Size on Intragranular Nucleation of Ferrite in Medium Carbon Microalloyed Steels. Mater. Trans. 2004, 45, 2678–2685. [Google Scholar] [CrossRef][Green Version]
- Hu, J.; Du, L.X.; Wang, J.J. Effect of V on intragranular ferrite nucleation of high Ti bearing steel. Scr. Mater. 2013, 68, 953–956. [Google Scholar] [CrossRef]
- Ishikawa, F.; Takahashi, T.; Ochi, T. Intragranular ferrite nucleation in medium-carbon vanadium steels. Metall. Mater. Trans. A 1994, 25, 929–936. [Google Scholar] [CrossRef]
- Shi, Z.; Wang, R.; Hang, S.; Chai, F.; Wang, Q.; Yang, C. Effect of nitrogen content on the second phase particles in V–Ti microalloyed shipbuilding steel during weld thermal cycling. Mater. Des. 2016, 96, 241–250. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Cu | Ni | Cr | V | Als | N | CE |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 V | 0.07 | 0.39 | 1.45 | 0.011 | 0.002 | 0.36 | 0.31 | 0.63 | - | 0.036 | 0.0021 | 0.48 |
| 10 V | 0.07 | 0.39 | 1.44 | 0.010 | 0.002 | 0.35 | 0.31 | 0.63 | 0.10 | 0.034 | 0.0155 | 0.50 |
| Elements | C | Si | Mn | Ni | Cr | Mo |
|---|---|---|---|---|---|---|
| Reference content | ≤0.10 | ≤0.80 | ≥0.50 | ≥1.75 | ≥0.30 | ≥0.20 |
| CGHAZ | GRHAZ | ICHAZ | |||
|---|---|---|---|---|---|
| Tp (°C) | t8/5 (s) | Tp (°C) | t8/5 (s) | Tp (°C) | t8/5 (s) |
| 1300 | 12 | 1000 | 13 | 830 | 17 |
| Steel | ReL (MPa) | Rm (MPa) | ReL/Rm | A (%) |
|---|---|---|---|---|
| 0 V | 331 ± 8 | 474 ± 13 | 0.70 ± 0.01 | 31.5 ± 1.2 |
| 10 V | 512 ± 12 | 612 ± 11 | 0.84 ± 0.01 | 22.0 ± 1.6 |
| Steel | ReL (MPa) | Rm (MPa) | A (%) | Fracture Position |
|---|---|---|---|---|
| 0 V | 326 | 473 | 32.5 | Base material |
| 10 V | 494 | 604 | 20.0 | Base material |
| Steel | −20 °C Impact Value (J) | |||
|---|---|---|---|---|
| Value 1 | Value 2 | Value 3 | Mean Value | |
| 0 V | 101 | 105 | 109 | 105 |
| 10 V | 57 | 85 | 57 | 65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, K.; Yang, H.; Yao, S.; Li, Z.; Wang, G.; Zhao, H.; Nan, X. Effects of V–N Microalloying on Microstructure and Property in the Welding Heat Affected Zone of Constructional Steel. Metals 2022, 12, 480. https://doi.org/10.3390/met12030480
Cui K, Yang H, Yao S, Li Z, Wang G, Zhao H, Nan X. Effects of V–N Microalloying on Microstructure and Property in the Welding Heat Affected Zone of Constructional Steel. Metals. 2022; 12(3):480. https://doi.org/10.3390/met12030480
Chicago/Turabian StyleCui, Kaiyu, Haifeng Yang, Shengjie Yao, Zhengrong Li, Guodong Wang, Hongyun Zhao, and Xinchen Nan. 2022. "Effects of V–N Microalloying on Microstructure and Property in the Welding Heat Affected Zone of Constructional Steel" Metals 12, no. 3: 480. https://doi.org/10.3390/met12030480
APA StyleCui, K., Yang, H., Yao, S., Li, Z., Wang, G., Zhao, H., & Nan, X. (2022). Effects of V–N Microalloying on Microstructure and Property in the Welding Heat Affected Zone of Constructional Steel. Metals, 12(3), 480. https://doi.org/10.3390/met12030480