
Effect of Solution Temperature on the Microstructure and Properties of 17-4PH High-Strength Steel Samples Formed by Selective Laser Melting


 ,
,
Abstract
:1. Introduction
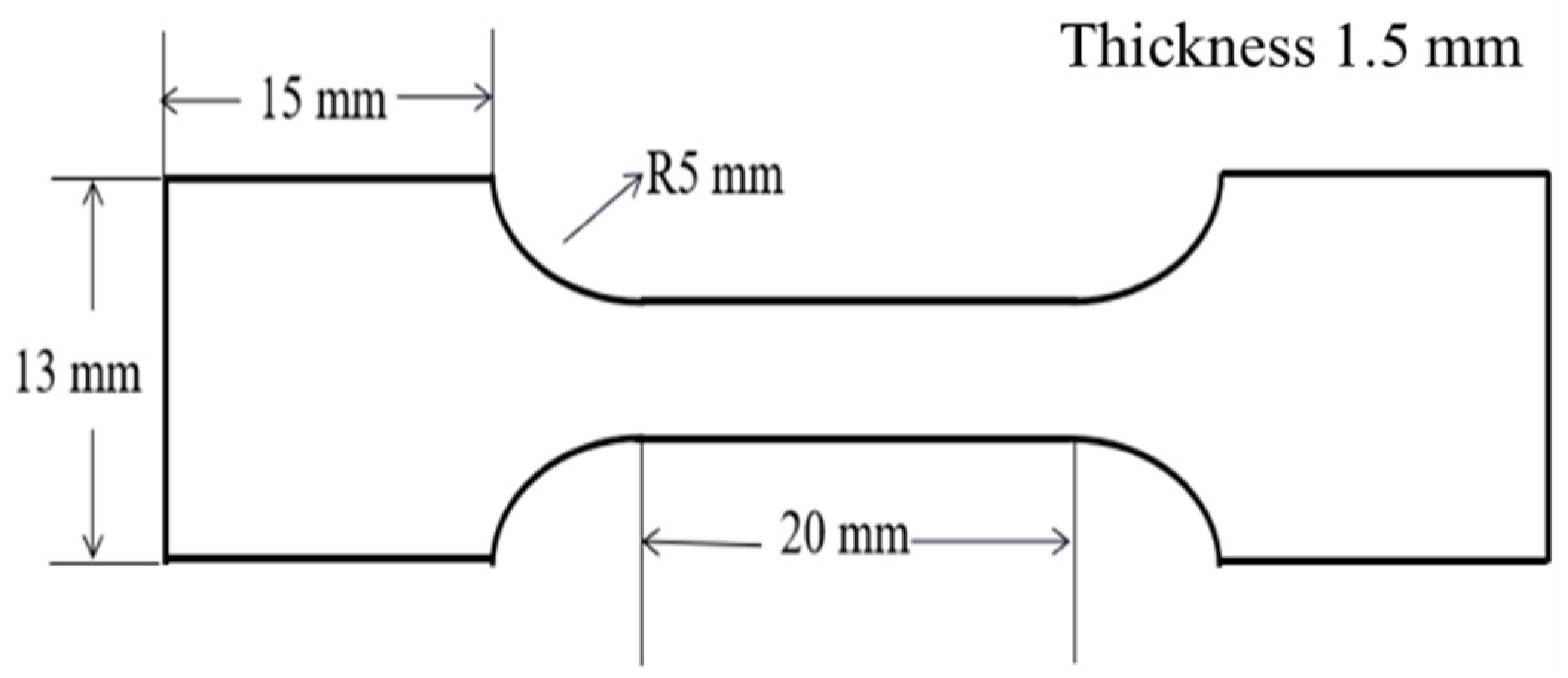
2. Experimental Procedures
3. Results and Discussion
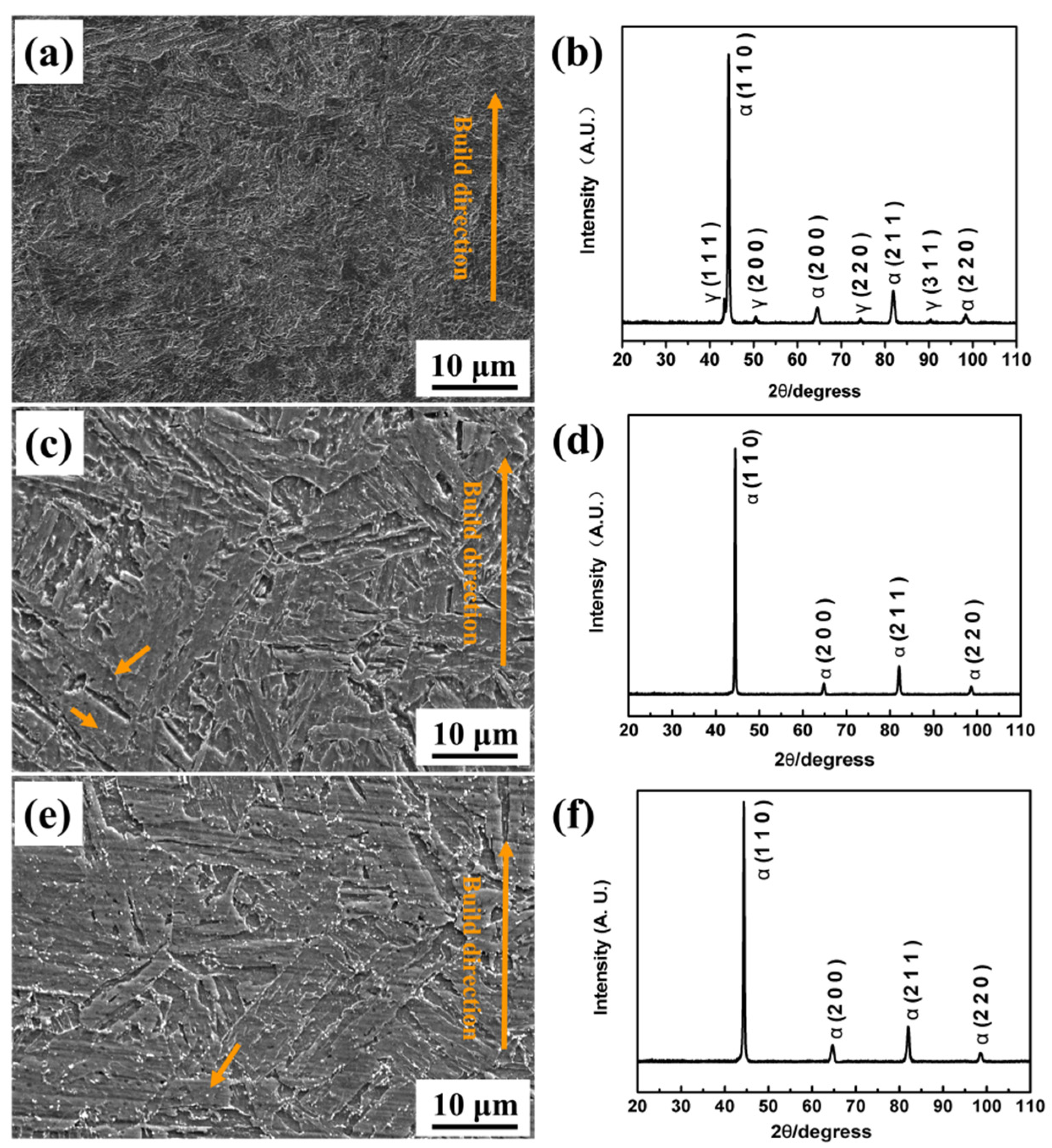
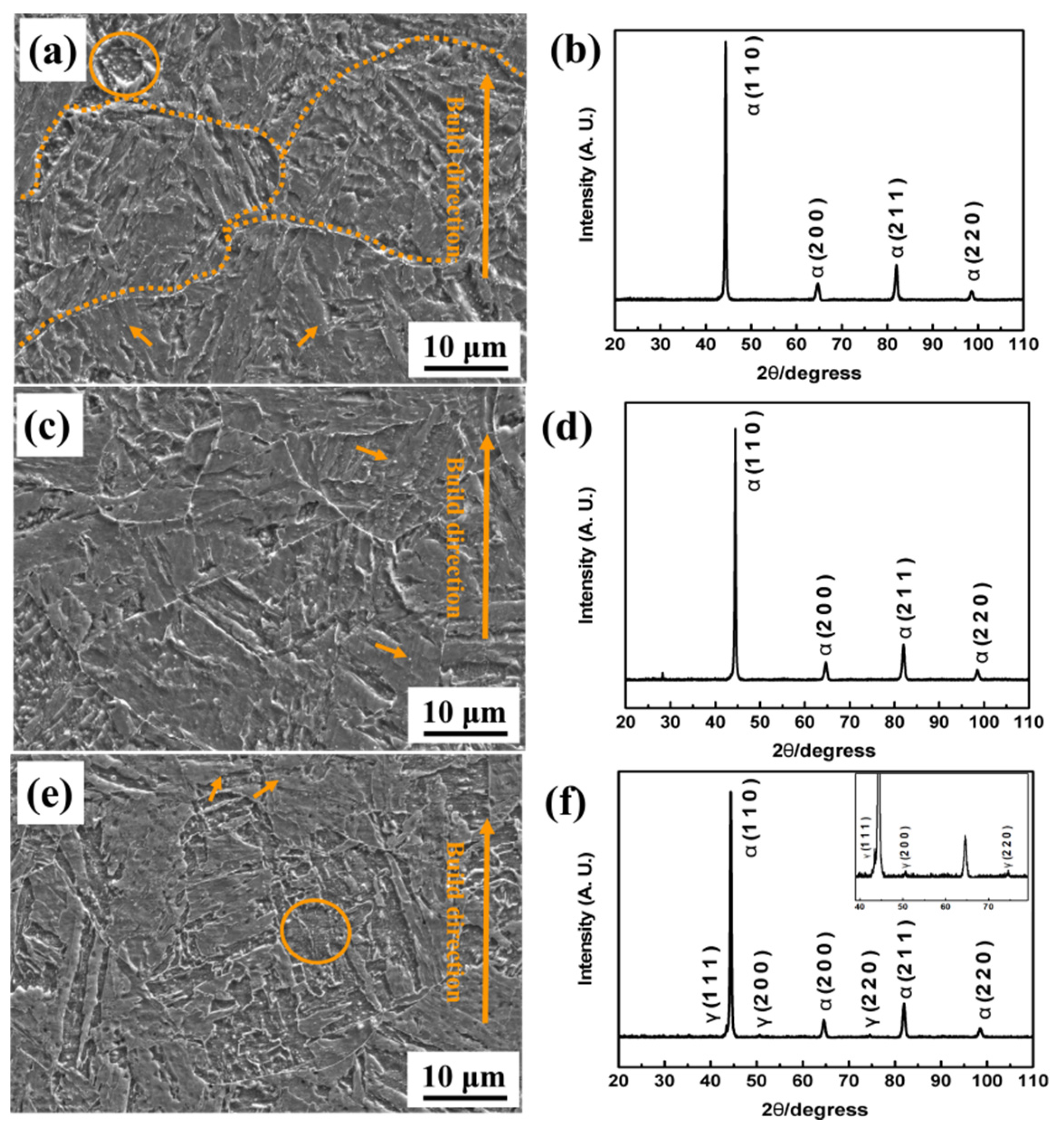
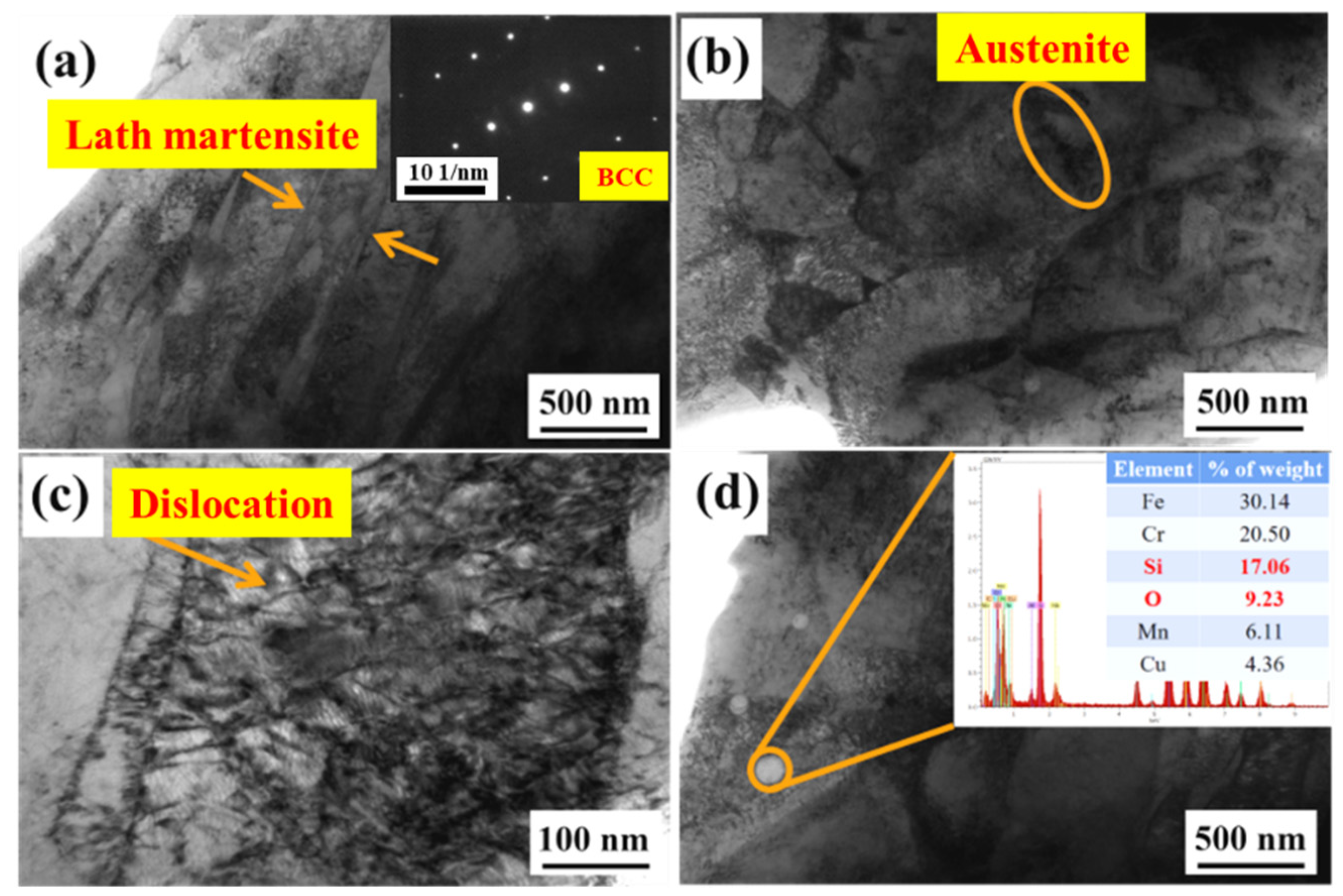
3.1. Effect of the Solution Temperature on the Microstructure
3.2. Effect of the Solution Temperature on the Other Properties
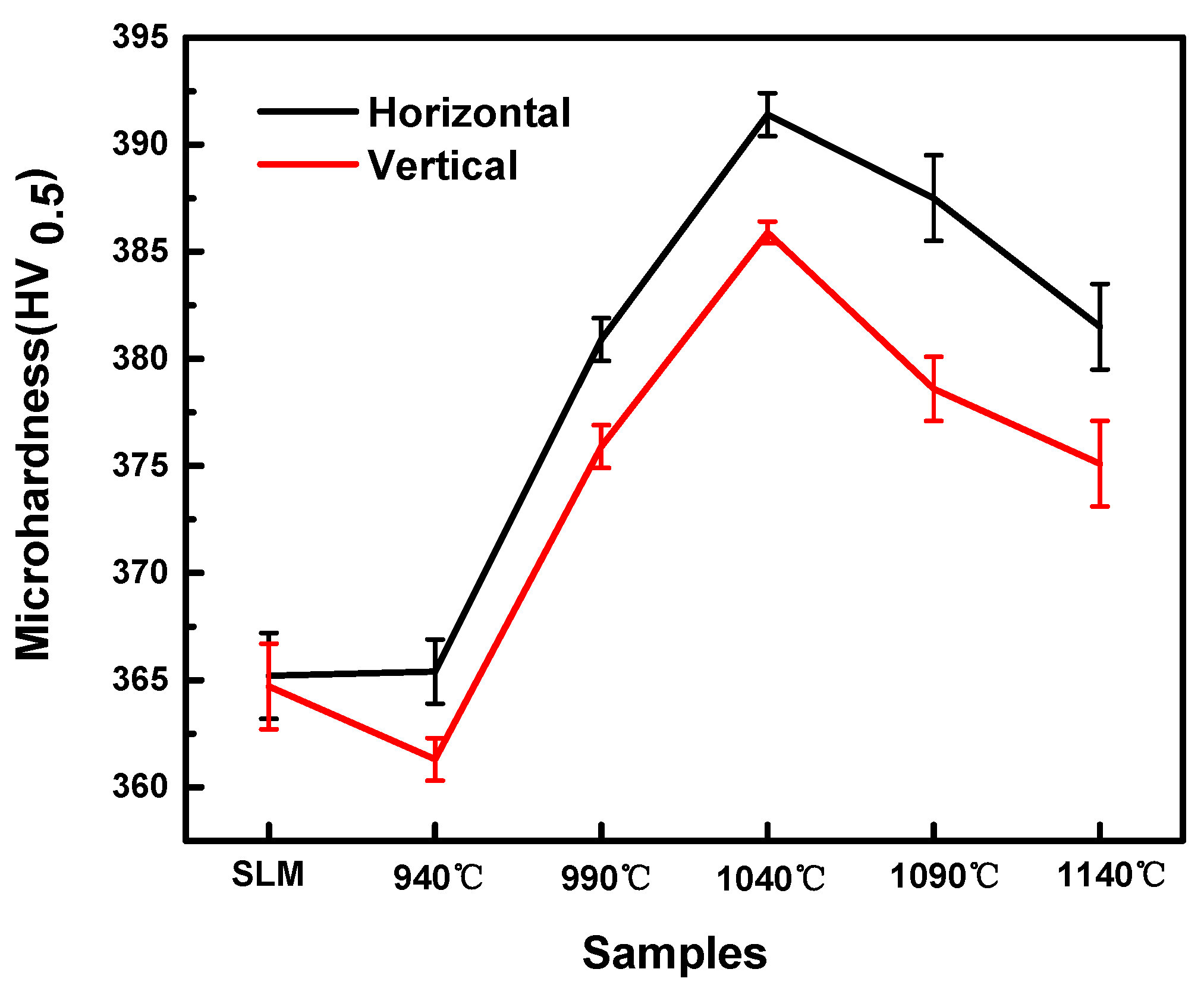
3.2.1. Microhardness
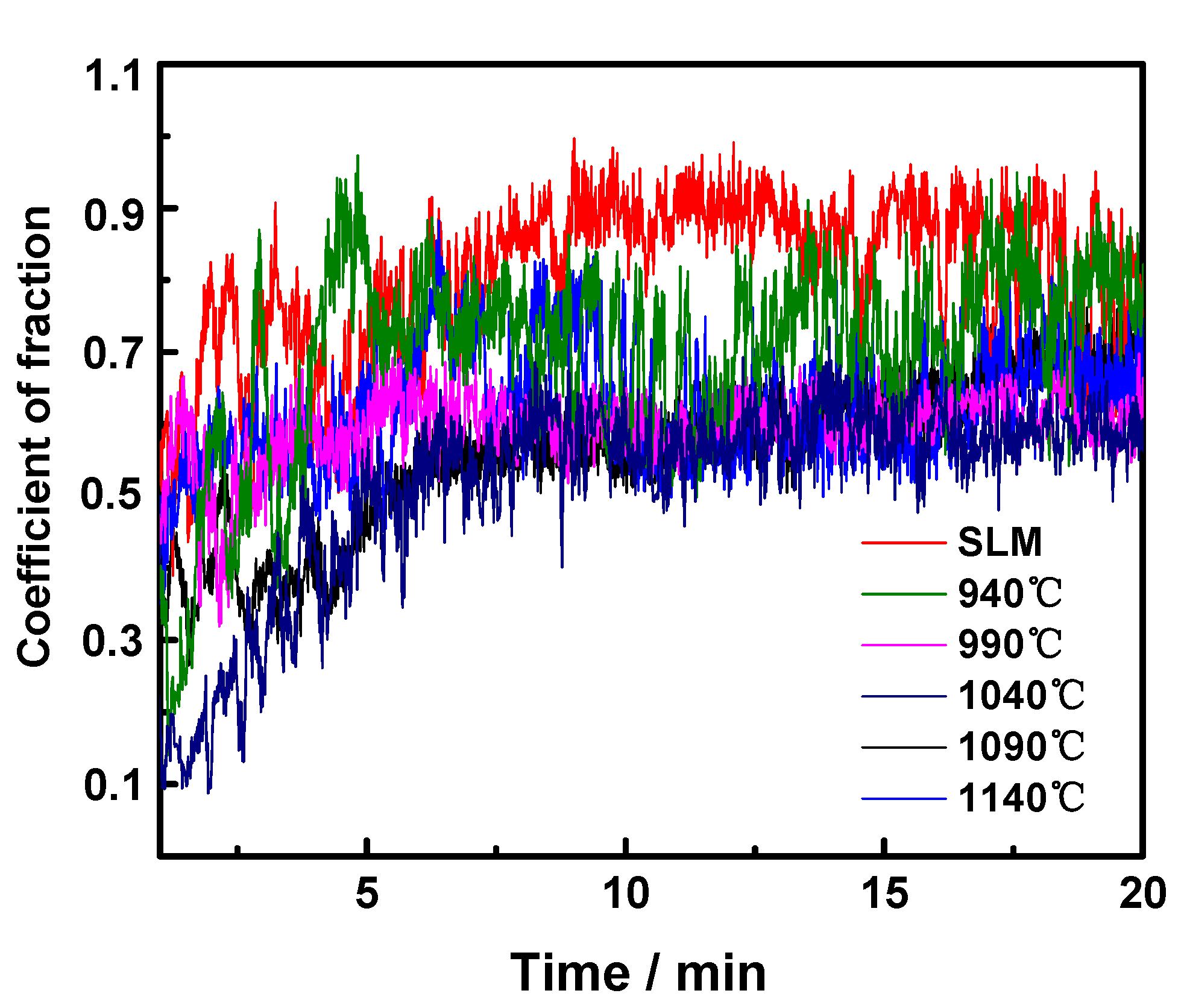
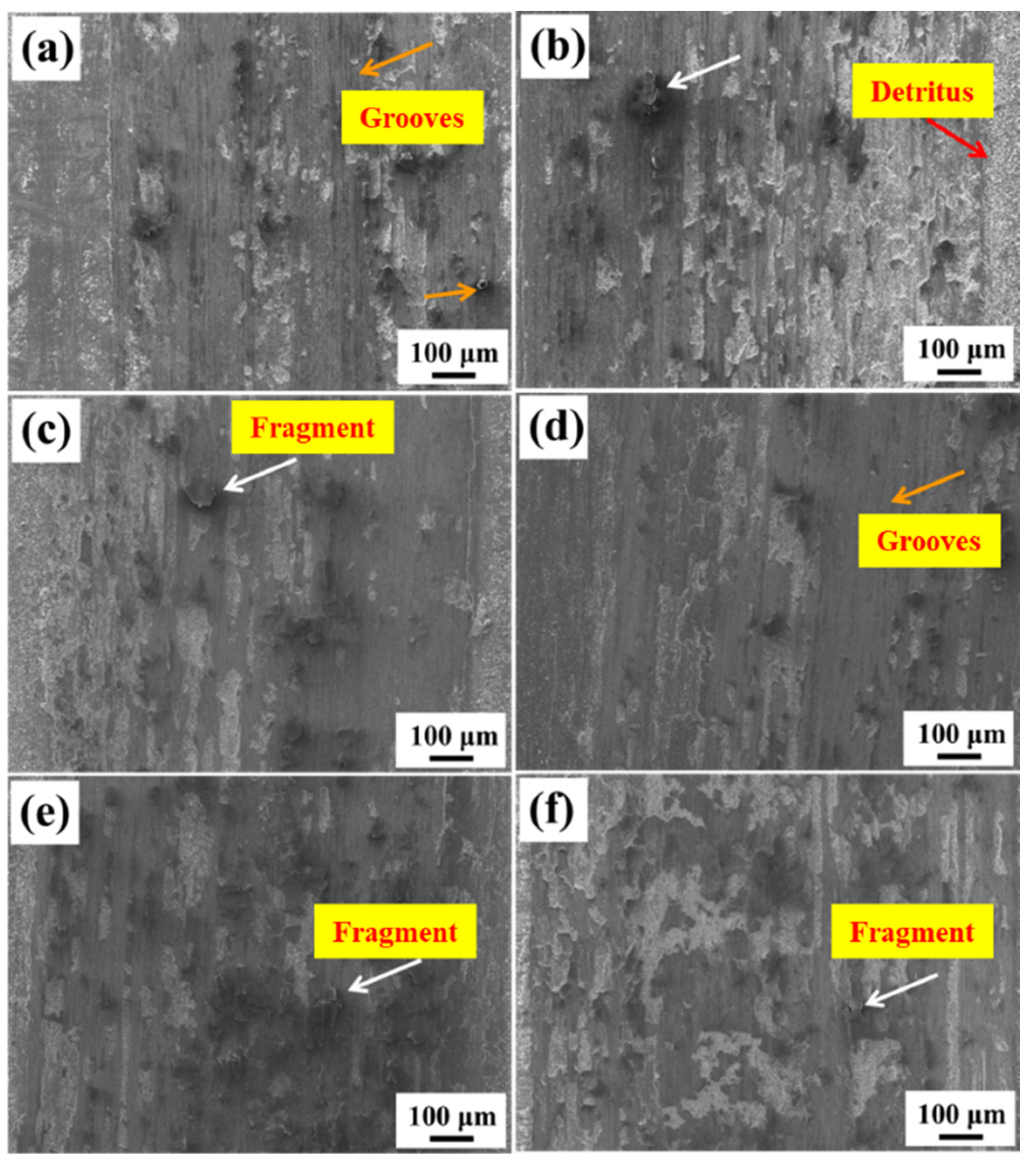
3.2.2. Wear Performance
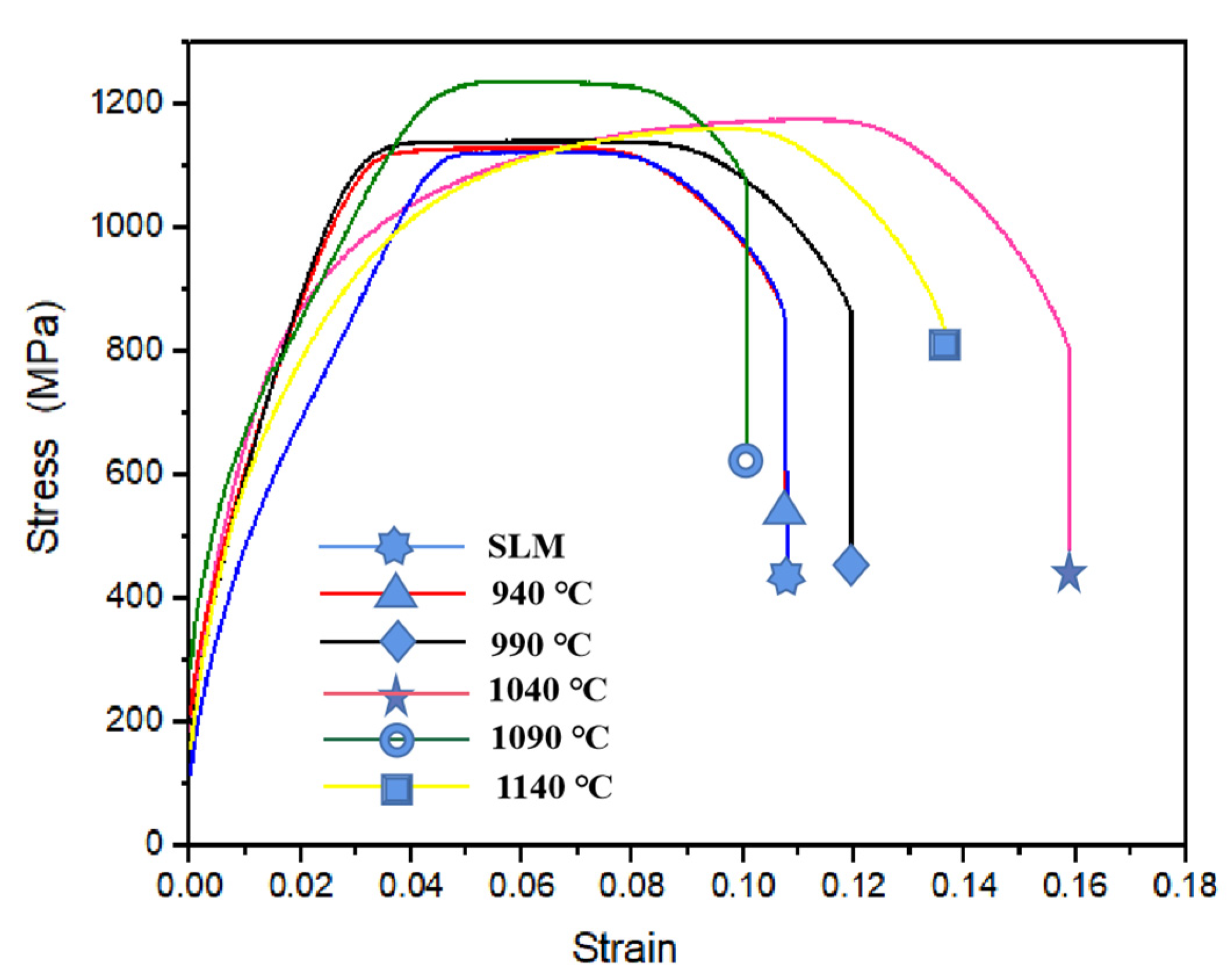
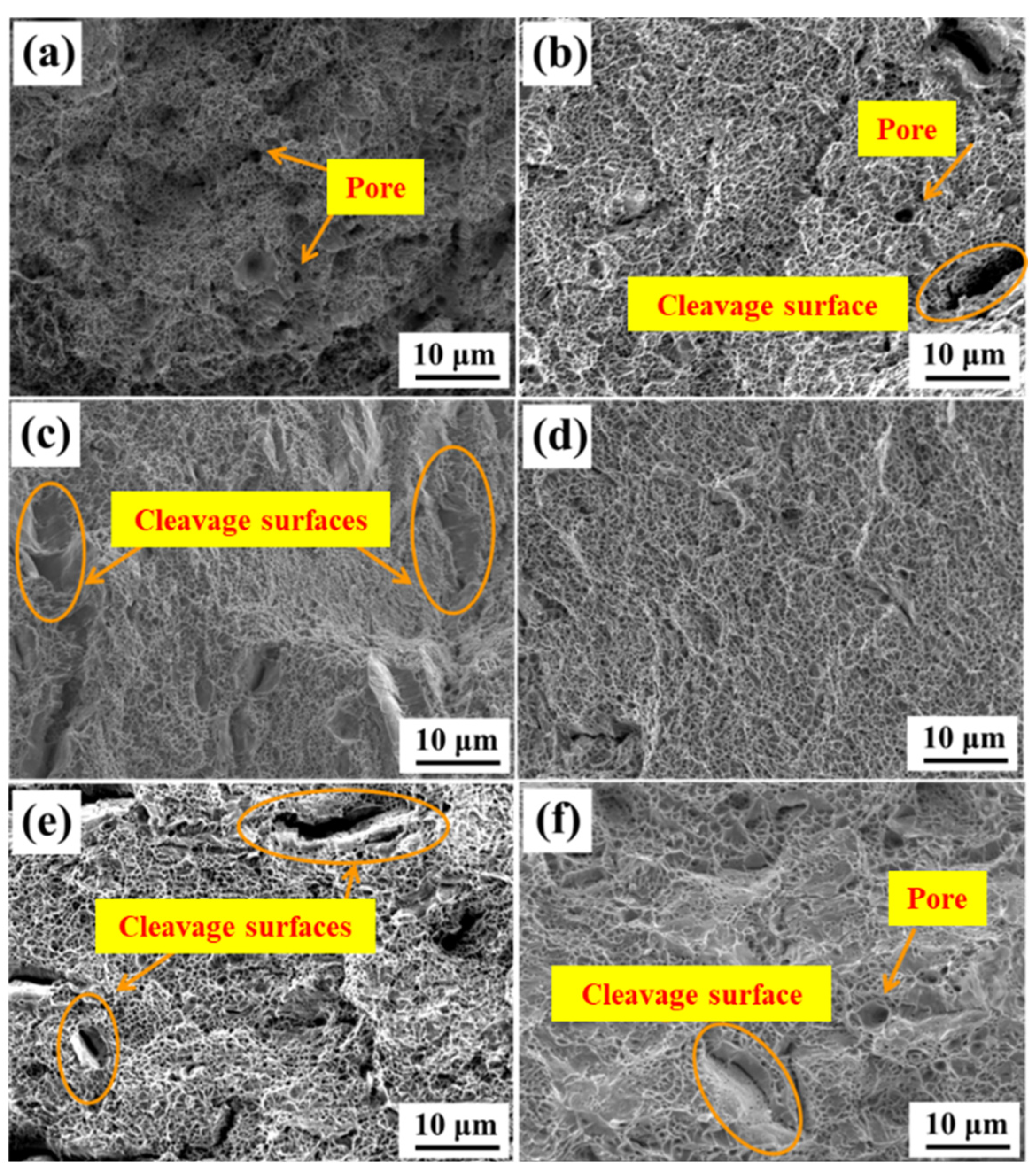
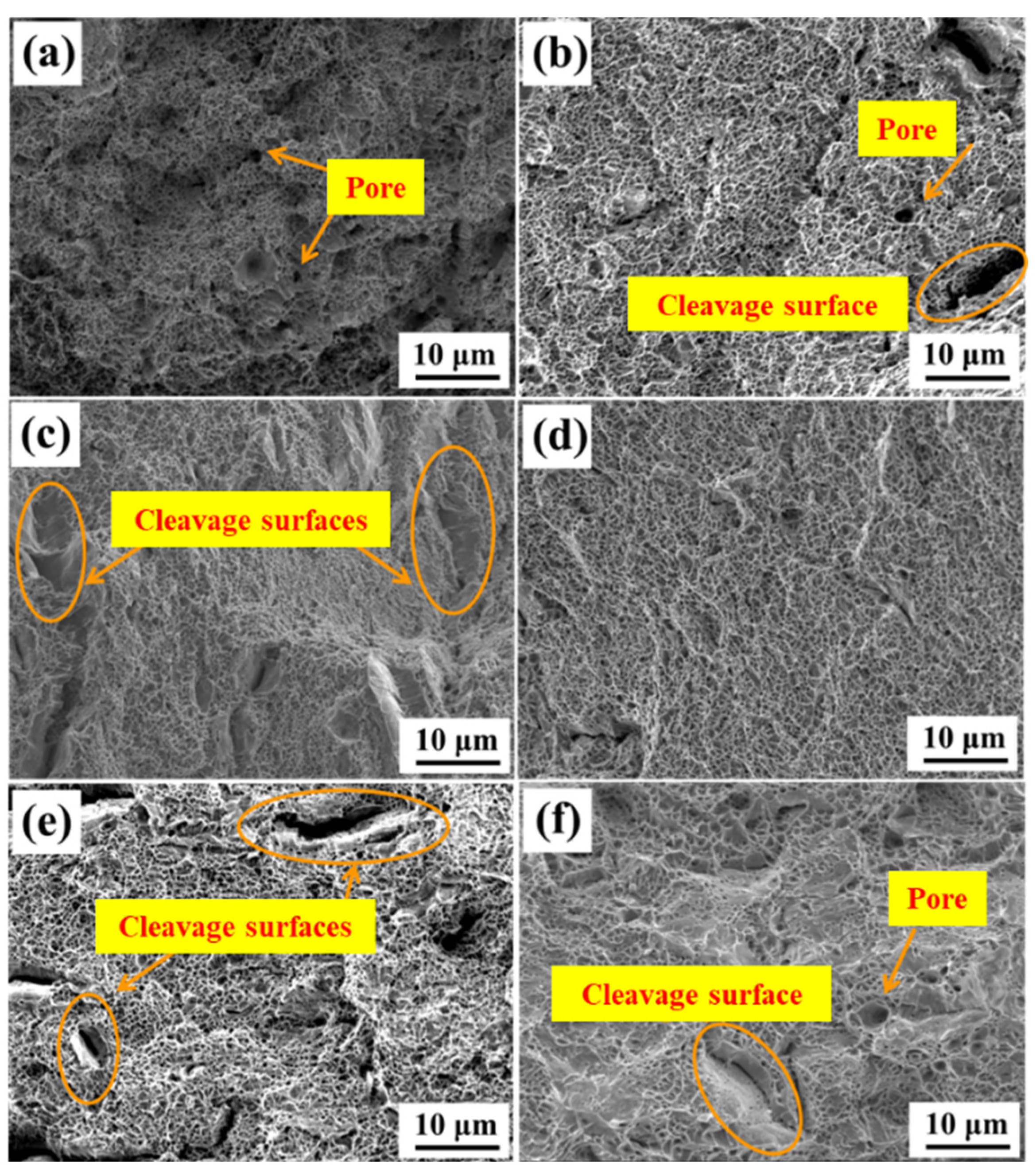
3.2.3. Tensile Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bressan, J.D.; Daros, D.P.; Sokolowski, A.; Mesquita, R.A.; Barbosa, C.A. Influence of hardness on the wear resistance of 17-4 PH stainless steel evaluated by the pin-on-disc testing. J. Mater. Process. Technol. 2008, 205, 353–359. [Google Scholar] [CrossRef]
- Dong, H.; Esfandiari, M.; Li, X.Y. On the microstructure and phase identification of plasma nitrided 17-4PH precipitation hardening stainless steel. Surf. Coat. Technol. 2008, 202, 2969–2975. [Google Scholar] [CrossRef]
- Alnajjar, M.; Christien, F.; Barnier, V.; Bosch, C.; Wolski, K.; Fortes, A.D.; Telling, M. Influence of microstructure and manganese sulfides on corrosion resistance of selective laser melted 17-4 PH stainless steel in acidic chloride medium. Corros. Sci. 2020, 168, 108585. [Google Scholar] [CrossRef]
- Murr, L.E.; Martine, E.; Hernandez, J.; Collins, S.; Amato, K.N.; Gaytan, S.M.; Shindo, P.W. Microstructures and Properties of 17-4 PH Stainless Steel Fabricated by Selective Laser Melting. J. Mater. Res. Technol. 2012, 1, 167–177. [Google Scholar] [CrossRef] [Green Version]
- Lin, X.; Cao, Y.Q.; Wu, X.Y.; Yang, H.O.; Cheng, J.; Huang, W.D. Microstructure and mechanical properties of laser forming repaired 17-4PH stainless steel. Mater. Sci. Eng. A 2012, 553, 80–88. [Google Scholar] [CrossRef]
- Hsiao, C.N.; Chiou, C.S.; Yang, J.R. Aging reactions in a 17-4 PH stainless steel. Mater. Chem. Phys. 2002, 74, 134–142. [Google Scholar]
- Yoo, W.D.; Lee, J.H.; Youm, K.T.; Rhyim, Y.M. Study on the Microstructure and Mechanical Properties of 17-4 PH Stainless Steel Depending on Heat Treatment and Aging Time. Solid State Phenom. 2006, 118, 15–20. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive manufacturing of fatigue resistant materials: Challenges and opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef] [Green Version]
- Holland, S.; Wang, X.Q.; Fang, X.Y.; Guo, Y.B.; Yan, F.; Li, L. Grain boundary network evolution in Inconel 718 from selective laser melting to heat treatment. Mater. Sci. Eng. A 2018, 725, 406–418. [Google Scholar] [CrossRef]
- Ma, M.; Wang, Z.; Zeng, X. A comparison on metallurgical behaviors of 316L stainless steel by selective laser melting and laser cladding deposition. Mater. Sci. Eng. A 2017, 685, 265–273. [Google Scholar] [CrossRef]
- Sun, Y.; Hebert, R.J.; Aindow, M. Effect of Laser Scan Length on the Microstructure of Additively Manufactured 17-4PH Stainless Steel Thin-Walled Parts. Addit. Manuf. 2020, 35, 101302. [Google Scholar] [CrossRef]
- Bajguirani, H.H.; Servant, C.; Cizeron, G. TEM investigation of precipitation phenomena occurring in PH 15-5 alloy. Acta Metall. Mater. 1993, 41, 1613–1623. [Google Scholar] [CrossRef]
- Bhambroo, R.; Roychowdhury, S.; Kain, V.; Raja, V.S. Effect of reverted austenite on mechanical properties of precipitation hardenable 17-4 stainlesssteel. Mater. Sci. Eng. A 2013, 568, 127–133. [Google Scholar] [CrossRef]
- Si, Q.; Qin, F.; Li, K.F.; Liu, X.; Zhou, G. Effect of hot isostatic pressing on the microstructure and mechanical properties of 17-4PH stainless steel parts fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 810, 141035. [Google Scholar]
- Yadollahi, A.; Mahmoudi, M.; Elwany, A.; Doude, H.; Newman, J.C. Effects of Crack Orientation and Heat Treatment on Fatigue-Crack-Growth Behavior of AM 17-4 PH Stainless Steel. Eng. Fract. Mech. 2020, 226, 106874. [Google Scholar] [CrossRef]
- Sun, Y.; Hebert, R.J.; Aindow, M. Effect of heat treatments on microstructural evolution of additively manufactured and wrought 17-4PH stainless steel. Mater. Des. 2018, 156, 429–440. [Google Scholar] [CrossRef]
- Cheruvathur, S.; Lass, E.A.; Campbell, C.E. Additive Manufacturing of 17-4 PH Stainless Steel: Post-processing Heat Treatment to Achieve Uniform Reproducible Microstructure. JOM 2016, 68, 930–942. [Google Scholar] [CrossRef]
- Chung, C.Y.; Tzeng, Y.C. Effects of aging treatment on the precipitation behavior of ε-Cu phase and mechanical properties of metal injection molding 17-4PH stainless steel. Mater. Lett. 2019, 237, 228–231. [Google Scholar] [CrossRef]
- Barroux, A.; Ducommun, N.; Nivet, E.; Laffont, L.; Blanc, C. Pitting corrosion of 17-4PH stainless steel manufactured by laser beam melting. Corros. Sci. 2020, 169, 108594. [Google Scholar] [CrossRef]
- Lou, X.Y.; Andresen, P.L.; Rebak, R.B. Oxide inclusions in laser additive manufactured stainless steel and their effects on impact toughness and stress corrosion cracking behavior. J. Nucl. Mater. 2018, 499, 182–190. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Man, C.; Yao, J.; Xiao, K.; Li, X. Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Yeli, G.; Auger, M.; Wilford, K.; Smith, G.; Bagot, P.; Moody, M. Sequential nucleation of phases in a 17-4PH steel: Microstructural characterisation and mechanical properties. Acta Mater. 2017, 125, 38–49. [Google Scholar] [CrossRef]
- Li, K.; Sridar, S.; Tan, S.; Wei, X. Effect of homogenization on precipitation behavior and strengthening of 17-4PH stainless steel fabricated using laser powder bed fusion. arXiv 2012, arXiv:2112.06289. [Google Scholar]
- Huber, D.; Stich, P.; Fischer, A. Heat Treatment of 17–4 PH Stainless Steel Produced by Binder Jet Additive Manufacturing (BJAM) from N2-Atomized Powder. Prog. Addit. Manuf. 2021. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Ni | Cu | Si | Mn | Nb | C | Fe |
|---|---|---|---|---|---|---|---|
| 14.10 | 3.94 | 5.64 | 0.47 | 0.37 | 0.21 | 0.07 | balance |
| Laser Power (W) | Scanning Speed (mm∙s−1) | Layer Thickness (μm) | Hatch Spacing (μm) | Energy Density (J/mm3) |
|---|---|---|---|---|
| 185 | 620 | 30 | 110 | 90.4 |
| Number | Heat Treatment System |
|---|---|
| #1 | Solution 940 °C × 2 h (water cooling) + Aging 480 °C × 4 h (air cooling) |
| #2 | Solution 990 °C × 2 h (water cooling) + Aging 480 °C × 4 h (air cooling) |
| #3 | Solution 1040 °C × 2 h (water cooling) + Aging 480 °C × 4 h (air cooling) |
| #4 | Solution 1090 °C × 2 h (water cooling) + Aging 480 °C × 4 h (air cooling) |
| #5 | Solution 1140 °C × 2 h (water cooling) + Aging 480 °C × 4 h (air cooling) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.; Wang, H.; Huo, P.; Bai, P.; Du, W.; Li, X.; Li, J.; Zhang, W. Effect of Solution Temperature on the Microstructure and Properties of 17-4PH High-Strength Steel Samples Formed by Selective Laser Melting. Metals 2022, 12, 425. https://doi.org/10.3390/met12030425
Zhao Z, Wang H, Huo P, Bai P, Du W, Li X, Li J, Zhang W. Effect of Solution Temperature on the Microstructure and Properties of 17-4PH High-Strength Steel Samples Formed by Selective Laser Melting. Metals. 2022; 12(3):425. https://doi.org/10.3390/met12030425
Chicago/Turabian StyleZhao, Zhanyong, Hailin Wang, Pengcheng Huo, Peikang Bai, Wenbo Du, Xiaofeng Li, Jianmin Li, and Wei Zhang. 2022. "Effect of Solution Temperature on the Microstructure and Properties of 17-4PH High-Strength Steel Samples Formed by Selective Laser Melting" Metals 12, no. 3: 425. https://doi.org/10.3390/met12030425
APA StyleZhao, Z., Wang, H., Huo, P., Bai, P., Du, W., Li, X., Li, J., & Zhang, W. (2022). Effect of Solution Temperature on the Microstructure and Properties of 17-4PH High-Strength Steel Samples Formed by Selective Laser Melting. Metals, 12(3), 425. https://doi.org/10.3390/met12030425