
Analysis of Strain Inhomogeneity in Extruded Al 6061-T6 Processed by ECAE



 ,
,
Abstract
:1. Introduction
2. Experimental Work
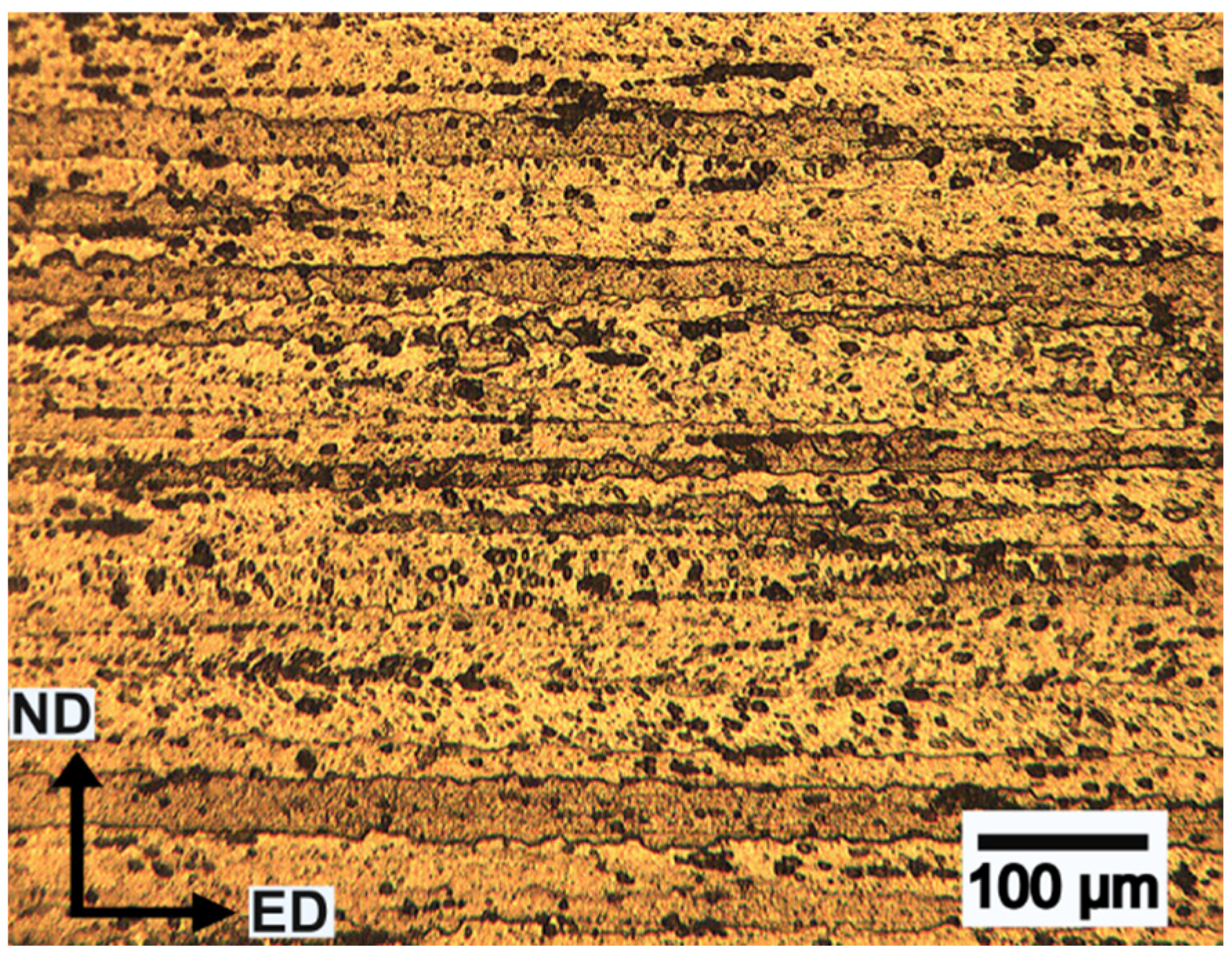
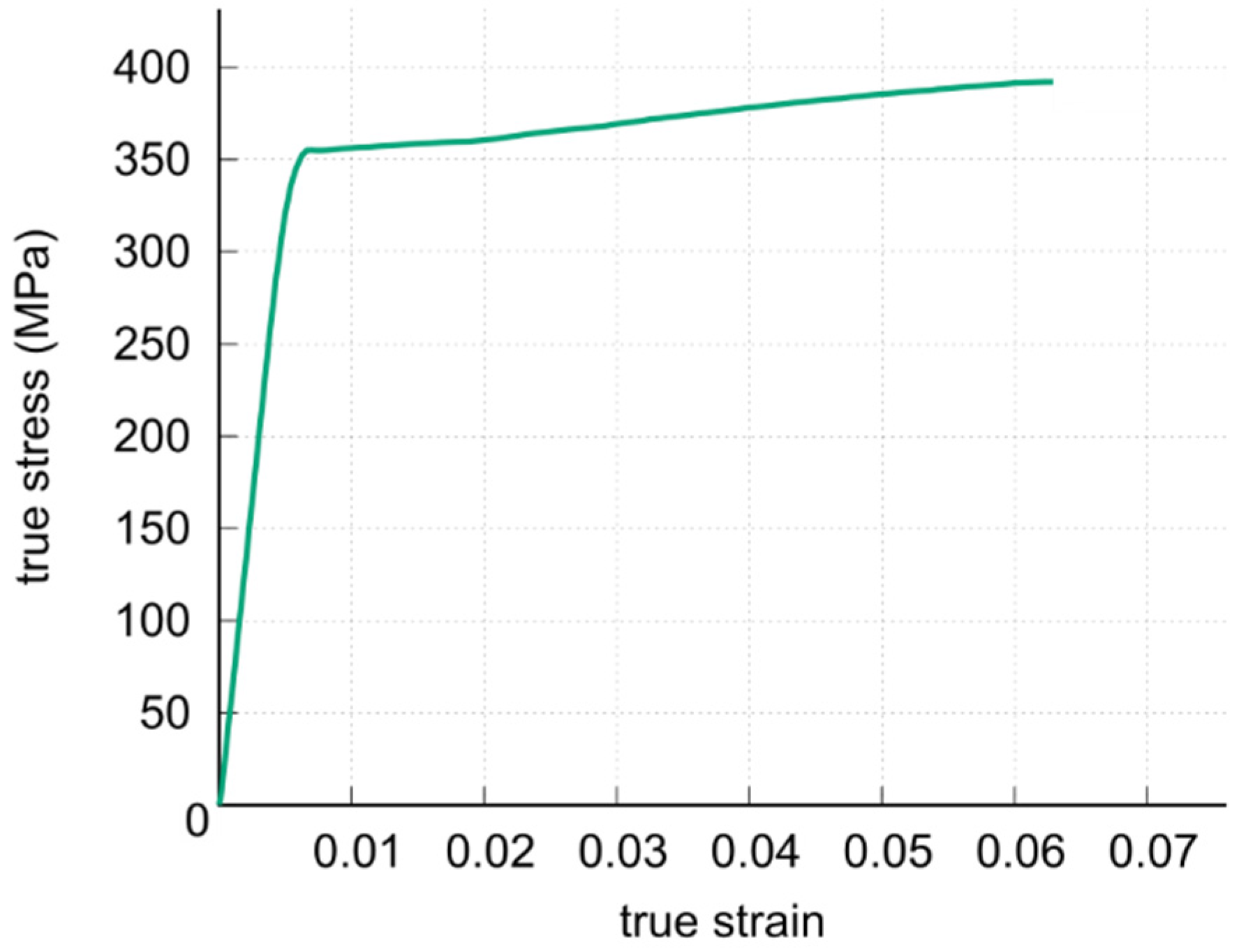
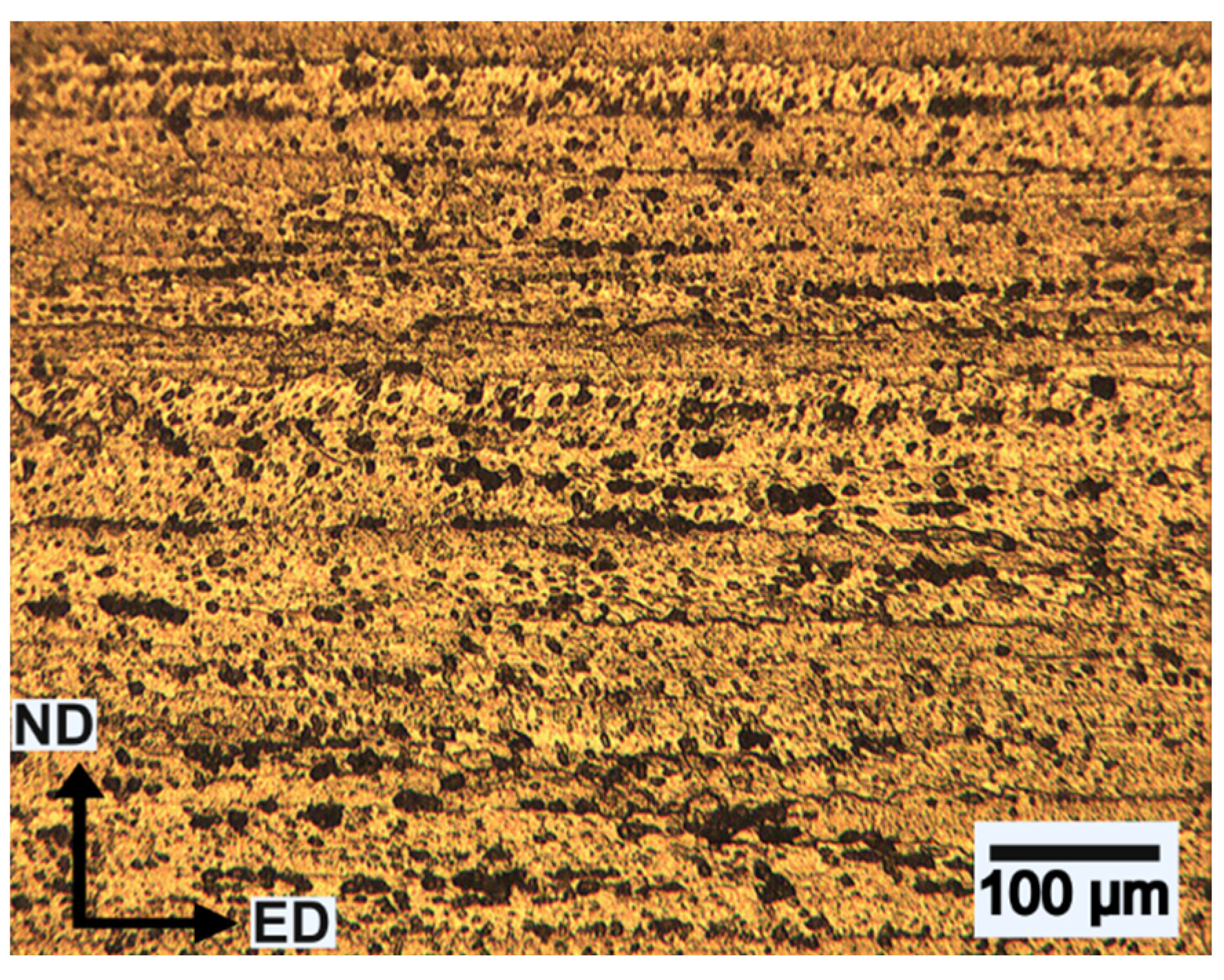
2.1. Material Characterization
2.2. ECAE
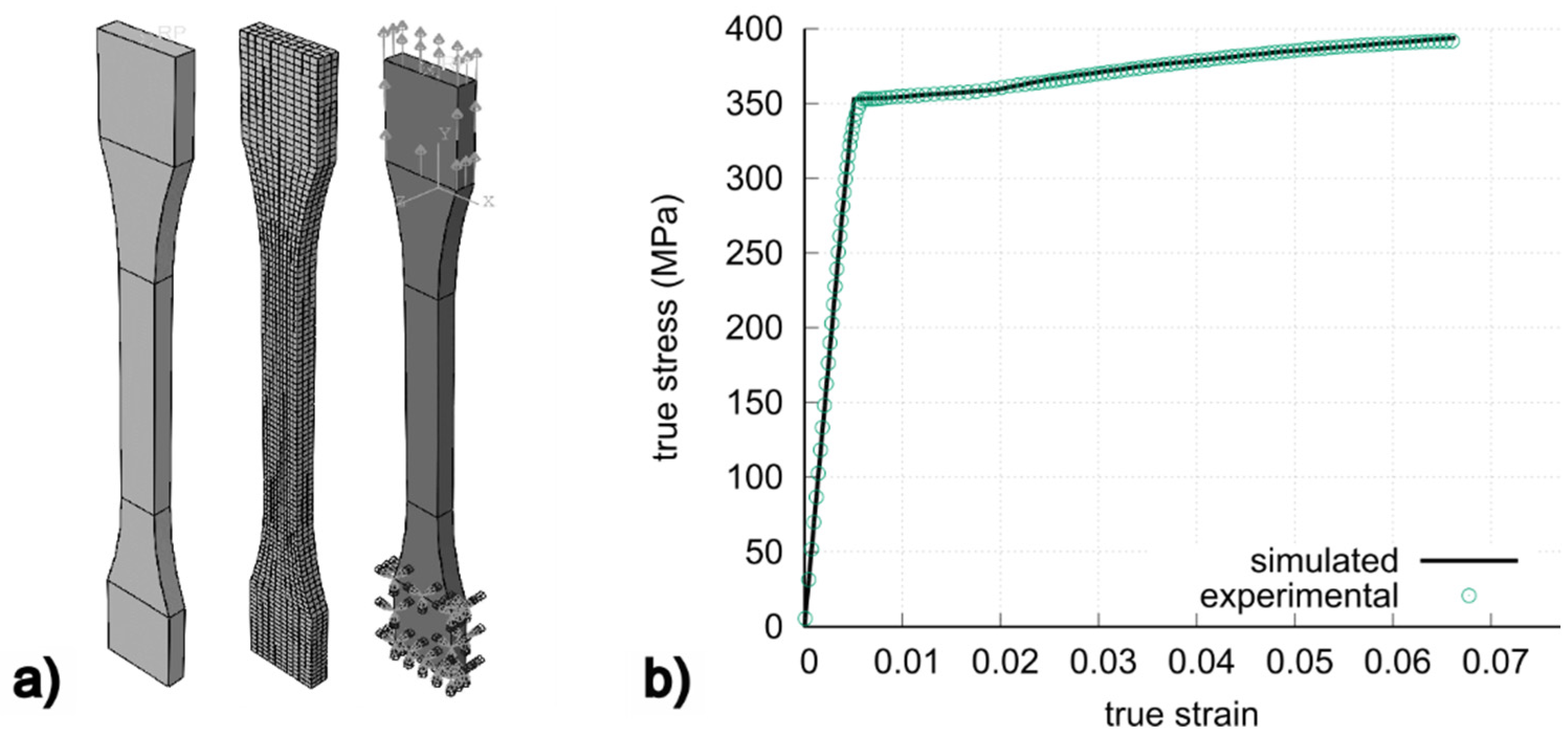
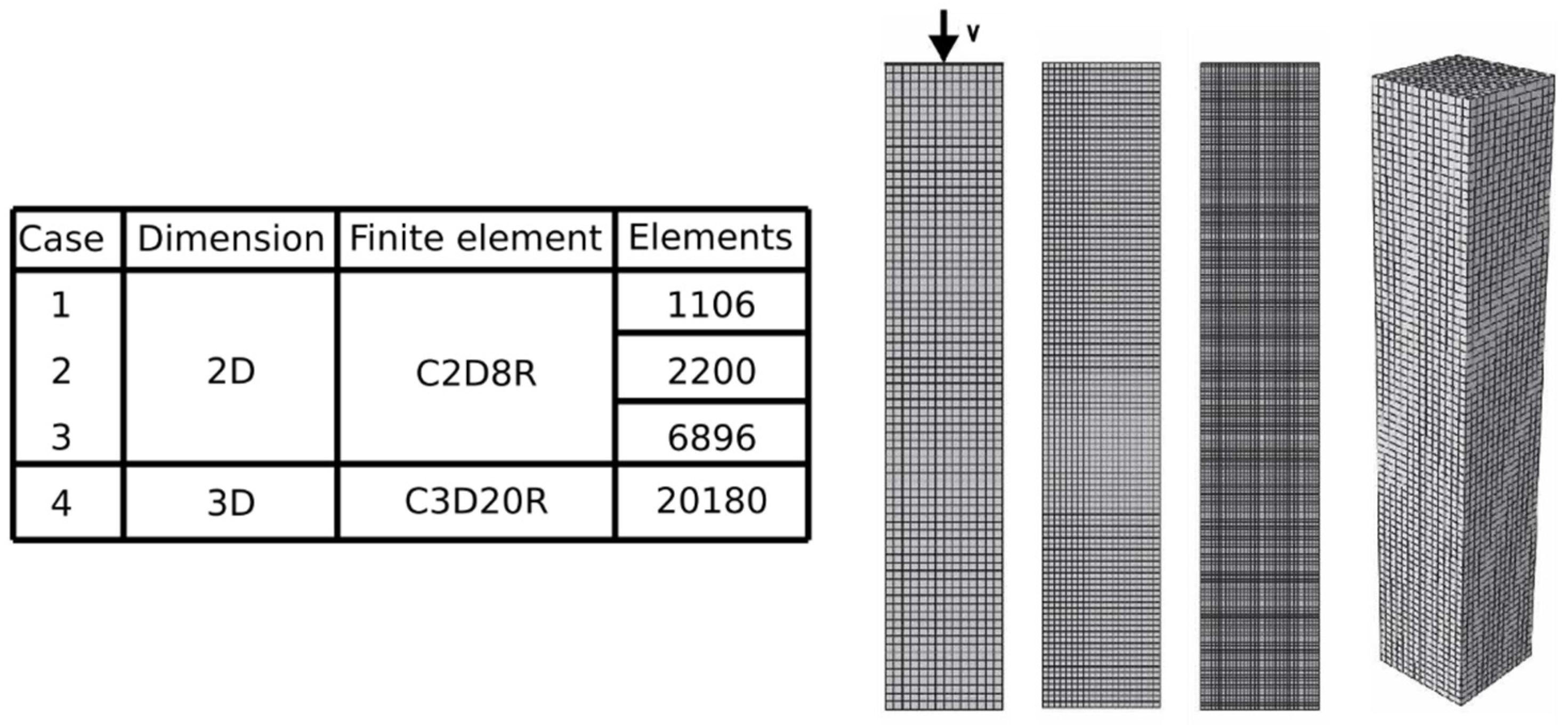
3. Numerical Simulation
4. Results and Discussion
5. Conclusions
- Regarding the influence of the model and the refinement of the mesh used in the simulations, it can be said that the differences in the values of the equivalent plastic strain in the regions far from the inner walls of the extrusion device are negligible, being appreciated in the regions near the inner channel due to the localized effects of inner die corner.
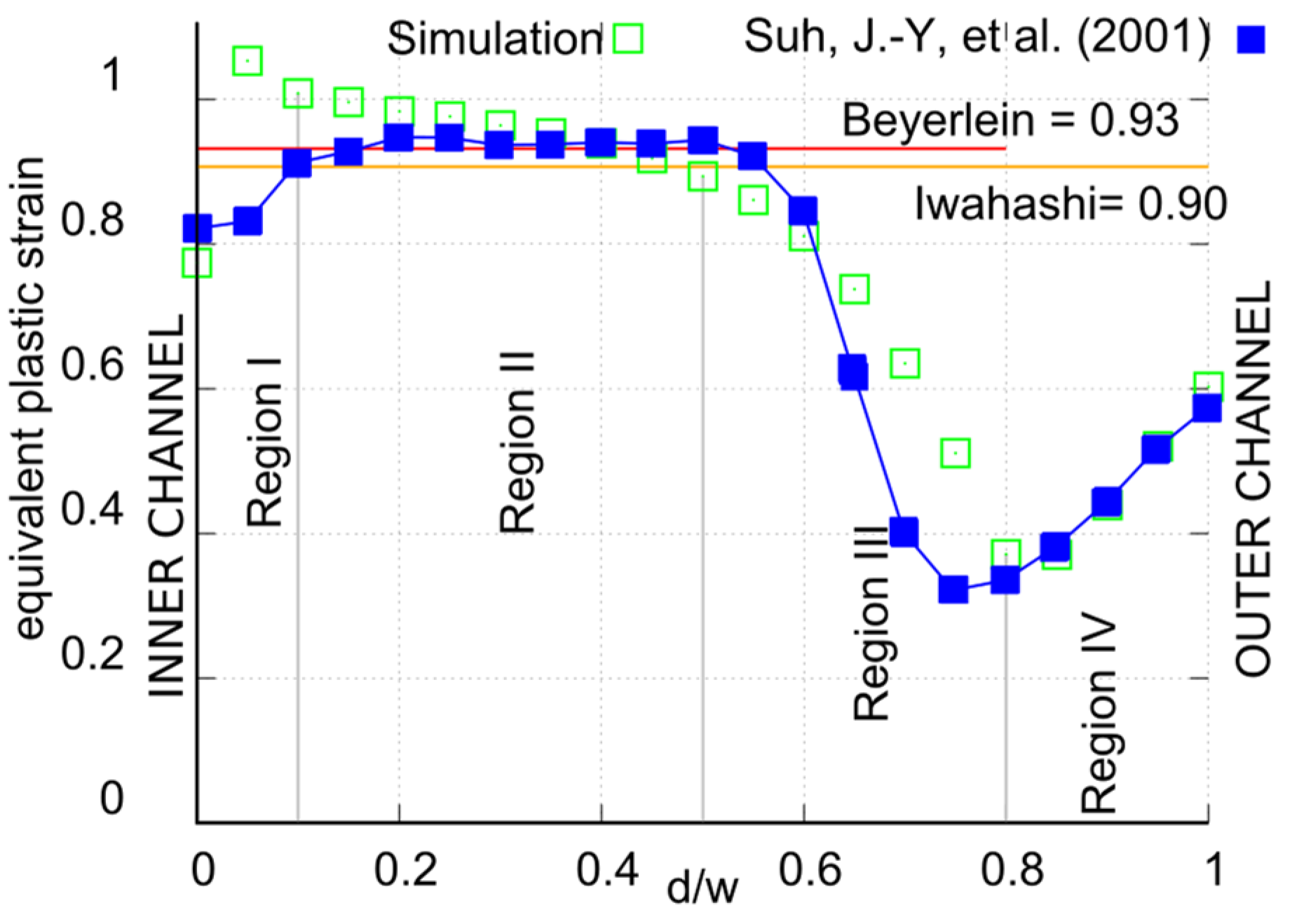
- The billet starts to deform plastically in regions before and after the PDZ, being greater in the regions close to the inner channel due to the finite radius of curvature of the outer channel.
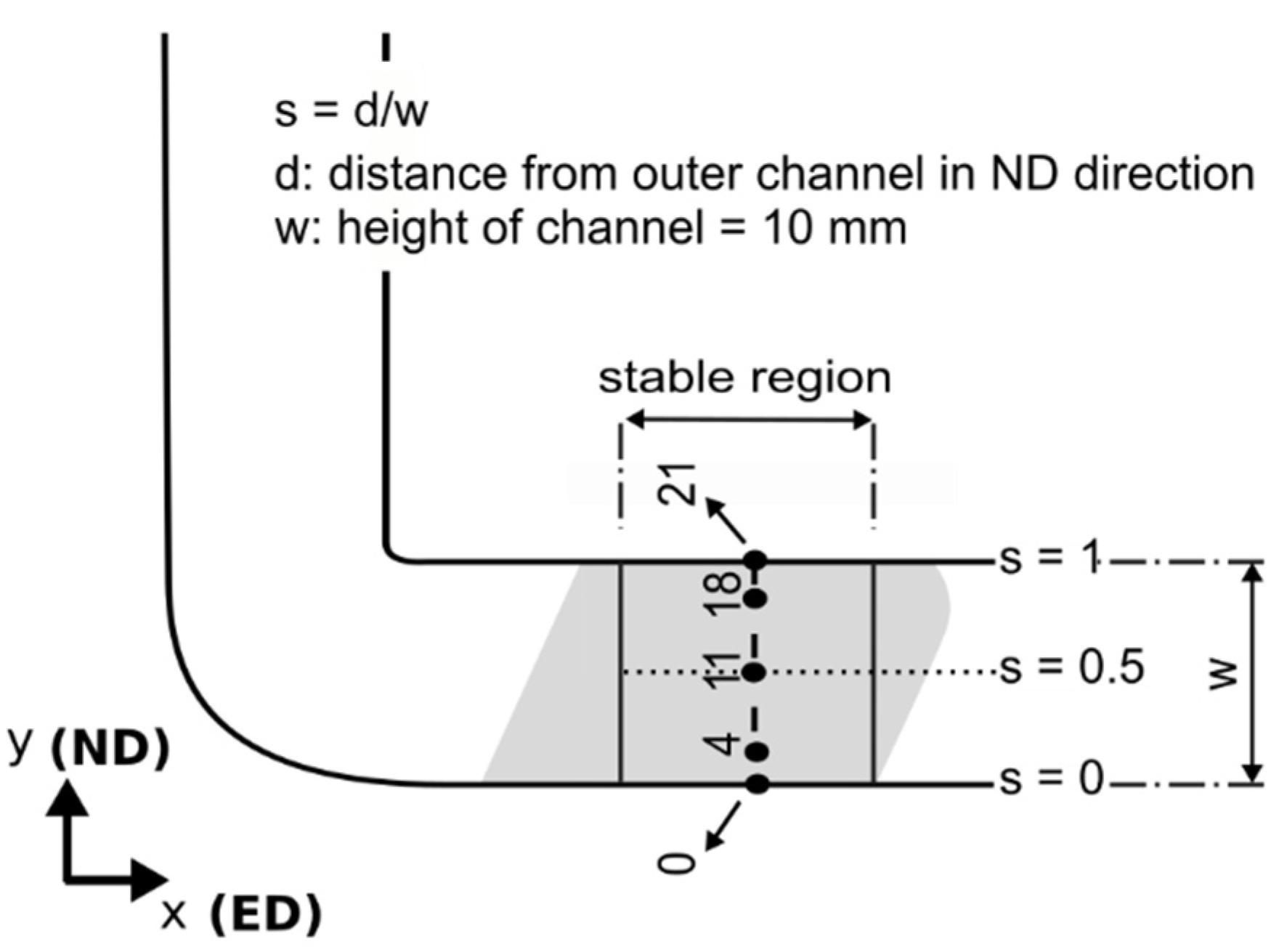
- The uniform values of equivalent plastic strain calculated from analytical models are approximately equal to each other and to the value of simulations at s ≈ 0.5, being closer to the simulated values in Regions I and II of the 3D mesh, for which the location effect caused by the inner die corner is captured and the finite radius of the external channel is less pronounced.
- Concerning the hardening of the material processed in this work, a relationship was observed between the value of the equivalent plastic deformation reached and the measured microhardness value. According to the ED and along the line across the middle height of the stable region, the hardness and deformation are constant and greater than initially measured. However, according to the ND through the central point of the stable region, the hardening is directly related to the equivalent plastic deformation reached in the 21 points used in the analysis.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation: Ten Years Later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Korznikov, A.V.; Mulyukov, R.R. Structure and properties of ultrafine-grained materials produced by severe plastic deformation. Mater. Sci. Eng. A 1993, 168, 141–148. [Google Scholar] [CrossRef]
- Segal, V.M.; Reznikov, V.I.; Drobyshevskiy, A.E.; Kopylov, V.I. Plastic working of metals by simple shear. Russ. Met. 1981, 1, 99–105. [Google Scholar]
- Sadasivan, N.; Balasubramaian, M.; Rameshbapu, B.R. A Comprehensive Review on Equal Channel Angular Pressing of Bulk Metal and Sheet Metal Process Methodology and its Varied Applications. J. Manuf. Process. 2020, 59, 698–726. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Wang, J.; Horita, Z.; Nemoto, M.; Langdon, T.G. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials. Scr. Mater. 1996, 35, 143–146. [Google Scholar] [CrossRef]
- Tóth, L.S.; Massion, R.A.; Germain, L.; Baik, S.; Suwas, S. Analysis of texture evolution in equal channel angular extrusion of copper using a new flow field. Acta Mater. 2004, 52, 1885–1898. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Tomé, C.N. Analytical modeling of material flow in equal channel angular extrusion (ECAE). Mater. Sci. Eng. A 2004, 380, 171–190. [Google Scholar] [CrossRef]
- Wagner, M.F.X.; Nostitz, N.; Frint, S.; Frint, P.; Ihlemann, J. Plastic flow during equal-channel angular pressing with arbitrary tool angles. Int. J. Plast. 2020, 134, 102755. [Google Scholar] [CrossRef]
- Habibi, M.; Darabi, R.; de Sa, J.C.; Reis, A. An innovation in finite element simulation via crystal plasticity assessment of grain morphology effect on sheet metal formability. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1937–1951. [Google Scholar] [CrossRef]
- Safikhani, A.R.; Hashemi, R.; Assempour, A. Some numerical aspects of necking solution in prediction of sheet metal forming limits by strain gradient plasticity. Mater. Des. 2009, 30, 727–740. [Google Scholar] [CrossRef]
- Kim, H.S. Finite element analysis of equal channel angular pressing using a round corner die. Mater. Sci. Eng. A 2001, 315, 122–128. [Google Scholar] [CrossRef]
- Li, S.; Beyerlein, I.J.; Necker, C.T.; Alexander, D.J.; Bourke, M.A.M. Heterogeneity of deformation texture in equal channel angular extrusion of cooper. Acta Mater. 2004, 52, 4859–4875. [Google Scholar] [CrossRef]
- Li, S.; Bourke, M.A.M.; Beyerlein, I.J.; Alexander, D.J.; Clausen, B. Finite element analysis of the plastic deformation zone and working load in equal channel angular extrusion. Mater. Sci. Eng. A 2004, 382, 217–236. [Google Scholar] [CrossRef]
- Signorelli, J.W.; Vieira, E.A.; Turner, P.; Ferrante, M.; Bolmaro, R. Study by experiments and simulations of ECAE deformation of Al-4%Cu alloys. Rev. Matéria 2005, 10, 585–599. [Google Scholar]
- Patil, B.V.; Chakkingal, U.; Kumar, T.S.P. Influence of friction in equal channel angular pressing—A study with simulation. Metal 2008, 13, 1–9. [Google Scholar]
- Abioye, O.P.; Abioye, A.A.; Afolalu, S.A.; Udo, M.O.; Atanda, P.O.; Osinkolu, G.A. Numerical investigation of stress and strain distribution in equal channel angular extrusion of al 6063 alloy. Int. J. Civ. Eng. Technol. 2018, 9, 522–531. [Google Scholar]
- Skrotzki, W. Deformation heterogeneities in equal channel angular pressing. Mater. Trans. 2019, 60, 1331–1343. [Google Scholar] [CrossRef] [Green Version]
- Mishra, B.; Mohapatra, S.K.; Ranjan, V.; Maity, K. Equal channel angular pressing of the aluminum alloy: A numerical investigation. Mater. Today Proc. 2020, 26, 2173–2178. [Google Scholar] [CrossRef]
- Rashmi, G.; Shivashankar, P. Overview of different overhead transmission line conductors. Mater. Today Proc. 2017, 4, 11318–11324. [Google Scholar] [CrossRef]
- Yuanshen, Q.; Kosinova, A.; Lakin, E.; Popov, V.V., Jr.; Rabkin, E.; Lapovok, R. Effect of SPD processing on the strength and conductivity of AA6061 alloy. Adv. Eng. Mater. 2019, 21, 1801370. [Google Scholar] [CrossRef]
- SIST EN 50183:2000; Conductors for Overhead Lines Aluminium-Magnesium-Ailicon Alloy Wires. Slovenian Institute For Standardization: Ljubljana, Slovenia, 2000.
- Suh, J.Y.; Kim, H.S.; Park, J.W.; Chang, J.Y. Finite element analysis of material flow in equal channel angular pressing. Scr. Mater. 2001, 44, 677–681. [Google Scholar] [CrossRef]
- MacKenzie, D.S.; Totten, G.E. Analytical Characterization of Aluminum, Steel, and Superalloy, 1st ed.; Taylor and Francis: New York, NY, USA, 2005; pp. 105–106. [Google Scholar]
- ASTM. Standard Test Method for Tension Testing of Metallic Materials; ASTM E8/E8M-21; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar] [CrossRef]
- Hollomon, J.H. Tensile deformation. Trans. AIME 1945, 162, 268–290. [Google Scholar]
- Zienkiewicz, O.C.; Taylor, R.; Zhu, J.Z. The Finite Element Method: Its Basis and Fundamentals, 6th ed.; Elsevier Butterworth: Oxford, UK, 2006; p. 54. [Google Scholar]
- Smith, M. ABAQUS/Standard User’s Manual, Version 6.9, 1st ed.; Dassault Systémes Simulia Cor: Providence, RI, USA, 2009. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E (GPa) | ν | σ0.2 (MPa) | K | n |
|---|---|---|---|---|
| 45 | 0.3 | 352.8 | 480.4 | 0.074 |
| Mesh | Refinement | Equivalent Plastic Strain | Ci | ||
|---|---|---|---|---|---|
| Min | Max | Mean | |||
| 2D | Coarse | 0.367 | 1.068 | 0.773 | 0.906 |
| Intermediate | 0.370 | 1.050 | 0.777 | 0.870 | |
| Fine | 0.359 | 1.042 | 0.778 | 0.878 | |
| 3D | - | 0.362 | 1.031 | 0.789 | 0.847 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carazo, F.D.; Alés, J.J.P.; Signorelli, J.; Celentano, D.J.; Guevara, C.M.; Lucci, R. Analysis of Strain Inhomogeneity in Extruded Al 6061-T6 Processed by ECAE. Metals 2022, 12, 299. https://doi.org/10.3390/met12020299
Carazo FD, Alés JJP, Signorelli J, Celentano DJ, Guevara CM, Lucci R. Analysis of Strain Inhomogeneity in Extruded Al 6061-T6 Processed by ECAE. Metals. 2022; 12(2):299. https://doi.org/10.3390/met12020299
Chicago/Turabian StyleCarazo, Fernando D., Juan J. Pastor Alés, Javier Signorelli, Diego J. Celentano, Carlos M. Guevara, and Roberto Lucci. 2022. "Analysis of Strain Inhomogeneity in Extruded Al 6061-T6 Processed by ECAE" Metals 12, no. 2: 299. https://doi.org/10.3390/met12020299
APA StyleCarazo, F. D., Alés, J. J. P., Signorelli, J., Celentano, D. J., Guevara, C. M., & Lucci, R. (2022). Analysis of Strain Inhomogeneity in Extruded Al 6061-T6 Processed by ECAE. Metals, 12(2), 299. https://doi.org/10.3390/met12020299