
Finite Element Analysis on Welding-Induced Distortion of Automotive Rear Chassis Component


Abstract
:1. Introduction
2. Finite Element Analysis
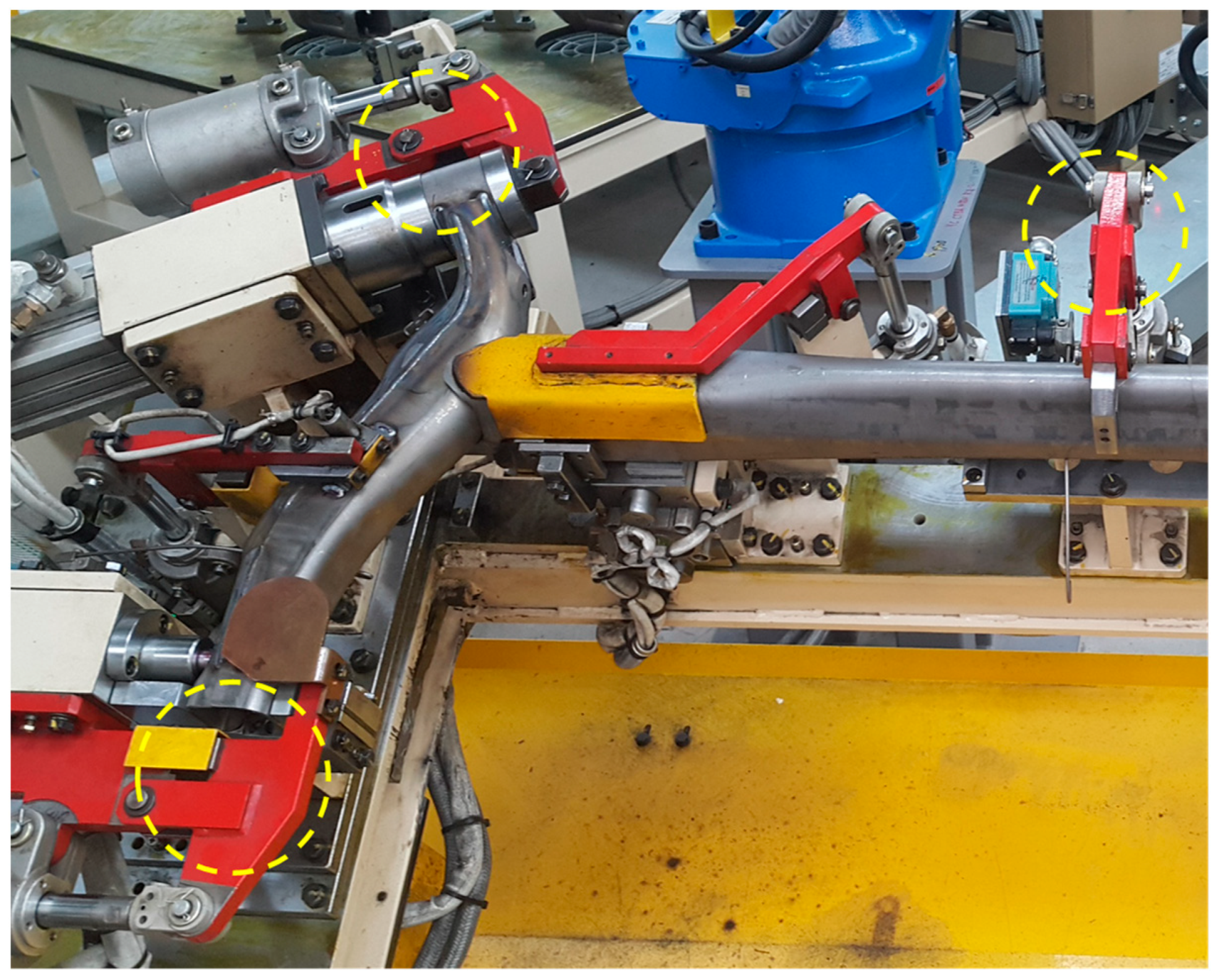
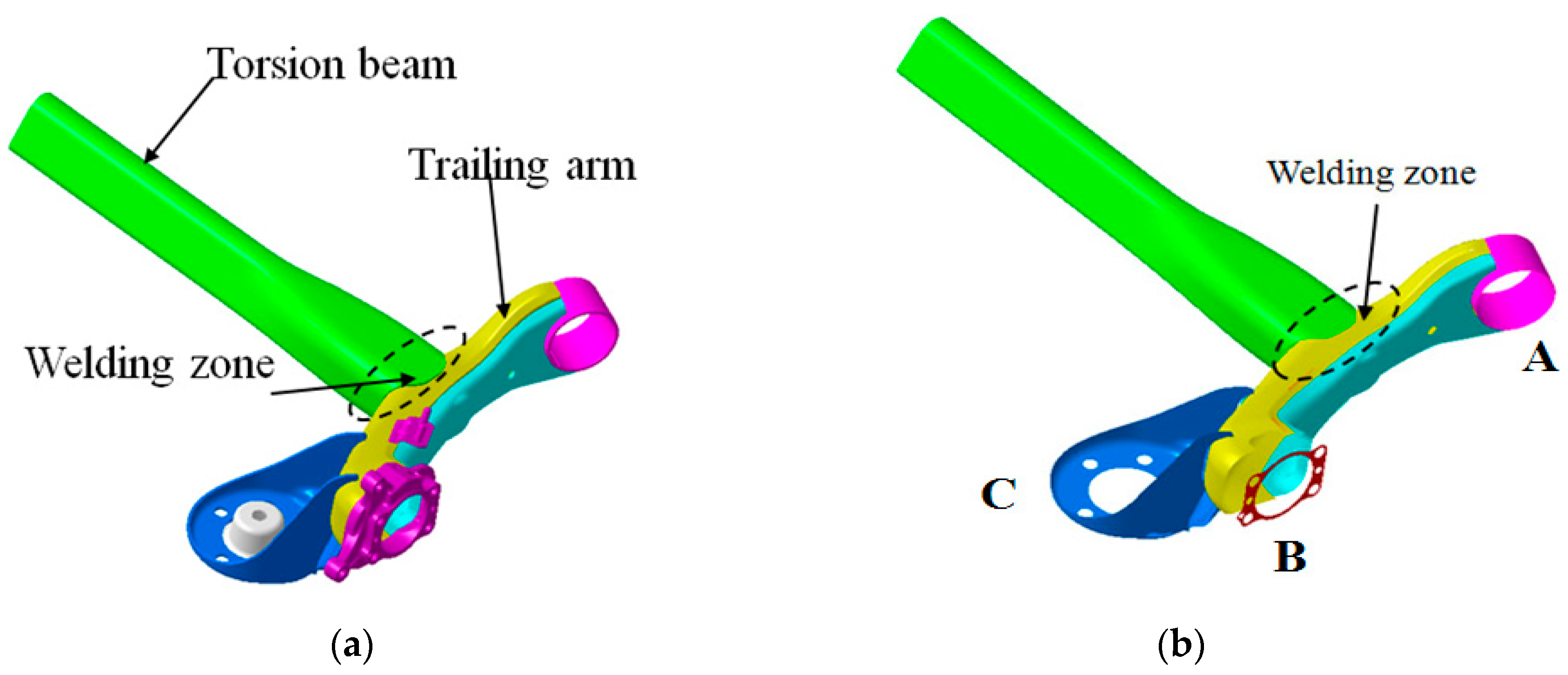
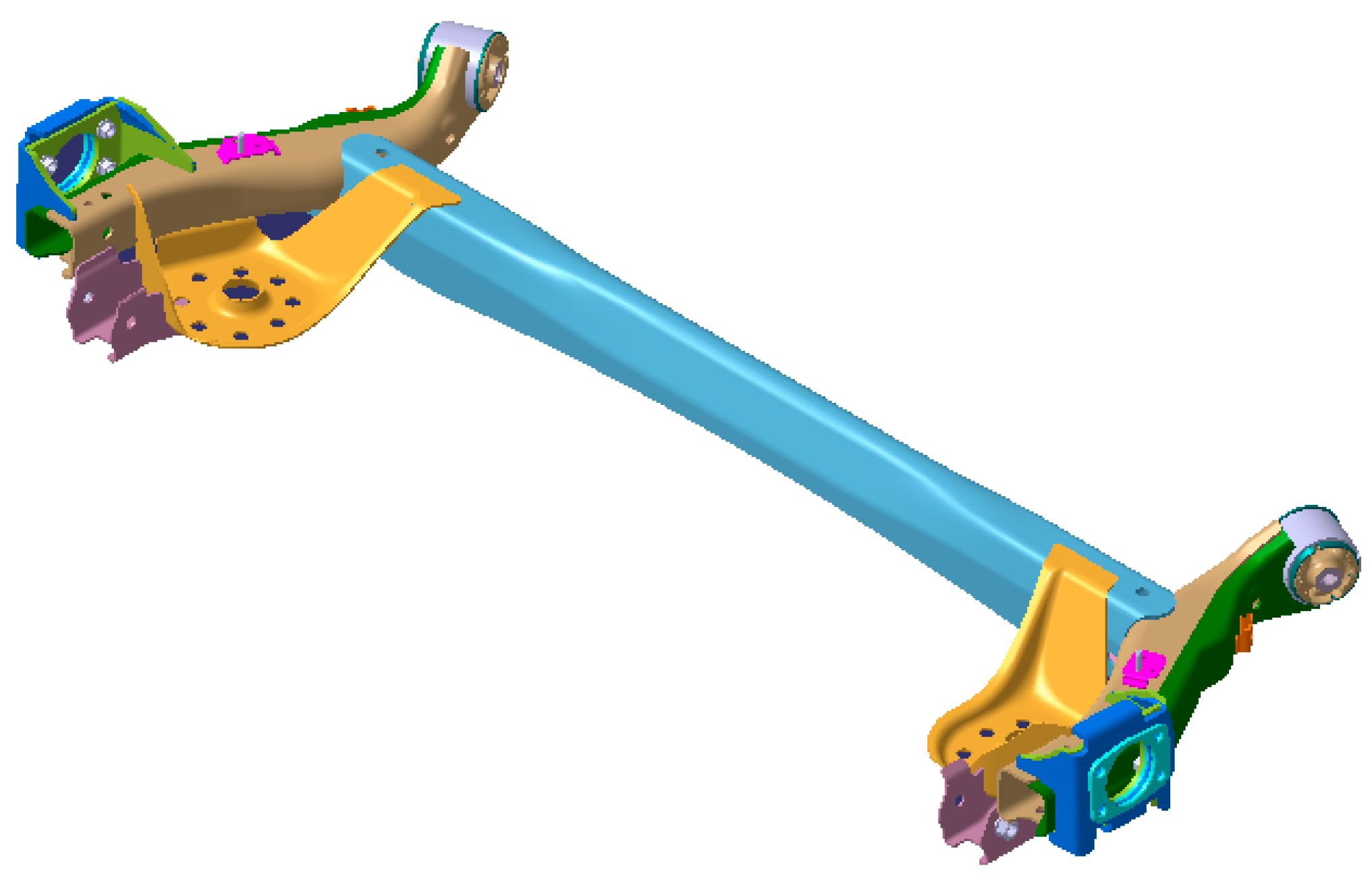
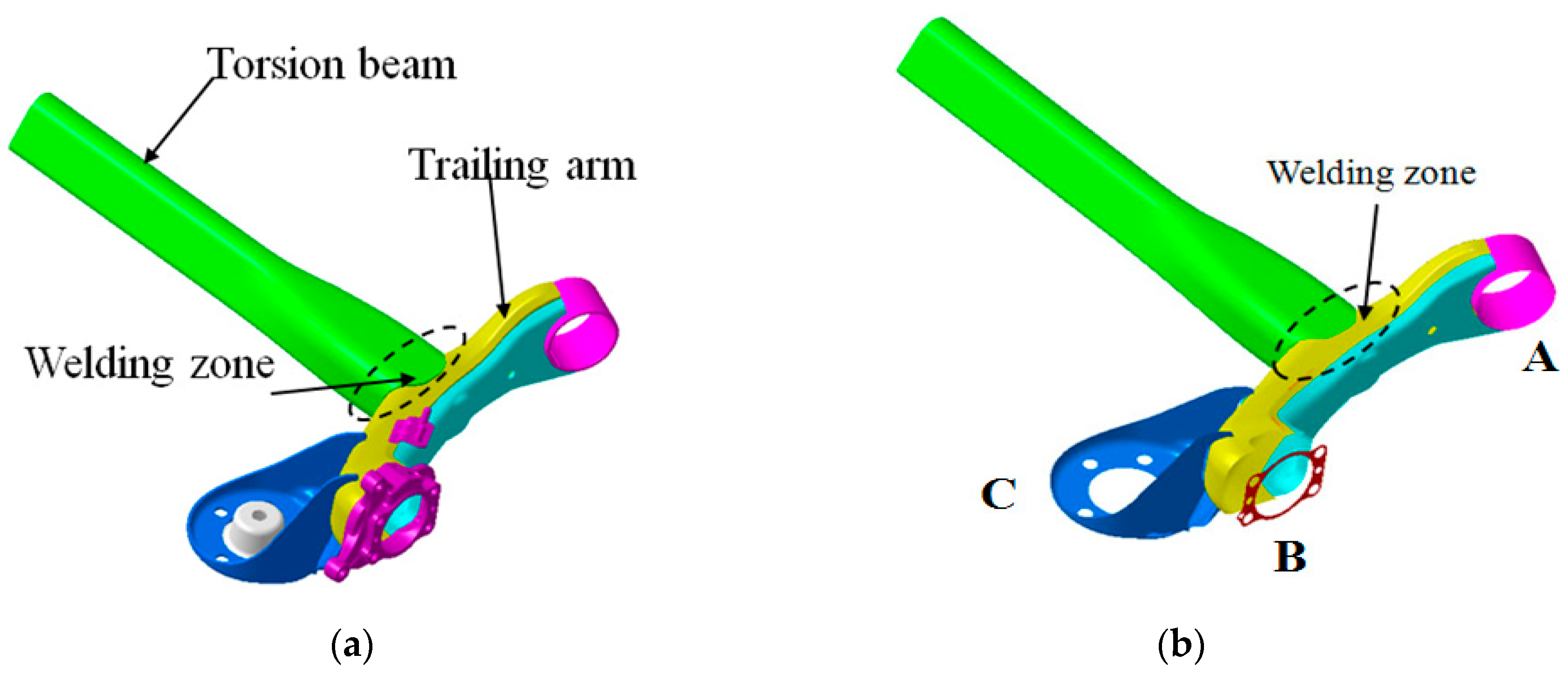
2.1. Specification and Modeling of CTBA and Trailing Arms
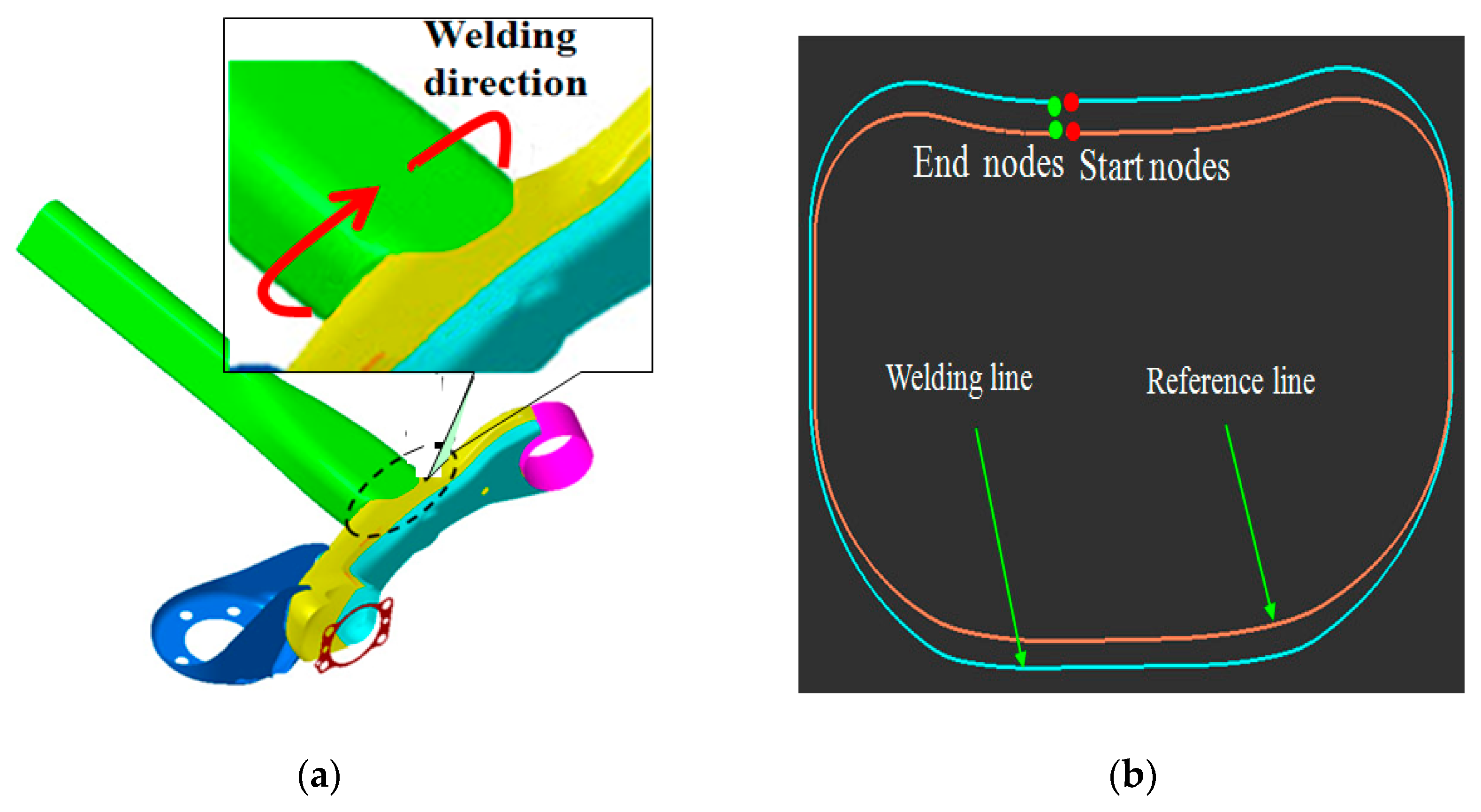
2.2. Setting Parameters for Welding Simulation
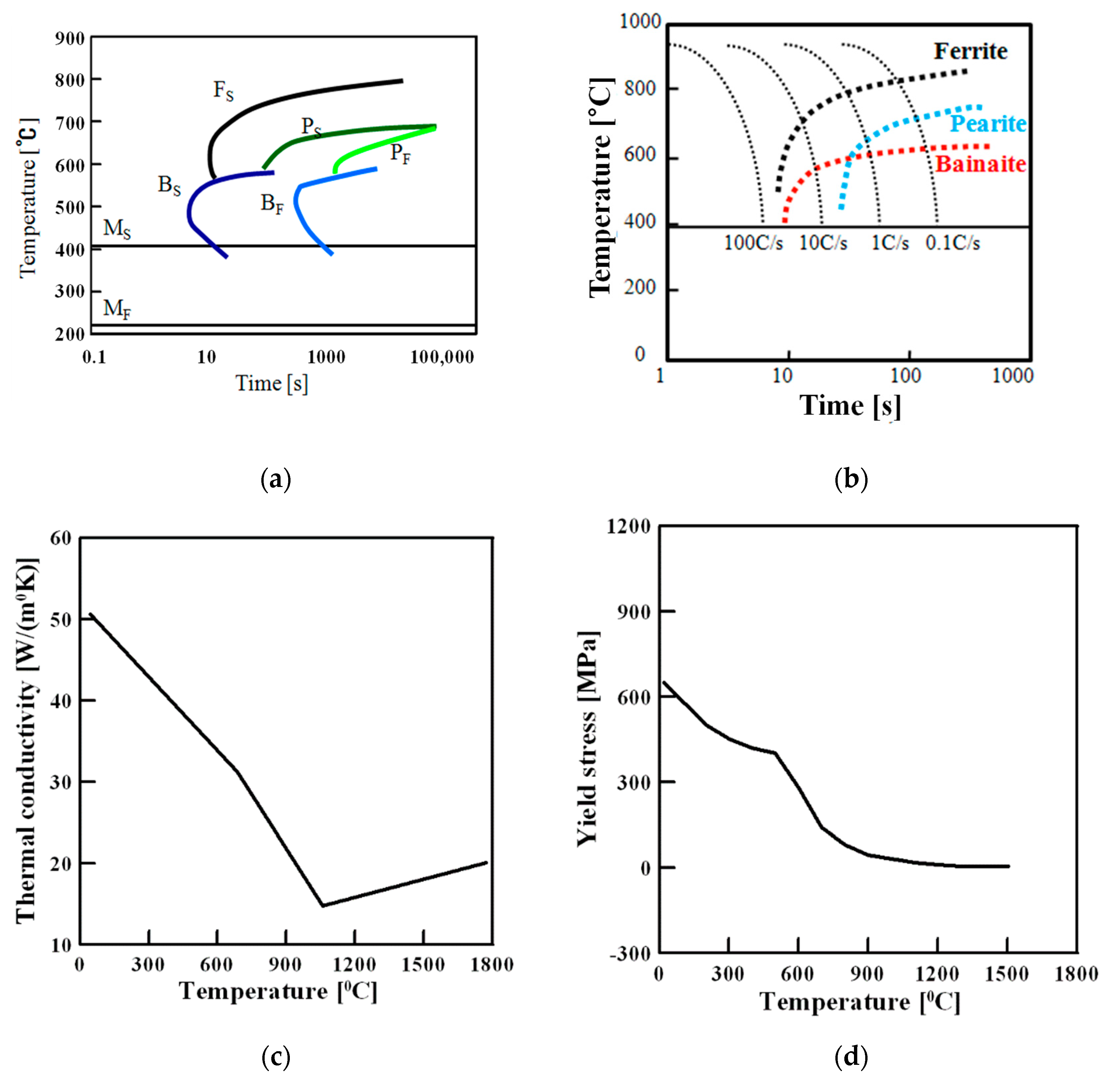
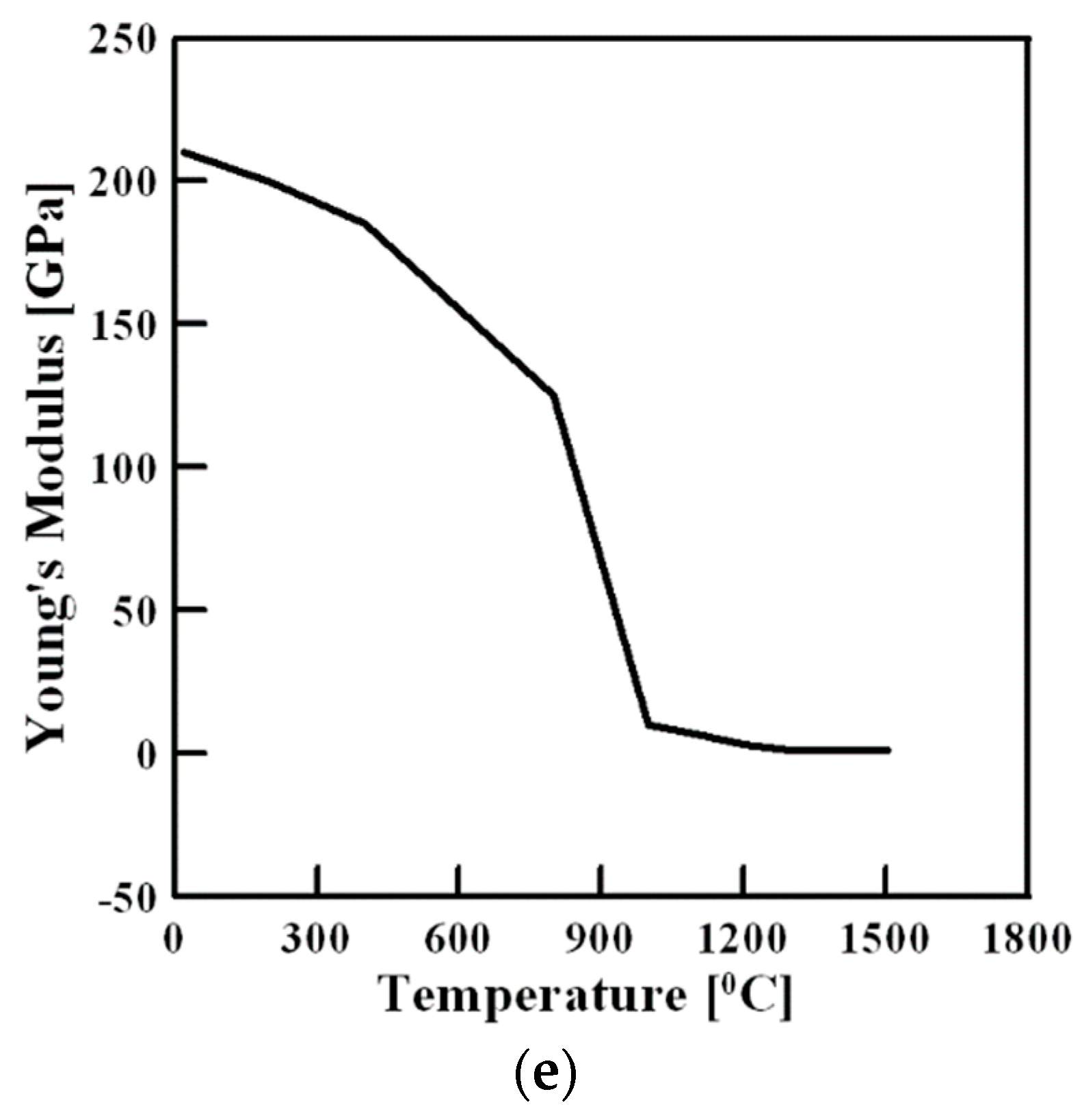
2.3. Material Properties for High Temperature
3. Analysis of Finite Element Analysis Results
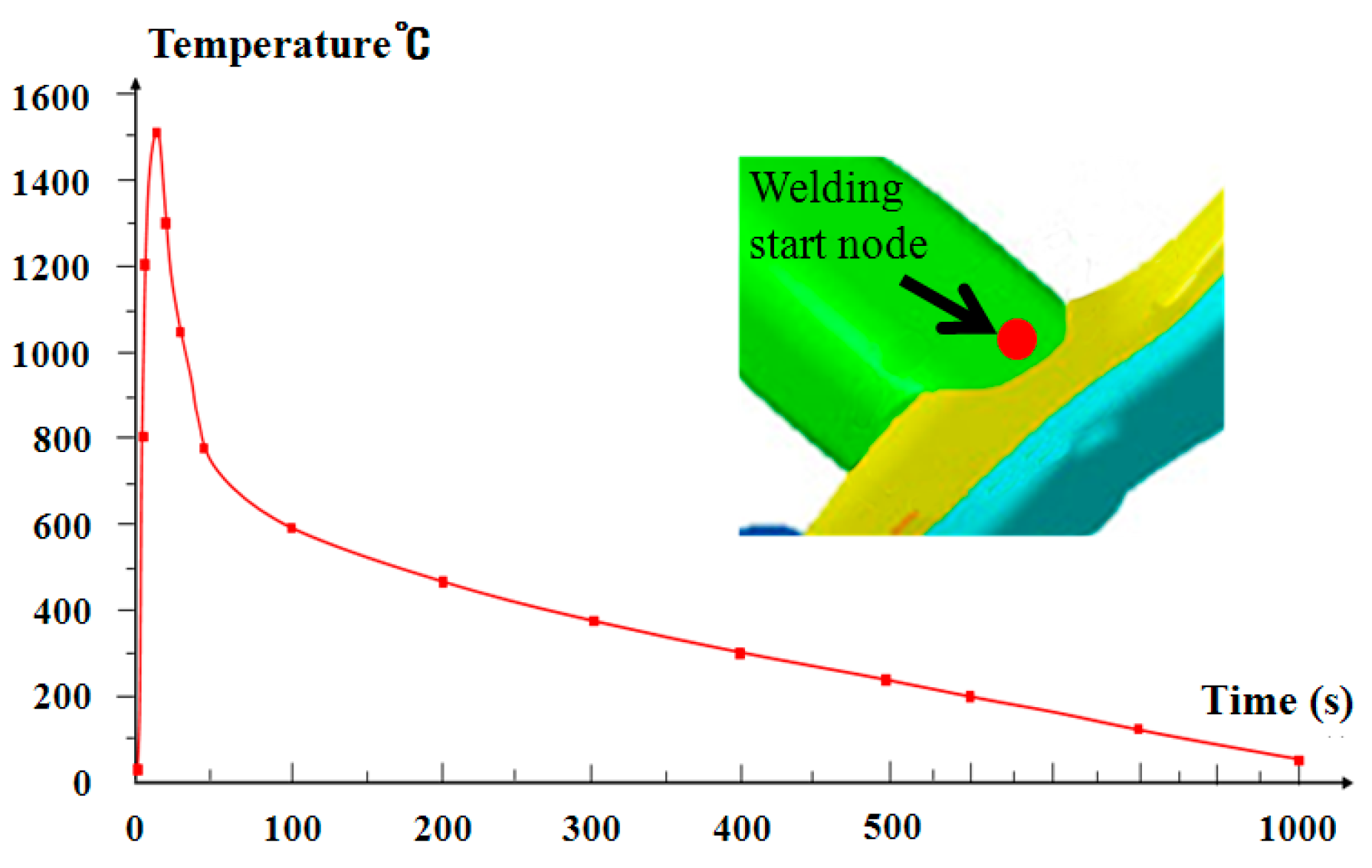
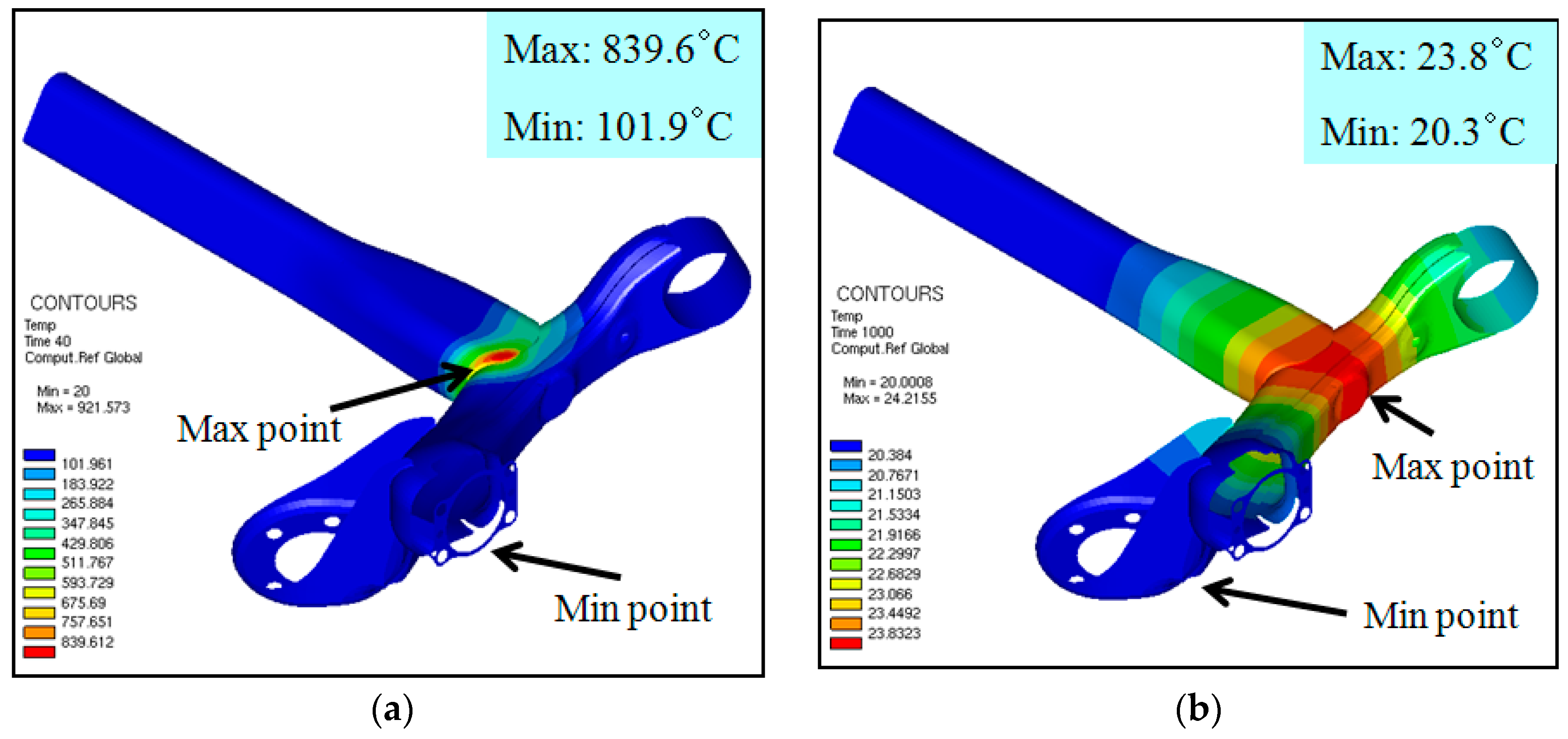
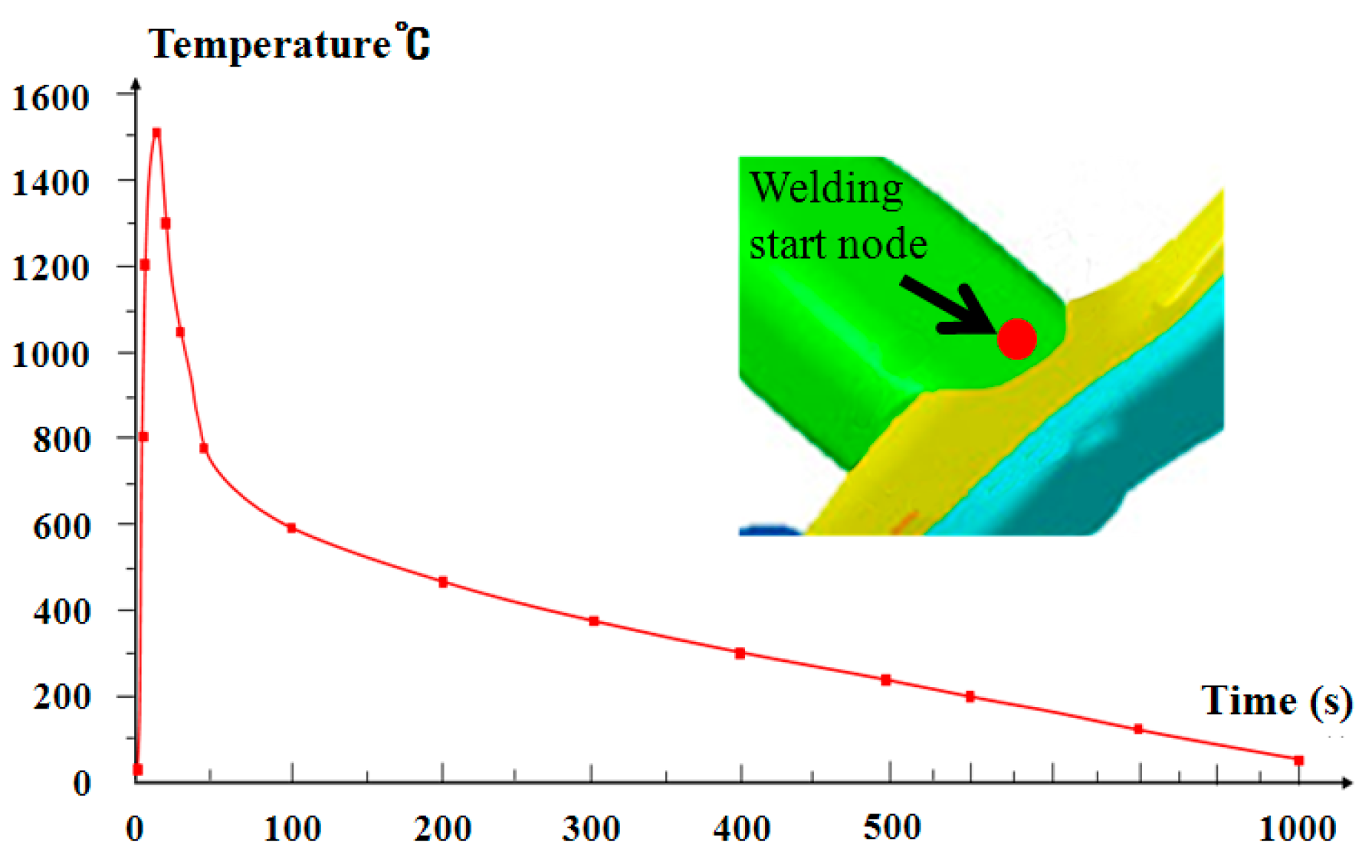
3.1. Temperature Analysis
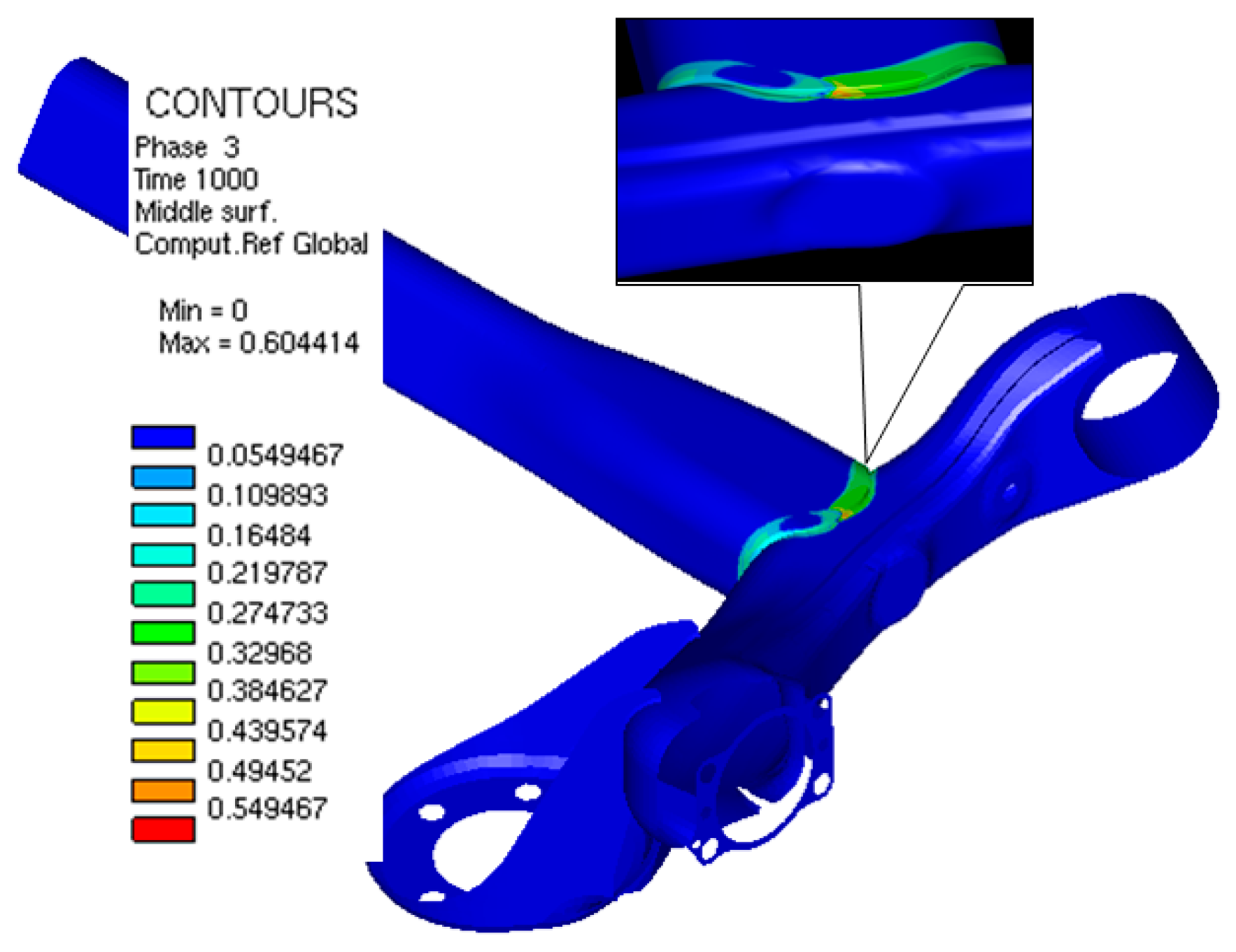
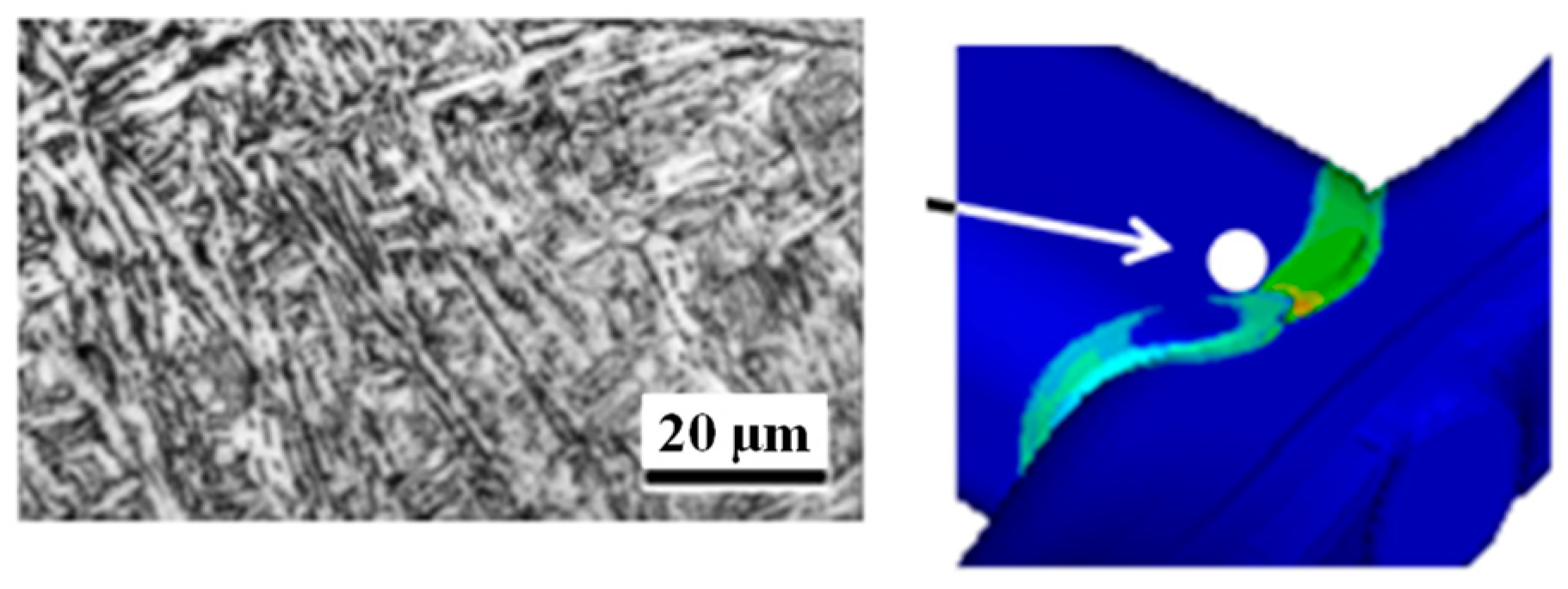
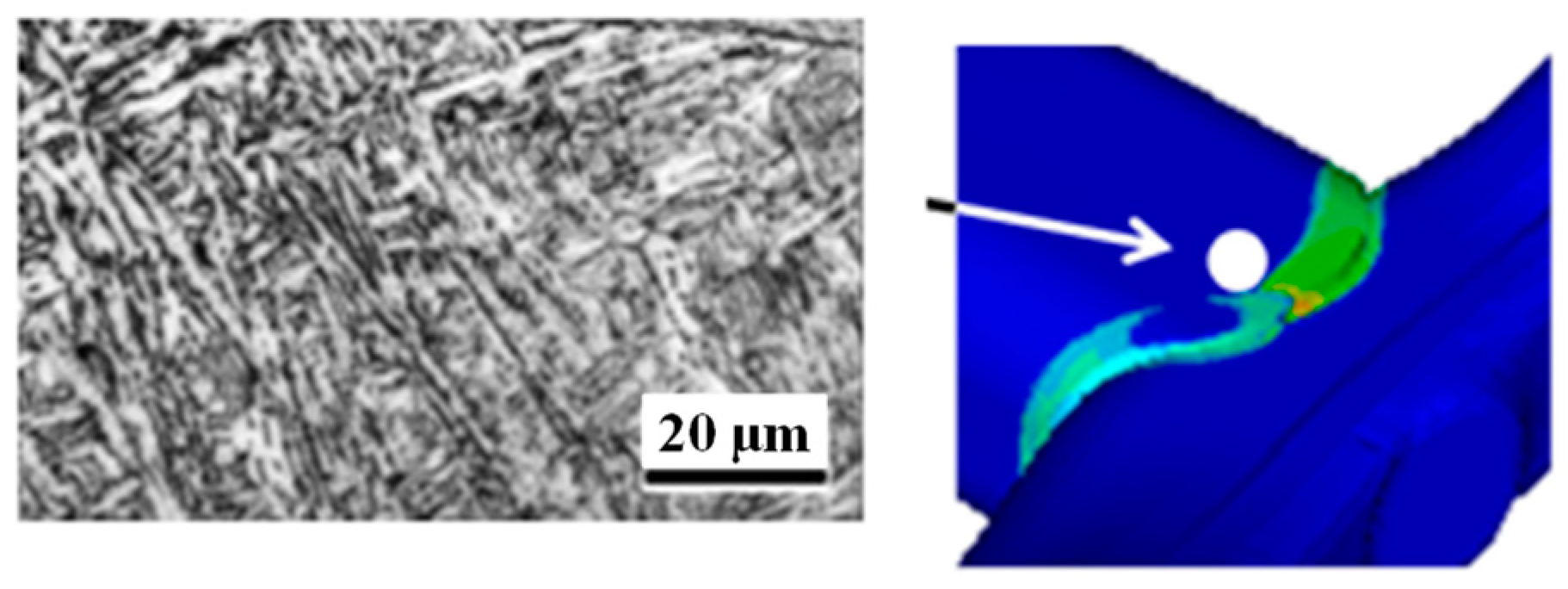
3.2. Phase Transformation
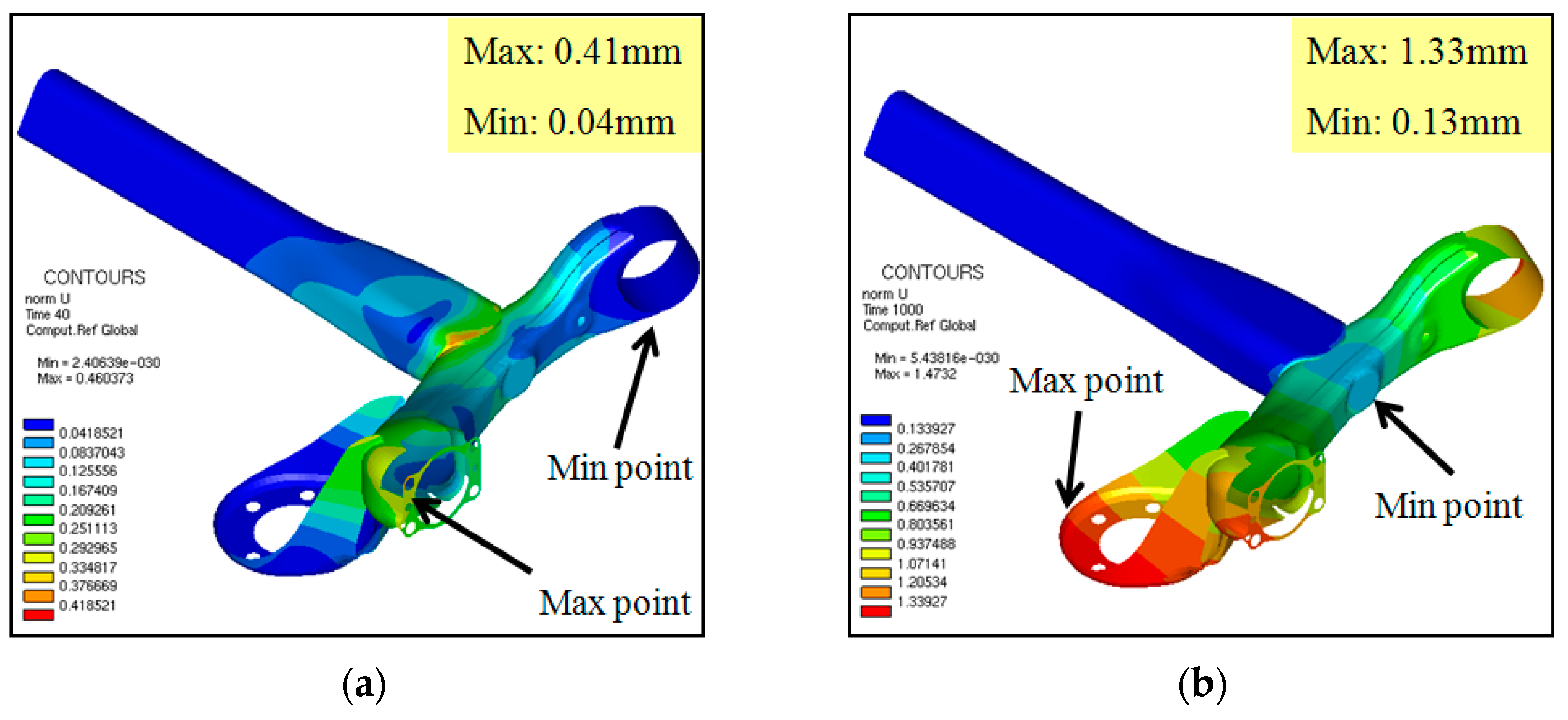
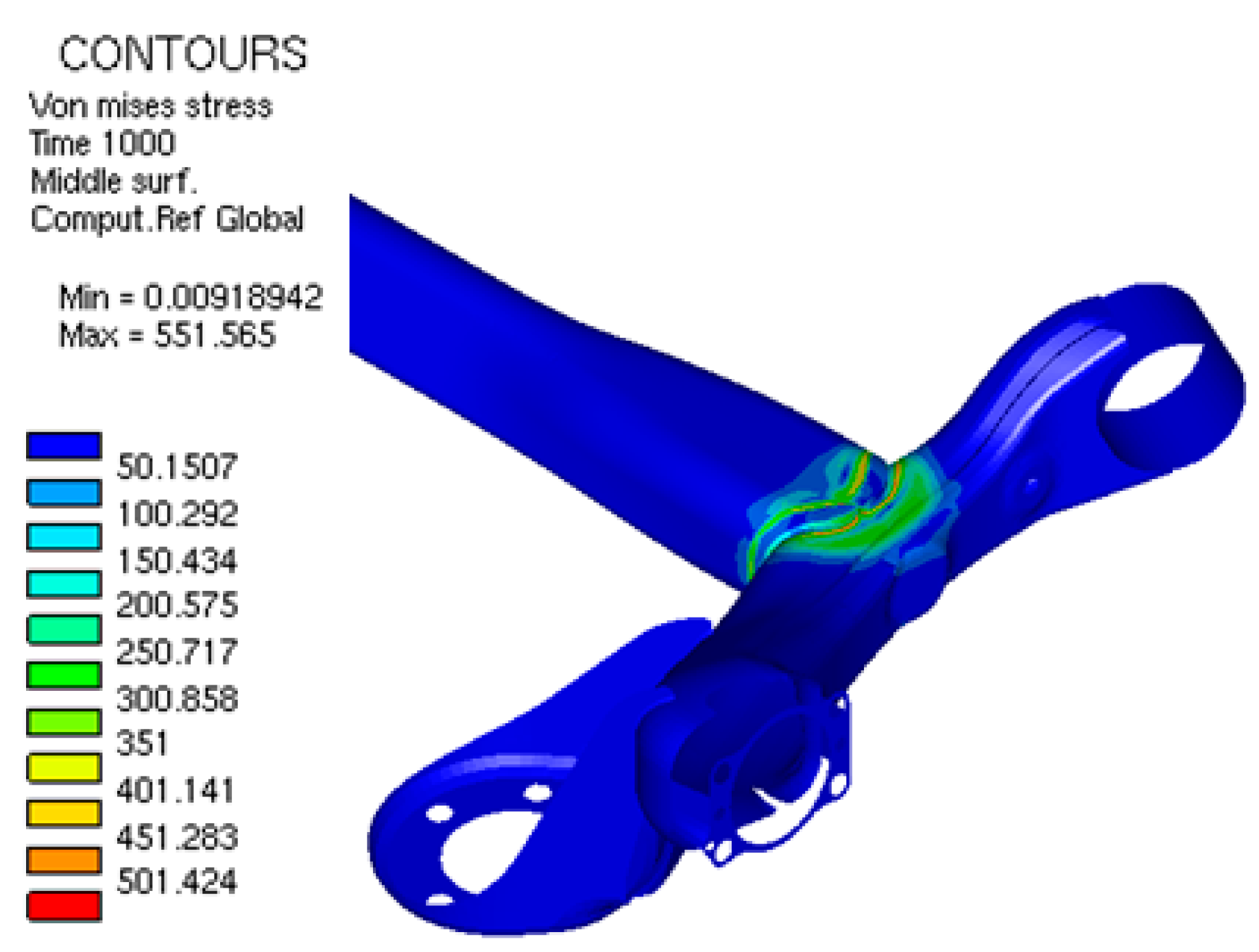
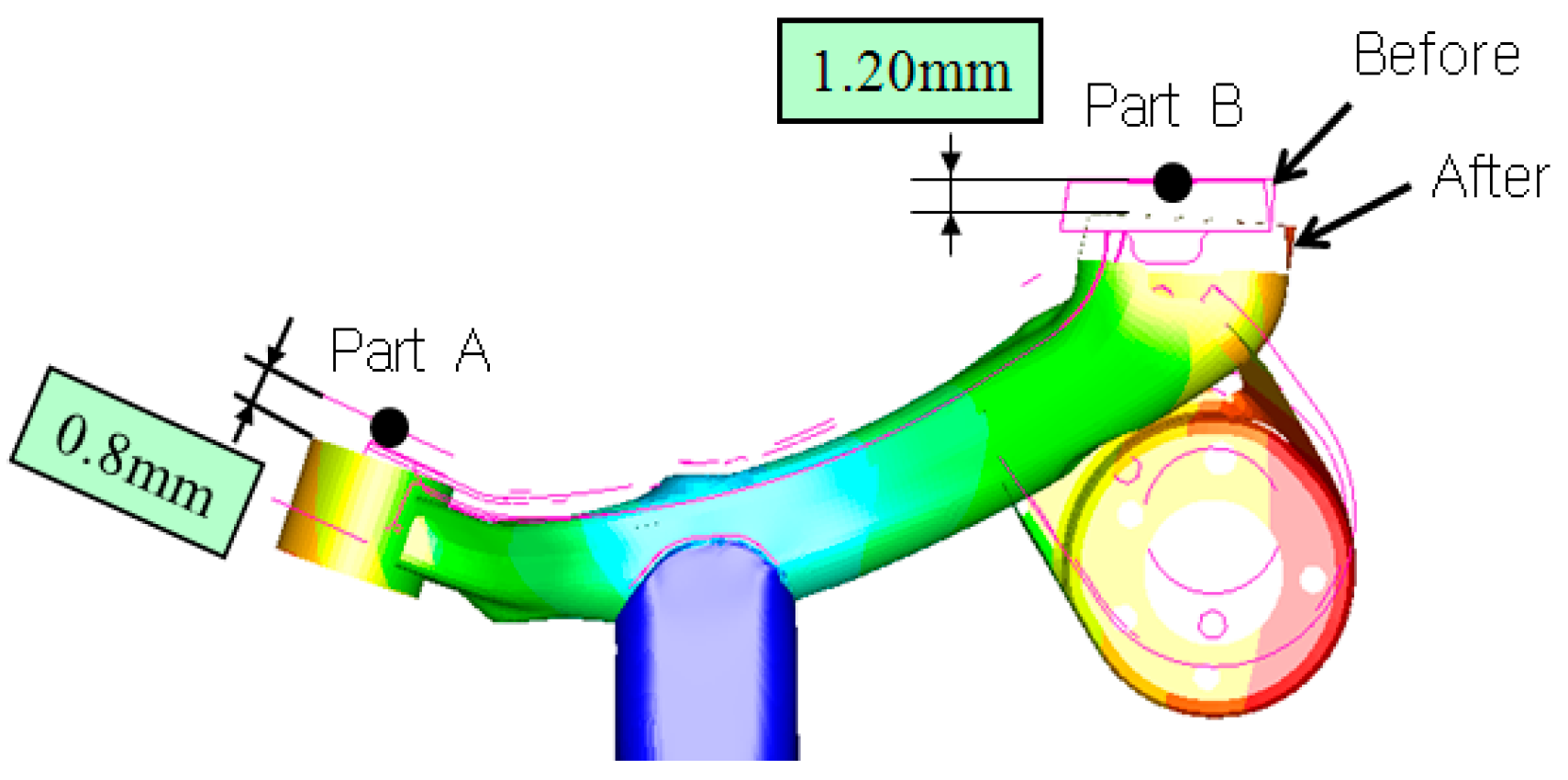
3.3. Thermal Deformation
4. Conclusions
- (1)
- The welding process between the vehicle rear wheel chassis component CTBA and the trailing arm was simulated and analyzed using SYSWELD.
- (2)
- For the accurate analysis of the welding process, the thermo-mechanical-metallurgical properties of 22MnB5 were obtained using J-MatPro.
- (3)
- As a result of the finite element analysis, the welding site temperature immediately post welding was predicted to be a maximum of 840 °C and a minimum of 102 °C, while that after cooling for 1000 s was predicted to be a maximum of 24 °C and a minimum of 20 °C.
- (4)
- As a result of the finite element analysis, the martensite fraction of the welded region is a very small region where the maximum heat source near the welding start point is applied, but in most HAZ regions, the martensite tissue fraction is judged less than ~35%.
- (5)
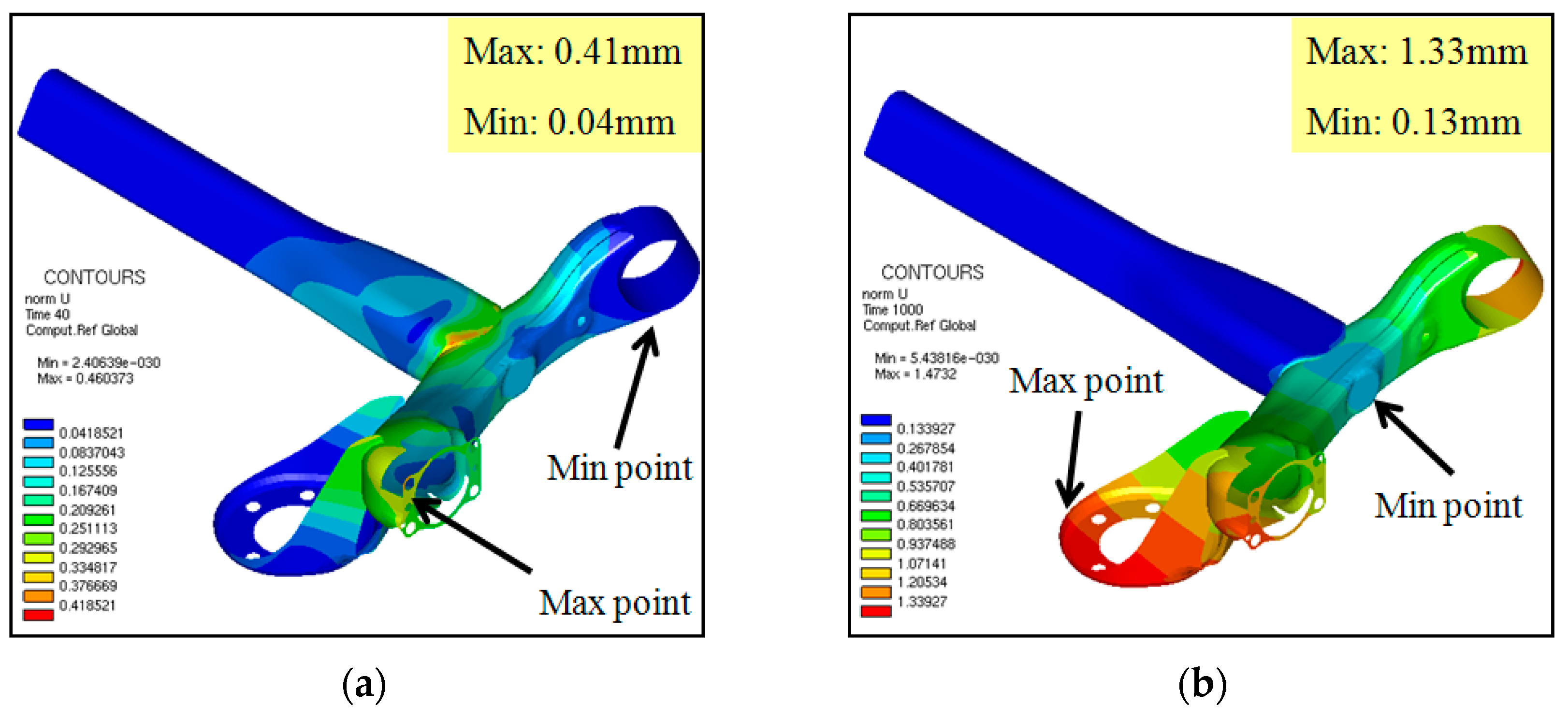
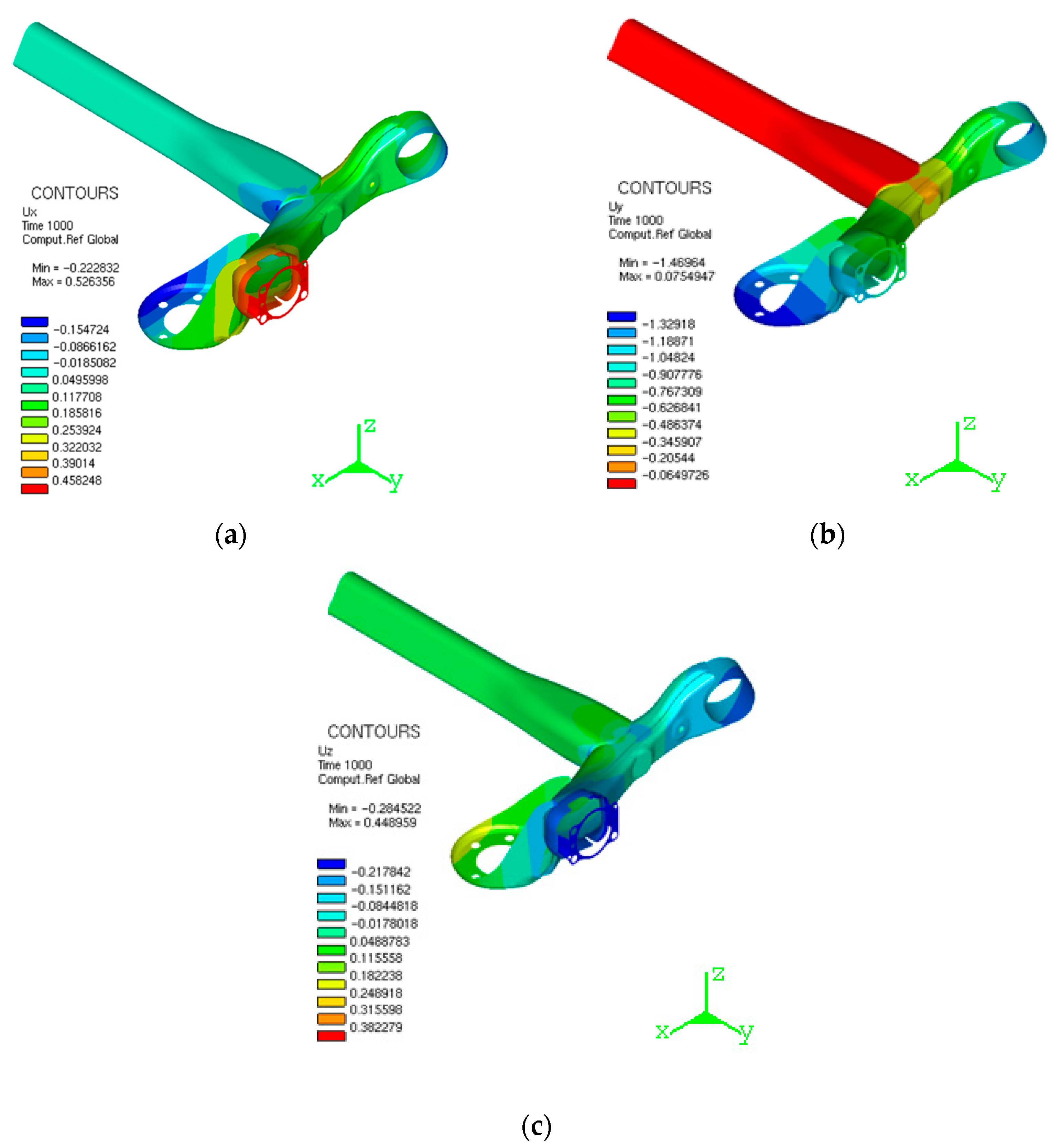
- As a result of the finite element analysis, the maximum thermal deformation of the trailing arm was 1.33 mm with the minimum 0.13 mm, and by direction, the maximum was 0.52 mm in the X direction, 1.47 mm in the Y direction, and 0.44 mm in the Z direction.
- (6)
- The finite element analysis of the welding process in this study can be used to design the optimal welding process or welding schedule to reduce the welding deformation of the trailing arm combined with the hub bearing.
Author Contributions
Funding
Conflicts of Interest
References
- Springer, T.A.; Welch, A.J. Temperature control during laser vessel welding. Appl. Opt. 1993, 32, 517–525. [Google Scholar] [CrossRef]
- Wu, Q.; Gong, J.; Chen, G.; Xu, L. Research on laser welding of vehicle body. Opt. Laser Technol. 2008, 40, 420–426. [Google Scholar] [CrossRef]
- Costa, A.P.D.; Botelho, E.C.; Costa, M.L.; Narita, N.E.; Tarpani, J.R. A review of welding technologies for thermoplastic composites in aerospace applications. J. Aerosp. Technol. Manag. 2012, 4, 255–265. [Google Scholar] [CrossRef] [Green Version]
- Chaturvedi, M. (Ed.) Welding and Joining of Aerospace Materials; Woodhead Publishing: Sawston, UK, 2020. [Google Scholar]
- Mohamed, H.A.; Washburn, J. Mechanism of SOLID State Pressure Welding. Weld. J. 1975, 54, 302. [Google Scholar]
- Xie, L.S.; Hsieh, C. Clamping and welding sequence optimisation for minimising cycle time and assembly deformation. Int. J. Mater. Prod. Technol. 2002, 17, 389–399. [Google Scholar] [CrossRef]
- De Strycker, M.; Lava, P.; Van Paepegem, W.; Schueremans, L.; Debruyne, D. Measuring welding deformations with the digital image correlation technique. Weld. J. 2011, 90, 107S–112S. [Google Scholar]
- Adak, M.; Soares, C.G. Effects of different restraints on the weld-induced residual deformations and stresses in a steel plate. Int. J. Adv. Manuf. Technol. 2014, 71, 699–710. [Google Scholar] [CrossRef]
- Verhaegbe, G. Predictive Formulae for Weld Distortion—A Critical Review; Abington Publishing: Cambridge, UK, 1999. [Google Scholar]
- Zhang, J.; Yu, L.; Liu, Y.; Ma, Z.; Li, H.; Liu, C.; Li, Z. Analysis of the effect of tungsten inert gas welding sequences on residual stress and distortion of CFETR vacuum vessel using finite element simulations. Metals 2018, 8, 912. [Google Scholar] [CrossRef] [Green Version]
- Price, D.A.; Williams, S.W.; Wescott, A.; Harrison, C.J.C.; Rezai, A.; Steuwer, A.; Kocak, M. Distortion control in welding by mechanical tensioning. Sci. Technol. Weld. Join. 2007, 12, 620–633. [Google Scholar] [CrossRef]
- Tsai, C.L.; Park, S.C.; Cheng, W.T. Welding distortion of a thin-plate panel structure. Weld. J. 1999, 78, 156. [Google Scholar]
- Ueda, Y.; Yamakawa, T. Annalysis of thermal elastic-plastic stress and strain during welding by finite element method. Trans. Jpn. Weld. Soc. 1971, 2, 186–196. [Google Scholar]
- Michaleris, P.; Debiccari, A. Prediction of welding distortion. Weld. J. 1997, 76, 172–180. [Google Scholar]
- Deng, D.; Zhou, Y.; Bi, T.; Liu, X. Experimental and numerical investigations of welding distortion induced by CO2 gas arc welding in thin-plate bead-on joints. Mater. Des. 2013, 52, 720–729. [Google Scholar] [CrossRef]
- Wang, C.; Kim, Y.R.; Kim, J.W. Comparison of FE models to predict the welding distortion in T-joint gas metal arc welding process. Int. J. Precis. Eng. Manuf. 2014, 15, 1631–1637. [Google Scholar] [CrossRef]
- Wu, C.; Kim, J. Analysis of welding residual stress formation behavior during circumferential TIG welding of a pipe. Thin Walled Struct. 2018, 132, 421–430. [Google Scholar] [CrossRef]
- Liang, X.; Chen, Q.; Cheng, L.; Hayduke, D.; To, A.C. Modified inherent strain method for efficient prediction of residual deformation in direct metal laser sintered components. Comput. Mech. 2019, 64, 1719–1733. [Google Scholar] [CrossRef]
- Wang, J.; Rashed, S.; Murakawa, H. Mechanism investigation of welding induced buckling using inherent deformation method. Struct. Thin-Walled 2014, 80, 103–119. [Google Scholar] [CrossRef]
- Heo, J.; Li, Y.; Lee, J.H. Prediction of plate thermal deformation by multi-line heating using SDB method based on thermal strain. J. Weld. Join. 2019, 37, 40–45. [Google Scholar] [CrossRef]
- Zeng, Z.; Wu, X.; Yang, M.; Peng, B. Welding distortion prediction in 5A06 aluminum alloy complex structure via inherent strain method. Metals 2016, 6, 214. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.; Kim, J.W. Review on mitigation of welding-induced distortion based on FEM analysis. J. Weld. Join. 2020, 38, 56–66. [Google Scholar] [CrossRef] [Green Version]
- Rong, Y.; Xu, J.; Huang, Y.; Zhang, G. Review on finite element analysis of welding deformation and residual stress. Sci. Technol. Weld. Join. 2018, 23, 198–208. [Google Scholar] [CrossRef]
- Yang, Y.S.; Kim, J.W. Analysis of Weldment by Using Finite Element Method (1)-(4). J. Korean Weld. Join. Soc. 2011, 29, 138–140. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A New Finite Element Model for Welding Heat Sources. Metall. Trans.-B 1984, 15B, 299–305. [Google Scholar] [CrossRef]
- Nguyen, N.T.; Ohta, A.; Matsuoka, K.; Suzuki, N.; Maeda, Y. Analytical solution of double-ellipsoidal moving heat source and its use for evaluation of residual stresses in bead-on plate. Int. J. Mech. Sci. 1999, 50, 513–521. [Google Scholar]
- ESI Group. SYSWELD v2004. Available online: https://www.esi-group.com/ (accessed on 21 December 2021).
- Bate, S.K.; Charlesa, R.; Warrena, A. Finite Element Analysis of a Single Bead-on-Plate Specimen using SYSWELD. Int. J. Press. Vessels Pip. 2009, 86, 73–78. [Google Scholar] [CrossRef]
- Jang, G.B.; Kim, H.K.; Kang, S.S. A Study on the Prediction and Control of Welding Deformation of the Bracket Tilt in Automotive Parts (I)—Experimental Examination. J. Korean Weld. Join. Soc. 1998, 16, 97–103. [Google Scholar]
- Jang, G.B.; Kim, H.K.; Kang, S.S. A Study on the Prediction and Control of Welding Deformation of the Bracket Tilt in Automotive Parts (II)—Application of FEA. J. Korean Weld. Join. Soc. 1998, 16, 104–112. [Google Scholar]
- Park, T.W.; Kim, K.J.; Han, C.P.; Kim, Y.S.; Lim, J.H. Deformation and Residual Stress of Automotive Frame by Welding. Trans. Korean Soc. Automot. Eng. 2011, 19, 113–117. [Google Scholar]
- Lee, S.H.; Kim, E.S.; Park, J.Y.; Choi, J. Numerical analysis of thermal deformation and residual stress in automotive muffler by MIG welding. J. Comput. Des. Eng. 2018, 5, 382–390. [Google Scholar] [CrossRef]
- JMatProTM v4.0. Available online: www.jmatpro.com (accessed on 21 December 2021).
- Granell, I.; Ramos, A.; Carnicero, A. A Geometry-Based Welding Distortion Prediction Tool. Materials 2021, 14, 4789. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | B | Mb | Cr | V |
|---|---|---|---|---|---|---|---|
| 0.20 | 0.19 | 1.38 | 0.01 | 0.0013 | 0.01 | 0.15 | 0.002 |
| E (GPa) | YS (MPa) | TS (MPa) | El (%) | n-Value | R-Value |
|---|---|---|---|---|---|
| 206.2 | 481.2 | 628 | 19.94 | 0.153 | 0.805 |
| C | Si | Mn | Ni | B | Mb | Cr | V |
|---|---|---|---|---|---|---|---|
| 0.09 | 0.15 | 1.55 | 0.1 | 0.1 | 0.08 | 0.1 | 0.01 |
| E (GPa) | YS (MPa) | TS (MPa) | El (%) | n-Value | R-Value |
|---|---|---|---|---|---|
| 206.2 | 534 | 612 | 22.8 | 0.1 | - |
| Welding Method | Overlapping Joint |
|---|---|
| Welding process | MIG welding (Double ellipsoid) |
| Input energy | U = 21.5 V, I = 235 A |
| Temperature of HAZ (Heat affect zone) | 867 °C (AC3) |
| Velocity of heat source | 50 cm/min = 8.3 mm/s |
| Cooling time | 1000 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-J.; Bae, M.; Hong, M.-P.; Kim, Y.-S. Finite Element Analysis on Welding-Induced Distortion of Automotive Rear Chassis Component. Metals 2022, 12, 287. https://doi.org/10.3390/met12020287
Kim J-J, Bae M, Hong M-P, Kim Y-S. Finite Element Analysis on Welding-Induced Distortion of Automotive Rear Chassis Component. Metals. 2022; 12(2):287. https://doi.org/10.3390/met12020287
Chicago/Turabian StyleKim, Jin-Jae, Moonki Bae, Myoung-Pyo Hong, and Young-Suk Kim. 2022. "Finite Element Analysis on Welding-Induced Distortion of Automotive Rear Chassis Component" Metals 12, no. 2: 287. https://doi.org/10.3390/met12020287
APA StyleKim, J.-J., Bae, M., Hong, M.-P., & Kim, Y.-S. (2022). Finite Element Analysis on Welding-Induced Distortion of Automotive Rear Chassis Component. Metals, 12(2), 287. https://doi.org/10.3390/met12020287