
The Effect of Grain Size on the Diffusion Bonding Properties of SP700 Alloy

Abstract
:1. Introduction
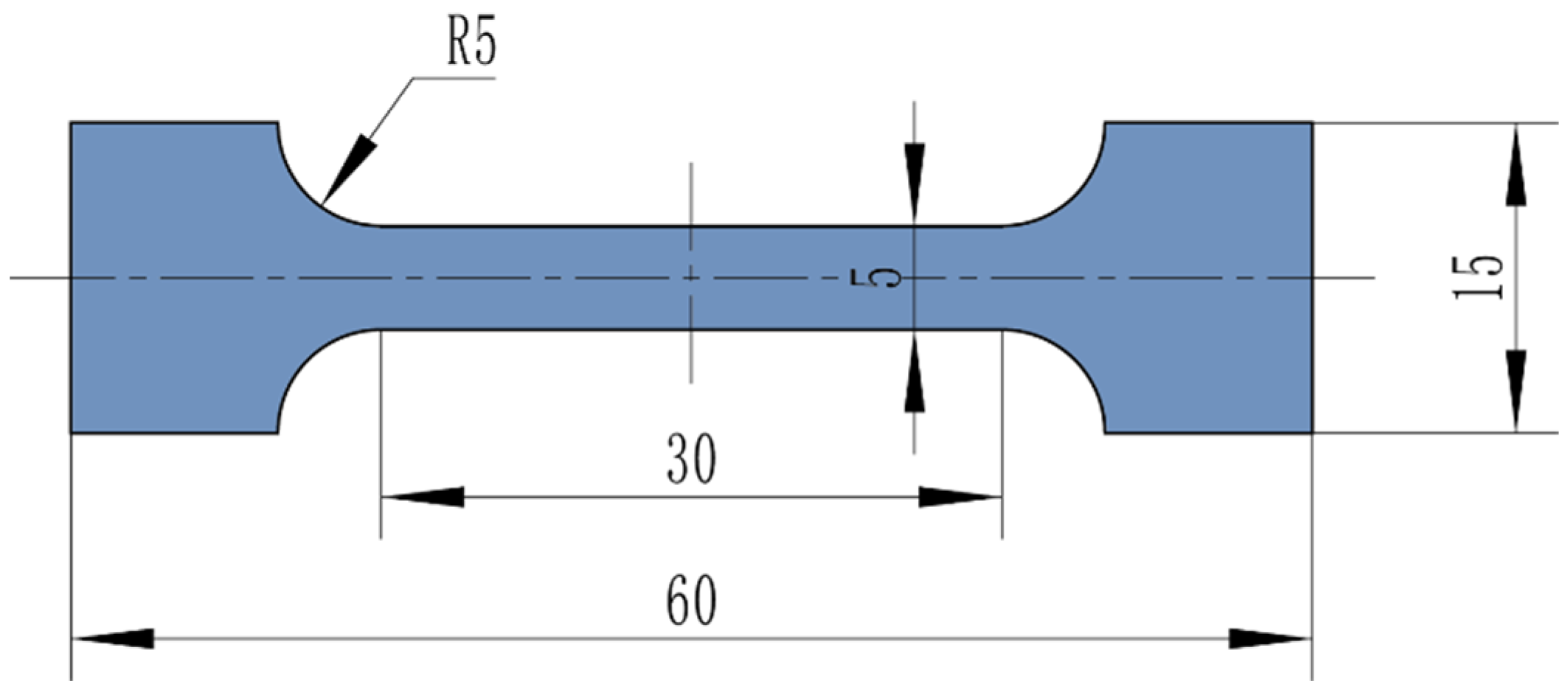
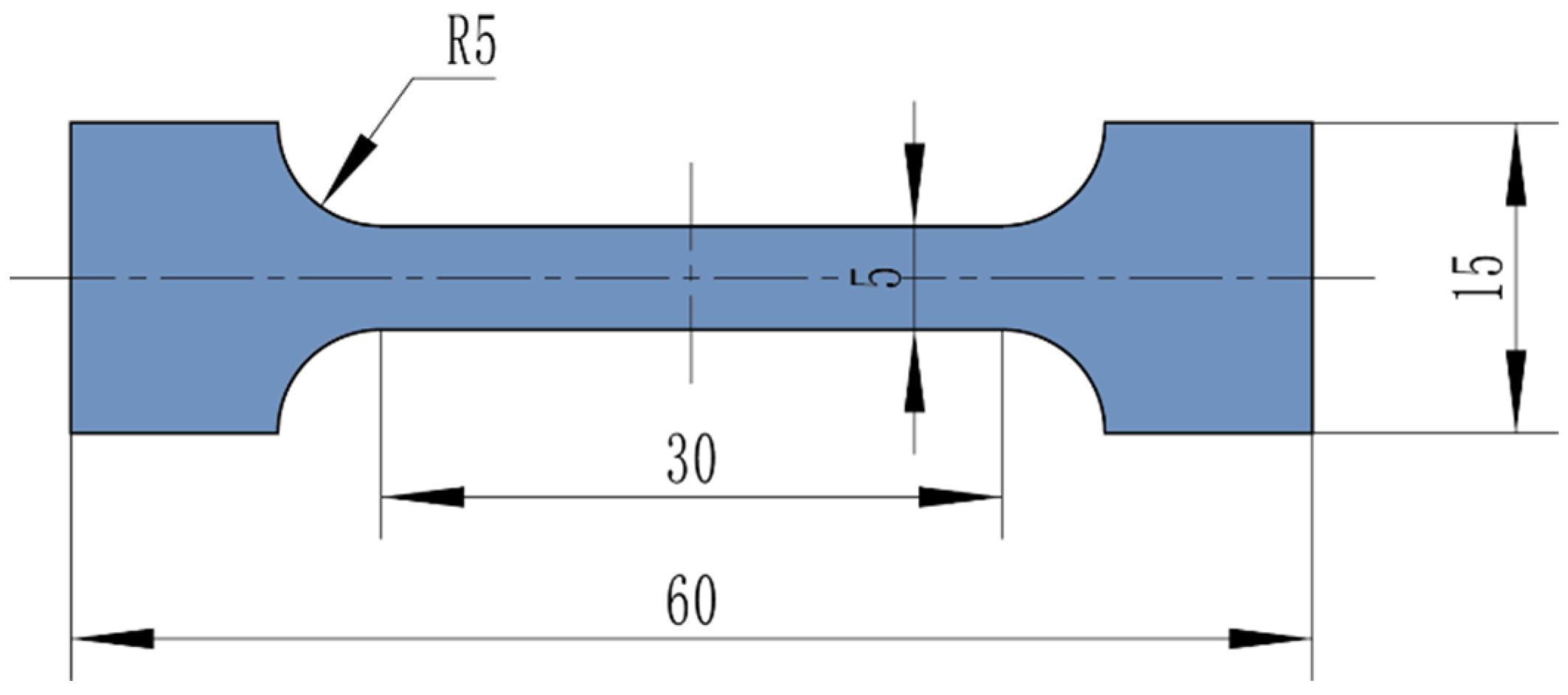
2. Materials and Methods
3. Results
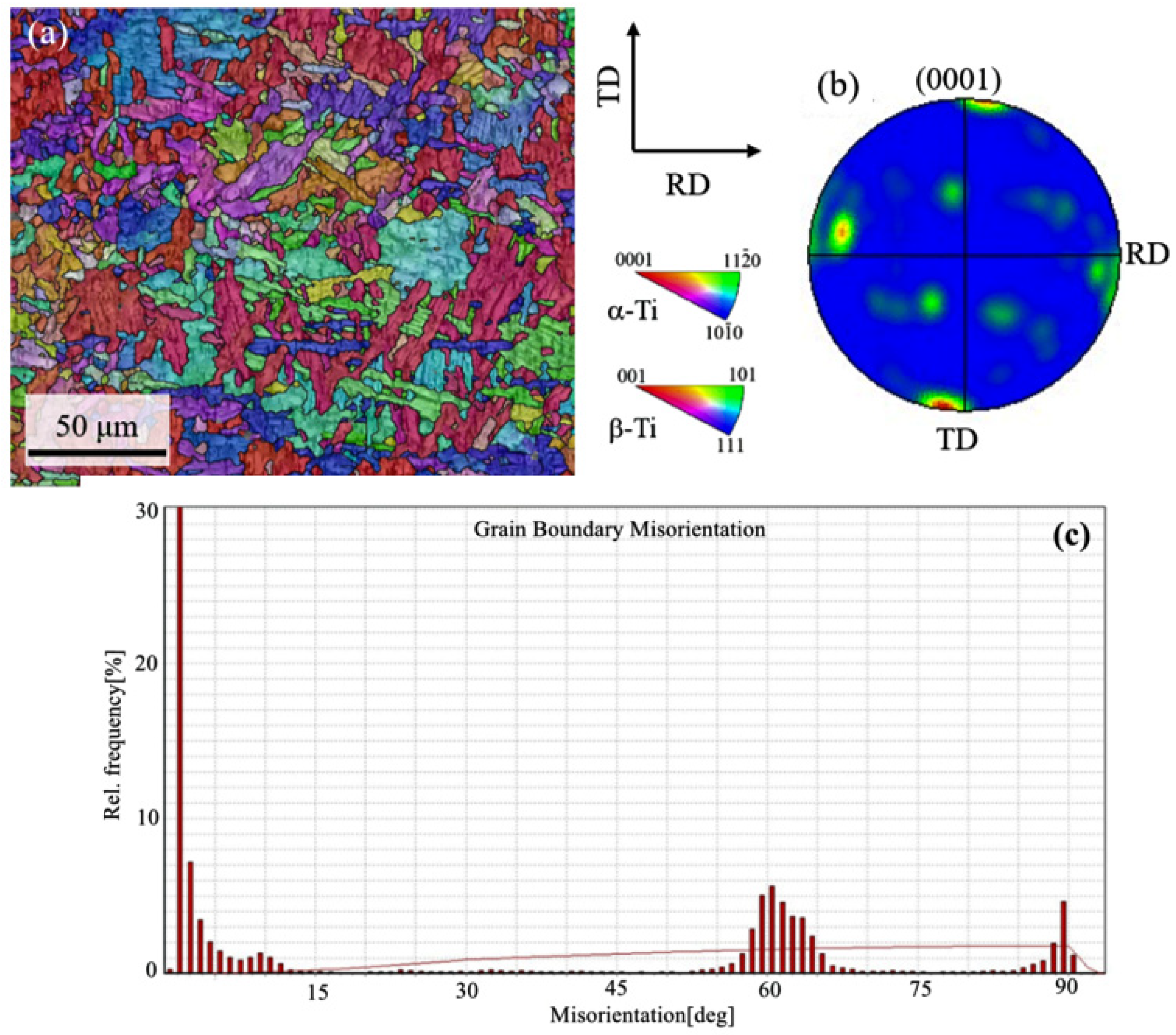
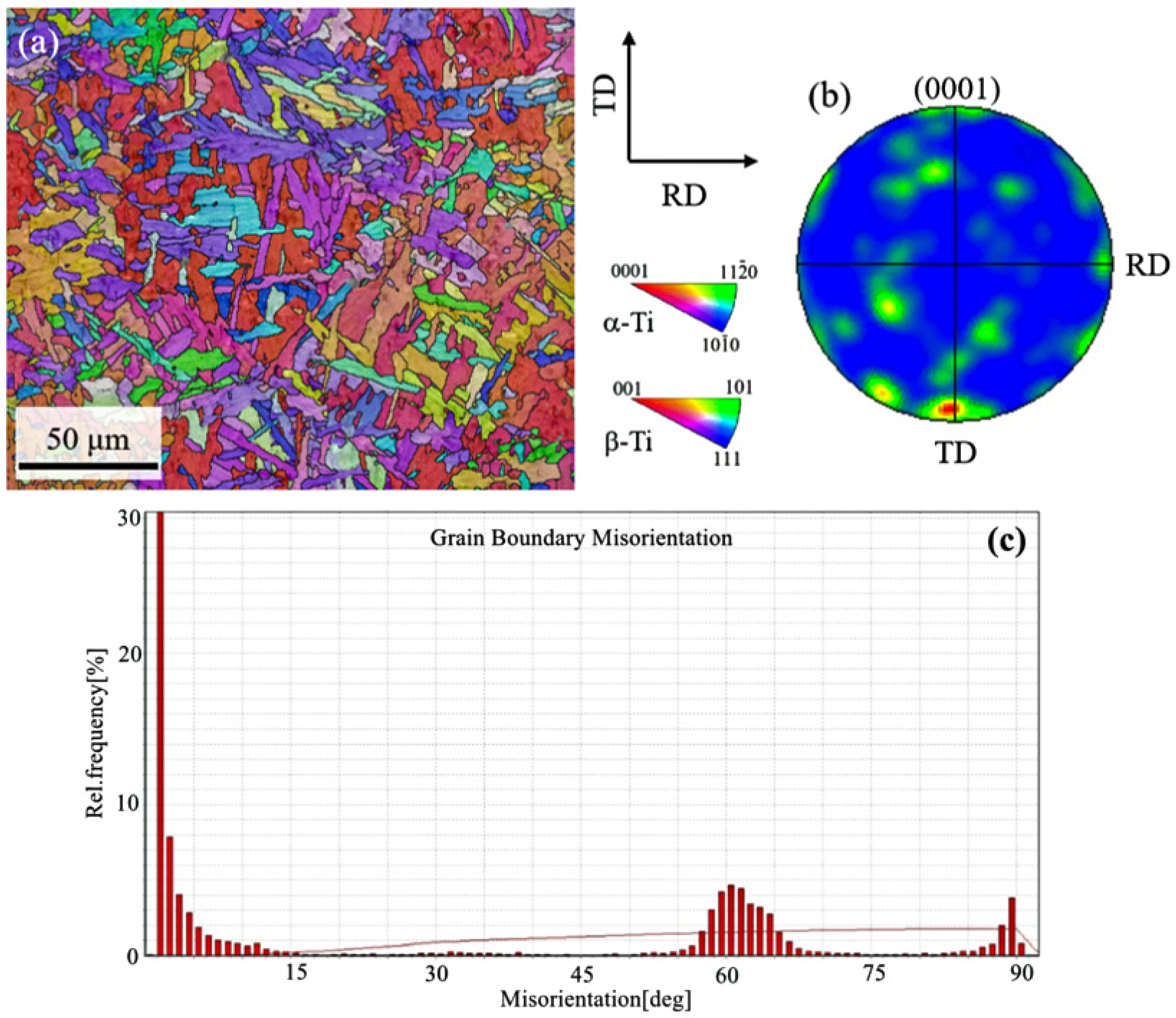
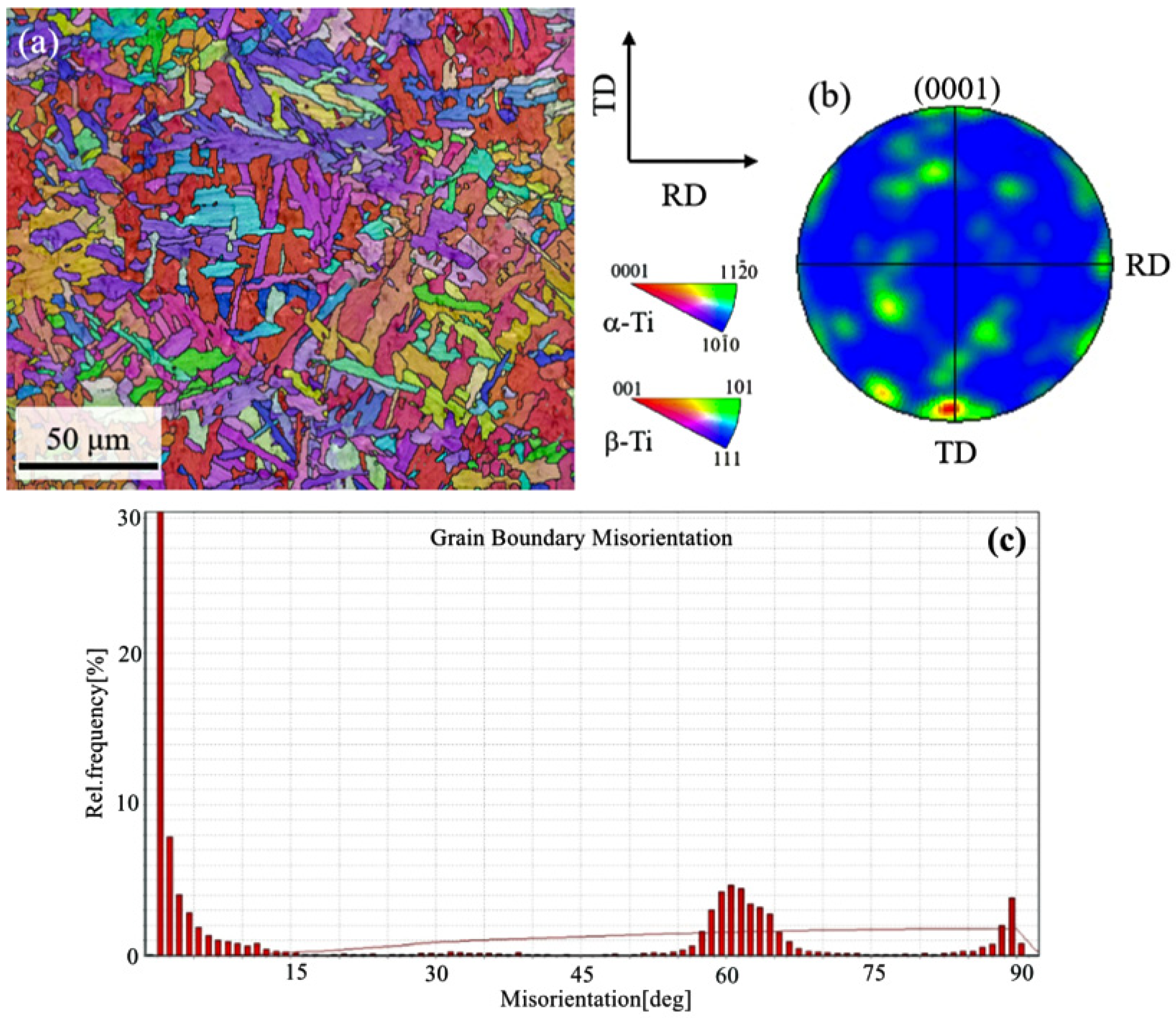
3.1. The Microstructure Observation Results
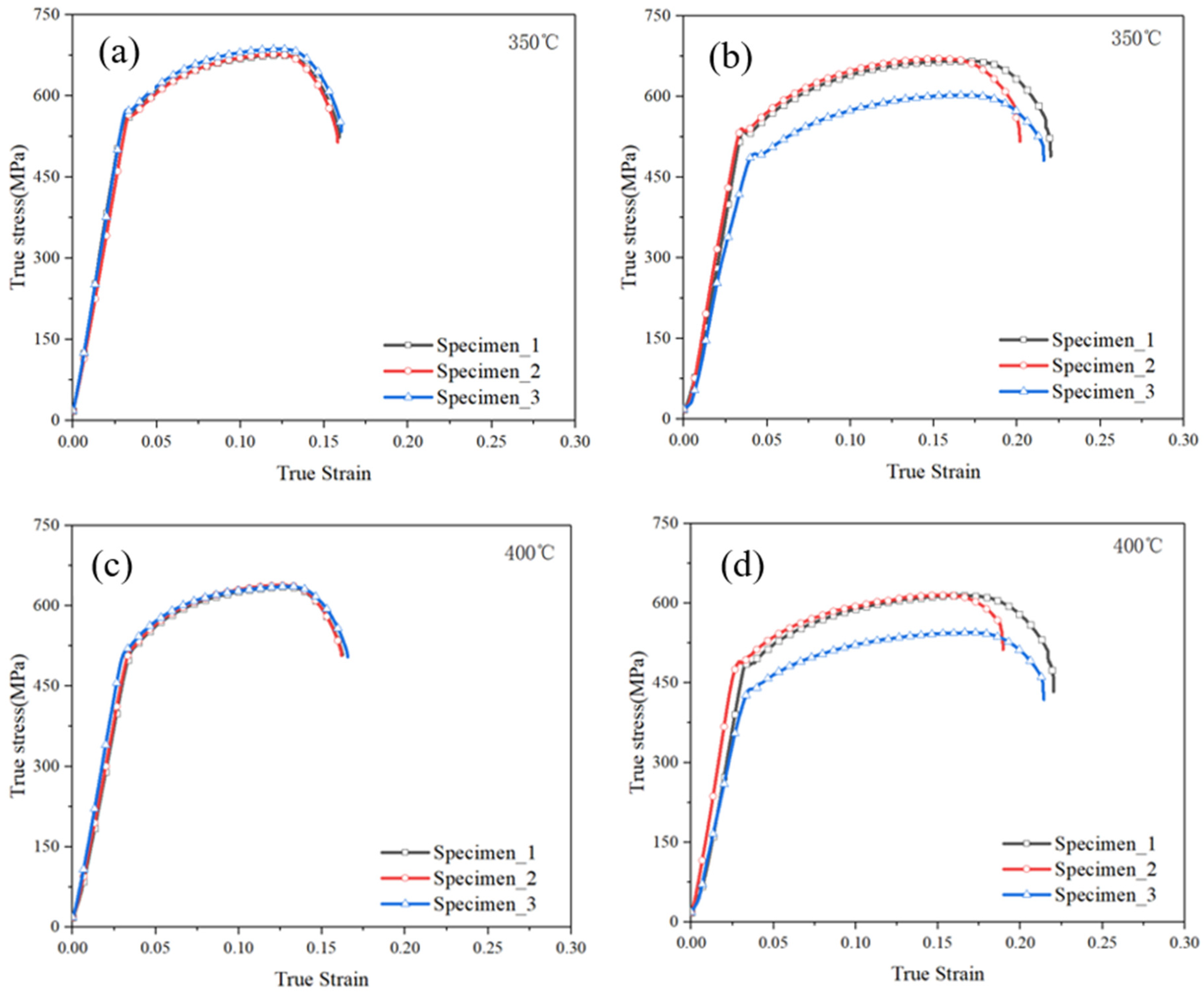
3.2. Mechanical Properties of the SP700 at Elevated Temperature
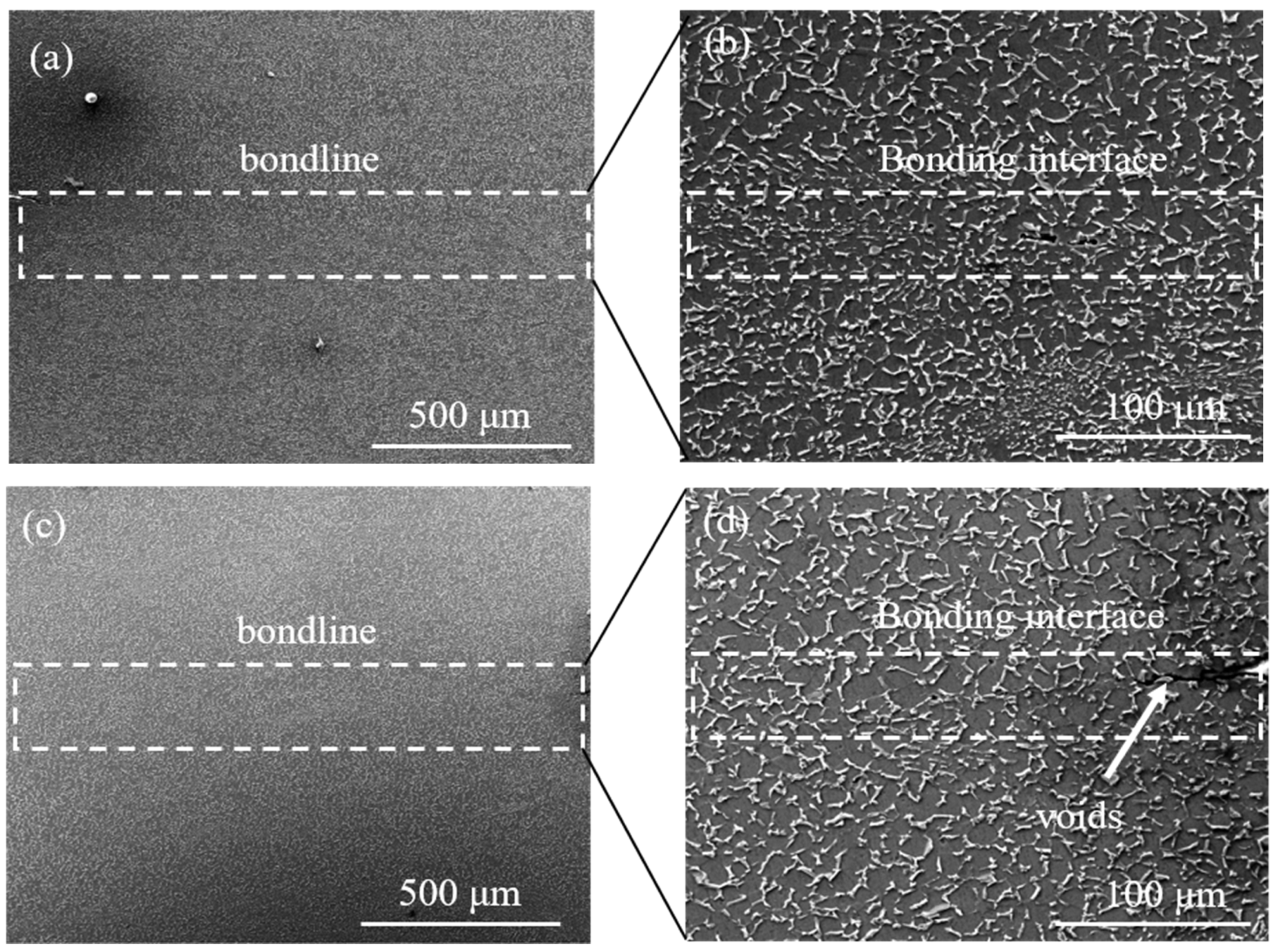
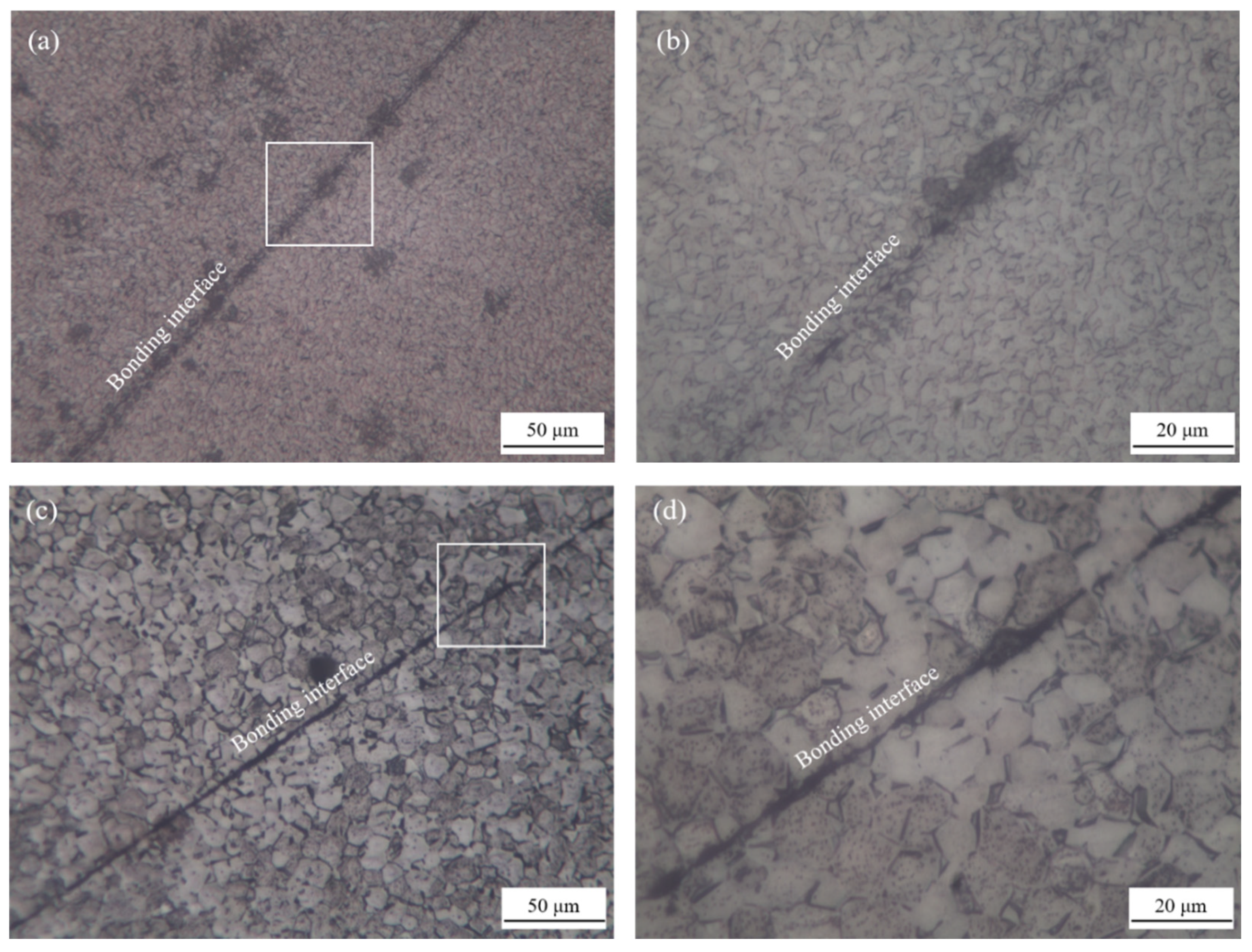
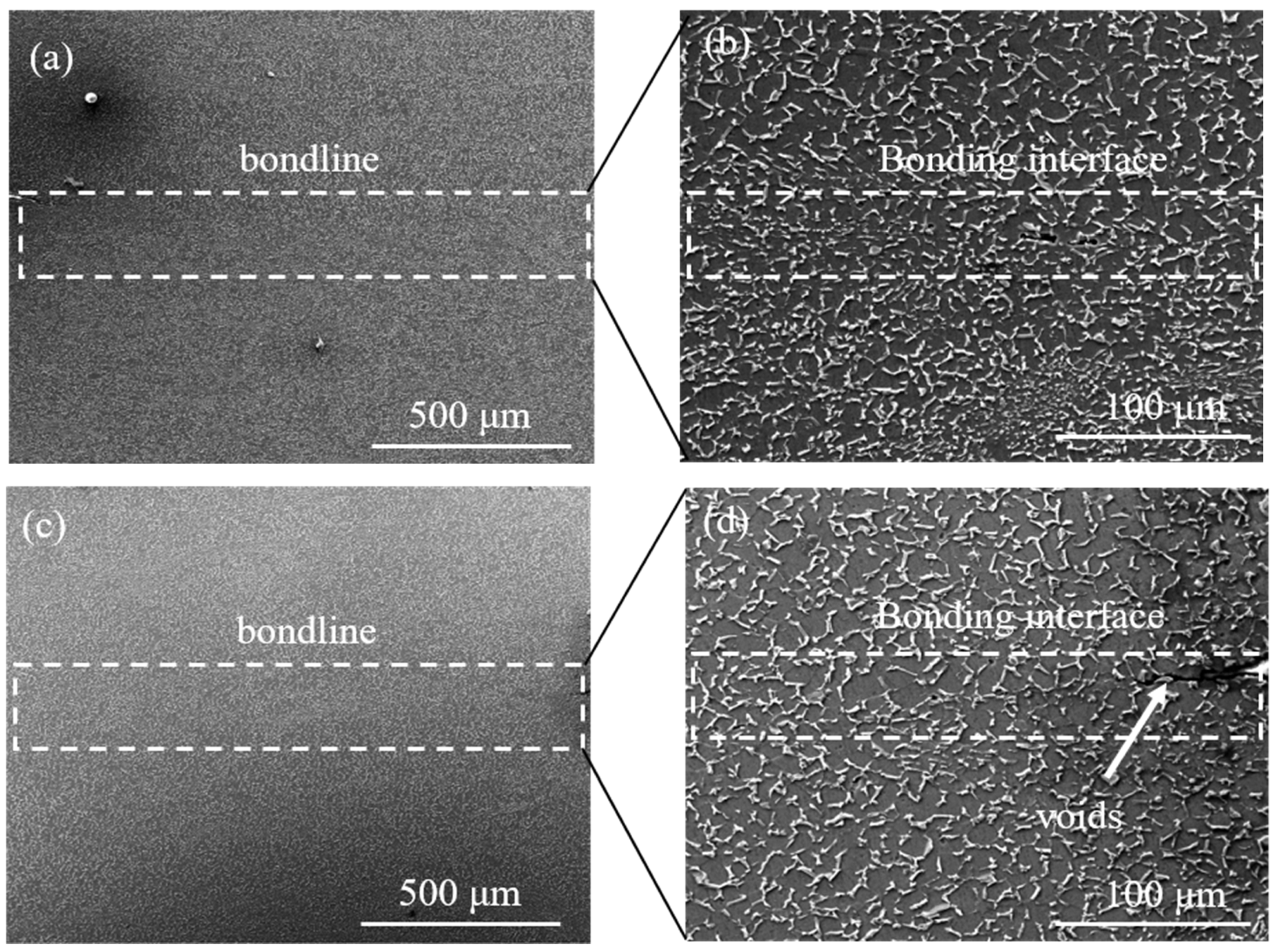
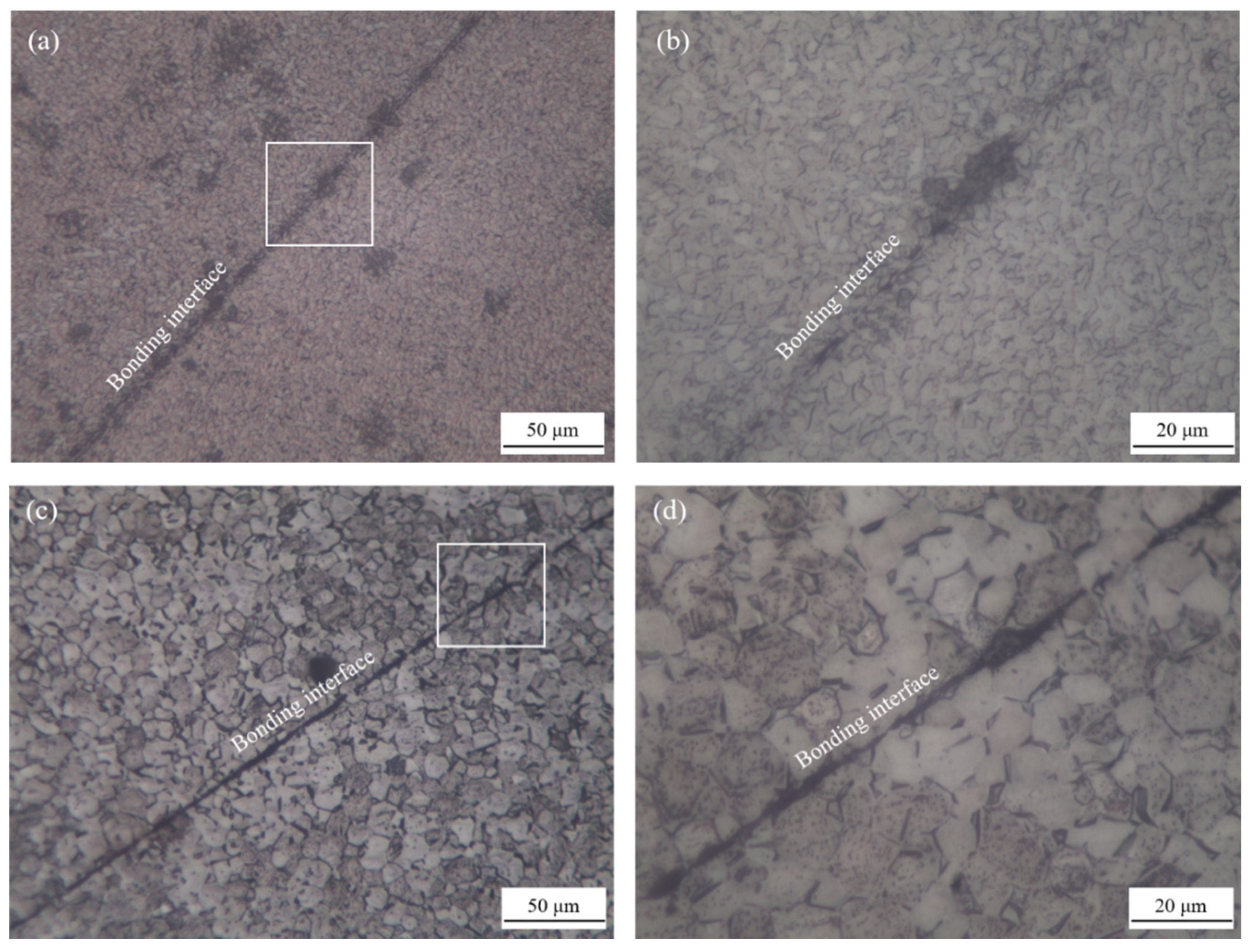
3.3. Microstructure and Grain Size at the Bonding Interface
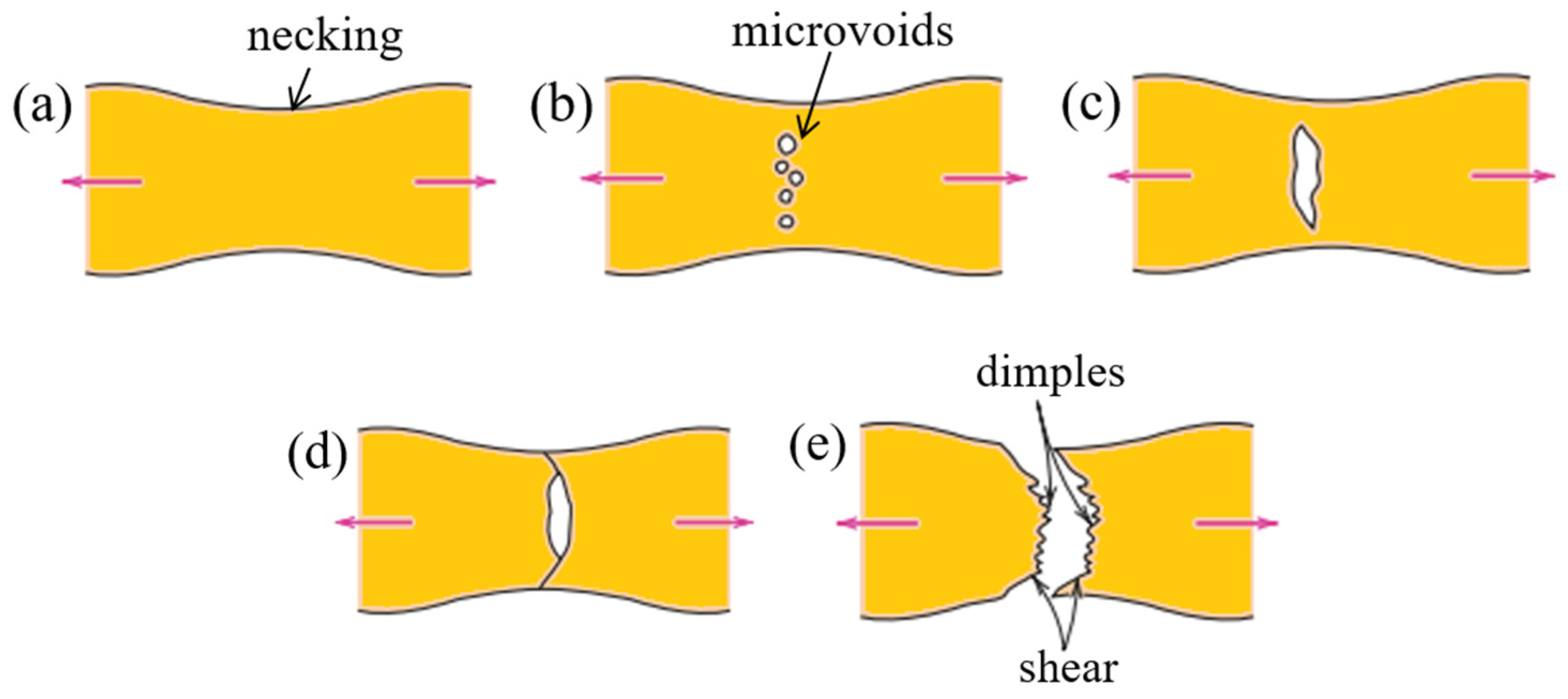
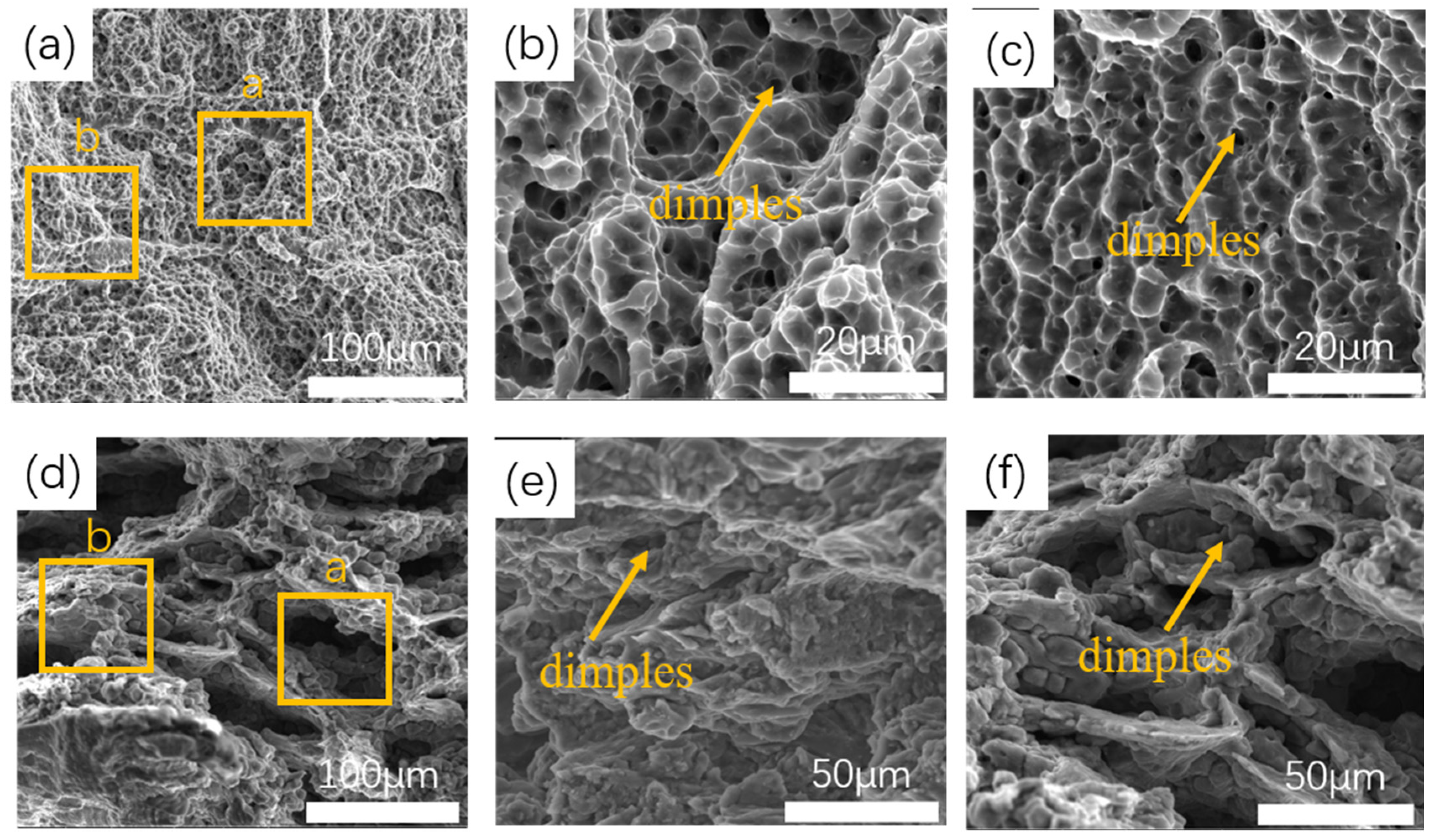
3.4. Fracture of the Tensile Specimens
4. Discussions
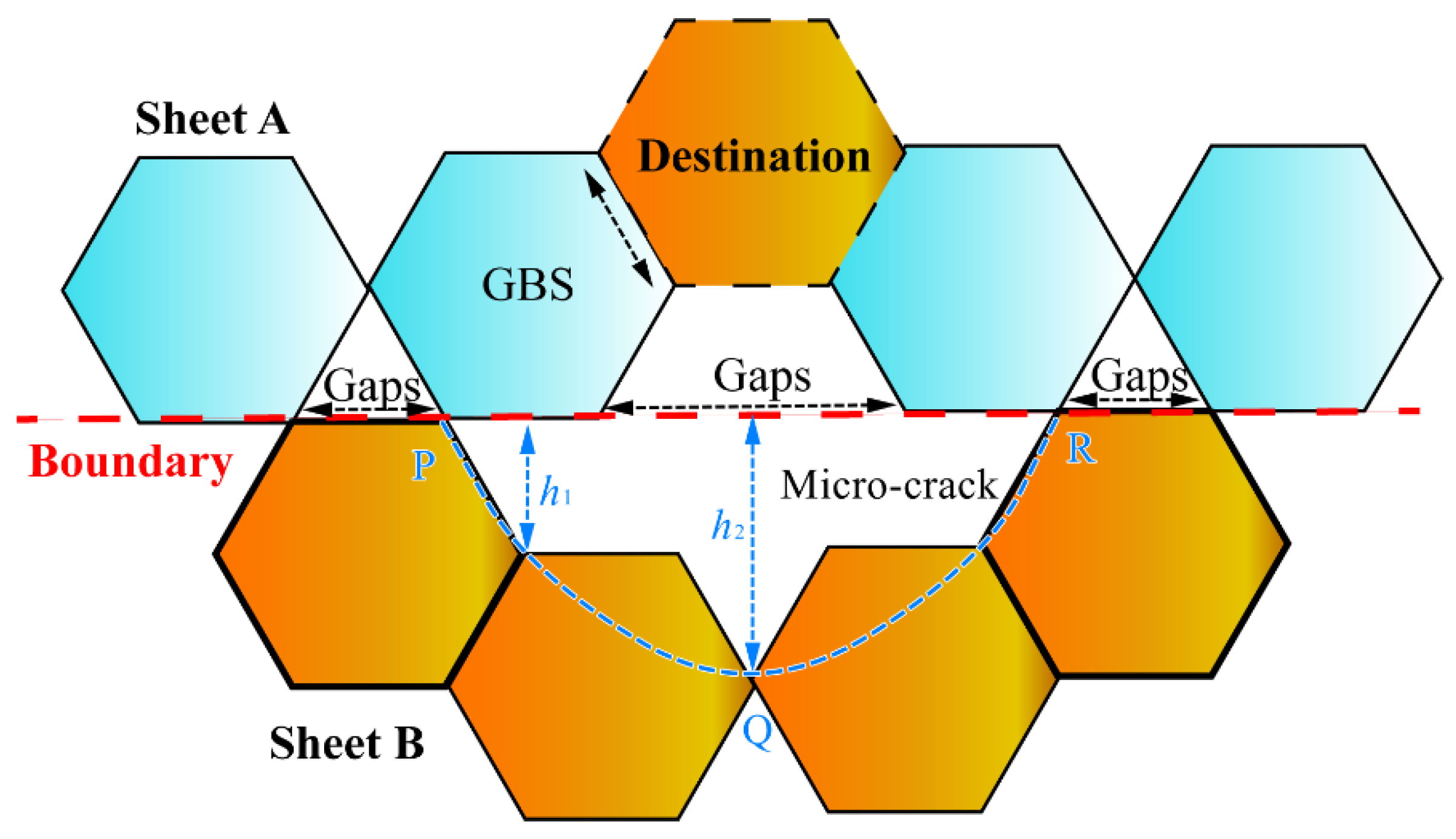
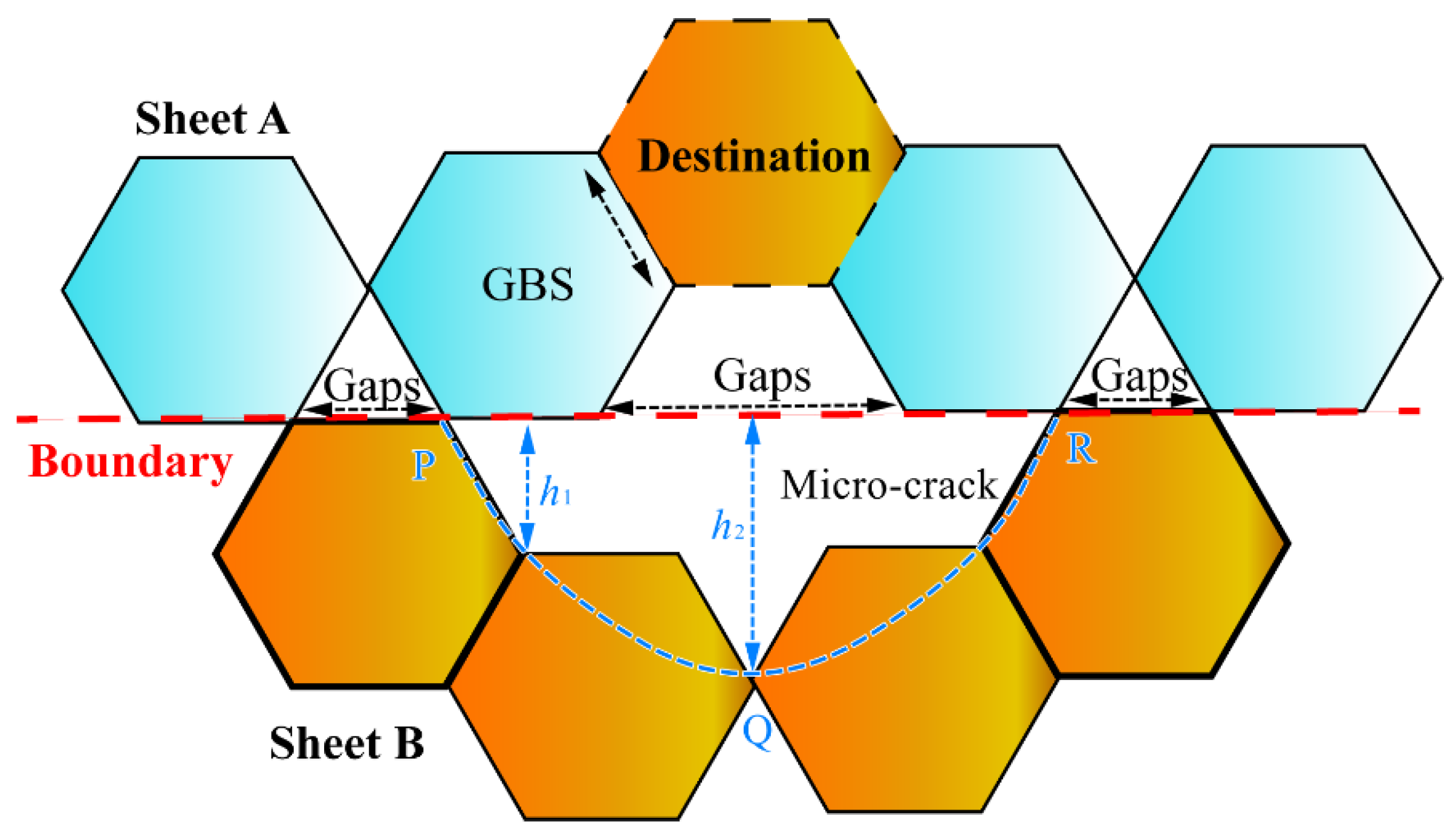
4.1. The Mechanisms of the Micro-Cracks Nucleation
- (i)
- If the gap distances between two grains of sheet A are less than the grain sizes of sheet B, it is difficult for the grains in B to diffuse into plate A. This would cause inhomogeneity at the diffusion interfaces, and cracks prefer to form at locations with small gap distances;
- (ii)
- When the grains on both sides reach the boundaries, and the middle grains have a distance of h1 or then h2 from the boundary, an arc-shaped PRQ will be formed, which is the reason for the inhomogeneous diffusion interface;
- (iii)
- Grain boundary sliding (GBS) also can cause the inconsistency in atomic diffusion between different grains, which is also affected by the grain sizes.
4.2. The Difference in the Mechanical Properties between Initial and Heat-Treated Material
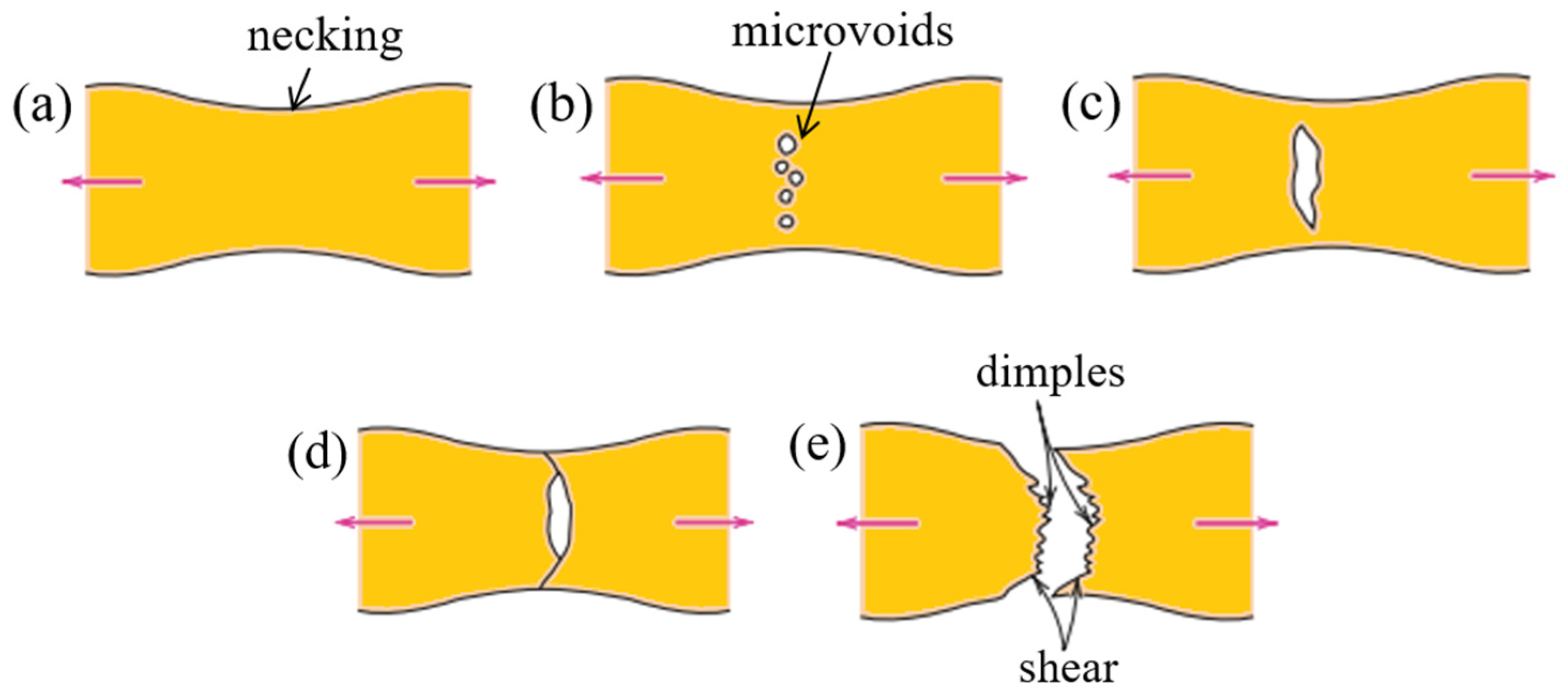
4.3. The Fracture Mechanism for the Initial and Heat-Treated Material
5. Conclusions
- The initial material has higher elongation compared with the heat-treated specimen and there is no significant difference in tensile strength between these two materials.
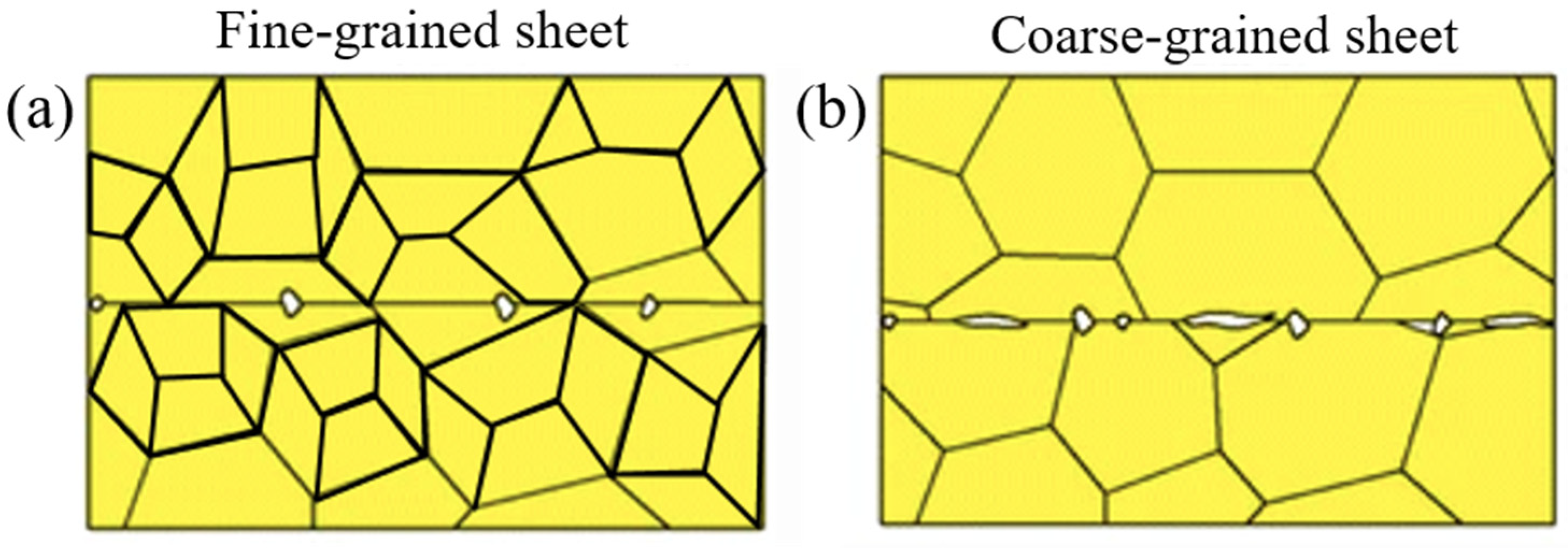
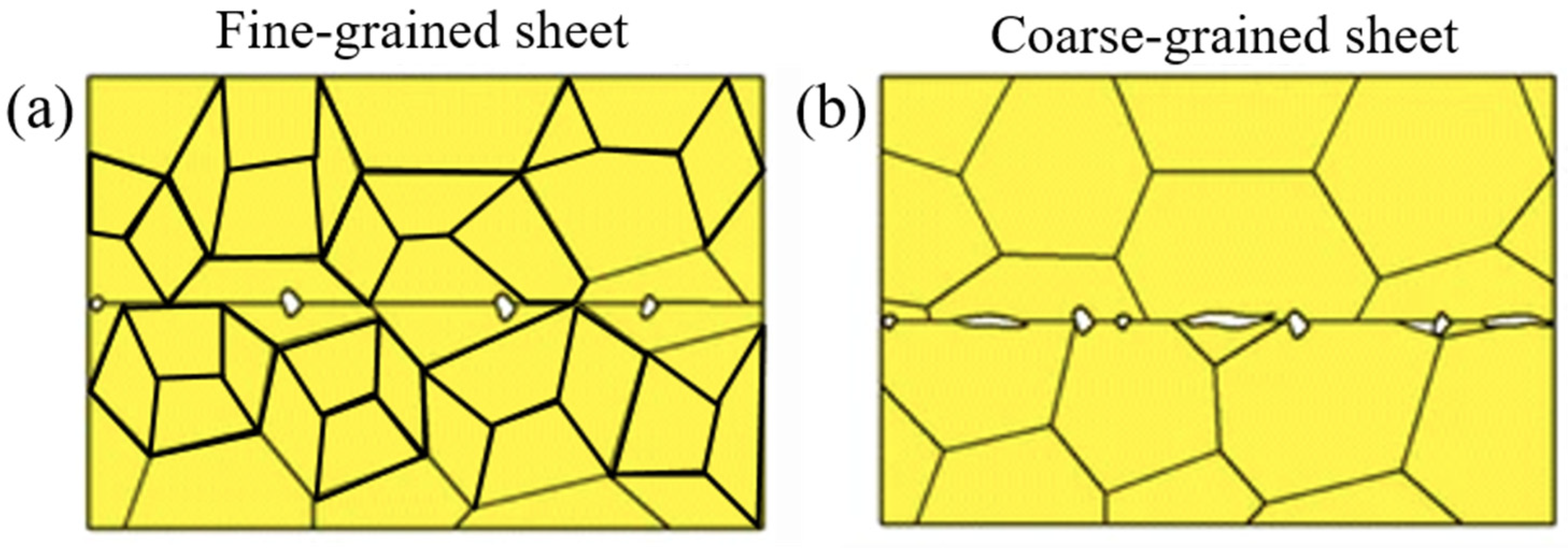
- The same materials, if coarse-grained, may not readily bond under identical conditions of pressure, temperature, and time.
- Grain boundary migration is faster in fine-grained than in coarse-grained materials. The presence of many grain boundaries in fine-grained materials acts as short-circuit paths for diffusion.
- The dimples on the heated-treated specimen have large dimensions compared with that in the initial material, indicating that heterogeneous deformation develops in the coarse-grained specimen during tension.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guo, Y.; Liu, R.; Arab, A.; Zhou, Q.; Guo, B.; Ren, Y.; Chen, W.; Ran, C.; Chen, P. Dynamic behavior and adiabatic shearing formation of the commercially pure titanium with explosion-induced gradient microstructure. Mater. Sci. Eng. A 2022, 833, 142340. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J. Grain rotation accommodated GBS mechanism for the Ti-6Al-4V alloy during superplastic deformation. Crystals 2021, 11, 991. [Google Scholar] [CrossRef]
- Alabort, E.; Barba, D.; Shagiev, M.R.; Murzinova, M.A.; Galeyev, R.M.; Valiakhmetov, O.R.; Aletdinov, A.F.; Reed, R.C. Alloys-by-design: Application to titanium alloys for optimal superplasticity. Acta Mater. 2019, 178, 275–287. [Google Scholar] [CrossRef]
- Zhang, R.; Shao, Z.; Lin, J. A review on modelling techniques for formability prediction of sheet metal forming. Int. J. Light. Mater. Manuf. 2018, 1, 115–125. [Google Scholar] [CrossRef]
- Wu, Y.; Wu, D.; Ma, J.; Xiao, W.; Zheng, K.; Chen, M. A physically based constitutive model of Ti-6Al-4 V and application in the SPF/DB process for a pyramid lattice sandwich panel. Arch. Civ. Mech. Eng. 2021, 21, 106. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Vidal, V.; Mochugovskiy, A.G.; Velay, V.; Mikhaylovskaya, A.V. Initial microstructure influence on Ti–Al–Mo–V alloy’s superplastic deformation behavior and deformation mechanisms. Mater. Sci. Eng. A 2021, 802, 140626. [Google Scholar] [CrossRef]
- Yasmeen, T.; Zhao, B.; Zheng, J.H.; Tian, F.; Lin, J.; Jiang, J. The study of flow behavior and governing mechanisms of a titanium alloy during superplastic forming. Mater. Sci. Eng. A 2020, 788, 139482. [Google Scholar] [CrossRef]
- Zhang, T.; Sha, H.; Li, L.; Gong, H. Study of Macroscopic Defects of Four-Layer Structure of Ti–6Al–4V During Superplastic Forming/Diffusion Bonding. Int. J. Precis. Eng. Manuf. 2021, 22, 27–39. [Google Scholar] [CrossRef]
- Gao, W.; Xing, S.; Lei, J. Effect of bonding temperature and holding time on properties of hollow structure diffusion bonded joints of TC4 alloy. SN Appl. Sci. 2020, 2, 1960. [Google Scholar] [CrossRef]
- Zeng, S.; You, G.; Yao, F.; Luo, J.; Tong, X. Effect of bonding temperature on the microstructure and mechanical properties of the diffusion-bonded joints of Zr705 alloy. Mater. Sci. Eng. A 2021, 804, 140782. [Google Scholar] [CrossRef]
- García-Barrachina, L.; Gámez, A.J. Dimensional analysis of superplastic processes with the buckingham Π theorem. Metals 2020, 10, 1575. [Google Scholar] [CrossRef]
- Sorgente, D.; Palumbo, G.; Piccininni, A.; Guglielmi, P.; Tricarico, L. Modelling the superplastic behaviour of the Ti6Al4V-ELI by means of a numerical/experimental approach. Int. J. Adv. Manuf. Technol. 2017, 90, 1–10. [Google Scholar] [CrossRef]
- García-Barrachina, L.; Gámez, A.J.; Marcos, M. Dimensional analysis of superplastic bulge forming. Procedia Manuf. 2017, 13, 364–371. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Kotov, A.D.; Mestre-Rinn, P.; Mikhaylovskaya, A.V. Superplastic forming of Ti-4Al-3Mo-1V alloy: Flow behavior modelling and finite element simulation. Procedia Manuf. 2019, 37, 239–246. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Zhang, Q.; Han, R.; Wang, K. Investigation of flow behavior and microstructure of Ti–6Al–4V with annealing treatment during superplastic forming. Mater. Sci. Eng. A 2020, 797, 140046. [Google Scholar] [CrossRef]
- Chandrappa, K.; Kant, R.; Ali, R.; Vineth, K. Optimization of process parameter of diffusion bonding of Ti-Al and Ti-Cu. Mater. Today Proc. 2020, 27, 1689–1695. [Google Scholar] [CrossRef]
- Du, Z.; Zhang, K.; Lu, Z.; Jiang, S. Microstructure and mechanical properties of vacuum diffusion bonding joints for γ-TiAl based alloy. Vacuum 2018, 150, 96–104. [Google Scholar] [CrossRef]
- Zhu, L.; Li, J.; Tang, B.; Liu, Y.; Zhang, M.; Li, L.; Kou, H. Microstructure evolution and mechanical properties of diffusion bonding high Nb containing TiAl alloy to Ti 2 AlNb alloy. Vacuum 2019, 164, 140–148. [Google Scholar] [CrossRef]
- Zhang, H.; Li, J.; Ma, P.; Xiong, J.; Zhang, F. Study on microstructure and impact toughness of TC4 titanium alloy diffusion bonding joint. Vacuum 2018, 152, 272–277. [Google Scholar] [CrossRef]
- Lin, Z.-R.; Zhang, Z.-Y.; Huang, W.-D. An investigation of diffusion bonding under superplastic condition for Ti-6A-4V Titanium alloys. Chin. J. Aeronaut. 1993, 6, 228–237. [Google Scholar]
- Han, D.; Zhao, Y.; Zeng, W. Effect of Zr addition on the mechanical properties and superplasticity of a forged SP700 titanium alloy. Materials 2021, 14, 906. [Google Scholar] [CrossRef] [PubMed]
- Yakushina, E.; Reshetov, A.; Semenova, I.; Polyakova, V.; Rosochowski, A.; Valiev, R. The influence of the microstructure morphology of two phase Ti-6Al-4V alloy on the mechanical properties of diffusion bonded joints. Mater. Sci. Eng. A 2018, 726, 251–258. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2020, 2, 032001. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemistry (wt.%) | Ti | Al | V | Fe | Mo |
|---|---|---|---|---|---|
| SP700 | Bal. | 4.3 | 3.06 | 1.79 | 2.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Wu, J.; Jiang, S.; He, G. The Effect of Grain Size on the Diffusion Bonding Properties of SP700 Alloy. Metals 2022, 12, 237. https://doi.org/10.3390/met12020237
Zhang Q, Wu J, Jiang S, He G. The Effect of Grain Size on the Diffusion Bonding Properties of SP700 Alloy. Metals. 2022; 12(2):237. https://doi.org/10.3390/met12020237
Chicago/Turabian StyleZhang, Qianwen, Jianjun Wu, Shaosong Jiang, and Gang He. 2022. "The Effect of Grain Size on the Diffusion Bonding Properties of SP700 Alloy" Metals 12, no. 2: 237. https://doi.org/10.3390/met12020237
APA StyleZhang, Q., Wu, J., Jiang, S., & He, G. (2022). The Effect of Grain Size on the Diffusion Bonding Properties of SP700 Alloy. Metals, 12(2), 237. https://doi.org/10.3390/met12020237