

Effect of CMT Welding Heat Input on Microstructure and Properties of 2A14 Aluminum Alloy Joint
Abstract
1. Introduction
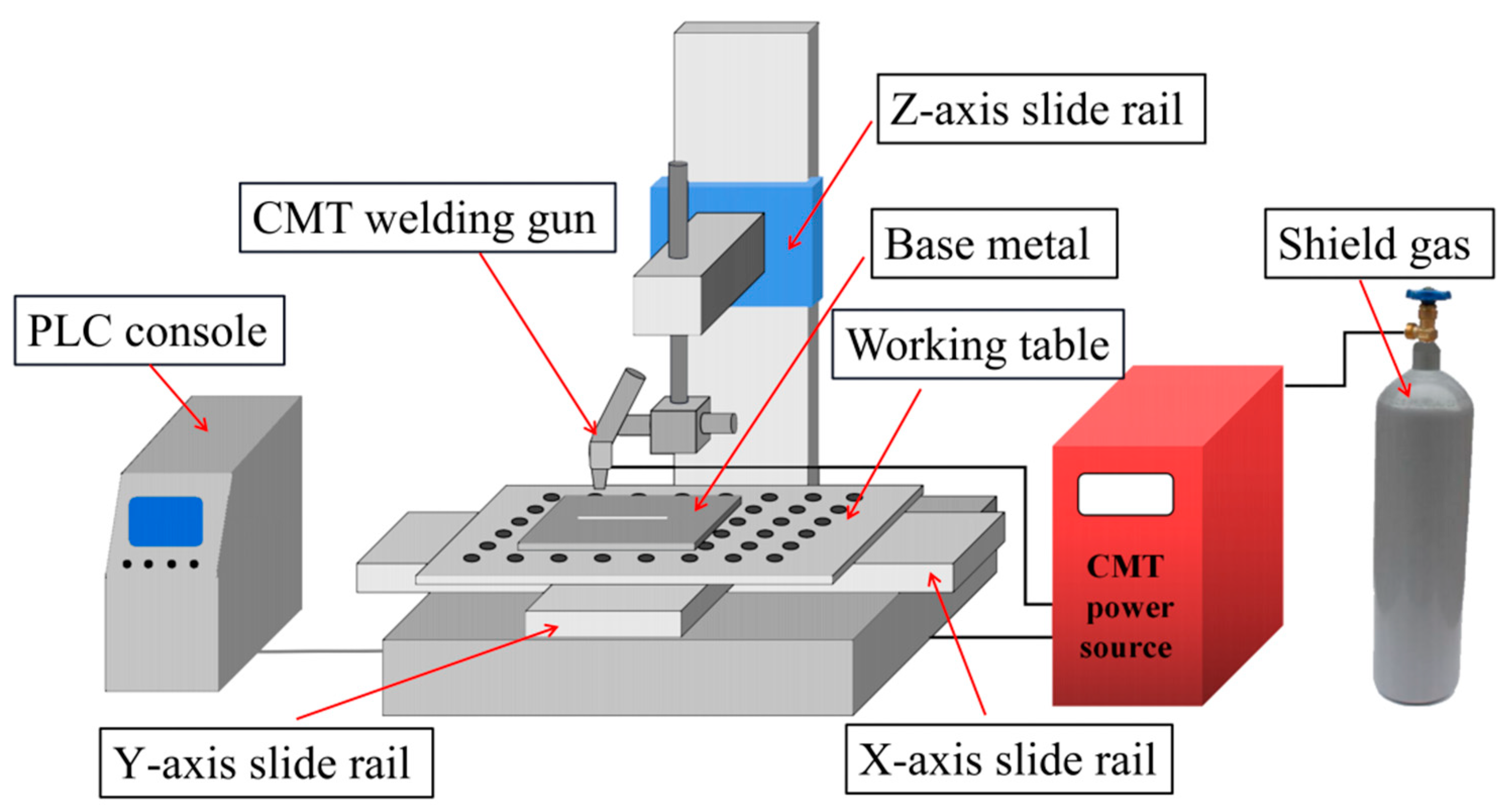
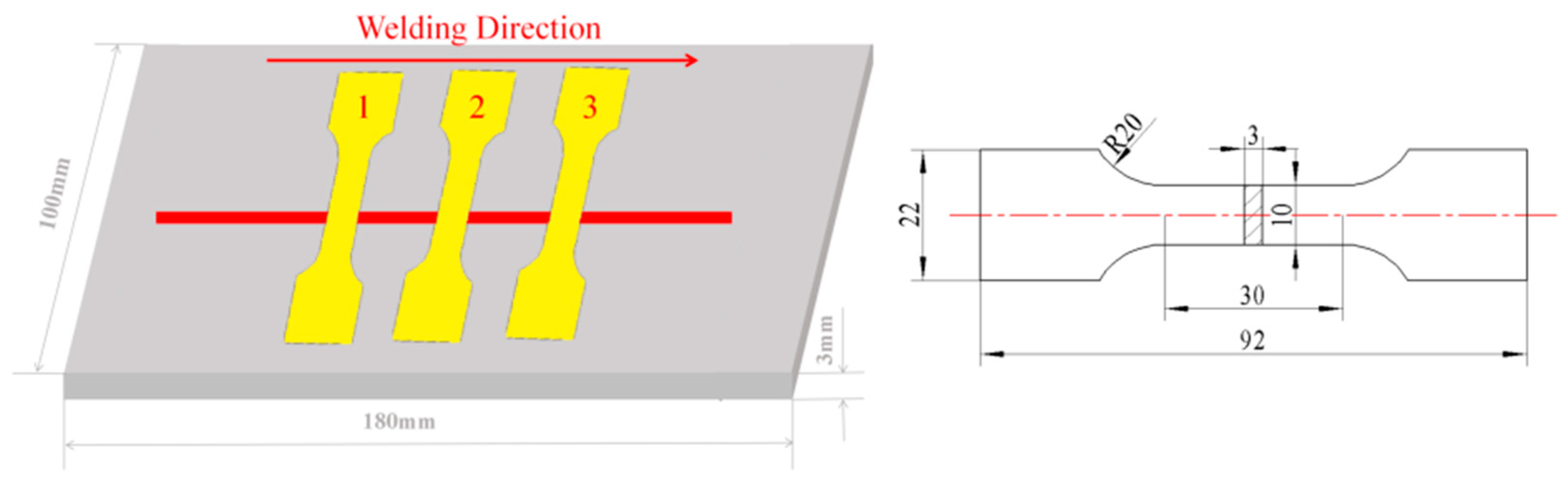
2. Materials and Methods
3. Results and Discussion
3.1. Analysis of Weld Surface Morphology
3.2. Weld Porosity
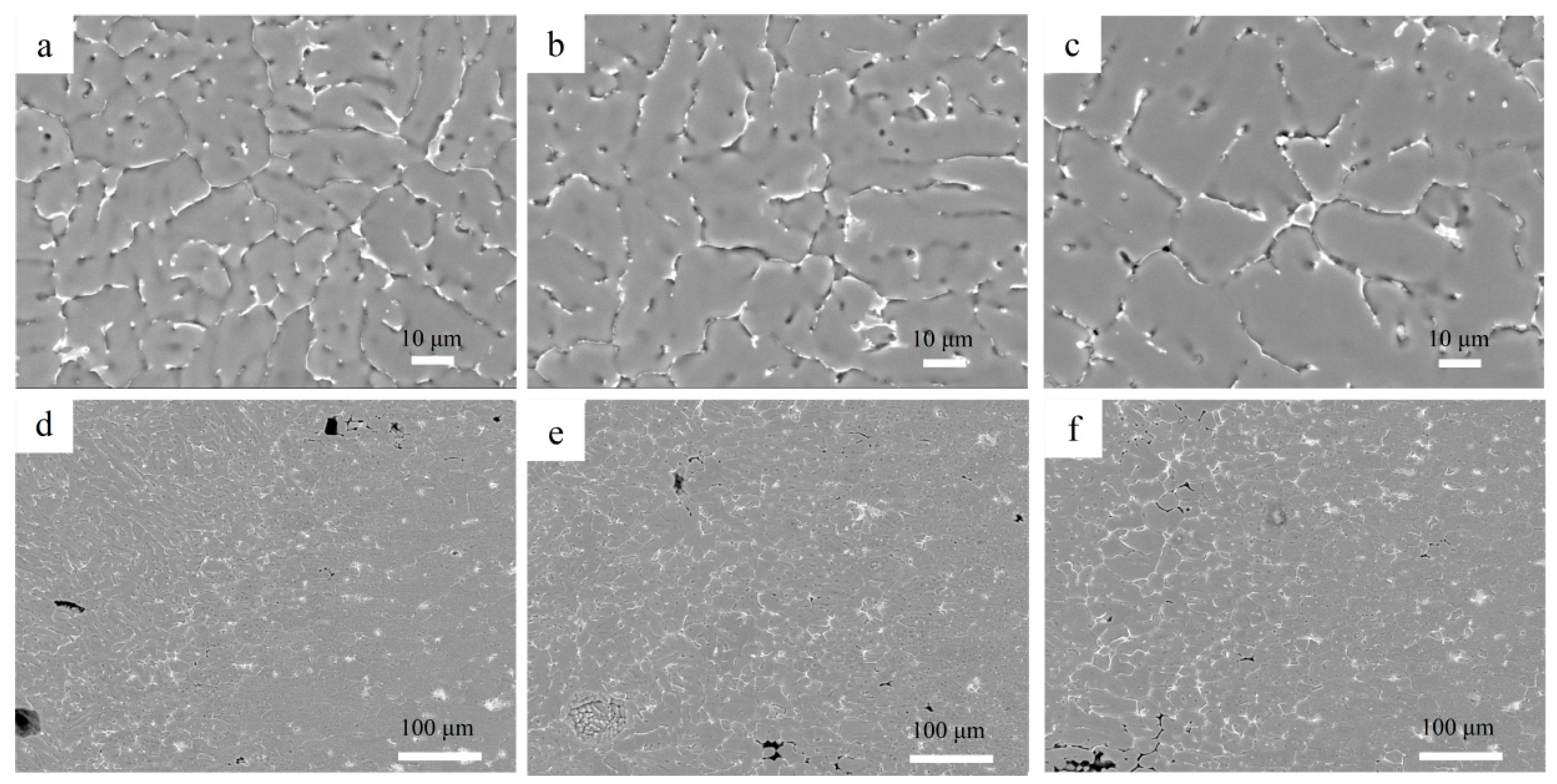
3.3. Metallographic Analysis
3.4. Microscopic Morphology of Welded Joints and EDS Analysis
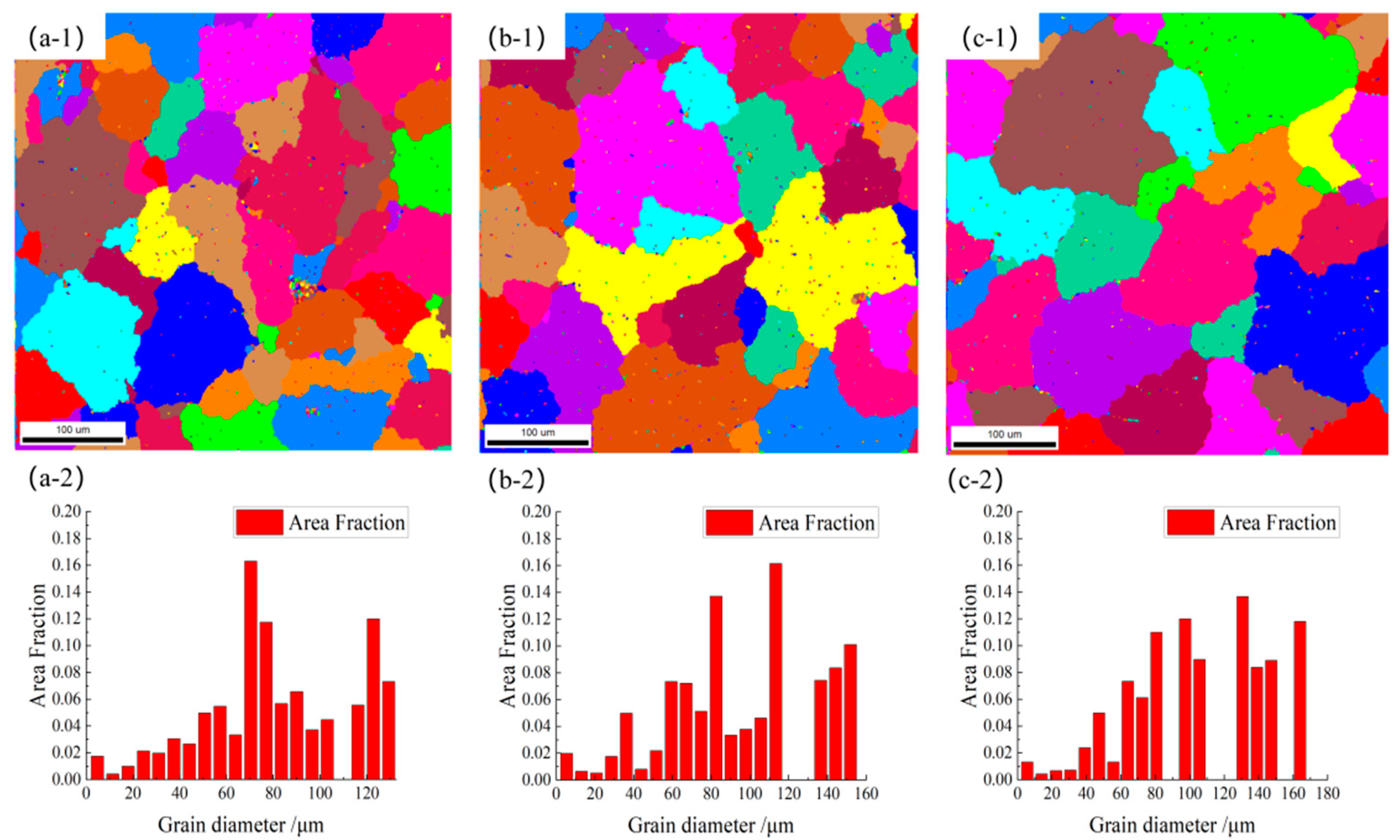
3.5. Observation of Microstructure by EBSD
3.6. Microhardness of Welded Joints
3.7. Tensile Properties
4. Conclusions
- (1)
- From the surface morphology, when the welding current is 105 A, the surface of the weld is well formed, and there are no defects, such as unfused, unwelded, cracks and collapsed welds.
- (2)
- With the increase of welding heat input, the melt width of the weld gradually increases, the weld forming coefficient shows a trend of first decreasing and then increasing, the grain size increases, the porosity increases, and the mechanical properties gradually decrease.
- (3)
- Microscopic morphological analysis shows the welded joint gray matrix uniformly distributed on a large number of points as well as massive white second phase organization, corresponding to the composition of the Al2Cu phase.
- (4)
- The microhardness of the welded joints under different welding heat input maintains relative stability, and there is a certain degree of softening. There is a softening zone in the WM and the highest microhardness of the BM, followed by the HAZ.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kleiven, D.; Akola, J. Precipitate formation in aluminium alloys: Multi-scale modelling approach. Acta Mater. 2020, 195, 123–131. [Google Scholar] [CrossRef]
- Policastro, S.A.; Anderson, R.M.; Hangarter, C.M. Analysis of Galvanic Corrosion Current between an Aluminum Alloy and Stainless-Steel Exposed to an Equilibrated Droplet Electrolyte. J. Electrochem. Soc. 2021, 168, 041507. [Google Scholar] [CrossRef]
- Wisner, B.; Mazur, K.; Perumal, V.; Baxevanakis, K.; An, L.; Feng, G.; Kontsos, A. Acoustic emission signal processing framework to identify fracture in aluminum alloys. Eng. Fract. Mech. 2019, 210, 367–380. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, H.; Wang, J.; Li, Y.; Jiang, Q. Simultaneously increasing the strength and ductility of the modified casting Al–Cu alloy. J. Mater. Res. 2008, 23, 1076–1081. [Google Scholar] [CrossRef]
- Meng, X.; Cao, B.; Qiu, Y.; Chen, H.; Xie, Y.; Wan, L.; Huang, Y. Equal-load-bearing joining of alclad AA2024-T4 alloy stringers and skins in aviation via friction stir lap welding. J. Manuf. Process. 2021, 68, 1295–1302. [Google Scholar] [CrossRef]
- Yan, X.; Ma, H.; Xiong, L.; Tian, Z.; Cao, X.; Zhang, Y. Effect of lateral offset on microstructure and strength of friction stir welded 2A14-T6 aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 97, 3893–3902. [Google Scholar] [CrossRef]
- Lei, X.; Deng, Y.; Yin, Z.; Xu, G. Tungsten Inert Gas and Friction Stir Welding Characteristics of 4-mm-Thick 2219-T87 Plates at Room Temperature and −196 °C. J. Mater. Eng. Perform. 2014, 23, 2149–2158. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Kumar, K.S.A.; Murigendrappa, S.M.; Kumar, H. Experimental investigation on effects of varying volume fractions of SiC nanoparticle reinforcement on microstructure and mechanical properties in friction-stir-welded dissimilar joints of AA2024-T351 and AA7075-T651. J. Mater. Res. 2019, 34, 1229–1247. [Google Scholar] [CrossRef]
- Wan, Z.; Meng, D.; Zhao, Y.; Zhang, D.; Wang, Q.; Shan, J.; Song, J.; Wang, G.; Wu, A. Improvement on the tensile properties of 2219-T8 aluminum alloy TIG welding joint with weld geometry optimization. J. Manuf. Process. 2021, 67, 275–285. [Google Scholar] [CrossRef]
- Sahoo, A.; Tripathy, S. Improvement in Depth of Weld Penetration During TIG, Activated-TIG, and Pulsed TIG Welding: A Review. Int. J. Manuf. Mater. Mech. Eng. 2021, 11, 68–86. [Google Scholar] [CrossRef]
- Pickin, C.G.; Young, K. Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci. Technol. Weld. Joln. 2006, 11, 583–585. [Google Scholar] [CrossRef]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology—An overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, H.; He, P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Mater. Des. 2008, 30, 1850–1852. [Google Scholar] [CrossRef]
- Zhang, H.; Feng, J.; He, P.; Zhang, B.; Chen, J.; Wang, L. The arc characteristics and metal transfer behaviour of cold metal transfer and its use in joining aluminium to zinc-coated steel. Mater. Sci. Eng. A 2007, 499, 111–113. [Google Scholar] [CrossRef]
- Shang, J.; Wang, K.; Zhou, Q.; Zhang, D.; Huang, J.; Li, G. Microstructure characteristics and mechanical properties of cold metal transfer welding Mg/Al dissimilar metals. Mater. Des. 2012, 34, 559–565. [Google Scholar] [CrossRef]
- Cao, R.; Wen, B.; Chen, J.; Wang, P.-C. Cold Metal Transfer joining of magnesium AZ31B-to-aluminum A6061-T6. Mater. Sci. Eng. A 2013, 560, 256–266. [Google Scholar] [CrossRef]
- Tian, Y.; Shen, J.; Hu, S.; Gou, J. Macrostructure, microstructure and wear performance of Al alloy cladding fabricated by CMT technique. Eng. Res. Express 2020, 2, 015026. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Liu, Y.L.; Gou, G.Q.; Gao, W.; Chen, J. Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser plus CMT. Heterocycles 2021, 11, 10020. [Google Scholar] [CrossRef]
- Singh, J.; Arora, K.S.; Shukla, D.K. Dissimilar MIG-CMT weld-brazing of aluminium to steel: A review. J. Alloys Compd. 2019, 783, 753–764. [Google Scholar] [CrossRef]
- Kumar, S.; Shahi, A.S.; Sharma, V.; Malhotra, D. Effect of Welding Heat Input and Post-weld Thermal Aging on the Sensitization and Pitting Corrosion Behavior of AISI 304L Stainless Steel Butt Welds. J. Mater. Eng. Perform. 2021, 30, 1619–1640. [Google Scholar] [CrossRef]
- Wang, L.; Wei, Y.; Zhao, W.; Zhan, X.; She, L. Effects of welding parameters on microstructures and mechanical properties of disk laser beam welded 2A14-T6 aluminum alloy joint. J. Manuf. Process. 2018, 31, 240–246. [Google Scholar] [CrossRef]
- Pépe, N.; Egerland, S.; Colegrove, P.A.; Yapp, D.; Leonhartsberger, A.; Scotti, A. Measuring the process efficiency of controlled gas metal arc welding processes. Sci. Technol. Weld. Join. 2011, 16, 412–417. [Google Scholar] [CrossRef]
- DuPont, J.N.; Marder, A.R. Thermal efficiency of arc-welding processes. Weld. J. 1995, 74, 406–416. [Google Scholar]
- Huan, P.-C.; Wang, X.-N.; Zhang, J.; Hu, Z.-R.; Chen, W.-G.; Nagaumi, H.; Di, H.-S. Effect of wire composition on microstructure and properties of 6063 aluminium alloy hybrid synchronous pulse CMT welded joints. Mater. Sci. Eng. A 2020, 790, 139713. [Google Scholar] [CrossRef]
- Han, Y.; Xue, S.; Fu, R.; Lin, L.; Lin, Z.; Pei, Y.; Sun, H. Influence of hydrogen embrittlement on impact property and microstructural characteristics in aluminum alloy weld. Vacuum 2020, 172, 109073. [Google Scholar] [CrossRef]
- Norman, A.; Drazhner, V.; Prangnell, P. Effect of welding parameters on the solidification microstructure of autogenous TIG welds in an Al–Cu–Mg–Mn alloy. Mater. Sci. Eng. A-Struct. 1999, 259, 53–64. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Al | Mn | Mg | Ti | Si | Cu | Zr | Fe | V | Zn |
|---|---|---|---|---|---|---|---|---|---|---|
| 2A14-T6 | Bal. | 0.59 | 1.68 | 0.15 | 1.24 | 4.48 | 0.81 | 0.43 | 0.29 | - |
| ER2319 | Bal. | 0.24 | 0.009 | 0.14 | 0.13 | 6.20 | 0.13 | 0.16 | - | 0.01 |
| Sample No. | Welding Current/A | Welding Voltage/V | Heat Input E/(J·mm−1) | Sample No. | Welding Current/A | Welding Voltage/V | Heat Input E/(J·mm−1) |
|---|---|---|---|---|---|---|---|
| 1 | 125 | 15.1 | 188.8 | 7 | 95 | 12.7 | 120.7 |
| 2 | 120 | 14.5 | 174.0 | 8 | 90 | 12.6 | 113.4 |
| 3 | 115 | 13.9 | 159.9 | 9 | 85 | 12.6 | 107.1 |
| 4 | 110 | 13.3 | 146.3 | 10 | 80 | 12.5 | 100.0 |
| 5 | 105 | 13.1 | 137.6 | 11 | 75 | 12.3 | 92.3 |
| 6 | 100 | 12.8 | 128.0 | 12 | 70 | 12.0 | 84.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Chen, F.; Cao, S.; Chen, C.; Xie, R. Effect of CMT Welding Heat Input on Microstructure and Properties of 2A14 Aluminum Alloy Joint. Metals 2022, 12, 2100. https://doi.org/10.3390/met12122100
Zhao Y, Chen F, Cao S, Chen C, Xie R. Effect of CMT Welding Heat Input on Microstructure and Properties of 2A14 Aluminum Alloy Joint. Metals. 2022; 12(12):2100. https://doi.org/10.3390/met12122100
Chicago/Turabian StyleZhao, Yili, Furong Chen, Silong Cao, Chao Chen, and Ruijun Xie. 2022. "Effect of CMT Welding Heat Input on Microstructure and Properties of 2A14 Aluminum Alloy Joint" Metals 12, no. 12: 2100. https://doi.org/10.3390/met12122100
APA StyleZhao, Y., Chen, F., Cao, S., Chen, C., & Xie, R. (2022). Effect of CMT Welding Heat Input on Microstructure and Properties of 2A14 Aluminum Alloy Joint. Metals, 12(12), 2100. https://doi.org/10.3390/met12122100