

Mathematical Modeling of Multi-Performance Metrics and Process Parameter Optimization in Laser Powder Bed Fusion


Abstract
:1. Introduction
2. Methods
2.1. Data Collection
2.2. Relative Density (RD) Data Modeling
2.3. Cost Modeling
2.4. Optimization Modeling
- (1)
- Maximization of relative density
- (2)
- Minimization of machine operating cost
- (3)
- Solution method using GA
3. Results and Discussion
4. Robust Optimization
5. Sensitivity Analysis
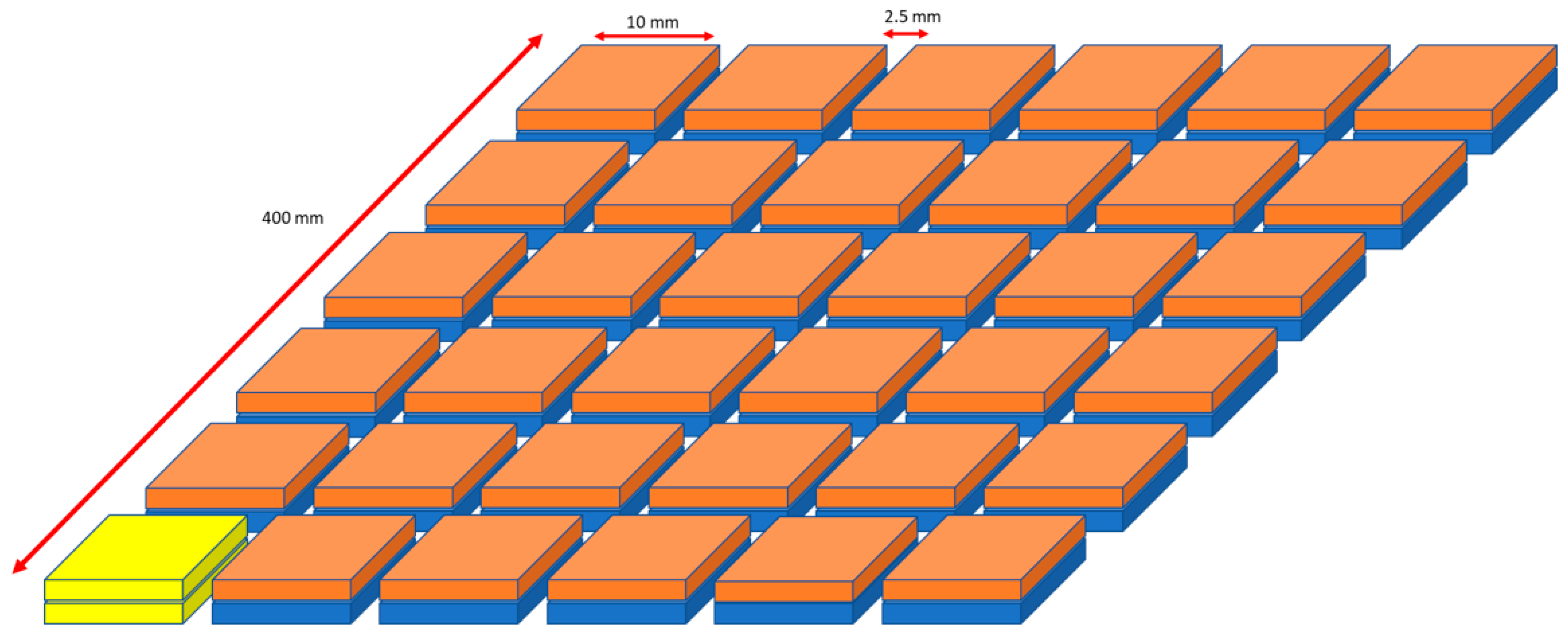
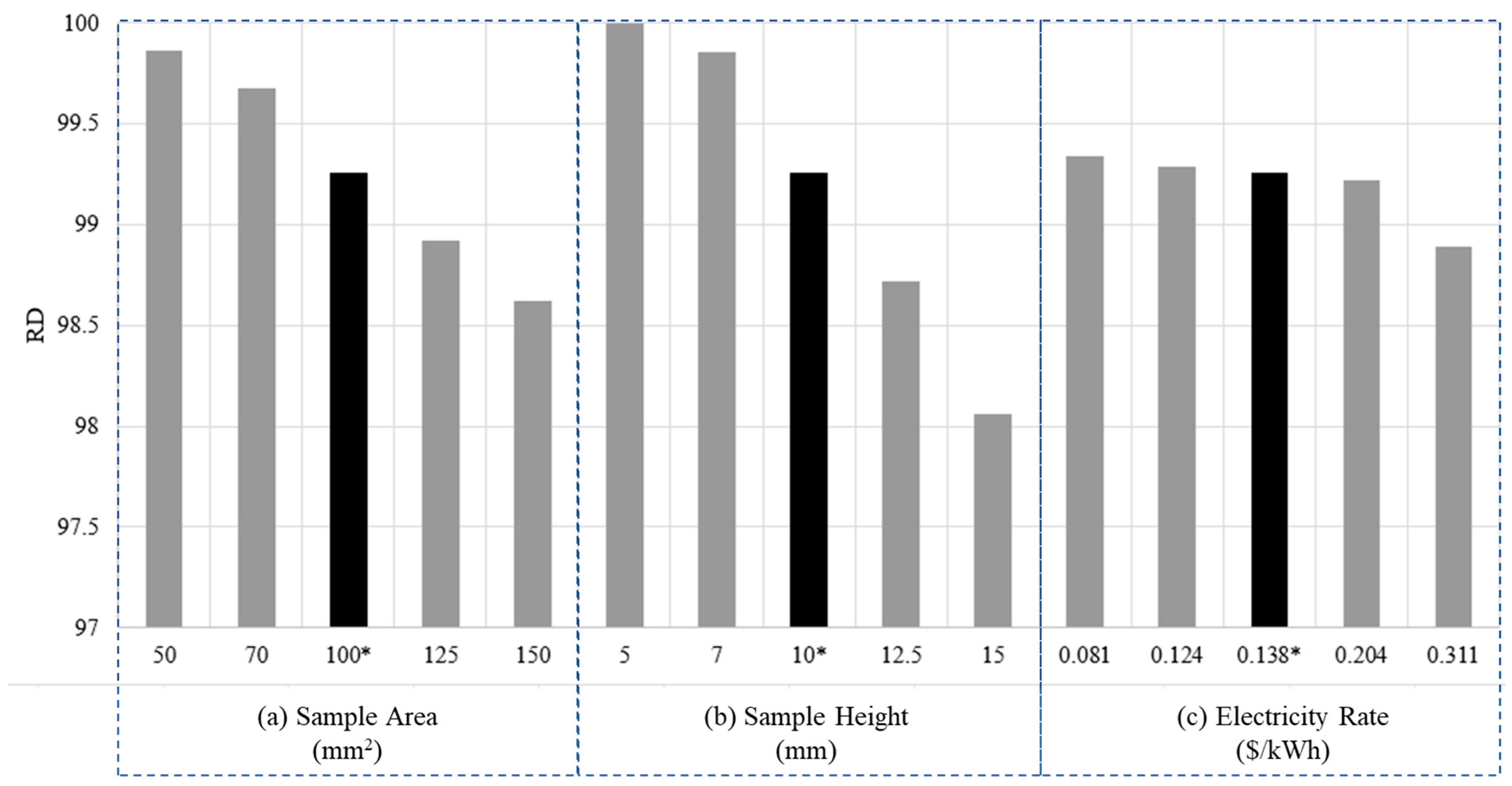
5.1. Sample Area
5.2. Sample Height
5.3. Electricity Rate
5.4. Validation
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shin, D.S.; Lee, C.H.; Kühn, U.; Lee, S.C.; Park, S.J.; Schwab, H.; Scudino, S.; Kosiba, K. Optimizing laser powder bed fusion of Ti-5Al-5V-5Mo-3Cr by artificial intelligence. J. Alloys Compd. 2021, 862, 158018. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Additive Manufacturing—General Principles and Terminology. ISO/ASTM International: West Conshohocken, PA, USA, 2015; Volume 5, pp. 1–26.
- Shi, X.; Ma, S.; Liu, C.; Chen, C.; Wu, Q.; Chen, X.; Lu, J. Performance of high layer thickness in selective laser melting of Ti6Al4V. Materials 2016, 9, 975. [Google Scholar] [PubMed] [Green Version]
- Ahmed, N.; Barsoum, I.; Haidemenopoulos, G.; Al-Rub, R.K.A. Process parameter selection and optimization of laser powder bed fusion for 316L stainless steel: A review. J. Manuf. Process. 2022, 75, 415–434. [Google Scholar] [CrossRef]
- Ahmed, N.; Barsoum, I.; Abu Al-Rub, R.K. Numerical Investigation on the Effect of Residual Stresses on the Effective Mechanical Properties of 3D-Printed TPMS Lattices. Metals 2022, 12, 1344. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Garg, A.; Tai, K.; Savalani, M.M. State-of-the-art in empirical modelling of rapid prototyping processes. Rapid Prototyp. J. 2014, 20, 164–178. [Google Scholar] [CrossRef]
- Srivastava, M.; Maheshwari, S.; Kundra, T.; Rathee, S. Multi-Response Optimization of Fused Deposition Modelling Process Parameters of ABS Using Response Surface Methodology (RSM)-Based Desirability Analysis. Mater. Today Proc. 2017, 4, 1972–1977. [Google Scholar]
- AlFaify, A.; Hughes, J.; Ridgway, K. Controlling the porosity of 316L stainless steel parts manufactured via the powder bed fusion process. Rapid Prototyp. J. 2019, 25, 162–175. [Google Scholar] [CrossRef]
- Marrey, M.; Malekipour, E.; El-Mounayri, H.; Faierson, E.J. A framework for optimizing process parameters in powder bed fusion (PBF) process using artificial neural network (ANN). Procedia Manuf. 2019, 34, 505–515. [Google Scholar] [CrossRef]
- Rong-Ji, W.; Xin-Hua, L.; Qing-Ding, W.; Lingling, W. Optimizing process parameters for selective laser sintering based on neural network and genetic algorithm. Int. J. Adv. Manuf. Technol. 2009, 42, 1035–1042. [Google Scholar] [CrossRef]
- Saad, M.S.; Nor, A.M.; Baharudin, M.E.; Zakaria, M.Z.; Aiman, A.F. Optimization of surface roughness in FDM 3D printer using response surface methodology, particle swarm optimization, and symbiotic organism search algorithms. Int. J. Adv. Manuf. Technol. 2019, 105, 5121–5137. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Laakso, P.; Riipinen, T.; Laukkanen, A.; Andersson, T.; Jokinen, A.; Revuelta, A.; Ruusuvuori, K. Optimization and simulation of SLM process for high density H13 tool steel parts. Phys. Procedia 2016, 83, 26–35. [Google Scholar]
- Aboutaleb, A.M.; Bian, L.; Elwany, A.; Shamsaei, N.; Thompson, S.M.; Tapia, G. Accelerated process optimization for laser-based additive manufacturing by leveraging similar prior studies. IISE Trans. 2017, 49, 31–44. [Google Scholar] [CrossRef]
- Bai, Y.; Yang, Y.; Xiao, Z.; Zhang, M.; Wang, D. Process optimization and mechanical property evolution of AlSiMg0.75 by selective laser melting. Mater. Des. 2018, 140, 257–266. [Google Scholar] [CrossRef]
- Mao, Z.; Zhang, D.Z.; Jiang, J.; Fu, G.; Zhang, P. Processing optimisation, mechanical properties and microstructural evolution during selective laser melting of Cu-15Sn high-tin bronze. Mater. Sci. Eng. A 2018, 721, 125–134. [Google Scholar] [CrossRef] [Green Version]
- Yakout, M.; Elbestawi, M.A.; Veldhuis, S.C. Density and mechanical properties in selective laser melting of Invar 36 and stainless steel 316L. J. Mater. Process. Technol. 2019, 266, 397–420. [Google Scholar] [CrossRef]
- Vallejo, N.D.; Lucas, C.; Ayers, N.; Graydon, K.; Hyer, H.; Sohn, Y. Process optimization and microstructure analysis to understand laser powder bed fusion of 316l stainless steel. Metals 2021, 11, 832. [Google Scholar] [CrossRef]
- Majeed, A.; Lv, J.; Zhang, Y.; Muzamil, M.; Waqas, A.; Shamim, K.; Qureshi, M.E.; Zafar, F. An investigation into the influence of processing parameters on the surface quality of AlSi10Mg parts by SLM process. In Proceedings of the 2019 16th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 8–12 January 2019; pp. 143–147. [Google Scholar]
- Samantaray, M.; Thatoi, D.N.; Sahoo, S. Modeling and Optimization of Process Parameters for Laser Powder Bed Fusion of AlSi10Mg Alloy. Lasers Manuf. Mater. Process. 2019, 6, 356–373. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of scan strategy and process parameters on microstructure and its optimization in additively manufactured nickel alloy 625 via laser powder bed fusion. Int. J. Adv. Manuf. Technol. 2017, 90, 1393–1417. [Google Scholar] [CrossRef]
- Shi, W.; Wang, P.; Liu, Y.; Hou, Y.; Han, G. Properties of 316L formed by a 400 W power laser Selective Laser Melting with 250 μm layer thickness. Powder Technol. 2020, 360, 151–164. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of selective laser melting process parameters on the quality of al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mutua, J.; Nakata, S.; Onda, T.; Chen, Z.C. Optimization of selective laser melting parameters and influence of post heat treatment on microstructure and mechanical properties of maraging steel. Mater. Des. 2018, 139, 486–497. [Google Scholar] [CrossRef]
- Aboutaleb, A.M.; Mahtabi, M.; Tschopp, M.A.; Bian, L. Multi-objective accelerated process optimization of mechanical properties in laser-based additive manufacturing: Case study on Selective Laser Melting (SLM) Ti-6Al-4V. J. Manuf. Process. 2019, 38, 432–444. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.; Liu, E.; Tor, S.B. Process parameter optimization and mechanical properties for additively manufactured stainless steel 316L parts by selective electron beam melting. Mater. Des. 2018, 147, 157–166. [Google Scholar] [CrossRef]
- Deng, Y.; Mao, Z.; Yang, N.; Niu, X.; Lu, X. Collaborative optimization of density and surface roughness of 316L stainless steel in selective laser melting. Materials 2020, 13, 1601. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, J.; Shen, L.; Wang, W.; Liu, Z.; Chen, H.; Duan, J. Study of Microstructure and Properties of 316L with Selective Laser Melting Based on Multivariate Interaction Influence. Adv. Mater. Sci. Eng. 2020, 2020, 8404052. [Google Scholar] [CrossRef] [Green Version]
- Pant, P.; Chatterjee, D.; Nandi, T.; Samanta, S.K.; Lohar, A.K.; Changdar, A. Statistical modelling and optimization of clad characteristics in laser metal deposition of austenitic stainless steel. J. Brazilian Soc. Mech. Sci. Eng. 2019, 41, 1–10. [Google Scholar] [CrossRef]
- Bonakdar, A.; Liravi, F.; Toyserkani, E.; Ali, U.; Mahmoodkhani, Y. Method and System for Optimzing Process Parameters in an Additive Manufacturing Process. U.S. Patent Application No 17/599,392, 9 June 2022. [Google Scholar]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar]
- Abdulla, H.; Maalouf, M.; Barsoum, I.; An, H. Truncated Newton Kernel Ridge Regression for Prediction of Porosity in Additive Manufactured SS316L. Appl. Sci. 2022, 12, 4252. [Google Scholar] [CrossRef]
- Kamath, C.; El-Dasher, B.; Gallegos, G.F.; King, W.E.; Sisto, A. Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int. J. Adv. Manuf. Technol. 2014, 74, 65–78. [Google Scholar] [CrossRef] [Green Version]
- Spierings, A.B.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2020, 17, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.P.; Shin, G.H.; Brochu, M.; Kim, Y.J.; Yang, S.S.; Kim, K.T.; Yang, D.Y.; Lee, C.W.; Yu, J.H. Densification behavior of 316L stainless steel parts fabricated by selective laser melting by variation in laser energy density. Mater. Trans. 2016, 57, 1952–1959. [Google Scholar] [CrossRef] [Green Version]
- Greco, S.; Gutzeit, K.; Hotz, H.; Kirsch, B.; Aurich, J.C. Selective laser melting (SLM) of AISI 316L—Impact of laser power, layer thickness, and hatch spacing on roughness, density, and microhardness at constant input energy density. Int. J. Adv. Manuf. Technol. 2020, 108, 1551–1562. [Google Scholar] [CrossRef]
- Leicht, A.; Rashidi, M.; Klement, U.; Hryha, E. Effect of process parameters on the microstructure, tensile strength and productivity of 316L parts produced by laser powder bed fusion. Mater. Charact. 2020, 159, 110016. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of energy density and scanning strategy on densification, microstructure and mechanical properties of 316L stainless steel processed via selective laser melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Peng, T.; Chen, C. Influence of energy density on energy demand and porosity of 316L stainless steel fabricated by selective laser melting. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 55–62. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Liu, Y.; Yang, Y.; Xiao, D. Theoretical and experimental study on surface roughness of 316L stainless steel metal parts obtained through selective laser melting. Rapid Prototyp. J. 2016, 22, 706–716. [Google Scholar] [CrossRef]
- Raj, S.; Kannan, S. Detection of Outliers in Regression Model for Medical Data. Int. J. Med. Res. Health Sci. 2017, 6, 50–56. [Google Scholar]
- Miranda, G.; Faria, S.; Bartolomeu, F.; Pinto, E.; Madeira, S.; Mateus, A.; Carreira, P.; Alves, N.; Silva, F.S.; Carvalho, O. Predictive models for physical and mechanical properties of 316L stainless steel produced by selective laser melting. Mater. Sci. Eng. A 2016, 657, 43–56. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Ramos-Grez, J.A.; Walczak, M.; Betancourt, C.A. Comparative evaluation of supervised machine learning algorithms in the prediction of the relative density of 316L stainless steel fabricated by selective laser melting. Int. J. Adv. Manuf. Technol. 2021, 113, 419–433. [Google Scholar] [CrossRef]
- de Rooij, M.; Weeda, W. Cross-Validation: A Method Every Psychologist Should Know. Adv. Methods Pract. Psychol. Sci. 2020, 3, 248–263. [Google Scholar] [CrossRef]
- Fauth, J.; Elkaseer, A.; Scholz, S.G. Total Cost of Ownership for Different State of the Art FDM Machines (3D Printers); Springer: Singapore, 2019; Volume 155, ISBN 9789811392702. [Google Scholar]
- Jumani, M.S.; Shaikh, S.; Shah, S.A. Fused deposition modelling technique (FDM) for fabrication of custom-made foot orthoses: A cost and benefit analysis. Sci.Int. 2014, 26, 2571–2576. [Google Scholar]
- Hopkinson, N.; Dickens, P. Analysis of rapid manufacturing—Using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 217, 31–39. [Google Scholar] [CrossRef]
- Mahadik, A.; Masel, D. Implementation of Additive Manufacturing Cost Estimation Tool (AMCET) Using Break-down Approach. Procedia Manuf. 2018, 17, 70–77. [Google Scholar] [CrossRef]
- Di, L.; Yang, Y. Cost modeling and evaluation of direct metal laser sintering with integrated dynamic process planning. Sustainability 2021, 13, 319. [Google Scholar] [CrossRef]
- Zhang, L.C.; Wang, J.; Liu, Y.; Jia, Z.; Liang, S.X. Additive Manufacturing of Titanium Alloys; Elsevier: Amsterdam, The Netherlands, 2022; Volume 1, ISBN 9780128197264. [Google Scholar]
- Song, X.; Zhai, W.; Huang, R.; Fu, J.; Fu, M.W.; Li, F. Metal-Based 3D-Printed Micro Parts & Structures; Elsevier: Amsterdam, The Netherlands, 2022; Volume 4, ISBN 9780128197264. [Google Scholar]
- EOS GmbH. Large and Ultra-Fast 3D Printer with 4 Laser. 2019. Available online: https://www.eos.info/en/additive-manufacturing/3d-printing-metal/eos-metal-systems/eos-m-400-4 (accessed on 15 September 2021).
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Energy Consumption in Additive Manufacturing of Metal Parts. Procedia Manuf. 2018, 26, 834–845. [Google Scholar] [CrossRef]
- An, H.; Byon, Y.J.; Cho, C.S. Economic and Environmental Evaluation of a Brick Delivery System Based on Multi-Trip Vehicle Loader Routing Problem for Small Construction Sites. Sustainability 2018, 10, 1427. [Google Scholar] [CrossRef] [Green Version]
- Piili, H.; Happonen, A.; Väistö, T.; Venkataramanan, V.; Partanen, J.; Salminen, A. Cost Estimation of Laser Additive Manufacturing of Stainless Steel. Phys. Procedia 2015, 78, 388–396. [Google Scholar] [CrossRef]
- Diegel, O.; Wohlers, T.; Collins, F. Component Design for Cost-Efficient Metal Additive Manufacturing. 2018. Available online: https://www.metal-am.com/articles/component-design-for-cost-efficient-metal-3d-printing/ (accessed on 13 September 2021).
- ChooseEnergy. Electricity Rates by State (July 2021)|ChooseEnergy.com®. 2021. Available online: https://www.chooseenergy.com/electricity-rates-by-state/ (accessed on 13 September 2021).
- Onler, R.; Koca, A.S.; Kirim, B.; Soylemez, E. Multi-objective optimization of binder jet additive manufacturing of Co-Cr-Mo using machine learning. Int. J. Adv. Manuf. Technol. 2021, 119, 1091–1108. [Google Scholar] [CrossRef]
- Vosniakos, G.C.; Maroulis, T.; Pantelis, D. A method for optimizing process parameters in layer-based rapid prototyping. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 1329–1340. [Google Scholar] [CrossRef]
- An, H.; Choi, S.; Lee, J.H. Integrated scheduling of vessel dispatching and port operations in the closed-loop shipping system for transporting petrochemicals. Comput. Chem. Eng. 2019, 126, 485–498. [Google Scholar] [CrossRef]
- Electricity Prices around the World | GlobalPetrolPrices.com. 2021. Available online: http://GlobalPetrolPrices.com (accessed on 11 October 2021).
- Ramirez-Cedillo, E.; Uddin, M.J.; Sandoval-Robles, J.A.; Mirshams, R.A.; Ruiz-Huerta, L.; Rodriguez, C.A.; Siller, H.R. Process planning of L-PBF of AISI 316L for improving surface quality and relating part integrity with microstructural characteristics. Surf. Coatings Technol. 2020, 396, 125956. [Google Scholar] [CrossRef]
- Salman, O.O.; Brenne, F.; Niendorf, T.; Eckert, J.; Prashanth, K.G.; He, T.; Scudino, S. Impact of the scanning strategy on the mechanical behavior of 316L steel synthesized by selective laser melting. J. Manuf. Process. 2019, 45, 255–261. [Google Scholar] [CrossRef]
- Qi, X.; Feng, H.; Liu, L. Effect of selective laser melting process parameters on microstructure and mechanical properties of 316L stainless steel helical micro-diameter spring. AIP Conf. Proc. 2019, 2154, 2117–2131. [Google Scholar] [CrossRef]
- Lin, K.; Gu, D.; Xi, L.; Yuan, L.; Niu, S.; Lv, P.; Ge, Q. Selective laser melting processing of 316L stainless steel: Effect of microstructural differences along building direction on corrosion behavior. Int. J. Adv. Manuf. Technol. 2019, 104, 2669–2679. [Google Scholar] [CrossRef]
- Röttger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Sun, Y.; Moroz, A.; Alrbaey, K. Sliding wear characteristics and corrosion behaviour of selective laser melted 316L stainless steel. J. Mater. Eng. Perform. 2014, 23, 518–526. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Reference | #Data | Machine | Mean RD |
|---|---|---|---|---|
| 1 | [34] | 43 | Concept Laser GmbH M2 | 97.67% |
| 2 | [35] | 31 | Concept Laser GmbH M1 | 98.08% |
| 3 | [36] | 13 | Concept Laser GmbH Mlab-Cusing | 94.56% |
| 4 | [37] | 44 | Concept Laser GmbH Mlab-Cusing | 86.06% |
| 5 | [38] | 9 | EOS GmbH M290 | 99.79% |
| 6 | [39] | 6 | SLM Solutions GmbH | 95.77% |
| 7 | [40] | 10 | SLM Solutions GmbH 280HL | 98.59% |
| 8 | [41] | 3 | Renishaw AM250 | 97.97% |
| 9 | [42] | 9 | Renishaw AM250 | 96.23% |
| 10 | [9] | 24 | Renishaw AM250 | 97.53% |
| 11 | [23] | 4 | Renishaw AM400 | 99.87% |
| 12 | [43] | 32 | Laseradd DiMetal-100 | 93.90% |
| 13 | [33] | 20 | EOS M400-4 | 98.60% |
| Model Parameters | Value | Unit |
|---|---|---|
| Sample Volume (V) | 1000 | mm3 |
| Sample Height (H) | 10 | mm |
| Recoating time per layer () | 0.375 | s |
| Machine’s hourly operating cost () | 40 | USD /h |
| Machine power consumption () | 16.2 | kW |
| Electricity rate () | 0.1376 | USD /kWh |
| Decision Variable | Description | Unit | Lower Limit | Upper Limit |
|---|---|---|---|---|
| p | Laser power | W | 100 | 400 |
| v | Scan speed | mm/s | 200 | 2500 |
| h | Hatch distance | mm | 0.10 | 0.4 |
| t | Layer thickness | mm | 0.02 | 0.25 |
| No. | Machine Operating Cost Bound C1 (USD) | RD (%) | p (W) | v (mm/s) | h (mm) | t (mm) |
|---|---|---|---|---|---|---|
| 1 * | 1.00 | 99.26 | 100 | 444 | 0.4 | 0.11 |
| 2 | 0.90 | 96.8 | 400 | 565 | 0.149 | 0.203 |
| 3 | 0.80 | 98.73 | 108 | 514 | 0.4 | 0.126 |
| 4 | 0.70 | 98.16 | 199 | 341 | 0.4 | 0.186 |
| 5 | 0.60 | 97.15 | 191 | 489 | 0.4 | 0.173 |
| 6 | 0.50 | 90.31 | 270 | 368 | 0.4 | 0.25 |
| 7 | 0.40 | 87.03 | 334 | 521 | 0.4 | 0.25 |
| 8 | 0.30 | 74.77 | 322 | 938 | 0.4 | 0.25 |
| 9 | 0.20 | No solution | - | - | - | - |
| No. | RD Bound C2 (%) | Machine Operating Cost C0 (USD) | p (W) | v (mm/s) | h (mm) | t (mm) |
|---|---|---|---|---|---|---|
| 1 | 98.00 | 0.6578 | 169 | 410 | 0.398 | 0.176 |
| 2 | 98.25 | 0.7348 | 186 | 338 | 0.399 | 0.178 |
| 3 | 98.50 | 0.7384 | 138 | 461 | 0.4 | 0.146 |
| 4 | 98.75 | 0.8054 | 113 | 479 | 0.4 | 0.131 |
| 5 | 99.00 | 0.8895 | 100 | 438 | 0.4 | 0.125 |
| 6 * | 99.25 | 1.0246 | 100 | 336 | 0.4 | 0.128 |
| 7 | 99.50 | 1.1619 | 100 | 321 | 0.4 | 0.116 |
| 8 | 99.75 | 1.3784 | 100 | 316 | 0.4 | 0.099 |
| 9 | 100.00 | 2.2626 | 100 | 313 | 0.4 | 0.061 |
| Model | Stability Test | p (W) | v (mm/s) | h (mm) | t (mm) | ||
|---|---|---|---|---|---|---|---|
| I. Model 1 | I-0 | 100 | 444 | 0.4 | 0.11 | 99.26 | - |
| I-1 | 99 | 444 | 0.4 | 0.11 | 99.262 | 0.002 | |
| I-2 | 100 | 439.6 | 0.4 | 0.11 | 99.272 | 0.012 | |
| I-3 | 100 | 444 | 0.396 | 0.11 | 99.211 | 0.049 | |
| I-4 | 100 | 444 | 0.4 | 0.109 | 99.278 | 0.018 | |
| II. Model 1′ | II-0 | 162 | 468 | 0.4 | 0.107 | 98.87 | - |
| II-1 | 161 | 468 | 0.4 | 0.107 | 98.886 | 0.015 | |
| II-2 | 162 | 464 | 0.4 | 0.107 | 98.882 | 0.011 | |
| II-3 | 162 | 468 | 0.396 | 0.107 | 98.844 | 0.027 | |
| II-4 | 162 | 468 | 0.4 | 0.105 | 98.877 | 0.006 |
| Sample Area (mm2) | p (W) | v (mm/s) | h (mm) | t (mm) | Layer Thickness (mm) | Fabrication Time (s) | Number of Layers | Machine Operating Cost C0 (USD) | RD (%) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Scanning | Recoating | Total | |||||||||
| 50 | 500 | 80 | 420 | 0.4 | 0.079 | 37.721 | 47.529 | 85.250 | 127 | 1.0000 | 99.861 |
| 70 | 700 | 80 | 420 | 0.4 | 0.093 | 44.899 | 40.409 | 85.309 | 108 | 1.0007 | 99.673 |
| 100 * | 1000 | 100 | 444 | 0.4 | 0.110 | 51.140 | 34.060 | 85.200 | 91 | 0.9994 | 99.260 |
| 125 | 1250 | 108 | 420 | 0.4 | 0.131 | 56.668 | 28.561 | 85.228 | 76 | 0.9998 | 98.923 |
| 150 | 1500 | 120 | 456 | 0.4 | 0.140 | 58.632 | 26.709 | 85.341 | 71 | 1.0011 | 98.621 |
| Sample Height (mm) | Sample Volume (mm3) | p (W) | v (mm/s) | h (mm) | t (mm) | Fabrication Time (s) | Number of Layers | Machine Operating Cost C0 (USD) | RD (%) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Scanning | Recoating | Total | |||||||||
| 5 | 500 | 80 | 420 | 0.4 | 0.0569 | 52.306 | 32.9533 | 85.258 | 88 | 1.0325 | 100.000 |
| 7 | 700 | 80 | 420 | 0.4 | 0.0796 | 52.345 | 32.978 | 85.322 | 88 | 1.0147 | 99.853 |
| 10 * | 1000 | 100 | 444 | 0.4 | 0.1101 | 51.140 | 34.060 | 85.200 | 91 | 0.9994 | 99.260 |
| 12.5 | 1250 | 112 | 447 | 0.4 | 0.1369 | 51.087 | 34.240 | 85.327 | 91 | 0.9946 | 98.719 |
| 15 | 1500 | 120 | 445 | 0.4 | 0.1646 | 51.147 | 34.174 | 85.320 | 91 | 0.9903 | 98.059 |
| Region | Electricity Rate (USD /kWh) | p (W) | v (mm/s) | h (mm) | t (mm) | Fabrication Time (s) | Machine Operating Cost C0 (USD) | RD (%) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Scanning | Recoating | Total | Fabrication | Energy | Total | |||||||
| UAE | 0.081 | 80 | 420 | 0.40 | 0.111 | 53.48 | 33.69 | 87.17 | 0.9686 | 0.0318 | 1.0004 | 99.34 |
| Hungary | 0.124 | 80 | 420 | 0.40 | 0.114 | 52.35 | 32.98 | 85.33 | 0.9481 | 0.0476 | 0.9958 | 99.29 |
| USA * | 0.138 | 100 | 444 | 0.40 | 0.110 | 51.14 | 34.06 | 85.20 | 0.9467 | 0.0528 | 0.9994 | 99.26 |
| Slovakia | 0.204 | 83 | 420 | 0.40 | 0.117 | 50.83 | 32.02 | 82.86 | 0.9206 | 0.0761 | 0.9967 | 99.22 |
| Belgium | 0.311 | 94 | 420 | 0.39 | 0.126 | 48.71 | 29.88 | 78.59 | 0.8732 | 0.1100 | 0.9832 | 98.89 |
| Authors | Machine | Laser Power (W) | Scan Speed (mm/s) | Hatch Distance (mm) | Layer Thickness (mm) | Experimental RD from the Literature (%) | Predicted RD by This Work (%) |
|---|---|---|---|---|---|---|---|
| Ramirez-Cedillo et al. (2020) [65] | Renishaw AM 400 | 175 | 300 | 0.018 | 0.04 | 98.93 | 97.21 |
| 175 | 188 | 0.018 | 0.04 | 97.80 | 97.06 | ||
| 175 | 300 | 0.037 | 0.04 | 98.85 | 97.60 | ||
| 175 | 188 | 0.037 | 0.04 | 98.02 | 97.48 | ||
| 175 | 300 | 0.056 | 0.04 | 99.27 | 97.99 | ||
| 175 | 188 | 0.056 | 0.04 | 99.54 | 97.90 | ||
| Salman et al. (2019) [66] | SLM Solutions 250 H L | 175 | 668 | 0.12 | 0.03 | 99.05 | 99.08 |
| Huang et al. (2019) [67] | EP-M100T | 100 | 300 | 0.08 | 0.02 | 97.63 | 96.37 |
| 100 | 462 | 0.12 | 0.02 | 98.4 | 98.23 | ||
| Lin et al. (2019) [68] | Self-developed SLM equipment | 150 | 400 | 0.08 | 0.04 | 99.00 | 97.35 |
| 150 | 500 | 0.08 | 0.04 | 99.30 | 97.05 | ||
| 150 | 600 | 0.08 | 0.04 | 98.20 | 96.67 | ||
| 150 | 700 | 0.08 | 0.04 | 95.90 | 96.22 | ||
| Röttger et al. (2016) [69] | REALIZER SLM 100 | 100 | 400 | 0.15 | 0.08 | 91.20 | 92.57 |
| Sun et al. (2014) [70] | Renishaw plc | 150 | 125 | 0.09 | 0.05 | 97.00 | 97.85 |
| 150 | 150 | 0.09 | 0.05 | 98.30 | 97.79 | ||
| 150 | 175 | 0.09 | 0.05 | 97.00 | 97.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdulla, H.; An, H.; Barsoum, I.; Maalouf, M. Mathematical Modeling of Multi-Performance Metrics and Process Parameter Optimization in Laser Powder Bed Fusion. Metals 2022, 12, 2098. https://doi.org/10.3390/met12122098
Abdulla H, An H, Barsoum I, Maalouf M. Mathematical Modeling of Multi-Performance Metrics and Process Parameter Optimization in Laser Powder Bed Fusion. Metals. 2022; 12(12):2098. https://doi.org/10.3390/met12122098
Chicago/Turabian StyleAbdulla, Hind, Heungjo An, Imad Barsoum, and Maher Maalouf. 2022. "Mathematical Modeling of Multi-Performance Metrics and Process Parameter Optimization in Laser Powder Bed Fusion" Metals 12, no. 12: 2098. https://doi.org/10.3390/met12122098
APA StyleAbdulla, H., An, H., Barsoum, I., & Maalouf, M. (2022). Mathematical Modeling of Multi-Performance Metrics and Process Parameter Optimization in Laser Powder Bed Fusion. Metals, 12(12), 2098. https://doi.org/10.3390/met12122098