
Comparison of Submillimeter Spot Ablation of Copper and Nickel by Multipulse Picosecond and Femtosecond Laser

Abstract
1. Introduction
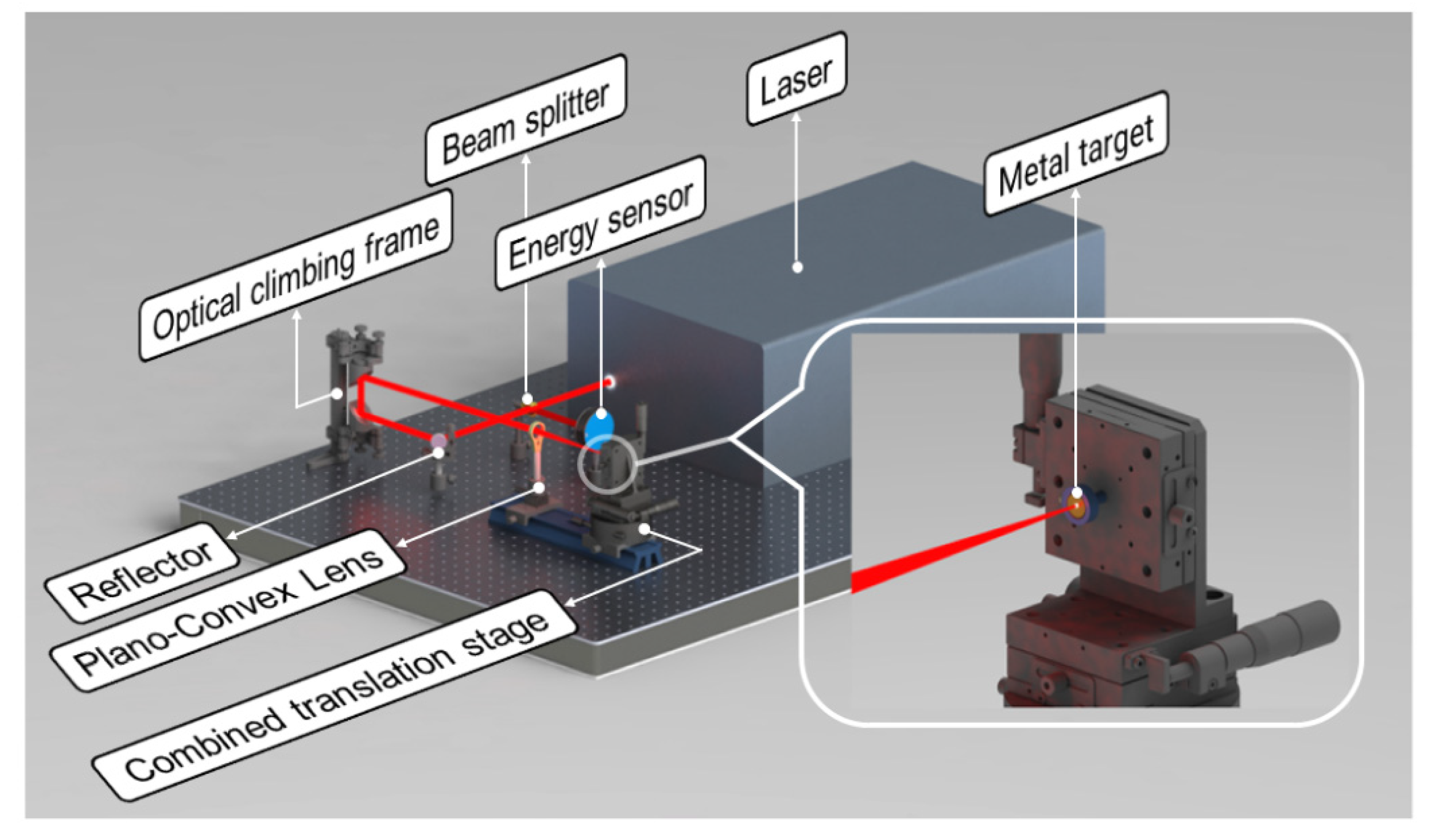
2. Experimental Equipment and Materials
3. Results and Discussion
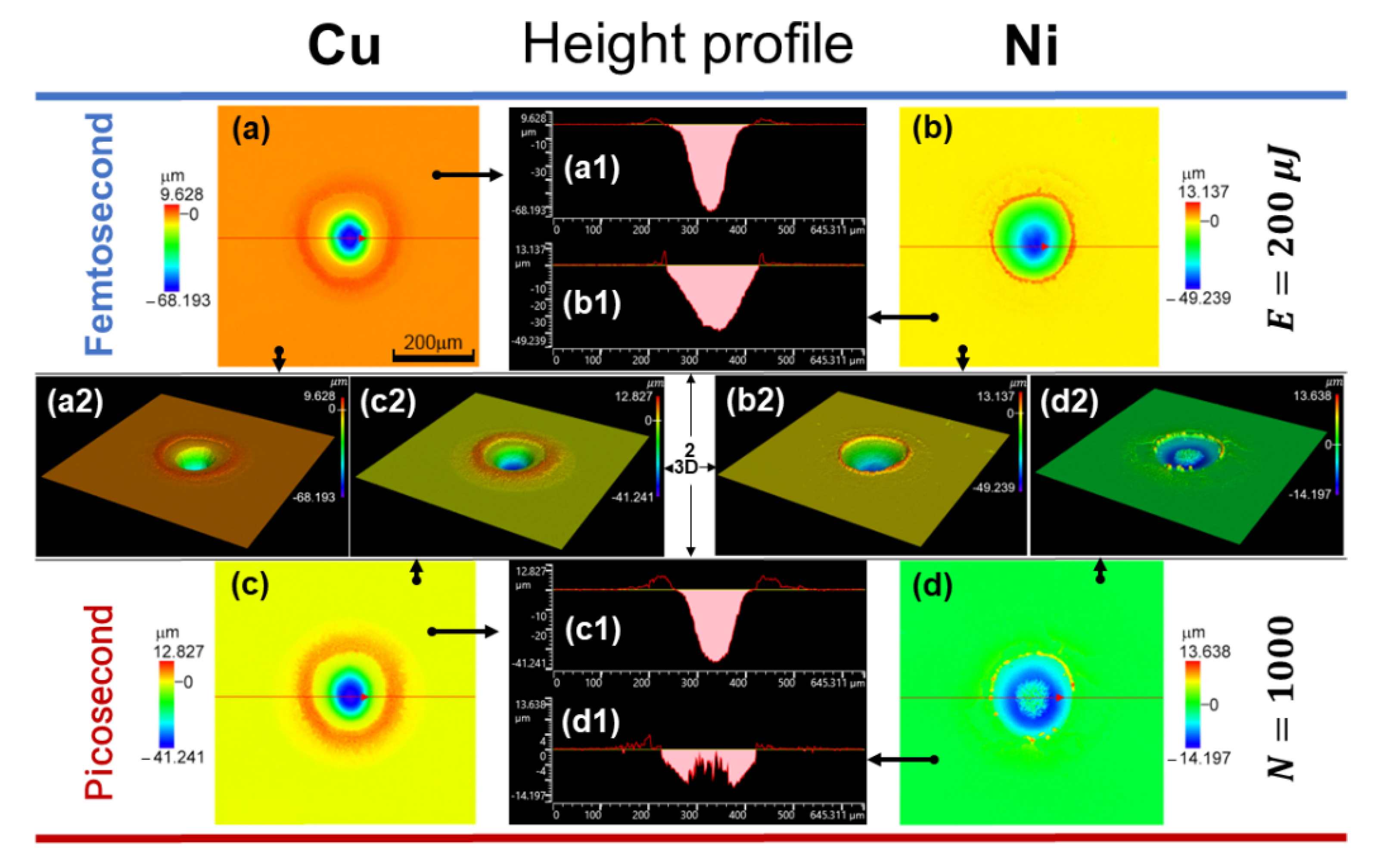
3.1. Laser Confocal Microscopy Observation Results
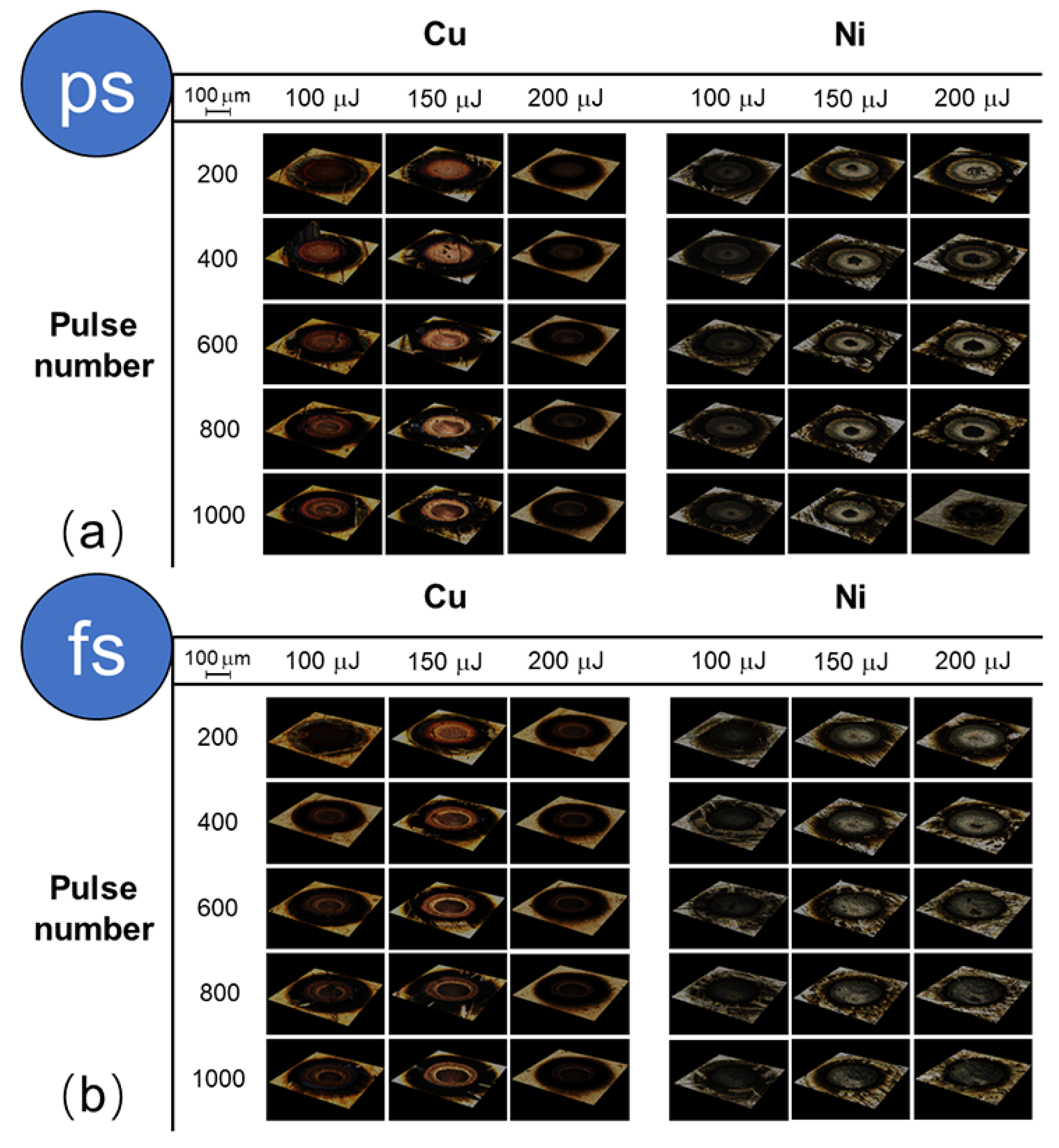
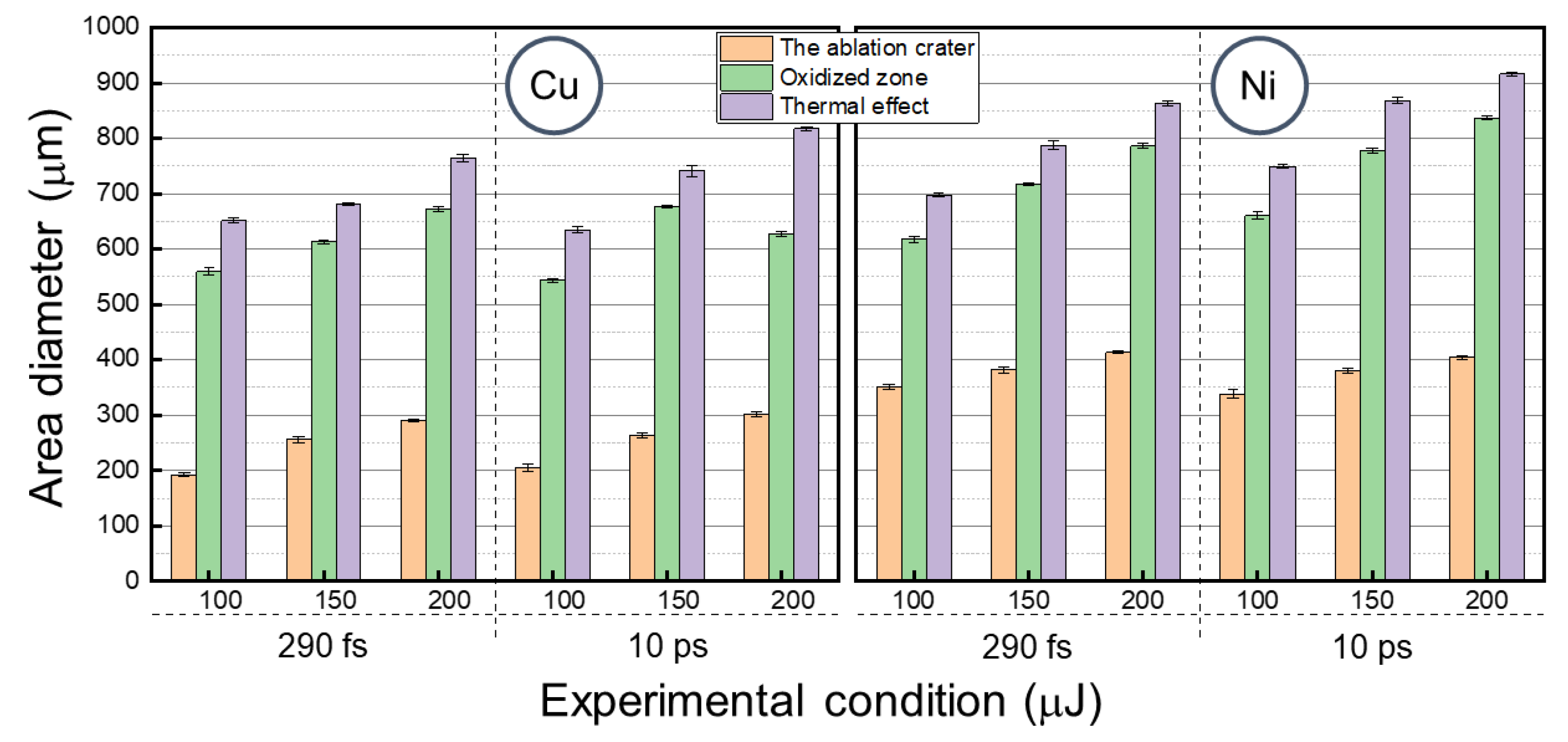
3.1.1. Surface Ablation Morphology Observation Results
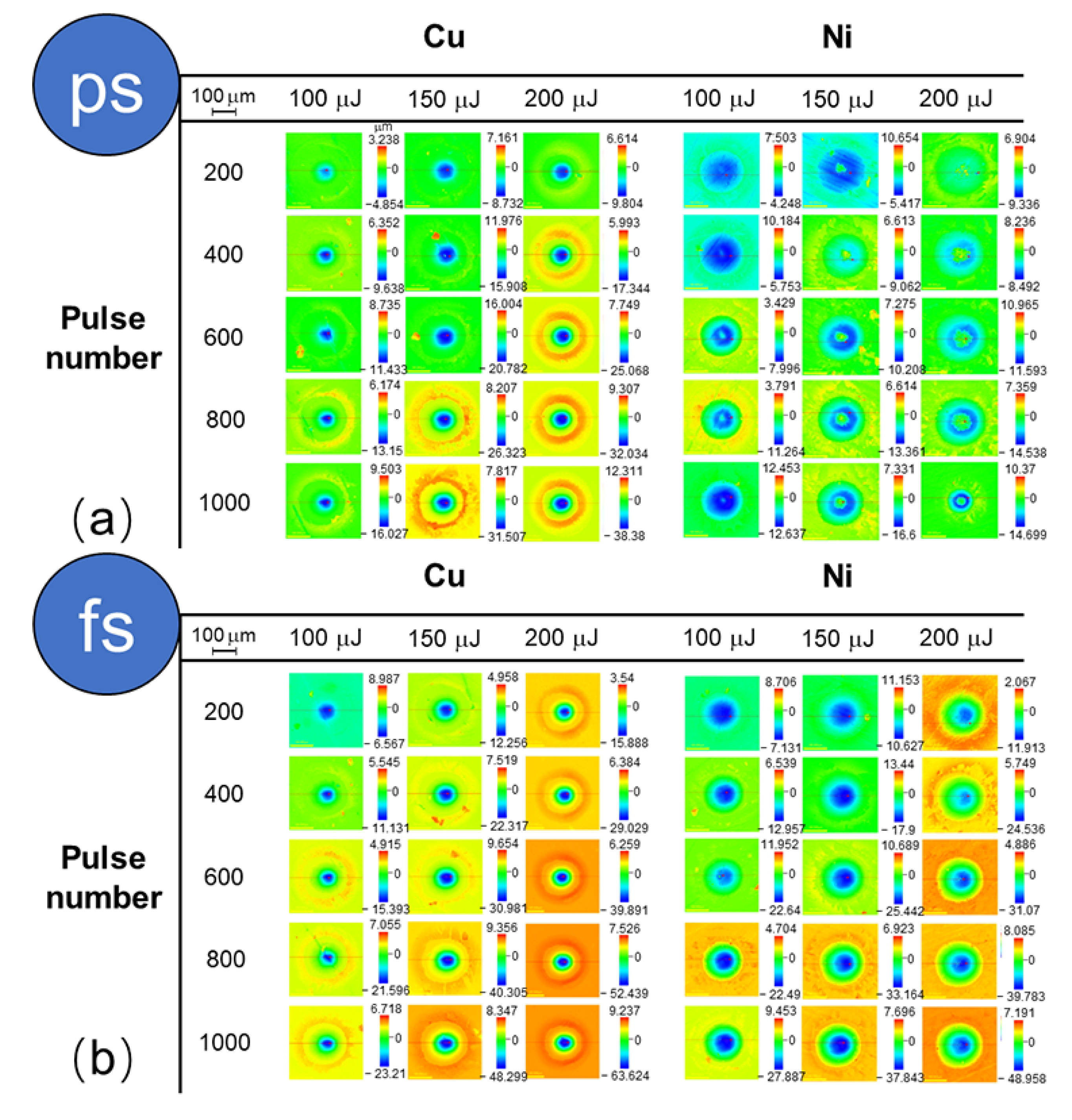
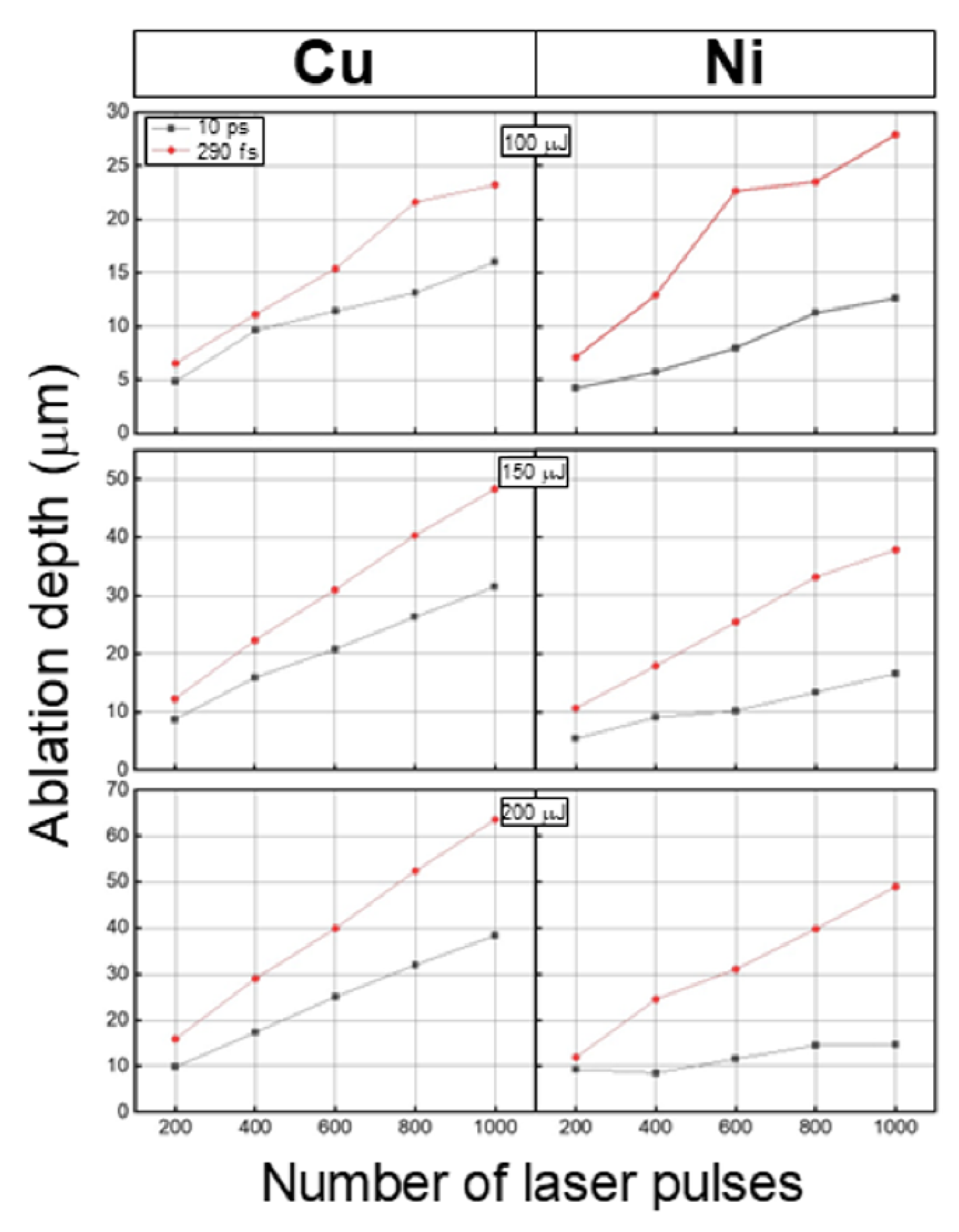
3.1.2. Three-Dimensional Ablation Depth Measurement Results
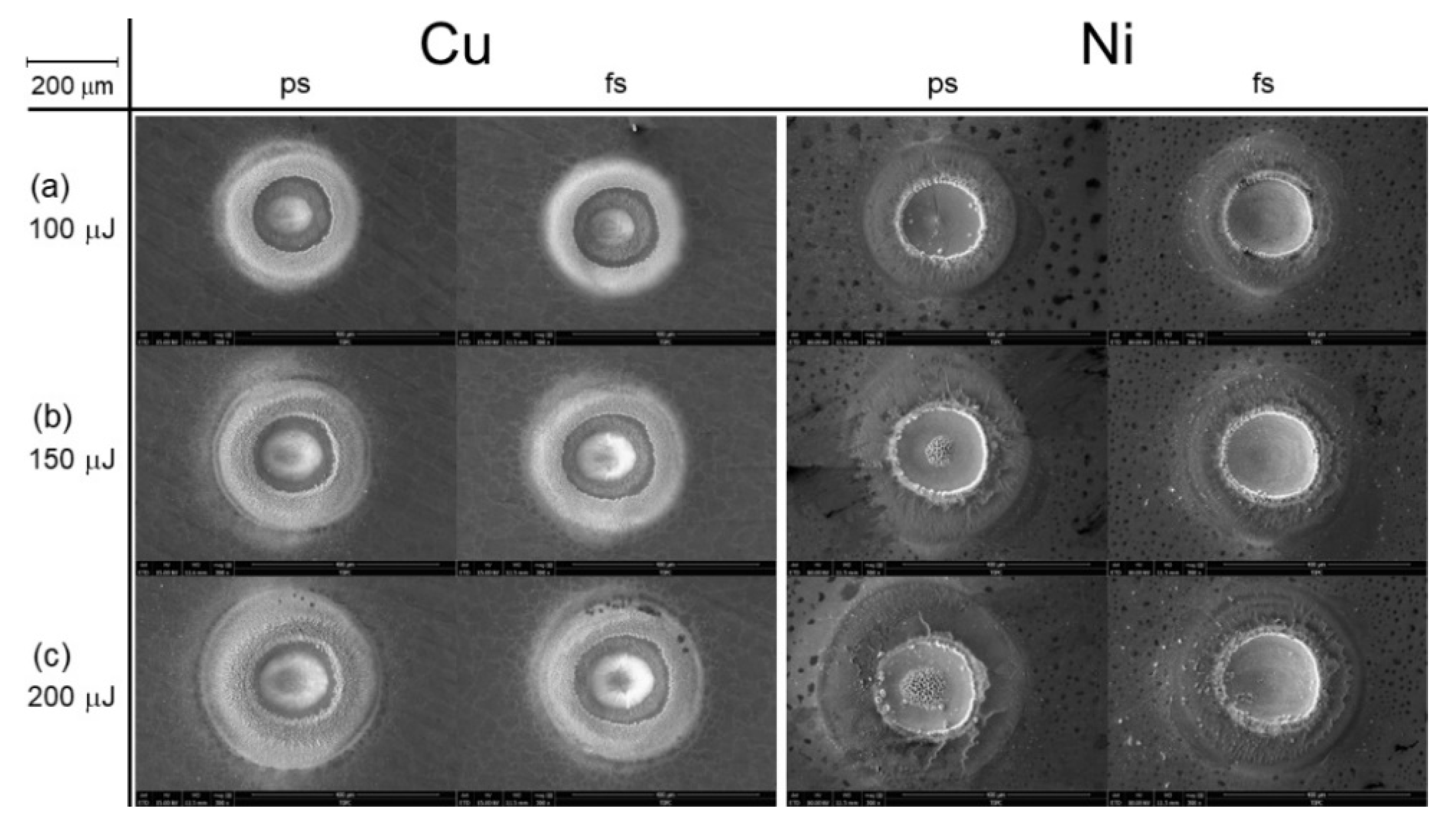
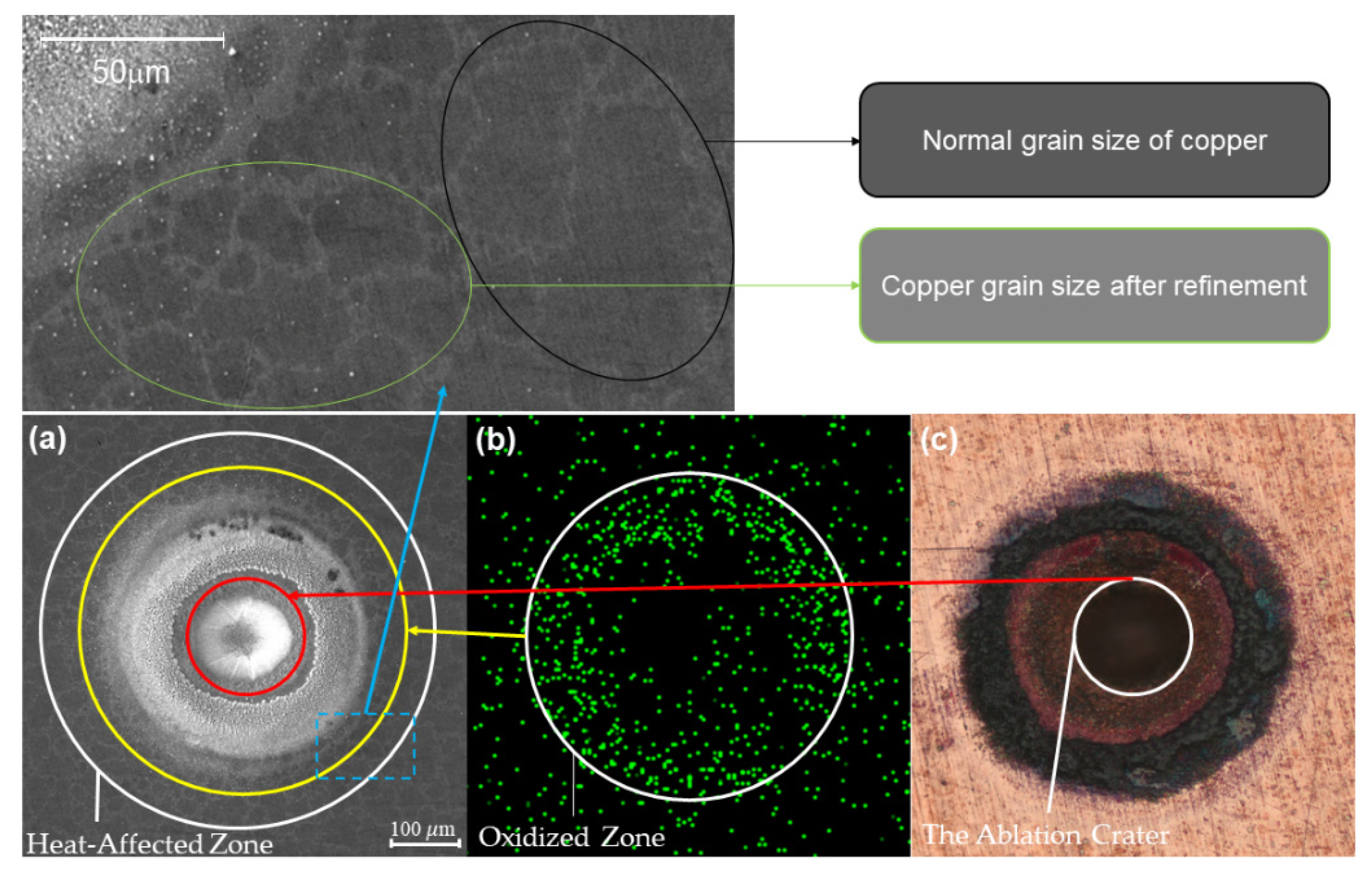
3.2. Scanning Electron Microscope Observation Results
3.3. Surface Ablation Morphology Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Yadav, M.J.; Jinoop, A.N.; Danduk, C.; Subbu, S.K. Laser Shock Processing: Process Physics, Parameters, and Applications. Mater. Today Proc. 2017, 4, 7921–7930. [Google Scholar] [CrossRef]
- Yu, Y.; Bai, S.; Wang, S.; Hu, A. Ultra-Short Pulsed Laser Manufacturing and Surface Processing of Microdevices. Engineering 2018, 4, 779–786. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Ultrafast lasers—Reliable tools for advanced materials processing. Light Sci. Appl. 2014, 3, e149. [Google Scholar] [CrossRef]
- Yu, H.; Li, H.; Wang, Y.; Cui, L.; Liu, S.; Yang, J. Brief review on pulse laser propulsion. Opt. Laser Technol. 2018, 100, 57–74. [Google Scholar] [CrossRef]
- Worden, S.P.; Green, W.A.; Schalkwyk, J.; Parkin, K.; Fugate, R.Q. Progress on the Starshot laser propulsion system. Appl. Opt. 2021, 60, H20. [Google Scholar] [CrossRef]
- Lorbeer, R.A.; Zwilich, M.; Zabic, M.; Scharring, S.; Eisert, L.; Wilken, J.; Schumacher, D.; Roth, M.; Eckel, H.A. Experimental verification of high energy laser-generated impulse for remote laser control of space debris. Sci. Rep. 2018, 8, 8453. [Google Scholar] [CrossRef]
- Kumar, R.; Sedwick, R.J. Despinning Orbital Debris Before Docking Using Laser Ablation. J. Spacecr. Rockets. 2015, 52, 1129–1134. [Google Scholar] [CrossRef]
- Li, Q.; Yang, L.; Hou, C.; Adeyemi, O.; Chen, C.; Wang, Y. Surface ablation properties and morphology evolution of K24 nickel based superalloy with femtosecond laser percussion drilling. Opt. Laser. Eng. 2019, 114, 22–30. [Google Scholar] [CrossRef]
- Bashir, S.; Rafique, M.S.; Ajami, A.A.; Nathala, C.S.; Husinsky, W.; Whitmore, K. Femtosecond laser ablation of Zn in air and ethanol: Effect of fluence on the surface morphology, ablated area, ablation rate and hardness. Appl. Phys. A Mater. Sci. Process. 2021, 127, 226. [Google Scholar] [CrossRef]
- Zhao, D.; Gierse, N.; Wegner, J.; Pretzler, G.; Oelmann, J.; Brezinsek, S.; Liang, Y.; Neubauer, O.; Rasinski, M.; Linsmeier, C.; et al. Ablation mass features in multi-pulses femtosecond laser ablate molybdenum target. Nucl. Instrum. Meth. B. 2018, 418, 54–59. [Google Scholar] [CrossRef]
- Genieys, T.; Sentis, M.; Utéza, O. Measurement of ultrashort laser ablation of four metals (Al, Cu, Ni, W) in the single-pulse regime. Adv. Opt. Technol. 2020, 9, 131–143. [Google Scholar] [CrossRef]
- Ahmed, N.; Darwish, S.; Alahmari, A.M. Laser Ablation and Laser-Hybrid Ablation Processes: A Review. Mater. Manuf. Processes. 2015, 31, 1121–1142. [Google Scholar] [CrossRef]
- Lednev, V.N.; Filippov, M.N.; Bunkin, A.F.; Pershin, S.M. Laser ablation comparison by picosecond pulses train and nanosecond pulse. Laser Phys. Lett. 2015, 12, 126001. [Google Scholar] [CrossRef]
- Shaheen, M.E.; Gagnon, J.E.; Fryer, B.J. Laser ablation of iron: A comparison between femtosecond and picosecond laser pulses. J. Appl. Phys. 2013, 114, 083110. [Google Scholar] [CrossRef]
- Chu, K.; Guo, B.; Jiang, L.; Hua, Y.; Gao, S.; Jia, J.; Zhan, N. Throughput Improvement in Femtosecond Laser Ablation of Nickel by Double Pulses. Materials 2021, 14, 6355. [Google Scholar] [CrossRef]
- Tani, S.; Kobayashi, Y. Pulse-by-pulse depth profile measurement of femtosecond laser ablation on copper. Appl. Phys. A Mater. Sci. Process. 2018, 124, 265. [Google Scholar] [CrossRef]
- Keller, W.J.; Shen, N.; Rubenchik, A.M.; Ly, S.; Negres, R.; Raman, R.N.; Yoo, J.H.; Guss, G.; Stolken, J.S.; Matthews, M.J.; et al. Physics of picosecond pulse laser ablation. J. Appl. Phys. 2019, 125, 085103. [Google Scholar] [CrossRef]
- Mensink, K.; Penilla, E.H.; Martínez-Torres, P.; Cuando-Espitia, N.; Mathaudhu, S.; Aguilar, G. High repetition rate femtosecond laser heat accumulation and ablation thresholds in cobalt-binder and binderless tungsten carbides. J. Mater. Process. Technol. 2019, 266, 388–396. [Google Scholar] [CrossRef]
- Norman, H.; Hortense, A.; Andrei, S.; Skip, B. Femtosecond Laser Ablation in Burst Mode as a Function of Pulse Fluence and Intra-Burst Repetition Rate. J. Laser Micro/Nanoeng. 2020, 15, 236–244. [Google Scholar]
- Wang, Q.; Jiang, L.; Sun, J.; Pan, C.; Han, W.; Wang, G.; Wang, F.; Zhang, K.; Li, M.; Lu, Y. Structure-Mediated Excitation of Air Plasma and Silicon Plasma Expansion in Femtosecond Laser Pulses Ablation. Research 2018, 2018, 5709748. [Google Scholar] [CrossRef] [PubMed]
- Kautz, E.J.; Senor, D.J.; Harilal, S.S. The interplay between laser focusing conditions, expansion dynamics, ablation mechanisms, and emission intensity in ultrafast laser-produced plasmas. J. Appl. Phys. 2021, 130, 204901. [Google Scholar] [CrossRef]
- Phipps, C.; Birkan, M.; Bohn, W.; Eckel, H.A.; Horisawa, H.; Lippert, T.; Michaelis, M.; Rezunkov, Y.; Sasoh, A.; Schall, W.; et al. Review: Laser-Ablation Propulsion. J. Propul. Power. 2010, 26, 609–637. [Google Scholar] [CrossRef]
- Gurin, A.V.; Kuvaev, K.Y.; Loktionov, E.Y.; Protasov, Y.S.; Sirenko, K.N.; Zakharov, V.I. First attempt of a laser thruster space flight test: Lost at launch. Opt. Laser Technol. 2019, 120, 105656. [Google Scholar] [CrossRef]
- Anisimov, S.I.; Kapeliovich, B.L.; Perelman, T.L. Electron emission from metal surfaces exposed to ultra-short laser pulses. Phys. Today 1974, 39, 375. [Google Scholar]
- Xie, J.; Kar, A.; Rothenflue, J.A.; Latham, W.P. Temperature-dependent absorptivity and cutting capability of CO2, Nd:YAG and chemical oxygen–iodine lasers. J. Laser Appl. 1997, 9, 77–85. [Google Scholar] [CrossRef]
- Mingyu, L.; Jifei, Y.; Chenghao, Y.; Qinglin, Y.; Hongjie, K. Experimental study on propulsive performance of typical metal ablated by nanosecond pulse width laser. Infrared Laser Eng. 2021, 50, 24–30. [Google Scholar]
- Wang, S.B.; Du, B.D.; Xing, B.Y.; Hong, Y.; Wang, Y.; Du, B.; Yongzan Zheng, Y.; Ye, J.; Li, C. Interface Adhesion Property and Laser Ablation Performance of GAP-PET Double-Layer Tape with Plasma Treatment. Nanomaterials 2022, 12, 1827. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Pulse Width | Single Pulse Laser Energy/μJ | Number of Laser Pulses | ||||
|---|---|---|---|---|---|---|
| 290 fs10 ps | 100 | 200 | 400 | 600 | 800 | 1000 |
| 150 | 200 | 400 | 600 | 800 | 1000 | |
| 200 | 200 | 400 | 600 | 800 | 1000 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Ye, J.; Li, L.; Du, B.; Wang, Y.; Gao, H.; Yu, C. Comparison of Submillimeter Spot Ablation of Copper and Nickel by Multipulse Picosecond and Femtosecond Laser. Metals 2022, 12, 1971. https://doi.org/10.3390/met12111971
Li M, Ye J, Li L, Du B, Wang Y, Gao H, Yu C. Comparison of Submillimeter Spot Ablation of Copper and Nickel by Multipulse Picosecond and Femtosecond Laser. Metals. 2022; 12(11):1971. https://doi.org/10.3390/met12111971
Chicago/Turabian StyleLi, Mingyu, Jifei Ye, Lan Li, Bangdeng Du, Ying Wang, Heyan Gao, and Chenghao Yu. 2022. "Comparison of Submillimeter Spot Ablation of Copper and Nickel by Multipulse Picosecond and Femtosecond Laser" Metals 12, no. 11: 1971. https://doi.org/10.3390/met12111971
APA StyleLi, M., Ye, J., Li, L., Du, B., Wang, Y., Gao, H., & Yu, C. (2022). Comparison of Submillimeter Spot Ablation of Copper and Nickel by Multipulse Picosecond and Femtosecond Laser. Metals, 12(11), 1971. https://doi.org/10.3390/met12111971