Abstract
Lock gates are an important part of the transportation infrastructure within the United States (US). Unfortunately, many existing lock gates have reached or exceeded their initial design lives and require frequent repairs to remain in service. Unscheduled repairs often increase as gates age, having a local economic impact on freight transport, which can create economic ripples throughout the nation. Metal fatigue is a key cause of unscheduled service interruptions, degrading lock gate components over time. Additionally, because lock gates are submerged during operation, crack detection prior to component failure can be difficult, and repair costs can be high. This paper presents an analytical and experimental investigation into fatigue damage within common lock gate geometries, as well as fatigue mitigation strategies with a focus on extending gate service lives. Detailed finite element analyses are combined with fatigue and fracture mechanics theories to predict critical fatigue regions within common gate details and develop retrofit strategies for mitigating fatigue cracking. Full-scale experimental fatigue testing of a critical lock gate component is conducted to provide a baseline for the evaluation of retrofit strategies. Retrofit strategies and issues in using carbon fiber reinforced polymer (CFRP) plates having optimized pre-stress levels are discussed.
1. Introduction
Locks are essential for waterway transport along many river and canal systems, allowing for the passage of ships through regions of differing water elevation. Locks operate by creating a chamber of water that can be lowered or raised independently from the upstream or downstream elevations. Figure 1 shows a typical miter lock gate and the water elevation change process. As shown in Figure 1, two sets of gates open and close in sequence as the ship transitions to a higher water elevation.
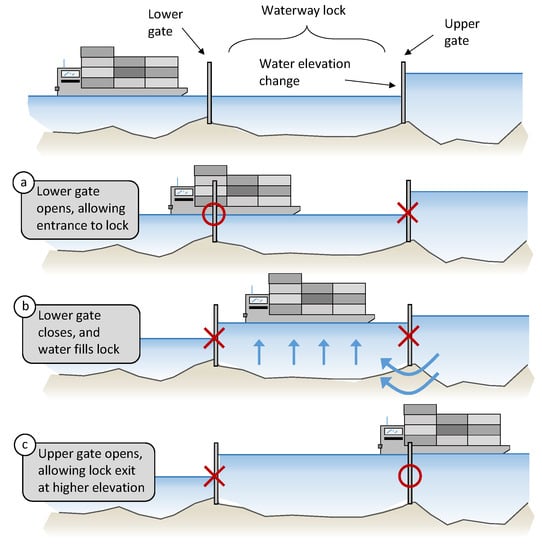
Figure 1.
Function of lock gates within the lock system. (a) The lower gate is lowered, allowing for entrance to the lock. (b) The lower gate closes and the water level changes. (c) The upper gate opens, allowing the vessel access to the higher water elevation.
Many of the lock gates within the United States have reached or exceeded their design lives [1]. Some locks have even doubled their expected service lives, having been constructed in the early 1900s. One example is the Hiram M. Chittenden Locks in Seattle, Washington, which turned 100 years old in 2017. As lock gates reach their design lives, costly repairs are often needed to maintain waterway access. Table 1 shows the scheduled repairs for the locks on the Arkansas River System, with required repairs occurring after forty years of service (on average) [1].

Table 1.
List of gates on the Arkansas River system, completed date, and date of repair.
The unscheduled maintenance and repair of lock gates can be expensive and cause economic ripples throughout the entire inland waterway network. An unexpected failure in the 2002 upstream John Day Lock resulted in eight months of required repairs [2] and a gate deterioration failure within the Greenup Lock in 2003 resulted in an estimated 14 million USD in losses to barge companies from lost operating costs [3]. The failure of critical structural members in the McApline Lock in 2004 caused over 1440 h of tow delays, even with a closure notice of 2 months [4]. Failure of the downstream gate on the Dalles Lock in 2009 resulted in two transportation companies temporarily laying off half of their workers [5]. An unscheduled extension of repairs on the Greenup Lock and Dam (which occurred during winter months) caused energy plants to ship coal by alternate means as stockpiles became depleted [3]. During these extended repairs on the Greenup Lock and Dam, the MEMCO Barge Line Company lost 1.3 million USD [3]. The United States Army Corps of Engineers (USACE) states that waterway lock gates are the “most immediate critical infrastructure component” because of rapid degradation [6].
Metal fatigue is a key cause of lock gate component failures that lead to unscheduled service interruptions. Fatigue damage occurs as structural components are subjected to frequently repeated loads, which, in the case of a lock gate, may include frequent water elevation changes or gate openings. Specific parameters that lead to fatigue damage include the applied component stress range (σa), applied mean stress (σm), as well as the aggressiveness of the structural environment. Typically, increases in the stress range, mean stress, or the aggressiveness of the environment will lead to increased fatigue damage and an increased frequency of unscheduled repairs. Submerged water environments where lock gates are required to operate promotes corrosion and, unlike many other steel structures subjected to repeated loading, corrosion-promoted fatigue does not have a fatigue limit, making component failure prediction more difficult [7]. Metal fatigue tends to occur near connection details, especially those containing welds, due to locked-in residual stresses or geometry-induced stress concentrations that locally shift the applied mean stress. Lock gates are primarily constructed of welded steel sections and many gates are at high risk for fatigue failures following years of service in submerged corrosive environments.
The difficulty of crack detection and high repair costs have led to research on lock gate fatigue cracking and failures. There are many different fatigue retrofit methods currently in use, all of which aim to do one of two things: (1) reduce the applied component stress range (often by stiffening or softening the section), or (2) reduce the applied component mean stress (often through an induced pre-stress). Common methods include weld surface treatment, hole-drilling, plating, and post-tensioning [8]. Weld surface treatments are often applied before fatigue crack initiation to improve the existing weld geometry and eliminate weld-induced tensile residual stresses that translate to high mean stress values, while hole-drilling is performed after crack initiation to reduce crack-tip stresses [8]. Adding additional material (welding or bolting plates) near fatigue critical regions is used to reduce the locally applied stress range, while post-tensioning retrofits apply local compressive stresses to reduce the applied mean stress [8].
Recently, carbon-fiber-reinforced polymer (CFRP) has been used as part of a fatigue mitigation and strengthening retrofit strategy [9,10,11]. Several studies have showed the advantages of using CFRP to increase flexural performance by reinforcing the tensile components and extending fatigue life, reducing the stress range, or shifting the mean stress [12,13,14,15,16,17]. Pre-stressed CFRP was successfully used by [9] to shift the mean stress in railroad bridges below the fatigue endurance limit, increasing the fatigue life. Research showed that pre-stressed CFRP can increase the fatigue life of a steel section by up to 20 times [16,18] with the thickness and pre-stress level of the CFRP being two important factors that influence how the retrofit performs. Additional CFRP research involving post-tensioned retrofits seems promising as post-tensioned CFRP has been used in two different applications: (1) bonded to existing cracks, like a patch [19,20], and (2) in an unbonded configuration [9,10,21]. The current research aims to develop unbonded CFRP retrofits to reinforce critical fatigue details on lock gates.
This paper presents an analytical and experimental investigation into fatigue damage within common lock gate geometries, as well as fatigue mitigation strategies capable of extending gate service life. Common lock gate geometries are identified with help from the US Army Corps of Engineers and are analyzed using detailed finite element analyses. Stress data gathered from the analyses are used to inform novel pre-stressed fatigue retrofit strategies and identify any retrofit geometry constraints. This study identified critical lock gate fatigue regions and evaluated pre-stress effects on locally extending component fatigue life. In addition, full-scale experimental fatigue testing of a critical lock gate component helped to provide a baseline for the evaluation of retrofit strategies, as well as develop retrofit strategies for preventing fatigue cracking.
2. Analytical Investigation into Lock Gate Component Fatigue
Detailed finite element analyses are used to determine fatigue susceptible locations within the steel lock gate during repeated service-level lockage cycles. The following sections describe the lock gate finite element modeling techniques, methods for fatigue damage determination, resulting fatigue critical regions, and preliminary retrofit simulations for later retrofit development.
2.1. Lock Gate Geometry and Modeling Techniques
The selection of lock gate geometry for analysis in this study was conducted with the assistance of the United States Army Corps of Engineers, which oversees 239 lock systems. The Greenup Lock and Dam on the Ohio River was selected for investigation in this study, representing a typical miter gate geometry. The dimensions of the Greenup Lock and Dam gate are shown in Figure 2. Note that while the methods and retrofit strategies developed are applied to the specific Greenup Lock and Dam geometry, the results and findings should be generalizable to other steel lock gate geometries.
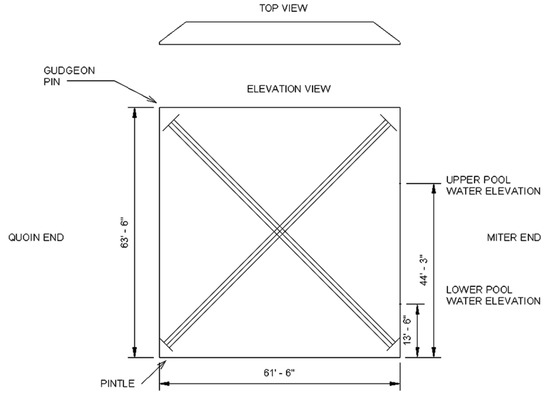
Figure 2.
Upstream elevation and top view of a lock gate (Greenup Lock and Dam, Ohio River).
A detailed finite element model considering local geometric features of the Greenup Lock and Dam was created from construction documents obtained by the US Army Corps of Engineers. All boundary conditions considered represent the operation of the constructed gate. The gate was modeled using the commercial finite element software ABAQUS [22]. Only one side of the lock gate was modeled due to symmetry. The gate was fabricated from Grade 50 steel sections welded together and includes tension diagonals (constructed from pre-tensioned rods), which were simulated using linear spring elements pre-stressed to 22.9 ksi, following the gate construction documents.
Shell elements were used to simulate all gate geometric features. A general mesh size of 2.5 inches was used throughout, balancing computation expense and stress accuracy near geometric features having high stress gradients. In locations where the diagonal spring elements connect to the gate structure, nodes were tied to create rigid body regions simulating the details seen in Figure 3 and avoid local stress concentrations at the spring gate attachment. At the gudgeon pin and pintle (see again Figure 2), nodes were tied to create rigid bodies to simulate the quoin blocks that are the point of rotation (shown in construction details of Figure 3B,C).
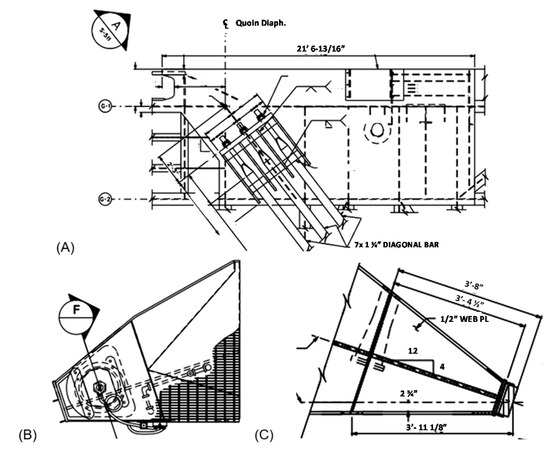
Figure 3.
Greenup lock gate details: (A) diagonal tension element connection, (B) quoin end detail, and (C) miter end detail.
The boundary conditions chosen followed previous analyses performed by [23]. Boundary conditions simulate the various gate contact and operation features. For example, the gudgeon pin was restrained from horizontal and out-of-plane movement (X and Y directions, as shown in Figure 4); the quoin and lock ends were restrained from vertical and out-of-plane movement (Z and Y directions as shown in Figure 4); and the pintle was considered pinned, with additional rotation restraints. The boundary conditions on the quoin and miter ends were applied along the full length of the gate. The quoin and miter end boundary conditions restrict lateral and out-of-plane movement simulating the concrete dam on the quoin end and the other lock gate leaf on the miter end.
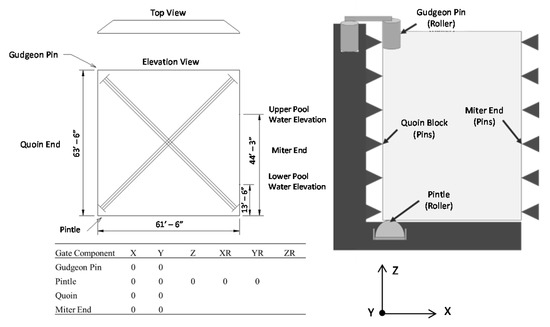
Figure 4.
Lock gate: upstream elevation diagram and applied boundary conditions for one lock gate leaf.
All gate analyses considered gravity and hydrostatic loading from lockage cycles. Changing water levels during lock operation were modeled using hydrostatic loads applied in sequential amplitudes to simulate a continuous rising water elevation. The load on the downstream face was set at the highest water level and remained constant during the analyses (see Figure 5). In Figure 5, the varying hydrostatic pressures applied to the upstream face are illustrated as a sequence of applied triangular ramping loads, which provide a constantly increasing hydrostatic pressure corresponding to the increasing water level.
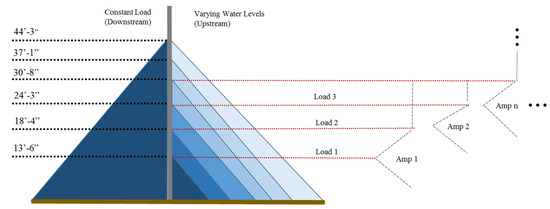
Figure 5.
Different hydrostatic load levels applied on the gate (ft.—in.) and simulation of water level elevation change through hydrostatic load amplitude triggering.
2.2. Determination of Fatigue Damage
The purpose of the gate model was to determine regions of high fatigue susceptibility. This was achieved by first identifying the regions of high local stress fluctuation. As seen in Figure 6, high-stress regions can be determined from stress contours. The regions of high stress are compared to the American Association of State Highway Transportation Officials (AASHTO) fatigue detail categories considering nominal applied stress ranges [24]. Twenty-seven sections were determined to have high-stress concentrations.
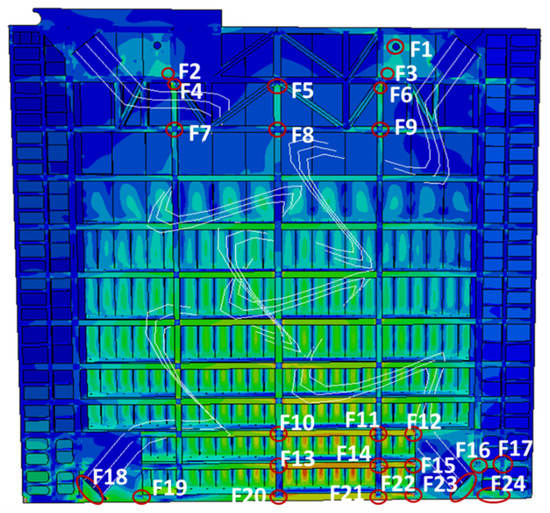
Figure 6.
Greenup Lock and Dam von Misses stress contour during a lockage cycle.
The damage caused by one water-elevation-change cycle for each gate component was determined using Miner’s linear damage accumulation rule, as presented in Equation (1), where Di is the total damage, ni is the number of cycles, and Ni is the number of cycles to failure at a given stress range. Ni can be calculated from the AASHTO fatigue capacity equation, here re-arranged as Equation (2), with A being the detail category acquired from [24], and ∆σ being the applied stress range (determined from the finite element simulations).
2.3. Results, Discussion, and Retrofit Pre-Stress Development from Gate Analyses
The fatigue analyses conducted for this research use the stress-based method provided by AASHTO and Miner’s linear damage accumulation rule. Note that the AASHTO stress-based method has been used successfully to design fatigue-prone bridge components.
Table 2 presents the accumulated fatigue damage during water-elevation change throughout the various gate components. From Table 2, and based on the applied stress range and detail category, section F13 (highlighted in grey) of Figure 6 accumulated the most fatigue damage during one water-elevation-change cycle.
Table 2.
Fatigue damage calculations of critical sections.
Section F13 was similar in detail to sections F7–F11, F13–F14, and F20. These sections were all characterized as having the same detail category, namely, AASHTO detail category E, but section F13 was identified as the area of highest fatigue damage due to a high-stress concentration coupled with a small cross-sectional area when compared to the other detail sections on the gate. Section F13 was also situated in the middle near the bottom of the gate, where the hydrostatic pressure difference was the greatest. Section F13 also had a smaller cross-sectional area than section F20 (the point of highest hydrostatic pressure).
2.3.1. Retrofit Pre-Stress Determination Using Stress Interaction Methods
While the nominal stress-based approach in AASHTO is useful for comparing the propensity for fatigue between various details, more detailed fatigue investigations are useful for understanding the underlying fatigue causes and identifying strategies for damage prevention. For this purpose, a submodel of section F13 was created to acquire more refined stress data from solid element types (ABAQUS element type C3D8R) within the specific section. Note that section F13 was selected for submodeling as this section was identified as the area with the highest fatigue damage due to a high stress concentration. The submodel boundary conditions were informed from the main gate model deformations such that compatibility was ensured and the submodel represented the same loading as provided for the entire gate model. Figure 7a shows the section F13 submodel integrated with the larger gate model, while Figure 7b shows the submodel without the gate. In addition to the refined stress data, the submodel allowed for simulation of the weld geometry effects within the components that are impractical to include in the larger-scale gate simulations. For the submodel, section welds were modeled as triangular fillet welds within the same submodel part, corresponding to the construction documents provided.
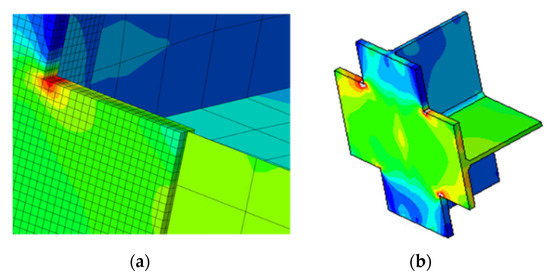
Figure 7.
(a) A submodel embedded in gate model with mesh view; (b) 3D of submodel with contours from loading applied to the gate.
In addition to the local geometric features, the submodel considered a more refined mesh of 0.25 in. for capturing detailed stress information within regions having high stress gradients. Note that the main gate model had a mesh size equal to 2.5 in.
A mesh convergence study helped to determine the appropriate mesh size for the submodel used in this study, balancing computational expense and accuracy. In the mesh convergence study, mesh sizes at 0.25 in., 0.13 in., and 0.1 in. resulted in similar stresses (less than 0.3% difference) near the component corner (see again Figure 7b), indicating that the considered 0.25 in. mesh fully captured the stress gradient present in the component detail.
Different from the nominal stress analysis using the AASHTO detail categories, local stress states within the gate component (as informed by the submodel) can help to determine fatigue damage from interacting mean stresses and stress ranges. This information is helpful for identifying strategies for fatigue mitigation within local component regions. Constant life diagrams provide the mean stress and stress range interactions for determining the fatigue endurance limit, with the Goodman criterion (see Equation (3)) being commonly used for low carbon structural steels. In Equation (3), Se is the fatigue endurance limit (having zero mean stress); Sult is the material ultimate strength; and σa and σm are the stress range and mean stress as provided in Equations (4) and (5), respectively:
In Equations (4) and (5), is the maximum stress and is the minimum stress experienced during the loading cycles. The fatigue endurance limit () was determined using the Marin equation, shown in Equation (6) [25]:
where the modification factors , and are based on the surface condition, size, load, temperature, reliability, and miscellaneous effects, respectively. The calculated fatigue endurance limit for the lock gate components in this study was based on an estimated using Equation (7) and given by [26]:
Figure 8 shows an example Goodman constant life diagram bounded by the yield stress, referred to as a “modified” Goodman diagram. In Figure 8, the yield stress bound prevents fatigue infinite life determination under high plasticity, as different fracture mechanisms participate in the damage. Note also in Figure 8 that the σm–σa combinations that fall underneath the modified Goodman diagram line result in an infinite fatigue life prior to corrosion effects.
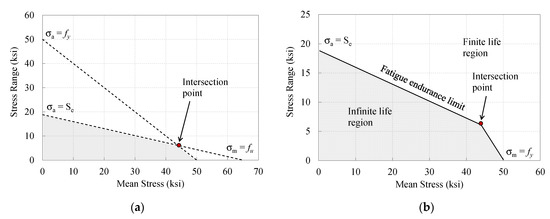
Figure 8.
(a) Unmodified Goodman diagram and yield line; (b) modified Goodman life diagram.
This study uses a modified Goodman diagram for determining the fatigue endurance limit of the lock gate component, which is useful for determining what changes to the stress state are needed to improve the fatigue performance.
Figure 9 shows the Goodman life diagram created using the data from the submodel and Se = 18.8 ksi. The max principal stress data from the submodel was analyzed to determine a max amplitude and mean stress using Equations (5) and (6). Section F13 had a maximum mean stress of 22.32 ksi and a maximum stress range amplitude of 21.58 ksi, resulting in a finite fatigue life (as expected), as shown on the diagram (note in Figure 9 the values fall outside the Goodman line). The stress data from the submodel corresponds to one water-change cycle (lockage); however, the lockages are repeated thousands of times throughout a year, and over a period of 50 years (the design life of the gate), the number of cycles the section experiences outside of the fatigue endurance limit can lead to cracking.
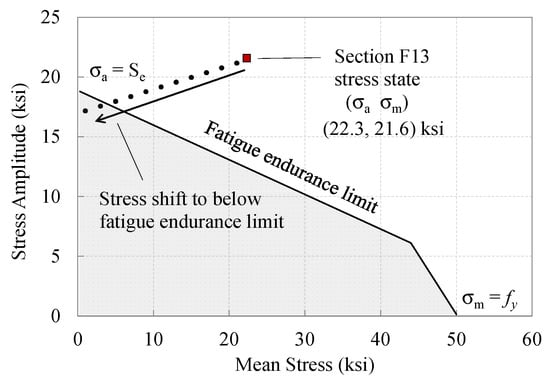
Figure 9.
Modified Goodman life diagram with data points and the stress shift.
This Goodman diagram is useful for determining the required mean stress shift such that the component falls within the Goodman line and experiences infinite fatigue life, regardless of past damaging cycles. The retrofit strategy used herein considered external applied pre-stress such that the mean stress shift transitioned the stress state to the edge of the endurance limit. The total amount of pre-stress needed for this can be found by calculating the σm change needed on the Goodman diagram. As the mean stress shifts, the amplitude of the stress range also decreases as 40% of the compressive stress cycles are not considered in the fatigue evaluation [27]. Figure 9 shows the shift in the mean stress, along with the reduction in amplitude, which is presented in Equation (8):
In Equation (8), is the maximum principal stress from the submodel analysis, is the initial mean stress, is the minimum principal stress from the submodel analysis, is the new mean stress, and is the newly calculated amplitude stress. The change in mean stress for gate section F13 (based on the submodel analysis) was calculated to be 18.78 ksi (which is rather large).
From the section stresses created from the free body diagram shown in Figure 10, the new cross-section required a pre-stress force of 366.6 kips to shift the section stresses into the infinite life regime (overcoming the 18.78 ksi mean stress shift). Given the large pre-stress force required, increases to the finite life within the critical component may be more practical.
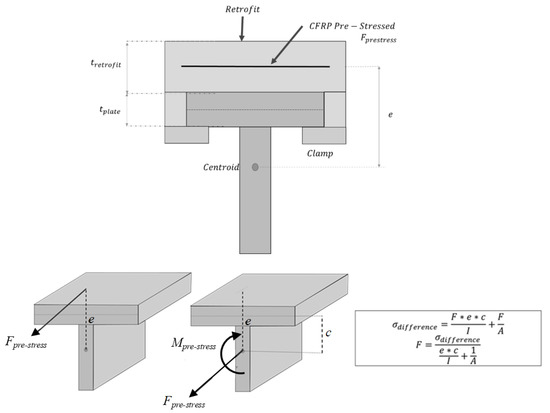
Figure 10.
Free body diagram used to calculate the pre-stress force.
2.3.2. Effect of Retrofit Pre-Stress on Component Fatigue Life
To evaluate the effectiveness of the developed retrofit pre-stress, several CFRP pre-stress levels (8.8 kips, 35.2 kips, and 70.4 kips) were applied to the critical gate component (section F13) in the full-gate finite element simulation. Figure 11 shows the application method for the pre-stress, which involved nonlinear springs and rigid body connection regions (simulating plate attachments). The stiffness of the nonlinear springs was chosen to have a high modulus CFRP (E = 51,000 ksi). Furthermore, shown in Figure 11, the simulated pre-stress was applied in the horizontal and vertical directions at section F13. In the simulation, the double configuration was chosen to counteract the multi-axial stresses induced by the hydrostatic pressure difference on either side of the gate. Note that the nonlinear springs were arbitrarily attached at 16-3/8 in. from the gate component corners that experienced the high stress concentration.
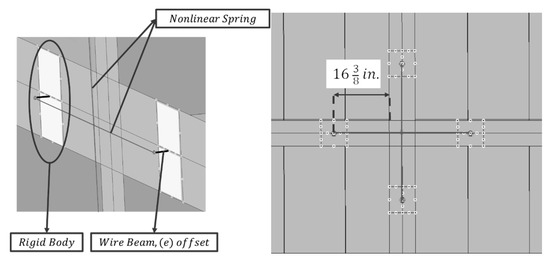
Figure 11.
Retrofit application on section F13 in the FEA model.
As the required pre-stress force changed, the required friction force also changes due to the increased required pre-stress force. The greater pre-stress force created a greater normal force requirement of 540 kips. The increased normal force increased the friction force to 183.6 kips (with μ = 0.34).
Figure 12 shows the effects of different pre-stress levels (8.8 kips, 35.2 kips, and 70.4 kips) on the stress range resulting from one lockage cycle. From Figure 12, the retrofit pre-stress level of 8.8 kips did not significantly shift the applied mean stress to have any noticeable impact on the component fatigue life. Higher pre-stress levels at 35.2 kips and 70.4 kips were capable of shifting the mean stress enough to move a portion of the stress range into compression (see Figure 12).
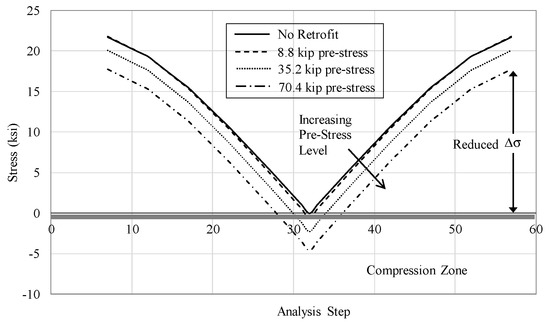
Figure 12.
Stress range shift in section F13 due to the applied CFRP pre-stress (one lockage cycle).
Both the Goodman constant life diagram and the AASHTO life-cycle fatigue method were implemented using the data from the three different pre-stress analyses. The two different methods helped to determine the effect of the retrofit on the stresses on gate section F13. Figure 13 shows a Goodman constant life diagram for section F13 with the mean and amplitude stresses of the section with and without the retrofit pre-stress forces. While the pre-stress forces shifted the stress state in section F13 toward the endurance limit (see Figure 13), the applied pre-stress levels were not capable of shifting the component stress states into the infinite life region. Nevertheless, the resulting mean stress and stress amplitude shift were capable of extending the fatigue life of the critical gate component.
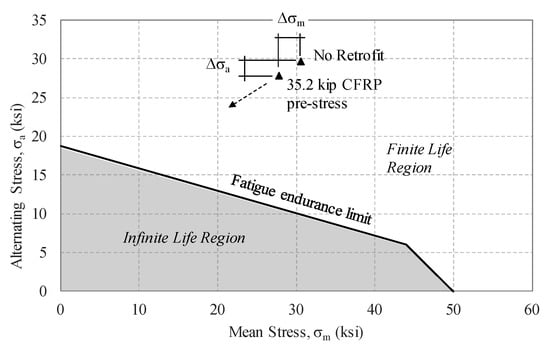
Figure 13.
Goodman life diagram with the stress shift change of section F13 with the retrofit applying 35.2 kips of pre-stress force.
Table 3 shows the results of the different pre-stress levels on the resulting fatigue damage in section F13. Using the average number of cycles per year for the Greenup Lock and Dam, the cycles could be converted to years of operation. Table 4 shows that the pre-stress force of 35.2 kips extended the life of section F13 by 8.6 years (based on an average of 3312.6 annual lockage cycles for the Greenup Lock and Dam Gate 1). Note that with a pre-stress force of 35.2 kips, the required friction force considering a bare-steel retrofit on a bare-steel gate component was 51.8 kips.
Table 3.
AASHTO life-cycle fatigue from model data.
Table 4.
Stresses from the gate model of the Greenup Lock and Dam gate 1 (35.2 kip pre-stress).
3. Development of a Fatigue Retrofit Prototype
While the pre-stress required for infinite fatigue life may be impractically large for a retrofit scenario, the analyses indicated that moderate pre-stress levels were capable of significantly extending the gate fatigue life (8.6-year extension from a 32.5 kip pre-stress). In the retrofit development of this study, the pre-stress values considered were chosen to be applied through CFRP plates; however, corrosion precautions must be taken because the CFRP material functions as the cathode in the galvanic reaction with the low-carbon steel anode, promoting steel corrosion. To avoid adverse corrosion effects from the retrofit on the gate component, the CFRP in the retrofit will need to avoid contact with any gate components (encouraging an un-bonded CFRP retrofit application).
Figure 14 shows the prototype retrofit components, consisting of CFRP clamping plates for loading the CFRP and several friction clamps for transferring the CFRP pre-stress to the gate section. The retrofit assembly steps are also shown in Figure 14. The retrofit prototype constructed in this project was made of A36 steel as a proof of concept; however, in the lock environment, a galvanic protection layer between the steel retrofit and CFRP will be added to prevent galvanic action. The CFRP pre-stress was applied by tightening bolts, as seen in Figure 15. The retrofit consisted of separate parts that fit within the larger friction clamp to facilitate attachment to the lock gate.
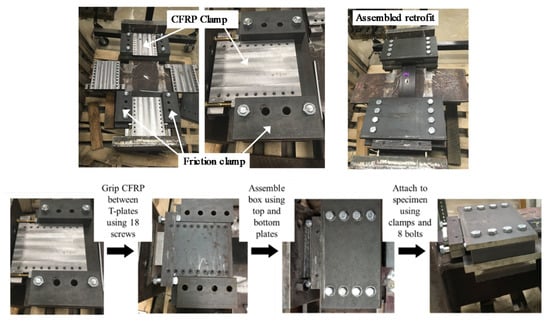
Figure 14.
Retrofit components and assembly steps for the CFRP retrofit.
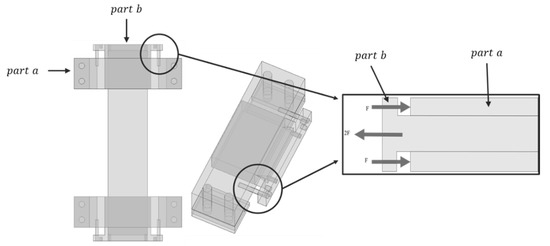
Figure 15.
Cross-section of the pre-stress-bearing mechanism with forces applied by bolts to create the pre-stress.
From Figure 15, the bolts bearing on part (a) of the retrofit applied the pre-stress to the CFRP. The bolts allowed part (b) of Figure 15 to separate from part (a), creating tension in the CFRP.
The retrofit used a friction-grip clamping mechanism to keep the CFRP plate from slipping. The grated surfaces increased the coefficient of friction between the metal and CFRP material such that the pre-stress force could be transferred. As the retrofit was clamped, the normal forces induced by the bolt pre-tension increased the friction force between the steel retrofit and CFRP prevented slippage. Figure 16 demonstrates the forces acting within the retrofit to keep the CFRP from slipping.
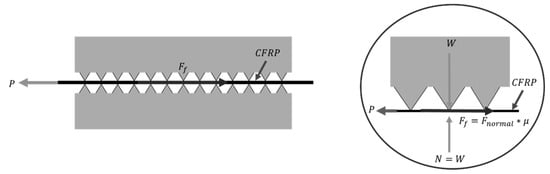
Figure 16.
Cross-section view of retrofit friction grip mechanism.
Investigation into Retrofit Bonding Strategies for Achieving Desired Pre-Stress Levels and Preventing Pre-Stress Losses
To transfer the required pre-stress into the gate component, a friction clamping mechanism was designed. The free-body diagram shown in Figure 17 was used to assist in the calculation of the friction force required, which is given by Equation (9):
where the static coefficient of friction is and is the normal force. The total required friction force to avoid slippage of the retrofit was half the required pre-stress force.
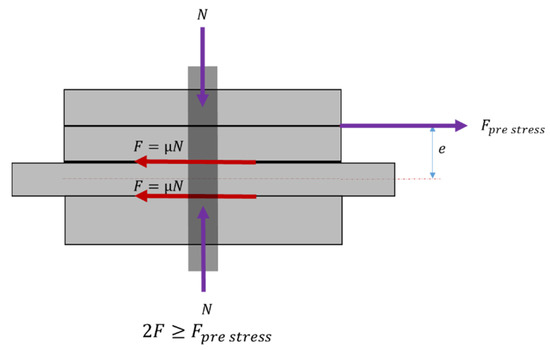
Figure 17.
Free body diagram of the clamp and retrofit to determine the required friction force from the known pre-stress force.
The static coefficient of friction required in Equation (9) is dependent on the interaction between surfaces. The static coefficient of friction for stainless steel and an uncorroded steel plate was and for a corroded steel plate was .
In order for a retrofit to be effective at reducing stresses within the critical gate components, the induced CFRP pre-stress must be maintained over long durations. To investigate the available pre-stress that can be applied and to understand any pre-stress losses due to relaxation and creep of the retrofit materials, bonding experiments were conducted for both static slip and longer duration pre-stress losses. In this study, four bonding mechanisms, in addition to the bare-steel friction clamps, were considered: (1) wedge grips to provide additional clamping of the CFRP, (2) sandpaper to increase the surface roughness and coefficient of friction between the CFRP and steel clamping plates, (3) epoxy adhesion between the steel and CFRP surfaces, and (4) a proprietary Slipnot™ roughened surface created by spraying molten steel on the retrofit clamping surfaces. Figure 18 shows the retrofit clamps with each of the four additional bonding strategies considered.
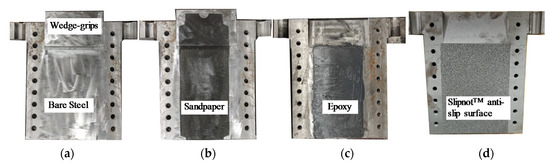
Figure 18.
Four bonding mechanisms for clamping the CFRP consisting of (a) wedge grips, (b) sandpaper, (c) epoxy, and (d) a Slipnot™ surface.
For each bonding experiment, the CFRP plates and gate component steel surface were instrumented with unidirectional strain gauges for measuring local strains. This allowed for pre-stress levels within the CFRP to be calculated and comparisons between the bonding mechanisms to be made. For each bonding mechanism considered, the initial maximum pre-stress was obtained by applying increasing pre-stress levels to the CFRP until the bonding failed (as indicated by a sudden drop in CFRP pre-stress from the gauge readings).
Table 5 shows the experimental matrix for the bonding experiments, along with the maximum CFRP pre-stress level achieved. From Table 5, the experiment with only the bare-steel bolted plates achieved 5.03 ksi of CFRP pre-stress prior to the initiation of slipping between the CFRP and steel surface. By adding the wedge grips, which were designed to clamp the CFRP prior to slip, the maximum pre-stress achieved at slip was 34.3 ksi (nearly seven times that of the bare steel clamps). Additional testing with the clamping wedges and added sandpaper achieved only 15.3 ksi of pre-stress as the flexibility of the sandpaper layer actually reduced the friction between the steel and CFRP. Higher CFRP pre-stress levels were achieved by using adhesive epoxy to bond the CFRP to the steel clamps. By using an epoxy bond, a CFRP pre-stress of 52.8 ksi was achieved without the CFRP slipping (over ten times that for the bare steel clamped plates). This indicated that the epoxied CFRP bond would likely be able to achieve even higher pre-stress levels.
Table 5.
Test variations to confirm the bond mechanism.
Figure 19 shows the pre-stressing results for the various bonding strategies considered. In Figure 19, it can be seen that the wedge-grip bonding strategy slipped at a CFRP pre-stress of 34.3 ksi, while the combined sandpaper and wedge-grip strategy performed worse (only reaching 15.3 ksi). From Figure 19, the Slipnot™ and epoxied surfaces performed the best, each being able to achieve more than 50 ksi of CFRP pre-stress. Even though there are similarities in performance between the Slipnot™ and adhesive, a decision was made to proceed with epoxy for the remainder of the structural testing.
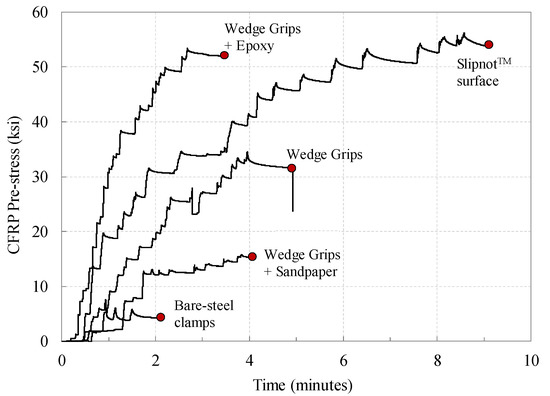
Figure 19.
CFRP pre-stress measurements from the different bonding mechanisms considered.
While the initial pre-stress capabilities of the epoxy bonding were chosen based on the initial pre-stress tests, the long-term effects of pre-stress loss, specifically creep and relaxation, must be understood to gauge the long-term retrofit performance. Long-term tests were extended from the static slip tests if there was no failure of the bonding strategy, which consisted of sandpaper and epoxy. Figure 20 shows the initial pre-stressing of the epoxied CFRP retrofit, along with the long-term monitoring of pre-stress losses. From Figure 20, a slight initial pre-stress loss was observed within the first few minutes. This pre-stress loss gradually decayed, resulting in a total pre-stress loss of 5.52 ksi (approximately 10%) after 14 days. For comparison, pre-stress losses within the un-epoxied wedge retrofit using sandpaper saw a pre-stress loss of 1.95 ksi (approximately 12%) after 3 days, possibly due to the compressibility of the sandpaper.
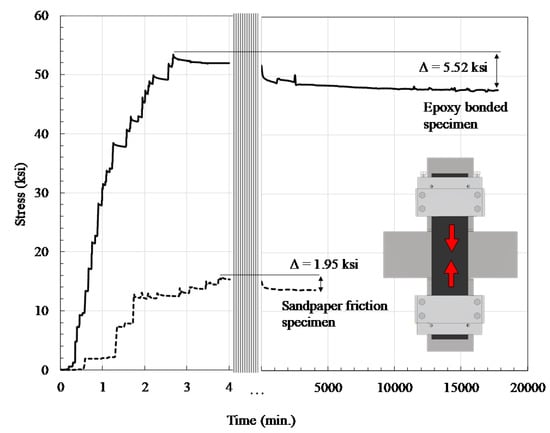
Figure 20.
Measured CFRP pre-stress losses due to relaxation and creep.
Because the ambient room temperature can have an effect on pre-stress measurements, the room temperature was recorded during the long-term testing. Figure 21 shows the relationship between CFRP pre-stress and ambient room temperature during testing of the epoxy-bonded retrofit. In Figure 21, small peaks in CFRP pre-stress corresponded to slight decreases in room temperature.
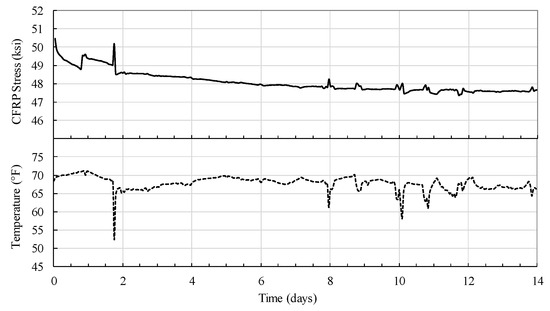
Figure 21.
Measured temperature effects on CFRP pre-stress levels.
4. Experimental Investigation into Retrofit Fatigue Mitigation
To verify the effectiveness of the pre-stressing strategy and evaluate the performance of the developed retrofit, seven experimental fatigue tests were conducted. The following sections describe the seven experimental tests, including the test specimen geometry, loading, experimental setup, and instrumentation, followed by a discussion of the testing results.
4.1. Specimen Geometry
Two specimen geometries were considered in the experimental program, one representing a full-scale component geometry and one representing a half-scale component geometry of only the gate faceplate. The full-scale specimen geometry is identical to section F13 described in Section 3 and is fabricated from design details of the Greenup Lock and Dam provided by the United States Army Corps of Engineers. As shown in Figure 22a, the full-scale test specimen was 36 inches by 30 inches by 10.75 inches, representing a section of the gate near the critical region. Two different weld types joined the full-scale test specimen plates. As shown in Figure 22a, the welds consisted of double-sided 3/4 inch bevel welds and 5/16 inch fillet welds. The specimen is designed with two attachment plates connected to each end as seen in Figure 22. These attachment plates are two inches thick to avoid prying effects. Figure 22b shows the half-scale specimen dimensions and fabrication details.
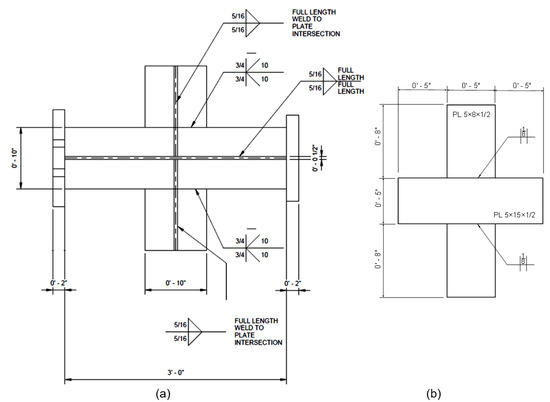
Figure 22.
Gate section F13 fabrication details for (a) full-scale specimen (all weld and plate dimension in inches) and (b) half-scale specimen (all weld and plate dimensions in inches).
All gate specimens tested were notched near the plate intersection welds (see Figure 23) using abrasive cutting discs prior to testing. These notches were added to the specimens to induce local stress concentrations (simulating gate component damage) and to create a worsened fatigue condition.
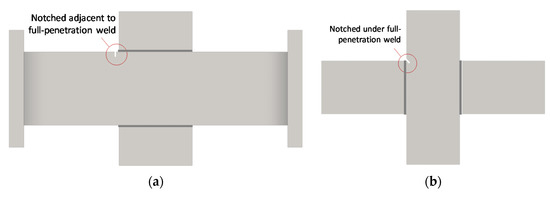
Figure 23.
Notch location for (a) full-scale specimen and (b) half-scale specimen.
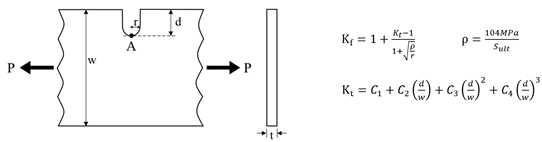
It is important to note that for the resulting fatigue calculations, this notching reduces the Goodman criteria by dividing the endurance strength by a fatigue notch factor , which is based on the geometry and the elastic stress concentration factor of the specimen. The elastic stress concentration factor can be calculated from the derived equation shown in Table 6 [28], which considers the ratio between the depth of the notch d and the radius of the notch r, also shown in Table 6.
Table 6.
Coefficients for the notch stress concentration factor. Data from [13].
Figure 24 shows how adding notches to the gate specimens reduces the component fatigue endurance limit (see the downward shift of the Goodman line after notching).
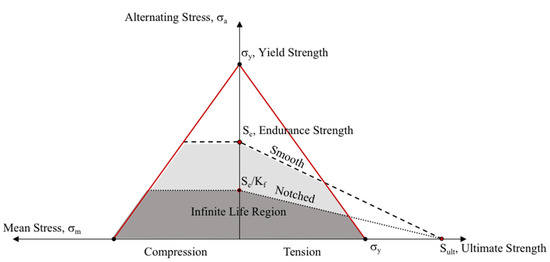
Figure 24.
Constant life diagram using the modified Goodman criteria for smooth and notched specimens.
In Figure 24, it is possible for a notched component to have a finite fatigue life under the same loading conditions that would produce an infinite fatigue life for an un-notched (smooth) component.
4.2. Loading
Constant amplitude unidirectional tensile loading (where the specimen is loaded and unloaded during each cycle) is considered in this study. The loading is intended to simulate similar stress distribution patterns within the gate component during hydrostatic pressure changes that occur during lock operation. To maintain a constant amplitude nominal stress within the component, all specimens are loaded in force control. Figure 25 shows the three loading configurations with Configuration 1 (C1) representing axial loading of the full-scale gate specimens parallel to the joint welds, Configuration 2 (C2) representing bending and shear loading within the full-scale gate specimens, and Configuration 3 (C3) representing axial loading of the half-scale specimens perpendicular to the joint weld. It should be noted that during normal gate operation, the gate component feels a combination of bending, shear, and axial loads; however, due to limitations with large-scale testing, each of the loading conditions was considered separately.
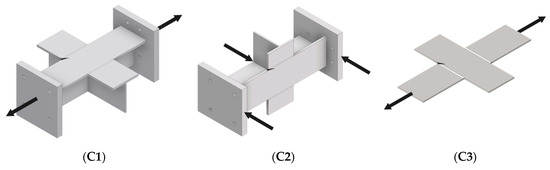
Figure 25.
Specimen loading configurations for the full-scale component tests (C1,C2) and the half-scale component tests (C3).
To verify that the loading of the test specimens created a similar stress state observed during gate operation, a simulation of each test specimen loading was performed. Boundary conditions similar to those imposed by test configurations C1 and C2 are shown in Figure 26, along with a comparison of stress contours between the full gate model and experimental setups. As shown in Figure 26, similar stress concentrations were observed at the test specimen corners, while larger stresses were observed near the center of the plate. These larger stresses near the plate center are of less concern from a fatigue standpoint. The stresses near the plate center in the gate model likely differed somewhat from the two test configurations due to the bidirectional bending condition experienced during gate operation. Contours presented in Figure 26 confirm that the two loading configurations impose similar stress conditions near the plate intersection corners.
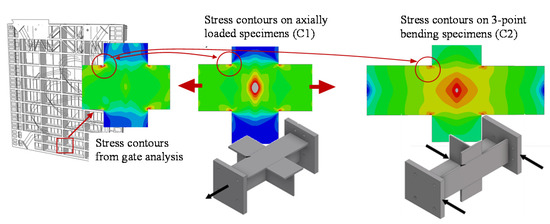
Figure 26.
Stresses from the lock gate sub model and test specimen models.
4.3. Experimental Setup and Testing Matrix
A total of three full-scale component fatigue tests were conducted on notched gate components to measure the effects of the retrofit strategy near regions of high stress concentration. The full-scale tests considered two loading configurations, which induced both axial and flexural stresses in the gate component. Figure 27a,b shows the experimental setup for the full-scale testing, consisting of a self-reacting frame, servo-hydraulic actuator, and full-scale gate component specimen. A photograph of the full-scale test setup is also shown in Figure 28a. The self-reacting frame used to load each gate specimen (shown in Figure 27 and Figure 28) was stiffened for this study to reduce the deflections during loading, therein allowing for higher frequency loadings. The reaction frame consisted of two W12 × 210 beam sections connected to four W12 × 120 column sections. For axial loading, the specimen was connected to both the actuator and reaction frame (providing an axial load path that must travel through the specimen) with four high-strength 1.25 in. diameter A490 bolts (see Figure 27a). For flexural loading, the specimen is subjected to three-point bending which loads the face of the gate specimen near the critical region for both tension and flexure (see Figure 27b).
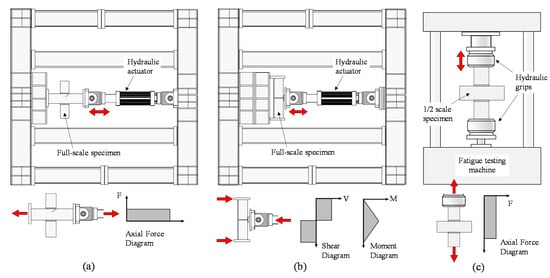
Figure 27.
Experimental test setup and specimen force diagrams for a (a) full-scale axially loaded specimen, (b) full-scale specimen with three-point bending, and (c) half-scale axially loaded specimen.
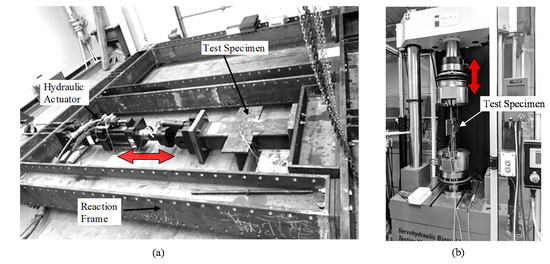
Figure 28.
Photograph of the experimental setup for (a) full-scale testing in the large reaction frame and (b) half-scale testing in the Walter + Bai servo-hydraulic biaxial fatigue testing machine.
In addition to the full-scale tests, four half-scale fatigue tests were conducted to investigate alternative specimen orientations and the effectiveness of the pre-stressed retrofit on fatigue crack mitigation. Unlike the full-scale specimens, all half-scale specimens were tested in a Walter + Bai servo-hydraulic biaxial fatigue testing machine capable of providing rapid fatigue cycles. Figure 27c shows the half-scale testing configuration and Figure 28b shows a photograph of the half-scale specimen during testing. Table 7 presents the experimental testing matrix, outlining the specimen names, retrofit condition, loading type, applied force range, and retrofit pre-stress level (if applicable).
Table 7.
Experimental test matrix.
4.4. Instrumentation and Monitoring
Each experimental specimen was instrumented with multiple strain gauges to monitor the local component stresses during loading. These gauges were located near the notched regions (approximately 25.4 mm (1 in.) away) to measure the local stress concentrations resulting from the geometry discontinuities, as well as regions away from any local influences to measure the nominal specimen stresses. Figure 29 shows the orientation and location of instrumentation for the C1, C2, and C3 specimen configurations. Gauges were placed on both sides of the steel plate to allow for the separation of measured bending and axial stresses. Note that the strain gauges used for local stress measurements were mounted approximately 25.4 mm (1 in.) away from notches to avoid excessive stress concentration over-reading. The strain gauges used for nominal stress measurements were distributed in such a way that they were not affected by local measurements.
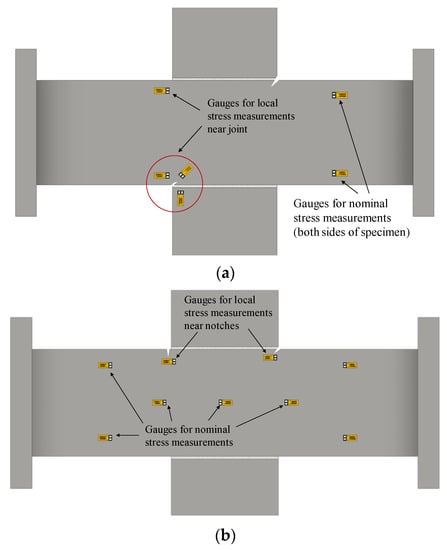
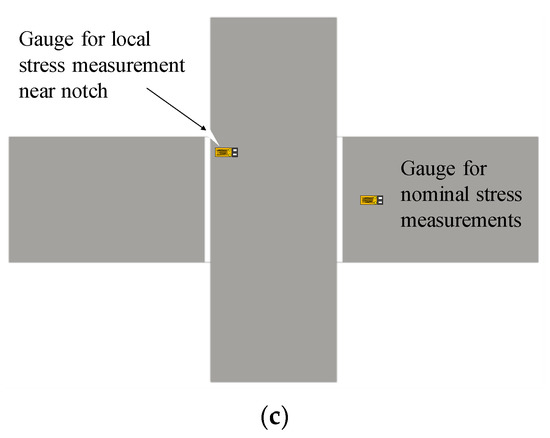
Figure 29.
Strain gauge locations for the various specimen configurations: (a) full-scale axial, (b) full-scale 3-point, and (c) half-scale axial.
In addition to the instrumentation, non-destructive monitoring techniques were used to identify and track the presence of fatigue cracking. The crack detection method used in this study involved visual inspection aided by a dye penetrant. It should be noted that while the dye penetrant was the primary means for identifying crack initiation, post-test analysis of the strain gauge data also helped with identifying the presence of cracking through the measurement of local force changes.
5. Experimental Fatigue Test Results
5.1. Testing Observations from Full-Scale and Half-Scale Specimens
As mentioned in the description of the specimen geometries, all specimens were notched near a weld corner to aid with crack initiation and simulate poor detailing (common in many existing gate components). Preliminary testing was conducted on specimen C1-1 to measure the effect of this notching on the local stress state near the connection weld region. Figure 30 compares the pre- and post-notch stresses within the connection region of specimen C1-1, which indicated that the notching increased the local stress state by more than 4.5 times. Note that the gauge results presented in Figure 30 are averages of the gauges on the top and bottom plate sides (to isolate axial strains). By comparing the top and bottom longitudinal gauges in Figure 30a, it can be observed that the experimental loading induced slight lateral bending in the specimen (note that the solid line from the top gauge is larger than the dashed line from the bottom gauge).
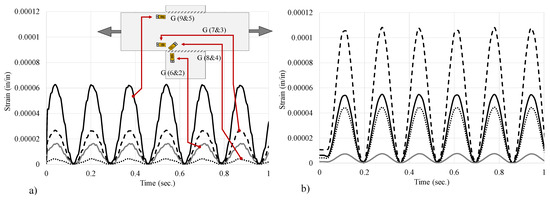
Figure 30.
Recorded strains: (a) pre-notch; (b) post-notch.
Following notching of specimen C1-1, a total of 13,730,163 fatigue cycles were applied at a force range of 50 kips with no observable fatigue cracking near the notch. Strain measurements near the notch remained stable throughout the test and resembled those shown in Figure 30b, indicating no fatigue cracking. Additional dye-penetrant testing near the notch helped to confirm the lack of fatigue cracking found using visual inspection. Due to the significant time required to generate a fatigue crack, it was decided to conclude the axial loading fatigue test and focus on the three-point bending specimen configuration capable of producing higher stresses within the gate specimens.
The goal of the initial fatigue testing with specimens C1-1 and C2-1 was to induce a sharp fatigue pre-crack to investigate the retrofit effectiveness; however, similar to specimen C1-1, specimen C2-1 (which was loaded in three-point bending at a force range of 80 kips) was subjected to 4,598,234 fatigue cycles with no observable fatigue crack forming at the notch. Rather than continue with the fatigue crack initiation experiments, it was decided to use the local stress concentration from the induced notch to investigate the local stress effects of the pre-stressed retrofit. Table 8 shows the additional cyclic tests conducted (C2-2, C3-1, and C3-2) to provide a comparison between the local notch stress states without and with various levels of CFRP pre-stress. Tests C3-3 and C3-4 were added half-scale fatigue tests to measure the resulting fatigue-life improvements and are discussed in a later section.
Table 8.
Experimental test matrix and resulting fatigue cycles applied.
5.2. Effect of Retrofit Pre-Stress Levels on Specimen Local Stresses
The applied CFRP pre-stress is capable of reducing the local stress felt at the notch of both the full-scale and half-scale specimens. Table 9 presents the three full-scale and four half-scale experiments having varied levels of CFRP pre-stress. In Table 9, pre-stress levels ranging between 7.3 and 17.3 ksi were able to reduce the full-scale component mean stress by between 4 and 8.3 ksi. Additionally, the pre-stress was able to reduce the stress amplitude of the full-scale notch stress by between 1.6 and 2.3 ksi. Similar results were observed for the half-scale experiments, with pre-stress levels between 7.2 and 18 ksi reducing the component mean stress by between 2.5 and 5.4 ksi, respectively. The reduction in mean stress and stress amplitude at the notch directly translated to an increased fatigue life. Figure 31 shows the effect of the pre-stress level on the stress range and mean stress for the full-scale experiments. In Figure 31, a noticeable downward shift can be seen as the pre-stress level in the CFRP was increased.
Table 9.
Mean and amplitude stress shift due to the CFRP pre-stress level.
Figure 31.
Effect of CFRP pre-stressing on notch local stress history.
As the specimen notch stress was reduced, the stress state moved closer to the infinite life region. For the full-scale and half-scale experiments, the resulting shift in the notch stress state relative to the notched Goodman criterion is shown in Figure 32 and Figure 33, respectively. As shown in Figure 32, the 8.3 ksi reduction in mean stress at a pre-stress of 17.3 ksi shifted the notch stress state near the border of the fatigue threshold line but remained within the finite life region. This indicated that a fatigue life improvement was likely made; however, the component will eventually be subject to fatigue cracking. Similar results were noticed for the half-scale specimens, which remained within the finite life region after achieving a mean stress shift of 5.4 ksi with an 18 ksi pre-stress. The following section quantifies the effect of this mean stress shift on the resulting half-scale component fatigue life.
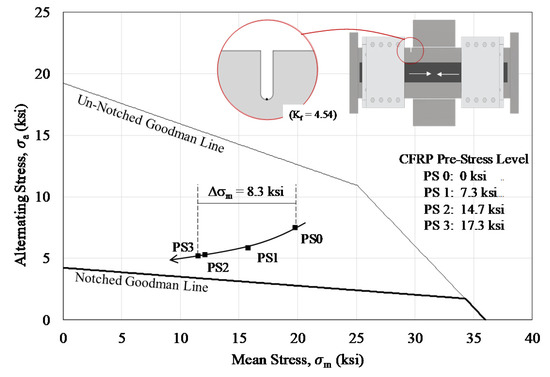
Figure 32.
Effect of CFRP pre-stress level on a full-scale component stress state.
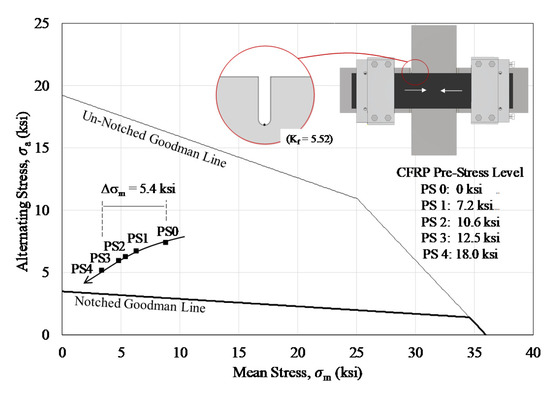
Figure 33.
Effect of CFRP pre-stress level on a small-scale component stress state.
5.3. Effect of Pre-Stressed Retrofit on Specimen Fatigue Life
The effect of the developed retrofit on the resulting fatigue life was determined by comparing the fatigue performance of specimen C3-3 (having no retrofit) and C3-4 (having a retrofit and 13.65 ksi pre-stress). Specimen C3-3 with no retrofit experienced fatigue cracking at the notch, which resulted in a complete cross-section fracture after 989,235 cycles. Considering a fatigue category E’ detail with a notched weld, specimen C3-3 would be calculated to fail after 969,165 cycles, which was fairly close to the experimental observation. Figure 34 shows the resulting fatigue fracture emanating from the induced notch. The application of the retrofit in specimen C3-4 increased the number of cycles to failure for the half-scale gate specimen to 2,911,198 cycles (a fatigue life increase of nearly three times over the un-retrofitted specimen). Figure 35 shows a comparison of the stress within the notch for the specimens C3-3 (un-retrofitted) and C3-4 (retrofitted), with the reduced notch stress resulting in an increased fatigue life. In Figure 35, the application of the retrofit initially decreased the notch stress by 20.5 ksi as compared to the un-retrofitted specimen C3-3. Note, however, that the retrofit did not perform as well as intended due to a pre-stress loss that was observed at 50,000 cycles, which resulted in an increase in the notch stress (see Figure 35). This pre-stress loss was due to a debonding failure between the friction clamps and half-scale specimen and was corrected at 1,000,000 cycles during testing but was eventually lost again at 1,690,000 cycles. This pre-stress loss is discussed further in the following section; however, it should be noted that even with the pre-stress losses, the CFRP continued to take the load, resulting in a reduced notch stress of nearly 4.8 ksi (see Figure 35).
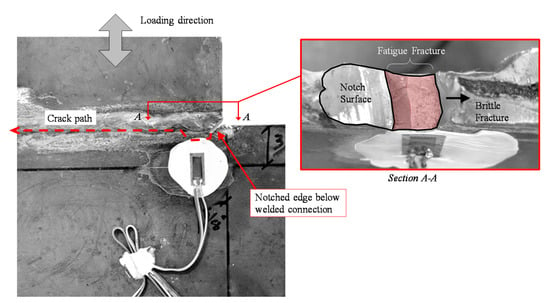
Figure 34.
Fatigue crack growth and eventual brittle fracture of specimen C3-3 following 989,235 cycles.
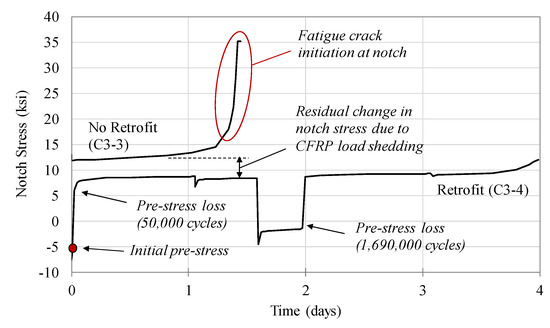
Figure 35.
Measured stress at the notch of specimen C3-3 (no retrofit) and specimen C3-4 (retrofit).
5.4. Performance of Half-Scale Retrofit Clamping Mechanisms during Cyclic Loading
While the static retrofit bonding experiments were promising for inducing CFRP pre-stress levels up to 50 ksi, vibrations during rapid cyclic loading ultimately affected the retrofit bond and resulting CFRP pre-stress within the retrofit system. Epoxy debonding between the retrofit and gate specimen was observed in each high-cycle fatigue test. As an example, Figure 36 shows the CFRP pre-stress levels during the half-scale test C3-4 (discussed previously), where the initial pre-stress of 13.7 ksi was reduced by 11.8 ksi following approximately 50,000 cycles at 20 Hz (41 min of loading) due to debonding of the retrofit clamps from the specimen surface. Following 1,000,000 cycles, an additional pre-stress was performed to 10.15 ksi by allowing the debonded retrofit clamp to bear on the specimen weld profile, which resulted in the other retrofit clamp debonding after an additional 690,000 cycles (9 h and 35 min of testing in Figure 36). Note that even though the retrofit clamps debonded, the CFRP material continued to take some of the applied axial load (equal to the applied clamping friction force). Given the results of the epoxy performance during fatigue loading, future retrofit performance may be improved by using the Slipnot™ surface, which had similar static pre-stress results but relied on friction over adhesion to maintain the CFRP pre-stress levels. Implementation of the pre-stressed CFRP retrofit in a bonded configuration (with the CFRP glued directly to the gate steel surface following pre-tensioning) may be the best option to prevent eventual pre-stress losses due to a CFRP slip within the clamping mechanisms during cyclic loading.
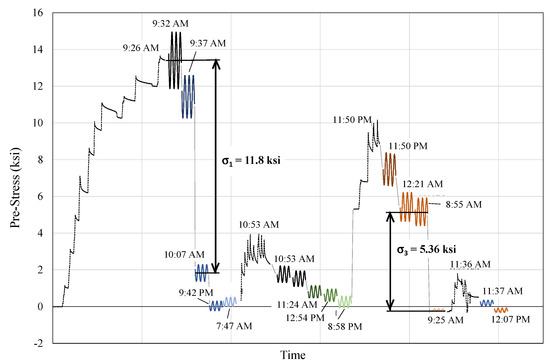
Figure 36.
Measured CFRP pre-stress during rapid cyclic loading.
6. Summary and Conclusions
This study analytically and experimentally investigated fatigue damage within common lock gate geometries and developed fatigue mitigation strategies using tuned pre-stress levels to extend gate service lives. In this study, detailed finite element analyses were used to identify critical lock gate fatigue regions and evaluate the pre-stress effects on locally extending the component fatigue life. Fatigue and fracture mechanics theories related to constant life diagrams were used to develop retrofit strategies for preventing fatigue cracking, and full-scale experimental fatigue testing of a critical lock gate component was conducted to provide a baseline for the evaluation of retrofit strategies. Retrofit strategies using carbon-fiber-reinforced polymer (CFRP) plates having optimized pre-stress levels were created and fatigue tested in laboratory conditions. The following conclusions resulted from the analytical and experimental study:
- Pre-stress levels lower than those required for infinite life stress shift were capable of extending the gate life by several years. Analytical gate simulations indicated that a pre-stress force of 35.2 kips extended the fatigue life of section F13 in the Greenup Lock and Dam Gate by 8.6 years. Application of the pre-stressed retrofit on the notched half-scale experimental specimen increased the fatigue life by more than 1.9 million cycles (a fatigue life increase of nearly three times over the un-retrofitted specimen).
- Pre-stressing strategies considering friction alone can achieve CFRP pre-stress levels similar to those with epoxy adhesives. The roughened high-friction coating and epoxy-bonded CFRP both achieved similar pre-stress levels prior to slipping at slightly more than 50 ksi of CFRP pre-stress; however, creep and relaxation within the pre-stressing system could contribute to minor pre-stress losses. Losses in the full-scale epoxy-bonded CFRP specimen converged to approximately 10% pre-stress loss after 14 days.
- The applied CFRP pre-stress was capable of reducing the local notch stress; however, pre-stress loss did occur due to epoxy adhesive debonding during rapid cyclic loading. Overcoming pre-stress losses due to slip or debonding is necessary for the successful implementation of a tuned fatigue life improvement using pre-stressed CRFP plates.
- Load shedding around the crack and into the CFRP following pre-stress loss still contributed to reductions in component notch stresses. Following debonding and significant pre-stress loss within the CFRP, the applied CFRP clamping force was able to provide enough force transfer to the CFRP to reduce the local notch stresses and improve component fatigue life. It is recommended to improve the bond (either chemically or mechanically) between the steel and CFRP materials to better maintain pre-stress levels.
Author Contributions
Conceptualization, G.S.P.; methodology, C.L., G.S.P. and M.L.; formal analysis, C.L., M.L. and G.S.P.; investigation, C.L., M.L., M.H.K. and G.S.P.; resources, G.S.P.; data curation, C.L., M.L., M.H.K. and G.S.P.; writing—original draft preparation, C.L., M.L., M.H.K. and G.S.P.; writing—review and editing, C.L., M.L., M.H.K. and G.S.P.; supervision, G.S.P.; funding acquisition, G.S.P. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the U.S. Department of Transportation under grant award number DTRT13-G-UTC50.
Data Availability Statement
All data generated or used during the study are available from the corresponding author by request.
Acknowledgments
This work was conducted through MarTREC at the University of Arkansas and reflects the views of the authors, who are responsible for the facts and the accuracy of the information presented herein. This document is disseminated under the sponsorship of the U.S. Department of Transportation’s University Transportation Centers Program, in the interest of information exchange. The U.S. Government assumes no liability for the contents or use thereof.
Conflicts of Interest
The authors declare no conflict of interest.
References
- U.S. Army Corps of Engineers. Infrastructure Report Card: Inland Waterways; American Society of Civil Engineers (ASCE): Reston, VA, USA, 2017. [Google Scholar]
- Grier, D. The Declining Reliability of the U.S. Inland Waterway System. Available online: https://www.hsdl.org/?view&did=743731 (accessed on 8 December 2021).
- Glass, P. Head Lock, Work Boat. 2012. Available online: https://www.workboat.com/archive/head-lock/ (accessed on 2 July 2018).
- The Navigation Economic Technologies Program. McAlpine Lock Closure in August 2004; IWR Report 05-NETS-R-08; US Army Corps of Engineers: Vicksburg, MS, USA, 2005.
- Brinckman, J. Dam’s Lock Closure Hurts Northwest Shippers but Could Have Been Far Worse. Oregonian 2009. Available online: https://www.oregonlive.com/business/index.ssf/2009/10/post_1.html (accessed on 8 December 2021).
- Chapman, B. LRD’s Lock Gate Replacement Program; US Army Corps of Engineers: Vicksburg, MS, USA, 2010. Available online: https://www.iwr.usace.army.mil/Portals/70/docs/IWUB/board_meetings/meeting64/Chapman_IWUB_64.pdf (accessed on 8 October 2021).
- Jones, D.A. Denny-a-Jones-Principles-and-Prevention-of-Corrosion. Environments 1992, 334, 357. [Google Scholar]
- Dexter, R.J.; Ocel, J.M. Manual for Repair and Retrofit of Fatigue Cracks in Steel Bridges; Report No. FHWA-IF-13- 020; US Department of Transportation Federal Highway Administration: Washington, DC, USA, 2013. Available online: https://www.fhwa.dot.gov/bridge/steel/pubs/hif13020/hif13020.pdf (accessed on 8 December 2021).
- Ghafoori, E.; Motavalli, M.; Herwig, A.; Nussbaumer, A.; Prinz, G.; Fontana, M. Fatigue strengthening of riveted girders in a historic railway metallic bridge in Switzerland using pre-stressed un-bonded CFRP laminates. In Proceedings of the 8th International Conference on Bridge Maintenance, Safety and Management (IABMAS2016), Foz do Iguaçu, Brazil, 26–30 June 2016. [Google Scholar]
- Matta, F.; Aquino, C.; Nanni, A.; Giancaspro, J. Unbonded CFRP bar System for External Post-Tensioning; American Composites Manufacturers Association: Tampa, FL, USA, 2007. [Google Scholar]
- Tavakkolizadeh, M.; Saadatmanesh, H. Fatigue Strength of Steel Girders Strengthened with Carbon Fiber Reinforced Polymer Patch. J. Struct. Eng. 2003, 129, 186–196. [Google Scholar] [CrossRef] [Green Version]
- Peiris, A.; Harik, I. Steel Bridge Girder Strengthening Using Postinstalled Shear Connectors and UHM CFRP Laminates. J. Perform. Constr. Facil. 2015, 29, 04014139. [Google Scholar] [CrossRef]
- Schnerch, D.; Rizkalla, S. Flexural Strengthening of Steel Bridges with High Modulus CFRP Strips. J. Bridg. Eng. 2008, 13, 192–201. [Google Scholar]
- Miller, T.C.; Chajes, M.J.; Mertz, D.R.; Hastings, J.N. Strengthening of a Steel Bridge Girder using CFRP Plates. J. Bridg. Eng. 2001, 6, 514–522. [Google Scholar] [CrossRef]
- Kaan, B.N.; Alemdar, F.; Bennett, C.R. Fatigue Enhancement of Welded Details in Steel Bridges using CFRP Overlay Elements. ASCE J. Compos. Constr. 2012, 16, 138–149. [Google Scholar] [CrossRef]
- Huawen, Y.; Konig, C.; Ummenhofer, T.; Shizhong, Q.; Plum, R. Fatigue Performance of Tension Steel Plates Strengthened with Prestressed CFRP Laminates. ASCE J. Compos. Constr. 2010, 14, 609–615. [Google Scholar] [CrossRef]
- Mahmoud, H.; Chulahwat, A.; Riveros, C. Fatigue and Fracture life-cycle Cost Assessment of a Miter Gate with Multiple Cracks. Eng. Fail. Anal. 2018, 83, 57–74. [Google Scholar] [CrossRef]
- Ghafoori, E.; Motavalli, M. Analytical calculation of stress intensity factor of cracked steel Ibeams with experimental analysis and 3D digital image correlation measurements. Eng. Fract. Mech. 2011, 78, 3226–3242. [Google Scholar] [CrossRef]
- Bansal, P.P.; Sharma, R.; Mehta, A. Retrofitting of RC girders using prestressed CFRP sheets. Steel Compos. Struct. 2016, 20, 833–849. [Google Scholar] [CrossRef]
- Al-Mosawe, A.; Al-Mahaidia, R.; Zhao, X. Effect of CFRP properties on the bond characteristics between steel and CFRP laminate under quasi-static loading. Constr. Build. Mater. 2015, 98, 489–501. [Google Scholar] [CrossRef]
- Hong, S.; Park, S.K. Concrete beams strengthened with prestressed unbonded carbon-fiber-reinforced polymer plates: An experimental study. Polym. Compos. J. 2015, 38, 2459–2471. [Google Scholar] [CrossRef]
- HKS. ABAQUS Standard User’s Manual; Version 6.4; Hibbitt, Karlsson, and Sorensen Inc.: Providence, RI, USA, 2006. [Google Scholar]
- Riveros, G.A.; Ayala Burgos, J.L.; Pérez, J. Numerical Investigation of Miter Gates; Report No.: ERDC/RTL TR-09-1; US Army Corps of Engineers Navigation Systems Research Program: Vicksburg, MS, USA, 2009. [Google Scholar]
- AASHTO. AASHTO LRFD Bridge Design Specifications, 8th ed.; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017. [Google Scholar]
- Martin, J. Mechanical Behavior of Engineering Materials; Prentice Hall: Englewood Cliffs, NJ, USA, 1962. [Google Scholar]
- Shigley, J.E.; Mischke, C.R. Mechanical Engineering Design; McGraw-Hill: New York, NY, USA, 1989. [Google Scholar]
- EC-3. Eurocode 3: Design of Steel Structures—Part 1–9: Fatigue; European Committee for standardization EN 1-9: Brussels, Belgium, 2005. [Google Scholar]
- Pilkey, W.D. Formulas for Stress, Strain, and Structural Matrices, 2nd ed.; John Wiley and Sons, Inc.: Hoboken, NJ, USA, 2005. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).