
The Microstructure and Mechanical Properties of Ferritic-Martensitic Steel EP-823 after High-Temperature Thermomechanical Treatment

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
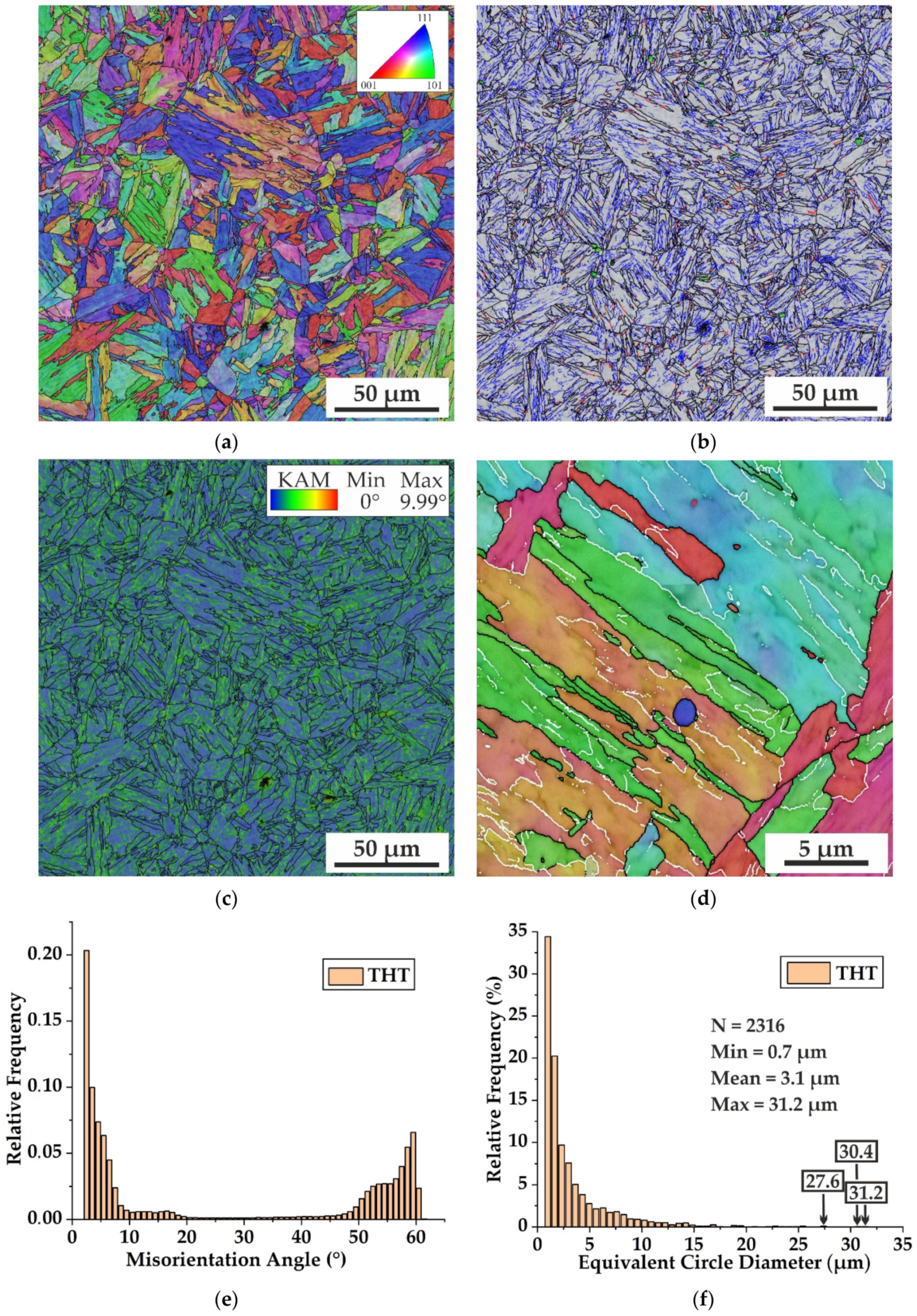
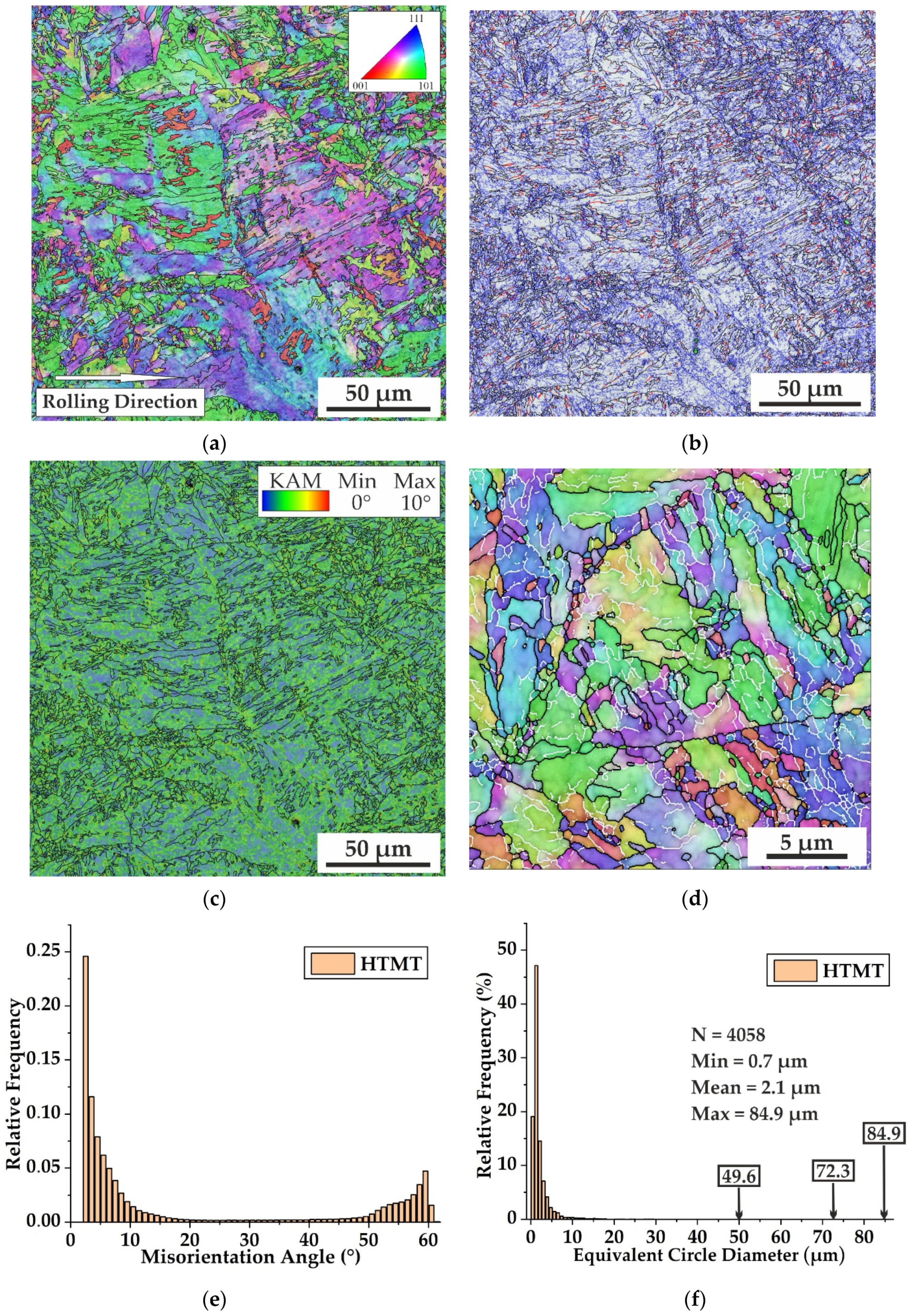
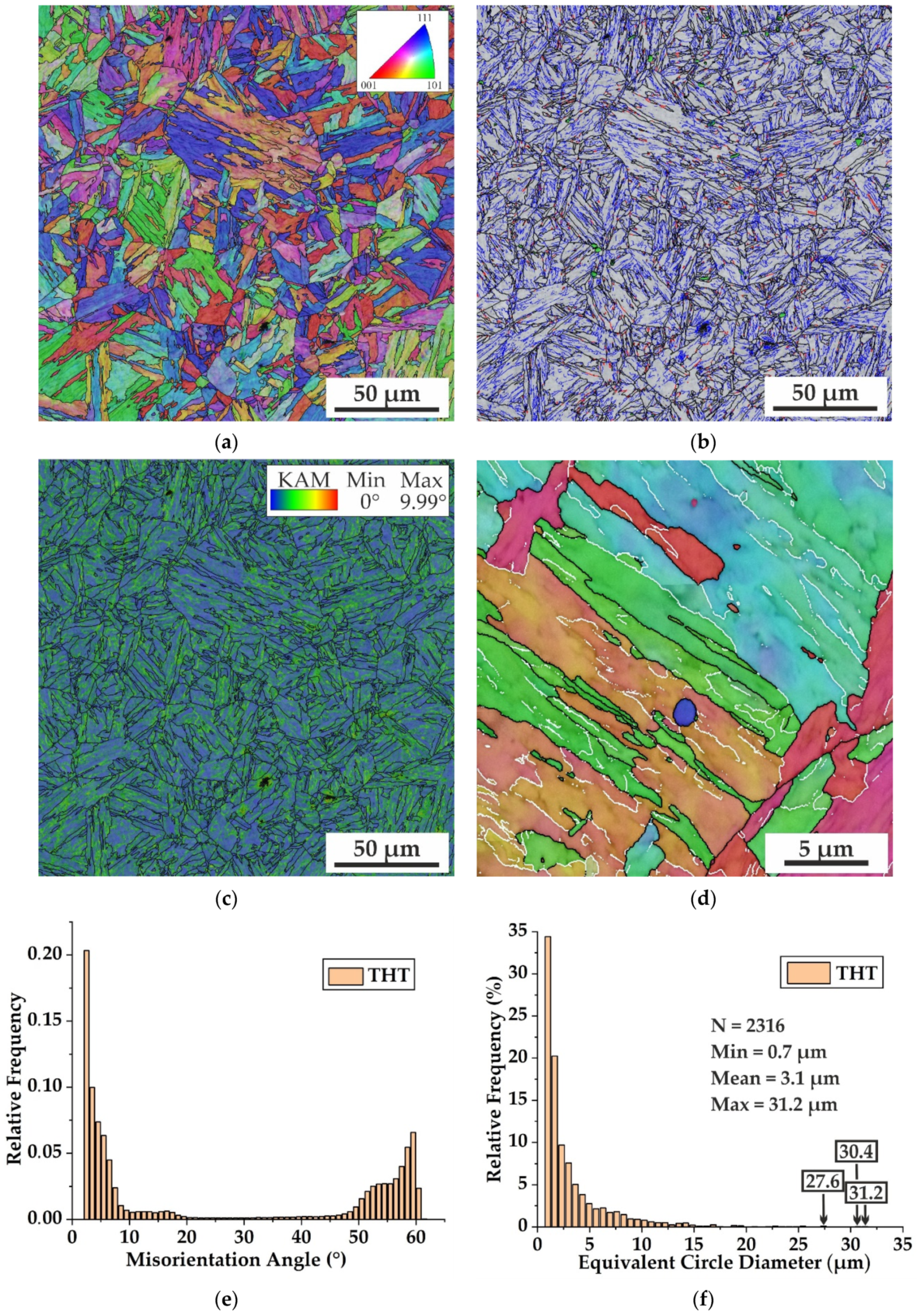
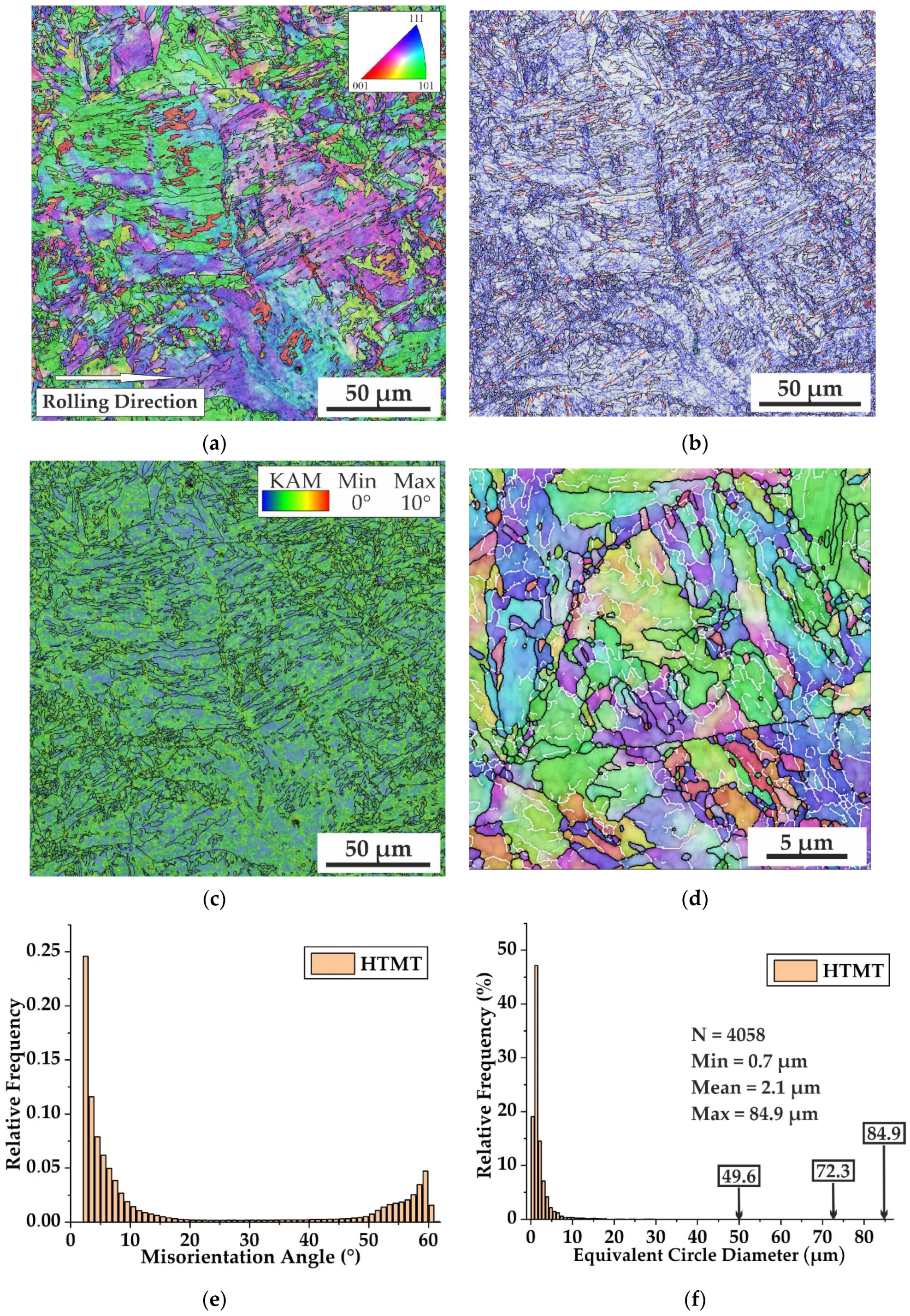
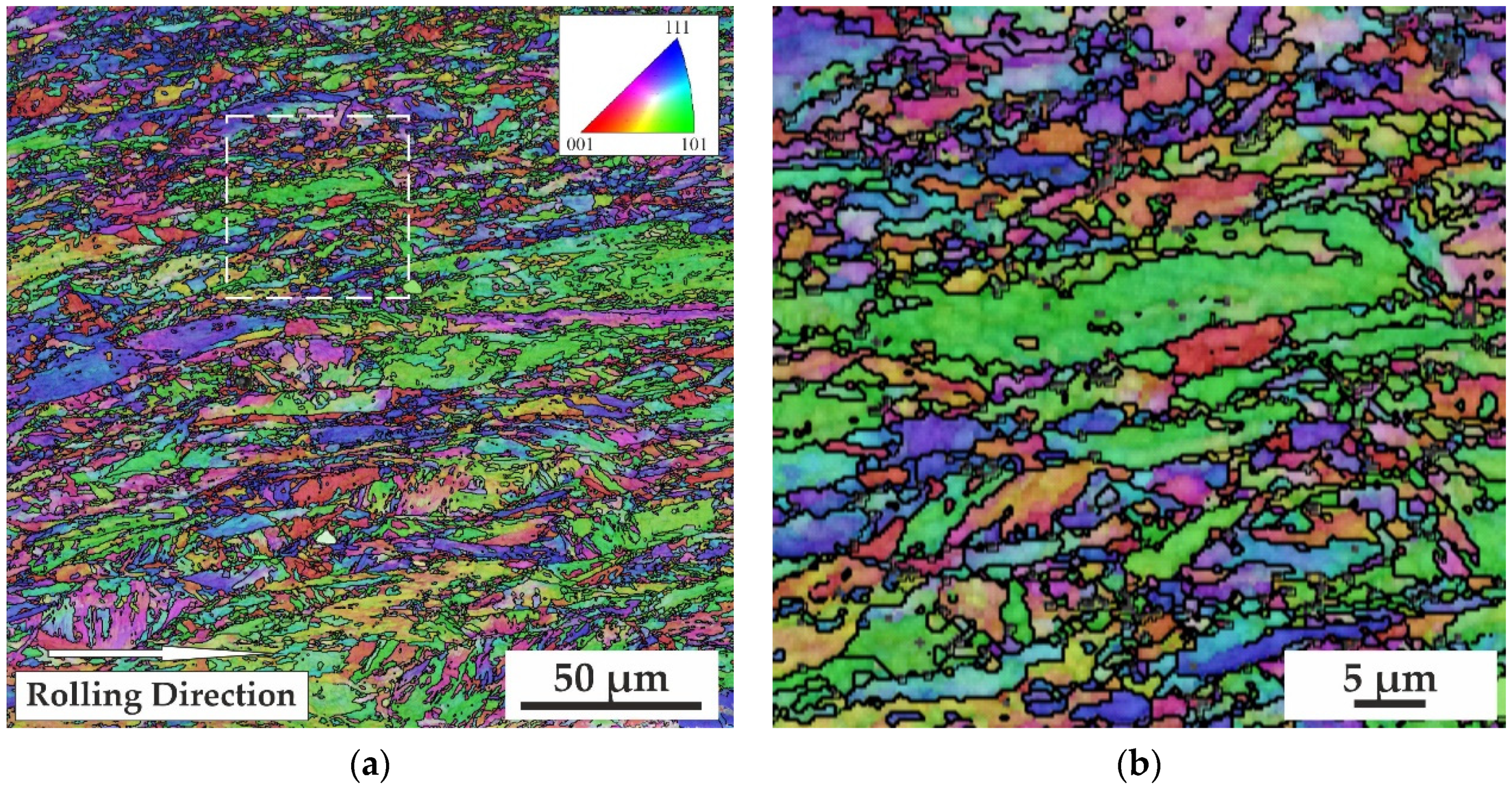
3.1. SEM EBSD
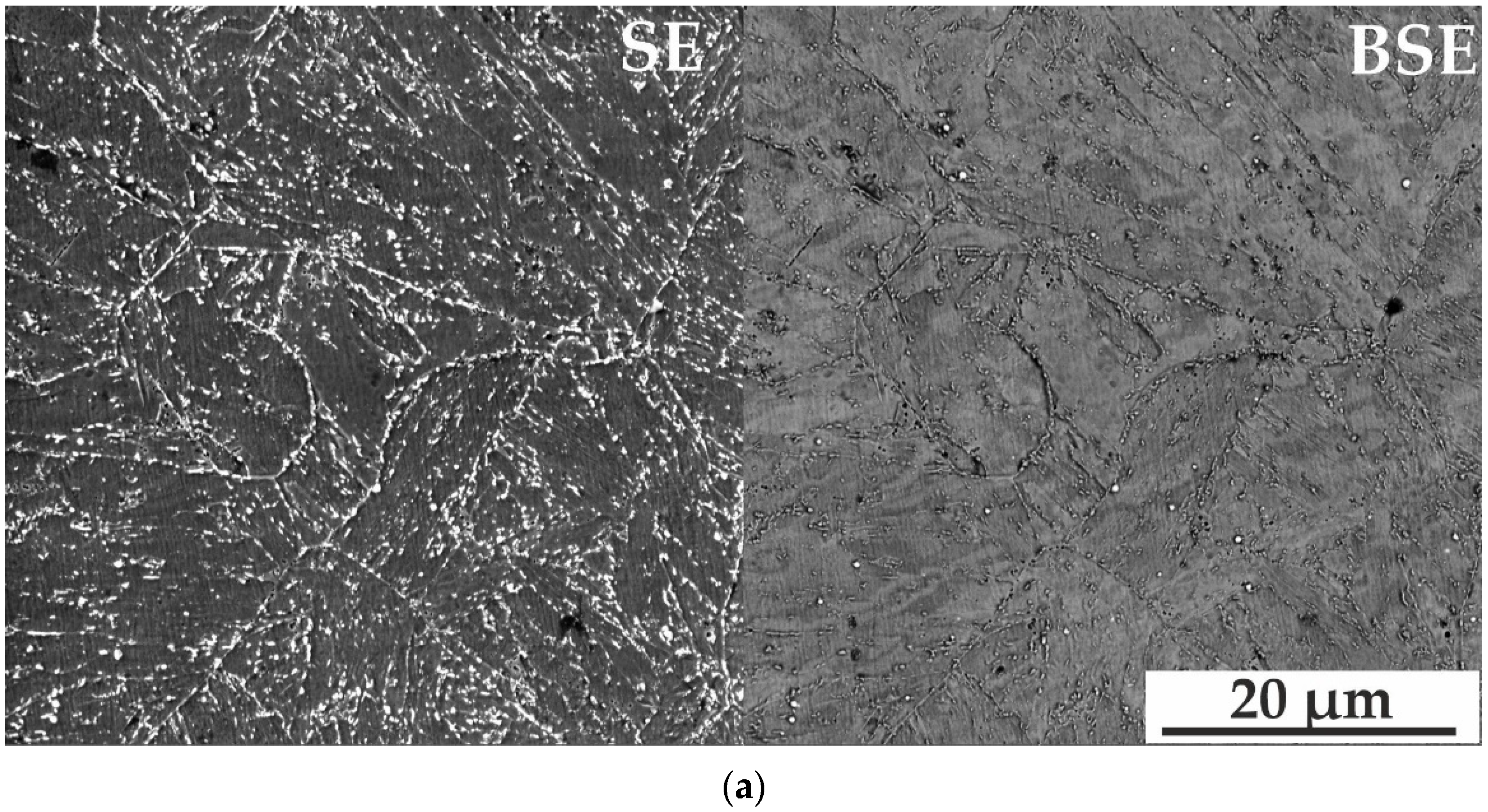
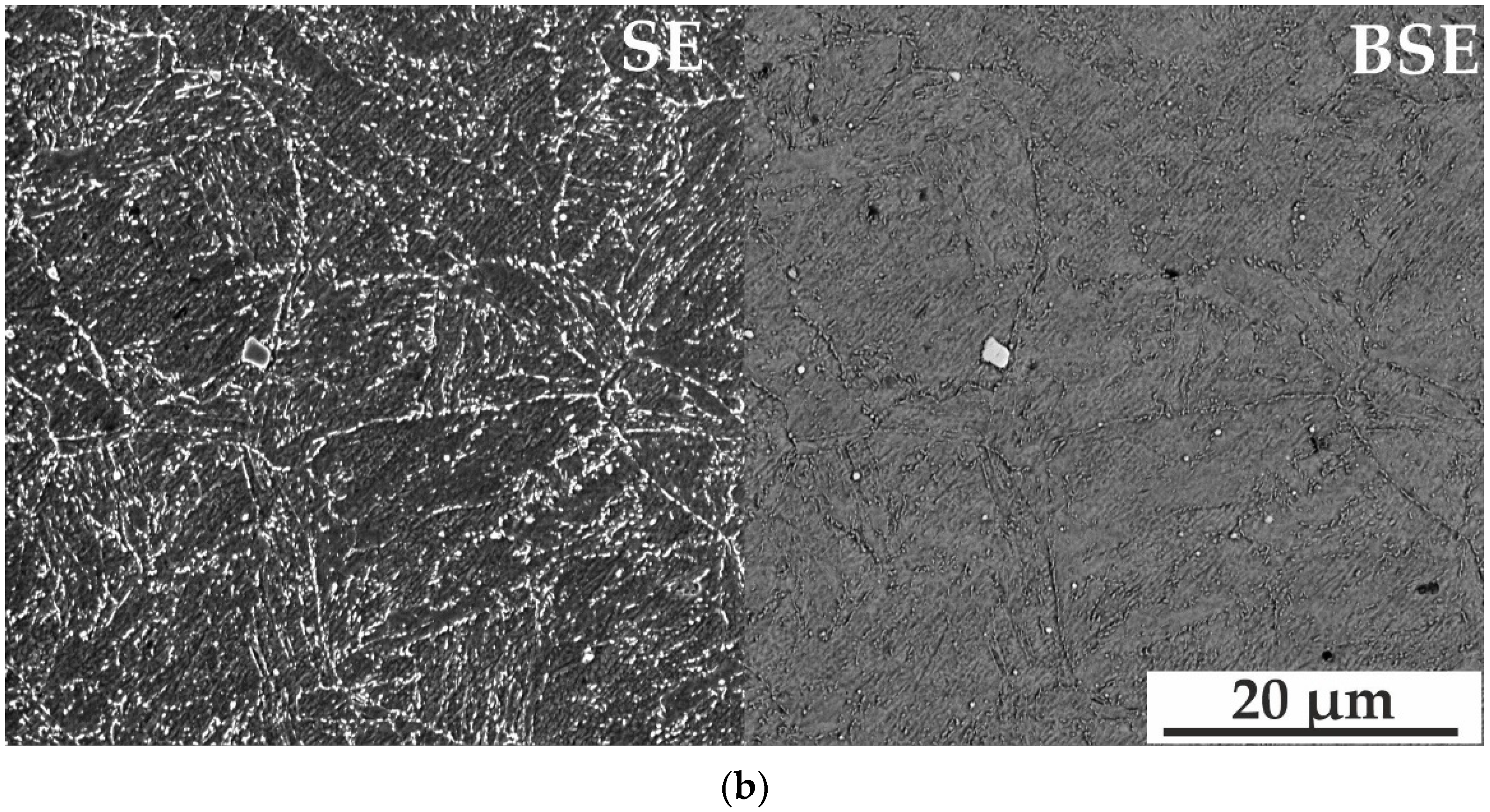
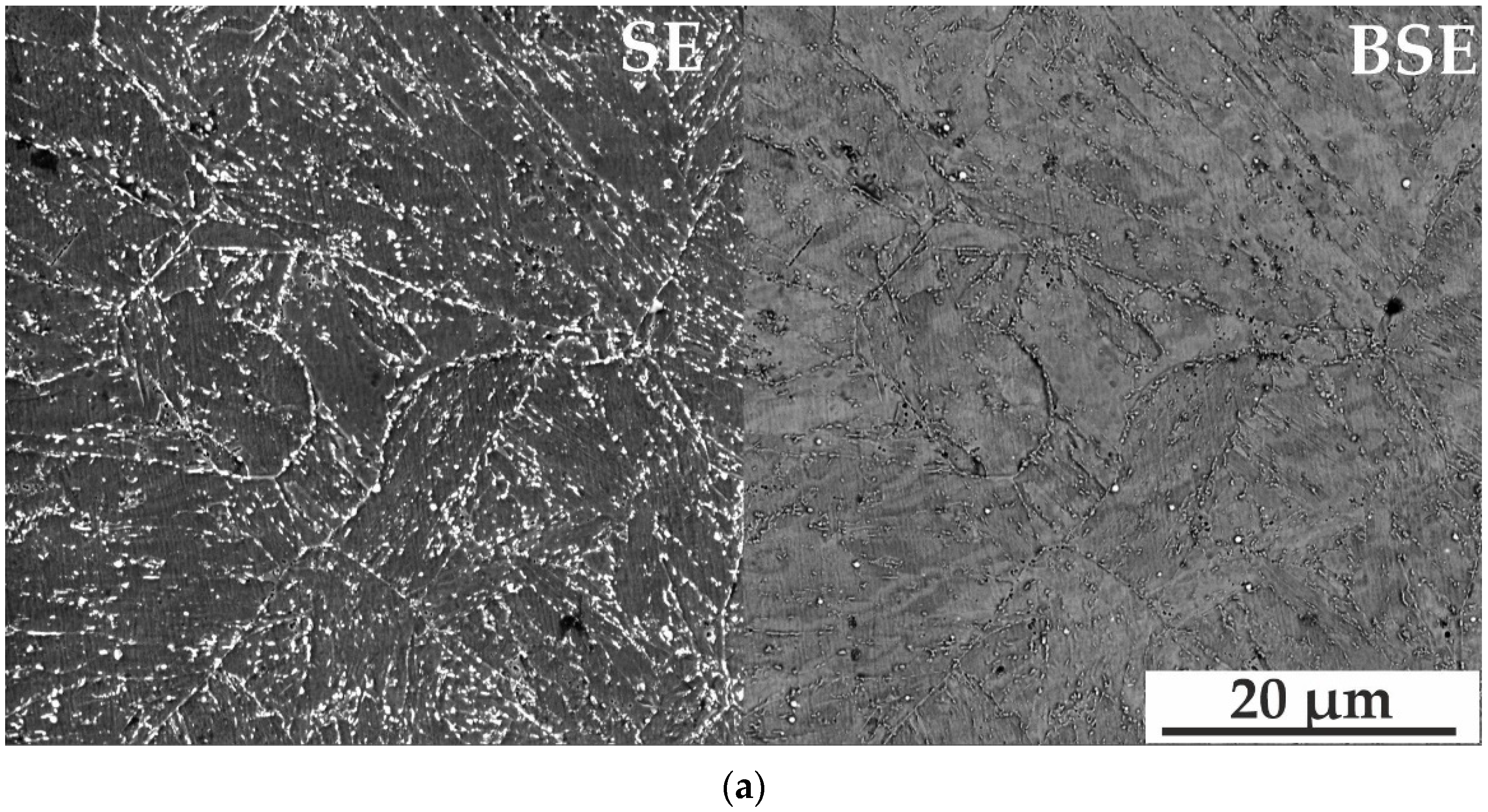
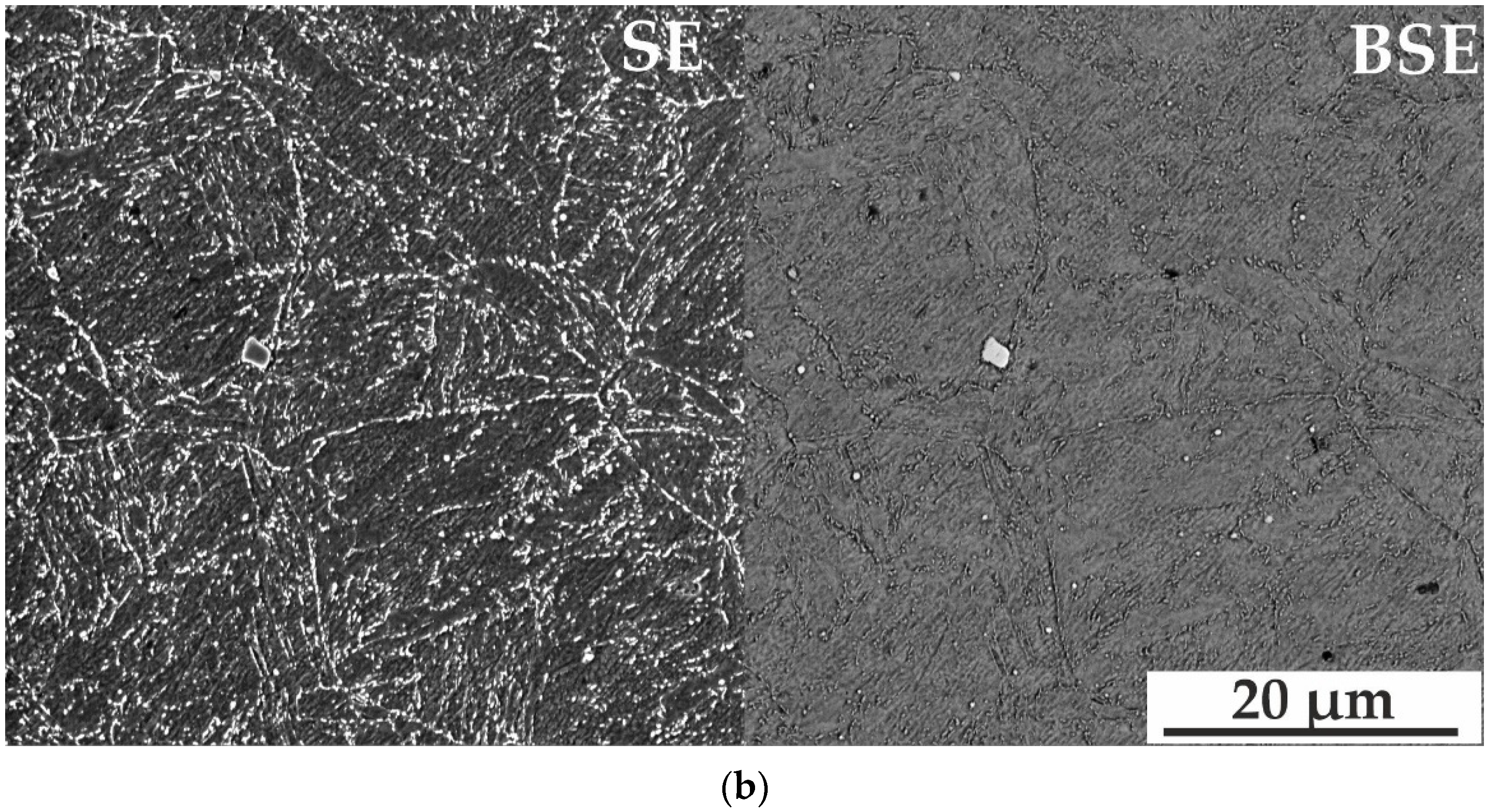
3.2. SEM of Etched Samples
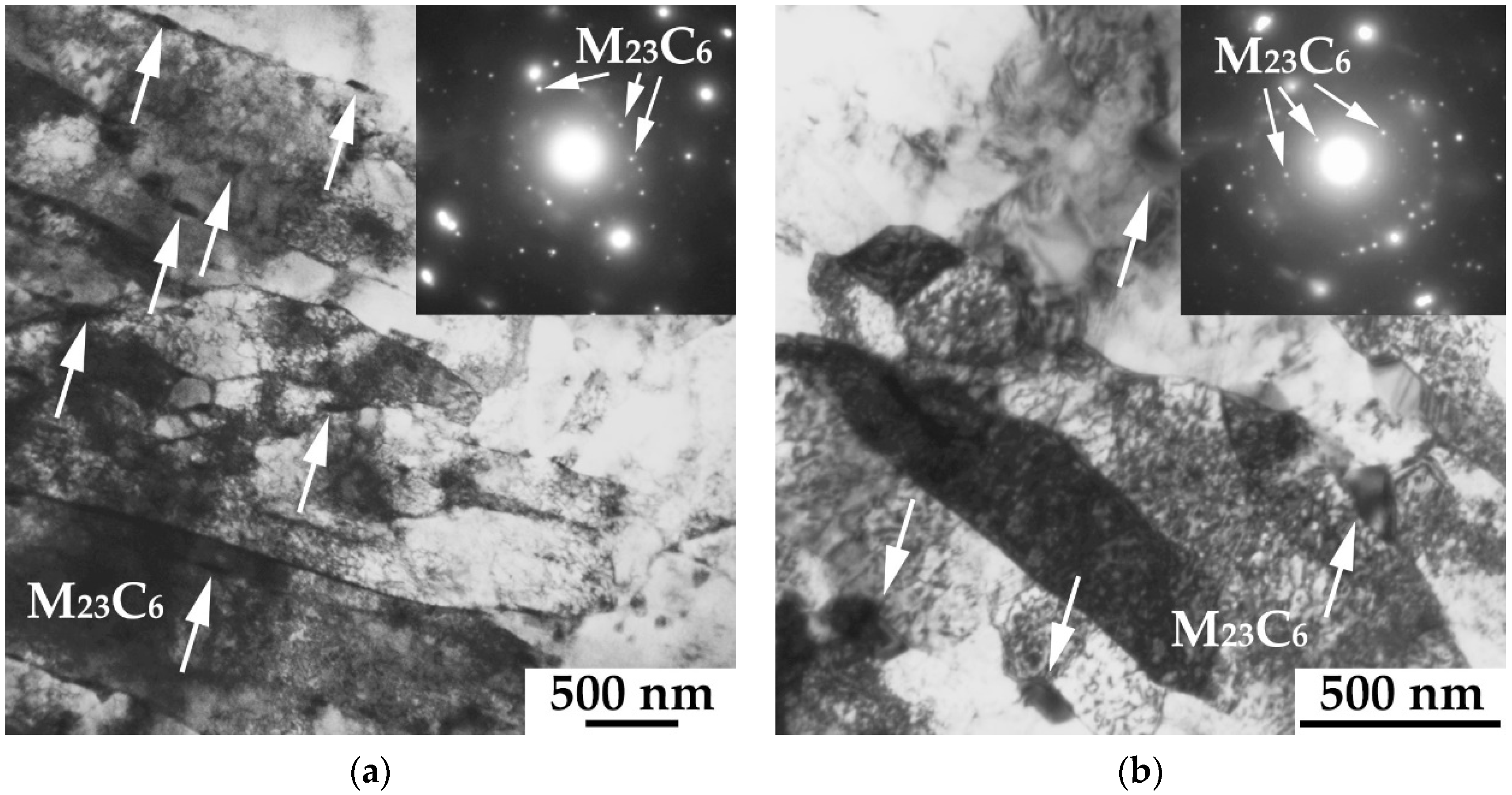
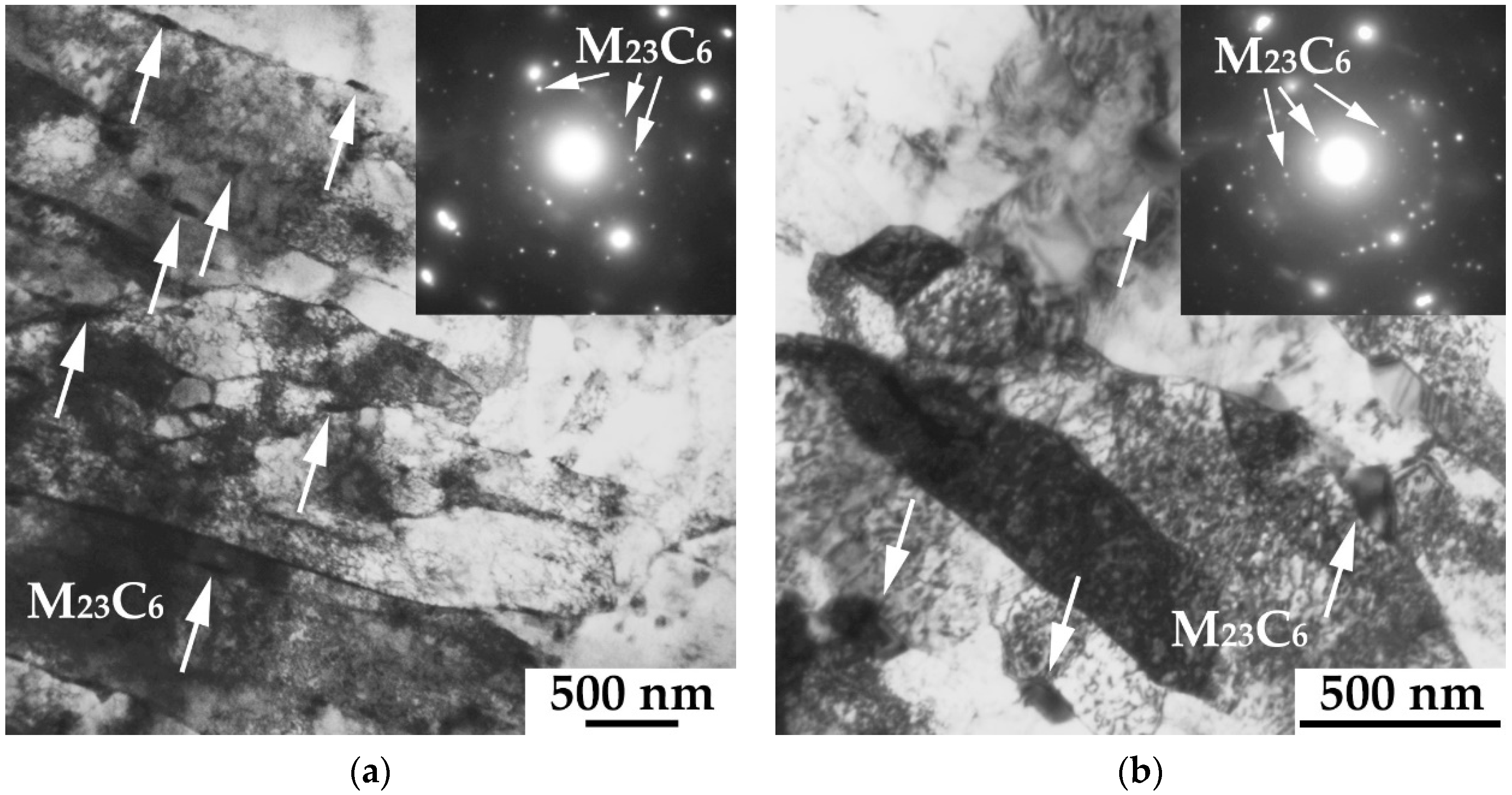
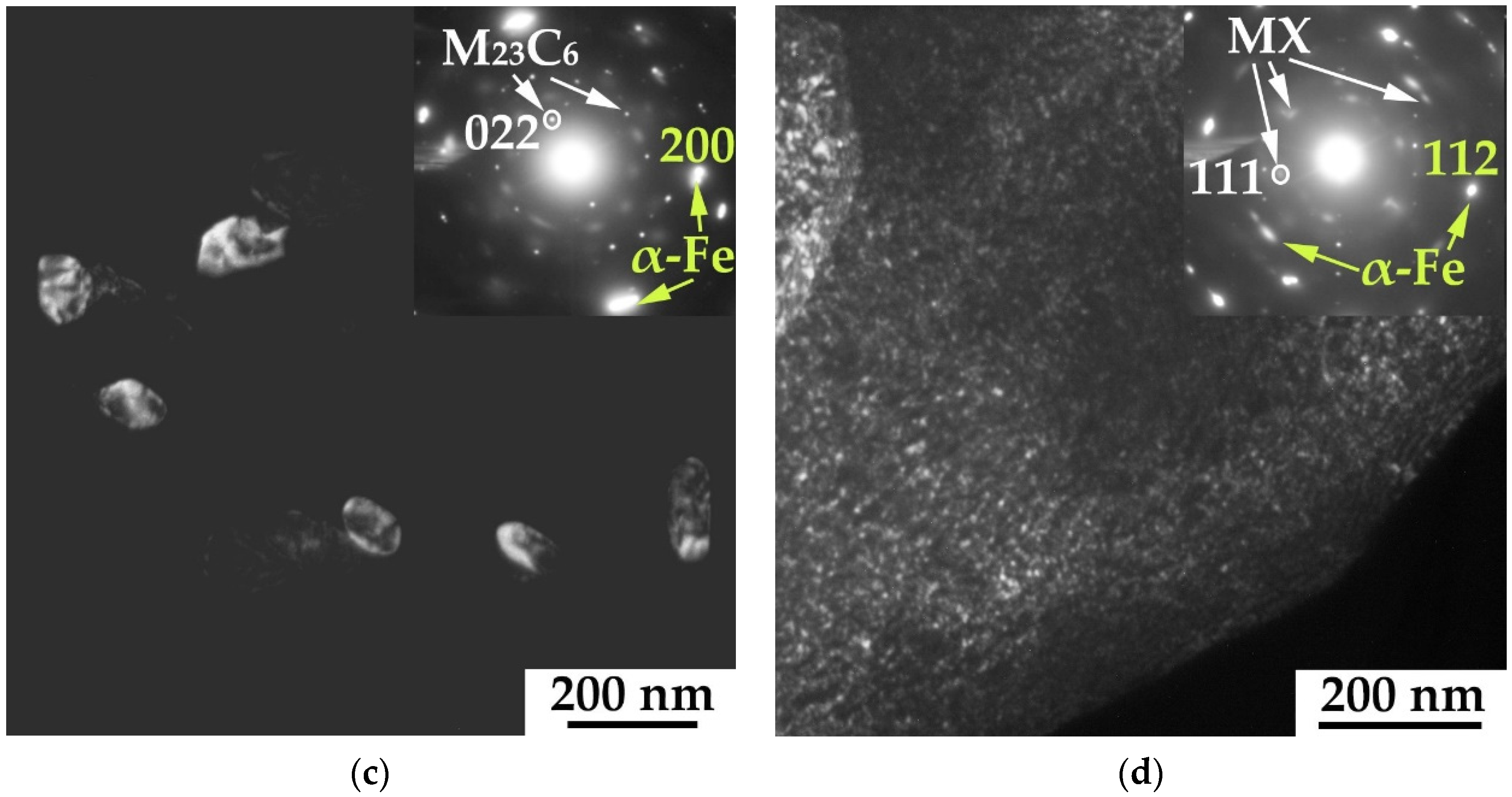
3.3. TEM
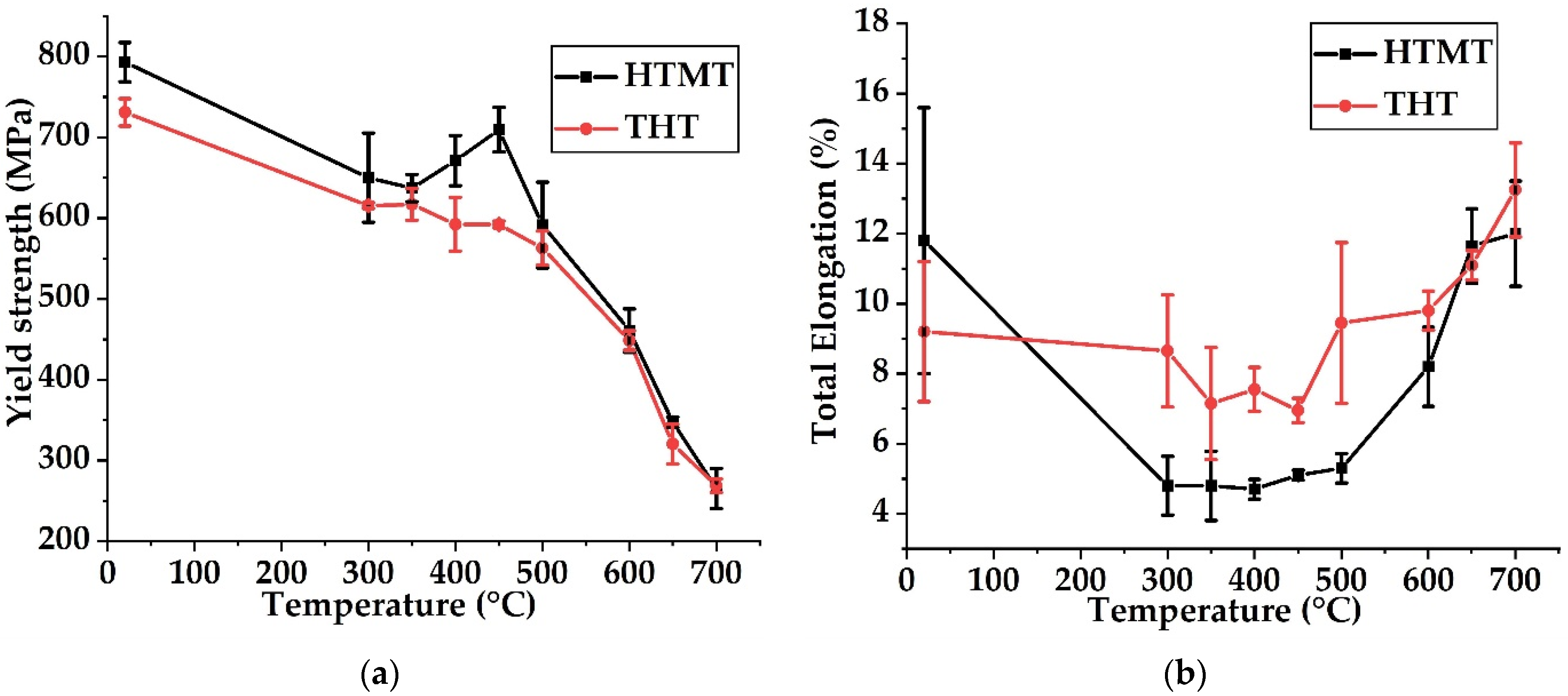
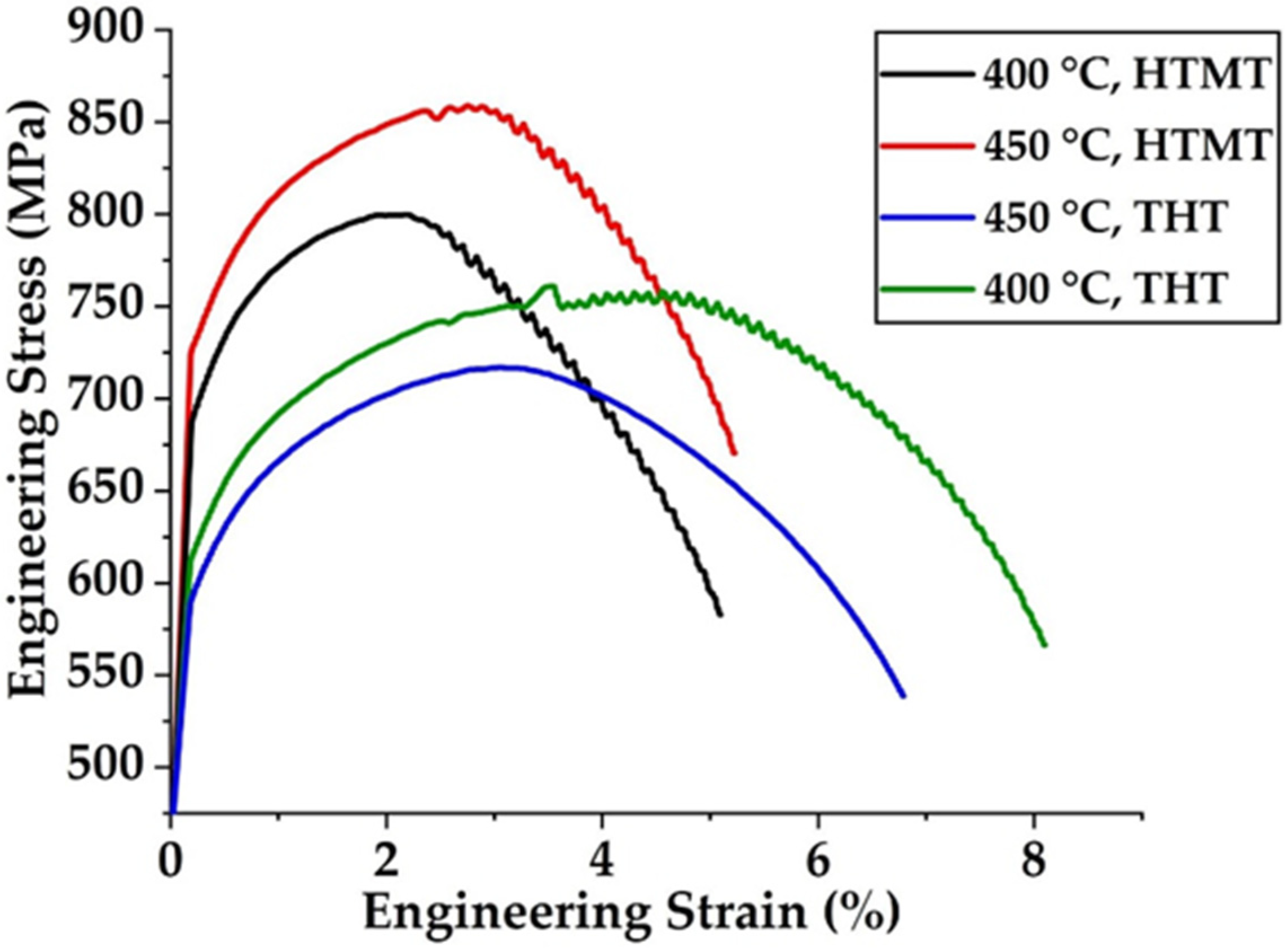
3.4. Mechanical Properties
- –
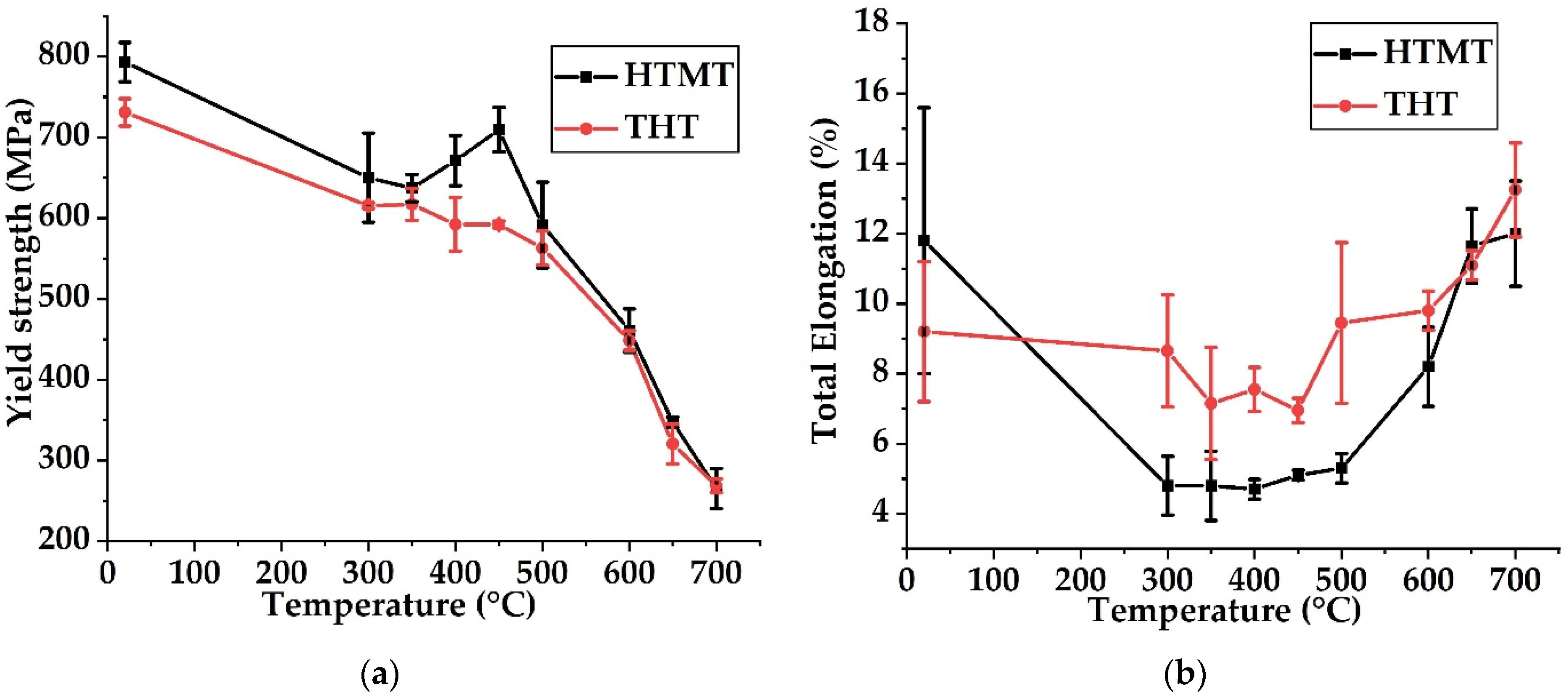
- 20 to 300 °C—the interval of gradual (compared with the interval of higher temperatures) decline of the yield strength for both treatments. The elongation at this decrease is insignificant for THT and falls down after HTMT relative to the corresponding value at 20 °C;
- –
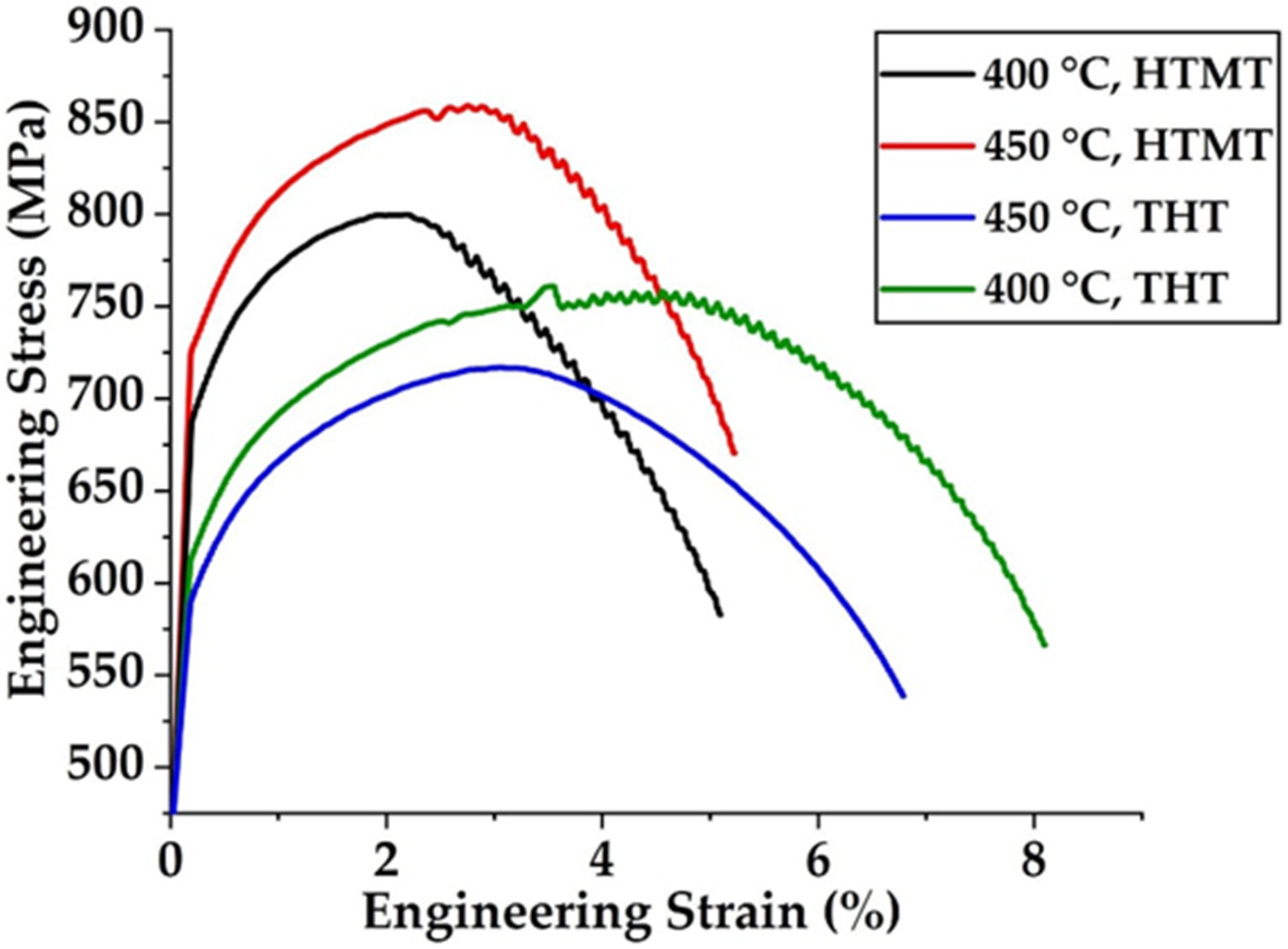
- 300 to 500 °C—the interval of a slight decrease in the yield strength with increasing temperature for THT and an increase in the yield strength at 400–450 °C (with a maximum at 450 °C) for HTMT. Elongation to failure in this temperature range is minimal (≈4–5%) after HTMT. After THT, the minimum values of elongation are observed at 350–450 °C, ≈7–7.5%, which exceeds the corresponding values after HTMT;
- –
- 500 to 700 °C—the interval of a significant decrease of the yield strength and an increase of elongation to failure with increasing temperature for both treatments.
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Odette, R.G.; Zinkle, S.J. Structural Alloys for Nuclear Energy Applications; Elsevier: Amsterdam, The Netherlands, 2019; p. 655. ISBN 9780123970466. [Google Scholar] [CrossRef]
- Yvon, P. Structural Materials for Generation IV Nuclear Reactors; Elsevier: Amsterdam, The Netherlands, 2017; p. 664. ISBN 9780081009062. [Google Scholar] [CrossRef]
- Cabet, C.; Dalle, F.; Gaganidze, E.; Henry, J.; Tanigawa, H. Ferritic-martensitic steels for fission and fusion applications. J. Nucl. Mater. 2019, 523, 510–537. [Google Scholar] [CrossRef]
- Prakash, P.; Vanaja, J.; Srinivasan, N.; Parameswaran, P.; Nageswara Raon, G.V.S.; Laha, K. Effect of thermo-mechanical treatment on tensile properties of reduced activation ferritic-martensitic steel. Mater. Sci. Eng. A 2018, 724, 171–180. [Google Scholar] [CrossRef]
- Tan, L.; Hoelzer, D.T.; Busby, J.T.; Sokolov, M.A.; Klueh, R.L. Microstructure control for high strength 9Cr ferritic–martensitic steels. J. Nucl. Mater. 2012, 422, 45–50. [Google Scholar] [CrossRef]
- Tan, L.; Yang, Y.; Busby, J.T. Effects of alloying elements and thermomechanical treatment on 9Cr Reduced Activation Ferritic–Martensitic (RAFM) steels. J. Nucl. Mater. 2013, 442, 513–517. [Google Scholar] [CrossRef]
- Hollner, S.; Piozin, E.; Mayr, P.; Caës, C.; Tournié, I.; Pineau, A.; Fournier, B. Characterization of a boron alloyed 9Cr3W3CoVNbBN steel and further improvement of its high-temperature mechanical properties by thermomechanical treatments. J. Nucl. Mater. 2013, 441, 15–23. [Google Scholar] [CrossRef]
- Totemeier, T.C.; Tian, H.; Simpson, J.A. Effect of Normalization Temperature on the Creep Strength of Modified 9Cr-1Mo Steel. Metall. Mater. Trans. A 2006, 37, 1519–1525. [Google Scholar] [CrossRef]
- Liu, J.; Liu, W.; Hao, Z.; Shi, T.; Kang, L.; Cui, Z.; Yun, D. Effects of Silicon Content and Tempering Temperature on the Microstructural Evolution and Mechanical Properties of HT-9 Steels. Materials 2020, 13, 972. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qiu, G.; Zhan, D.; Li, C.; Yang, Y.; Qi, M.; Jiang, Z.; Zhang, H. Influence of Inclusions on the Mechanical Properties of RAFM Steels Via Y and Ti Addition. Metals 2019, 9, 851. [Google Scholar] [CrossRef] [Green Version]
- Ma, T.; Hao, X.; Wang, P. Effect of Heat Treatments on Microstructural Evolution and Tensile Properties of 15Cr12MoVWN Ferritic/Martensitic Steel. Metals 2020, 10, 1271. [Google Scholar] [CrossRef]
- Xu, Z.; Shen, Y.; Shang, C.; Huang, X. Precipitate phases in ferritic/martensitic steel P92 after thermomechanical treatment. J. Nucl. Mater. 2018, 509, 355–365. [Google Scholar] [CrossRef]
- Shen, Y.; Shang, Z.; Xu, Z.; Liu, W.; Huang, X.; Liu, H. The nature of nano-sized precipitates in ferritic/martensitic steel P92 produced by thermomechanical treatment. Mater. Charact. 2016, 119, 13–23. [Google Scholar] [CrossRef]
- Wu, X.; Ukai, S.; Leng, B.; Oono, N.; Hayashi, S.; Sakasegawa, H.; Tanigawa, H. Hot-rolling of reduced activation 8CrODS ferritic steel. J. Nucl. Mater. 2013, 443, 59–65. [Google Scholar] [CrossRef]
- Klueh, R.L.; Hashimoto, N.; Maziasz, P.J. New nano-particle-strengthened ferritic/martensitic steels by conventional thermo-mechanical treatment. J. Nucl. Mater. 2007, 367–370, 48–53. [Google Scholar] [CrossRef]
- Hollner, S.; Fournier, B.; Pendu, J.L.; Cozzika, T.; Tournié, I.; Brachet, J.-C.; Pineau, A. High-temperature mechanical properties improvement on modified 9Cr–1Mo martensitic steel through thermomechanical treatments. J. Nucl. Mater. 2010, 405, 101–108. [Google Scholar] [CrossRef]
- Tan, L.; Busby, J.T.; Maziasz, P.J.; Yamamoto, Y. Effect of thermomechanical treatment on 9Cr ferritic–martensitic steels. J. Nucl. Mater. 2013, 441, 713–717. [Google Scholar] [CrossRef]
- Vivas, J.; San-Martin, D.; Cabalero, F.G.; Capdevila, C. High-chromium (9-12cr) steels: Creep enhancement by conventional thermomechanical treatments. Met. Heat Treatments 2020. [Google Scholar] [CrossRef] [Green Version]
- Mao, C.; Liu, C.; Liu, G.; Yu, L.; Li, H.; Dong, J.; Liu, Y. The correlation between the microstructural parameters and mechanical properties of reduced activation ferritic–martensitic (RAFM) steel: Influence of roll deformation and medium temperature tempering. Metall. Mater. Trans. A 2020, 52, 119–128. [Google Scholar] [CrossRef]
- Liu, C.; Zhao, Q.; Liu, Y.; Wei, C.; Li, H. Microstructural evolution of high Cr ferrite/martensite steel after deformation in metastable austenite zone. Fusion Eng. Des. 2017, 125, 367–371. [Google Scholar] [CrossRef]
- Zhang, G.; Zhou, Z.; Sun, H.; Zou, L.; Wang, M.; Li, S. Hot deformation behavior and processing map of a 9Cr ferritic/martensitic ODS steel. J. Nucl. Mater. 2014, 455, 139–144. [Google Scholar] [CrossRef]
- Polekhina, N.A.; Litovchenko, I.Y.; Tyumentsev, A.N.; Kravchenko, D.A.; Chernov, V.M.; Leont’eva-Smirnova, M.V. Effect of high-temperature thermomechanical treatment in the austenite region on microstructure and mechanical properties of low-activated 12% chromium ferritic-martensitic steel EK-181. Tech. Phys. 2017, 62, 736–740. [Google Scholar] [CrossRef]
- Yan, B.; Liu, Y.; Wang, Z.; Liu, C.; Si, Y.; Li, H.; Yu, J. The effect of precipitate evolution on austenite grain growth in RAFM steel. Materials 2017, 10, 1017. [Google Scholar] [CrossRef] [Green Version]
- Almaeva, K.V.; Litovchenko, I.Y.; Polekhina, N.A. Microstructure, mechanical properties and fracture of EP-823 ferritic/martensitic steel after high-temperature thermomechanical treatment. Rus. Phys. J. 2020, 63, 803–808. [Google Scholar] [CrossRef]
- Zhou, J.; Shen, Y.F.; Xue, W.Y.; Jia, N. Hot-deformation induced static recrystallization and nano-MX precipitation in a low activation martensitic steel. J. Nucl. Mater. 2021, 556, 153190. [Google Scholar] [CrossRef]
- Shruti, P.; Sakthivel, T.; Nageswara Rao, G.V.S.; Laha, K.; Srinivasa Rao, T. The role of thermomechanical processing in creep deformation behavior of modified 9Cr-1Mo steel. Metall. Mater. Trans. A 2019, 50, 4582–4593. [Google Scholar] [CrossRef]
- Zhou, X.; Liu, Y.; Liu, C.; Yu, L.; Li, H. Austenitizing temperature effects on the martensitic transformation, microstructural characteristics, and mechanical performance of modified ferritic heat-resistant steel. Metall. Mater. Trans. A 2018, 49, 3525. [Google Scholar] [CrossRef]
- Almaeva, K.V.; Polekhina, N.A.; Linnik, V.V.; Litovchenko, I.Y. Microstructure and Mechanical Properties of Ferritic-Martensitic Steel EP-823 after High-Temperature Thermomechanical Treatment. AIP Conf. Proc. 2019, 2167, 020013. [Google Scholar] [CrossRef]
- Lambrinou, K.; Koch, V.; Coen, G.; Van den Bosch, J.; Schroer, C. Corrosion scales on various steels after exposure to liquid lead–bismuth eutectic. J. Nucl. Mater. 2014, 450, 244–255. [Google Scholar] [CrossRef]
- Lu, S.P.; Liang, T.; Li, Y.K.; Li, D.Z.; Rong, L.J.; Li, Y.Y. Microstructure and Mechanical Properties of Simulated Heat-affected Zones of EP-823 Steel for ADS/LFR. J. Mater. Sci. Technol. 2015, 31, 864–871. [Google Scholar] [CrossRef]
- Wang, H.; Xiao, J.; Wang, H.; Chen, Y.; Yin, X.; Guo, N. Corrosion Behavior and Surface Treatment of Cladding Materials Used in High-Temperature Lead-Bismuth Eutectic Alloy: A Review. Metals 2021, 11, 364. [Google Scholar] [CrossRef]
- Terent’ev, V.F.; Chernov, V.M.; Kolmakov, A.G.; Prosvirnin, D.V.; Kopiev, G.V.; Leont’eva-Smirnova, M.V.; Moroz, K.A.; Antonova, O.S. Fatigue Strength of Ferrite-Martensite 12% Chromium Steels EK-181, EP-823 and Vanadium Alloy V–4Ti–4Cr. Inorg. Mat. Appl. Res. 2018, 9, 212–220. [Google Scholar] [CrossRef]
- Eliseeva, O.I.; Tsisar, V.P. Effect of temperature on the interaction of EP-823 steel with lead melts saturated with oxygen. Mater. Sci. 2007, 43, 230–237. [Google Scholar] [CrossRef]
- Pereloma, E.; Edmonds, D. Phase Transformations in Steels: Diffusionless Transformations, High Strength Steels, Modelling and Advanced Analytical Techniques, 2nd ed.; Woodhead Publishing Limited: Cambridge, UK, 2012; p. 680. ISBN 9780857096111. [Google Scholar] [CrossRef]
- Polekhina, N.A.; Litovchenko, I.Y.; Tyumentsev, A.N.; Akkuzin, S.A.; Chernov, V.M.; Leont’eva-Smirnova, M.V. Temperature Dependences of Mechanical Properties and Fracture Features of Low-Activation Ferritic-Martensitic EK-181 Steel in a Temperature Range from −196 to 720 °C. Phys. At. Nucl. 2018, 81, 1024–1032. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Mn | Mo | Nb | V | W | Ni | N | Si | Ce | Ti | B | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Comp. | 0.14 | 11.56 | 0.58 | 0.74 | 0.40 | 0.34 | 0.68 | 0.68 | 0.03 | 1.09 | 0.10 | 0.01 | 0.006 | 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Litovchenko, I.; Almaeva, K.; Polekhina, N.; Akkuzin, S.; Linnik, V.; Moskvichev, E.; Chernov, V.; Leontyeva-Smirnova, M. The Microstructure and Mechanical Properties of Ferritic-Martensitic Steel EP-823 after High-Temperature Thermomechanical Treatment. Metals 2022, 12, 79. https://doi.org/10.3390/met12010079
Litovchenko I, Almaeva K, Polekhina N, Akkuzin S, Linnik V, Moskvichev E, Chernov V, Leontyeva-Smirnova M. The Microstructure and Mechanical Properties of Ferritic-Martensitic Steel EP-823 after High-Temperature Thermomechanical Treatment. Metals. 2022; 12(1):79. https://doi.org/10.3390/met12010079
Chicago/Turabian StyleLitovchenko, Igor, Kseniya Almaeva, Nadezhda Polekhina, Sergey Akkuzin, Valeria Linnik, Evgeny Moskvichev, Vyacheslav Chernov, and Maria Leontyeva-Smirnova. 2022. "The Microstructure and Mechanical Properties of Ferritic-Martensitic Steel EP-823 after High-Temperature Thermomechanical Treatment" Metals 12, no. 1: 79. https://doi.org/10.3390/met12010079
APA StyleLitovchenko, I., Almaeva, K., Polekhina, N., Akkuzin, S., Linnik, V., Moskvichev, E., Chernov, V., & Leontyeva-Smirnova, M. (2022). The Microstructure and Mechanical Properties of Ferritic-Martensitic Steel EP-823 after High-Temperature Thermomechanical Treatment. Metals, 12(1), 79. https://doi.org/10.3390/met12010079