
Inclusion Removements in a Bottom-Stirring Ladle with Novel Slot-Porous Matched Dual Plugs

 ,
, 

Abstract
:1. Introduction
2. Mathematical Model
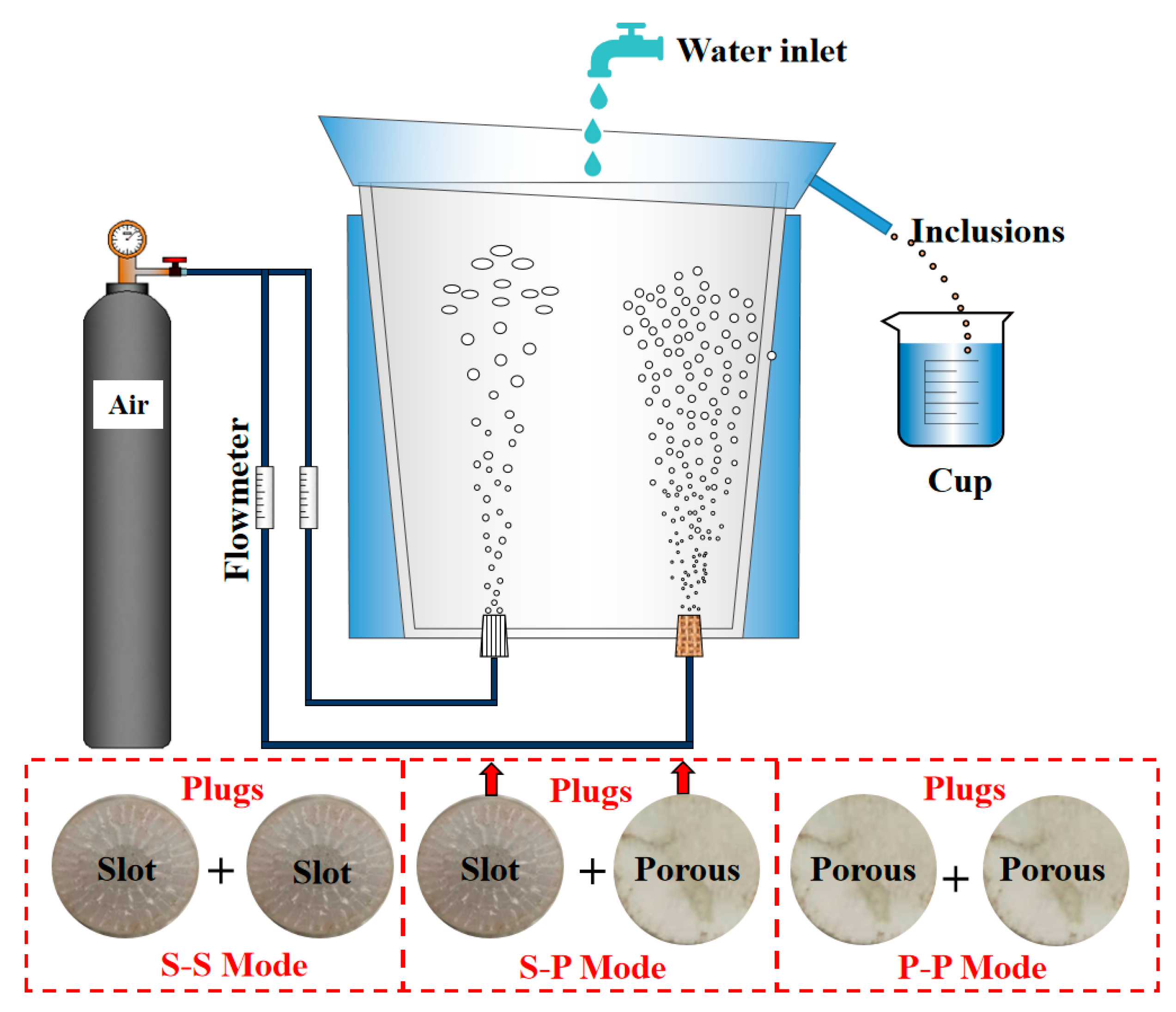
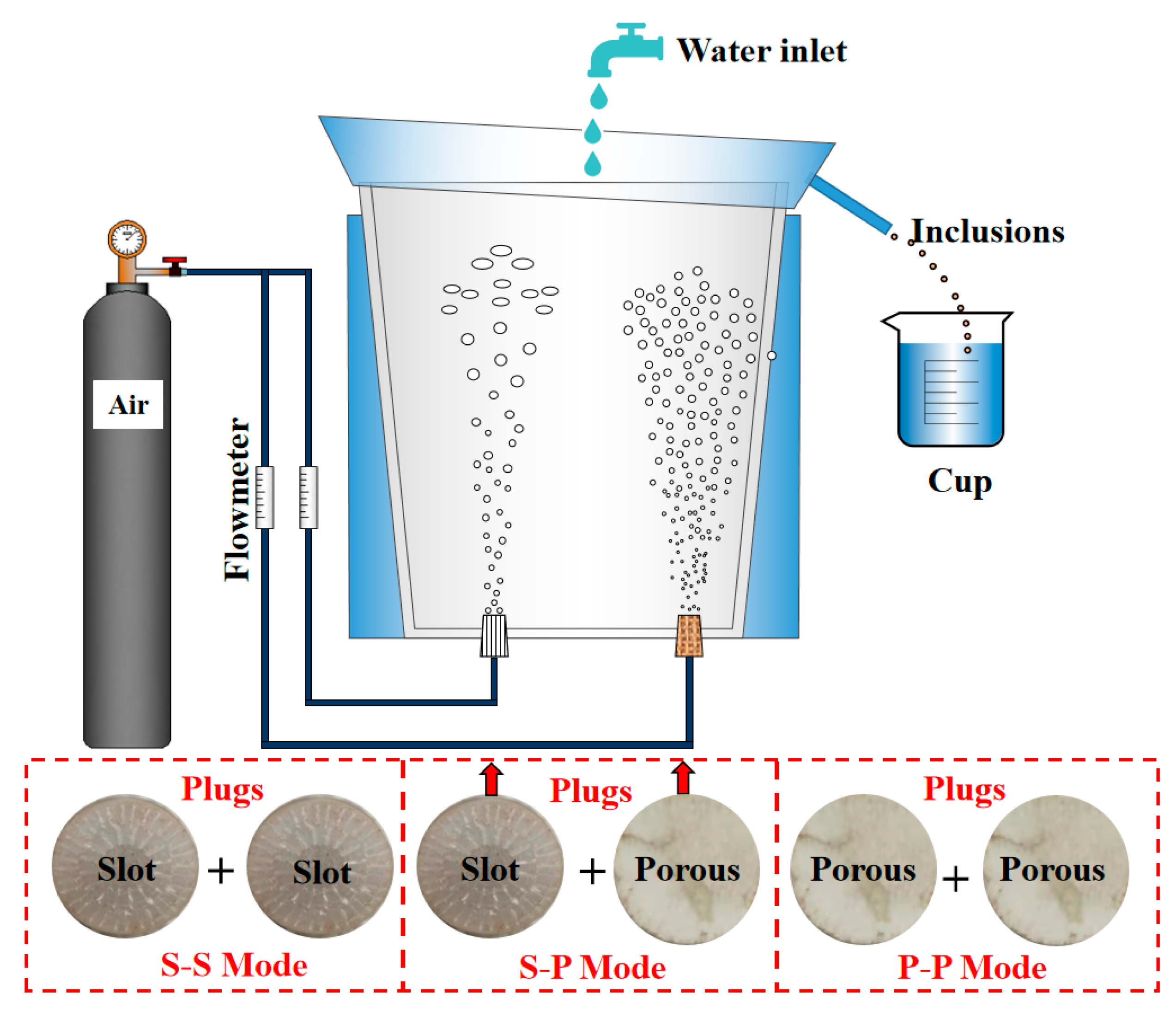
2.1. Similarity Principle for Water Model
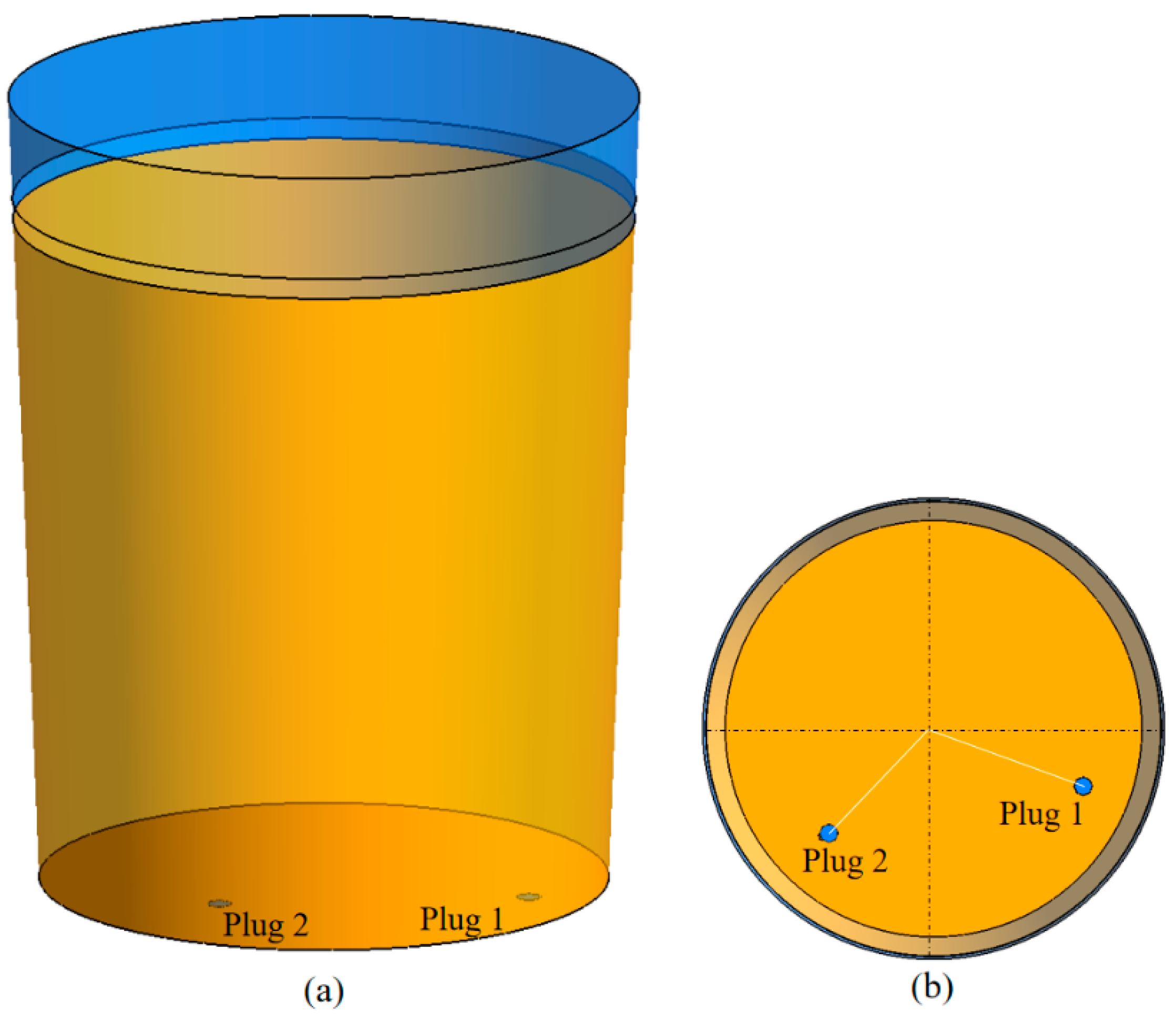
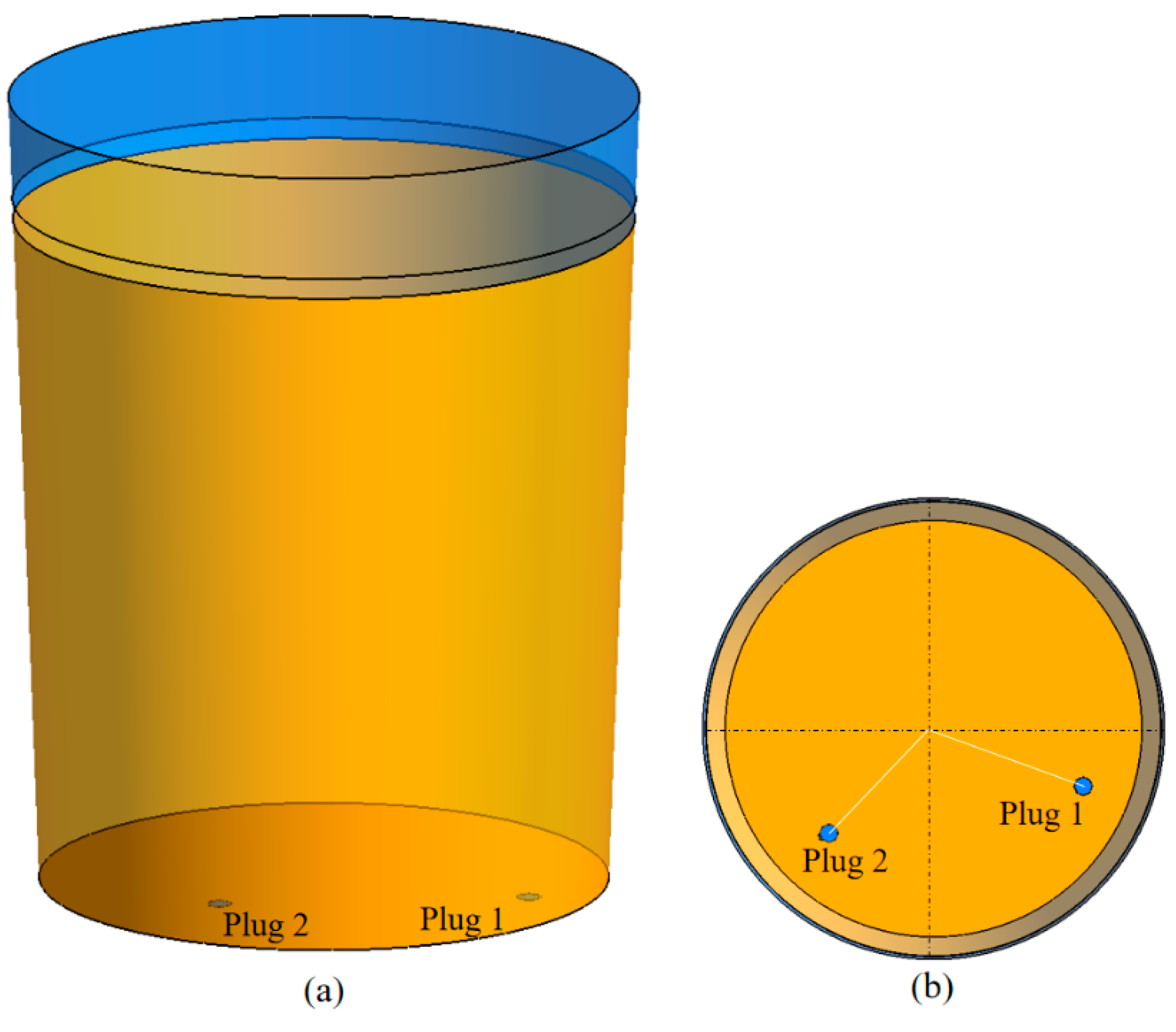
2.2. Simulation Model and Boundary Conditions
2.3. Mathematical Model
2.3.1. Mass Conservation Equation
2.3.2. Momentum Conservation Equation
2.3.3. Bubble Transportation Model
3. Results and Discussions
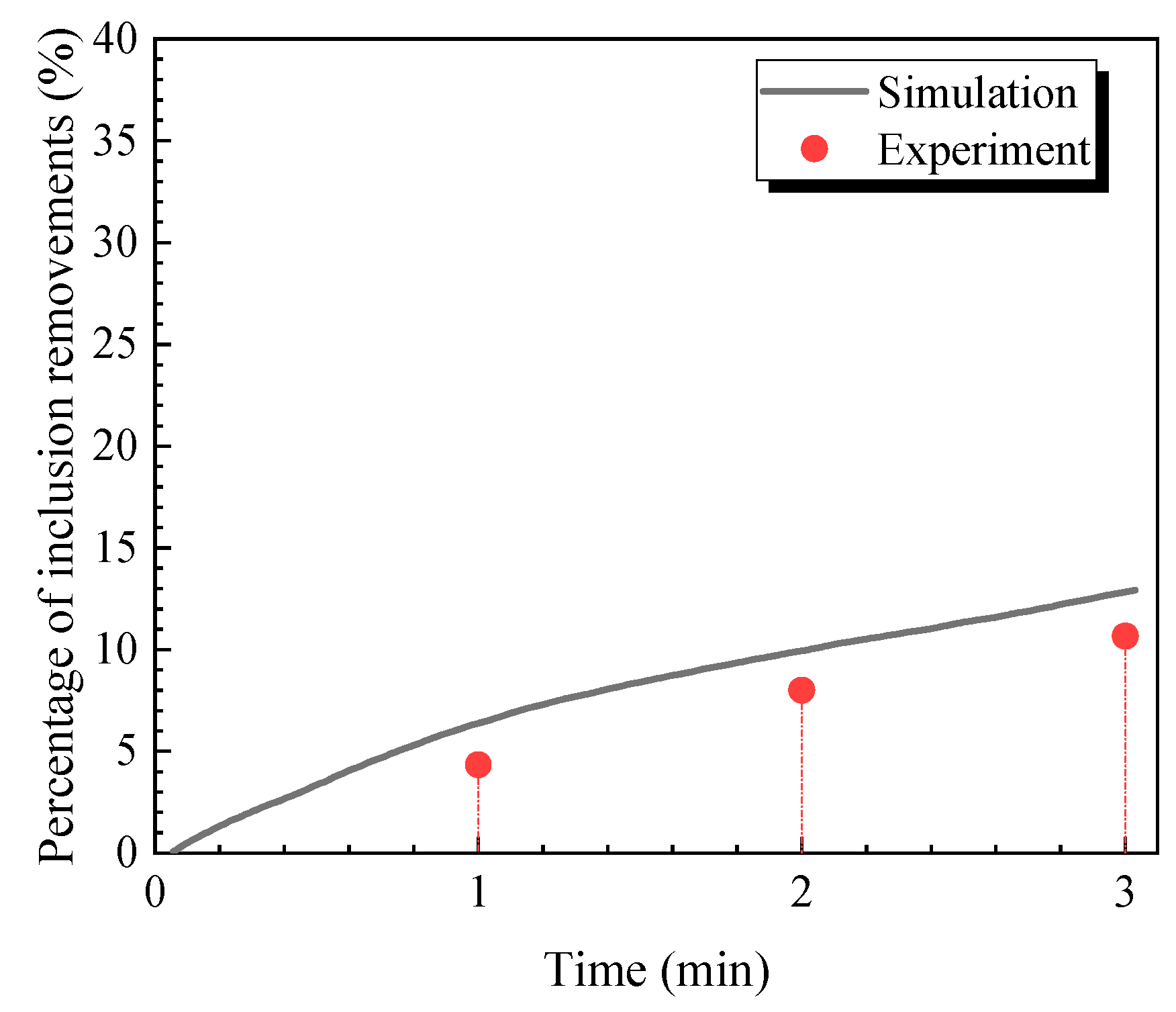
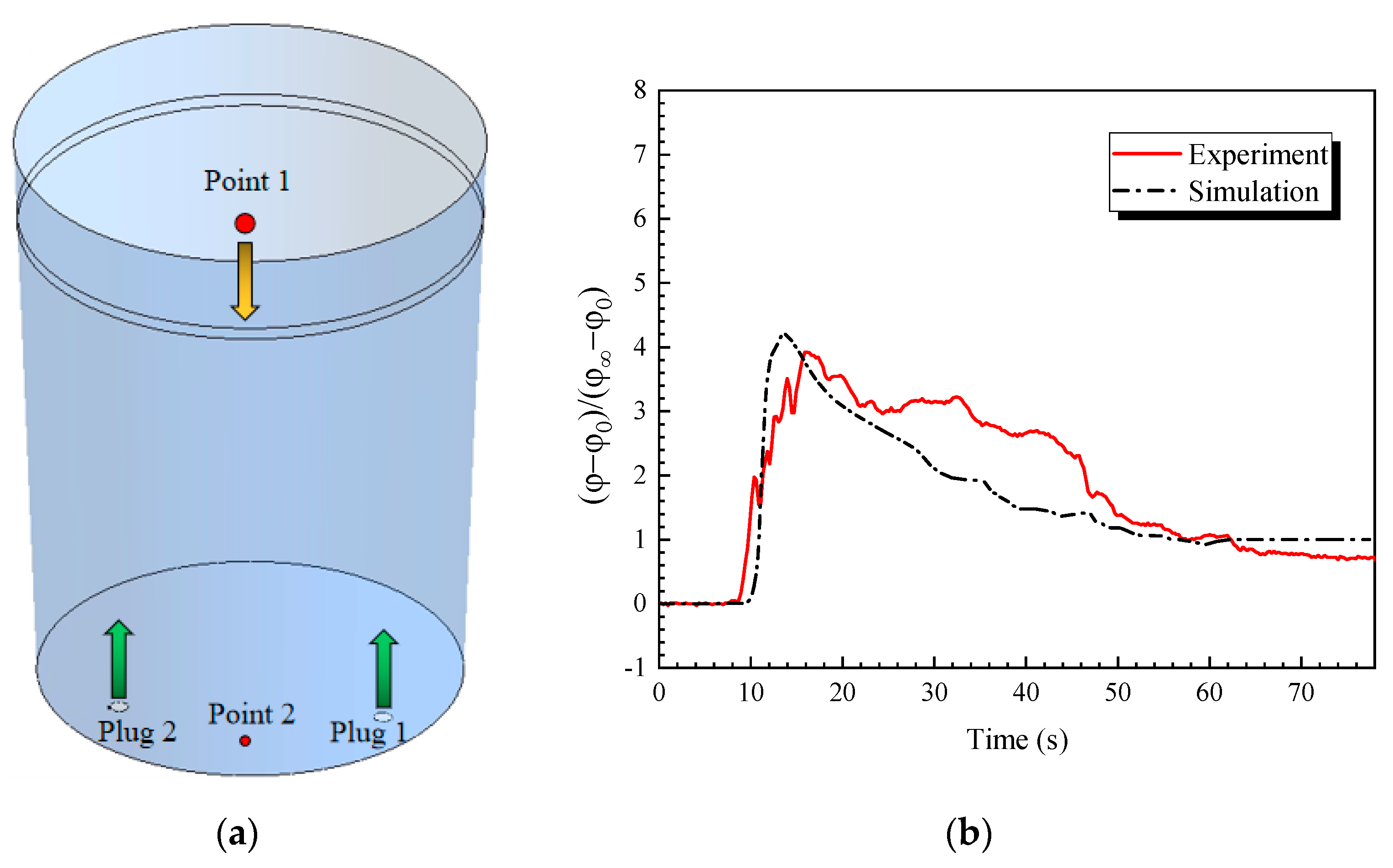
3.1. Validation of Mathematical Model
3.2. Similarity Principle for Water Model
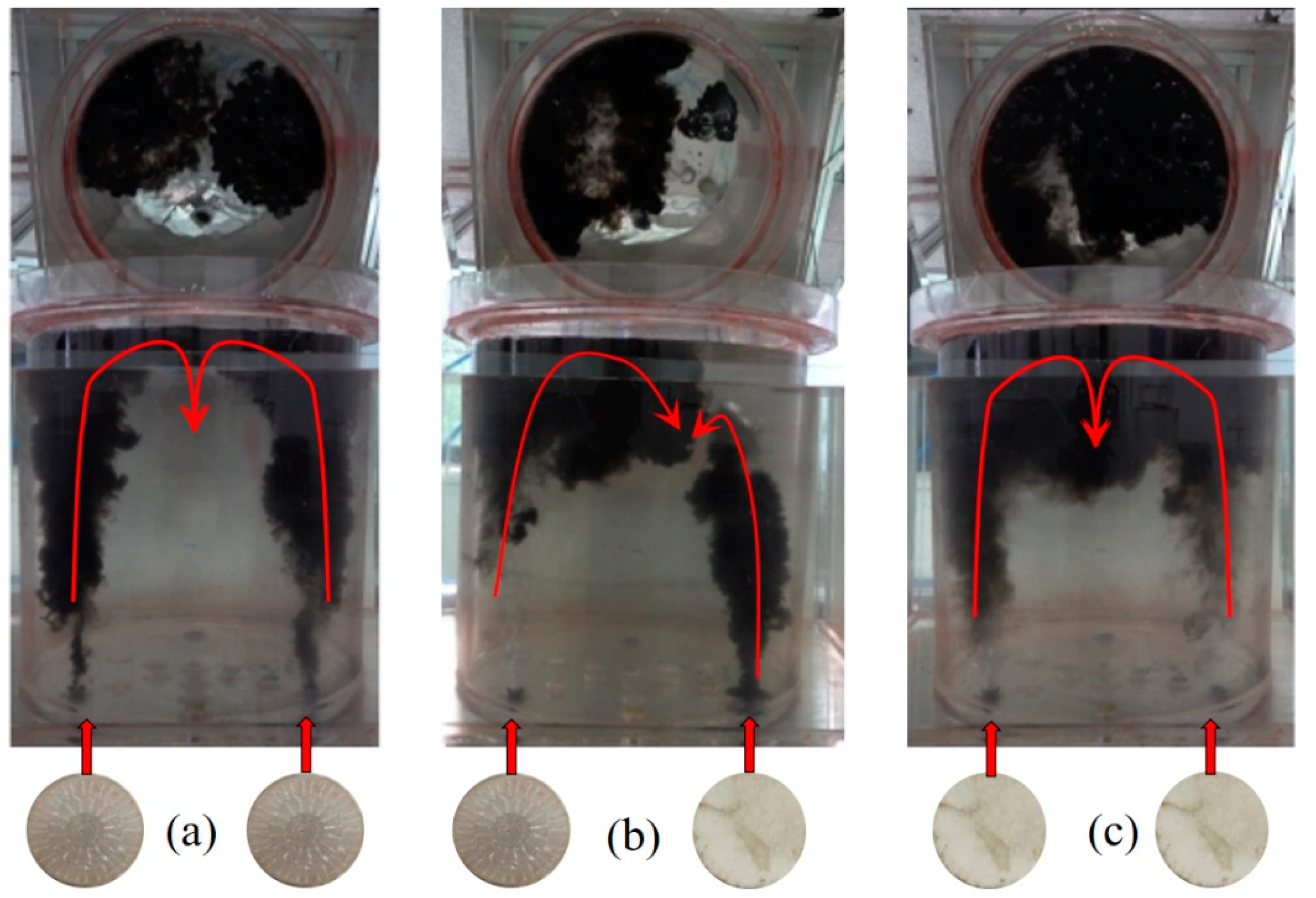
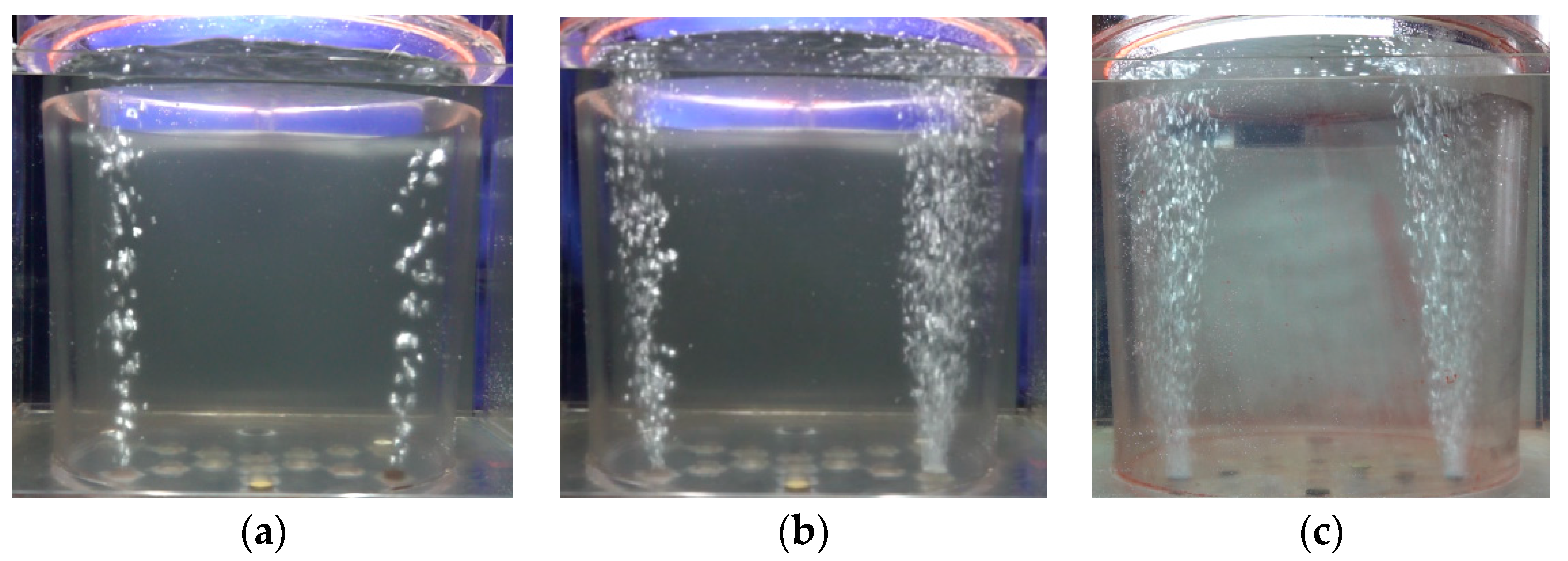
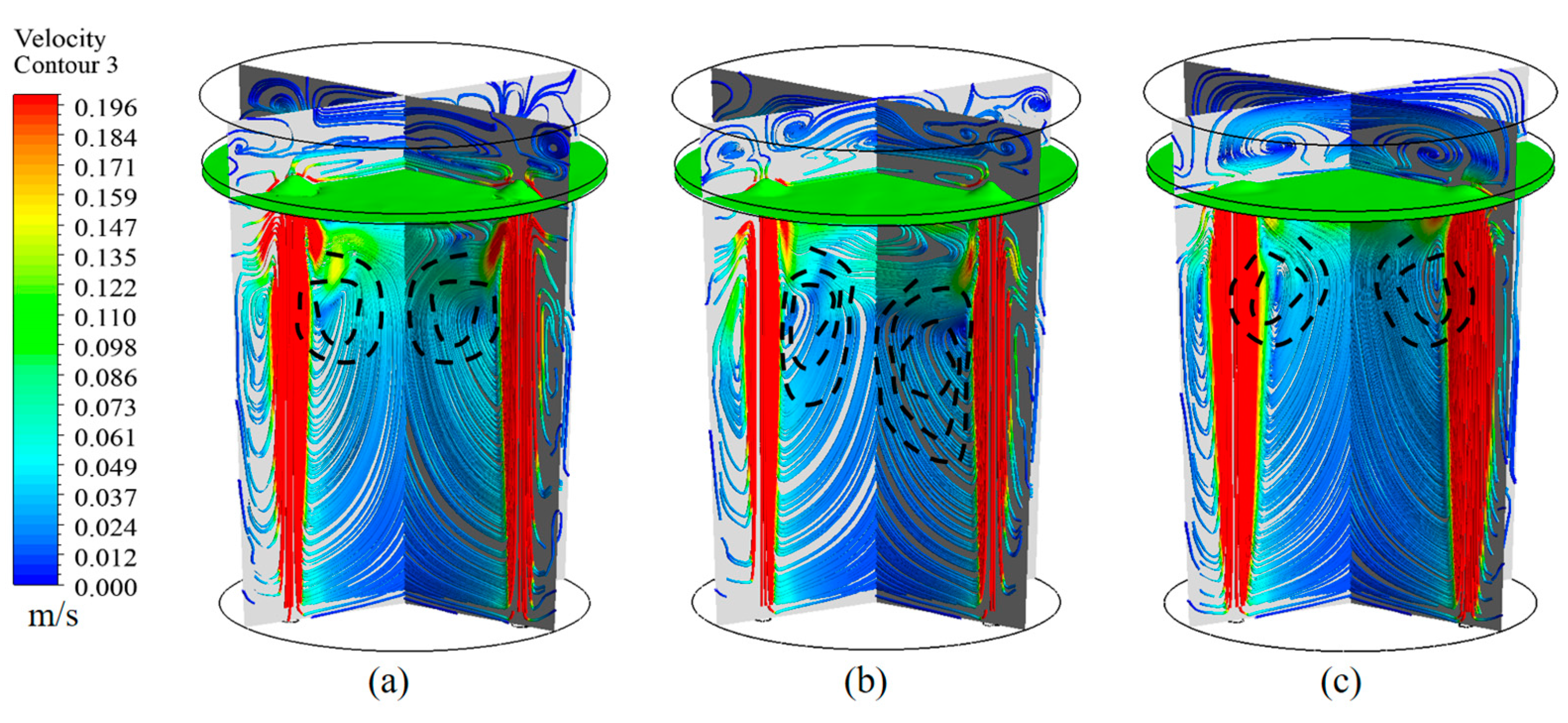
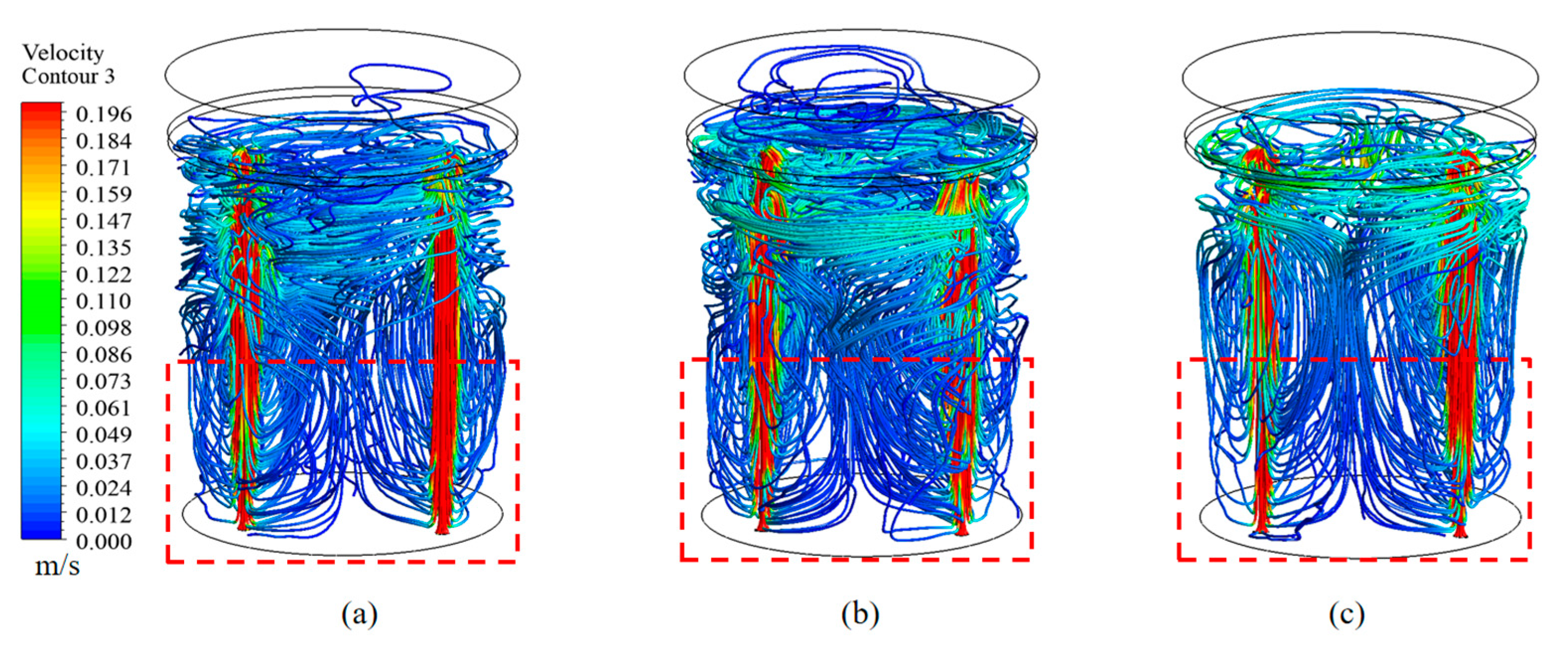
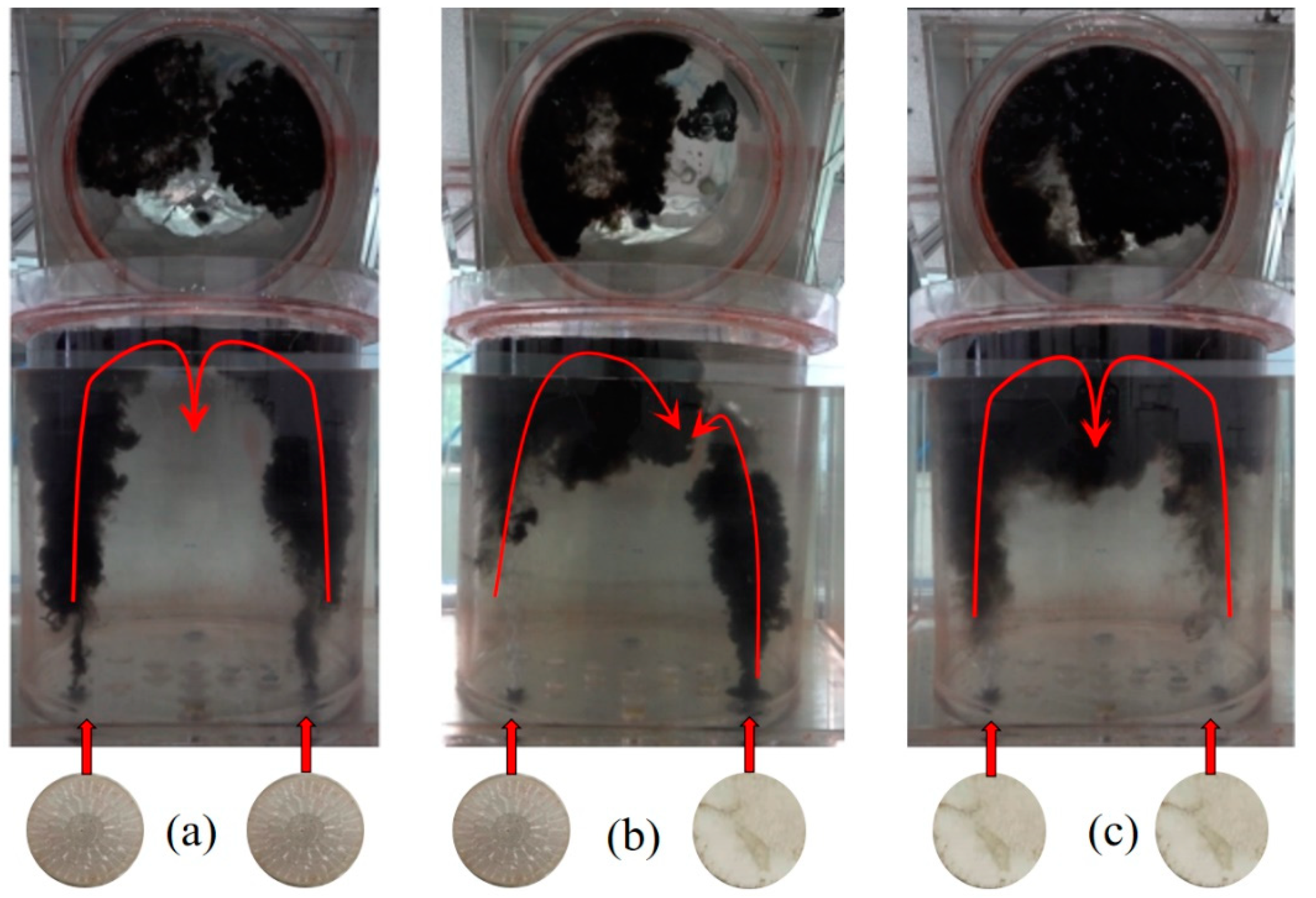
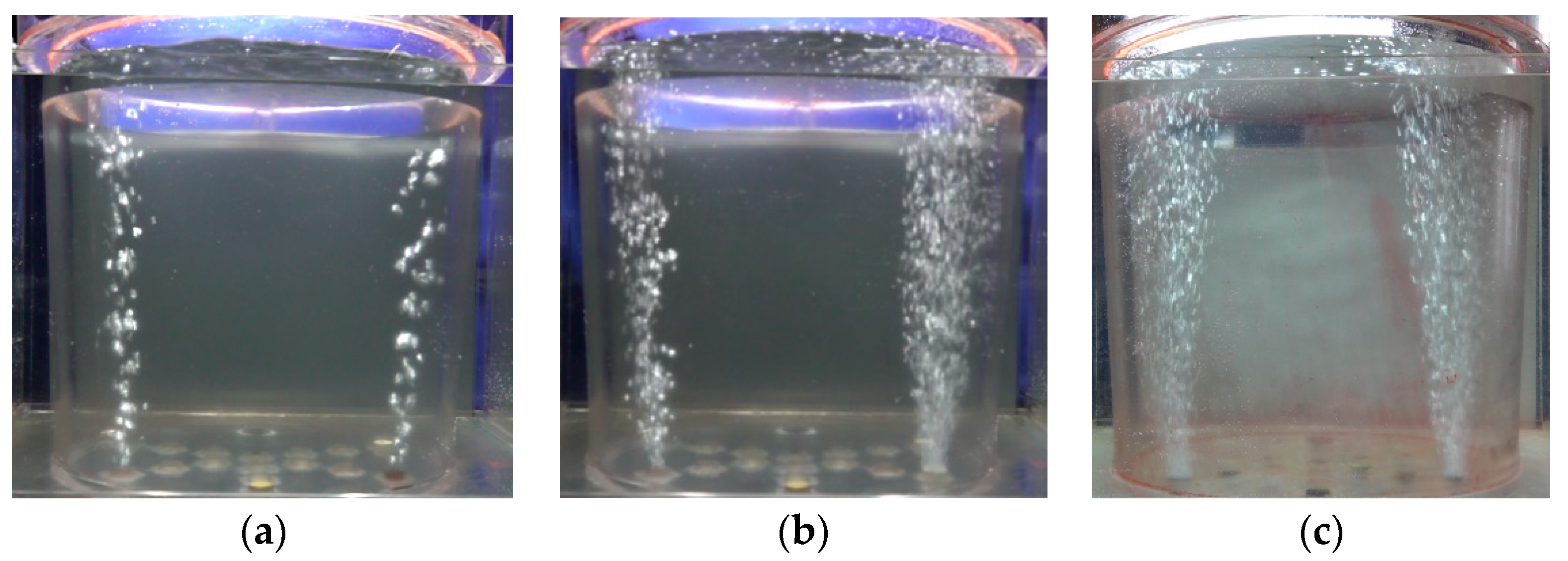
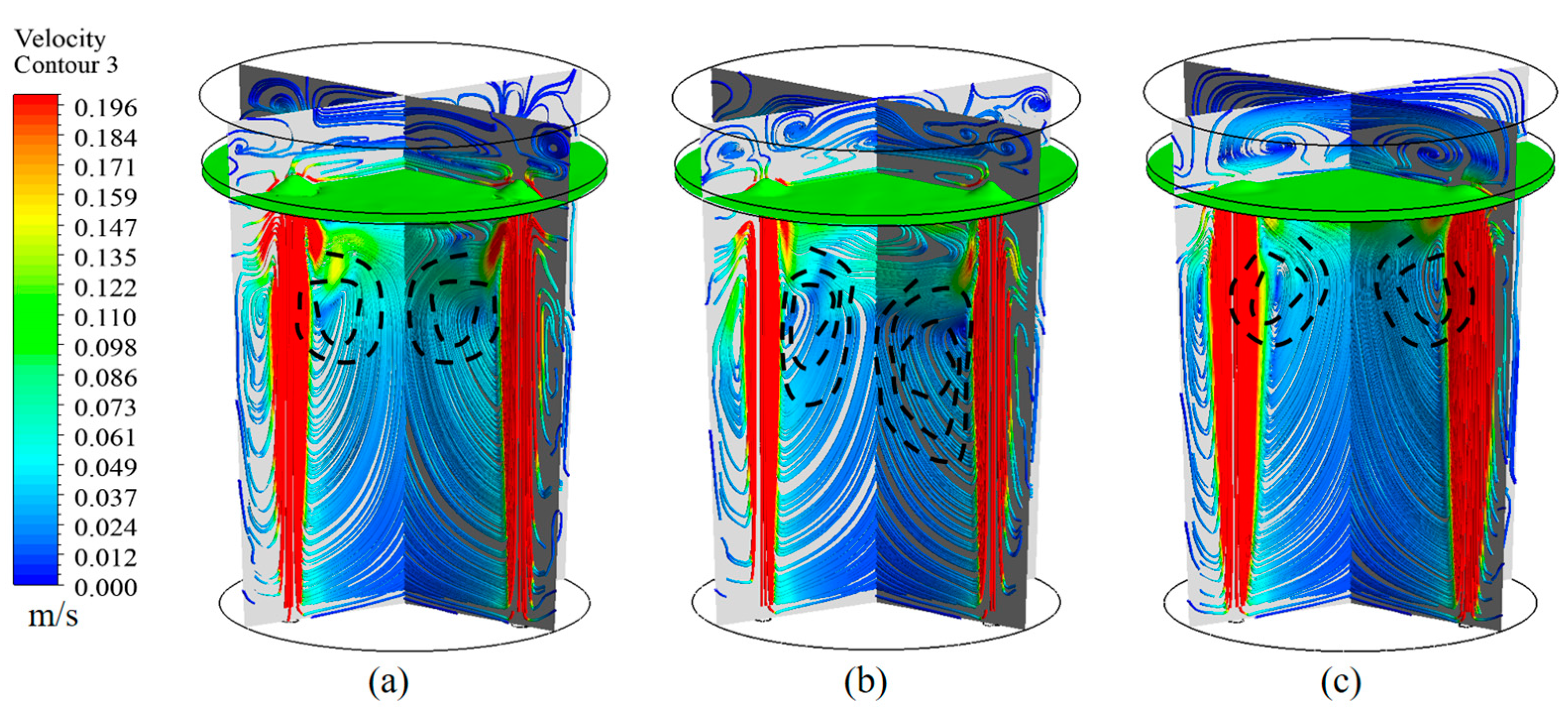
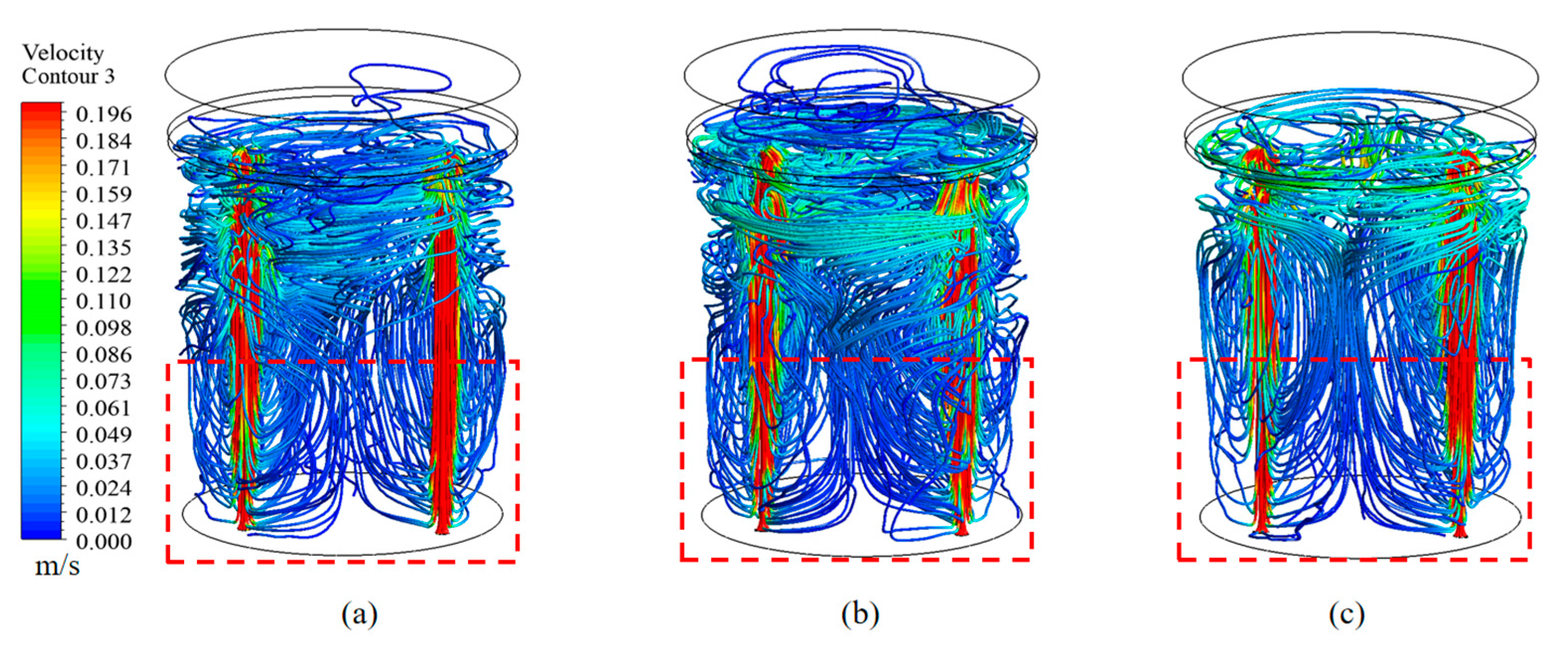
3.3. Flow Characteristics in Ladle
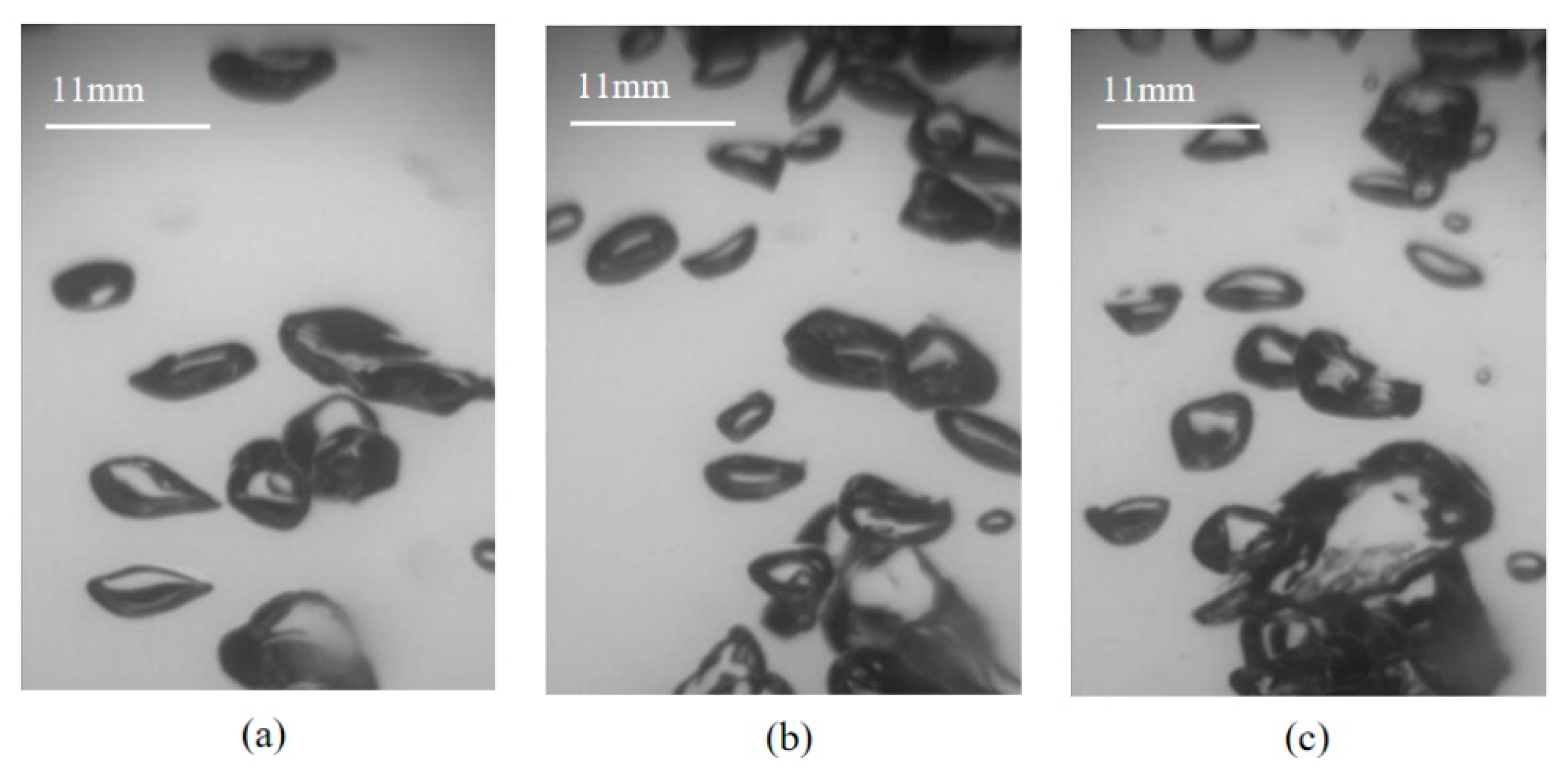
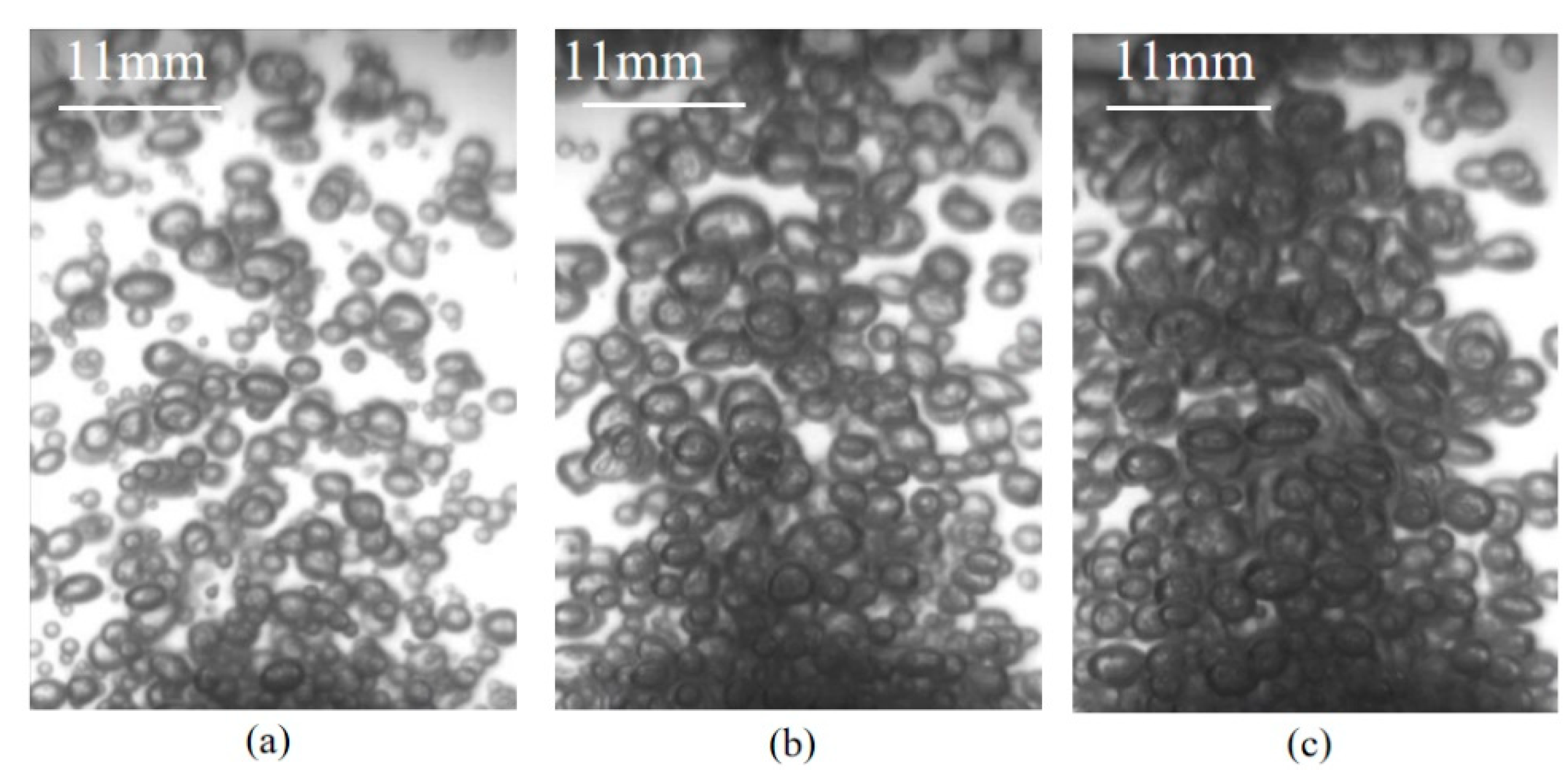
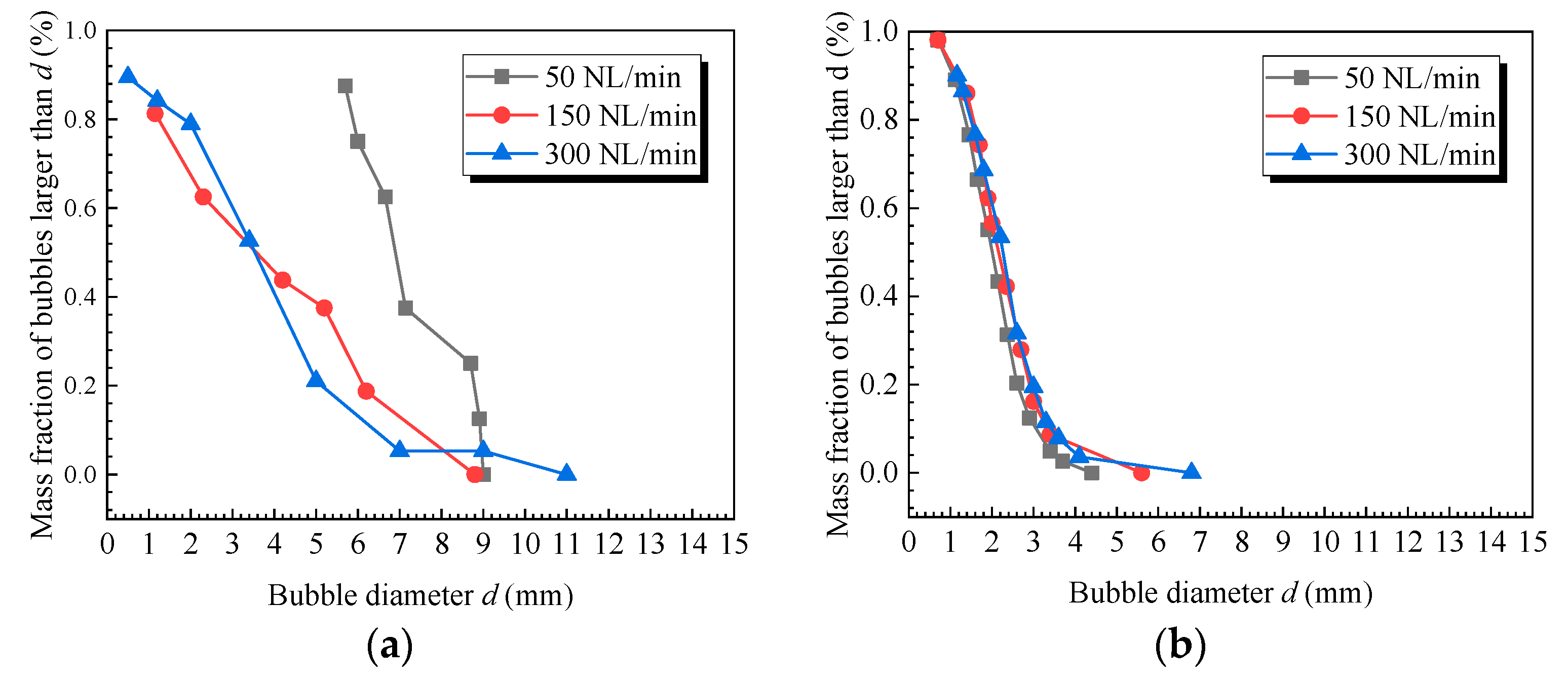
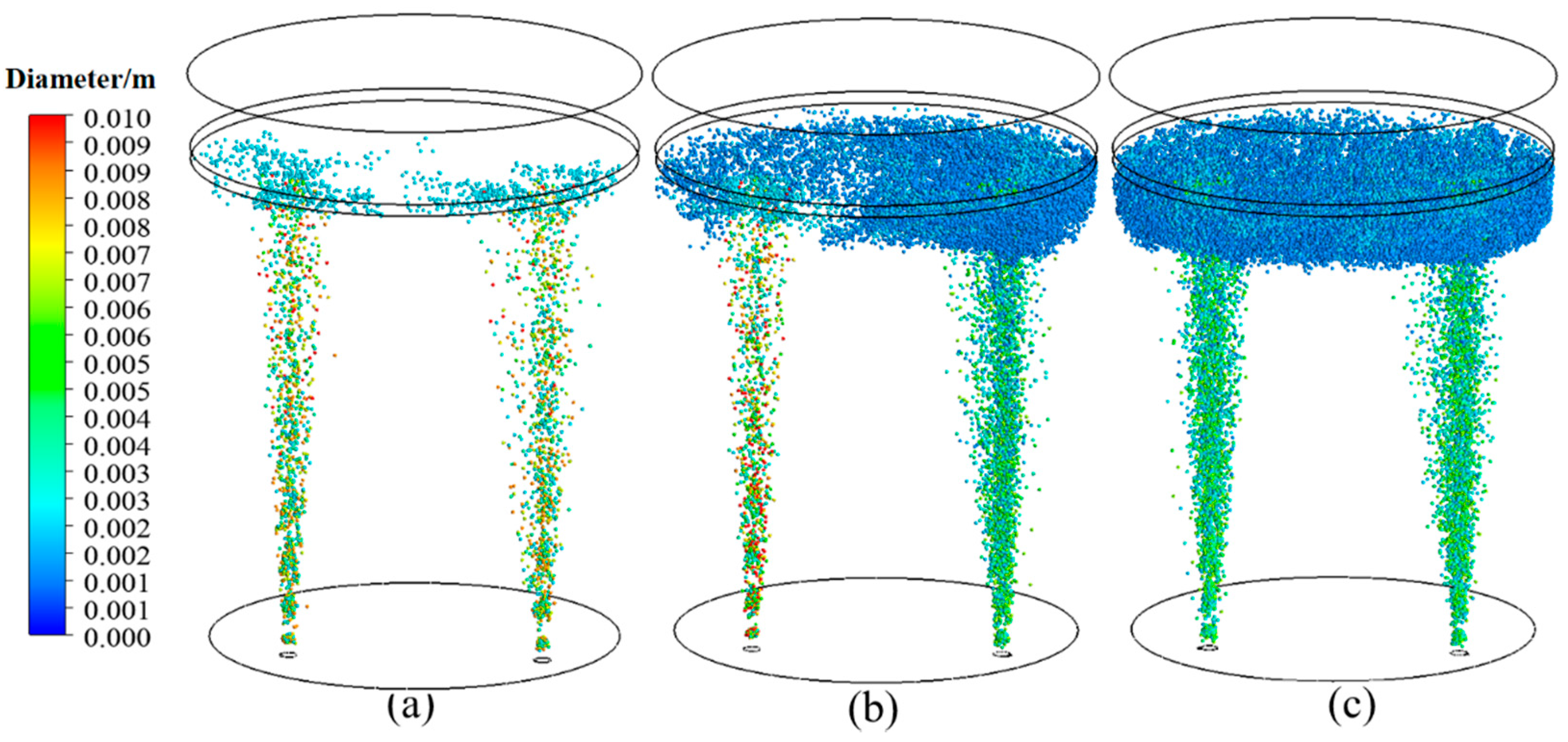
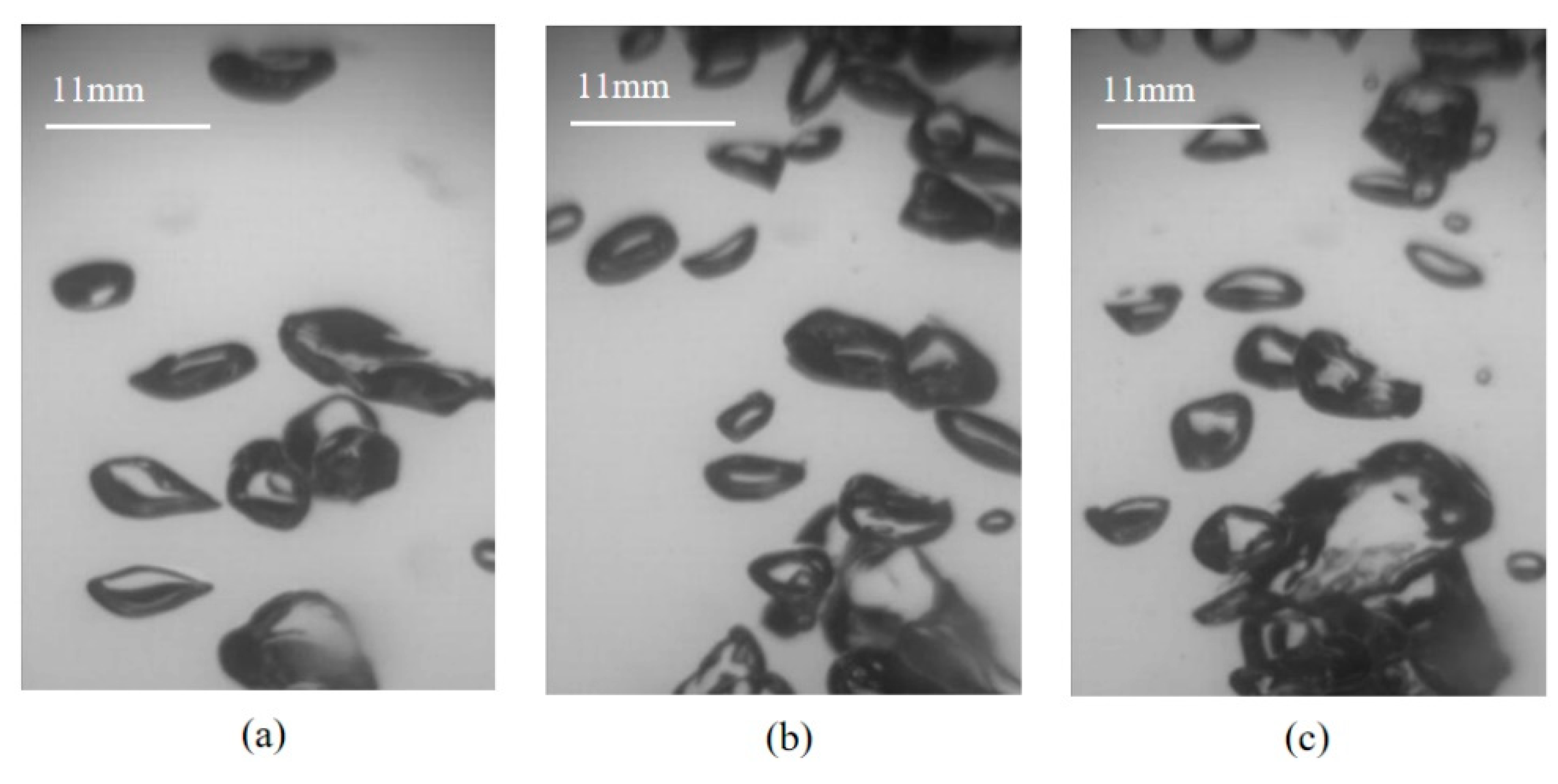
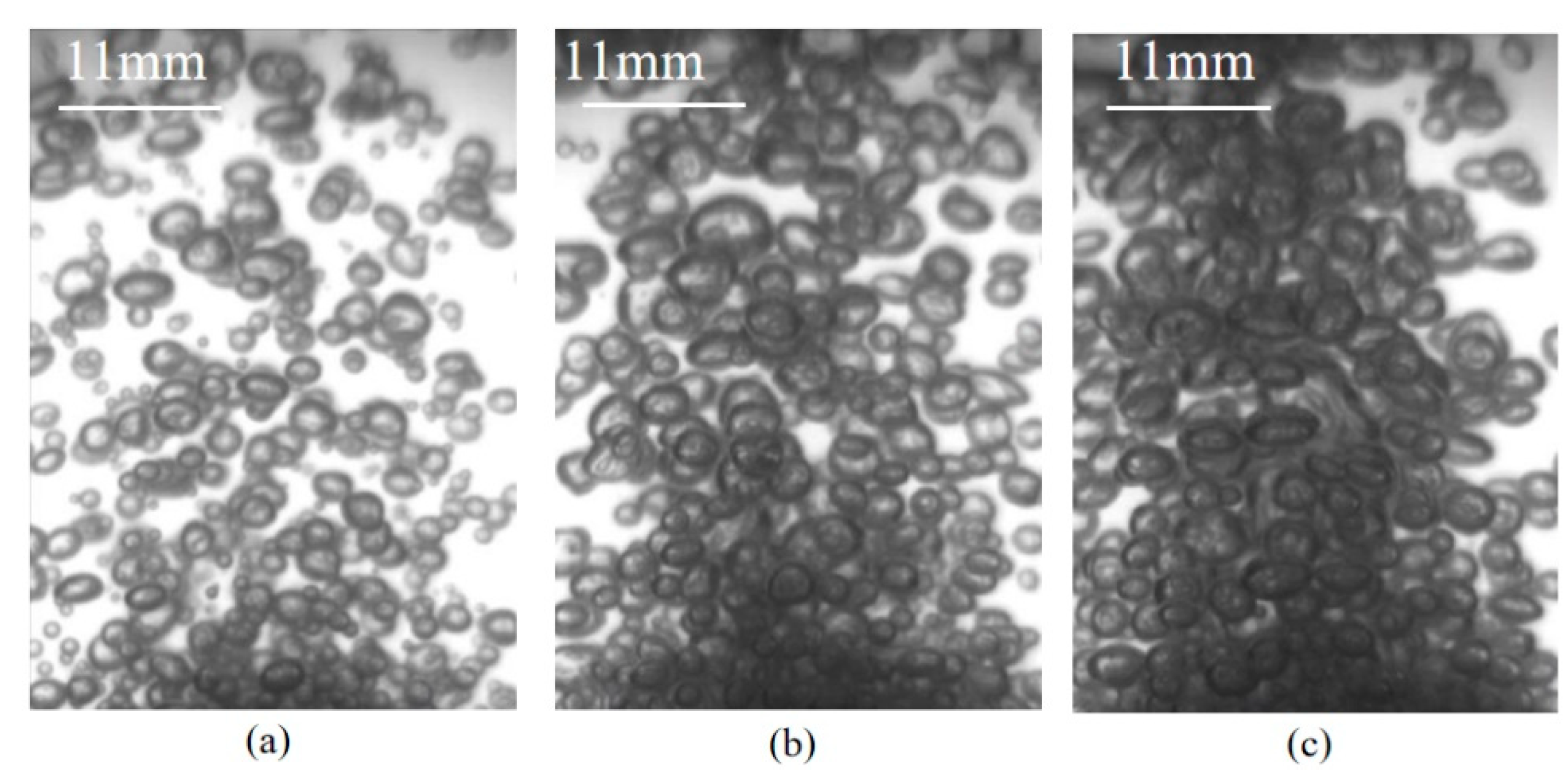
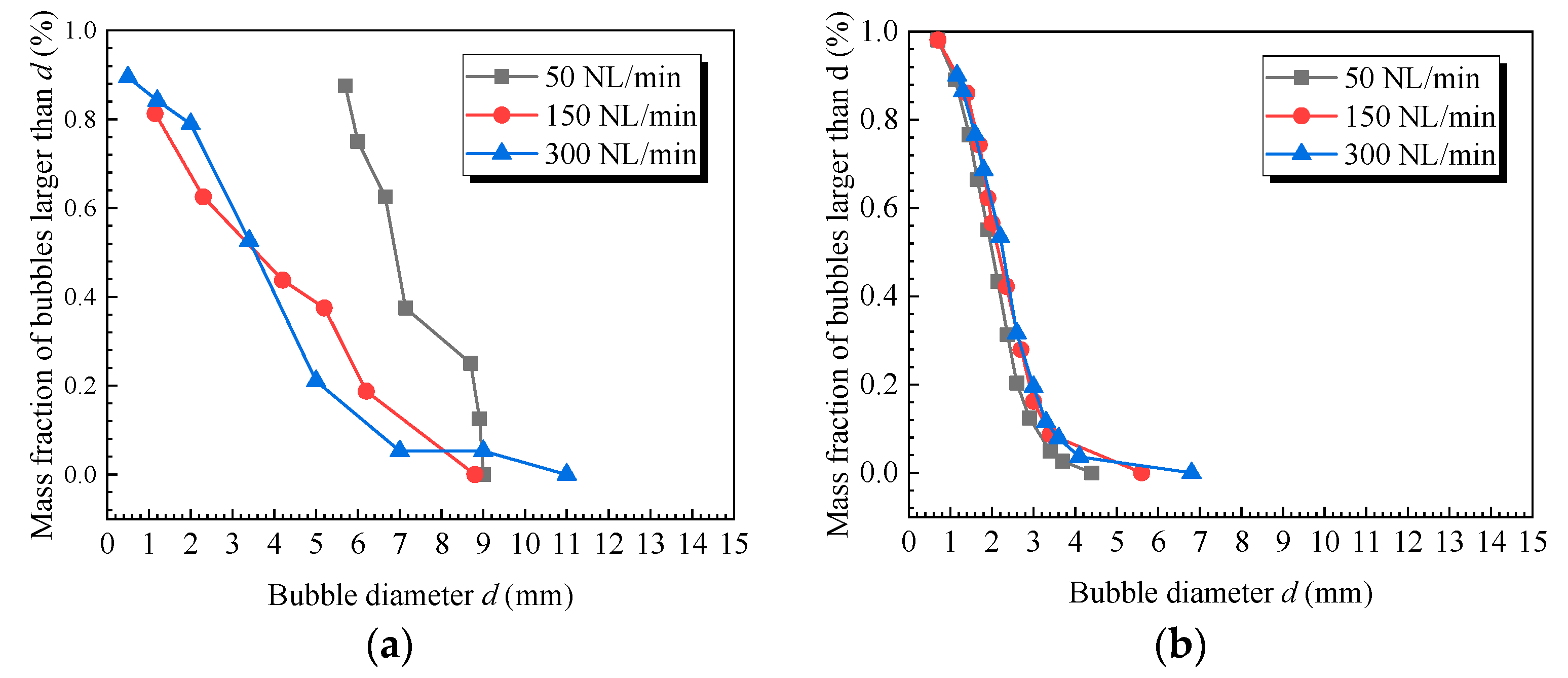
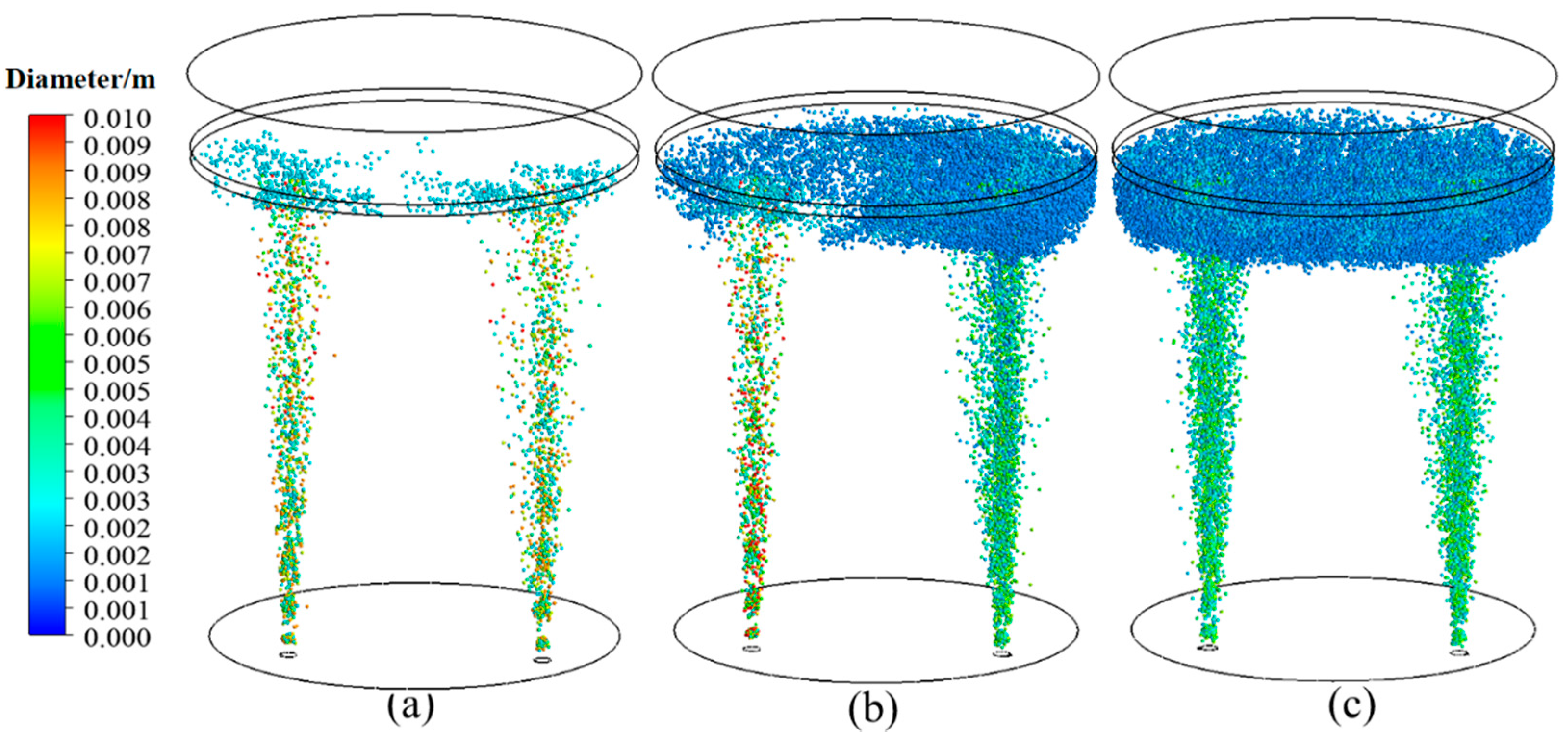
3.4. Bubble Distribution in the Ladle
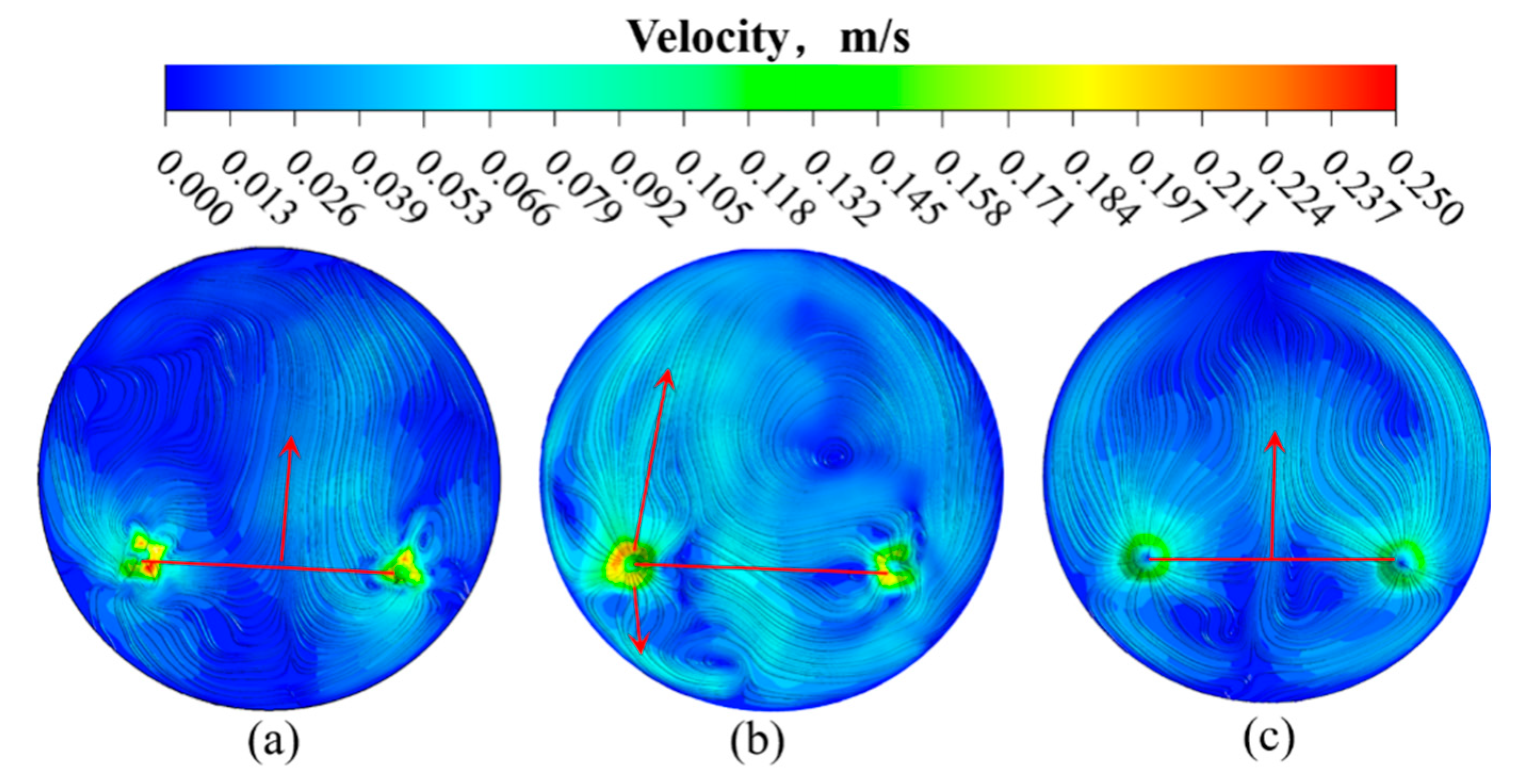
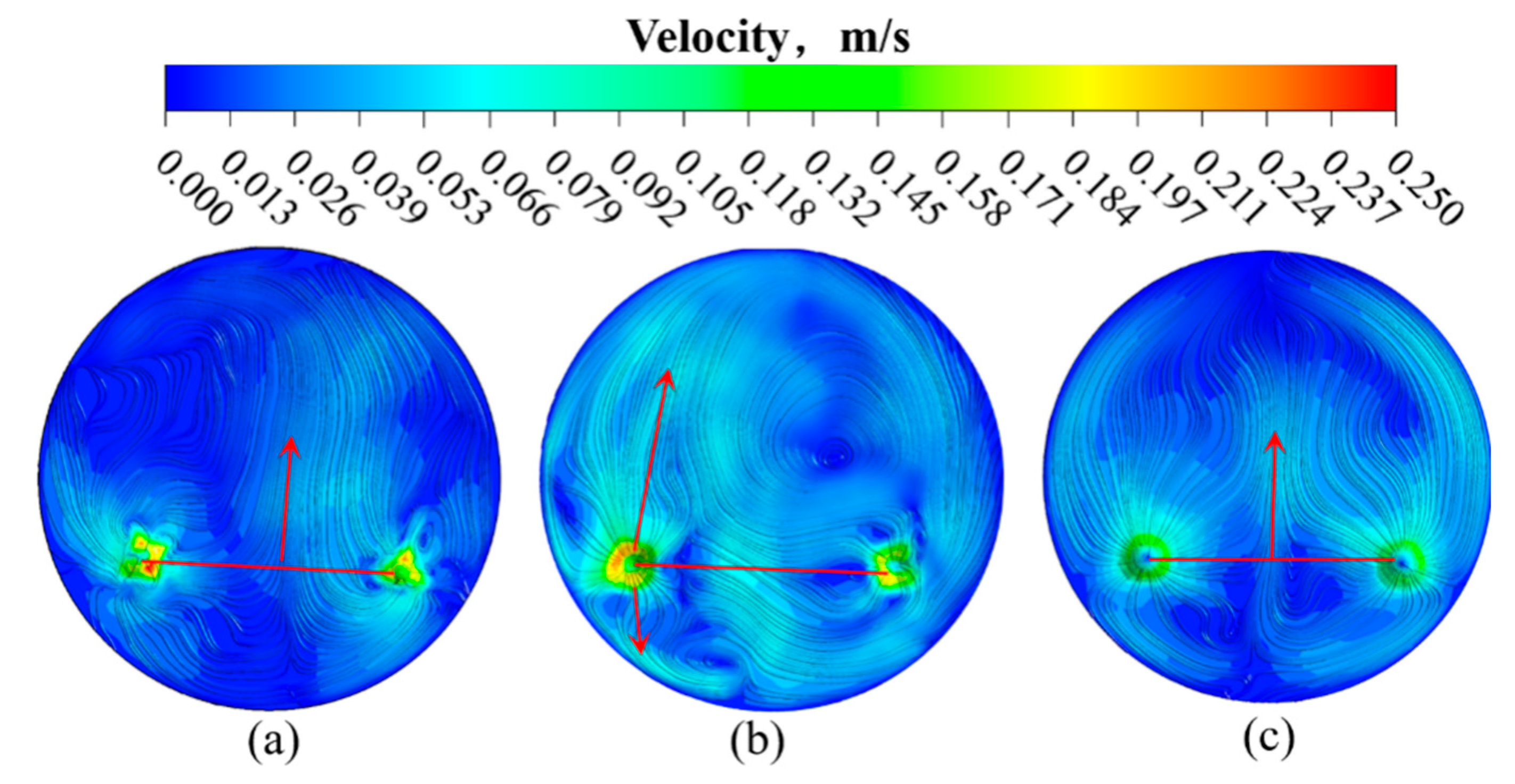
3.5. Flow Field and Velocity Distribution of Free Surface
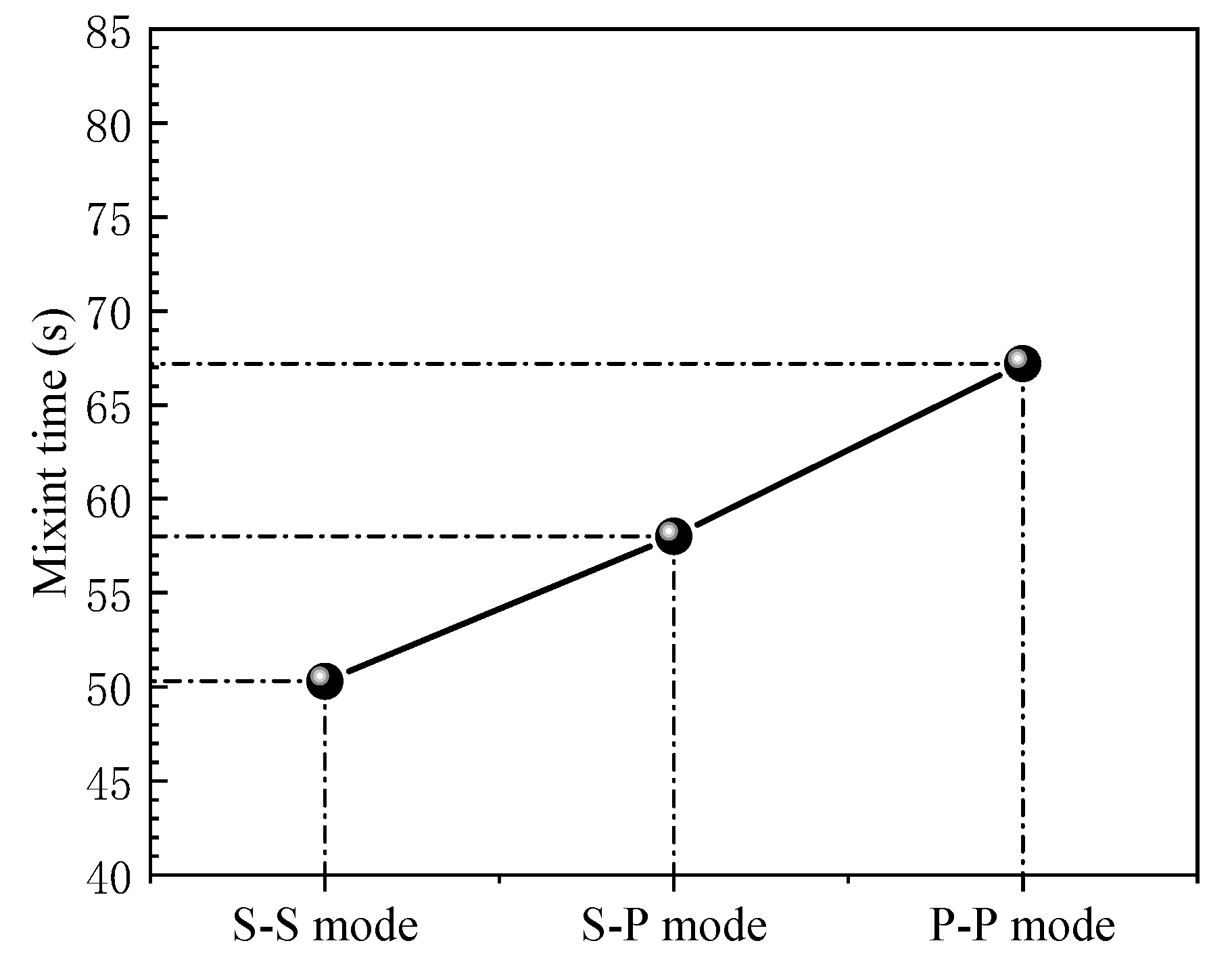
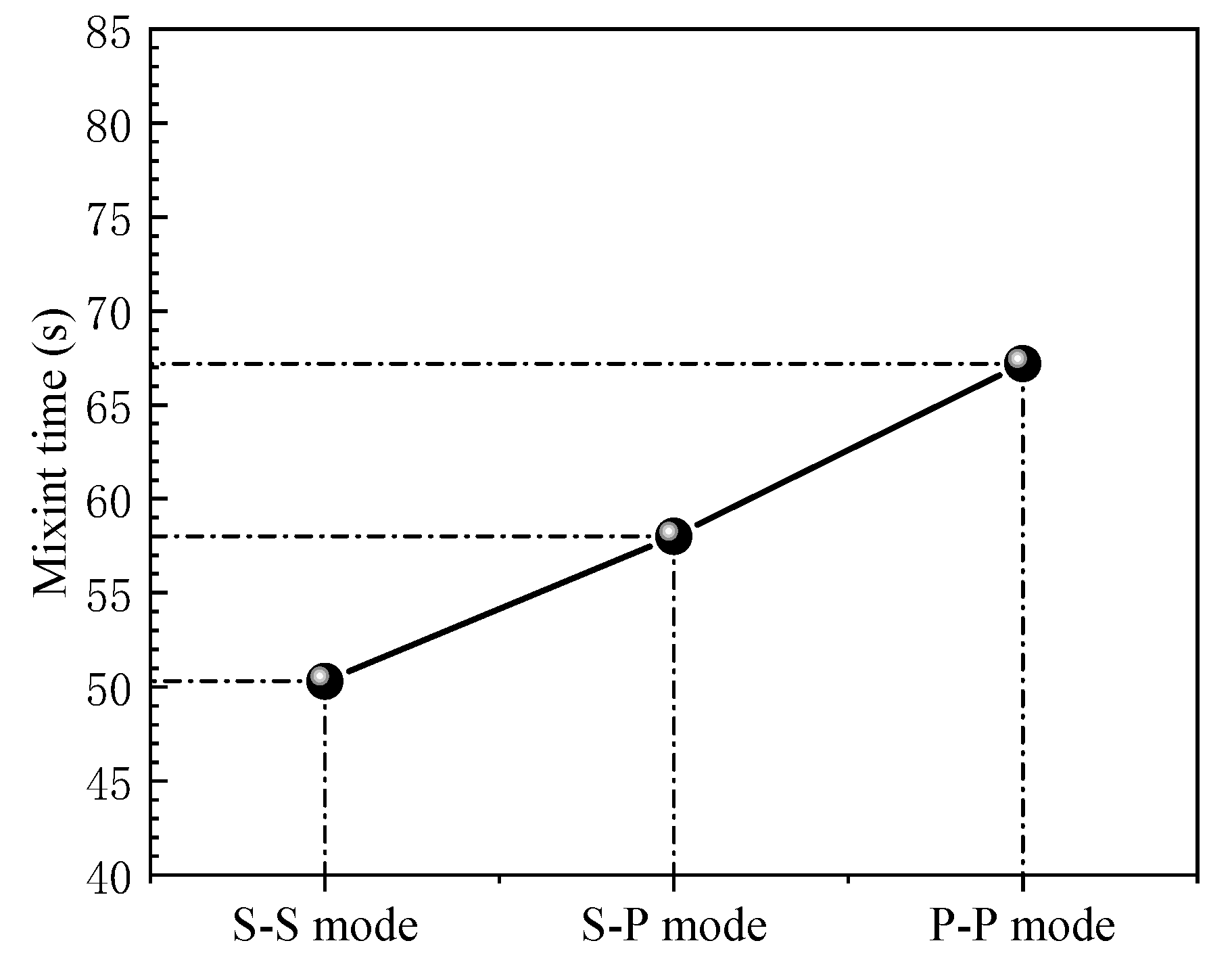
3.6. Mixing Time in Water Model
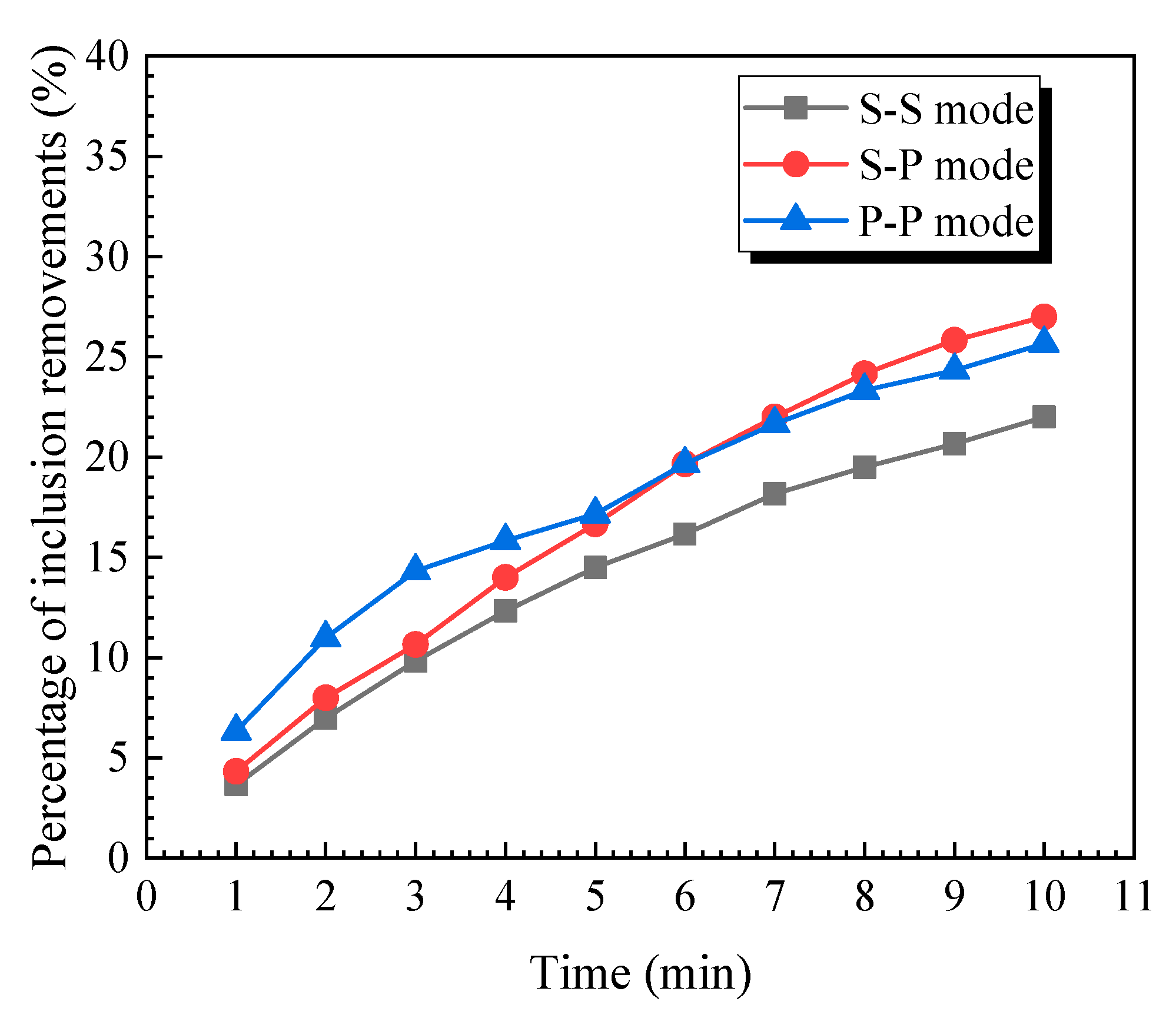
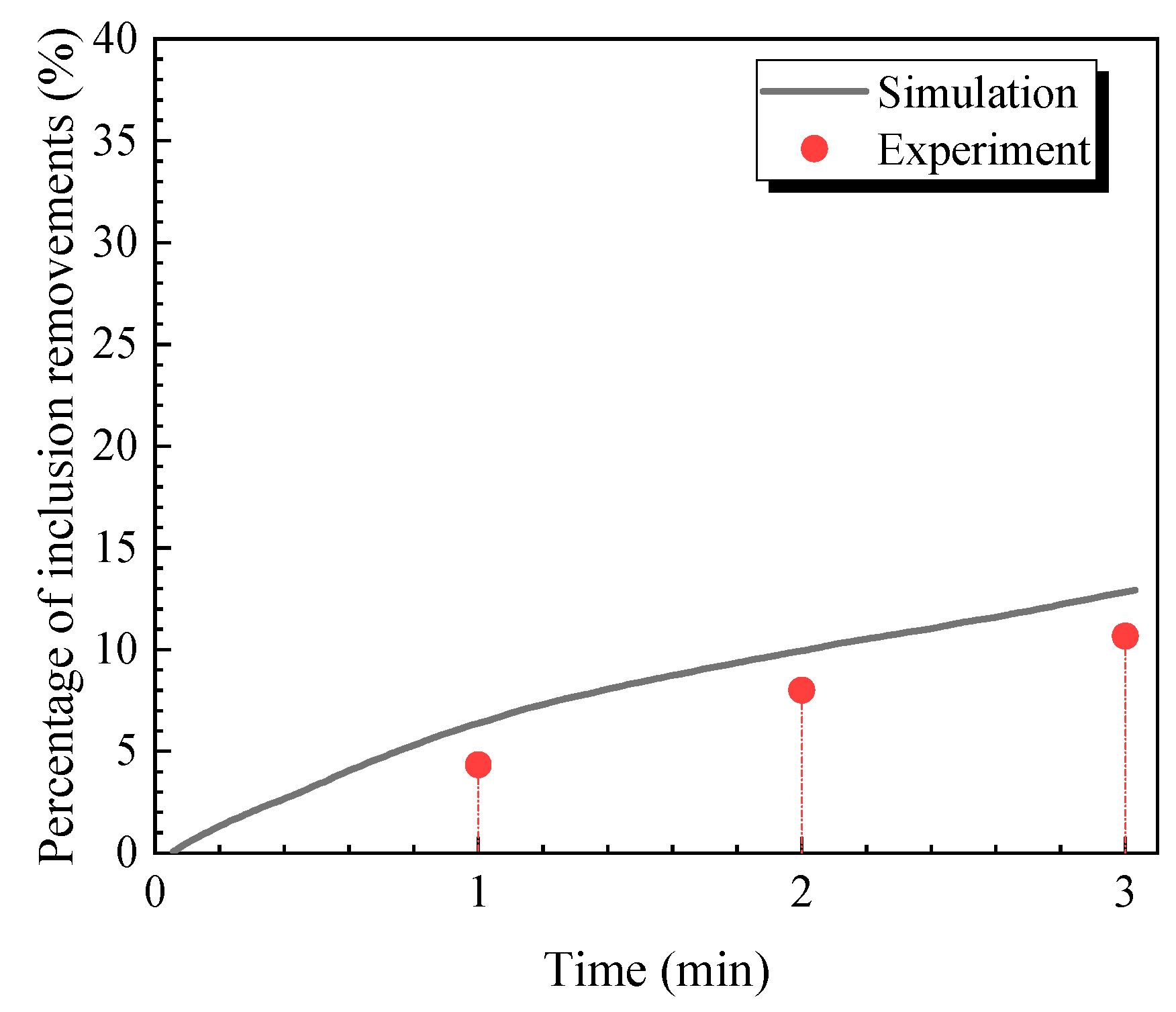
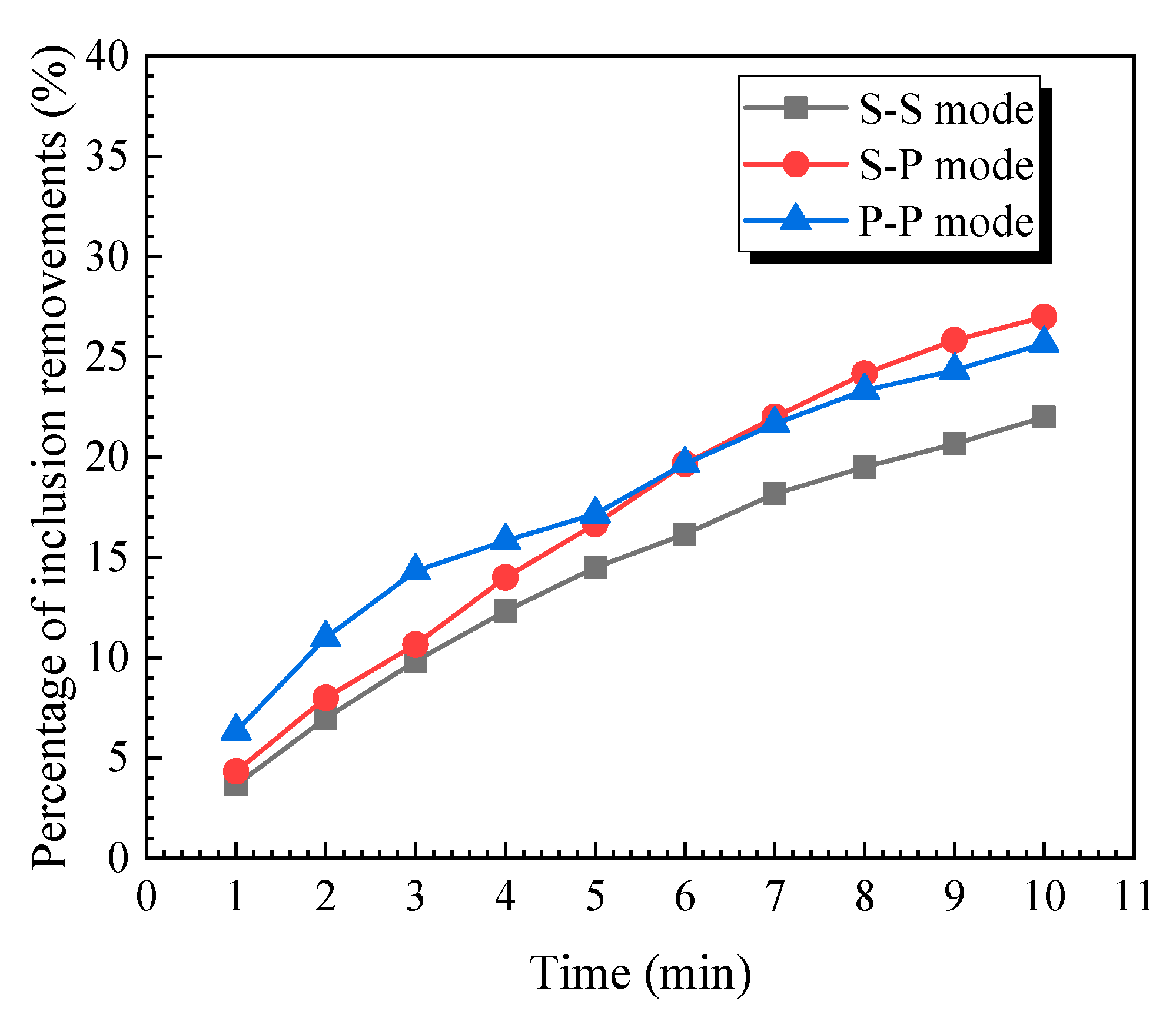
3.7. Transient Behavior for the Removal Ratio of Inclusions in the Ladle
4. Conclusions
- (1)
- When using slot-porous plugs, the flow field is obviously asymmetrical and the circulations’ flow enlarges to the porous side. The removement of inclusions is 22.7% higher than traditional two-slot bottom stirring and homogenizes the flow field at the bottom of the ladle; however, the mixing time was delayed 16% comparing with traditional plugs.
- (2)
- The location of the recirculation flow is moved downwards after using slot-porous plugs and moves the recirculation flow downwards, which is helpful for homogenizing the flow at the bottom and promoting inclusion floating in steel.
- (3)
- The flow field is obviously asymmetrical after using a slot-porous ladle. The reason for this is because the bubble sizes are quite different with each other. The asymmetry flow field improves the mix ing behavior near the bottom of the ladle and, thus, deserves to be promoted.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, M.; Wang, N.; Ya, Y.K.; Geng, J.L.; Xiong, K.X. Optimal mixing effect of LF bottom-blown stirring by two nozzles. Steel Res. Int. 2007, 78, 468–472. [Google Scholar] [CrossRef]
- Chen, Y.S.; Pang, Y.J.; Zhang, X.G. Numerical Study on Effects of Molten Steel Flow about Different Blowing Argon Position in Ladle Furnace. Adv. Mater. Res. 2010, 146, 1031–1037. [Google Scholar] [CrossRef]
- Tang, H.Y.; Guo, X.C.; Wu, G.H.; Wang, Y. Effect of Gas Blown Modes on Mixing Phenomena in a Bottom Stirring Ladle with Dual Plugs. ISIJ Int. 2016, 56, 2161–2170. [Google Scholar]
- Owusu, K.B.; Haas, T.; Gajjar, P.; Eickhoff, M.; Kowitwarangkul, P.; Pfeifer, H. Interaction of Injector Design, Bubble Size, Flow Structure, and Turbulence in Ladle Metallurgy. Steel Res. Int. 2019, 90, 90. [Google Scholar] [CrossRef]
- Tan, F.G.; He, Z.; Jin, S.L.; Pan, L.P.; Li, Y.W.; Li, B.K. Physical Modeling Evaluation on Refining Effects of Ladle with Different Purging Plug Designs. Steel Res. Int. 2020, 91, 1900606. [Google Scholar] [CrossRef]
- Zhang, L.F.; Thomas, B.G. Numerical Simulation on Inclusion Transport in Continuous Casting Mold. J. Univ. Sci. Technol. Beijing 2006, 13, 293–300. [Google Scholar] [CrossRef]
- Zheng, S.G.; Zhu, M.Y. Water Model Study on Removing Inclusions in a Ladle with Argon Injected through Nozzle and Porous Plug. Acta Metall. Sin. 2006, 42, 1143–1148. [Google Scholar]
- Wang, L.; Lee, H.G.; Hayes, P. Prediction of the Optimum Bubble Size for Inclusion Removal from Molten Steel by Flotation. ISIJ Int. 1996, 36, 7–16. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Li, B.K.; Jiang, M.F. Transient Asymmetric Flow and Bubble Transport inside a Slab Continuous-Casting Mold. Metall. Mater. Trans. B 2014, 45, 675–697. [Google Scholar] [CrossRef]
- Johansen, S.T.; Robertson, D. Fluid Dynamics in Bubble Stirred Ladles: Part II. Mathematical Modeling. Metall. Mater. Trans. B 1988, 19, 755–764. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. An Assessment of a Two Phase Calculation Procedure for Hydrodynamic Modelling of Submerged Gas Injection in Ladles. ISIJ Int. 1994, 34, 384–392. [Google Scholar] [CrossRef]
- Sheng, Y.Y.; Irons, G.A. The Impact of Bubble Dynamics on the Flow in Plumes of Ladle Water Models. Metall. Mater. Trans. B 1995, 26, 625–635. [Google Scholar] [CrossRef]
- Guo, D.; Irons, G.A. Modeling of Gas-Liquid Reactions in Ladle Metallurgy: Part II. Numerical Simulation. Metall. Mater. Trans. B 2000, 31, 1457–1464. [Google Scholar] [CrossRef]
- Duan, H.J.; Ren, Y.; Zhang, L.F. Effects of Interphase Forces on Fluid Flow in Gas-Stirred Steel Ladles Using the Eulerian–Lagrangian Multiphase Approach. JOM 2018, 70, 2128–2138. [Google Scholar] [CrossRef]
- Xie, Y.K.; Orsten, S.; Oeters, F. Behaviour of Bubbles at Gas Blowing into Liquid Wood’s Metal. ISIJ Int. 1992, 32, 66–75. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Q.; Li, L.M.; Li, B.K. Modeling of Gas-Steel-Slag Three-Phase Flow in Ladle Metallurgy: Part I. Physical Modeling. ISIJ Int. 2017, 57, 1971–1979. [Google Scholar] [CrossRef] [Green Version]
- Li, L.M.; Li, B.K.; Liu, Z.Q. Modeling of Gas-Steel-Slag Three-Phase Flow in Ladle Metallurgy: Part II. Multi-scale Mathematical Model. ISIJ Int. 2017, 57, 1980–1989. [Google Scholar] [CrossRef] [Green Version]
- Li, L.M.; Liu, Z.Q.; Li, B.K.; Matsuura, H.; Tsukihashi, F. Water Model and CFD-PBM Coupled Model of Gas-Liquid-Slag Three-Phase Flow in Ladle Metallurgy. ISIJ Int. 2015, 55, 1337–1346. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Q.; Niu, R.; Wu, Y.D.; Li, B.K.; Gan, Y.; Wu, M.H. Physical and Numerical Simulation of Mixed Columnar-equiaxed Solidification During Cold Strip Feeding in Continuous Casting. Int. J. Heat Mass Transf. 2021, 173, 121237. [Google Scholar] [CrossRef]
- Li, X.L.; Li, B.K.; Liu, Z.Q.; Niu, R.; Huang, X.C. Large Eddy Simulation of Electromagnetic Three-Phase Flow in a Round Bloom Considering Solidified Shell. Steel Res. Int. 2019, 90, 1800133. [Google Scholar] [CrossRef]
- Li, X.L.; Li, B.K.; Liu, Z.Q.; Niu, R.; Liu, Y.Q.; Zhao, C.L.; Huang, C.D.; Qiao, H.S.; Yuan, T.X. Large Eddy Simulation of Multi-Phase Flow and Slag Entrapment in a Continuous Casting Mold. Metals 2019, 9, 7. [Google Scholar] [CrossRef] [Green Version]
- Li, X.L.; Li, B.K.; Liu, Z.Q.; Niu, R.; Liu, Q.; Huang, X.C.; Xu, G.D.; Ruan, X.M. Detection and Numerical Simulation of Non-Metallic Inclusions in Continuous Casting Slab. Steel Res. Int. 2019, 90, 1800423. [Google Scholar] [CrossRef]
- Wang, C.J.; Liu, Z.Q.; Li, B.K. Combined Effects of EMBr and SEMS on Melt Flow and Solidification in a Thin Slab Continuous Caster. Metals 2021, 11, 948. [Google Scholar] [CrossRef]
- Wu, Y.D.; Liu, Z.Q.; Wang, F.; Li, B.K.; Gan, Y. Experimental investigation of trajectories, velocities and size distributions of bubbles in a continuous-casting mold. Powder Technol. 2021, 387, 325–335. [Google Scholar] [CrossRef]
- Li, X.L.; Li, B.K.; Liu, Z.Q.; Wang, D.Y.; Qu, T.P.; Hu, S.Y.; Wang, C.J.; Gao, R.Z. Evaluation of Slag Entrapment in Continuous Casting Mold Based on the LES-VOF-DPM Coupled Model. Metall. Mater. Trans. B 2021, 52, 3246–3264. [Google Scholar] [CrossRef]
- Jardón-Pérez, L.E.; González-Rivera, C.; Ramirez-Argaez, M.A.; Dutta, A. Numerical Modeling of Equal and Differentiated Gas Injection in Ladles: Effect on Mixing Time and Slag Eye. Processes 2020, 8, 917. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Real Ladle | Water Model |
|---|---|---|
| Gas flow rate, NL/min | 150 + 150 | 1.242 + 1.242 |
| Plug angle ° | 114° | 114° |
| Dynamic viscosity of steel, kg/(m·s) | 0.0051 | 0.001 |
| Dynamic viscosity of air, kg/(m·s) | 1.79 × 10−5 | 1.79 × 10−5 |
| Density of dioctyl phthalate, kg/(m3) | 2000~3000 | 986 |
| Radius of ladle bottom | 2717 | 388 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Hu, S.; Wang, D.; Qu, T.; Wu, G.; Zhang, P.; Quan, Q.; Zhou, X.; Zhang, Z. Inclusion Removements in a Bottom-Stirring Ladle with Novel Slot-Porous Matched Dual Plugs. Metals 2022, 12, 162. https://doi.org/10.3390/met12010162
Li X, Hu S, Wang D, Qu T, Wu G, Zhang P, Quan Q, Zhou X, Zhang Z. Inclusion Removements in a Bottom-Stirring Ladle with Novel Slot-Porous Matched Dual Plugs. Metals. 2022; 12(1):162. https://doi.org/10.3390/met12010162
Chicago/Turabian StyleLi, Xianglong, Shaoyan Hu, Deyong Wang, Tianpeng Qu, Guangjun Wu, Pei Zhang, Qi Quan, Xingzhi Zhou, and Zhixiao Zhang. 2022. "Inclusion Removements in a Bottom-Stirring Ladle with Novel Slot-Porous Matched Dual Plugs" Metals 12, no. 1: 162. https://doi.org/10.3390/met12010162
APA StyleLi, X., Hu, S., Wang, D., Qu, T., Wu, G., Zhang, P., Quan, Q., Zhou, X., & Zhang, Z. (2022). Inclusion Removements in a Bottom-Stirring Ladle with Novel Slot-Porous Matched Dual Plugs. Metals, 12(1), 162. https://doi.org/10.3390/met12010162