
A Comparative Study on the Microstructures and Mechanical Properties of Al-10Si-0.5Mg Alloys Prepared under Different Conditions

Abstract
:1. Introduction
2. Materials and Methods
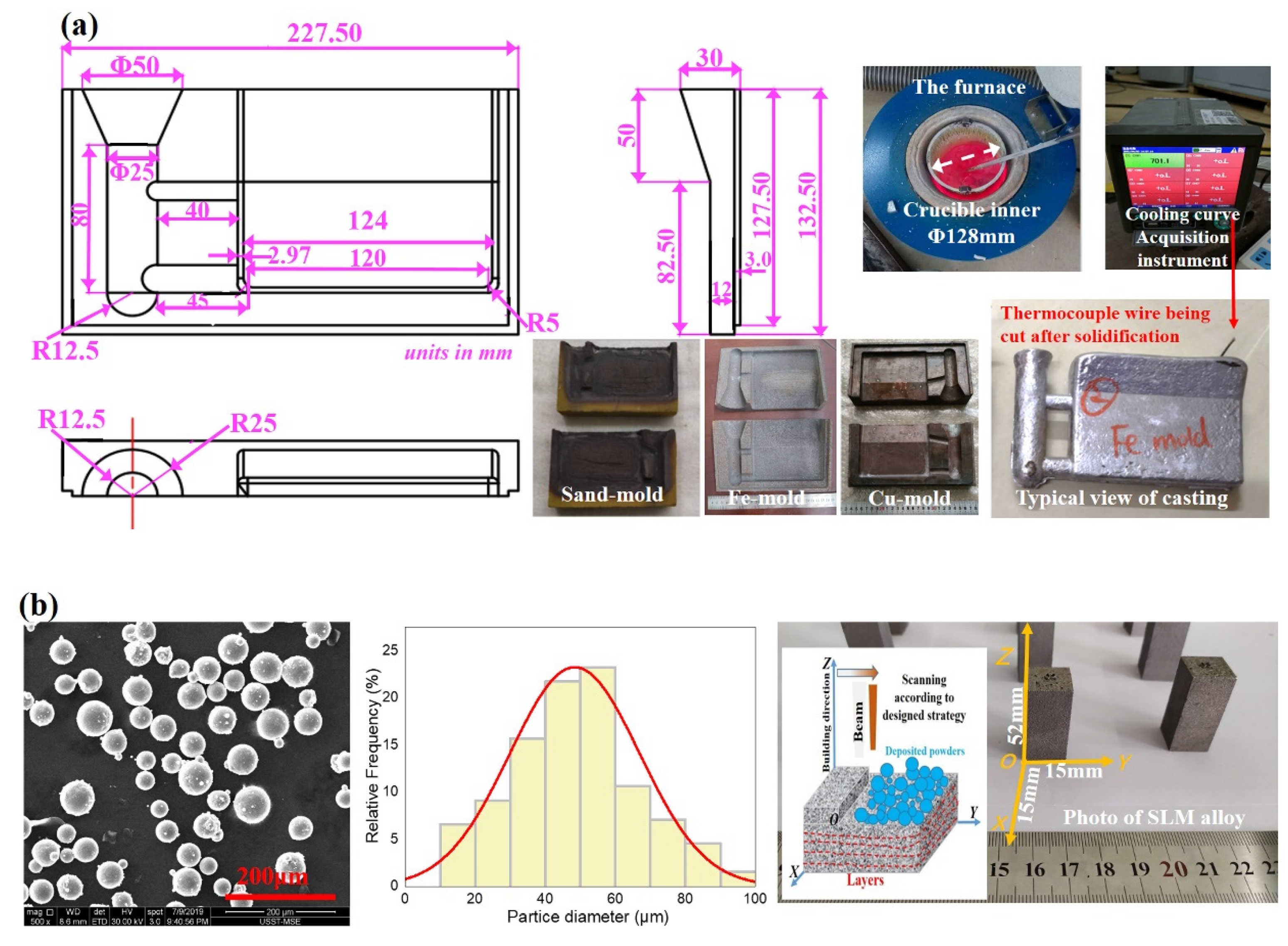
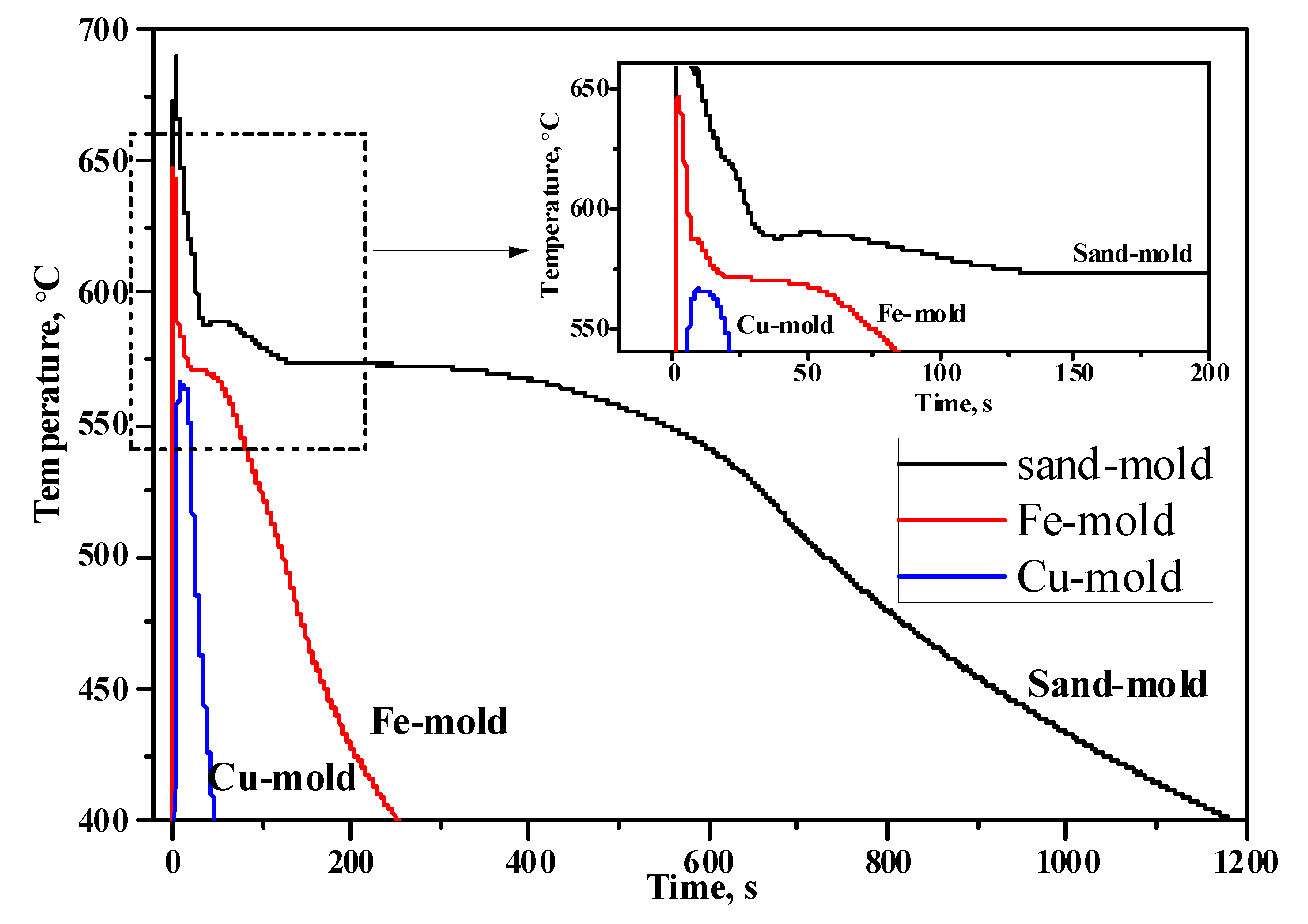
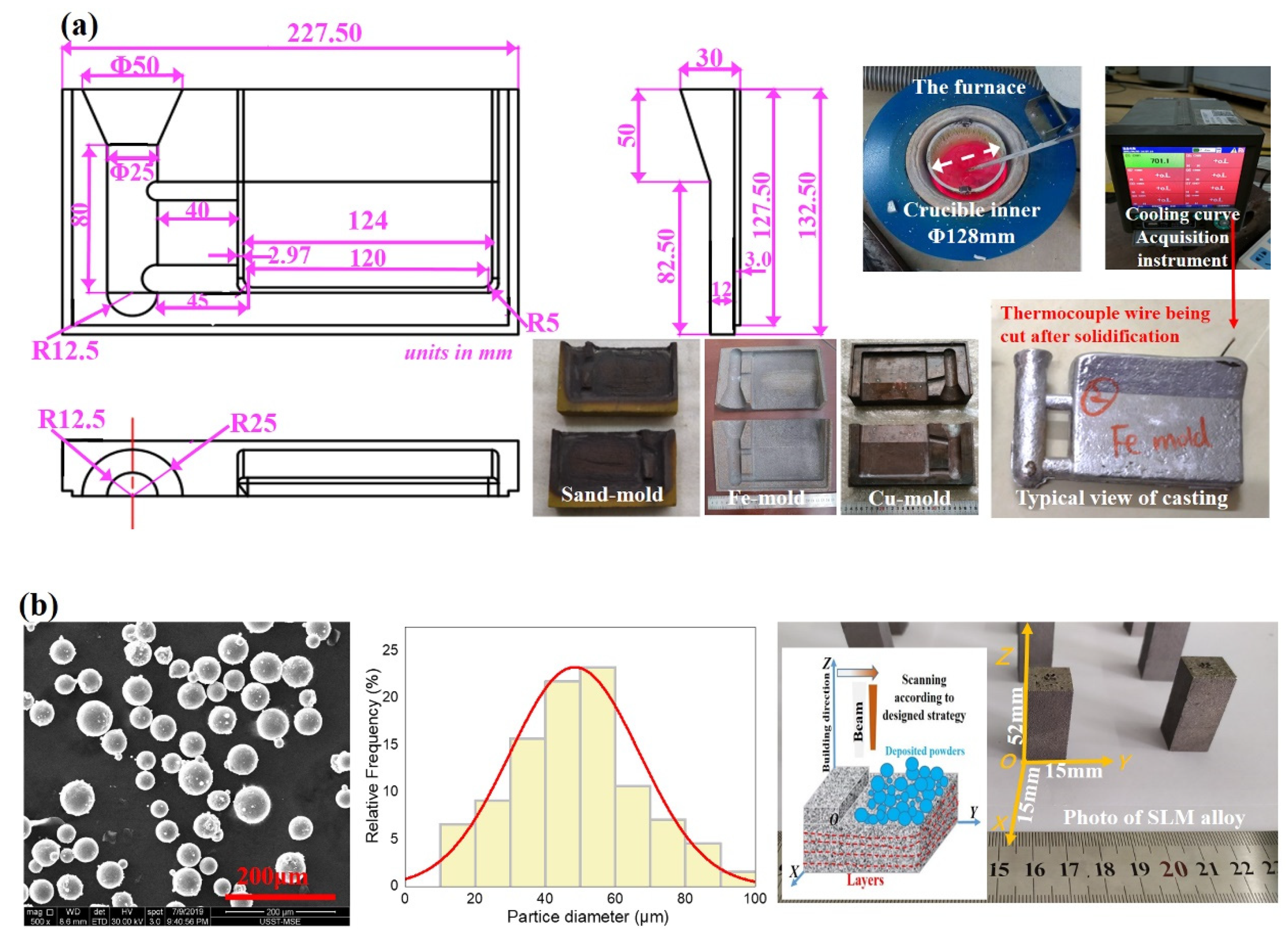
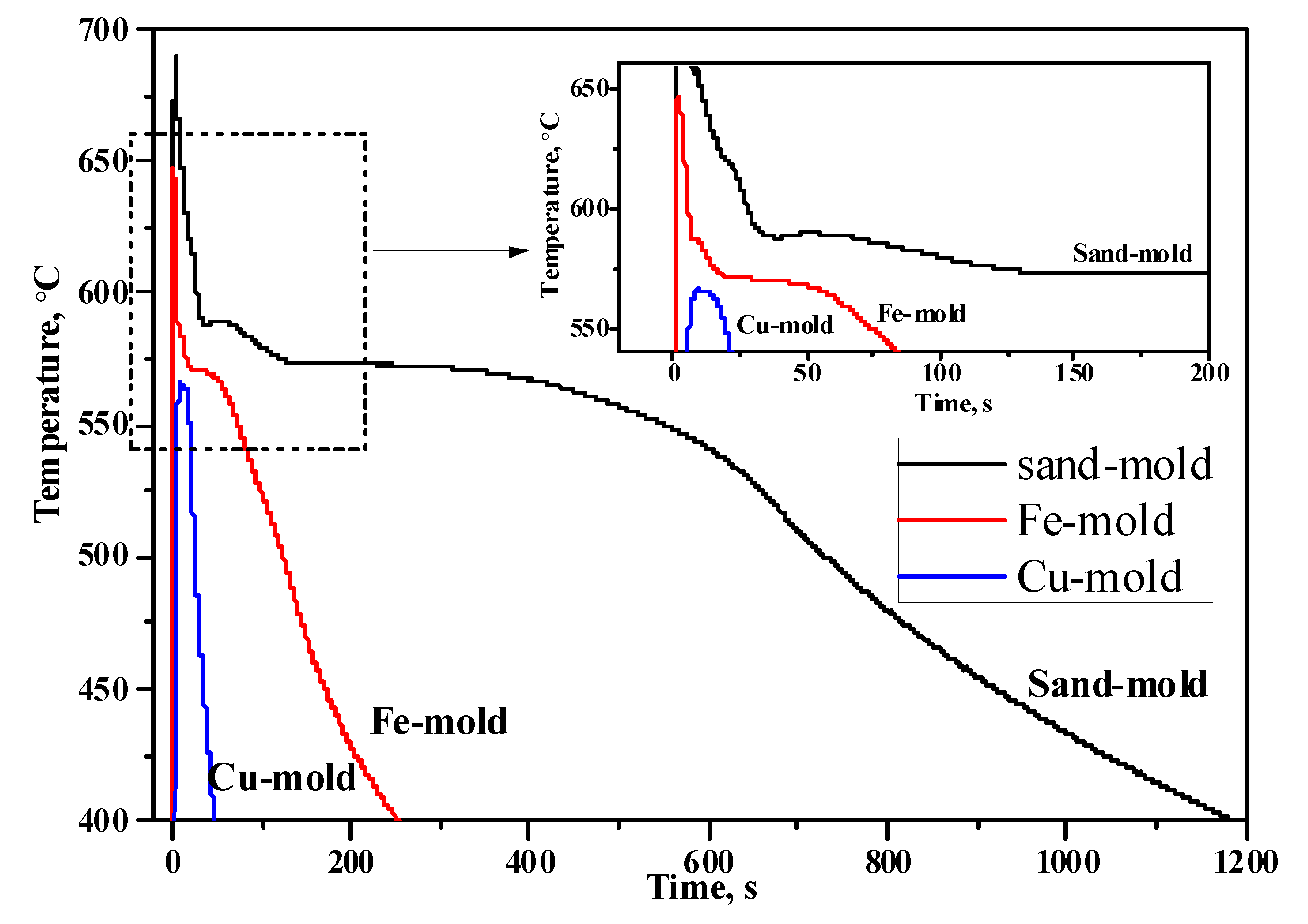
2.1. Alloy Fabrication
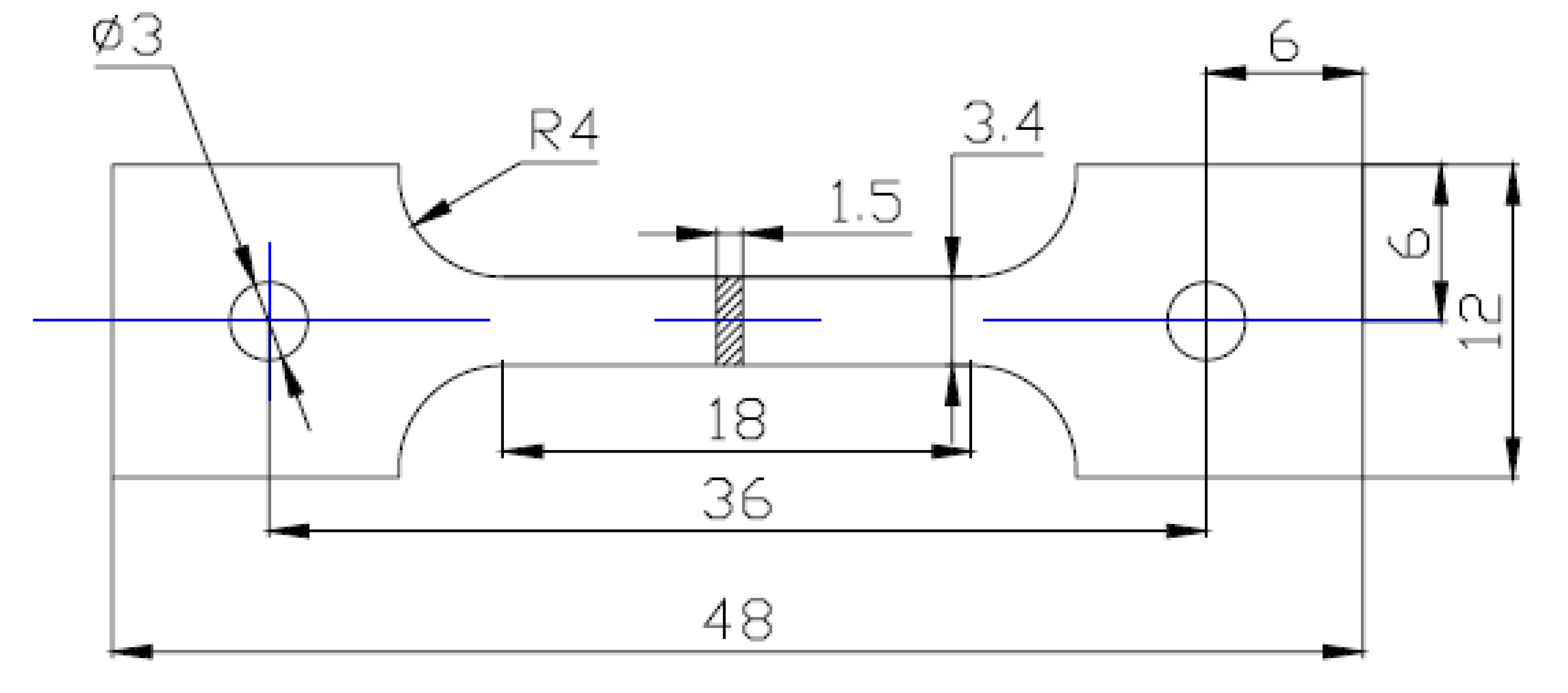
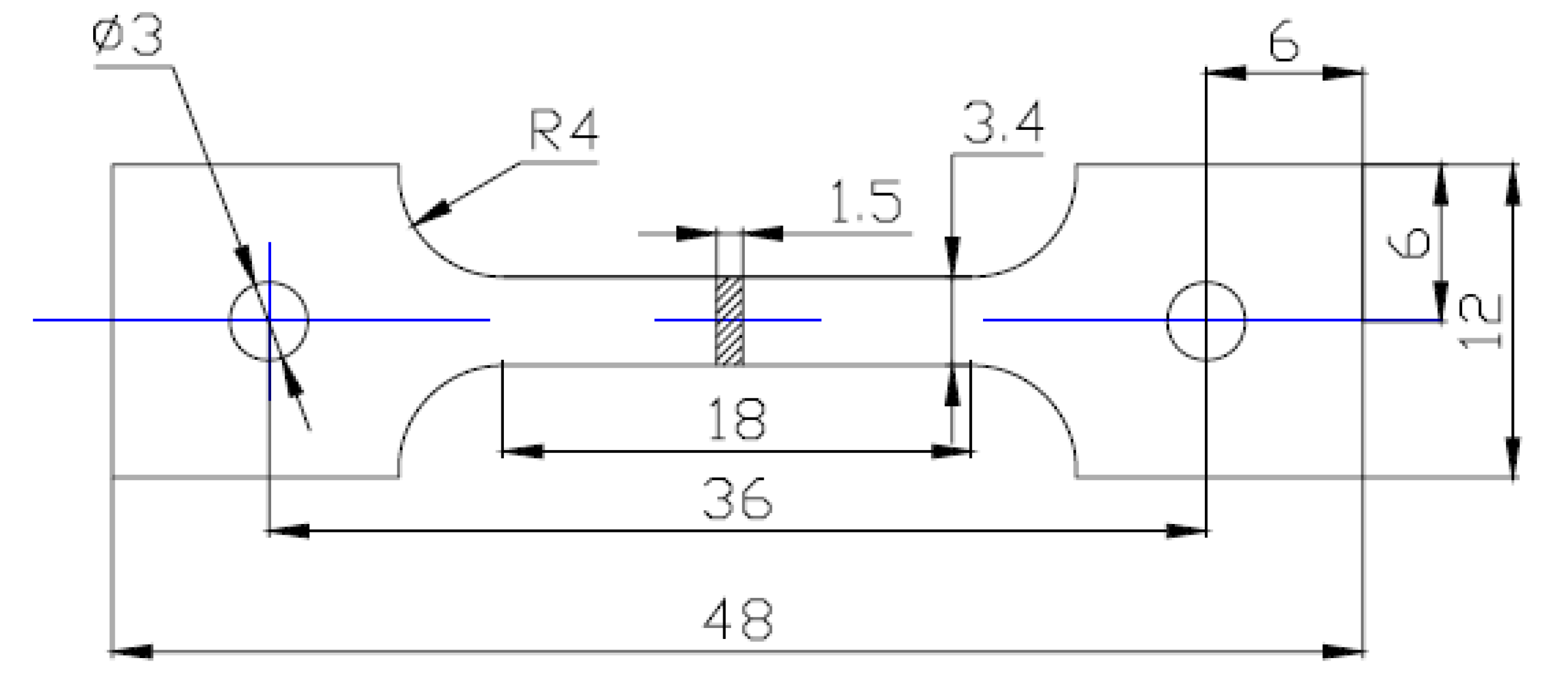
2.2. Characterization and Analysis
3. Results
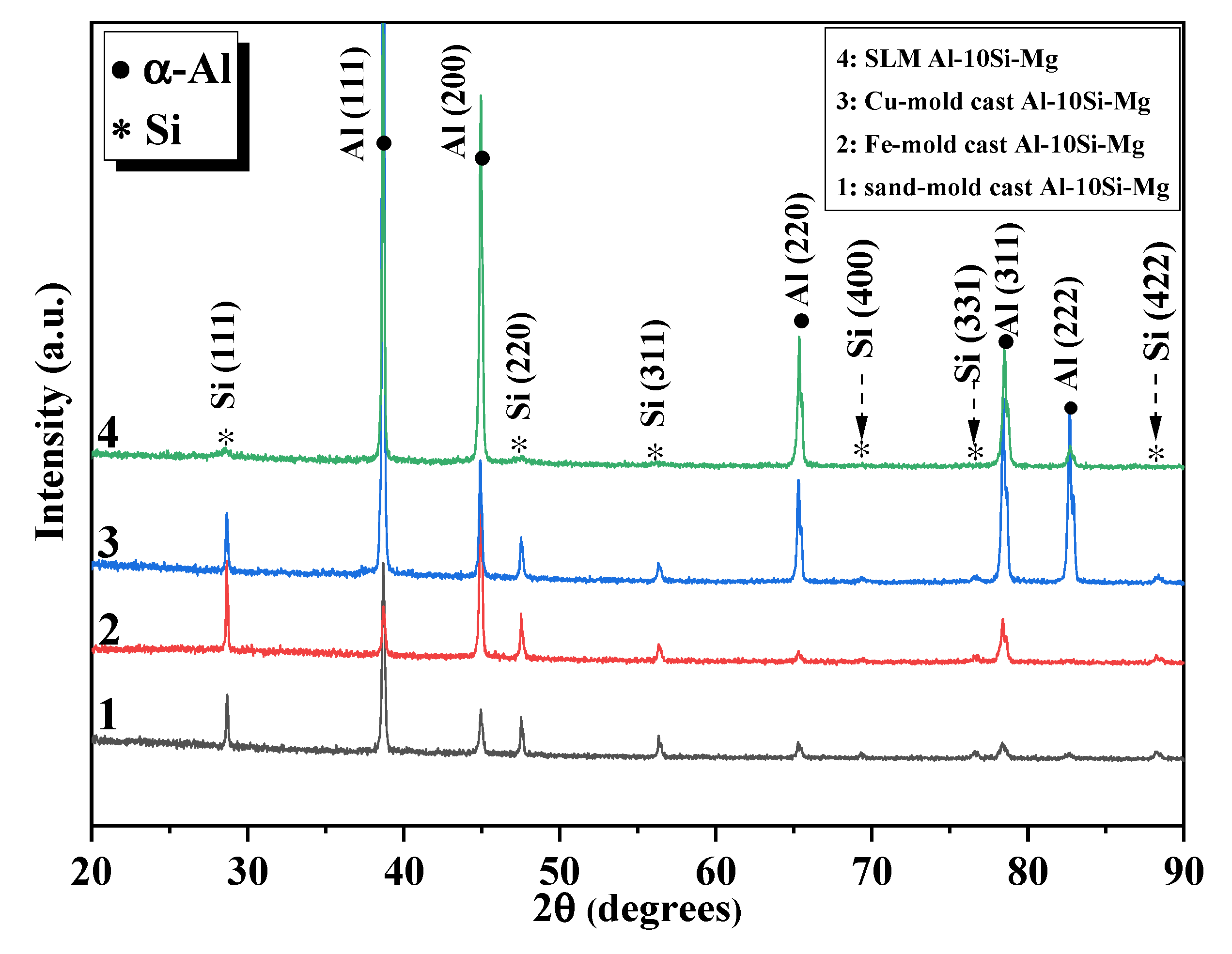
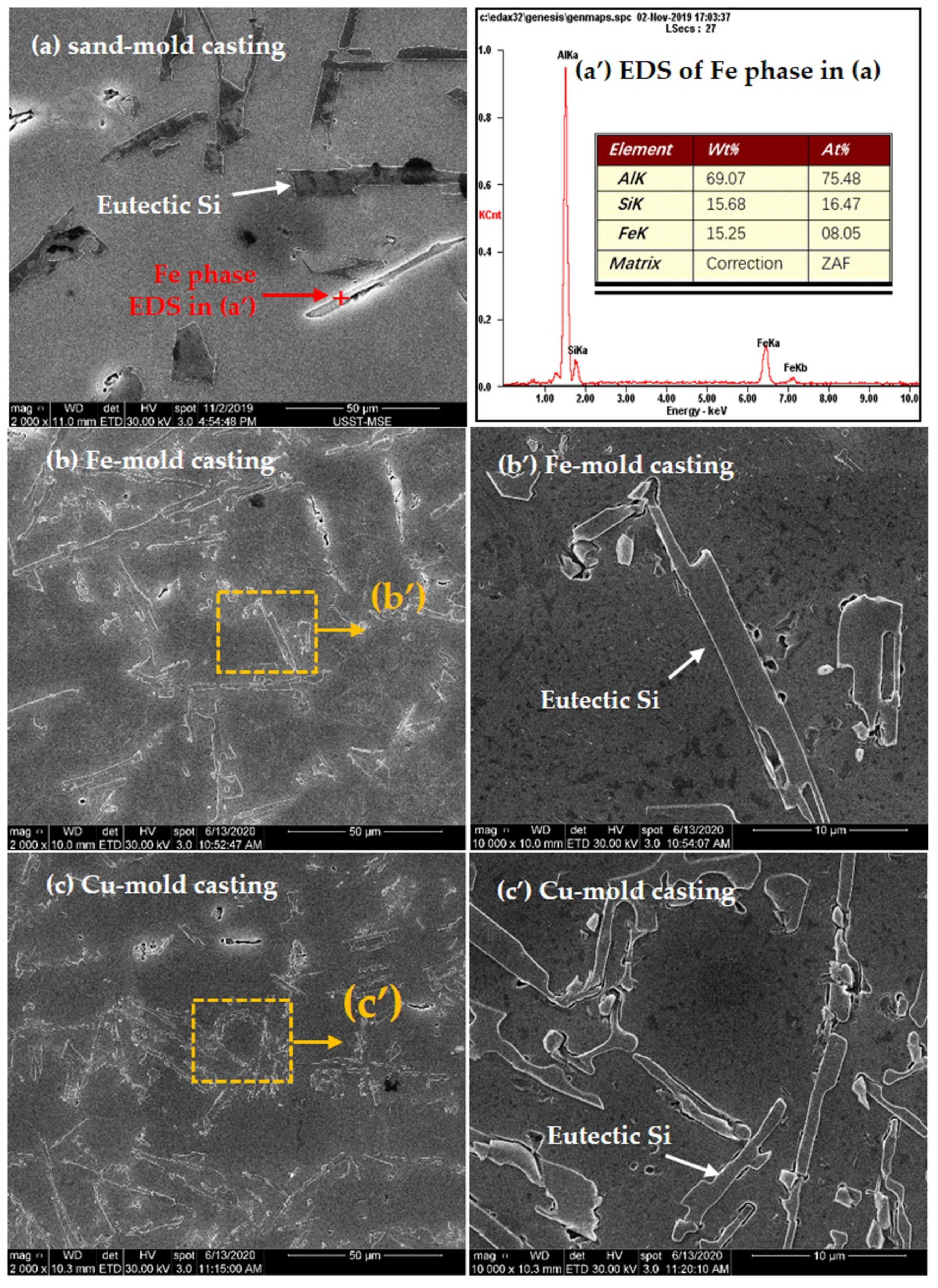
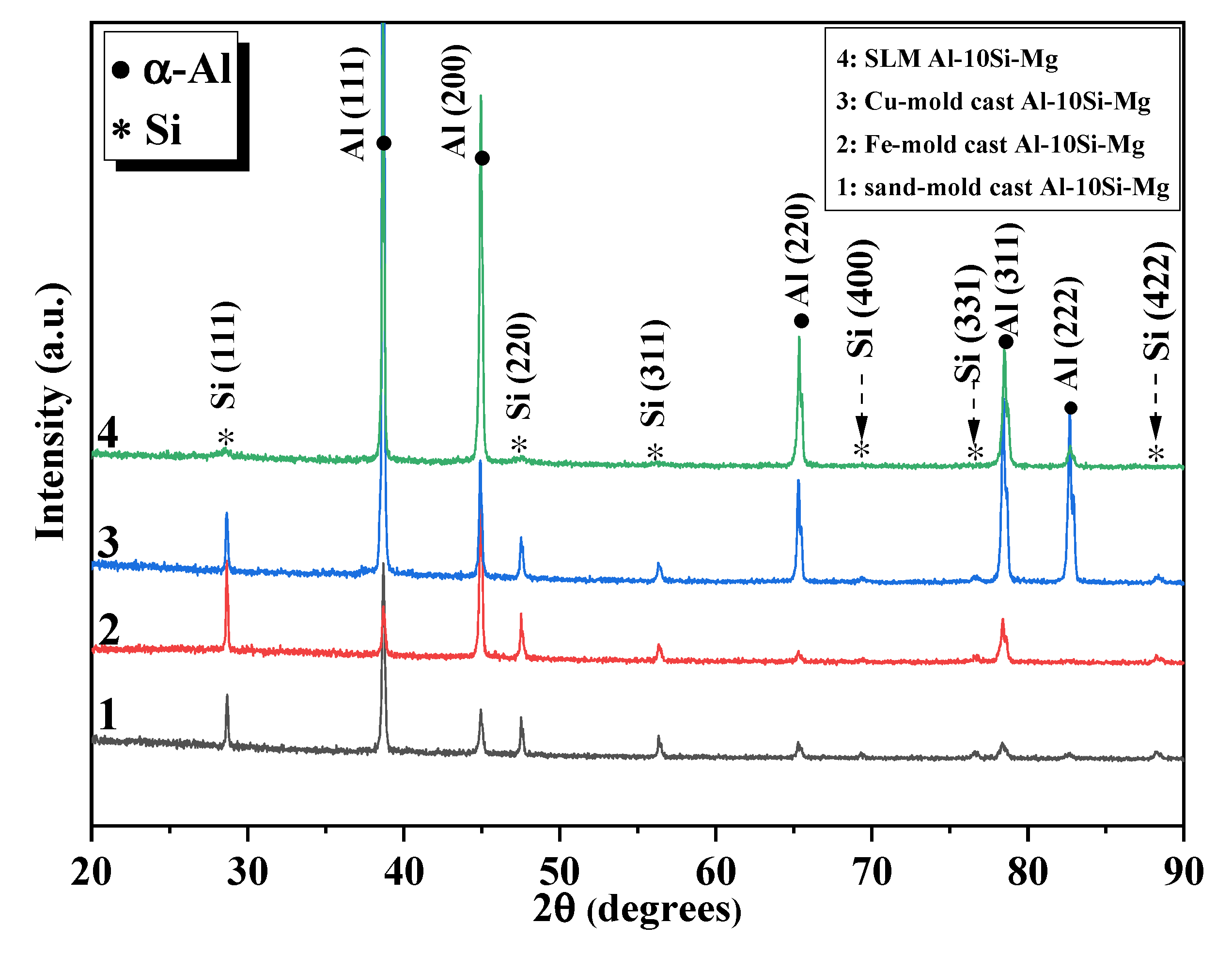
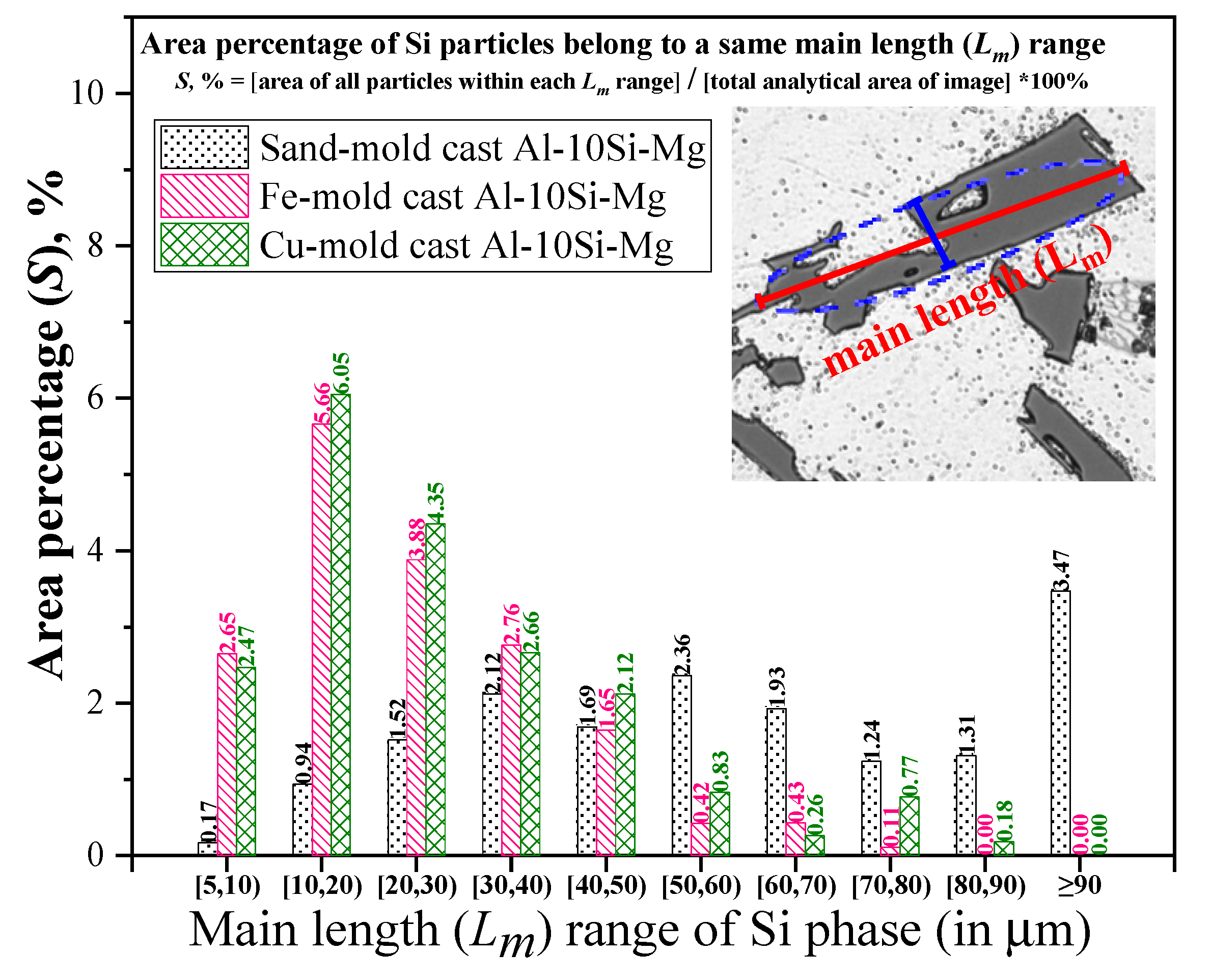
3.1. Phase Constitutions
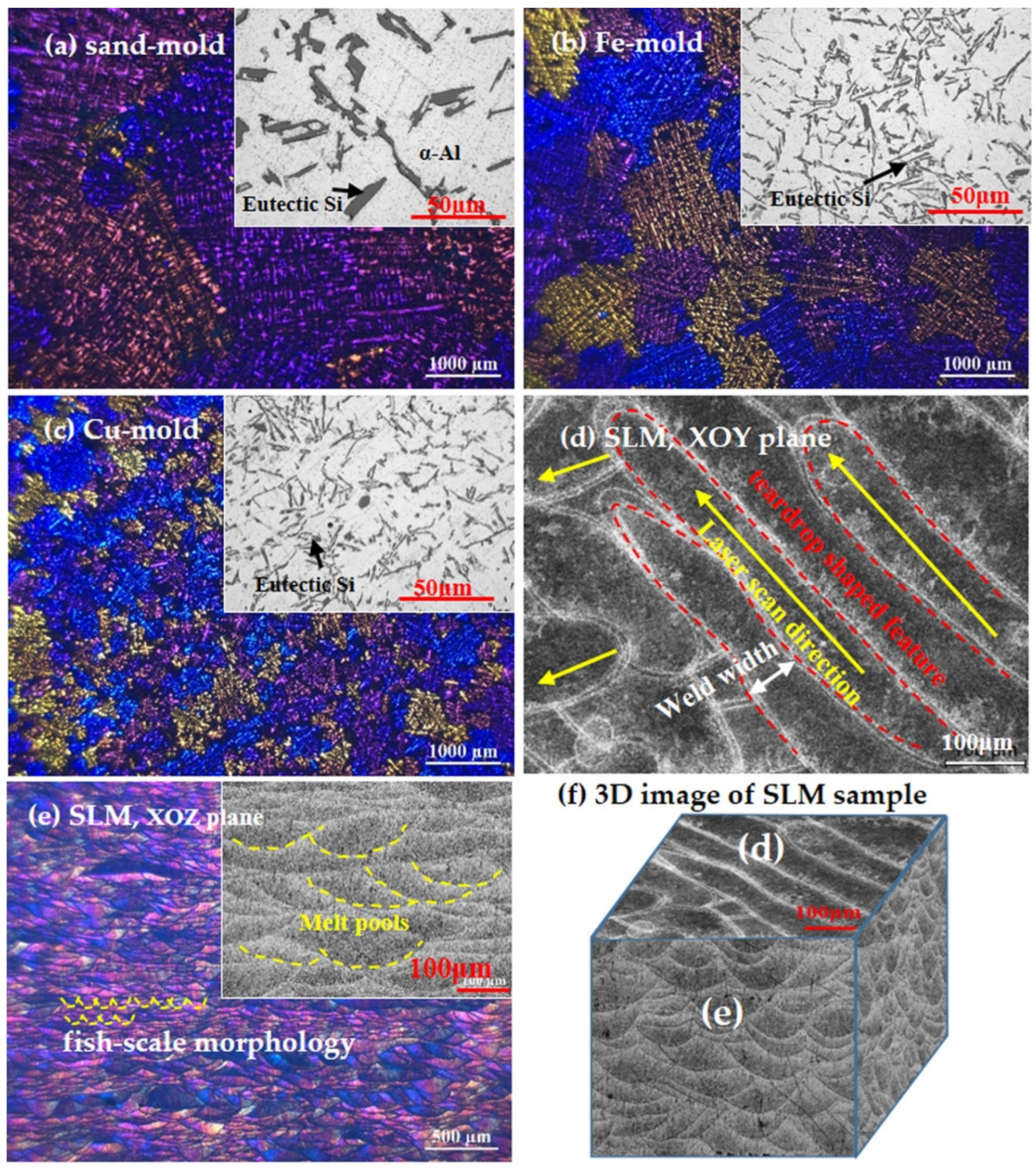
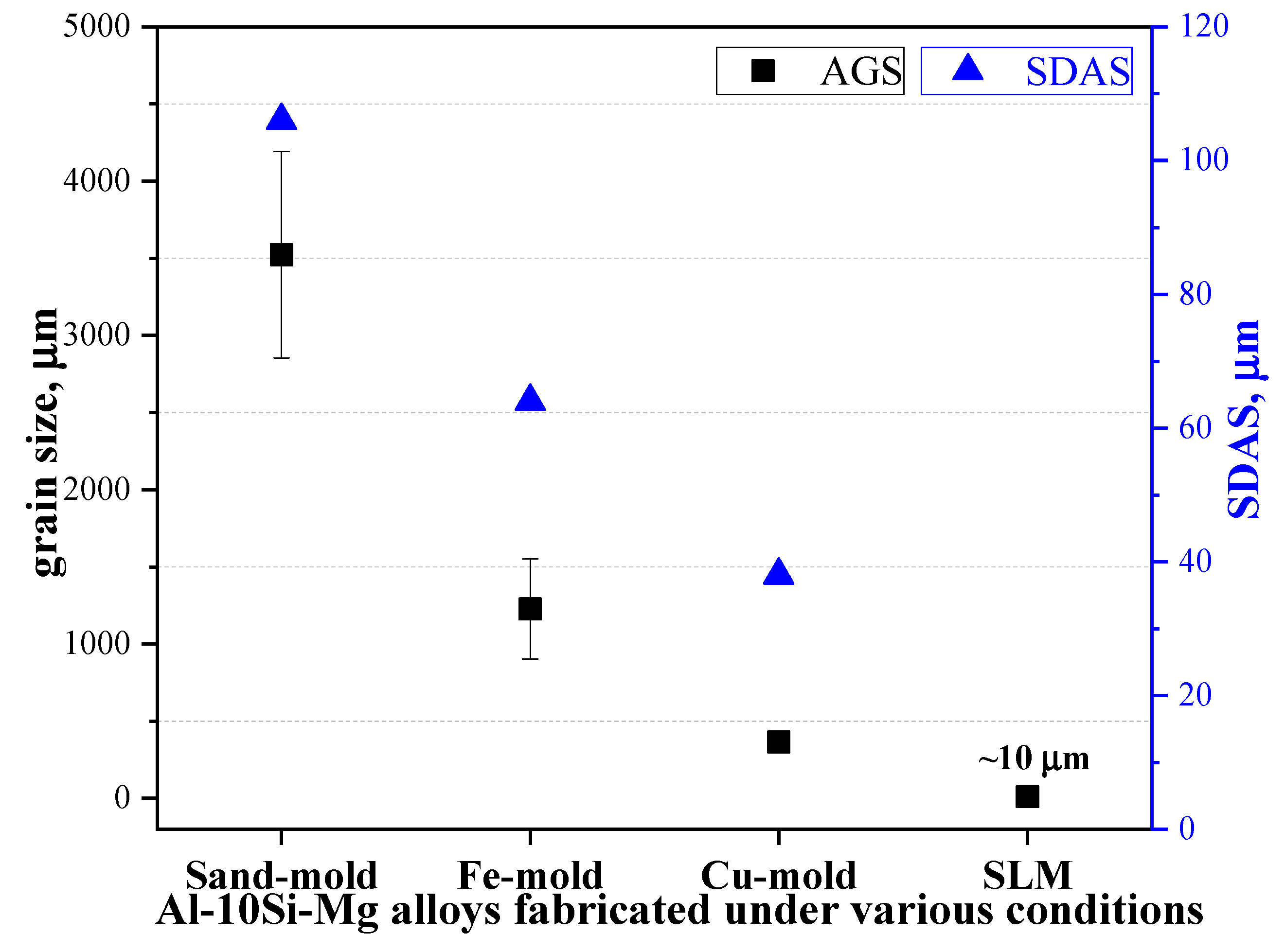
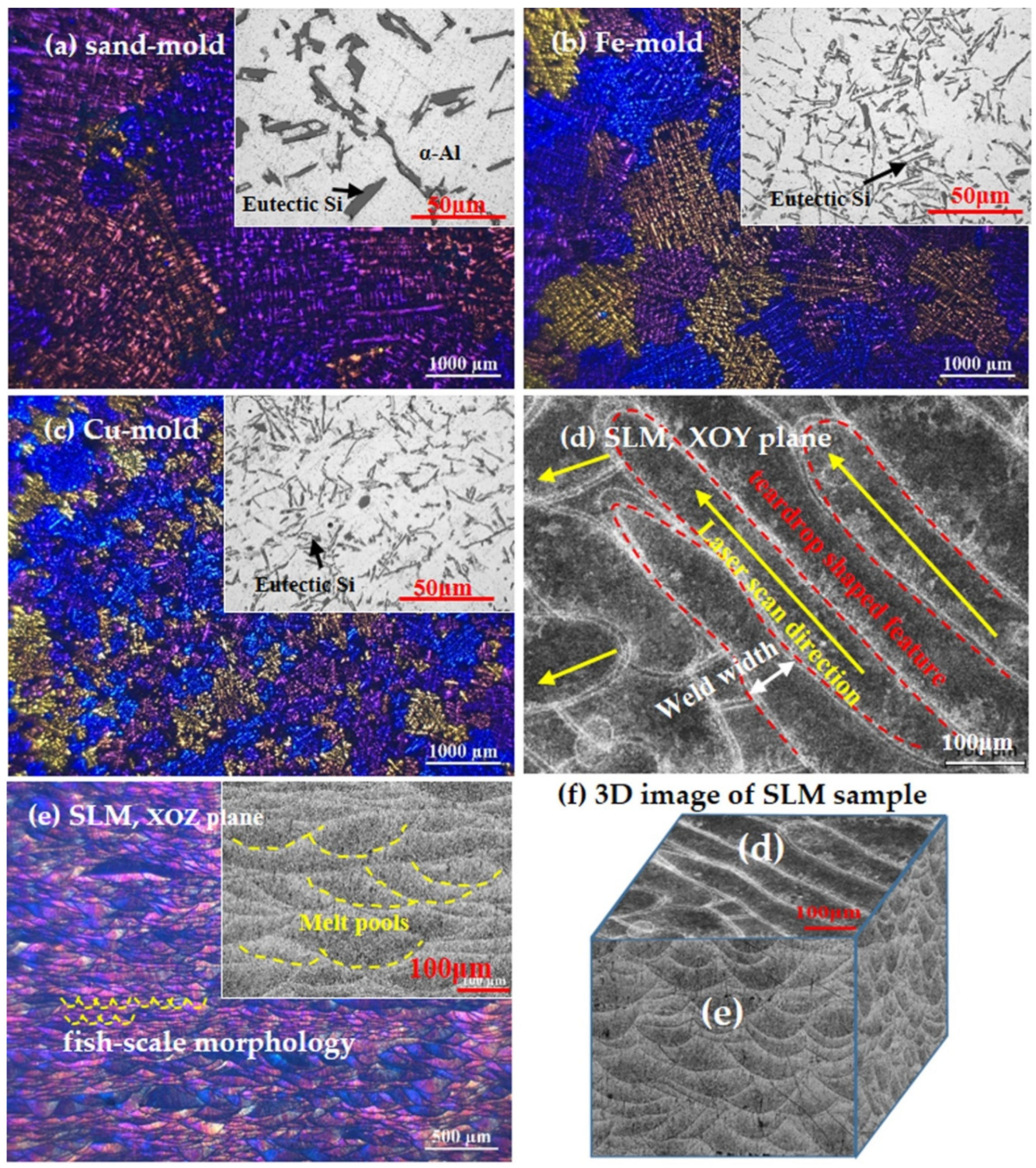
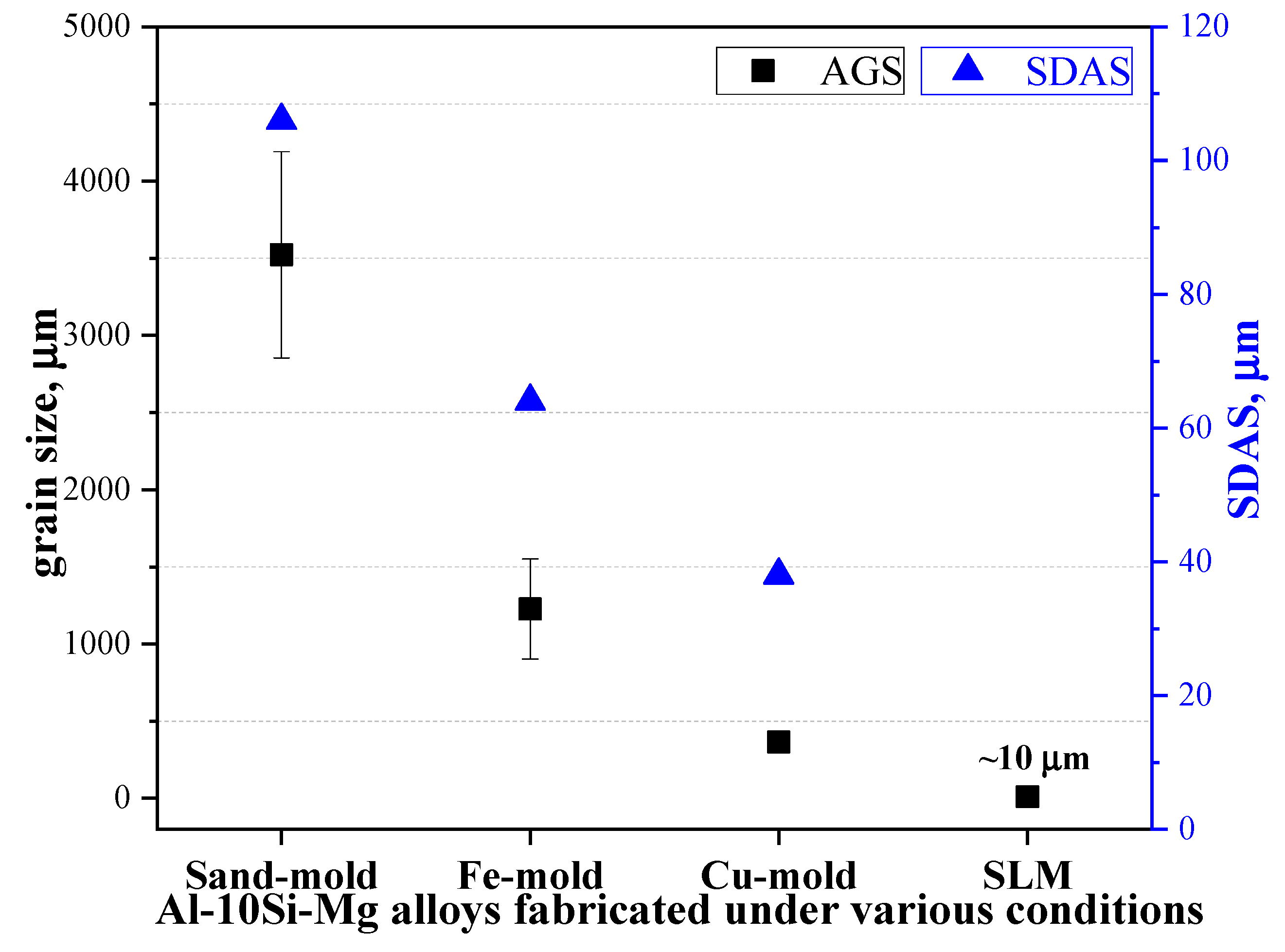
3.2. Grain Morphology and Grain Size
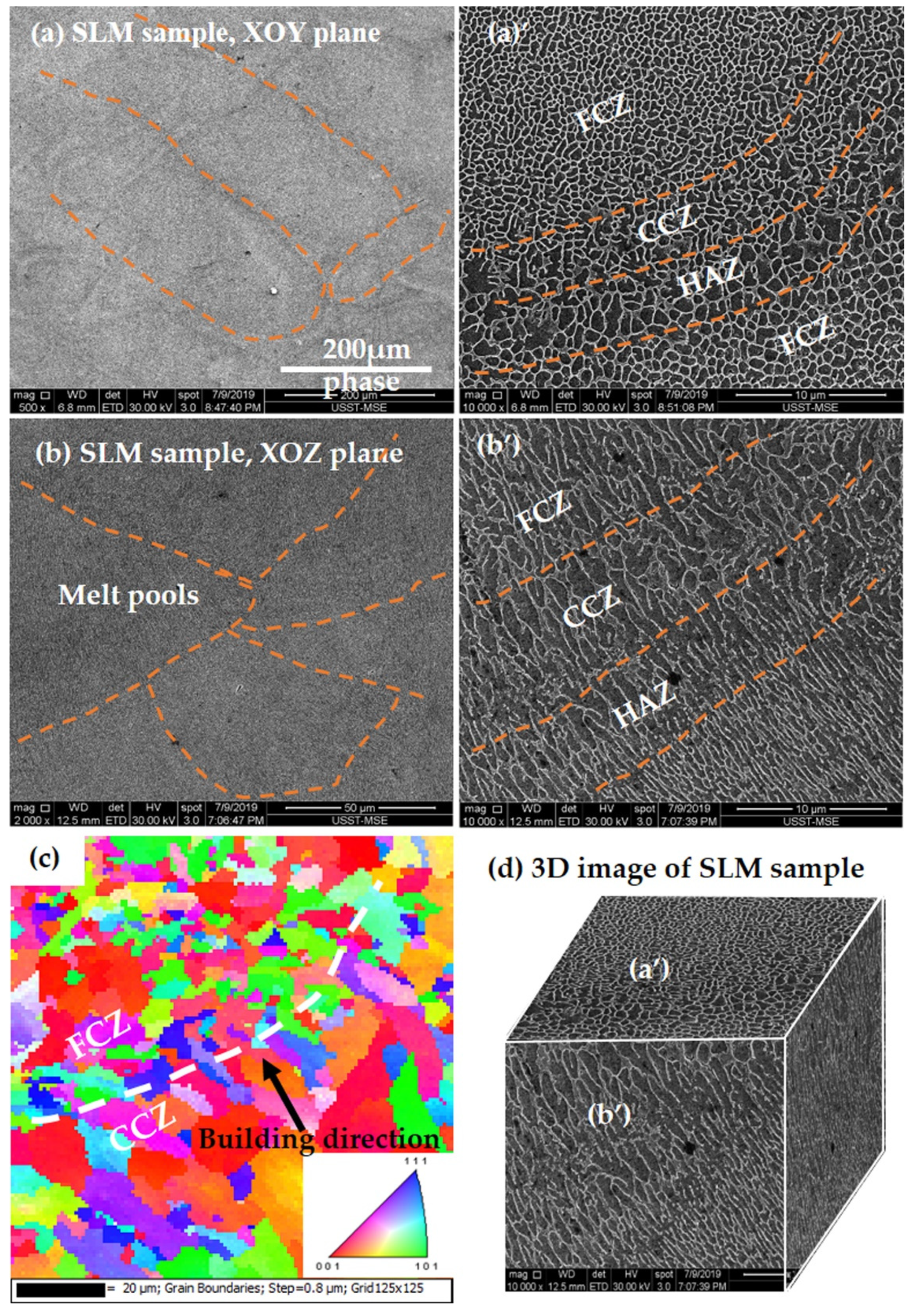
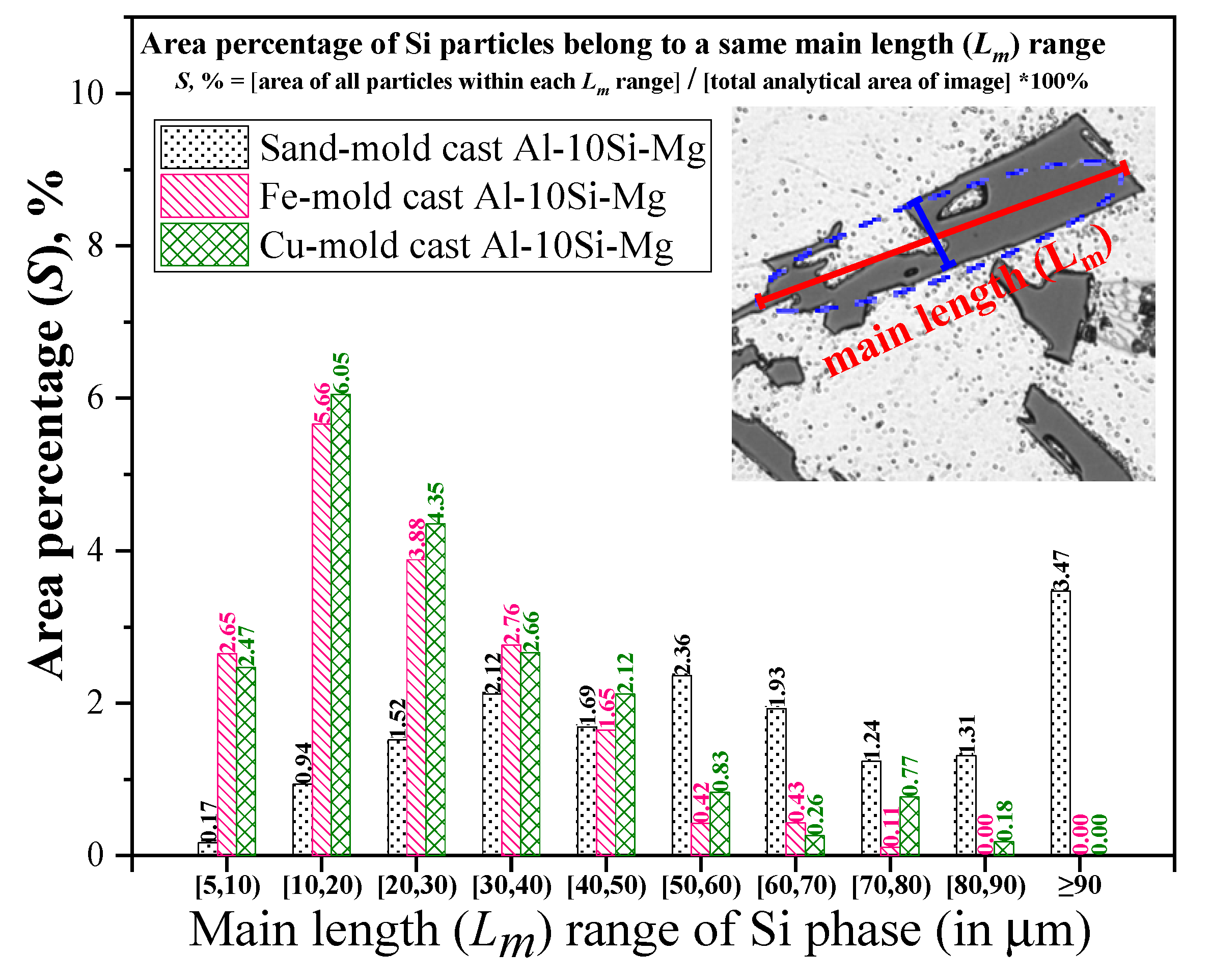
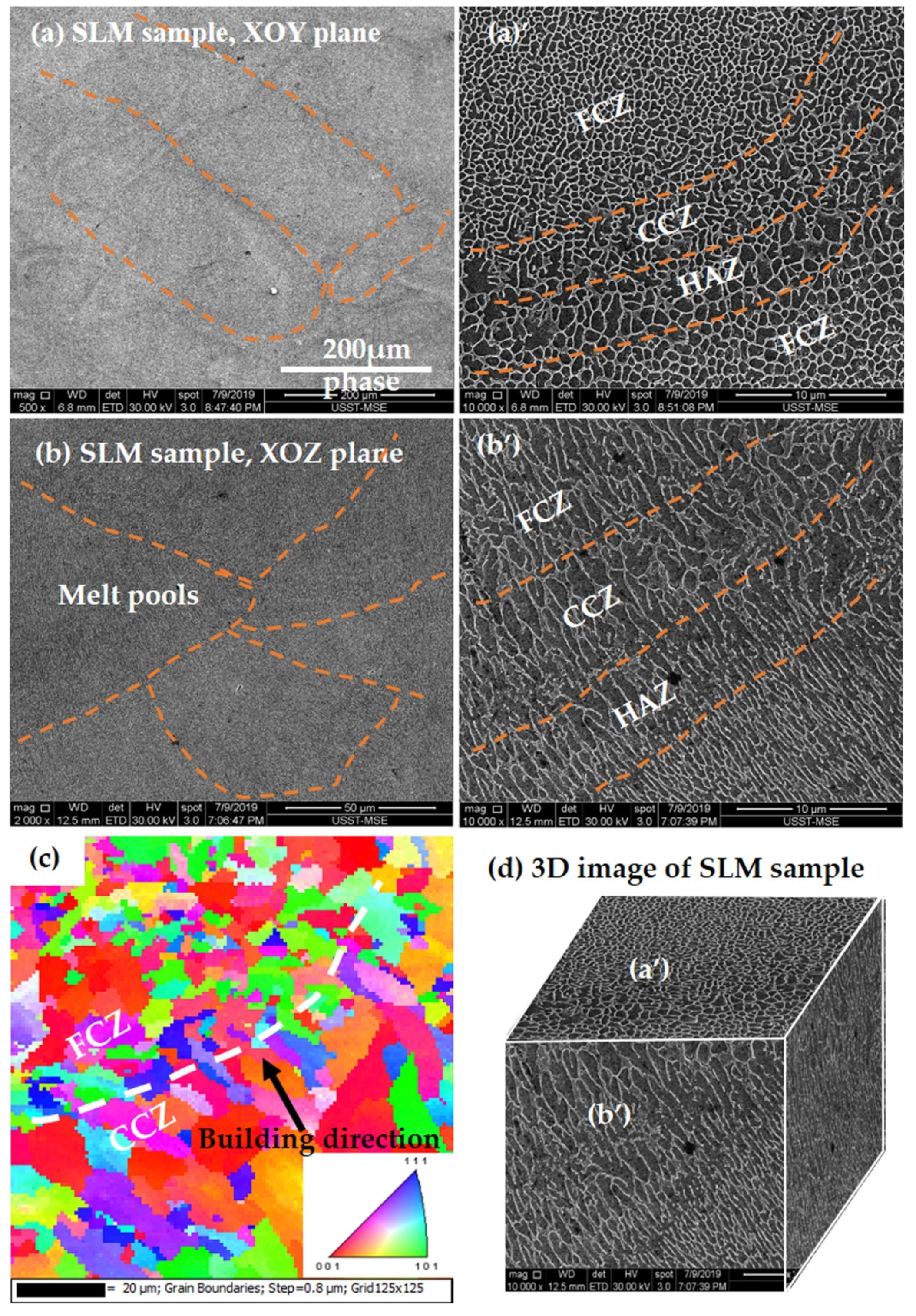
3.3. Microstructures
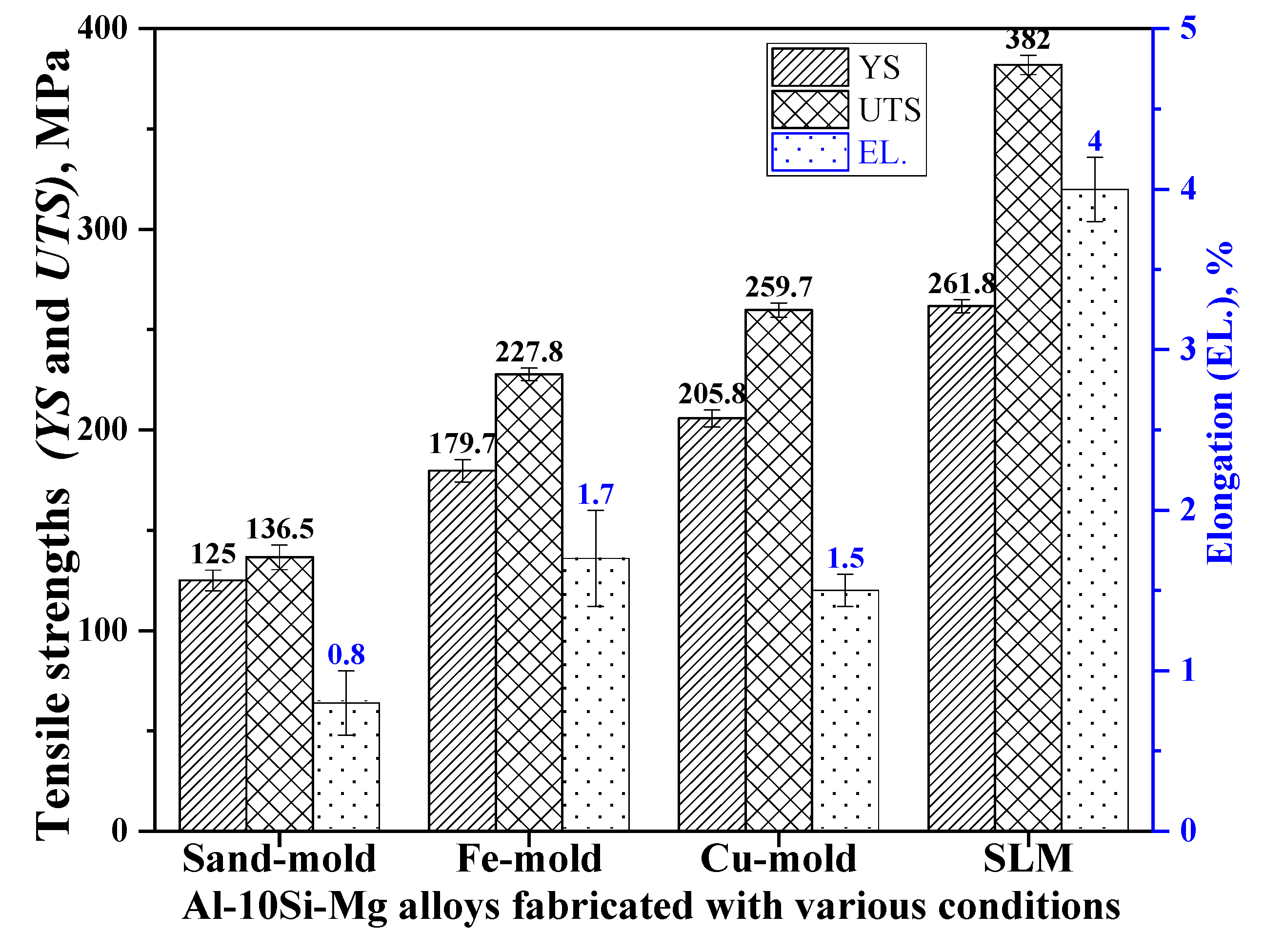
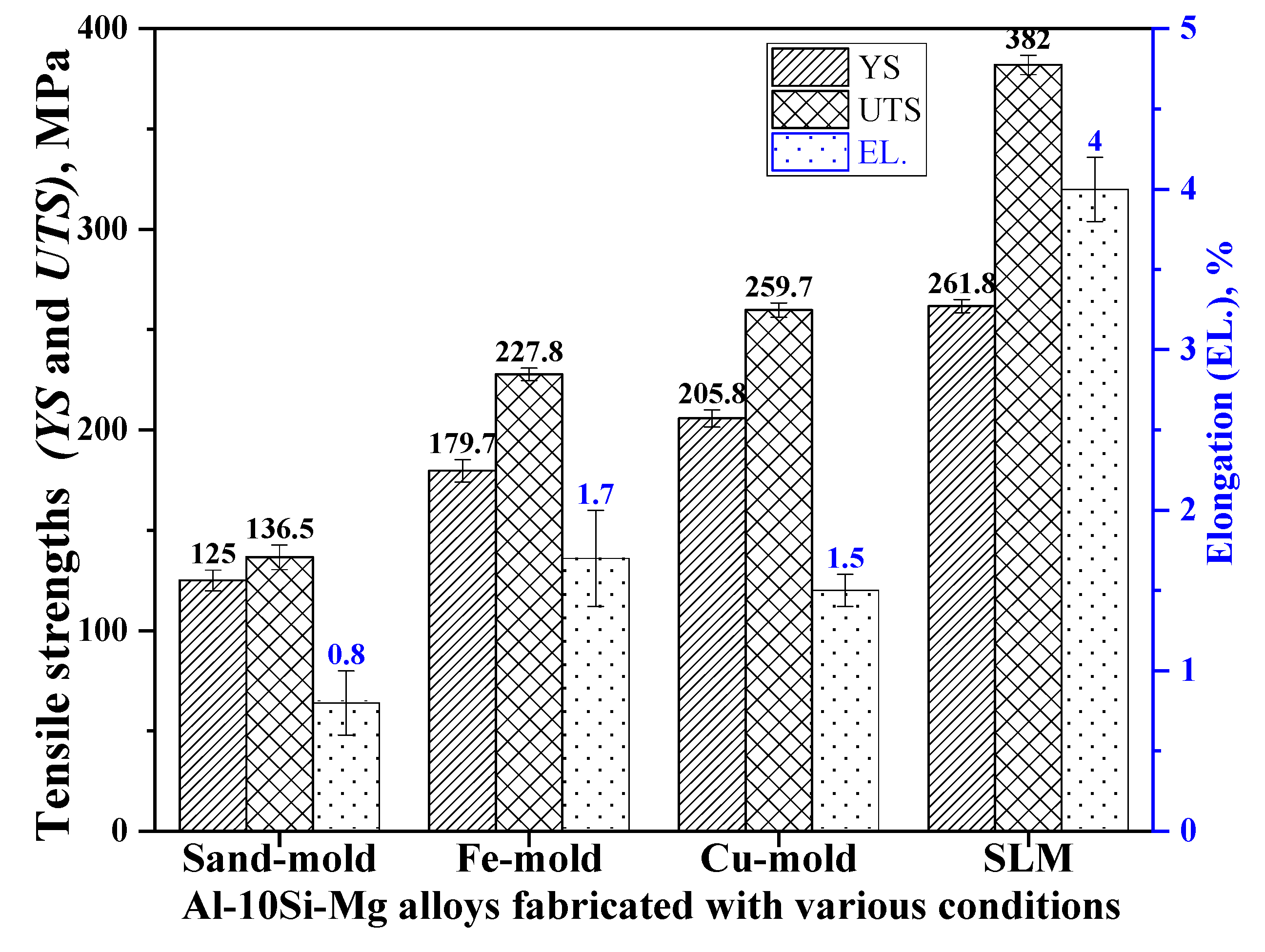
3.4. Tensile Mechanical Properties
4. Discussion
4.1. Microstructure Evolutions
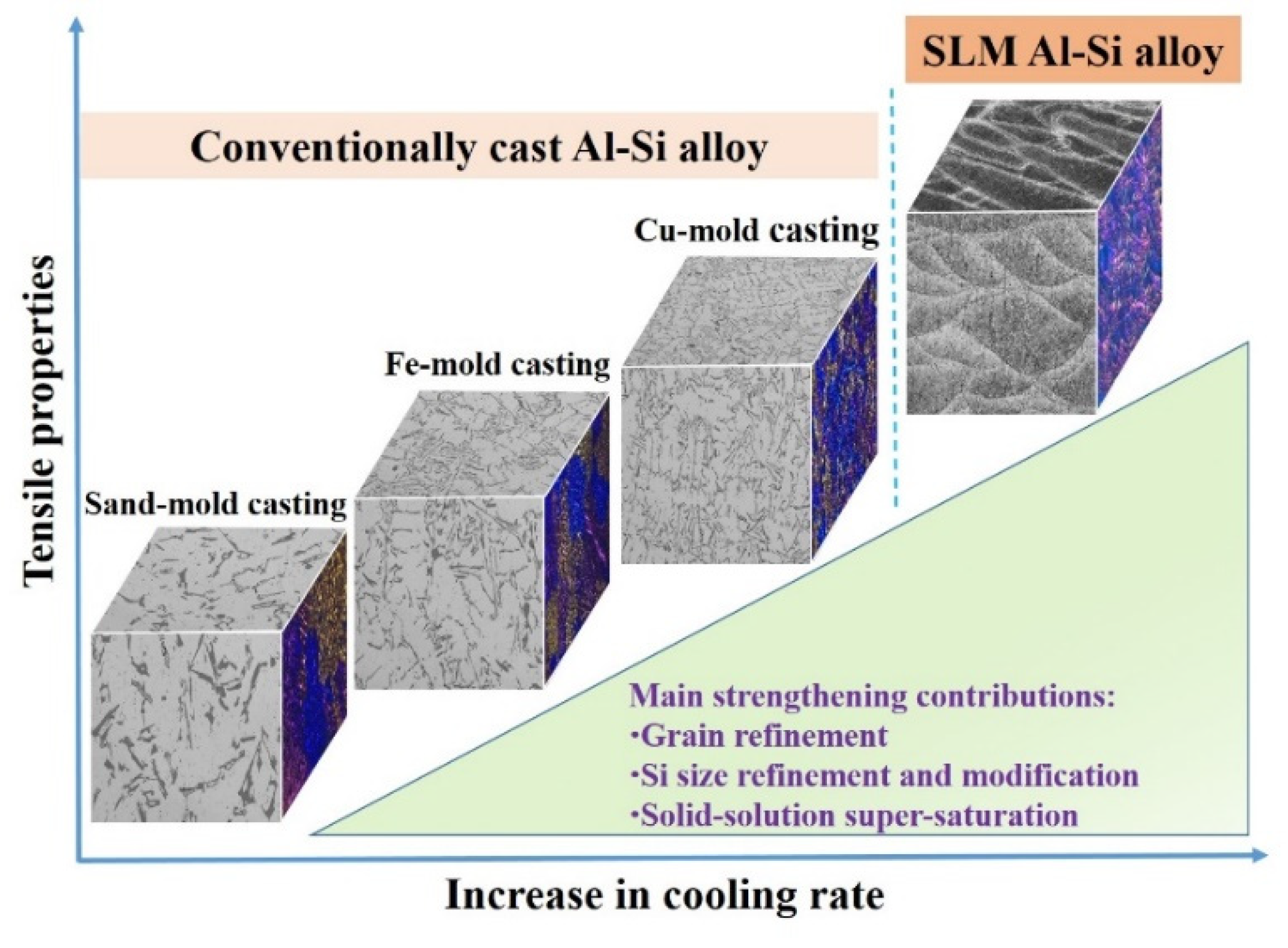
4.2. Strengthening Mechanism
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ding, X.; Wang, L. Heat transfer and fluid flow of molten pool during selective laser melting of AlSi10Mg powder: Simulation and experiment. J. Manuf. Process. 2017, 26, 280–289. [Google Scholar] [CrossRef]
- Yang, C.; Zhu, K.; Liu, Y.; Cai, Y.; Liu, W.; Zhang, K.; Huang, J. A comparative study of fatigue energy dissipation of additive manufactured and cast AlSi10Mg alloy. Metals 2021, 11, 1274. [Google Scholar] [CrossRef]
- Gandolfi, M.; Xavier, M.G.C.; Gomes, L.F.; Reyes, R.A.V.; Garcia, A.; Spinelli, J.E. Relationship between microstructure evolution and tensile properties of AlSi10Mg alloys with varying mg content and solidification cooling rates. Metals 2021, 11, 1019. [Google Scholar] [CrossRef]
- Tawfik, N.L. Mechanical properties of rapidly solidified ribbons of some Al-Si based alloys. J. Mater. Sci. 1997, 32, 2997–3000. [Google Scholar] [CrossRef]
- Kimura, T.; Nakamoto, T. Microstructures and mechanical properties of A356 (AlSi7Mg0.3) aluminum alloy fabricated by selective laser melting. Mater. Des. 2016, 89, 1294–1301. [Google Scholar] [CrossRef]
- Li, Z.; Kuai, Z.; Bai, P.; Nie, Y.; Fu, G.; Liu, W.; Yang, S. Microstructure and tensile properties of AlSi10Mg alloy manufactured by multi-laser beam selective laser melting (SLM). Metals 2019, 9, 1337. [Google Scholar] [CrossRef] [Green Version]
- Marola, S.; Manfredi, D.; Fiore, G.; Poletti, M.G.; Lombardi, M.; Fino, P.; Battezzati, L. A comparison of selective laser melting with bulk rapid solidification of AlSi10Mg alloy. J. Alloys Compd. 2018, 742, 271–279. [Google Scholar] [CrossRef]
- Fathi, P.; Mohammadi, M.; Duan, X.; Nasiri, A.M. A comparative study on corrosion and microstructure of direct metal laser sintered AlSi10Mg_200C and die cast A360.1 aluminum. J. Mater. Process. Technol. 2018, 259, 1–14. [Google Scholar] [CrossRef]
- Langelandsvik, G.; Horgar, A.; Furu, T.; Roven, H.J.; Akselsen, O.M. Comparative study of eutectic Al-Si alloys manufactured by WAAM and casting. Int. J. Adv. Manuf. Technol. 2020, 110, 935–947. [Google Scholar] [CrossRef]
- Yan, Q.; Song, B.; Shi, Y. Comparative study of performance comparison of AlSi10Mg alloy prepared by selective laser melting and casting. J. Mater. Sci. Technol. 2020, 41, 199–208. [Google Scholar] [CrossRef]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Zyguła, K.; Nosek, B.; Pasiowiec, H.; Szysiak, N. Mechanical properties and microstructure of AlSi10Mg alloy obtained by casting and SLM technique. World Sci. News 2018, 104, 456–466. [Google Scholar]
- Ridgeway, C.D.; Cheng, G.; Luo, A.A. Predicting primary dendrite arm spacing in Al-Si-Mg alloys: Effect of Mg alloying. J. Mater. Sci. 2019, 54, 9907–9920. [Google Scholar] [CrossRef]
- Easton, M.; StJohn, D. Grain refinement of aluminum alloys: Part I. the nucleant and solute paradigms—A review of the literature. Metall. Mater. Trans. A 1999, 30, 1613–1623. [Google Scholar] [CrossRef]
- Ludwig, T.H.; Dæhlen, E.S.; Schaffer, P.L.; Arnberg, L. The effect of Ca and P interaction on the Al-Si eutectic in a hypoeutectic Al-Si alloy. J. Alloys Compd. 2014, 586, 180–190. [Google Scholar] [CrossRef]
- Flood, S.C.; Hunt, J.D. Modification of Al-Si eutectic alloys with Na. Met. Sci. 1981, 15, 287–294. [Google Scholar] [CrossRef]
- Dahle, A.K.; Nogita, K.; McDonald, S.D.; Dinnis, C.; Lu, L. Eutectic modification and microstructure development in Al-Si Alloys. Mat. Sci. Eng. A 2005, 413, 243–248. [Google Scholar] [CrossRef]
- Hegde, S.; Prabhu, K.N. Modification of eutectic silicon in Al-Si alloys. J. Mater. Sci. 2008, 43, 3009–3027. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Babu, N.H.; Zhang, H.; Fan, Z. Microstructural refinement of Al-10.2%Si alloy by intensive shearing. Mater. Lett. 2010, 64, 671–673. [Google Scholar] [CrossRef]
- Sun, M.; Stjohn, D.H.; Easton, M.A.; Wang, K.; Ni, J. Effect of cooling rate on the grain refinement of Mg-Y-Zr alloys. Metall. Mater. Trans. A 2020, 51, 482–496. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Sun, M.; Hu, X.; Peng, L.; Fu, P.; Peng, Y. Effects of Sm on the grain refinement, microstructures and mechanical properties of AZ31 magnesium alloy. Mat. Sci. Eng. A 2014, 620, 89–96. [Google Scholar] [CrossRef]
- Zaretsky, E.; Stern, A.; Frage, N. Dynamic response of AlSi10Mg alloy fabricated by selective laser melting. Mat. Sci. Eng. A 2017, 688, 364–370. [Google Scholar] [CrossRef]
- Li, J.H.; Zarif, M.Z.; Albu, M.; McKay, B.J.; Hofer, F.; Schumacher, P. Nucleation kinetics of entrained eutectic Si in Al-5Si alloys. Acta. Mater. 2014, 72, 80–98. [Google Scholar] [CrossRef]
- Wang, Q.G.; Davidson, C.J. Solidification and precipitation behaviour of Al-Si-Mg casting alloys. J. Mater. Sci. 2001, 36, 739–750. [Google Scholar] [CrossRef]
- Liao, H.; Sun, Y.; Sun, G. Restraining effect of strontium on the crystallization of Mg2Si phase during solidification in Al-Si-Mg casting alloys and mechanisms. Mat. Sci. Eng. A 2003, 358, 164–170. [Google Scholar]
- Chen, B.; Moon, S.K.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Humbeeck, J.V. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta. Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Wei, W.; Zhou, Y.; Liu, W.; Li, N.; Yan, J.; Li, H. Microstructural characterization, mechanical properties, and corrosion resistance of dental Co-Cr-Mo-W alloys manufactured by selective laser melting. J. Mater. Eng. Perform. 2018, 27, 5312–5320. [Google Scholar] [CrossRef]
- Lu, Y.; Yang, C.; Liu, Y.; Yang, K.; Lin, J. Characterization of lattice defects and tensile deformation of biomedical Co29Cr9W3Cu alloy produced by selective laser melting. Addit. Manuf. 2019, 30, 100908. [Google Scholar] [CrossRef]
- Lu, L.; Dahle, A.K. Iron-rich intermetallic phases and their role in casting defect formation in hypoeutectic Al-Si alloys. Metall. Mater. Trans. A 2005, 36, 819–835. [Google Scholar]
- Revillaz, R.I.; De Graeve, I. Influence of Si content on the microstructure and corrosion behavior of additive manufactured Al-Si alloys. J. Electrochem. Soc. 2018, 165, C926–C932. [Google Scholar] [CrossRef]
- Delahaye, J.; Tchuindjang, J.T.; Beckers, J.L.; Rigo, O.; Habraken, A.M.; Mertens, A. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by selective laser melting. Acta. Mater. 2019, 175, 160–170. [Google Scholar] [CrossRef]
- Tan, Q.; Zhang, J.; Mo, N.; Fan, Z.; Yin, Y.; Bermingham, M.; Liu, Y.; Huang, H.; Zhang, M. A novel method to 3D-print fine-grained AlSi10Mg alloy with isotropic properties via inoculation with LaB6 nanoparticles. Addit. Manuf. 2020, 32, 101034. [Google Scholar] [CrossRef]
- Choi, S.W.; Kim, Y.M.; Lee, K.M.; Cho, H.S.; Hong, S.K.; Kim, Y.C.; Kang, C.S.; Kumai, S. The effects of cooling rate and heat treatment on mechanical and thermal characteristics of Al-Si-Cu-Mg foundry alloys. J. Alloys Compd. 2014, 617, 654–659. [Google Scholar] [CrossRef]
- Ran, G.; Zhou, J.E.; Wang, Q.G. Precipitates and tensile fracture mechanism in a sand cast A356 aluminum alloy. J. Mater. Process. Technol. 2008, 207, 46–52. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.M.; Read, N.; Reimers, W.; Attallah, M.M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef] [Green Version]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 4th ed.; Trans Tech Publications: Hampshire, UK, 1998; pp. 65–89. [Google Scholar]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al-12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Easton, M.; Davidson, C.; St. John, D. Effect of alloy composition on the dendrite arm spacing of multicomponent aluminum alloys. Metall. Mater. Trans. A 2010, 41, 1528–1538. [Google Scholar] [CrossRef]
- Nadella, R.; Eskin, D.G.; Du, Q.; Katgerman, L. Macrosegregation in direct-chill casting of aluminium alloys. Prog. Mater. Sci. 2008, 53, 421–480. [Google Scholar] [CrossRef] [Green Version]
- St. John, D.H.; Ma, Q.; Easton, M.A.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta. Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- St. John, D.H.; Easton, M.A.; Ma, Q.; Taylor, J.A. Grain refinement of magnesium alloys: A review of recent research, theoretical developments, and their application. Metall. Mater. Trans. A 2013, 44, 2935–2949. [Google Scholar] [CrossRef] [Green Version]
- Easton, M.A.; St. John, D.H. Improved prediction of the grain size of aluminum alloys that includes the effect of cooling rate. Mater. Sci. Eng. A 2008, 486, 8–13. [Google Scholar] [CrossRef]
- Li, X.P.; Wang, X.J.; Saunders, M.; Suvorova, A.; Zhang, L.C.; Liu, Y.J.; Fang, M.H.; Huang, Z.H.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta. Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Mukhopadhyay, N.K.; Paufler, P. Micro and nanoindentation techniques for mechanical characterisation of materials. Int. Mater. Rev. 2006, 51, 209–245. [Google Scholar] [CrossRef]
- Ye, H. An overview of the development of Al-Si-Alloy based material for engine applications. J. Mater. Eng. Perform. 2003, 12, 288–297. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Eckert, J. Tensile properties of Al-12Si fabricated via selective laser melting (SLM) at different temperatures. Technologies 2016, 4, 38. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Wang, X.Q.; Wang, W.; Attallah, M.M.; Loretto, M.H. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 2016, 117, 311–320. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Li, D.; Feng, J.; Zhang, Y.; Kang, Y. Effect of cooling rates on the microstructure and mechanical property of la modified Al7SiMg alloys processed by gravity die casting and semi-solid die casting. Metals 2020, 10, 549. [Google Scholar] [CrossRef]
- Martin, R.; Ehsan, G.; Toni, B.; Salem, S. Interactive effects of grain refinement, eutectic modification and solidification rate on tensile properties of Al-10Si alloy. Mater. Sci. Eng. A 2017, 703, 270–279. [Google Scholar]
- Jiang, B.; Ji, Z.; Hu, M.; Xu, H.; Xu, S. A novel modifier on eutectic Si and mechanical properties of Al-Si alloy. Mater. Lett. 2019, 239, 13–16. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Chen, Z.; Du, J.; He, Y.; Li, J.; Zhou, Y. The AlSi10Mg samples produced by selective laser melting: Single track, densification, microstructure and mechanical behavior. Appl. Surf. Sci. 2017, 408, 38–50. [Google Scholar] [CrossRef]
- Jawade, S.A.; Joshi, R.S.; Desai, S.B. Comparative study of mechanical properties of additively manufactured aluminum alloy. Mater. Today Proc. 2021, 46, 9270–9274. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, F.; Dong, B.; Yang, H.; Shu, S.; Zha, M.; Jiang, Q. Investigation of the influences of ternary Mg addition on the solidification microstructure and mechanical properties of as-cast Al-10Si alloys. Mater. Sci. Eng. A 2020, 798, 140247. [Google Scholar] [CrossRef]
- Lumley, R. Technical Data Sheets for Heat Treated Aluminium High Pressure Die Castings; CSIRO: Canberra, Australia, 2008. [Google Scholar]
- Zhang, C.; Zhu, H.; Hu, Z.; Zhang, L.; Zeng, X. A comparative study on single-laser and multi-laser selective laser melting AlSi10Mg: Defects, microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 746, 416–423. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 667, 139–146. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mat. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimization and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Qian, G.; Jian, Z.; Qian, Y.; Pan, X.; Ma, X.; Hong, Y. Very-high-cycle fatigue behavior of AlSi10Mg manufactured by selective laser melting: Effect of build orientation and mean stress. Int. J. Fatigue 2020, 138, 105696. [Google Scholar] [CrossRef]
- Xiong, Z.H.; Liu, S.L.; Li, S.F.; Shi, Y.; Yang, Y.F.; Misra, R.D.K. Role of melt pool boundary condition in determining the mechanical properties of selective laser melting AlSi10Mg alloy. Mater. Sci. Eng. A 2019, 740, 148–156. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Preparation Condition | Si | Mg | Fe | Al | Note |
|---|---|---|---|---|---|
| Sand-mold | 9.49 | 0.42 | 0.21 | Bal. | cast from the same batch of melt |
| Fe-mold | |||||
| Cu-mold | |||||
| SLM | 9.25 | 0.26 | 0.14 | Bal. | -- |
| Conventionally Cast Al-10Si-Mg Alloy *1 | YS (MPa) | UTS (MPa) | EL. (%) | Ref. | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SC | Parameters not specified | 205 | 255 | 2.8 | [56] | |||||
| Melting, pouring at 700 °C in a sand mold preheated to 200 °C | 125 ± 5 | 137 ± 6 | 0.8 ± 0.2 | This study | ||||||
| GC | Melting, pouring at 700 °C in a steel mold preheated to 200 °C | 180 ± 6 | 228 ± 3 | 1.7 ± 0.3 | This study | |||||
| Preparation parameters not specified | 125 | 156 | 1.0 | [56] | ||||||
| Melting, pouring at 750 °C in a steel mold preheated to 373 °C | 93 | 199 | 8.1 | [57] | ||||||
| Industrial casting but parameters not specified | 112 ± 10 | 210 ± 8 | 3.9 ± 1.0 | [11] | ||||||
| HPDC | Preparation parameters not specified | 160~185 | 300~350 | 3~5 | [58] *2 | |||||
| — | Industrial casting but parameters not specified | 99 | 193 | 6.5 | [12] | |||||
| SLM Al-10Si-Mg alloy built with conditions *3 | Tensile testing direction: H—horizontal direction, V—vertical direction. | |||||||||
| D (µm) | P (W) | ν (mm/s) | h (µm) | t (µm) | Ψ (J/mm3) | |||||
| 100 | 275 | 1000 | 80 | 30 | 115 | V | 262 ± 3 | 382 ± 5 | 4.0 ± 0.2 | This study |
| 100 | 490 | 1800 | 100 | 40 | 68 | H | 314 ± 6 | 481 ± 2 | 3.3 ± 0.2 | [59] |
| — | 200 | 570 | 130 | 25 | 108 | — | 268 ± 2 | 333 ± 15 | 1.4 ± 0.3 | [60] *4 |
| 80 | 350 | 1140 | 170 | 50 | 36 | H | 322 ± 8 | 434 ± 11 | 5.3 ± 0.2 | [61] |
| 200 | 250 | 500 | 50 | H | 301 | 402 | 4.3 | [56] | ||
| V | 269 | 337 | 4.1 | |||||||
| 100 | 370 | 1300 | 190 | 30 | 50 | H | 264 ± 4 | 452 ± 1 | 8.6 ± 1.0 | [11] |
| V | 247 ± 1 | 482 ± 1 | 6.5 ± 0.3 | |||||||
| — | 175 | 1025 | 97.5 | 30 | 58 | H | 250 | 340 | 1.5 | [62] *5 |
| V | 240 | 330 | 1.0 | |||||||
| 50 | 370 | 1300 | 190 | — | H | 270 | 465 | 12.7 | [63] | |
| V | 235 | 440 | 4.3 | |||||||
| — | 350 | 920 | — | — | 40 | H | 220 | 360 | 7.1 | [64] |
| V | 190 | 363 | 4.3 | |||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, M.; Sun, M.; Huang, J.; Pang, S. A Comparative Study on the Microstructures and Mechanical Properties of Al-10Si-0.5Mg Alloys Prepared under Different Conditions. Metals 2022, 12, 142. https://doi.org/10.3390/met12010142
Guo M, Sun M, Huang J, Pang S. A Comparative Study on the Microstructures and Mechanical Properties of Al-10Si-0.5Mg Alloys Prepared under Different Conditions. Metals. 2022; 12(1):142. https://doi.org/10.3390/met12010142
Chicago/Turabian StyleGuo, Minghao, Ming Sun, Junhui Huang, and Song Pang. 2022. "A Comparative Study on the Microstructures and Mechanical Properties of Al-10Si-0.5Mg Alloys Prepared under Different Conditions" Metals 12, no. 1: 142. https://doi.org/10.3390/met12010142
APA StyleGuo, M., Sun, M., Huang, J., & Pang, S. (2022). A Comparative Study on the Microstructures and Mechanical Properties of Al-10Si-0.5Mg Alloys Prepared under Different Conditions. Metals, 12(1), 142. https://doi.org/10.3390/met12010142