
Effect of Preheating on Martensitic Transformation in the Laser Beam Welded AH36 Steel Joint: A Numerical Study


Abstract
:1. Introduction
2. Models and Experiments
2.1. Models
2.1.1. Thermal Model
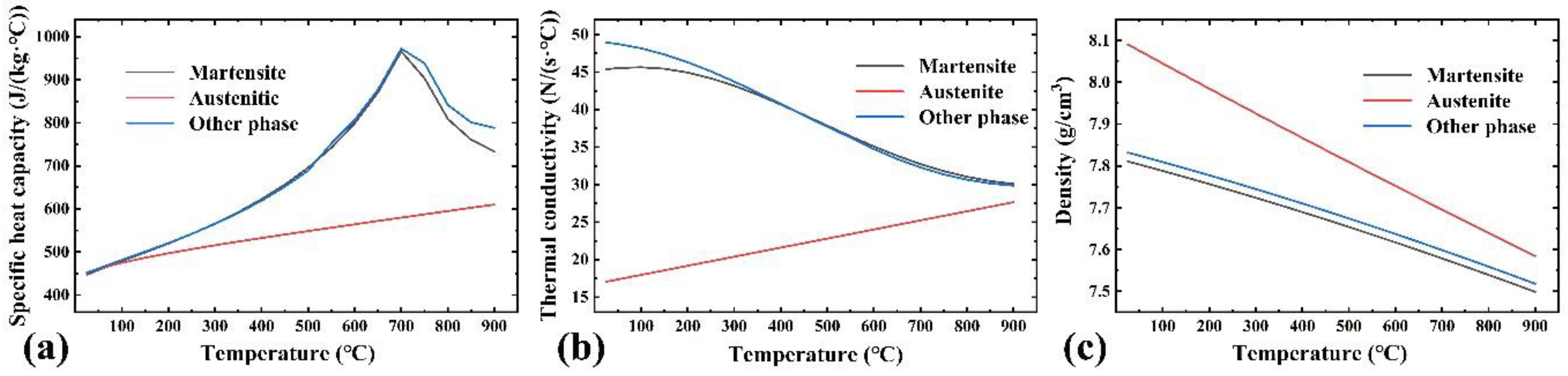
2.1.2. Metallurgical Model
2.2. Experiments
3. Results and Discussion
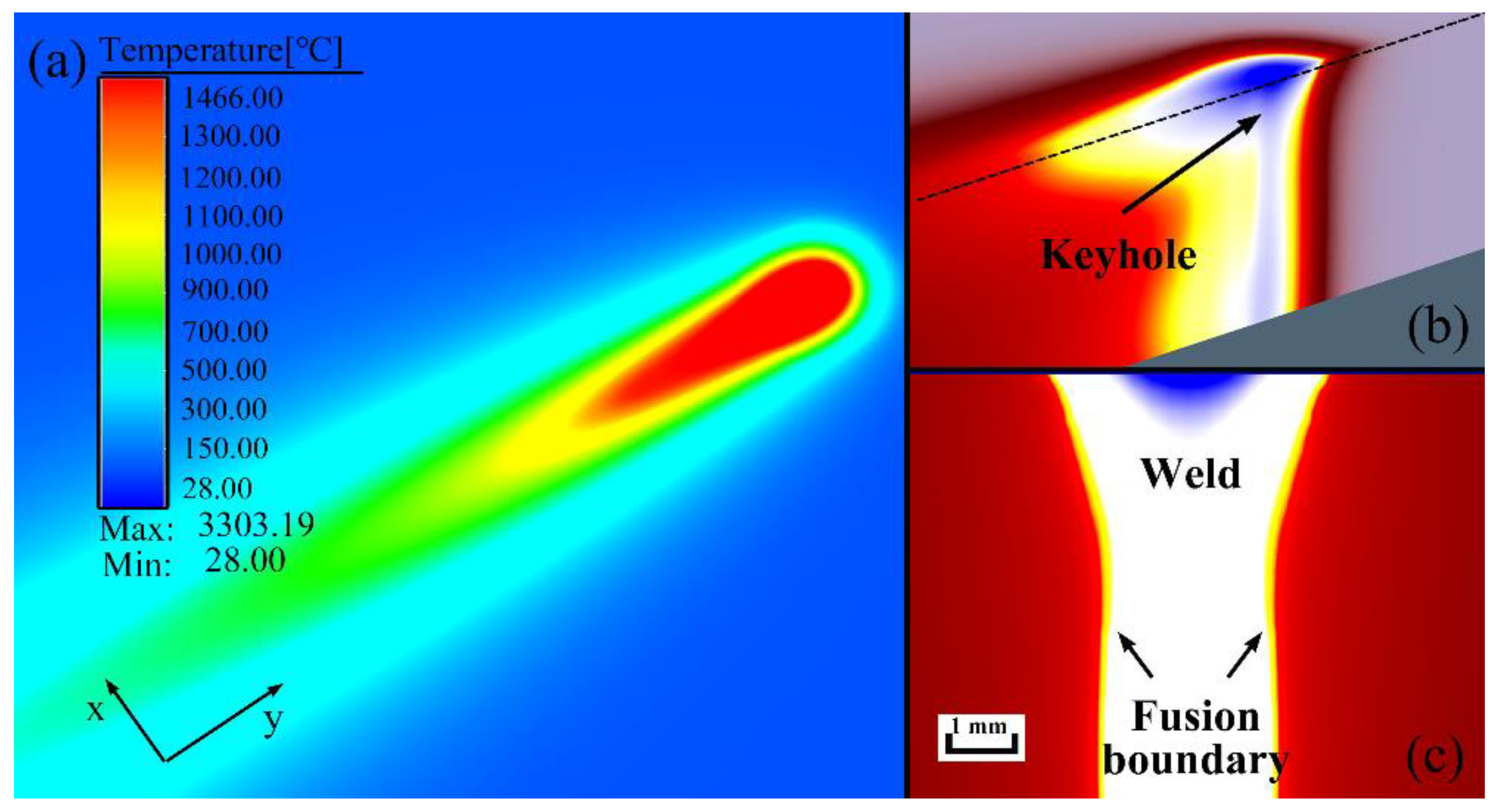
3.1. Heat Transfer
3.2. Martensitic Transformation
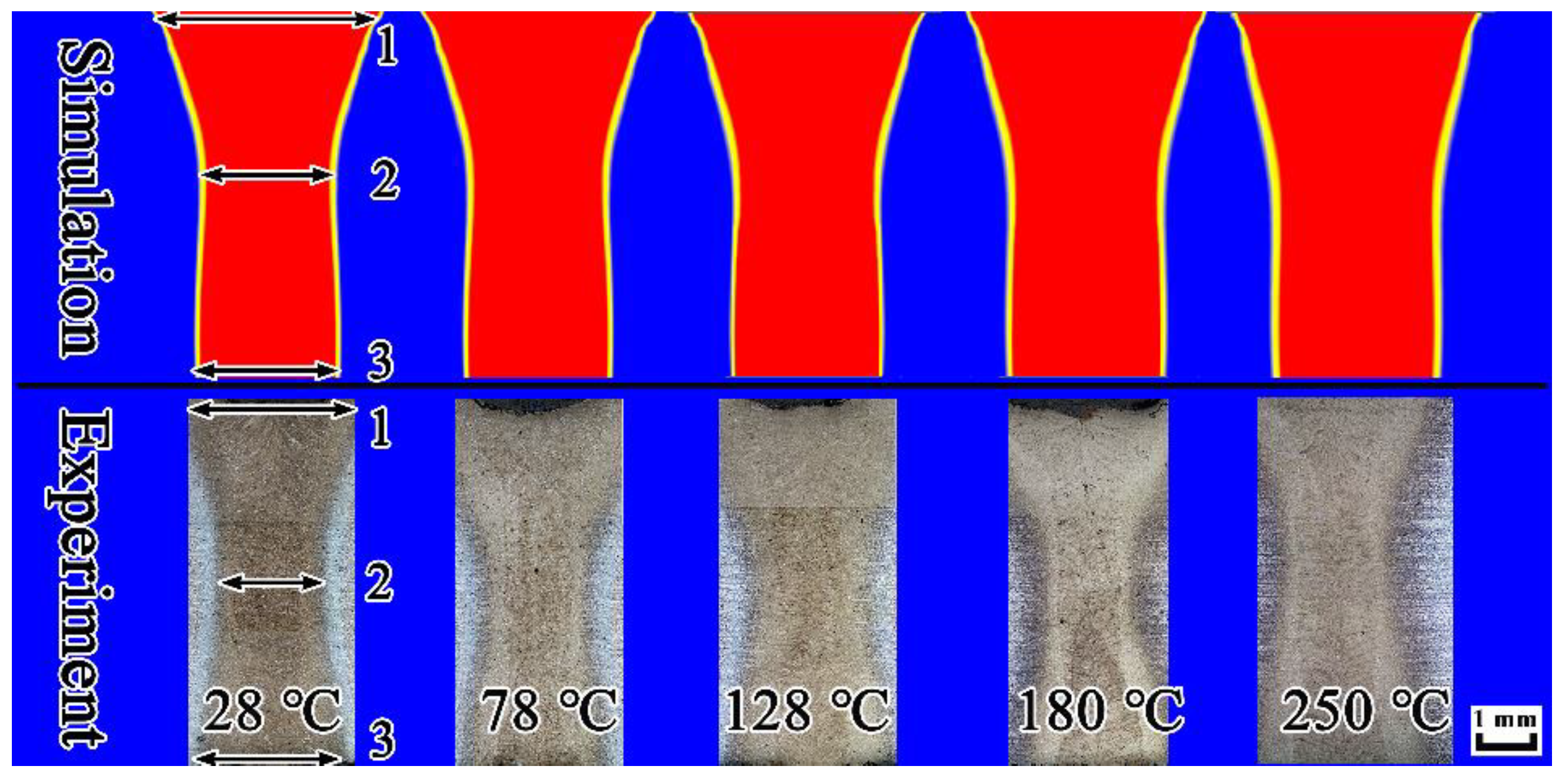
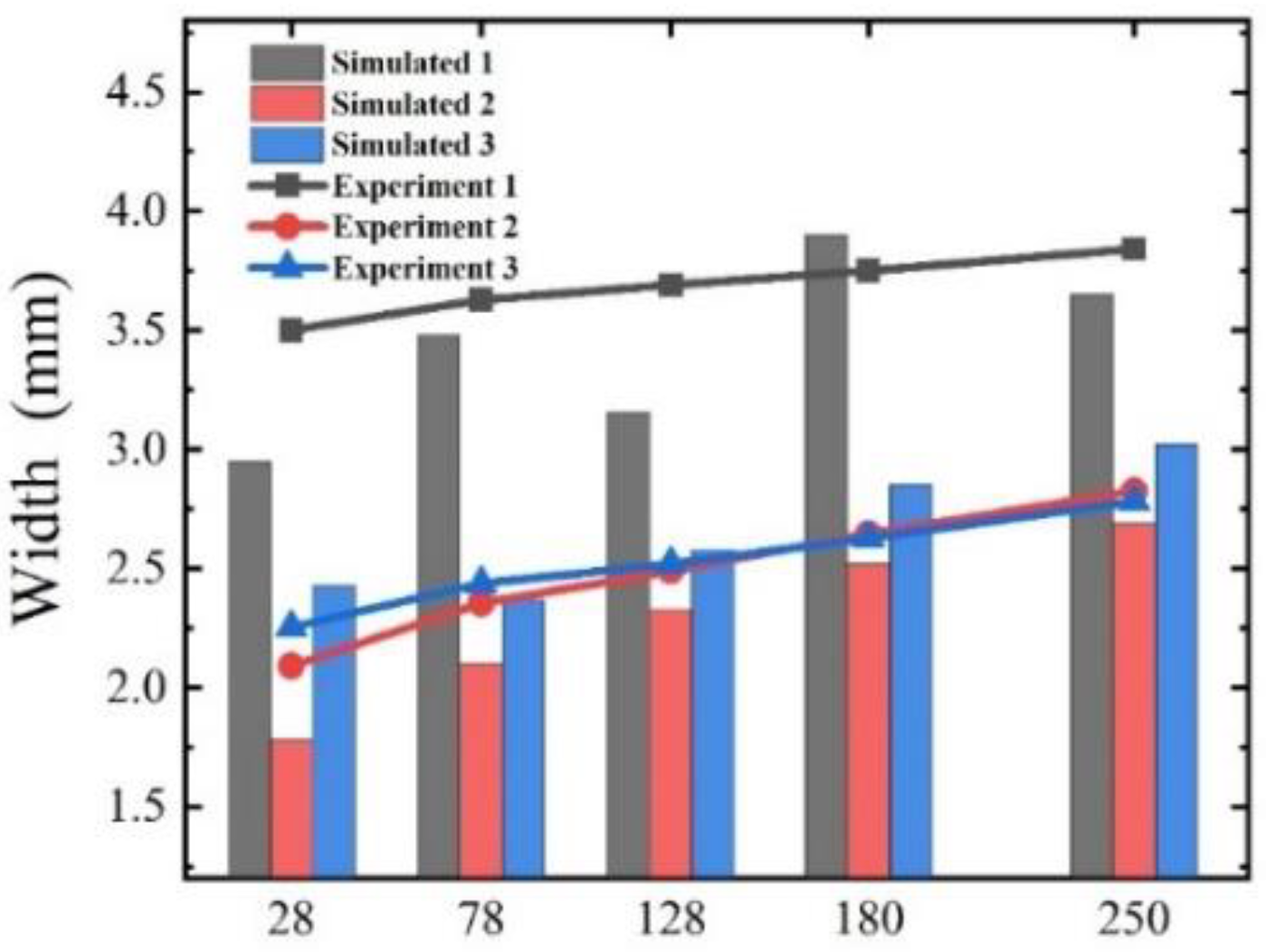
3.3. Experimental Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Crupi, V.; Guglielmino, E.; Maestro, M.; Marino, A. Fatigue analysis of butt welded AH36 steel joints: Thermographic method and design S-N curve. Mar. Struct. 2009, 22, 373–386. [Google Scholar] [CrossRef]
- Shiga, C.; Murakawa, H.; Hiraoka, K.; Osawa, N.; Yajima, H.; Tanino, T.; Tsutsumi, S.; Fukui, T.; Sawato, H.; Kamita, K.; et al. Elongated bead weld method for improvement of fatigue properties in welded joints of ship hull structures using low transformation temperature welding materials. Weld. World 2017, 61, 769–788. [Google Scholar] [CrossRef]
- Zhang, K.; Chen, Y.; Gui, H.; Li, D.; Li, Z. Identification of the deviation of seam tracking and weld cross type for the derusting of ship hulls using a wall-climbing robot based on three-line laser structural light. J. Manuf. Processes 2018, 35, 295–306. [Google Scholar] [CrossRef]
- Shi, L.; Li, X.; Jiang, L.; Gao, M. Numerical study of keyhole-induced porosity suppression mechanism in laser welding with beam oscillation. Sci. Technol. Weld. Join. 2021, 26, 349–355. [Google Scholar] [CrossRef]
- Acherjee, B. Laser transmission welding of polymers—A review on welding parameters, quality attributes, process monitoring, and applications. J. Manuf. Processes 2021, 64, 421–443. [Google Scholar] [CrossRef]
- Wang, X.; Hu, L.; Xu, Q.; Chen, D.; Sun, S. Influence of martensitic transformation on welding residual stress in plates and pipes. Sci. Technol. Weld. Join. 2017, 22, 505–511. [Google Scholar] [CrossRef]
- Shi, Y.; Wu, S.; Liao, H.; Wang, X. Microstructure and mechanical properties of CLF-1/316 L steel dissimilar joints welded with fiber laser welding. J. Manuf. Processes 2020, 54, 318–327. [Google Scholar] [CrossRef]
- Marques, E.S.V.; Silva, F.J.G.; Pereira, A.B. Comparison of finite element methods in fusion welding processes—A review. Metals 2020, 10, 75. [Google Scholar] [CrossRef] [Green Version]
- Mi, G.; Zhan, X.; Wei, Y.; Ou, W.; Gu, C.; Yu, F. A thermal-metallurgical model of laser beam welding simulation for carbon steels. Model. Simul. Mater. Sci. Eng. 2015, 23, 035010. [Google Scholar] [CrossRef]
- Mi, G.; Wei, Y.; Zhan, X.; Gu, C.; Yu, F. A coupled thermal and metallurgical model for welding simulation of Ti-6Al-4V alloy. J. Mater. Process. Technol. 2014, 214, 2434–2443. [Google Scholar] [CrossRef]
- Mi, G.; Xiong, L.; Wang, C.; Hu, X.; Wei, Y. A thermal-metallurgical-mechanical model for laser welding Q235 Steel. J. Mater. Process. Technol. 2016, 238, 39–48. [Google Scholar] [CrossRef]
- Rong, Y.; Mi, G.; Xu, J.; Huang, Y.; Wang, C. Laser penetration welding of ship steel EH36: A new heat source and application to predict residual stress considering martensite phase transformation. Mar. Struct. 2018, 61, 256–267. [Google Scholar] [CrossRef]
- Cheon, J.; Kiran, D.V.; Na, S.-J. Thermal metallurgical analysis of GMA welded AH36 steel using CFD-FEM framework. Mater. Des. 2016, 91, 230–241. [Google Scholar] [CrossRef]
- Cheon, J.; Na, S.-J. Influence of simulation methods of temperature distribution on thermal and metallurgical characteristics in GMA welding. Mater. Des. 2016, 108, 183–194. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Han, T.; Bao, L.; Wu, Q.; Gu, S. Numerical and experimental investigation of the formation mechanism and the distribution of the welding residual stress induced by the hybrid laser arc welding of AH36 Steel in a butt joint configuration. J. Manuf. Processes 2020, 51, 95–108. [Google Scholar] [CrossRef]
- Siwek, A. Publisher Correction: CFD-based modelling of phase transformation in laser welded low-carbon steel. Weld. World 2021, 65, 1857. [Google Scholar] [CrossRef]
- Simufact. Welding Reference infosheet, Hexagon MSC. Software, 2020. Available online: www.simufact.com (accessed on 9 January 2022).
- Zhang, X.; Li, L.; Chen, Y.; Zhu, X.; Ji, S. Numerical simulation analysis of dual-beam laser welding of tailored blanks with different thicknesses. Metals 2019, 9, 135. [Google Scholar] [CrossRef] [Green Version]
- Sepe, R.; Giannella, V.; Greco, A.; De Luca, A. FEM simulation and experimental tests on the SMAW welding of a dissimilar T-joint. Metals 2021, 11, 1016. [Google Scholar] [CrossRef]
- He, S.; Chen, S.; Zhao, Y.; Qi, N.; Zhan, X. Study on the intelligent model database modeling the laser welding for aerospace aluminum alloy. J. Manuf. Processes 2021, 63, 121–129. [Google Scholar] [CrossRef]
- D’Ostuni, S.; Leo, P.; Casalino, G. FEM simulation of dissimilar aluminum titanium fiber laser welding using 2D and 3D gaussian heat sources. Metals 2017, 7, 307. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Zhang, H.; Feng, Y.; Luo, B. 3D multiphysical modelling of fluid dynamics and mass transfer in laser welding of dissimilar materials. Metals 2018, 8, 443. [Google Scholar] [CrossRef] [Green Version]
- Lankalapalli, K.N.; Tu, J.F.; Gartner, M. A model for estimating penetration depth of laser welding processes. J. Phys. D Appl. Phys. 1996, 29, 1831–1841. [Google Scholar] [CrossRef]
- Marmolowski, A.; Kielczynski, W. Modelling of the heat flux density distribution for laser beam welding. In Proceedings of the Environmental Degradation of Engineering & Materials Engineering and Technologies; Labanowski, J., Zielinski, A., Eds.; Trans Tech Publications Ltd.: Durnten-Zurich, Switzerland, 2012; Volume 183, pp. 241–248. [Google Scholar]
- Jiang, P.; Wang, C.; Zhou, Q.; Shao, X.; Shu, L.; Li, X. Optimization of laser welding process parameters of stainless steel 316L using FEM, Kriging and NSGA-II. Adv. Eng. Softw. 2016, 99, 147–160. [Google Scholar] [CrossRef]
- Fortunier, R.; Leblond, J.B.; Bergheau, J.M. A numerical model for multiple phase transformations in steels during thermal processes. J. Shanghai Jiaotong Univ. 2000, 1, 213–220. [Google Scholar]
- Leblond, J.B.; Devaux, J. A new kinetic model for anisothermal metallurgical transformations in steels including effect of austenite grain size. Acta Met. 1984, 32, 137–146. [Google Scholar] [CrossRef]
- Villa, M.; Christiansen, T.L.; Hansen, M.F.; Somers, M.A. Martensitbildung in Fe-basierten Legierungen während der Erwärmung von Stickstoff- Siedetemperatur* Investigation of martensite formation in Fe based alloys during heating from boiling nitrogen temperature. HTM J. Heat Treat. Mater. 2016, 71, 12–19. [Google Scholar] [CrossRef]
- Tsirkas, S.A.; Papanikos, P.; Kermanidis, T. Numerical simulation of the laser welding process in butt-joint specimens. J. Mater. Process. Technol. 2003, 134, 59–69. [Google Scholar] [CrossRef]
- Khan, A.R.; Shengfu, Y.; Wang, H. Influence of heat input and preheating on microstructure and mechanical properties of coarse grain heat-affected zone of metal arc gas-welded pearlitic rail steel. J. Mater. Eng. Perform. 2019, 28, 7676–7686. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; Cooman, B.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Stevens, E.L.; Toman, J.; To, A.C.; Chmielus, M. Variation of hardness, microstructure, and laves phase distribution in direct laser deposited alloy 718 cuboids. Mater. Des. 2017, 119, 188–198. [Google Scholar] [CrossRef] [Green Version]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | |||||||
|---|---|---|---|---|---|---|---|
| Values (mm) | 3 | 0.9 | 1.15 | 3 | 6 | 0.8 | 0.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Li, H.; Huang, Y.; Wang, K.; Zhou, M. Effect of Preheating on Martensitic Transformation in the Laser Beam Welded AH36 Steel Joint: A Numerical Study. Metals 2022, 12, 127. https://doi.org/10.3390/met12010127
Wang L, Li H, Huang Y, Wang K, Zhou M. Effect of Preheating on Martensitic Transformation in the Laser Beam Welded AH36 Steel Joint: A Numerical Study. Metals. 2022; 12(1):127. https://doi.org/10.3390/met12010127
Chicago/Turabian StyleWang, Lei, He Li, Yong Huang, Kehong Wang, and Ming Zhou. 2022. "Effect of Preheating on Martensitic Transformation in the Laser Beam Welded AH36 Steel Joint: A Numerical Study" Metals 12, no. 1: 127. https://doi.org/10.3390/met12010127
APA StyleWang, L., Li, H., Huang, Y., Wang, K., & Zhou, M. (2022). Effect of Preheating on Martensitic Transformation in the Laser Beam Welded AH36 Steel Joint: A Numerical Study. Metals, 12(1), 127. https://doi.org/10.3390/met12010127