
A Comparison of Laboratory Coal Testing with the Blast Furnace Process and Coal Injection


Abstract
:1. Introduction
2. Materials and Methods
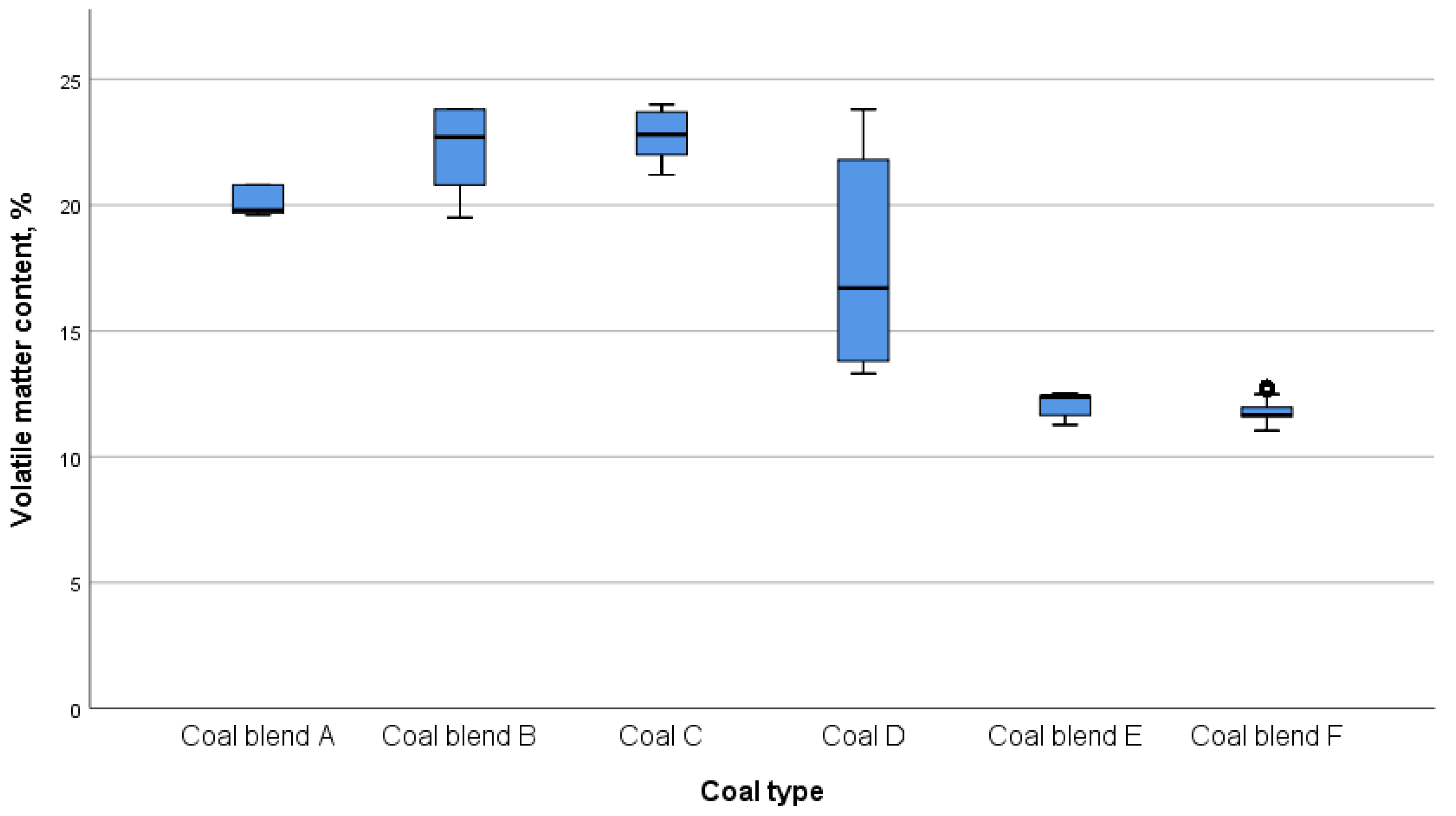
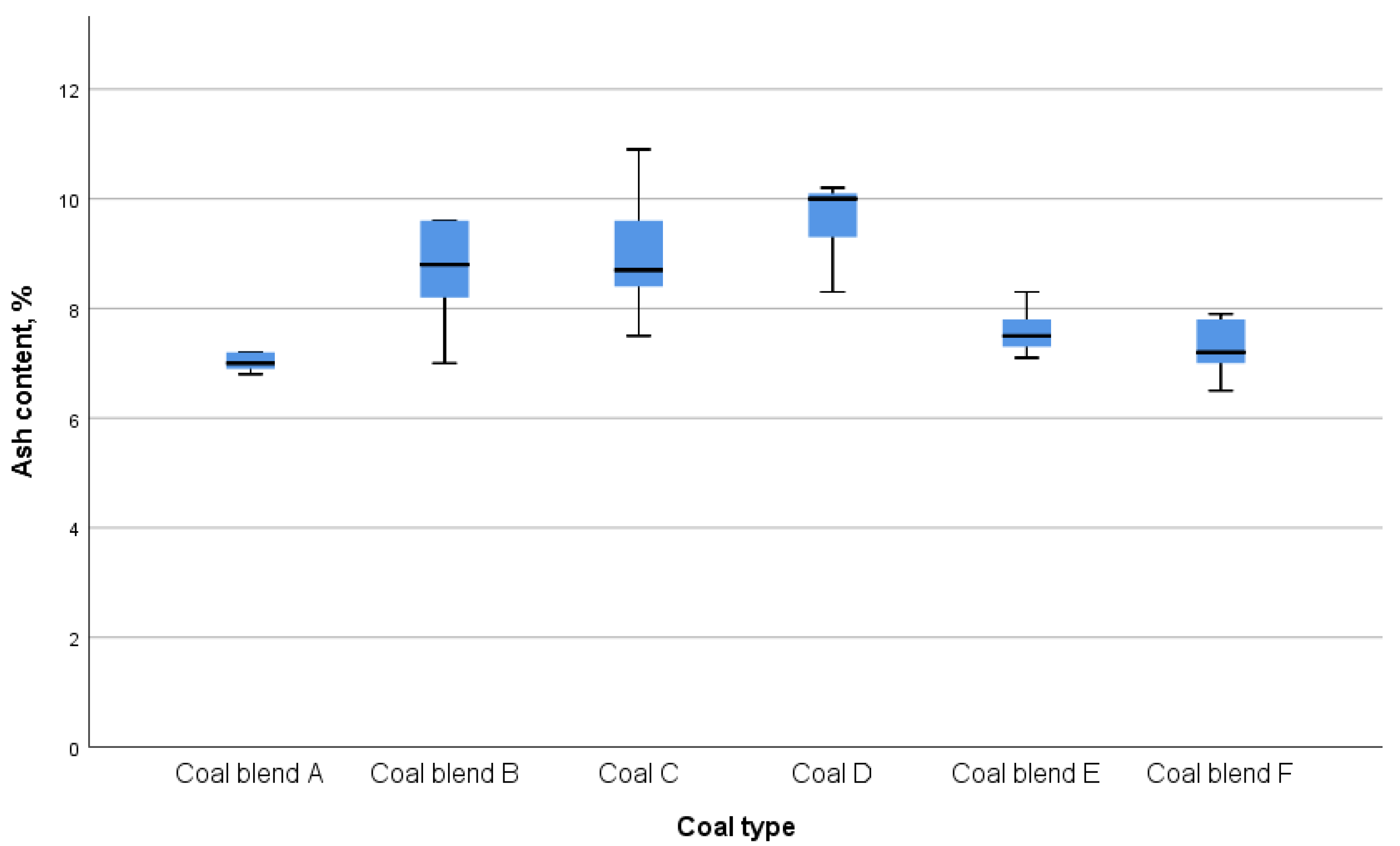
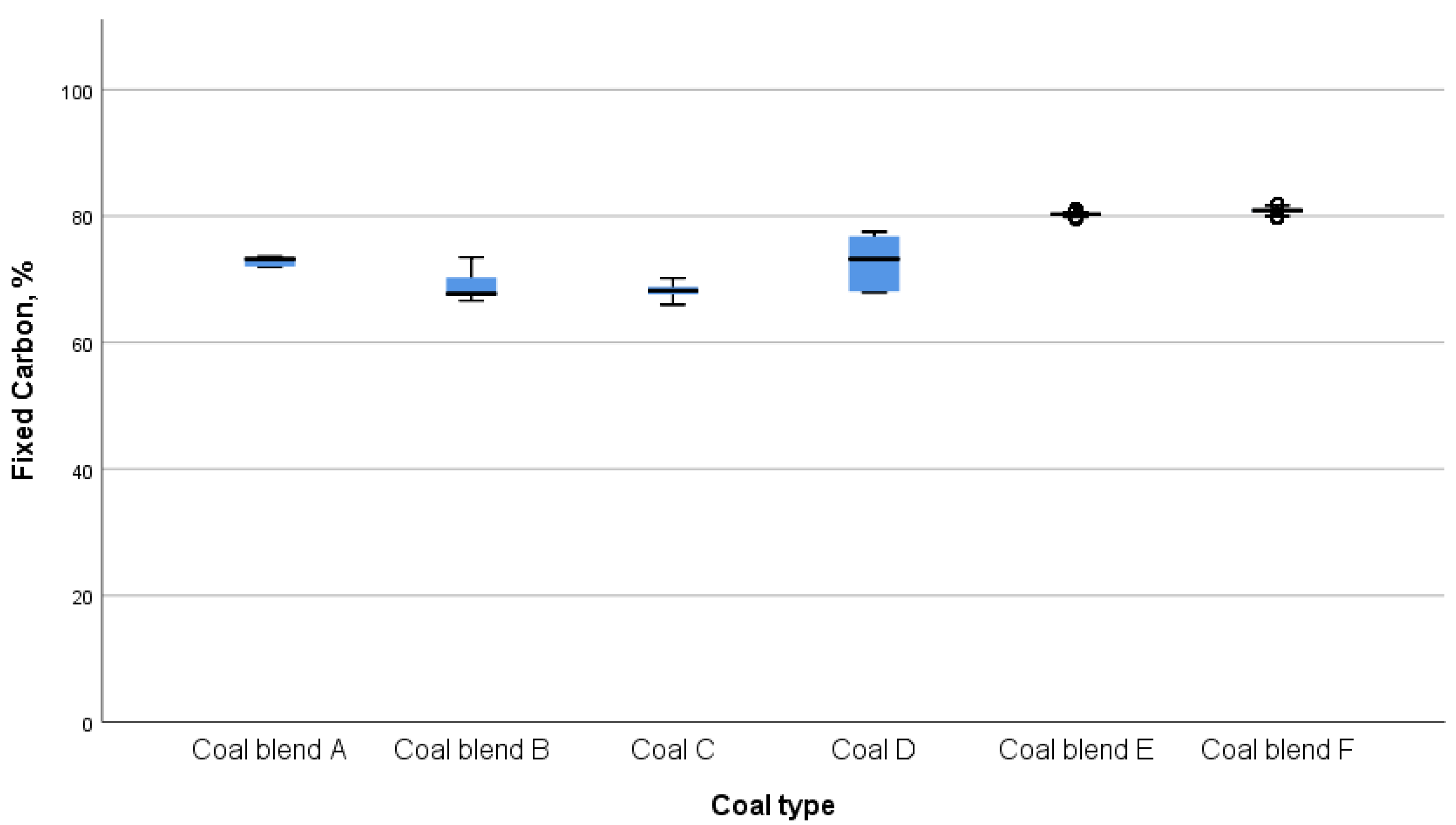
- Proximate and thermo gravimetric analysis (TGA) measured the ash content, volatile matter content, fixed carbon, and reverse Boudouard gasification.
- A Drop tube furnace (DTF) (manufactured by Severn Thermal Solutions, Dursley, Gloucester, UK) was used to measure the combustion burnout of production samples of coals or coal blends in the DTF and to produce partially burnt chars for TGA analysis.Blast furnace process information (PI data) was used to compare data from the blast furnace on inputs, such as coal addition rates and blast volume, and on process measurements, such as blast pressures and production rates, etc.
2.1. Proximate Analysis and Thermo Gravimetric Analysis
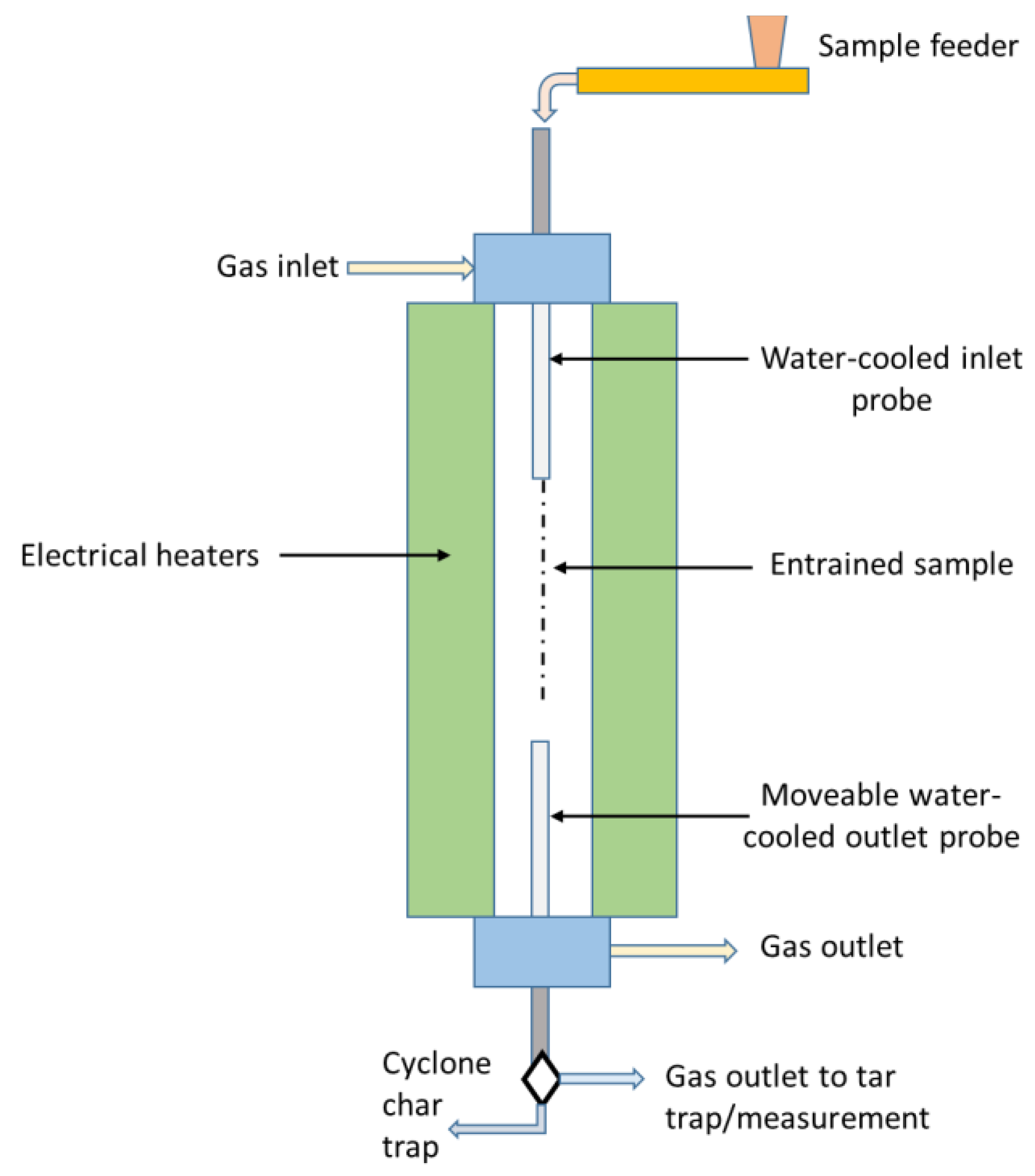
2.2. Drop Tube Furnace
2.3. Blast Furnace Process Information
2.4. Statistical Analysis
3. Results and Discussion
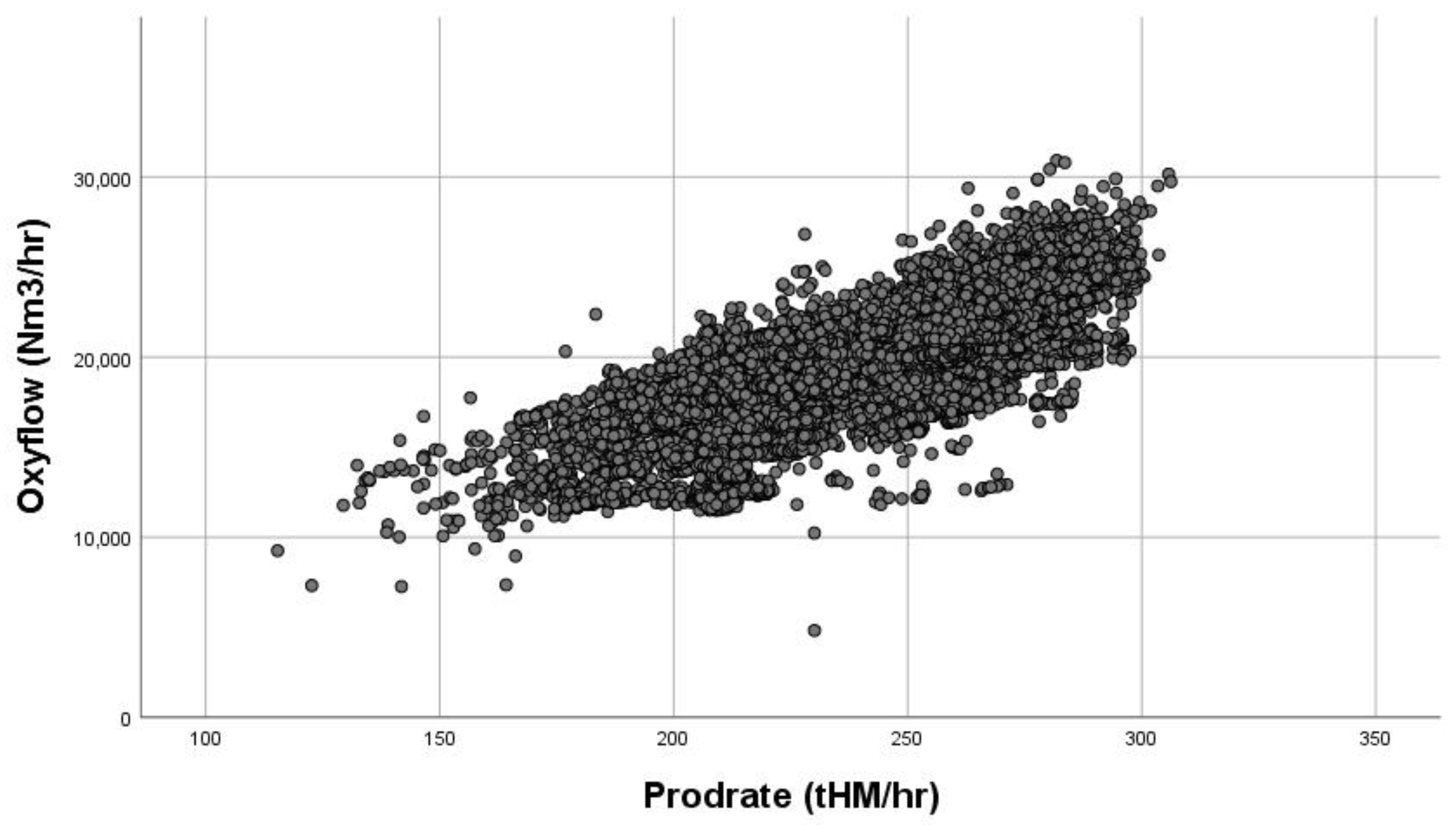
3.1. Spearman’s Correlation
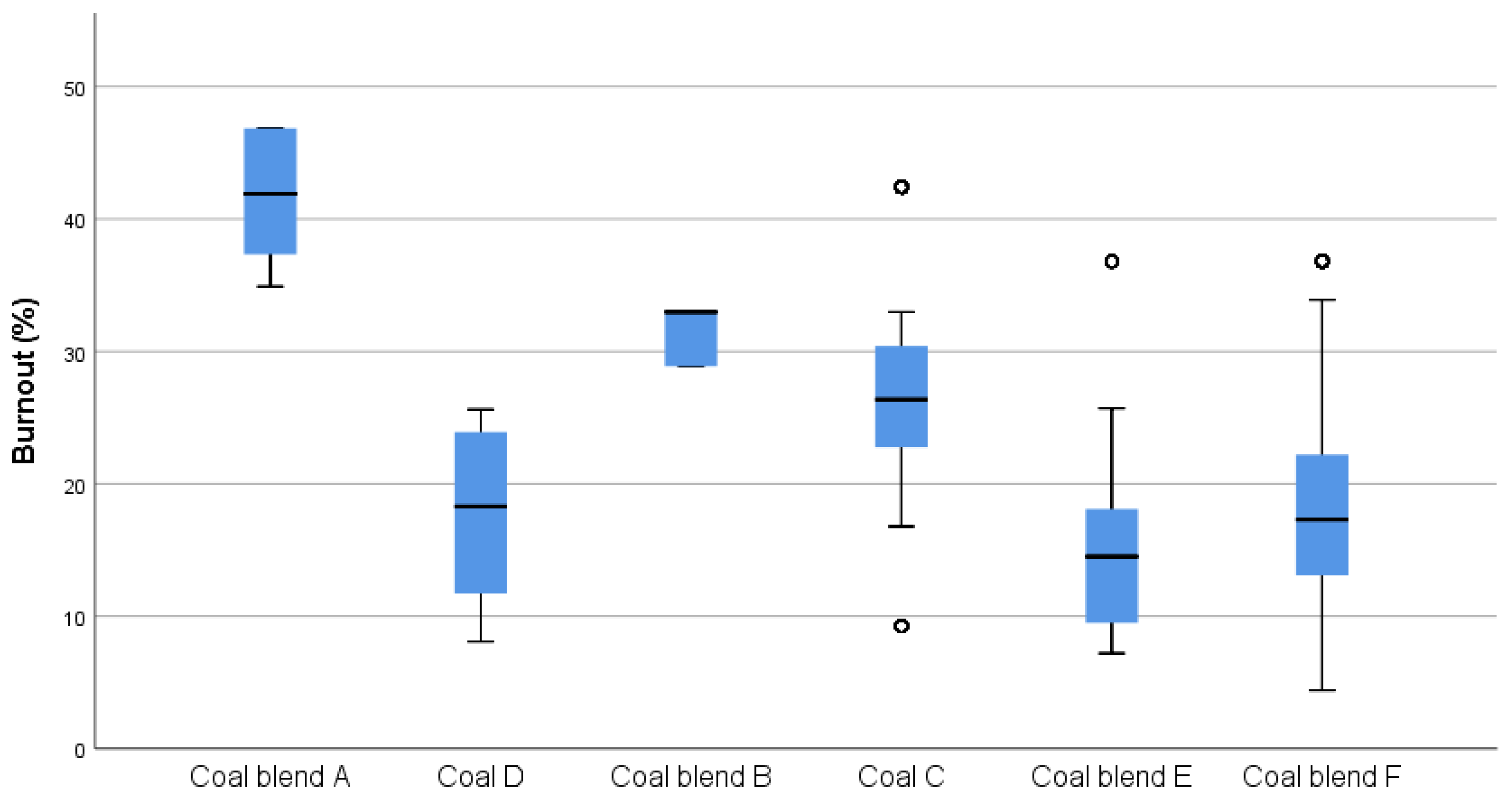
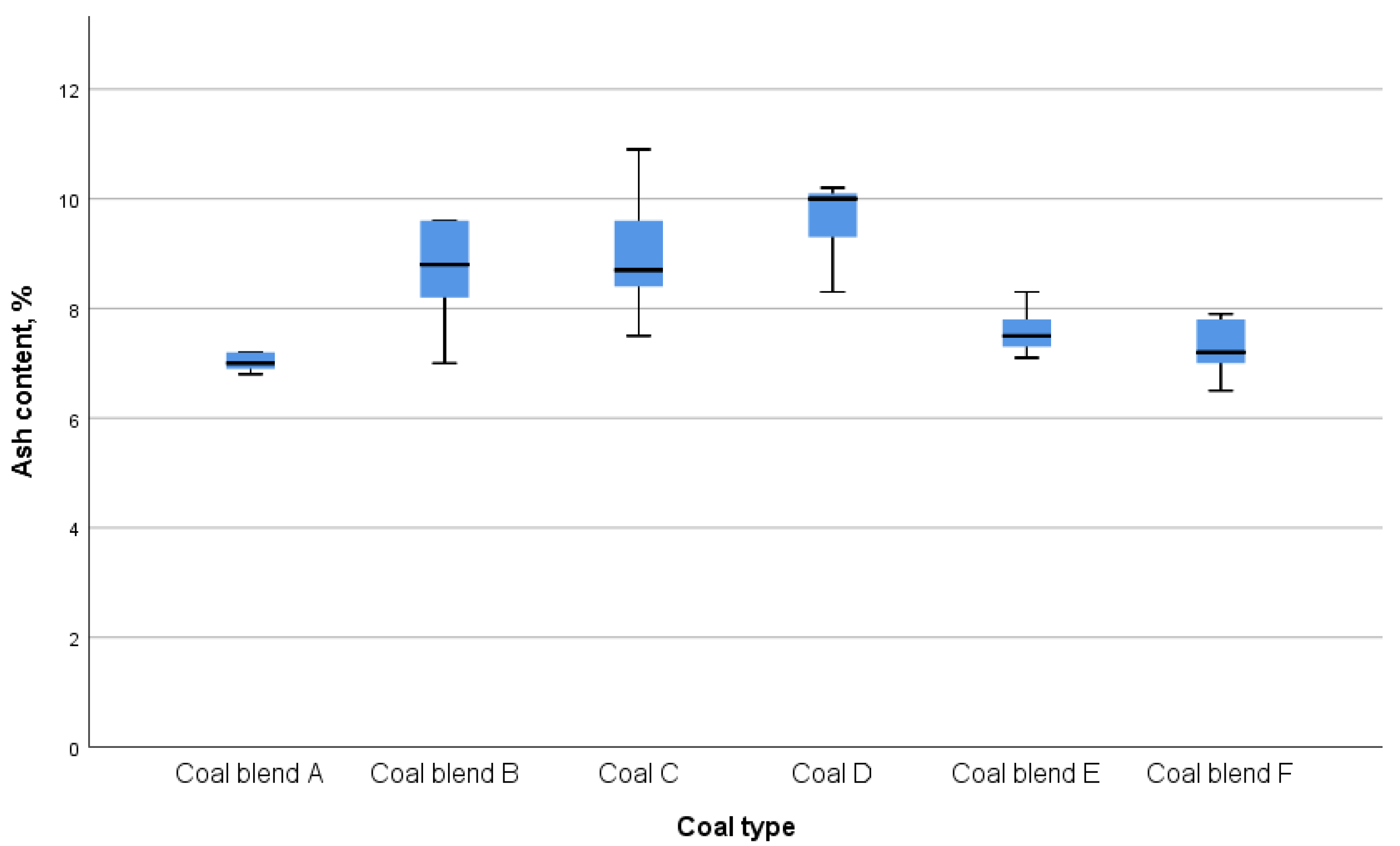
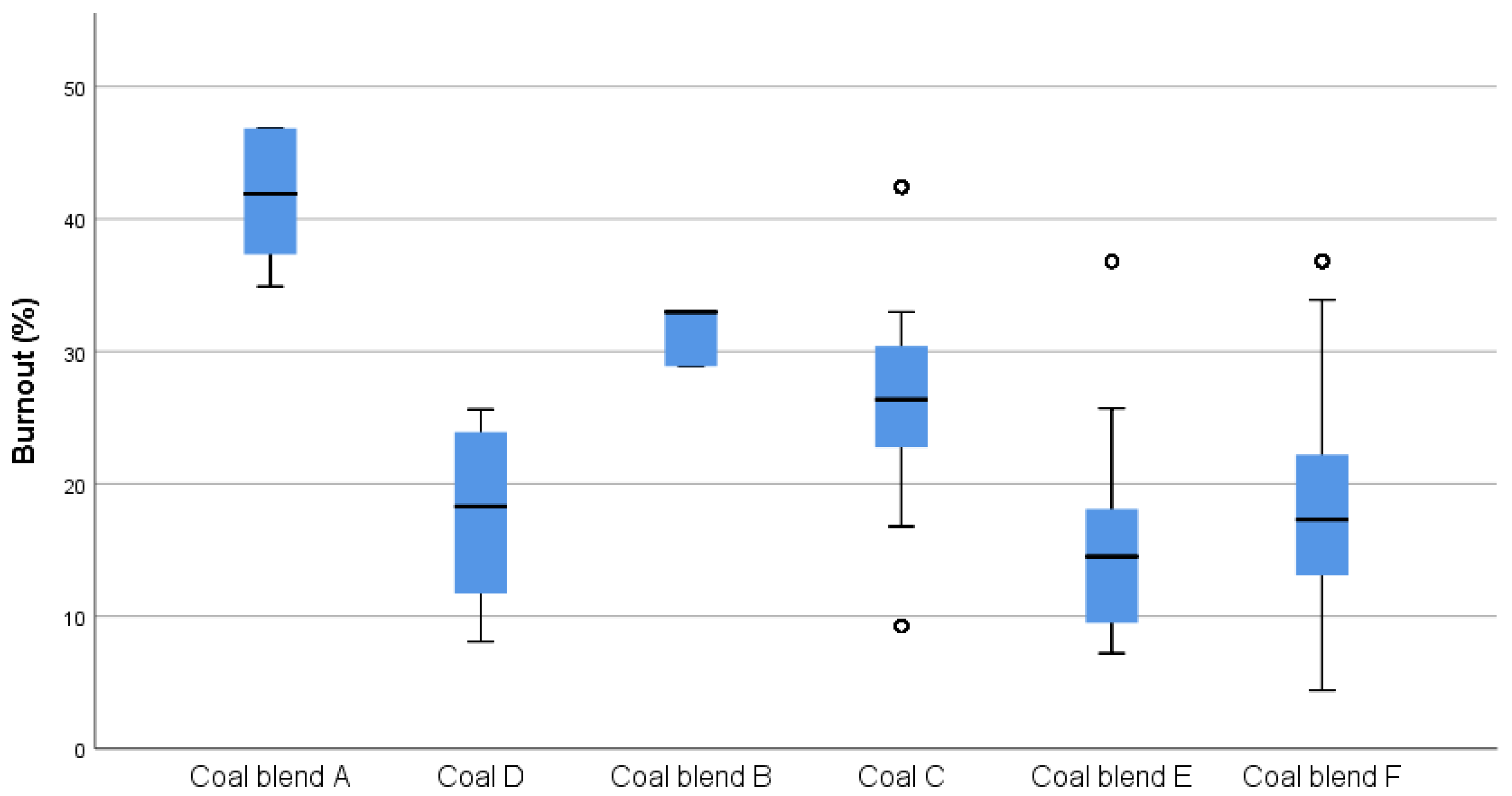
3.2. Box Plot Comparisons of Data
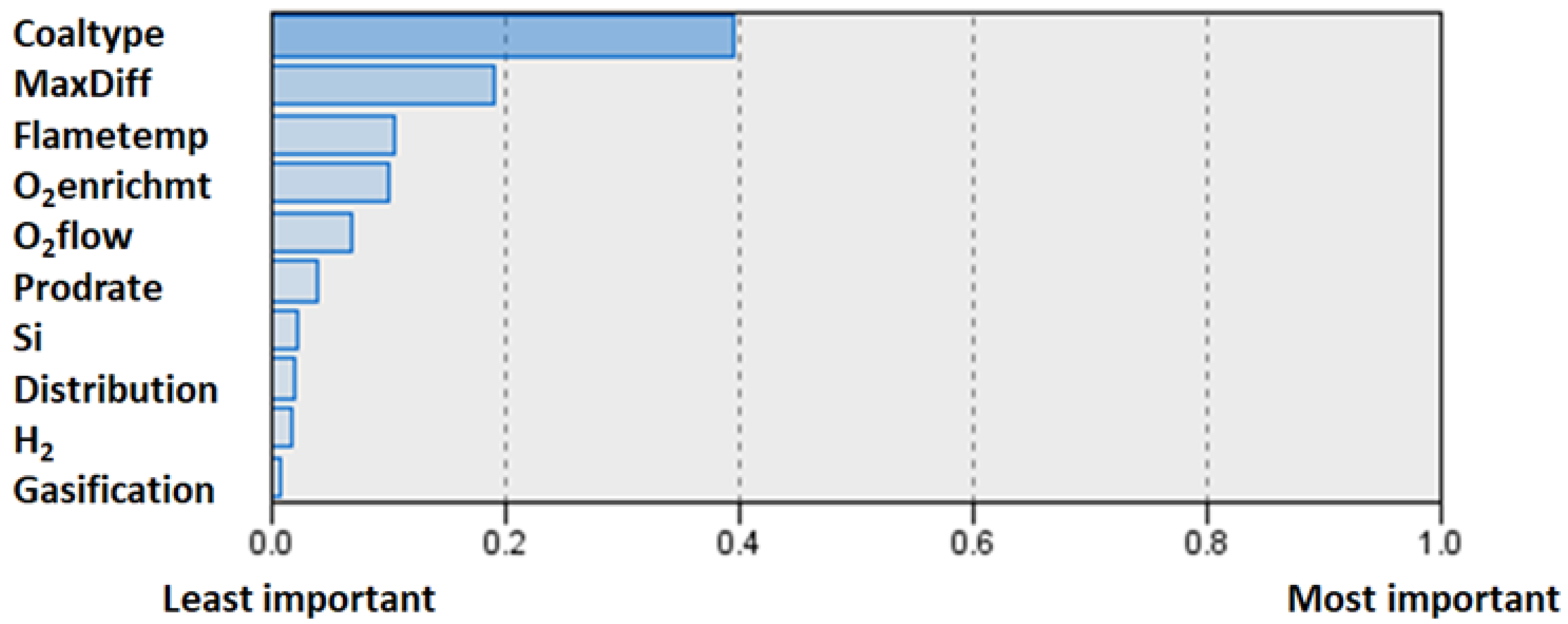
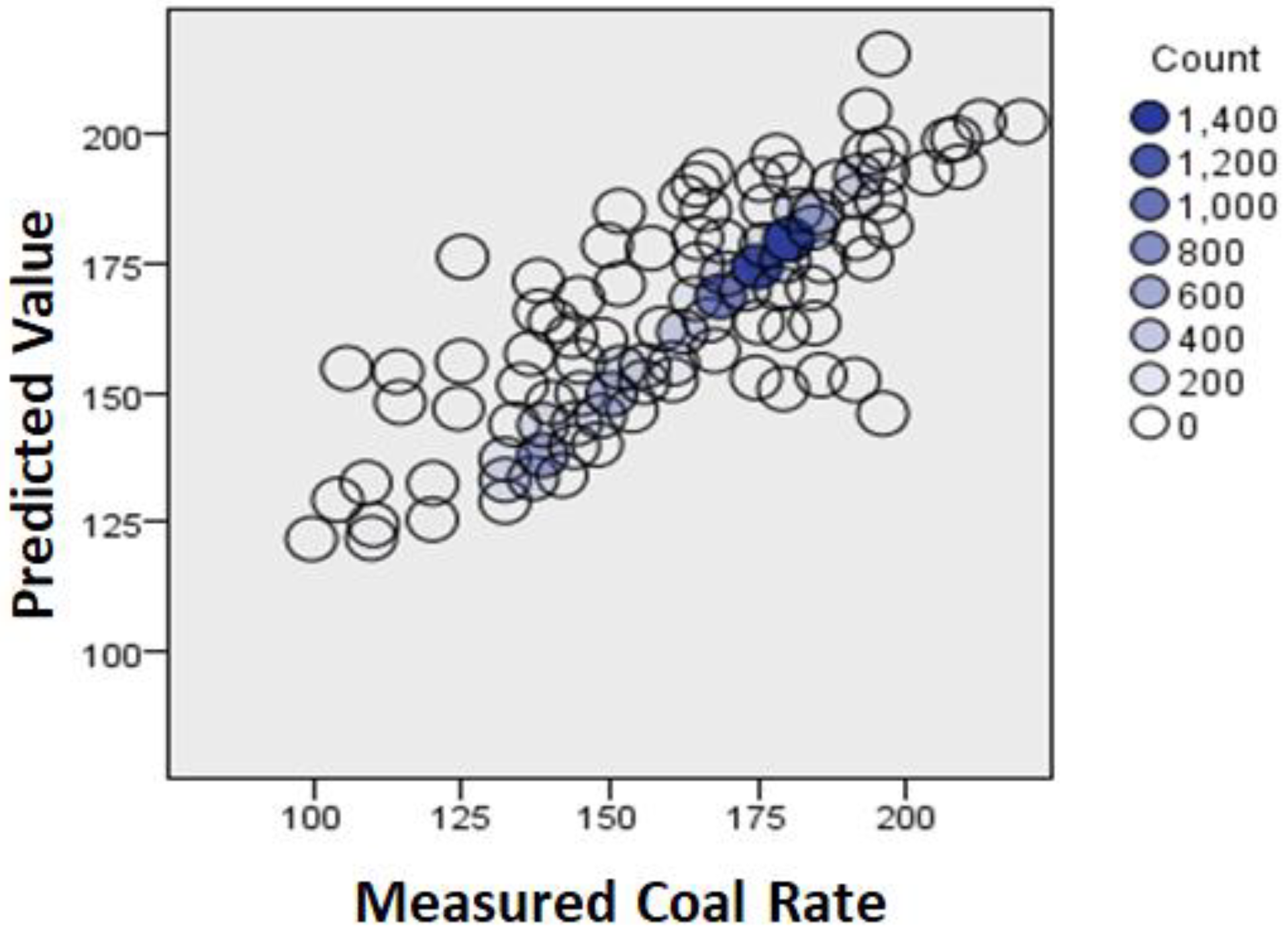
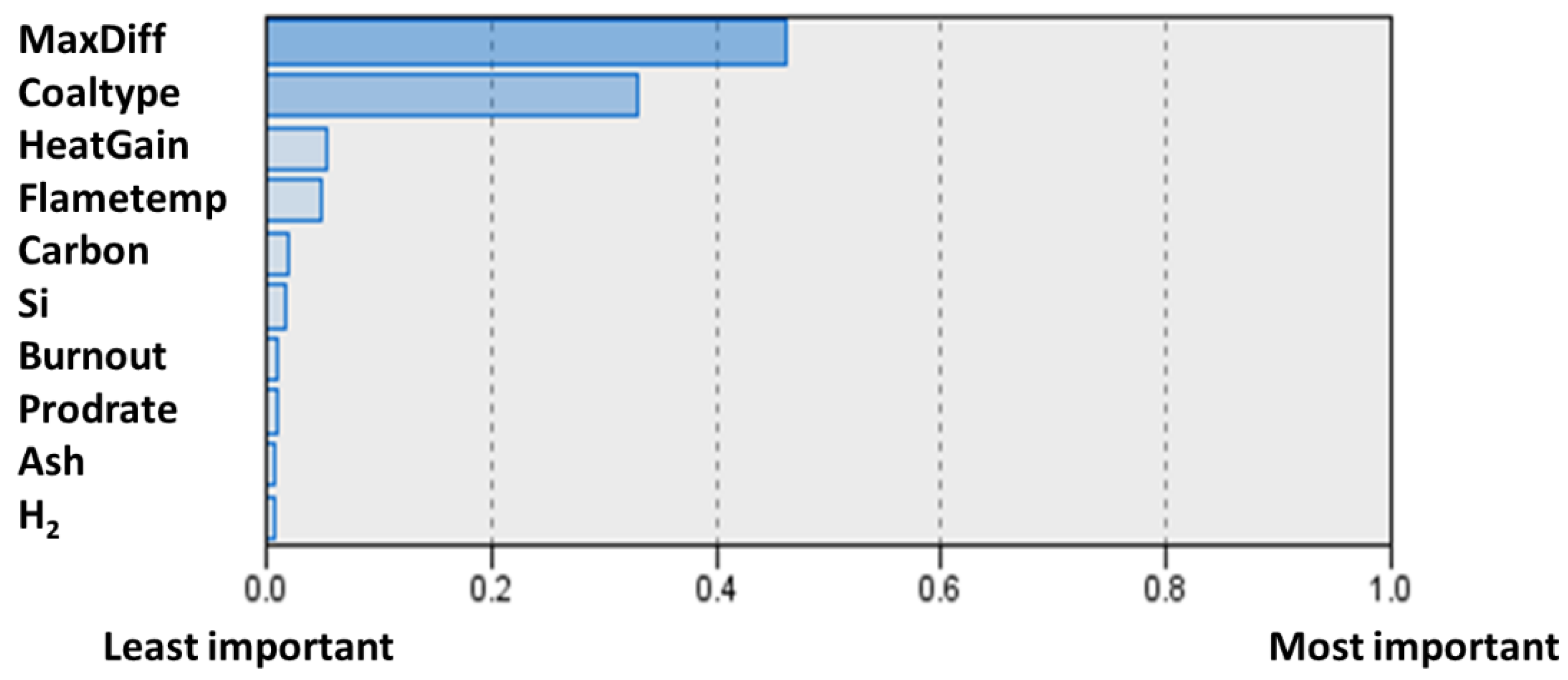
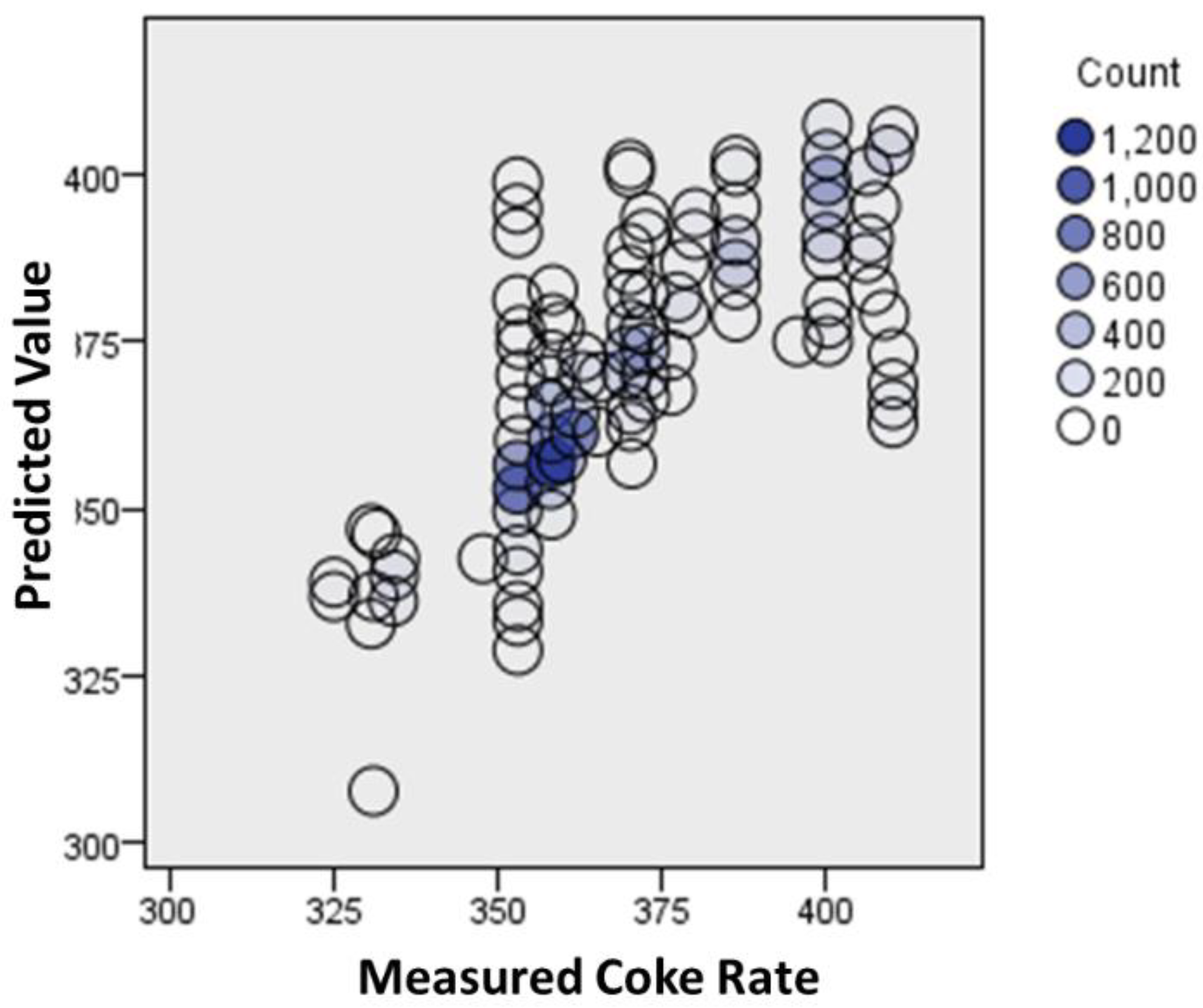
3.3. Multiple Regression Modelling
4. Conclusions
- Strong correlations between the production variables, such as blast volume and oxygen enrichment, etc., make it difficult to differentiate more subtle relationships with the laboratory measured coal properties, as both operators and control systems make real-time adjustments for process variations.
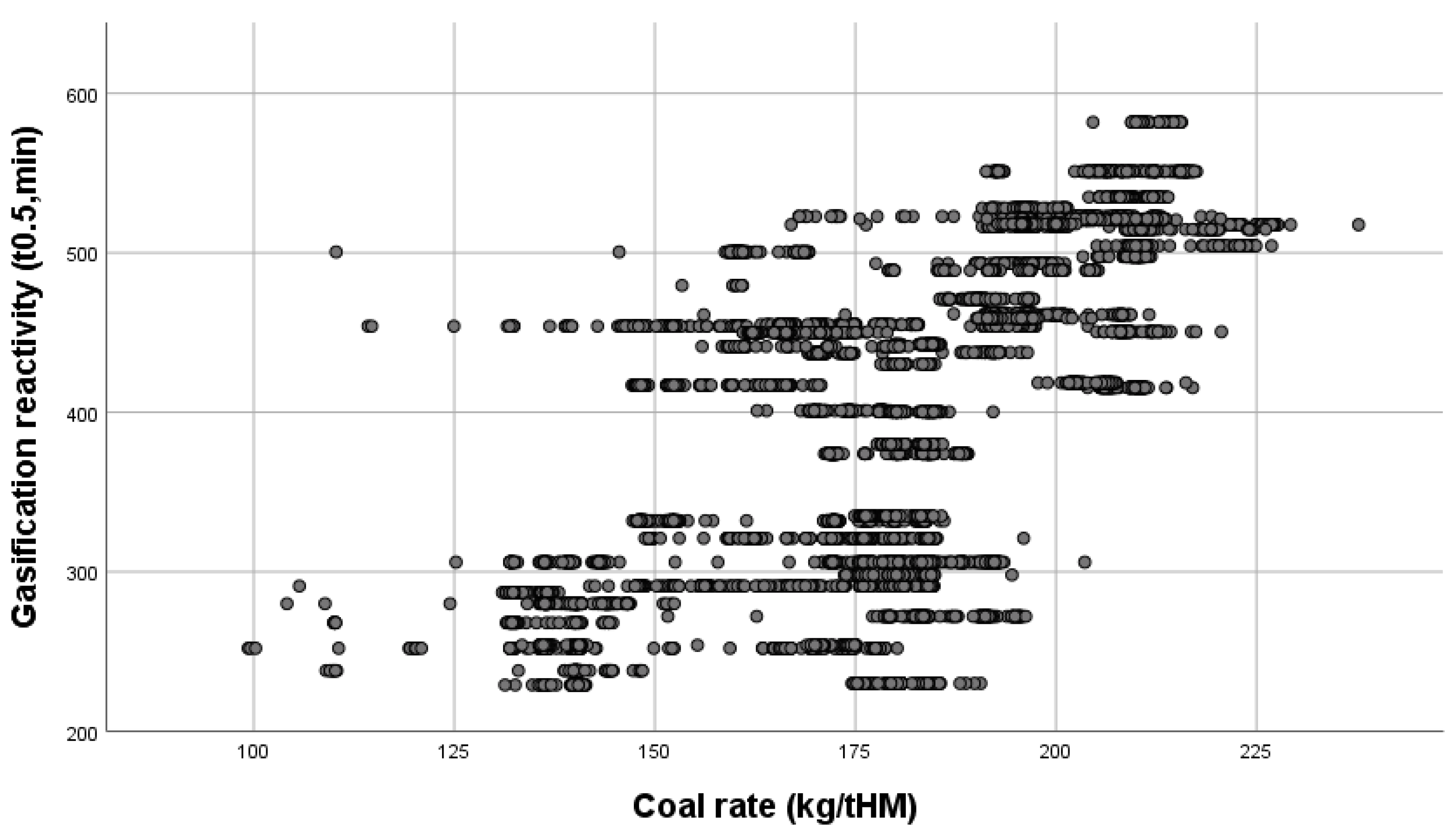
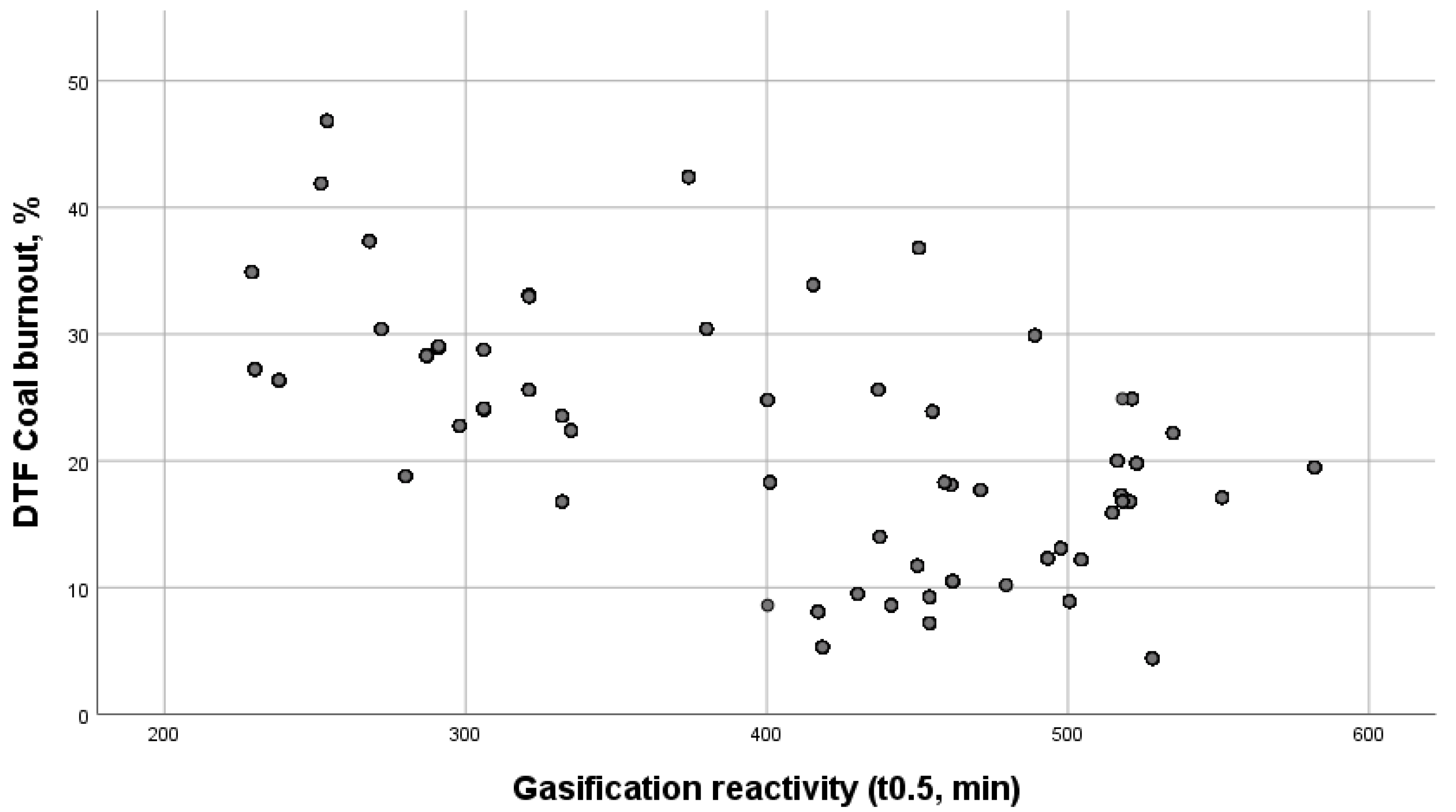
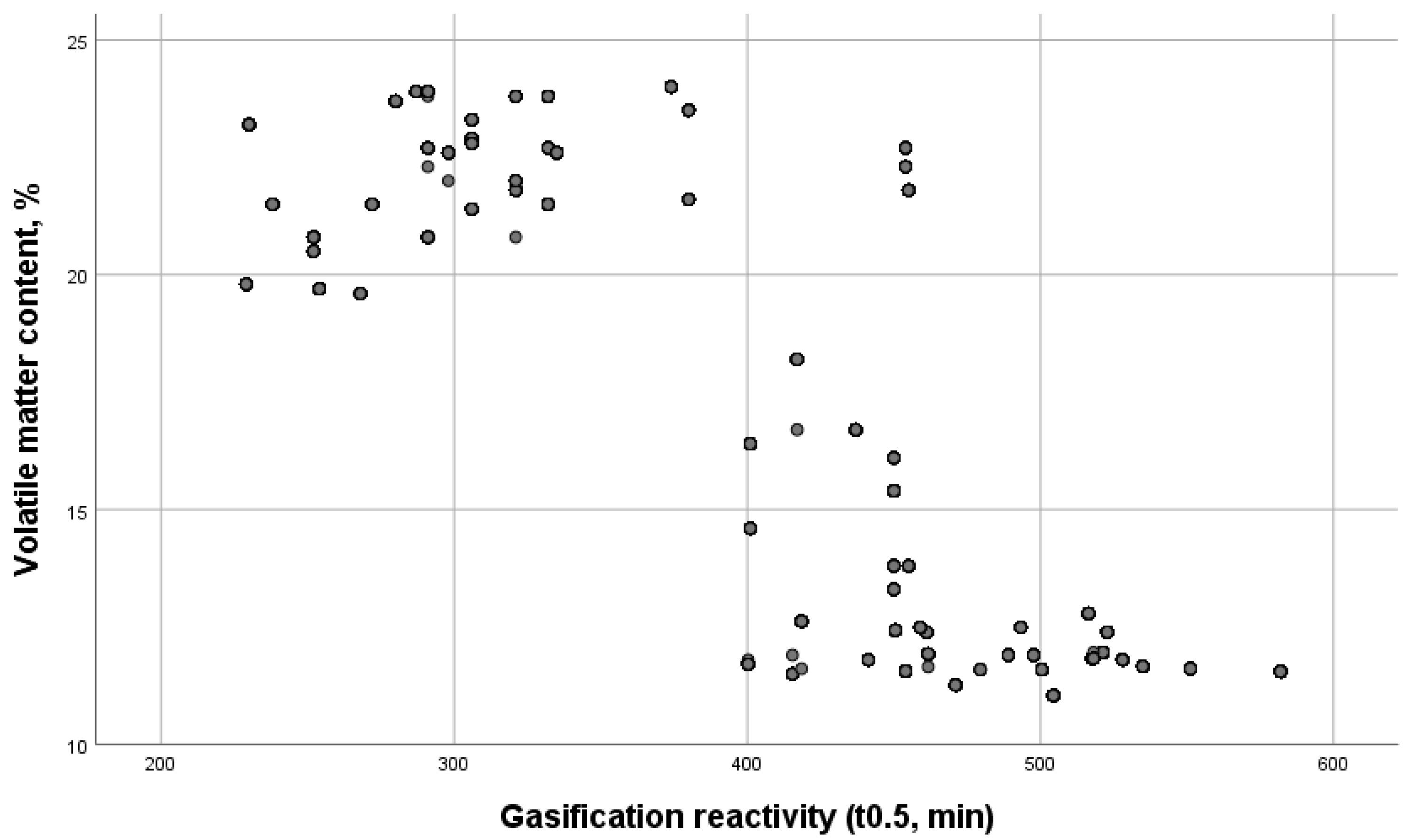
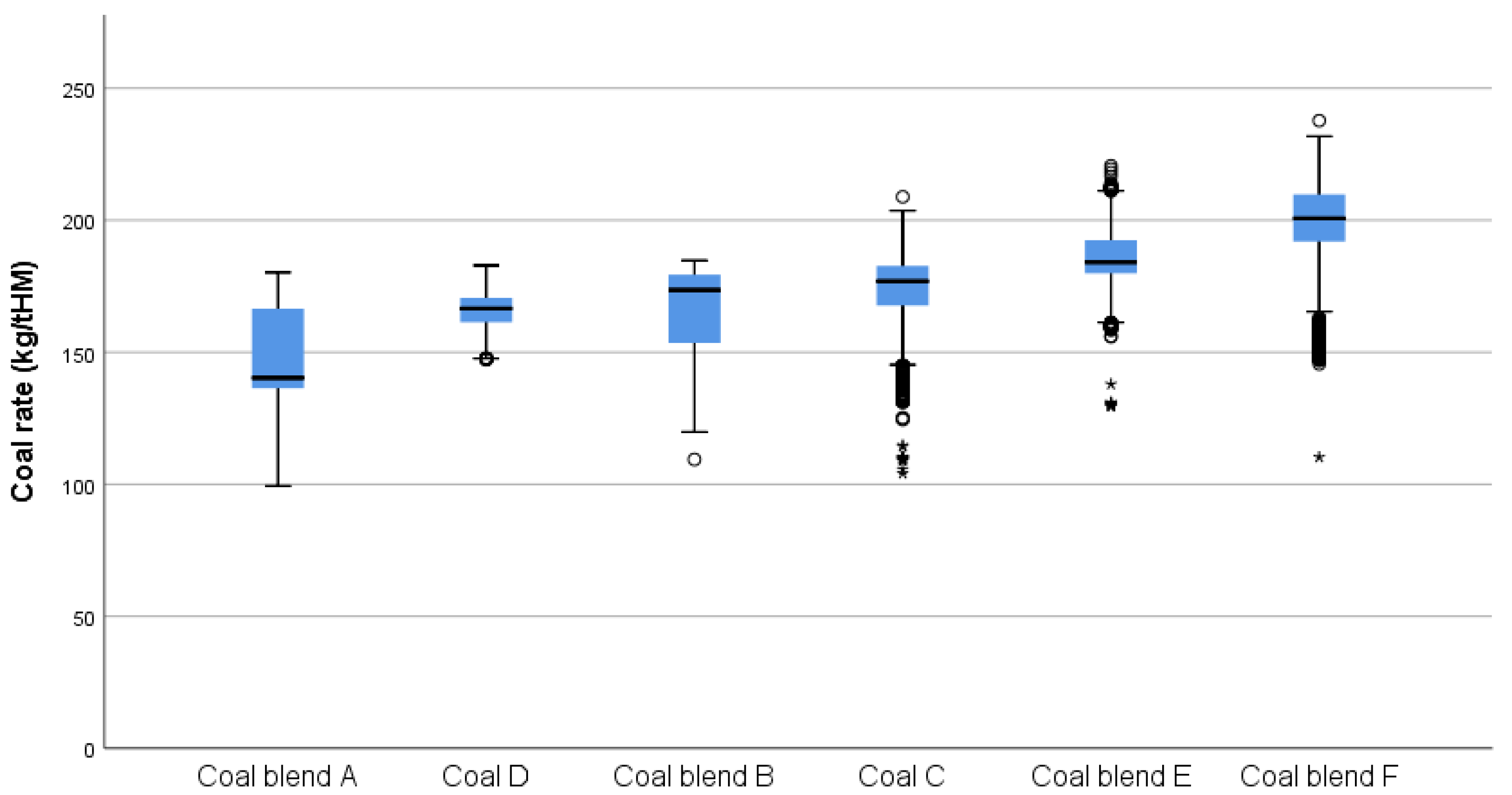
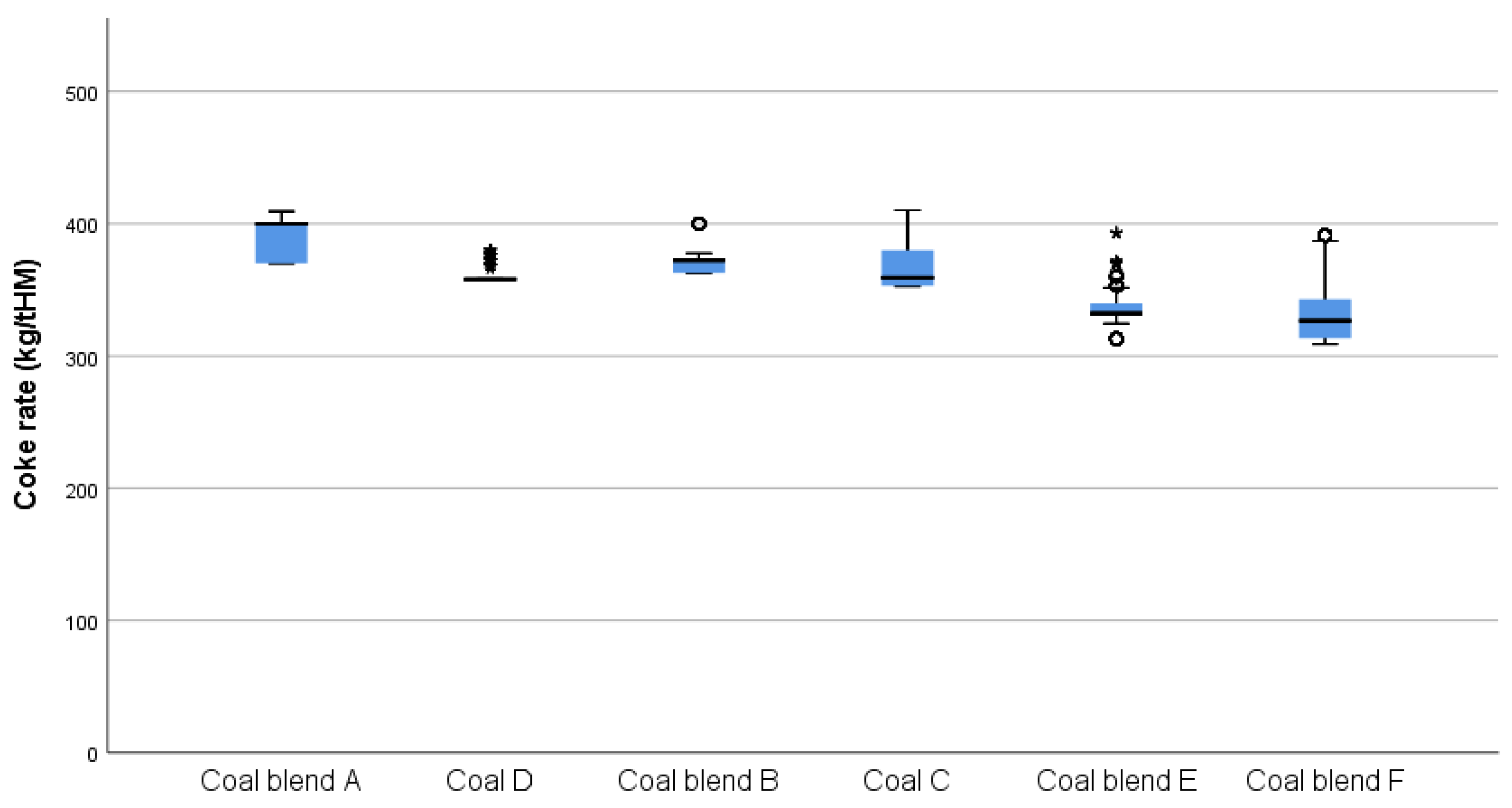
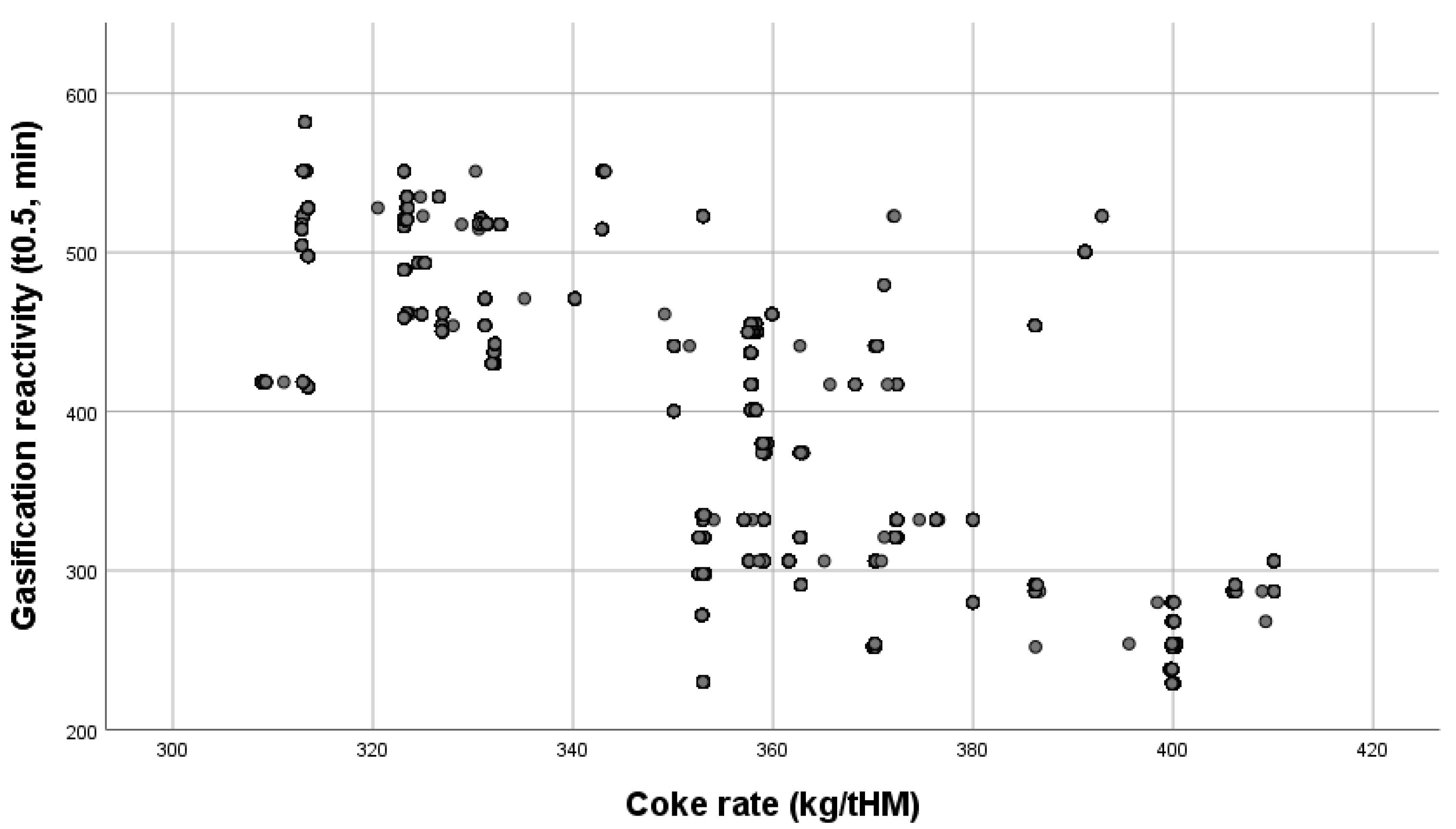
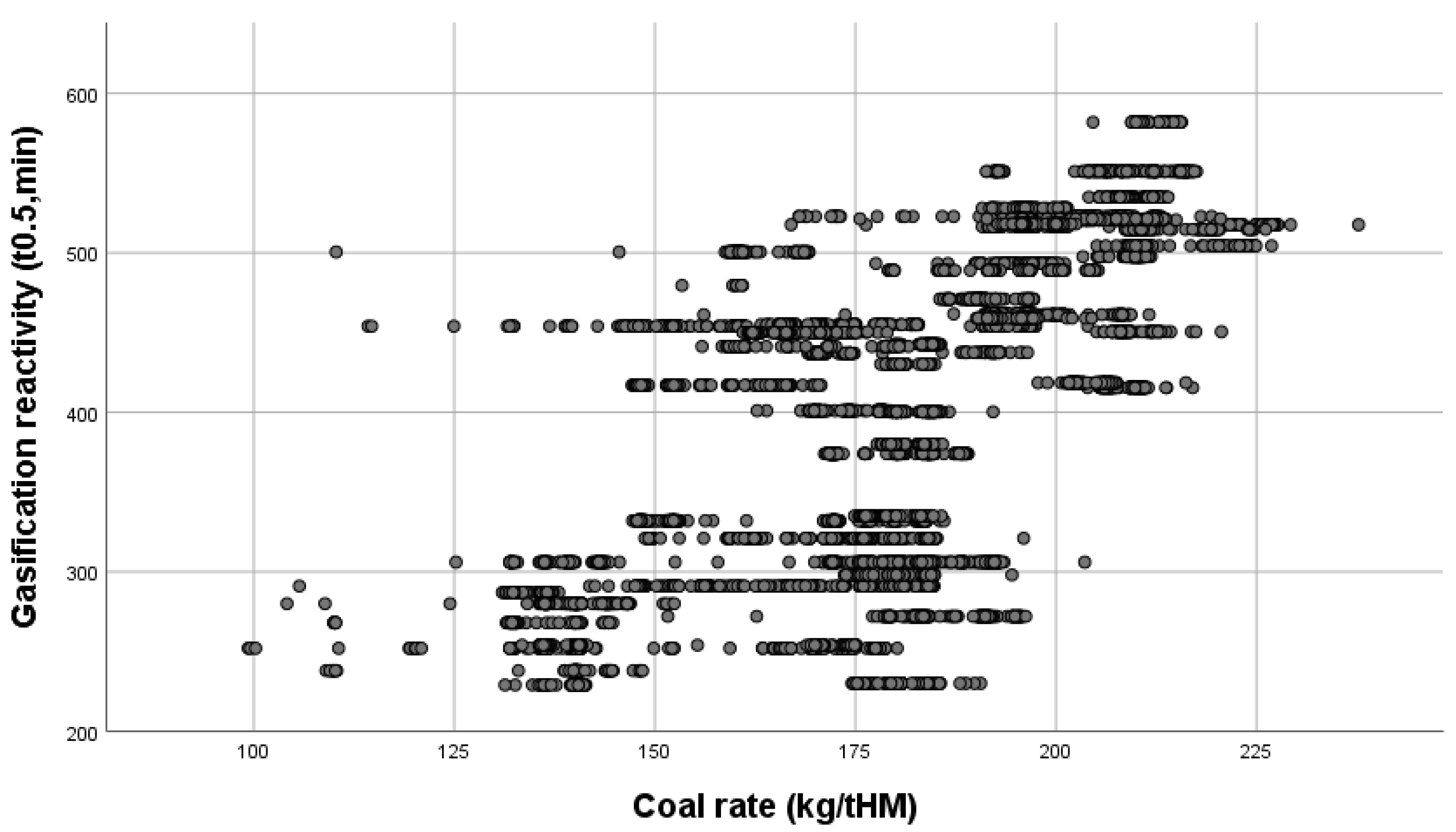
- Combining the findings of the Spearman’s correlation obtained from the scatter plots (Figure 6, Figure 7 and Figure 8, Table 2), box plots (Figure 12, Figure 13 and Figure 14), and multiple regression models (Figure 16 and Figure 17) indicate that the coal injection rates through the blast furnace were higher for the chars (formed from the production coals tested in the drop tube furnace) with a lower gasification reactivity. Because efficient blast furnace operation aims to maintain consistent reductant additions, increased coal injection rates correspond with decreased coke rates accordingly so that there appears to be a relationship between lower gasification reactivity and lower coke rate.
- Both the box plot (Figure 12) and the multiple regression model (Figure 16) highlighted the importance of the type of coal used in the blast furnace compared to the coal rate. It was hoped that the variation in the laboratory analyses and char burnouts could be used to predict the addition rates; however, a consistent relationship was not observable across all the injection coals, suggesting the possibility of other non-tested variables, insufficient sampling frequency, or possibly sampling or testing inconsistencies.
- The composite coal samples were taken over a 12 h shift period. Because of this, the plotted results were sometimes stratified on the scatter plots, as the laboratory tests referred to process variability over that production time period. This is a limitation, and more frequent sampling would have been preferable. Ideally, this study would have been carried out on single coal injection; however, coal blends were a limitation, as the practicalities of blending are known to result in variability that would not be accounted for.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Carpenter, A.M. Use of PCI in Blast Furnaces; IEA Clean Coal Centre: London, UK, 2006. [Google Scholar]
- Babich, A. Blast furnace injection for minimizing the coke rate and CO2 emissions. Ironmak. Steelmak. 2021, 48, 728–741. [Google Scholar] [CrossRef]
- Hutny, W.; Lee, G.; Price, J. Fundamentals of coal combustion during injection into a blast furnace. Prog. Energy Combust. Sci. 1991, 17, 373–395. [Google Scholar] [CrossRef]
- Geerdes, M.; Toxopeus, H.; Van der Vilet, C. Modern Blast Furnace Ironmaking: An Introduction; IOS Press: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Ishii, K. Advanced Pulverised Coal Injection and Blast Furnace Operation; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Schott, R.; Kuttner, G.; Co, K.G. Optimisation strategies for pulverised coal injection into the blast furnace. In Proceedings of the European Steel Technology and Application Days (METEC & 2nd ESTAD 2015), Düsseldorf, Germany, 15–19 June 2015. [Google Scholar]
- Ariyama, T.; Sato, M.; Nouchi, T.; Takahashi, K. Evolution of Blast Furnace Process toward Reductant Flexibility and Carbon Dioxide Mitigation in Steel Works. ISIJ Int. 2016, 56, 1681–1696. [Google Scholar] [CrossRef] [Green Version]
- Born, S.; Babich, A.; Van Der Stel, J.; Ho, H.T.; Sert, D.; Ansseau, O.; Plancq, C.; Pierret, J.-C.; Geyer, R.; Senk, D.; et al. Char Formation by Coal Injection and Its Behavior in the Blast Furnace. Steel Res. Int. 2020, 91, 2000038. [Google Scholar] [CrossRef]
- Puttinger, S.; Stocker, H. Toward a Better Understanding of Blast Furnace Raceway Block-ages. Steel Res. Int. 2020, 91, 2000227. [Google Scholar] [CrossRef]
- Xing, X.; Rogers, H.; Zulli, P.; Hockings, K.; Ostrovski, O. Effect of coal properties on the strength of coke under simulated blast furnace conditions. Fuel 2018, 237, 775–785. [Google Scholar] [CrossRef]
- Tiwari, H.P.; Das, A.; Singh, U. Novel technique for assessing the burnout potential of pulverised coals/coal blends for blast furnace injection. Appl. Therm. Eng. 2018, 130, 1279–1289. [Google Scholar] [CrossRef]
- Cavaliere, P. Clean Ironmaking and Steelmaking Processes-Efficient Technologies for Green-House Emissions Abatement; Springer: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-030-21208-7. [Google Scholar]
- Oliveira, A.; Mahowald, P.; Muller, B.; Kinzel, K.-P.; Oliveira, V. pulverized coal injection for high injection rates. In Proceedings of the 46th Reduction/17th Iron Ore/4th Agglomeration Seminar, Rio de Janeiro, Brazil, 27–29 September 2016. [Google Scholar] [CrossRef] [Green Version]
- Bortz, S.; Flament, G. Experiments on pulverized-coal combustion under conditions simulating blast furnace environments. Ironmak. Steelmak. 1982, 10, 222–229. [Google Scholar]
- Suzuki, T.; Hirose, R.; Morimoto, K.; Abe, T. Pulverized coal combustion in high temperature furnaces for steelmaking. JSME 1984, 27, 2803–2810. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.F.; Bai, C.G.; Wen, L.Y.; Qiu, G.B.; Lu, X.W. Gas particle flow and combustion charateristics of pulverised coal injection in blast furnace raceway. J. Iron Steel Res. 2010, 17, 8–12. [Google Scholar] [CrossRef]
- Du, S.W.; Chen, W.H.; Lucas, J. Pulverised coal burnout in blast furnace simulated by a drop tube furnace. Energy Fuels 2010, 35, 576–581. [Google Scholar]
- Li, H.; Elliott, L.; Rogers, H.; Austin, P.; Jin, Y.; Wall, T. Reactivity study of two coal chars produced in a drop tube furnace and a pulverised coal injection rig. Energy Fuels 2012, 26, 4690–4695. [Google Scholar] [CrossRef]
- Ballantyne, T.R.; Ashman, P.J.; Mullinger, P.J. A new method for determining the conversion of low-ash coals using synthetic ash as a tracer. Fuel 2005, 84, 1980–1985. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PI Variable | Description |
|---|---|
| Date | Both date and time (average of 5 min responses) |
| Dust | Blast furnace slurry mass (tonnes) |
| Volatiles | Coal volatile matter content (%) |
| Ash | Ash matter content (%) |
| Sulphur | Sulphur content of coal (%) |
| Less125mcn | Coal particle-size distribution less than 125 µm (%) |
| Burnout | Coal sample burnout in a drop tube furnace (%) |
| Gasification | Gasification reactivity time to achieve 50% conversion (t0.5, min) |
| Silicon | Silicon content in metal (%) |
| O2enrichment | Oxygen enrichment of hot air blast (%) |
| O2 flow | Oxygen flow rate (Nm3/h) |
| Prodrate | Iron production rate, tonnes of hot metal per hour (tHM/hr) |
| Coal | Coal or coal blend type |
| Cokerate | Addition rate of coke (kg/tHM) |
| Coalrate | Addition rate of coal (kg/tHM) |
| TotRedt | Total addition rate of coke and coal (kg/tHM) |
| BlastPressure | Hot air blast pressure (bar) |
| TopPressure | Pressure at the top of the furnace (bar) |
| DeltaPressure | Difference in pressure between top and bottom of furnace (bar) |
| Flametemp | Calculated adiabatic flame temperature (°C) |
| HeatGain | Heat balance at the furnace walls |
| CO2 | CO2 in top gas exiting the furnace (%, vol) |
| CO | CO in top gas exiting the furnace (%, vol) |
| H2 | H2 in top gas exiting the furnace (%, vol) |
| N2 | N2 in top gas exiting the furnace (%, vol) |
| TotalVol | Total gas volume rate (Nm3/h) |
| MaxDiff | Pressure difference between top/bottom of blast furnace (bar) |
| TopPressSetpoint | Top pressure setpoint (bar) |
| Distribution | A number assigned to the pattern of burden addition |
| TopTemp | Temperature of gas exiting the top of the furnace (°C) |
| Blast | Volume rate of hot blast (Nm3/h) |
| Carbon | Carbon in metal (%) |
| Dependent Variable | Independent Variable | Number of Data Points | Correlation Coefficient | Dependent Variable | Independent Variable | Number of Data Points | Correlation Coefficient |
|---|---|---|---|---|---|---|---|
| Gasification | Volatile matter | 10856 | −0.668 ** | Production rate | Oxygen flow | 17773 | 0.819 |
| Sulphur | <125 µm particles | 4708 | 0.669 ** | Production rate | Blast pressure | 17773 | 0.800 |
| Burnout | Sulphur | 7787 | 0.669 ** | Production rate | Top pressure | 17773 | 0.833 |
| Burnout | <125 µm particles | 4179 | 0.673 ** | Production rate | Total volume | 17773 | 0.903 |
| Burnout | Gasification | 11642 | −0.643 ** | Production rate | Blast volume | 17773 | 0.844 |
| Gasification | Coke rate | 11915 | −0.685 ** | Coke rate | Coal rate | 17773 | 0.842 |
| Gasification | Coal rate | 11915 | 0.600 ** | Coke rate | Carbon dioxide | 17773 | −0.842 |
| Oxygen enrichment | Oxygen flow | 17773 | 0.730 | Coal rate | Hydrogen | 17773 | −0.818 |
| Oxygen enrichment | Nitrogen | 17773 | −0.636 ** | Coal rate | Nitrogen | 17773 | −0.805 |
| Oxygen flow | Blast pressure | 17773 | 0.713 | Blast pressure | Top pressure | 17773 | 0.893 |
| Oxygen flow | Top pressure | 17773 | 0.641 | Blast pressure | Total volume | 17773 | 0.883 |
| Oxygen flow | Total gas volume | 17773 | 0.701 | Blast pressure | Blast volume | 17773 | 0.853 |
| Oxygen flow | Nitrogen | 17773 | 0.668 ** | Top pressure | Total volume | 17773 | 0.865 |
| Coal rate | Carbon dioxide | 17773 | 0.693 ** | Top pressure | Blast volume | 17773 | 0.862 |
| Carbon dioxide | Nitrogen | 17773 | −0.690 ** | Total gas volume | Blast volume | 17773 | 0.966 |
| Hydrogen | Nitrogen | 17773 | −0.750 ** | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steer, J.; Greenslade, M.; Marsh, R. A Comparison of Laboratory Coal Testing with the Blast Furnace Process and Coal Injection. Metals 2021, 11, 1476. https://doi.org/10.3390/met11091476
Steer J, Greenslade M, Marsh R. A Comparison of Laboratory Coal Testing with the Blast Furnace Process and Coal Injection. Metals. 2021; 11(9):1476. https://doi.org/10.3390/met11091476
Chicago/Turabian StyleSteer, Julian, Mark Greenslade, and Richard Marsh. 2021. "A Comparison of Laboratory Coal Testing with the Blast Furnace Process and Coal Injection" Metals 11, no. 9: 1476. https://doi.org/10.3390/met11091476
APA StyleSteer, J., Greenslade, M., & Marsh, R. (2021). A Comparison of Laboratory Coal Testing with the Blast Furnace Process and Coal Injection. Metals, 11(9), 1476. https://doi.org/10.3390/met11091476