
Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
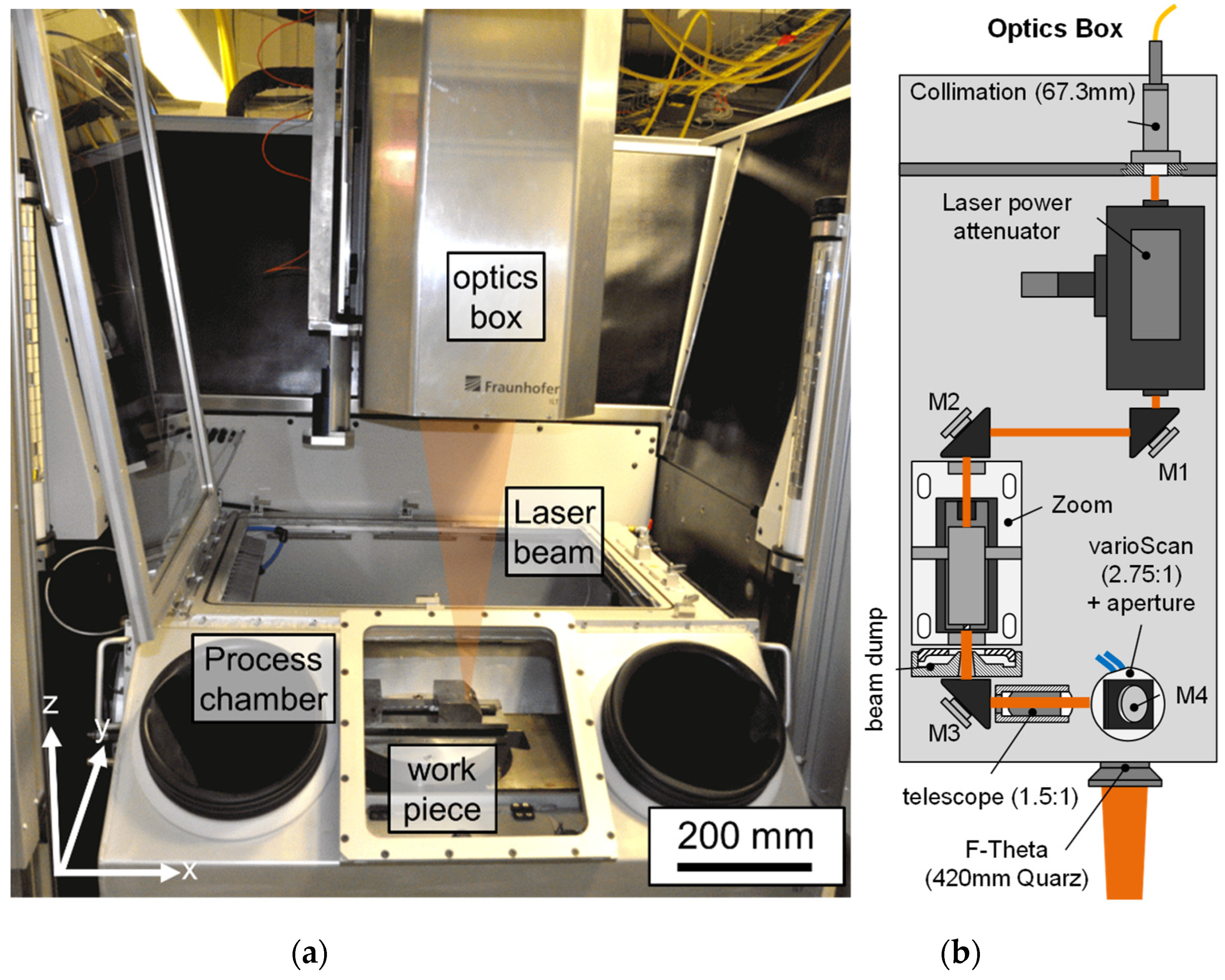
2.1. Opto-Mechanical Set-Up
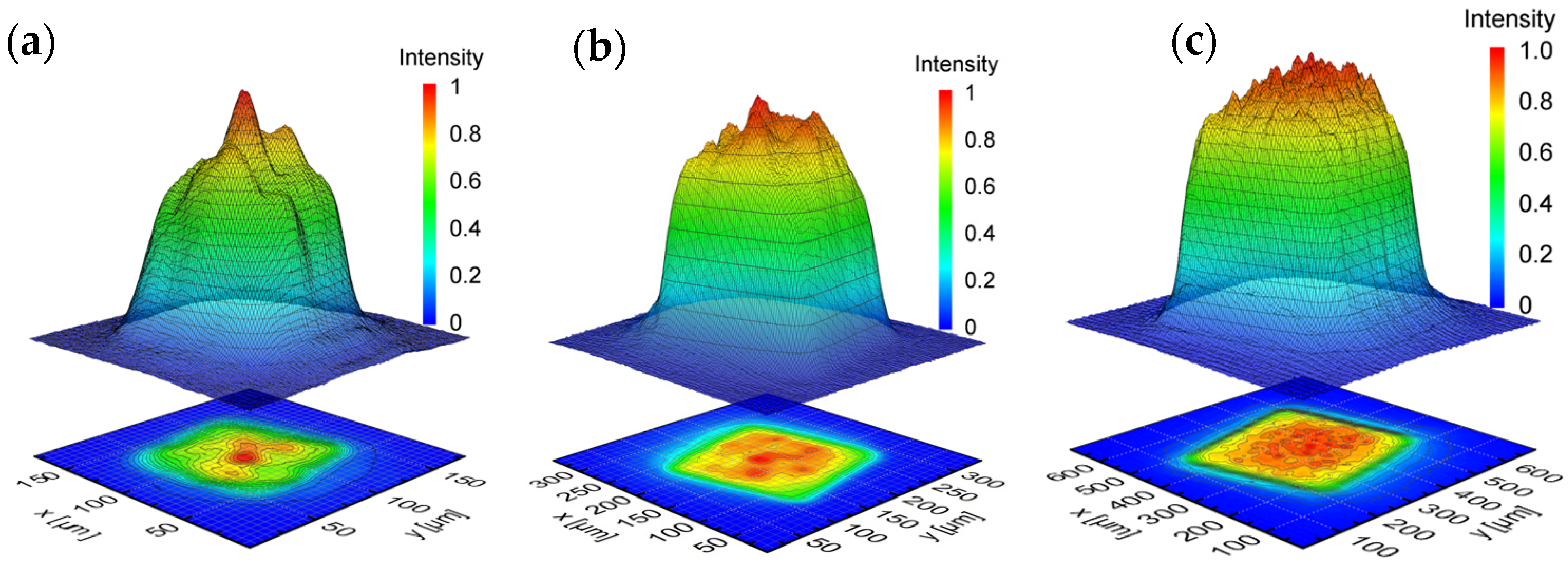
2.2. Intensity Distribution and Laser Beam Characteristics
2.3. Material and Sample Preparation
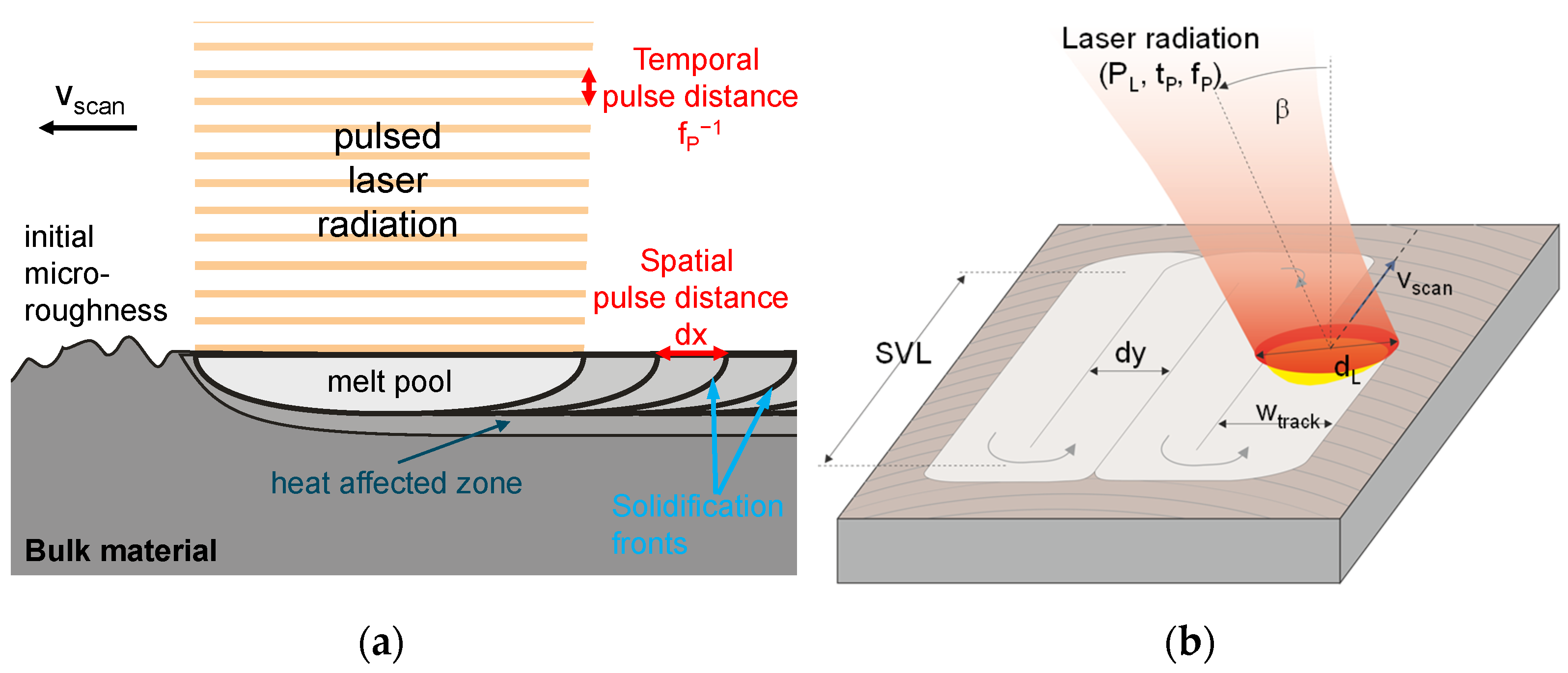
2.4. Process Principle Scan Strategy and Process Parameters
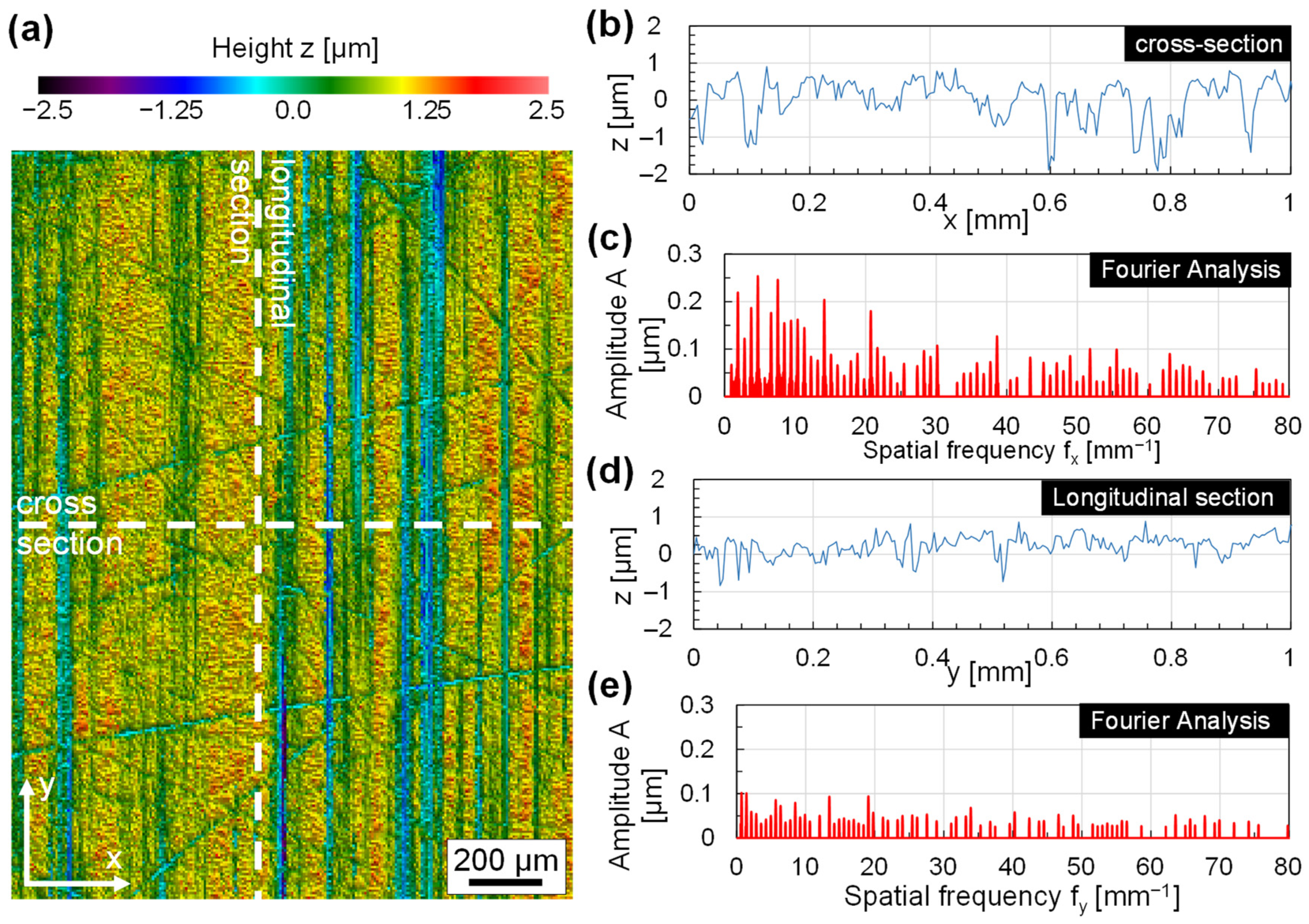
2.5. Surface Analysis
3. Results
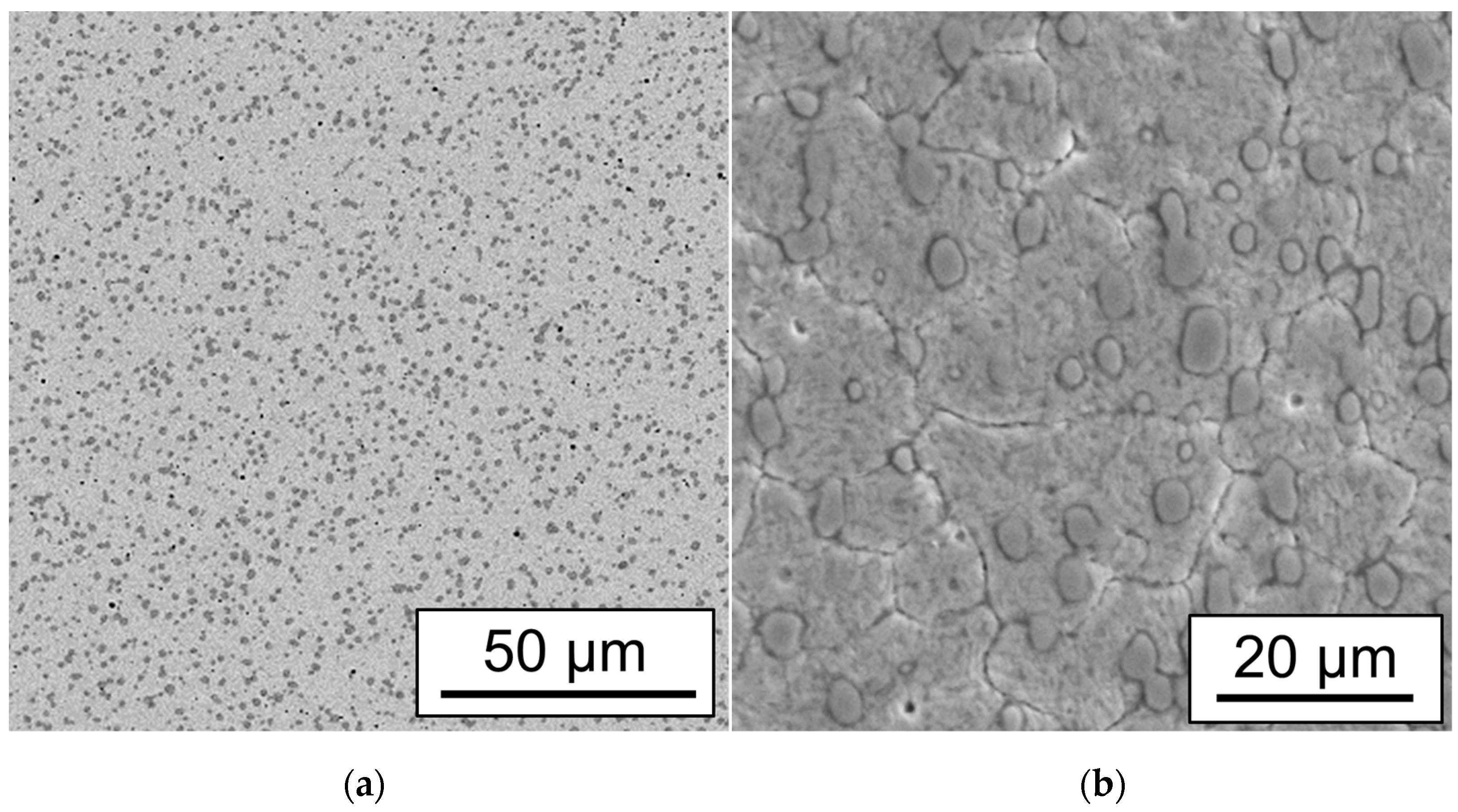
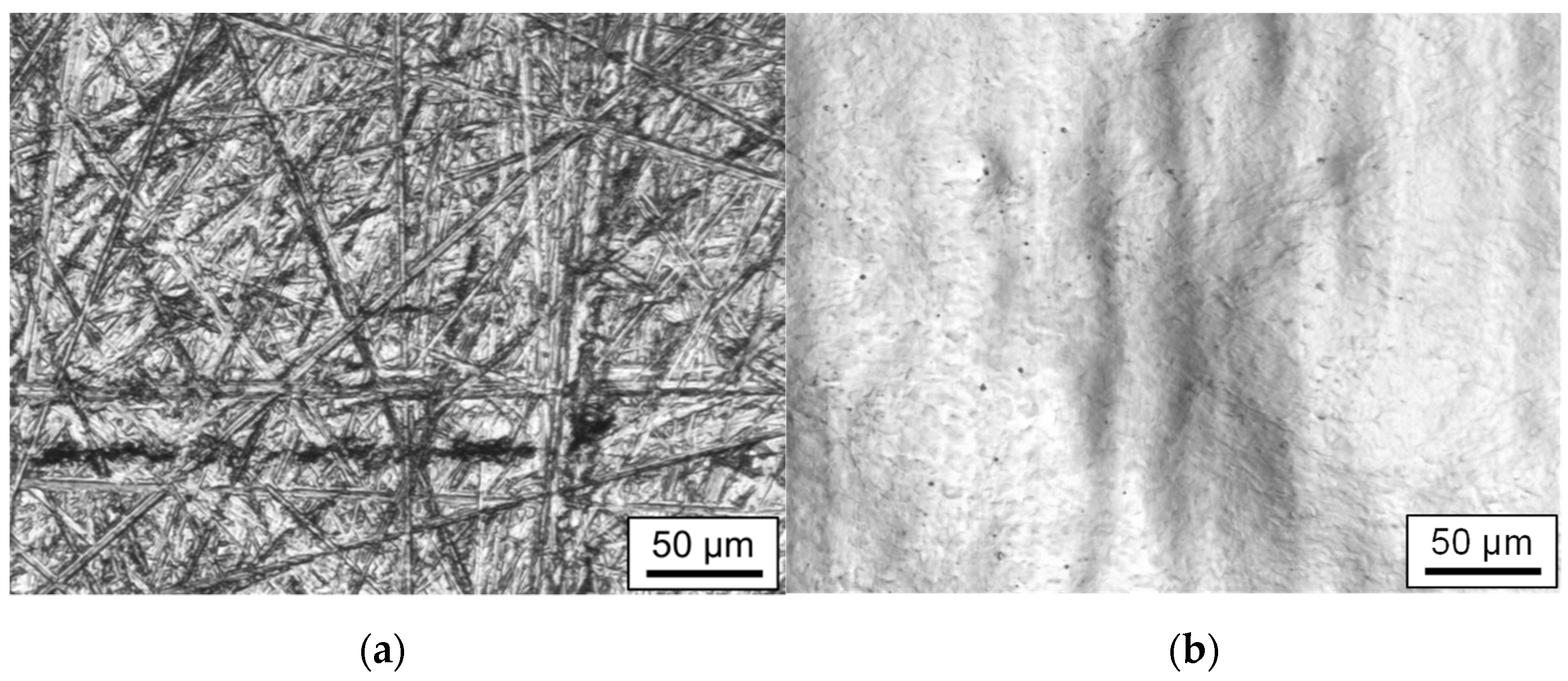
3.1. Initial Surface and Material Analysis
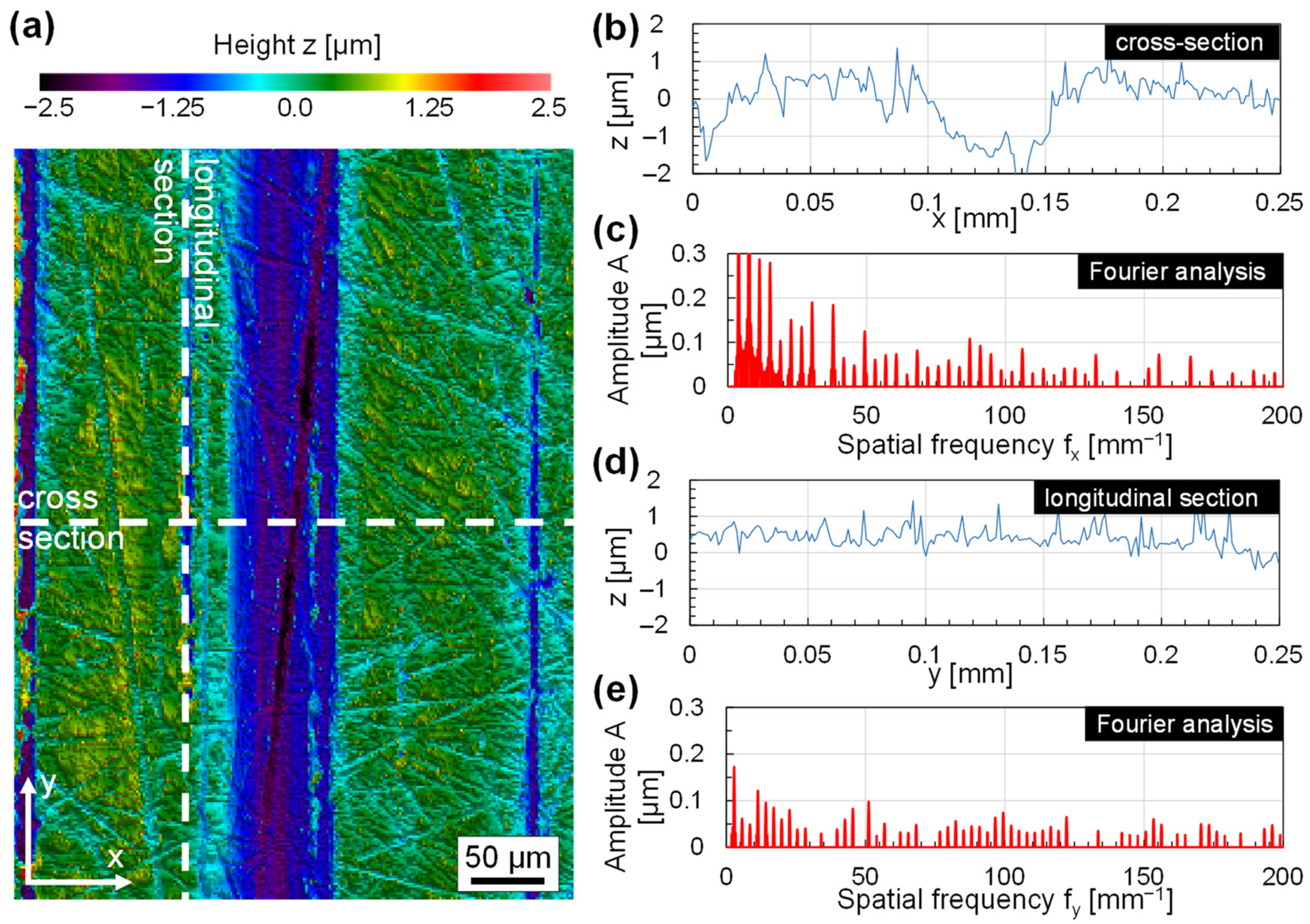
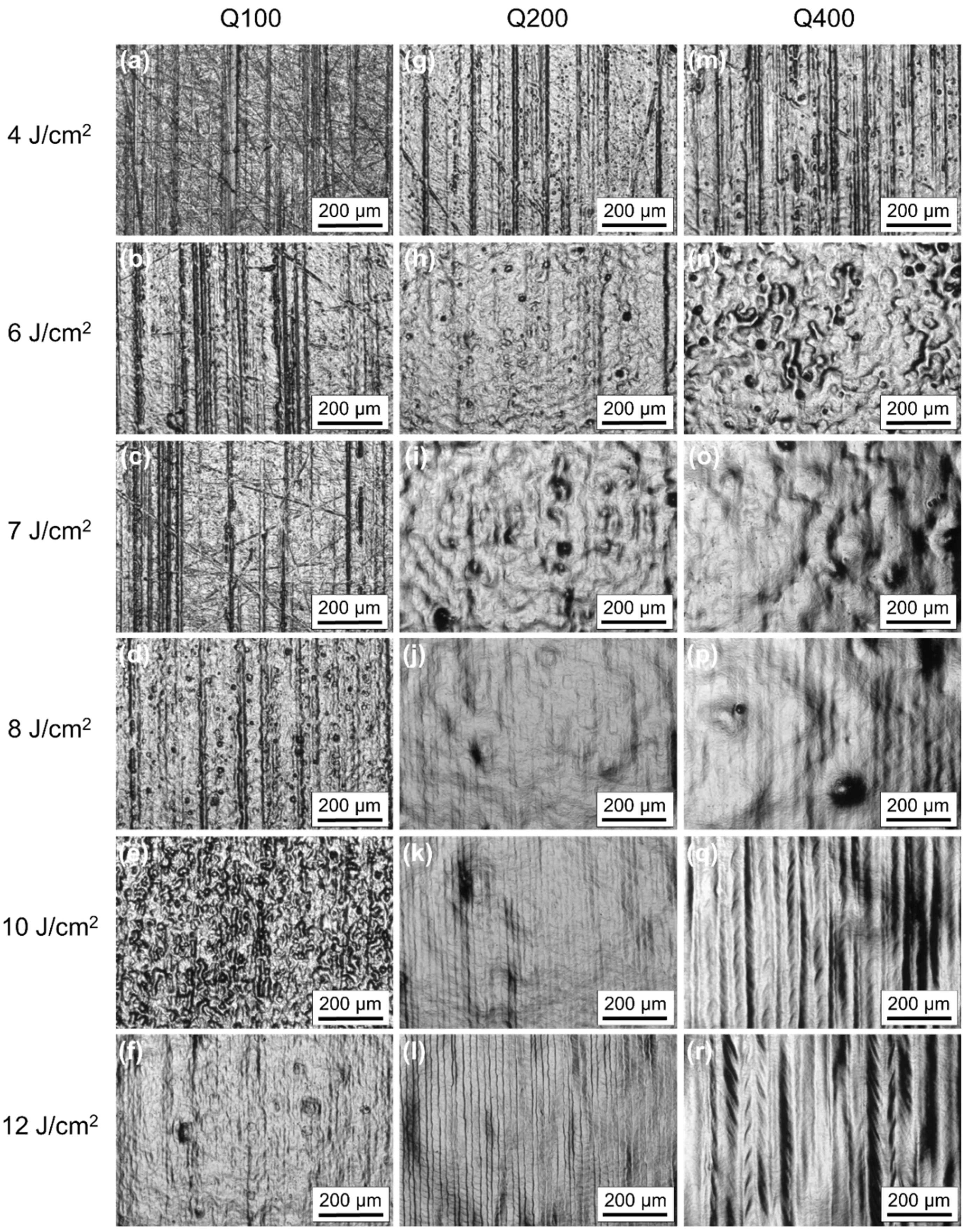
3.2. Surface Topography after Pulsed Laser Remelting
3.3. Micro-Roughness
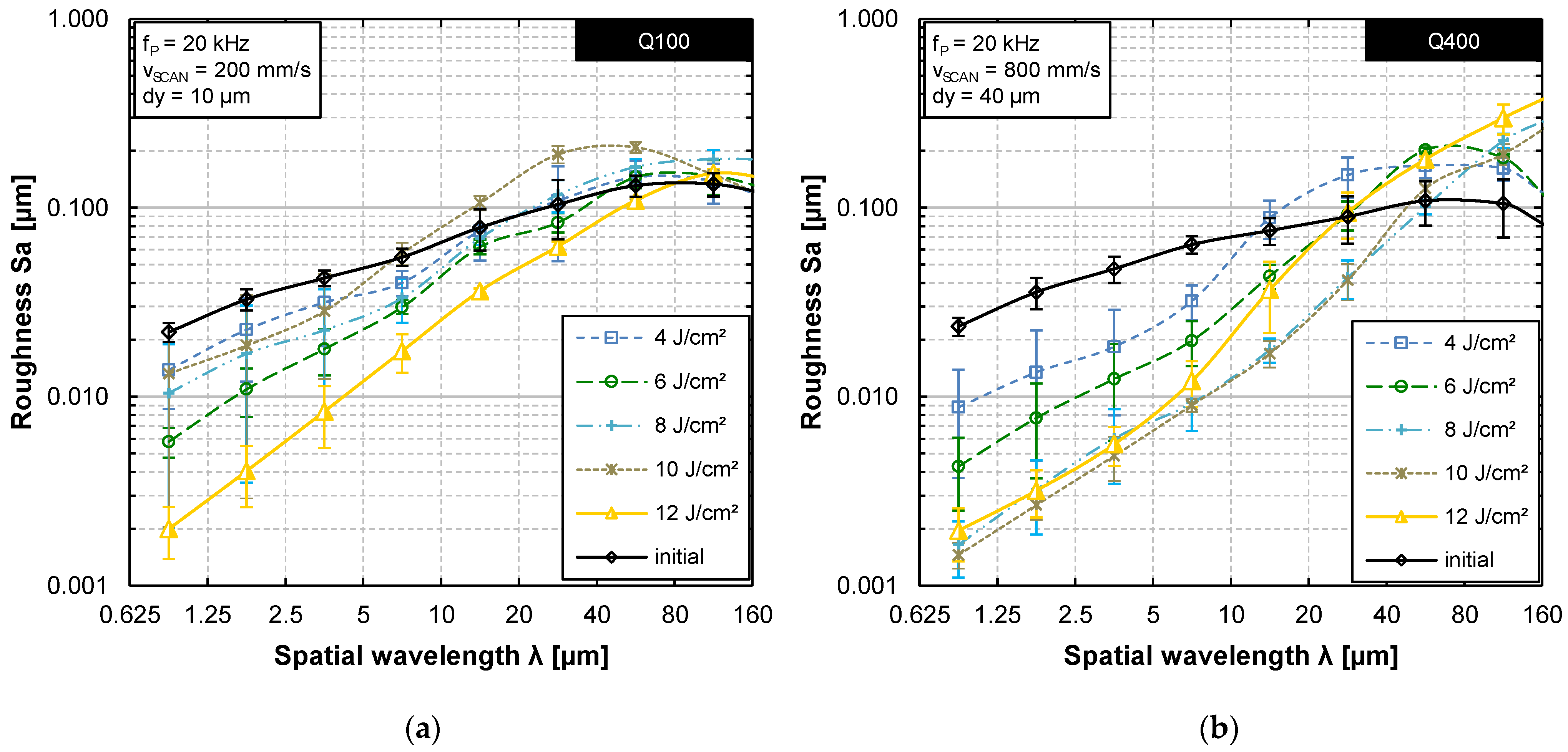
3.4. Surface Roughness
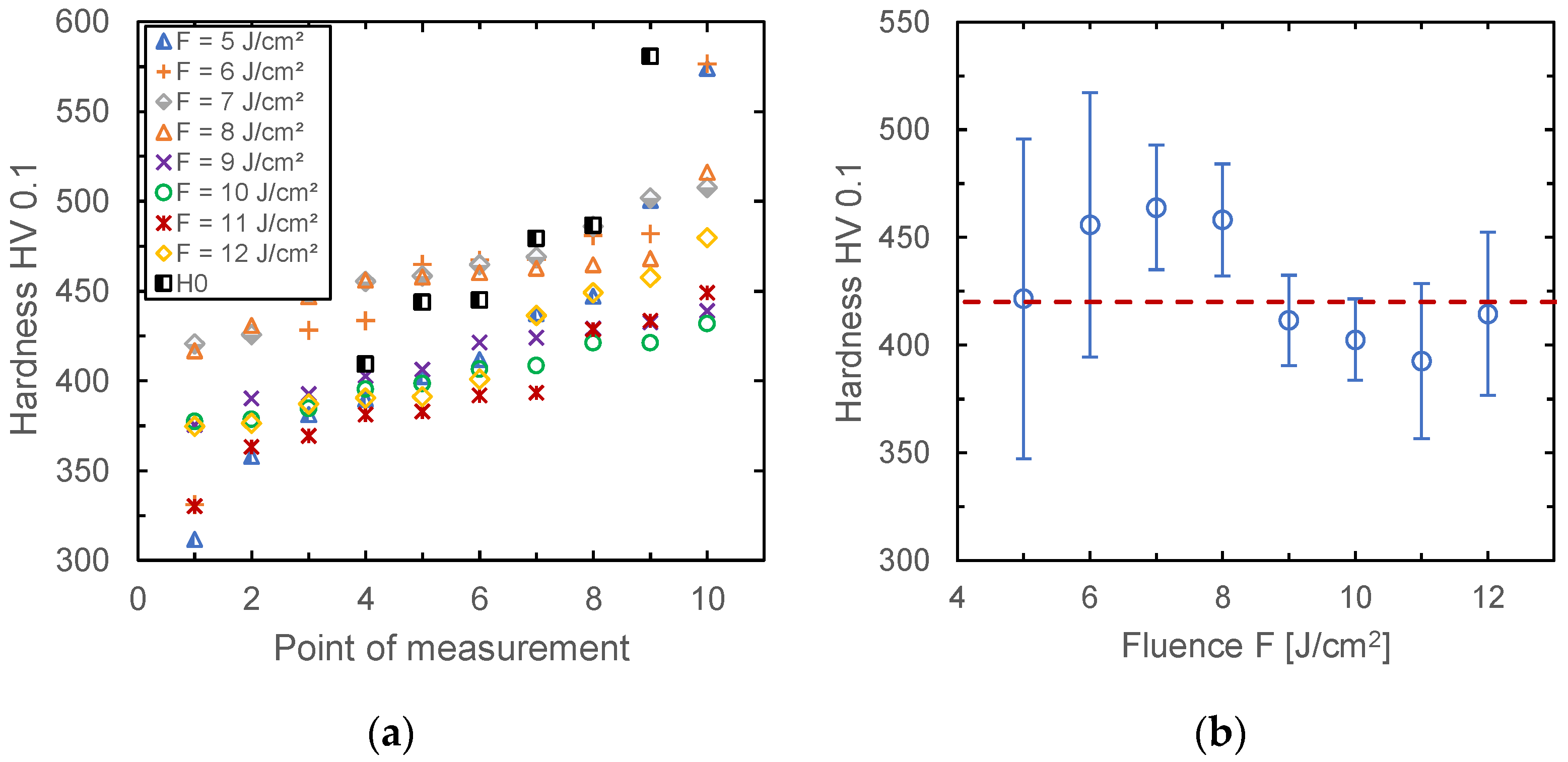
3.5. Micro-Hardness
4. Discussion
4.1. Surface Roughness Evolution
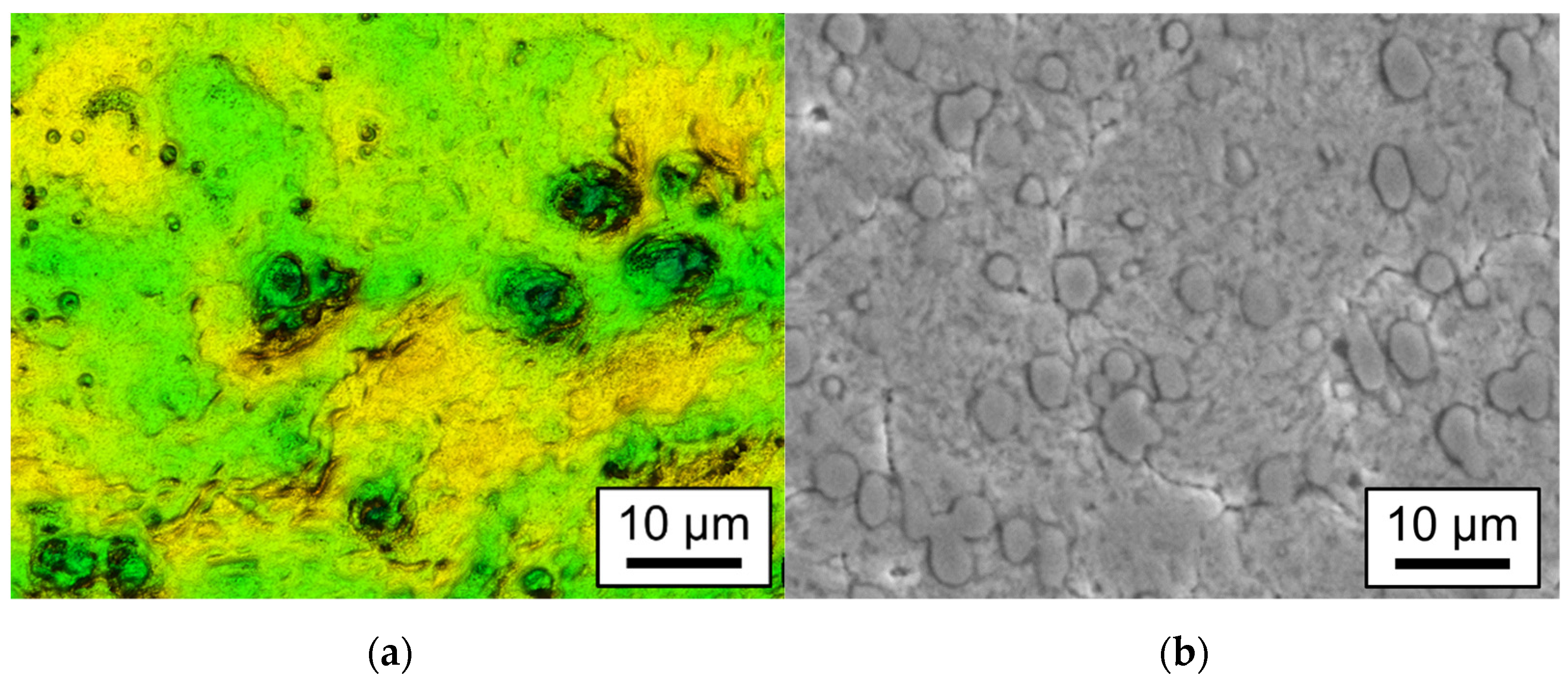
4.2. Formation of Craters and Dimples
4.3. Transition to Continous Remelting Process and Micro-Hardness
4.4. Critical Wavelength/Frequency
4.5. Laser Polishing Fluence and Area Rate
5. Conclusions
- LµP significantly decreases micro-roughness up to a critical wavelength of approximately 80 µm and increases the gloss of the surface. (e.g., by a factor of ten for Q400 from Sa = 32 nm to Sa = 3 nm in the spatial wavelength regime from 1.25 to 2.5 µm).
- An increase in laser beam dimensions, while adapting pulse overlap and track offset accordingly, leads to a significant increase in area rate from 1.2 to 19.2 cm2/min without increasing the resulting surface roughness.
- An increase in laser beam dimensions from Q100 to Q400 leads to a decrease in fluence from 12 J/cm2 to approximately 8 J/cm2 required for laser polishing, which results in an overall reduced energy input (approximately 33%).
- A significant increase in laser fluence above the polishing laser fluence leads to a change of the discrete, pulsed remelting process to a continuous remelting process. Particularly in the continuous remelting process, macro-roughness was partially increased, and surface rippling was observed.
- Near-surface chromium carbides are assumed to be partially evaporated during LµP. This presumably leads to melt pool disturbances and the formation of undesired surface features e.g., craters, which increase surface roughness.
- The dissolution of chromium carbides during the remelting process presumably leads to a homogenization of micro-hardness in the surface boundary layer of approximately 382–464 HV0.1.
- Intensity distributions with significant peaks are to be avoided since high peak intensities and local heterogeneities in material absorption increase the risk of uncontrolled material evaporation and the formation of undesired surface features.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Temmler, A.; Graichen, K.; Donath, J. Laser Polishing in Medical Engineering. LTJ 2010, 7, 53–57. [Google Scholar] [CrossRef]
- Flemmer, J. CAM-NC-Datenkette für die Laserbearbeitung von Freiformflächen mit Simultaner Bewegung Mechanischer Achsen und Galvanometrischem Laserscanner. Ph.D. Thesis, RWTH Aachen University, 1. Edition, Apprimus. Aachen, Germany, 2018. [Google Scholar]
- Singh, K.; Khatirkar, R.K.; Sapate, S.G. Microstructure evolution and abrasive wear behavior of D2 steel. Wear 2015, 328–329, 206–216. [Google Scholar] [CrossRef]
- Hasselbruch, H.; Lu, Y.; Messaoudi, H.; Mehner, A.; Vollertsen, F. Tribological Properties of Multi-Layer a-C:H:W/a-C:H PVD-Coatings Micro-Structured by Picosecond Laser Ablation. KEM 2019, 809, 439–444. [Google Scholar] [CrossRef]
- Henn, M.; Reichardt, G.; Weber, R.; Graf, T.; Liewald, M. Dry Metal Forming Using Volatile Lubricants Injected into the Forming Tool Through Flow-Optimized, Laser-Drilled Microholes. JOM 2020, 1, 59. [Google Scholar] [CrossRef] [Green Version]
- Förster, D.J.; Weber, R.; Holder, D.; Graf, T. Estimation of the depth limit for percussion drilling with picosecond laser pulses. Opt. Express 2018, 26, 11546–11552. [Google Scholar] [CrossRef] [Green Version]
- Temmler, A.; Comiotto, M.; Ross, I.; Kuepper, M.; Liu, D.M.; Poprawe, R. Surface structuring by laser remelting of 1.2379 (D2) for cold forging tools in automotive applications. J. Laser Appl. 2019, 31, 22017. [Google Scholar] [CrossRef]
- Ross, I.; Temmler, A.; Küpper, M.; Prünte, S.; Teller, M.; Schneider, J.M.; Poprawe, R. Laser Polishing of Cold Work Steel AISI D2 for Dry Metal Forming Tools: Surface Homogenization, Refinement and Preparation for Self-Assembled Monolayers. KEM 2018, 767, 69–76. [Google Scholar] [CrossRef]
- Mousavi, A.; Kunze, T.; Roch, T.; Lasagni, A.; Brosius, A. Deep drawing process without lubrication—An adapted tool for a stable, economic and environmentally friendly process. Procedia Eng. 2017, 207, 48–53. [Google Scholar] [CrossRef]
- Brosius, A.; Mousavi, A. Lubricant free deep drawing process by macro structured tools. CIRP Ann. 2016, 65, 253–256. [Google Scholar] [CrossRef]
- Häfner, T.; Heberle, J.; Hautmann, H.; Zhao, R.; Tenner, J.; Tremmel, S.; Merklein, M.; Schmidt, M. Effect of Picosecond Laser Based Modifications of Amorphous Carbon Coatings on Lubricant-free Tribological Systems. JLMN J. Laser Micro/Nanoeng. 2017, 12, 132–140. [Google Scholar] [CrossRef]
- Jähnig, T.; Mousavi, A.; Steinhorst, M.; Roch, T.; Brosius, A.; Lasagni, A.F. Friction reduction in dry forming by using tetrahedral amorphous carbon coatings and laser micro-structuring. Dry Met. Form. 2019, 5, 25–30. [Google Scholar]
- Morrow, J.D.; Pfefferkorn, F.E. Local Microstructure and Hardness Variation After Pulsed Laser Micromelting on S7 Tool Steel. J. Micro Nano-Manuf. 2016, 4, 209. [Google Scholar] [CrossRef]
- Deng, T.; Li, J.; Zheng, Z. Fundamental aspects and recent developments in metal surface polishing with energy beam irradiation. Int. J. Mach. Tools Manuf. 2020, 148, 103472. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef] [Green Version]
- Bordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef] [Green Version]
- Bhaduri, D.; Penchev, P.; Batal, A.; Dimov, S.; Soo, S.L.; Sten, S.; Harrysson, U.; Zhang, Z.; Dong, H. Laser polishing of 3D printed mesoscale components. Appl. Surf. Sci. 2017, 405, 29–46. [Google Scholar] [CrossRef]
- Temmler, A.; Liu, D.; Luo, J.; Poprawe, R. Influence of pulse duration and pulse frequency on micro-roughness for laser micro polishing (LµP) of stainless steel AISI 410. Appl. Surf. Sci. 2020, 510, 145272. [Google Scholar] [CrossRef]
- Temmler, A.; Ross, I.; Luo, J.; Jacobs, G.; Schleifenbaum, J.H. Influence of global and local process gas shielding on surface topography in laser micro polishing (LμP) of stainless steel 410. Surf. Coat. Technol. 2020, 403, 126401. [Google Scholar] [CrossRef]
- Li, X.; Guan, Y. Theoretical fundamentals of short pulse laser–metal interaction: A review. Nanotechnol. Precis. Eng. 2020, 3, 105–125. [Google Scholar] [CrossRef]
- Willenborg, E.; Wissenbach, K.; Poprawe, R. Polishing by Laser Radiation. In Proceedings of the 2nd International WLT Conference Lasers in Manufacturing LIM 2003, Munich, Germany, 24–26 June 2003; WLT: Munich, Germany, 2003; pp. 297–300. [Google Scholar]
- Perry, T.L.; Werschmoeller, D.; Li, X.; Pfefferkorn, F.E.; Duffie, N.A. The Effect of Laser Pulse Duration and Feed Rate on Pulsed Laser Polishing of Microfabricated Nickel Samples. J. Manuf. Sci. Eng. 2009, 131, 31002. [Google Scholar] [CrossRef]
- Temmler, A.; Wei, D.; Schmickler, T.; Küpper, M.E.; Häfner, C.L. Experimental investigation on surface structuring by laser remelting (WaveShape) on Inconel 718 using varying laser beam diameters and scan speeds. Appl. Surf. Sci. 2020, 147814. [Google Scholar] [CrossRef]
- Oreshkin, O.; Küpper, M.; Temmler, A.; Willenborg, E. Active reduction of waviness through processing with modulated laser power. J. Laser Appl. 2015, 27, 22004. [Google Scholar] [CrossRef]
- Vadali, M.; Ma, C.; Duffie, N.A.; Li, X.; Pfefferkorn, F.E. Pulsed laser micro polishing: Surface prediction model. J. Manuf. Process. 2012, 14, 307–315. [Google Scholar] [CrossRef] [Green Version]
- Chow, M.T.C.; Hafiz, A.M.K.; Tutunea-Fatan, O.R.; Knopf, G.K.; Bordatchev, E.V. Experimental Statistical Analysis of Laser Micropolishing Process. In Proceedings of the ISOT 2010 International Symposium on Optomechatronic Technologies, Toronto, ON, Canada, 25–27 October 2010; IEEE: Toronto, ON, Canada, 2010; pp. 1–6. ISBN 9781424476848. [Google Scholar]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of laser polishing on surface roughness and microstructural properties of the remelted surface boundary layer of tool steel H11. Mater. Des. 2020, 192, 108689. [Google Scholar] [CrossRef]
- Perry, T.L.; Werschmoeller, D.; Duffie, N.A.; Li, X.; Pfefferkorn, F.E. Examination of Selective Pulsed Laser Micropolishing on Microfabricated Nickel Samples Using Spatial Frequency Analysis. J. Manuf. Sci. Eng. 2009, 131, 21002. [Google Scholar] [CrossRef]
- Nüsser, C.; Sändker, H.; Willenborg, E. Pulsed Laser Micro Polishing of Metals using Dual-beam Technology. Phys. Procedia 2013, 41, 346–355. [Google Scholar] [CrossRef]
- Perry, T.L. A Numerical and Experimental Study of Pulsed Laser Micro Polishing of Metals at the Meso/Micro Scale. Ph.D. Thesis, University of Wisconsin-Madison, Madison, WI, USA, 2009. [Google Scholar]
- Guan, Y.; Zhou, W.; Zheng, H.; Hong, M.; Zhu, Y.; Qi, B. Effect of pulse duration on heat transfer and solidification development in laser-melt magnesium alloy. Appl. Phys. A 2015, 119, 437–442. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Maharjan, N.; Zhou, W.; Zhou, Y.; Guan, Y.; Wu, N. Comparative study of laser surface hardening of 50CrMo4 steel using continuous-wave laser and pulsed lasers with ms, ns, ps and fs pulse duration. Surf. Coat. Technol. 2019, 366, 311–320. [Google Scholar] [CrossRef]
- Li, Y.-H.; Wang, B.; Ma, C.-P.; Fang, Z.-H.; Chen, L.-F.; Guan, Y.-C.; Yang, S.-F. Material Characterization, Thermal Analysis, and Mechanical Performance of a Laser-Polished Ti Alloy Prepared by Selective Laser Melting. Metals 2019, 9, 112. [Google Scholar] [CrossRef] [Green Version]
- Bhaduri, D.; Ghara, T.; Penchev, P.; Paul, S.; Pruncu, C.I.; Dimov, S.; Morgan, D. Pulsed laser polishing of selective laser melted aluminium alloy parts. Appl. Surf. Sci. 2021, 558, 149887. [Google Scholar] [CrossRef]
- Liang, C.; Hu, Y.; Liu, N.; Zou, X.; Wang, H.; Zhang, X.; Fu, Y.; Hu, J. Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting. Metals 2020, 10, 191. [Google Scholar] [CrossRef] [Green Version]
- Purushothaman, S.; Ravi Sankar, M. State of the art on atomistic modelling of laser polishing. Mater. Today Proc. 2021, 44, 689–695. [Google Scholar] [CrossRef]
- Mai, T.A.; Lim, G.C. Micromelting and its effects on surface topography and properties in laser polishing of stainless steel. J. Laser Appl. 2004, 16, 221–228. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; Martínez, S.; Tabernero, I.; Lacalle, L.L.d. Roughness prediction on laser polished surfaces. J. Mater. Process. Technol. 2012, 212, 1305–1313. [Google Scholar] [CrossRef]
- Chow, M.; Bordatchev, E.V.; Knopf, G.K. Impact of initial surface parameters on the final quality of laser micro-polished surfaces. In Micromachining and Microfabrication Process Technology XVII; Maher, M.A., Resnick, P.J., Eds.; SPIE: San Francisco, CA, USA, 2012; p. 824809. [Google Scholar]
- Ma, C.; Vadali, M.; Li, X.; Duffie, N.A.; Pfefferkorn, F.E. Analytical and Experimental Investigation of Thermocapillary Flow in Pulsed Laser Micropolishing. J. Micro Nano-Manuf. 2014, 2, 21010. [Google Scholar] [CrossRef]
- Richter, B.; Chen, S.; Morrow, J.D.; Sridharan, K.; Eriten, M.; Pfefferkorn, F.E. Pulsed laser remelting of A384 aluminum, part II: Modeling of surface homogenization and topographical effects. J. Manuf. Process. 2018, 32, 230–240. [Google Scholar] [CrossRef]
- Nüsser, C.; Kumstel, J.; Kiedrowski, T.; Diatlov, A.; Willenborg, E. Process- and Material-Induced Surface Structures During Laser Polishing. Adv. Eng. Mater. 2015, 17, 268–277. [Google Scholar] [CrossRef]
- Kaplan, A.F.H. Influence of the beam profile formulation when modeling fiber-guided laser welding. J. Laser Appl. 2011, 23, 42005. [Google Scholar] [CrossRef]
- Völl, A.; Vogt, S.; Wester, R.; Stollenwerk, J.; Loosen, P. Application specific intensity distributions for laser materials processing: Tailoring the induced temperature profile. Opt. Laser Technol. 2018, 108, 583–591. [Google Scholar] [CrossRef]
- Khare, J.; Kaul, R.; Ganesh, P.; Kumar, H.; Jagdheesh, R.; Nath, A.K. Laser beam shaping for microstructural control during laser surface melting. J. Laser Appl. 2007, 19, 1–7. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; ISBN 0471434914. [Google Scholar]
- Nüsser, C.; Wehrmann, I.; Willenborg, E. Influence of Intensity Distribution and Pulse Duration on Laser Micro Polishing. Phys. Procedia 2011, 12, 462–471. [Google Scholar] [CrossRef]
- Pirch, N.; Linnenbrink, S.; Gasser, A.; Wissenbach, K.; Poprawe, R. Analysis of track formation during laser metal deposition. J. Laser Appl. 2017, 29, 22506. [Google Scholar] [CrossRef]
- Willenborg, E. Polieren von Werkzeugstaehlen mit Laserstrahlung. Ph.D. Thesis, RWTH Aachen University, Shaker. Aachen, Germany, 2006. [Google Scholar]
- Nüsser, C. Lasermikropolieren von Metallen: Laser Micro Polishing of Metals. Ph.D. Thesis, RWTH Aachen University, First Edition, Apprimus. Aachen, Germany, 2018. [Google Scholar]
- Liebing, C. Beeinflussung Funktioneller Oberflächeneigenschaften von Stahlwerkstoffen durch Laserpolieren. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2010. [Google Scholar]
- Tolochko, N.K.; Khlopkov, Y.V.; Mozzharov, S.E.; Ignatiev, M.B.; Laoui, T.; Titov, V.I. Absorptance of powder materials suitable for laser sintering. Rapid Prototyp. J. 2000, 6, 155–161. [Google Scholar] [CrossRef]
- Boley, C.D.; Mitchell, S.C.; Rubenchik, A.M.; Wu, S.S.Q. Metal powder absorptivity: Modeling and experiment. Appl. Opt. 2016, 55, 6496–6500. [Google Scholar] [CrossRef] [PubMed]
- Temmler, A.; Liu, D.; Drinck, S.; Luo, J.; Poprawe, R. Experimental investigation on a new hybrid laser process for surface structuring by vapor pressure on Ti6Al4V. J. Mater. Process. Technol. 2020, 277, 116450. [Google Scholar] [CrossRef]
- Spranger, F.; Hilgenberg, K. Dispersion behavior of TiB2 particles in AISI D2 tool steel surfaces during pulsed laser dispersing and their influence on material properties. Appl. Surf. Sci. 2019, 467–468, 493–504. [Google Scholar] [CrossRef]
- Weber, R.; Graf, T.; Berger, P.; Onuseit, V.; Wiedenmann, M.; Freitag, C.; Feuer, A. Heat accumulation during pulsed laser materials processing. Opt. Express 2014, 22, 11312–11324. [Google Scholar] [CrossRef] [Green Version]
- Weber, R.; Graf, T.; Freitag, C.; Feuer, A.; Kononenko, T.; Konov, V.I. Processing constraints resulting from heat accumulation during pulsed and repetitive laser materials processing. Opt. Express 2017, 25, 3966–3979. [Google Scholar] [CrossRef] [PubMed]
- Temmler, A.; Pirch, N. Investigation on the mechanism of surface structure formation during laser remelting with modulated laser power on tool steel H11. Appl. Surf. Sci. 2020, 526, 146393. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N.; Luo, J.; Schleifenbaum, J.H.; Häfner, C.L. Numerical and experimental investigation on formation of surface structures in laser remelting for additive-manufactured Inconel 718. Surf. Coat. Technol. 2020, 403, 126370. [Google Scholar] [CrossRef]
- Pfefferkorn, F.E.; Morrow, J.D. Controlling surface topography using pulsed laser micro structuring. CIRP Ann. 2017, 66, 241–244. [Google Scholar] [CrossRef]
- Preußner, J.; Oeser, S.; Pfeiffer, W.; Temmler, A.; Willenborg, E. Microstructure and Residual Stresses of Laser Structured Surfaces. AMR 2014, 996, 568–573. [Google Scholar] [CrossRef] [Green Version]
- Preußner, J.; Oeser, S.; Pfeiffer, W.; Temmler, A.; Willenborg, E. Microstructure and residual stresses of laser remelted surfaces of a hot work tool steel. IJMR 2014, 105, 328–336. [Google Scholar] [CrossRef]
- Spranger, F.; de Oliveira Lopes, M.; Schirdewahn, S.; Degner, J.; Merklein, M.; Hilgenberg, K. Microstructural evolution and geometrical properties of TiB2 metal matrix composite protrusions on hot work tool steel surfaces manufactured by laser implantation. Int. J. Adv. Manuf. Technol. 2020, 106, 481–501. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material/ Element | M2 | zR [mm] | Φ [mmrad] | DoF [mm] | M | N·M |
|---|---|---|---|---|---|---|
| Q100 | 5.90 | 3.16 | 50.27 | 1.0 | 4.50 | 4.61 |
| Q200 | 9.31 | 4.15 | 55.12 | 1.3 | 6.89 | 6.93 |
| Q400 | 16.4 | 10.7 | 45.44 | 3.4 | 8.23 | 8.44 |
| Material/ Element 1 | C | Si | Cr | Mo | Mn | V | Fe |
|---|---|---|---|---|---|---|---|
| AISI D2 | 1.56 | 0.4 | 11.86 | 0.83 | 0.38 | 0.84 | Bal. |
| Dev. | ±0.1 | ±0.1 | ±0.45 | ±0.2 | ±0.1 | ±0.1 | - |
| Process Parameter | Q100 | Q200 | Q400 |
|---|---|---|---|
| Repetition rate frep | 20 kHz | 20 kHz | 20 kHz |
| Side length of laser beam dL [µm] | 100 | 200 | 400 |
| Scanning velocity vscan [mm/s] | 200 | 400 | 800 |
| Spot offset dx [µm] | 10 | 20 | 40 |
| Track offset dy [µm] | 10 | 20 | 40 |
| Fluence F [J/cm2] | 4–12 | 4–12 | 4–12 |
| Pulse energy EP [mJ] | 0.4–1.2 | 1.6–4.8 | 6.4–19.2 |
| Laser power PL [W] | 8–24 | 32–96 | 128–384 |
| Area rate [cm2/min] | 1.2 | 4.8 | 19.2 |
| Inclination angle β [°] | 0 | 0 | 0 |
| Shielding gas | Ar + O2 | Ar + O2 | Ar + O2 |
| Residual oxygen c(O2) [ppm] | 1000 | 1000 | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Temmler, A.; Cortina, M.; Ross, I.; Küpper, M.E.; Rittinghaus, S.-K. Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate. Metals 2021, 11, 1445. https://doi.org/10.3390/met11091445
Temmler A, Cortina M, Ross I, Küpper ME, Rittinghaus S-K. Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate. Metals. 2021; 11(9):1445. https://doi.org/10.3390/met11091445
Chicago/Turabian StyleTemmler, André, Magdalena Cortina, Ingo Ross, Moritz E. Küpper, and Silja-Katharina Rittinghaus. 2021. "Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate" Metals 11, no. 9: 1445. https://doi.org/10.3390/met11091445
APA StyleTemmler, A., Cortina, M., Ross, I., Küpper, M. E., & Rittinghaus, S.-K. (2021). Laser Micro Polishing of Tool Steel 1.2379 (AISI D2): Influence of Intensity Distribution, Laser Beam Size, and Fluence on Surface Roughness and Area Rate. Metals, 11(9), 1445. https://doi.org/10.3390/met11091445