
Analysis of the Process Parameters, Post-Weld Heat Treatment and Peening Effects on Microstructure and Mechanical Performance of Ti–Al Dissimilar Laser Weldings



 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Experimental Methods
3. Results and Discussion
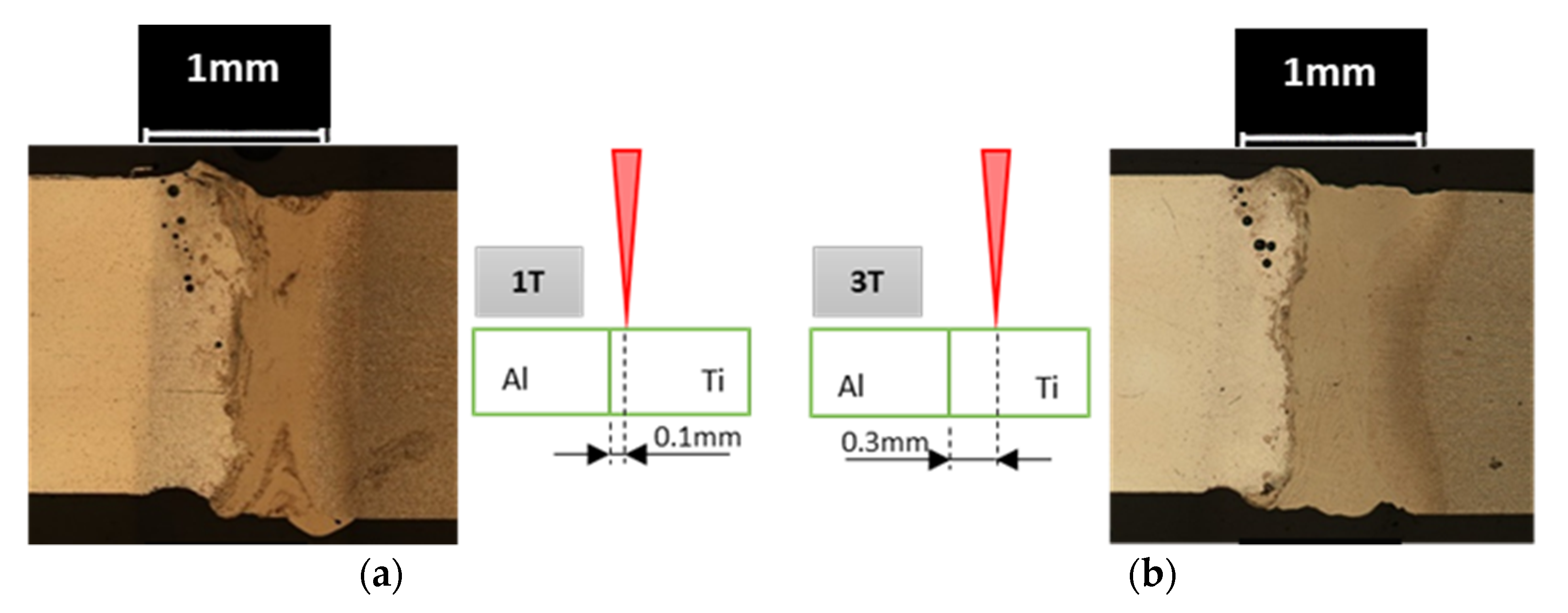
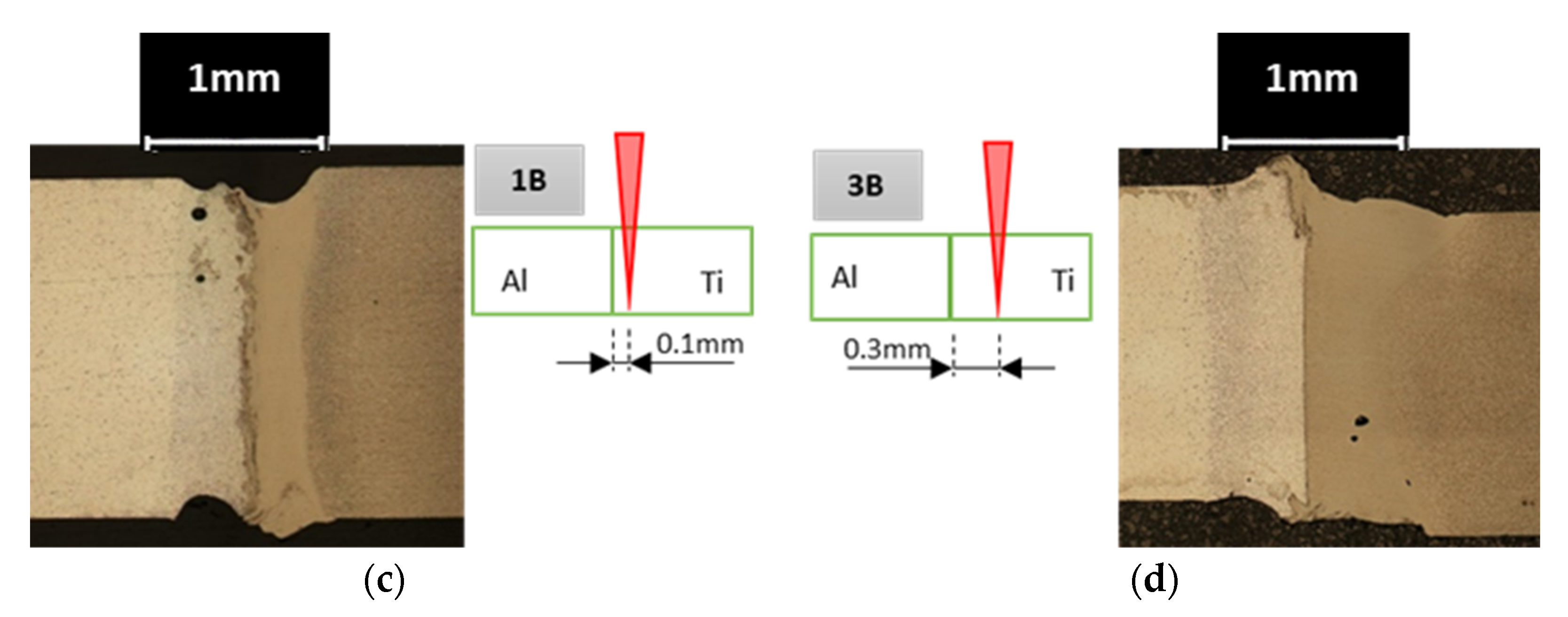
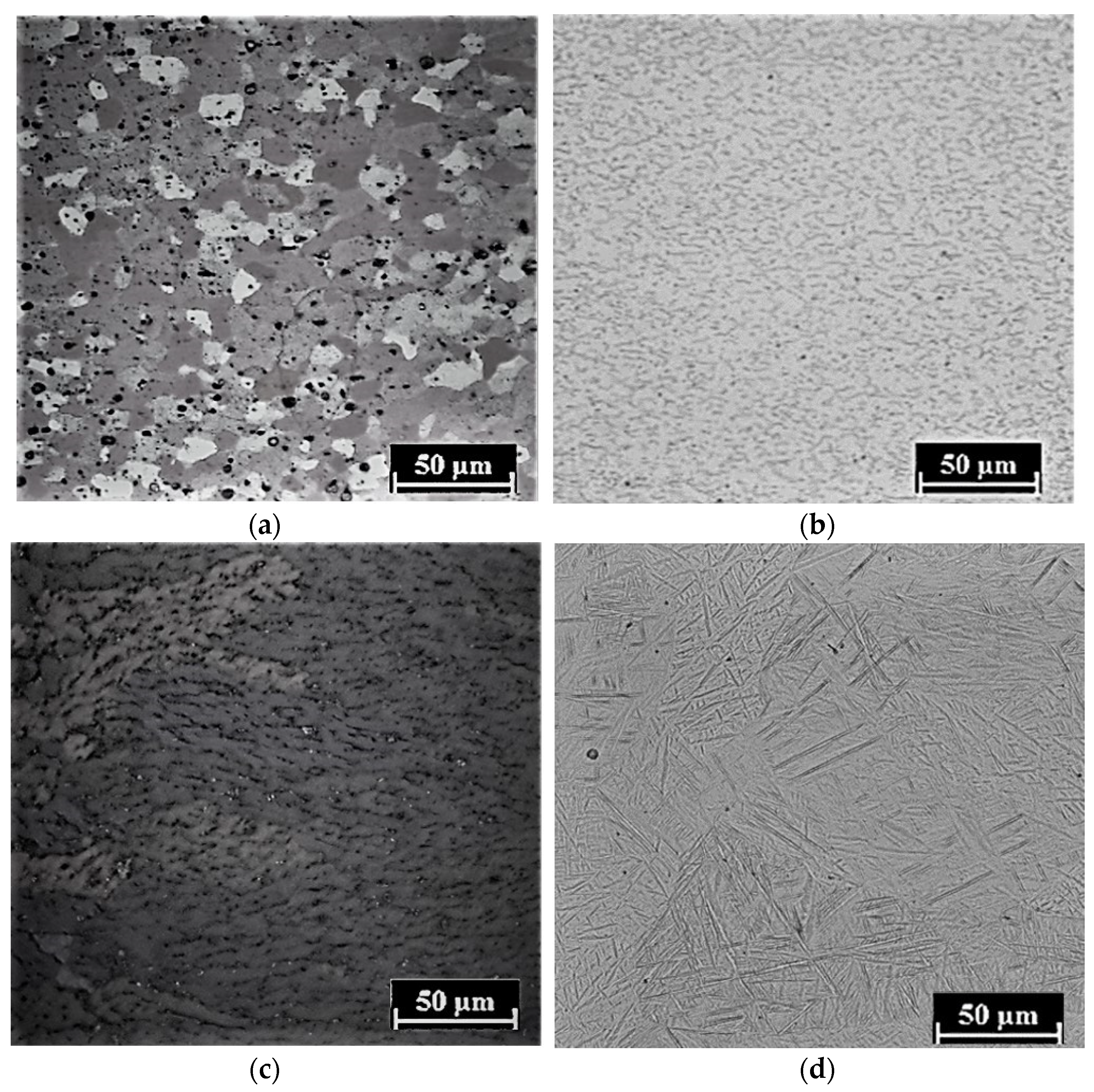
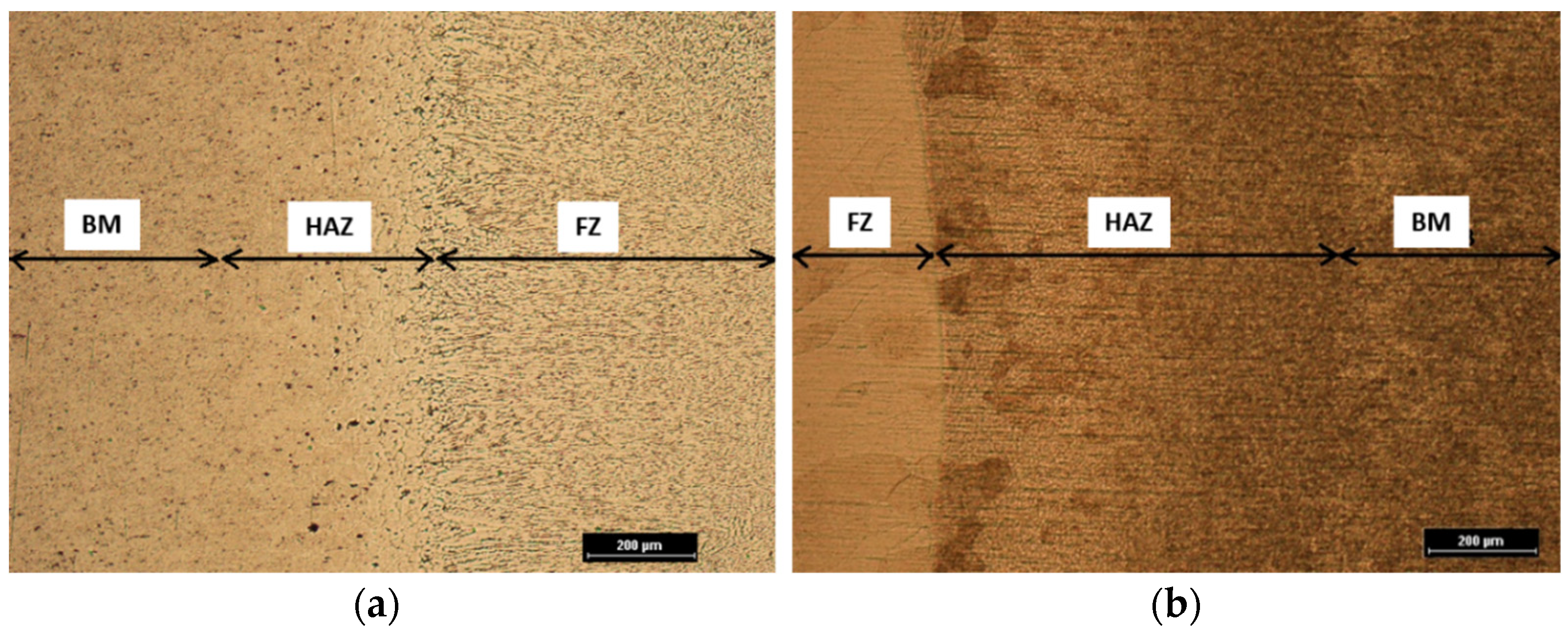
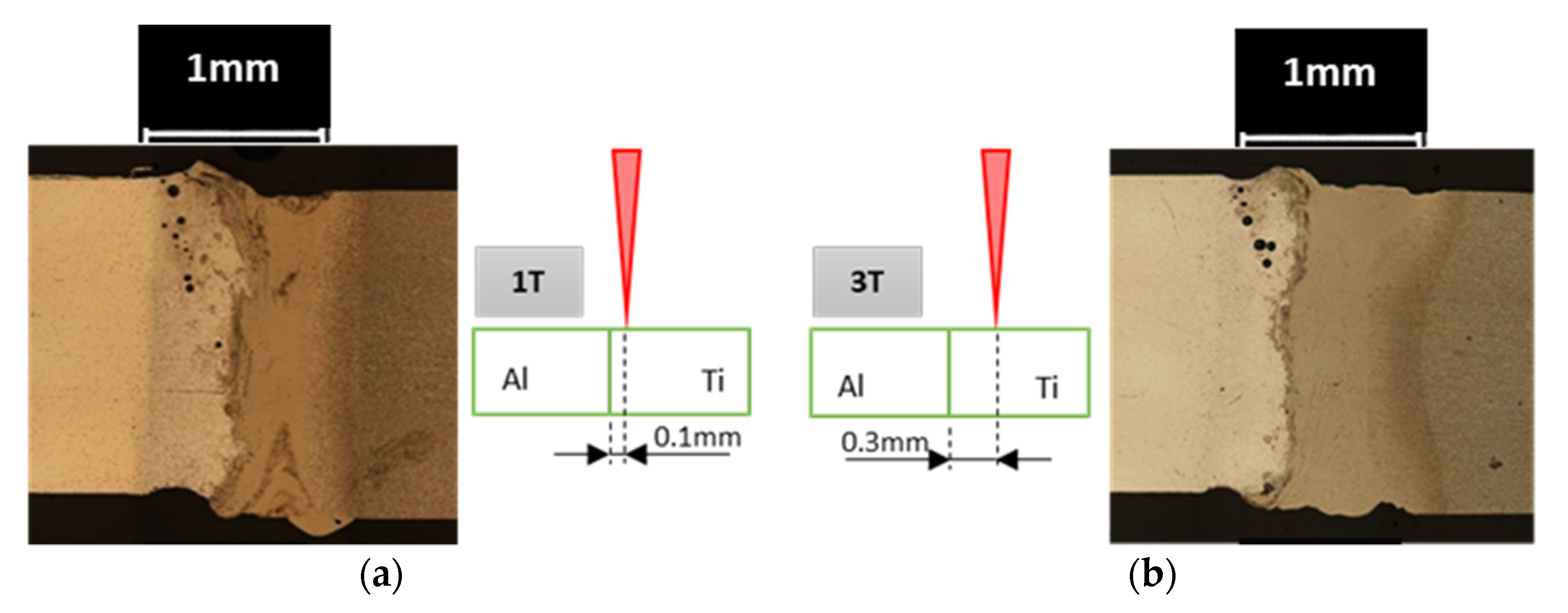
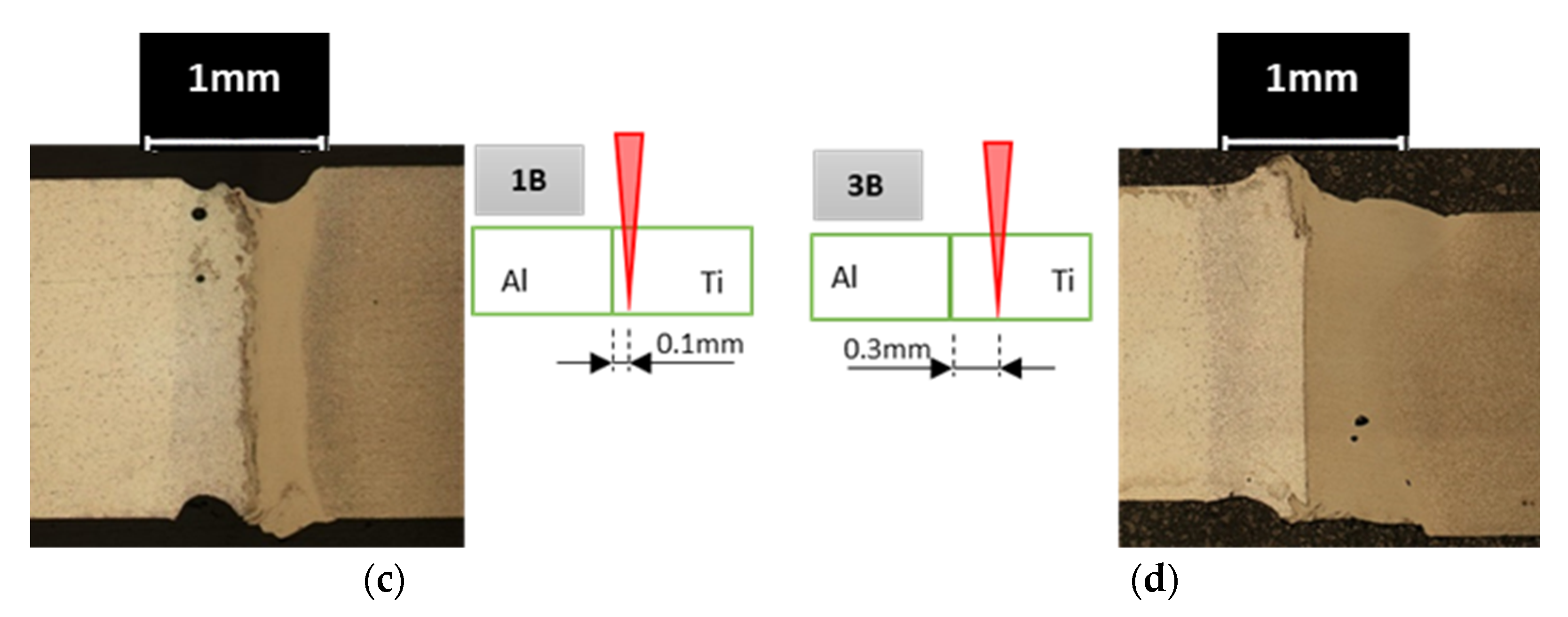
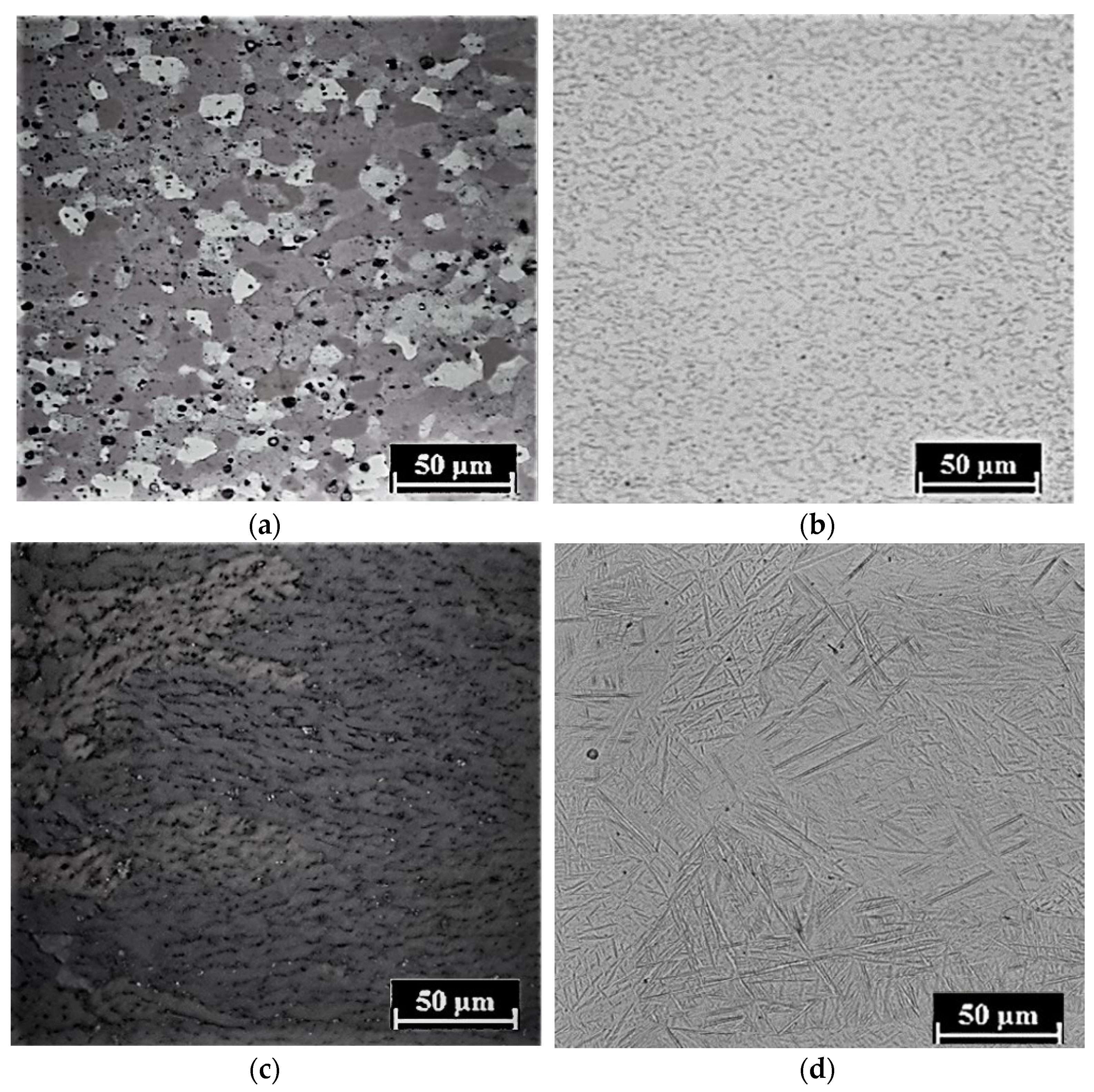
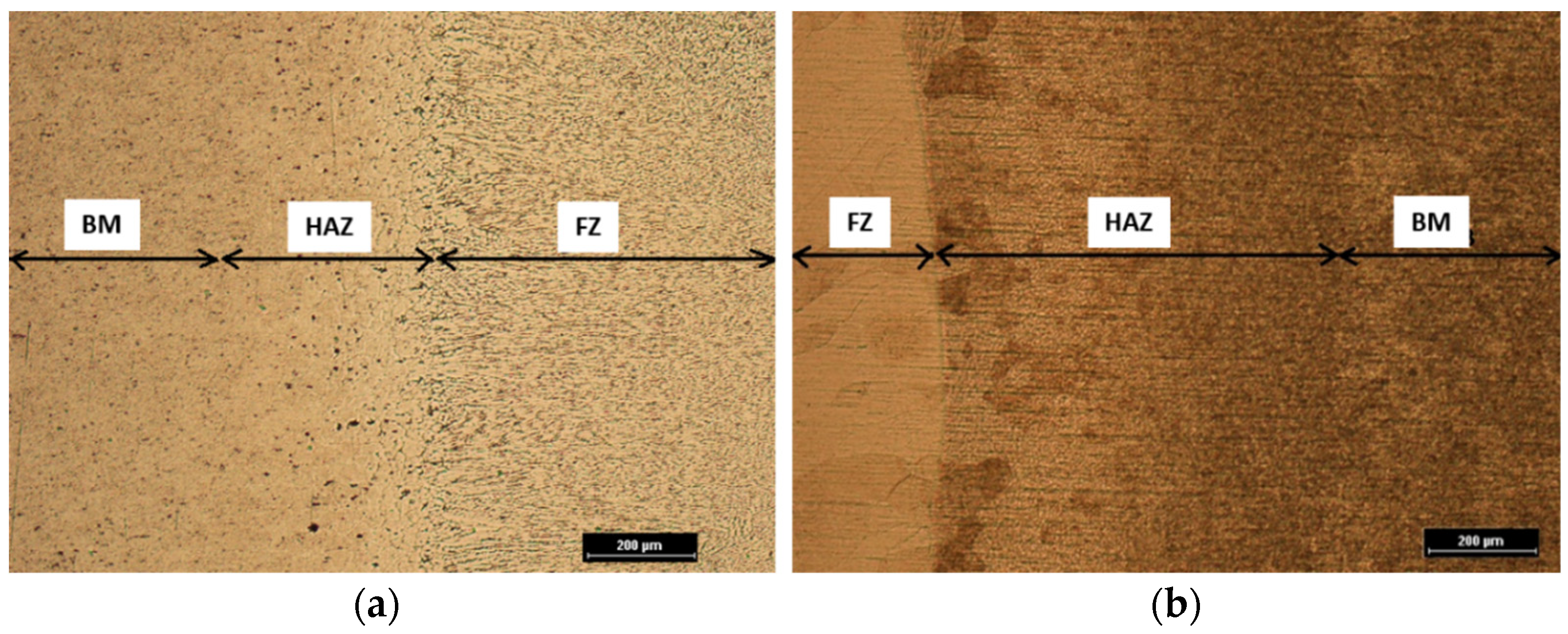
3.1. Analysis of Welds Macrostructure and Microstructure
3.2. Intermetallic Layer and Geometry of Welds Fusion Zones
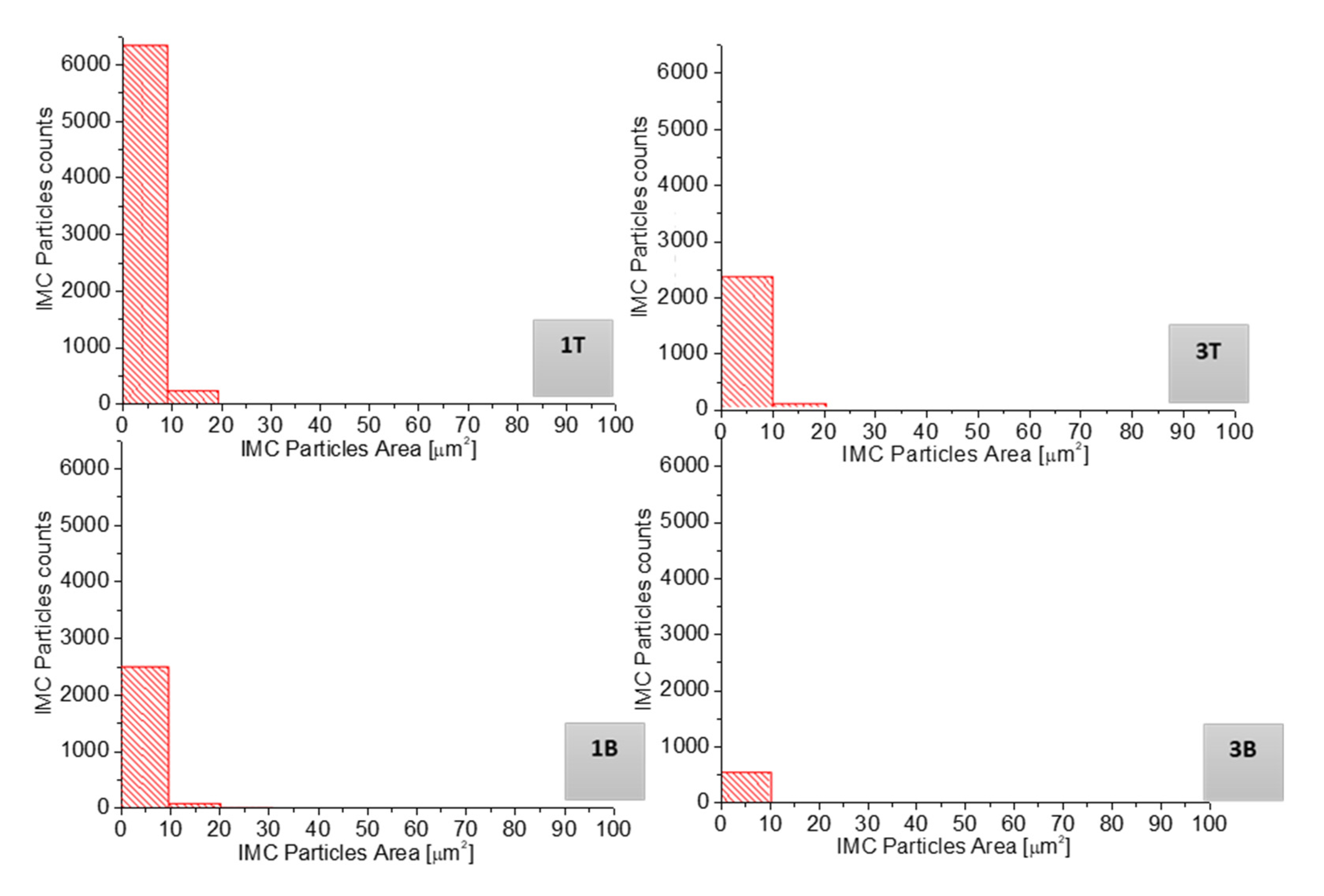
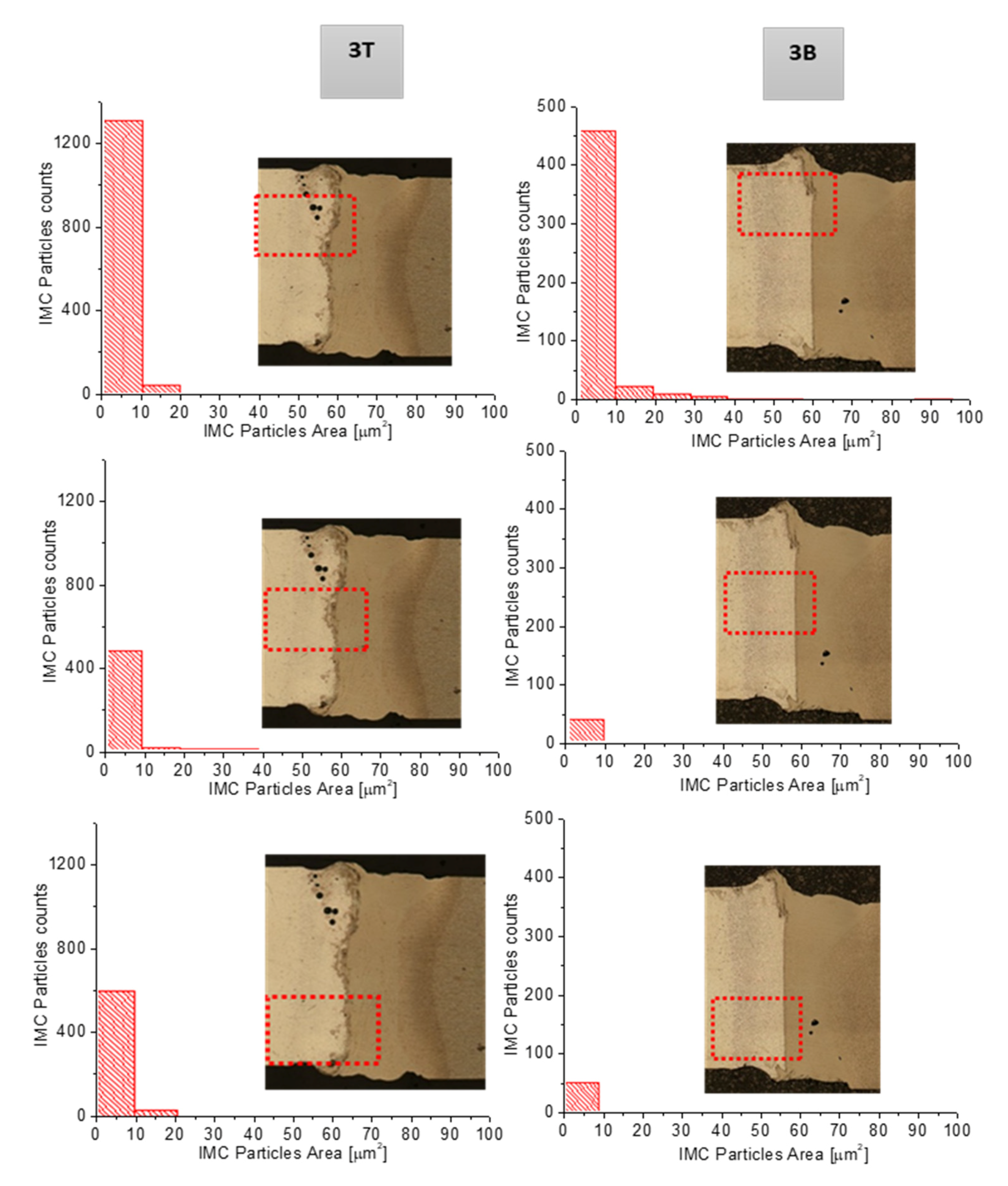
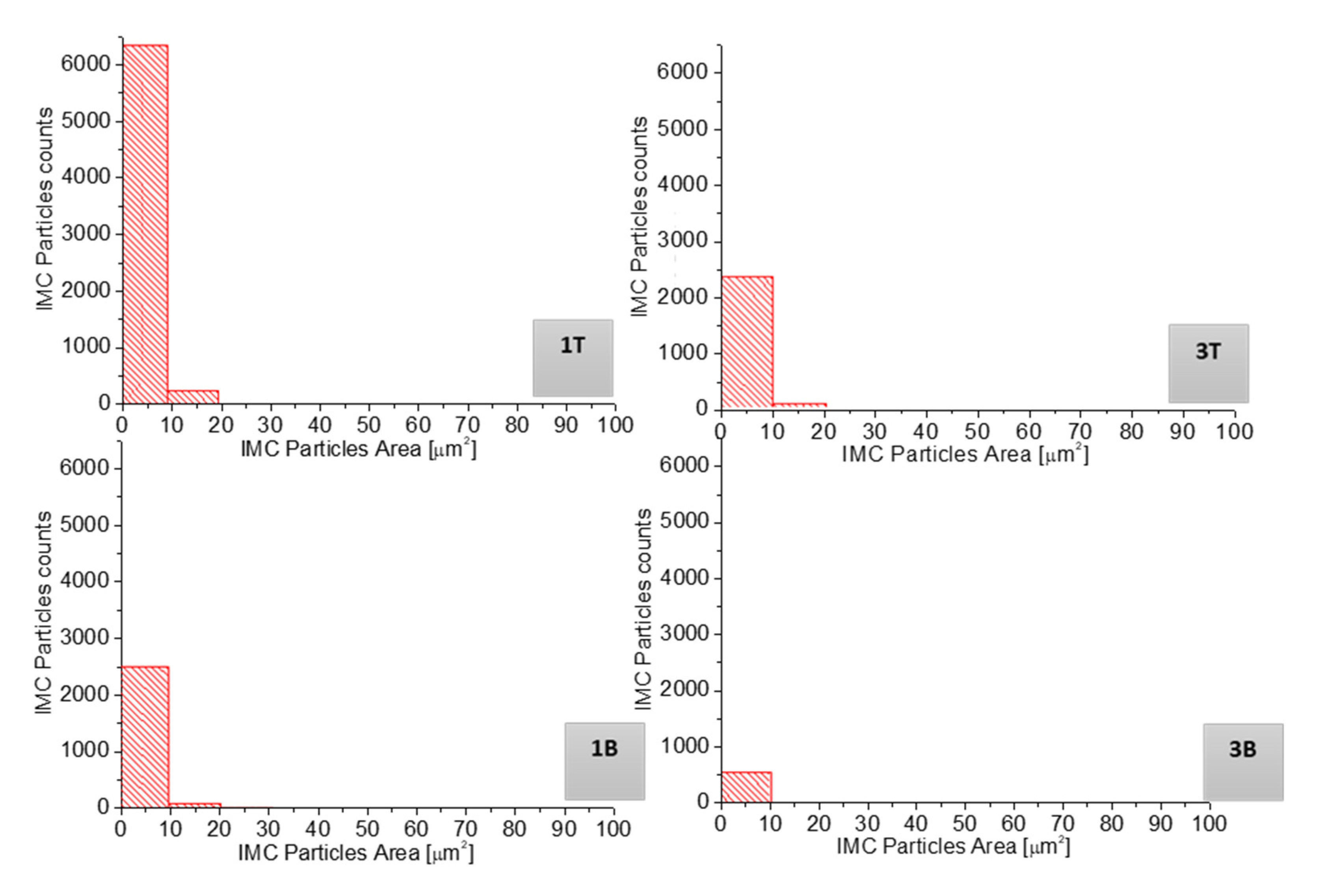
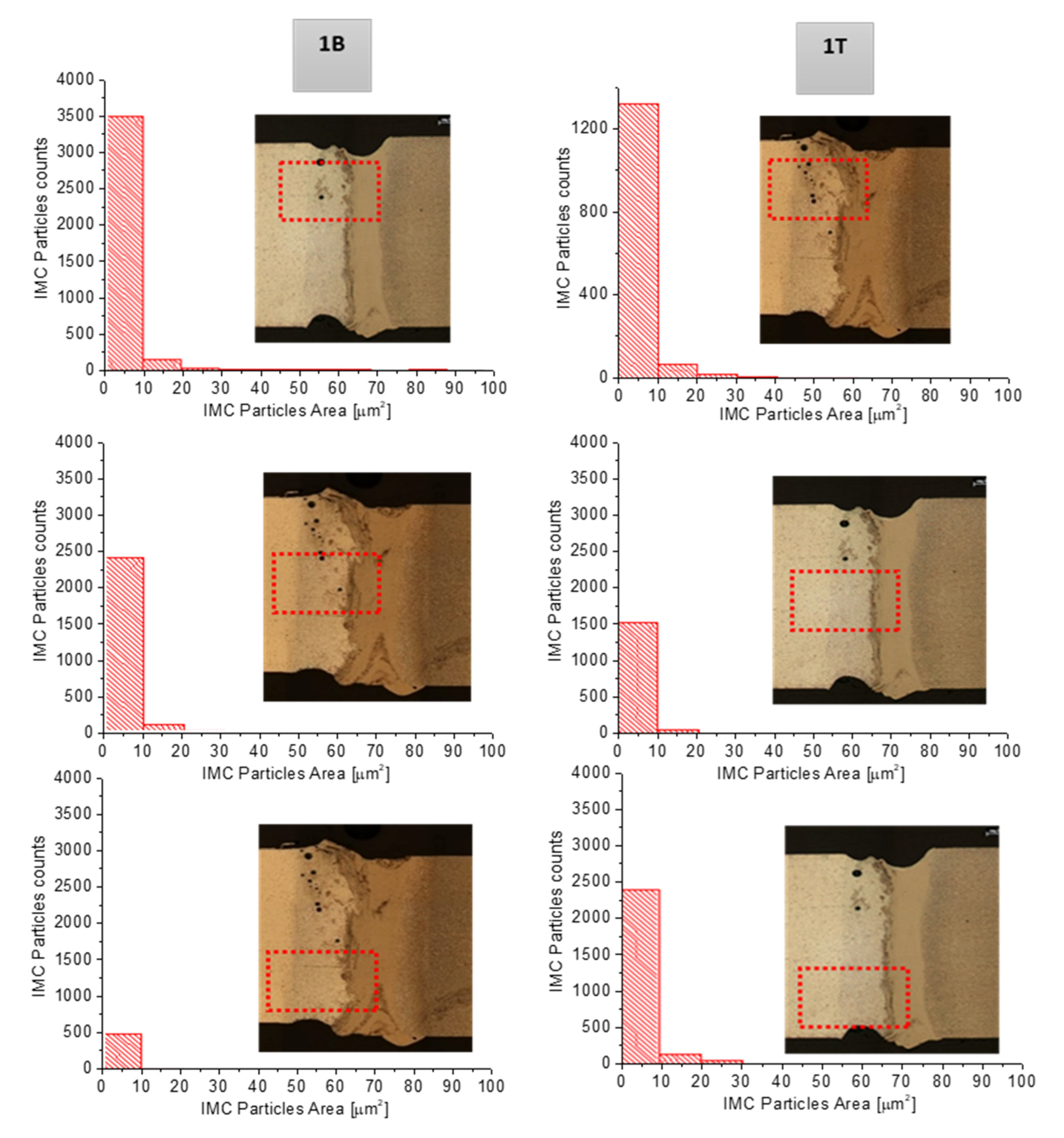
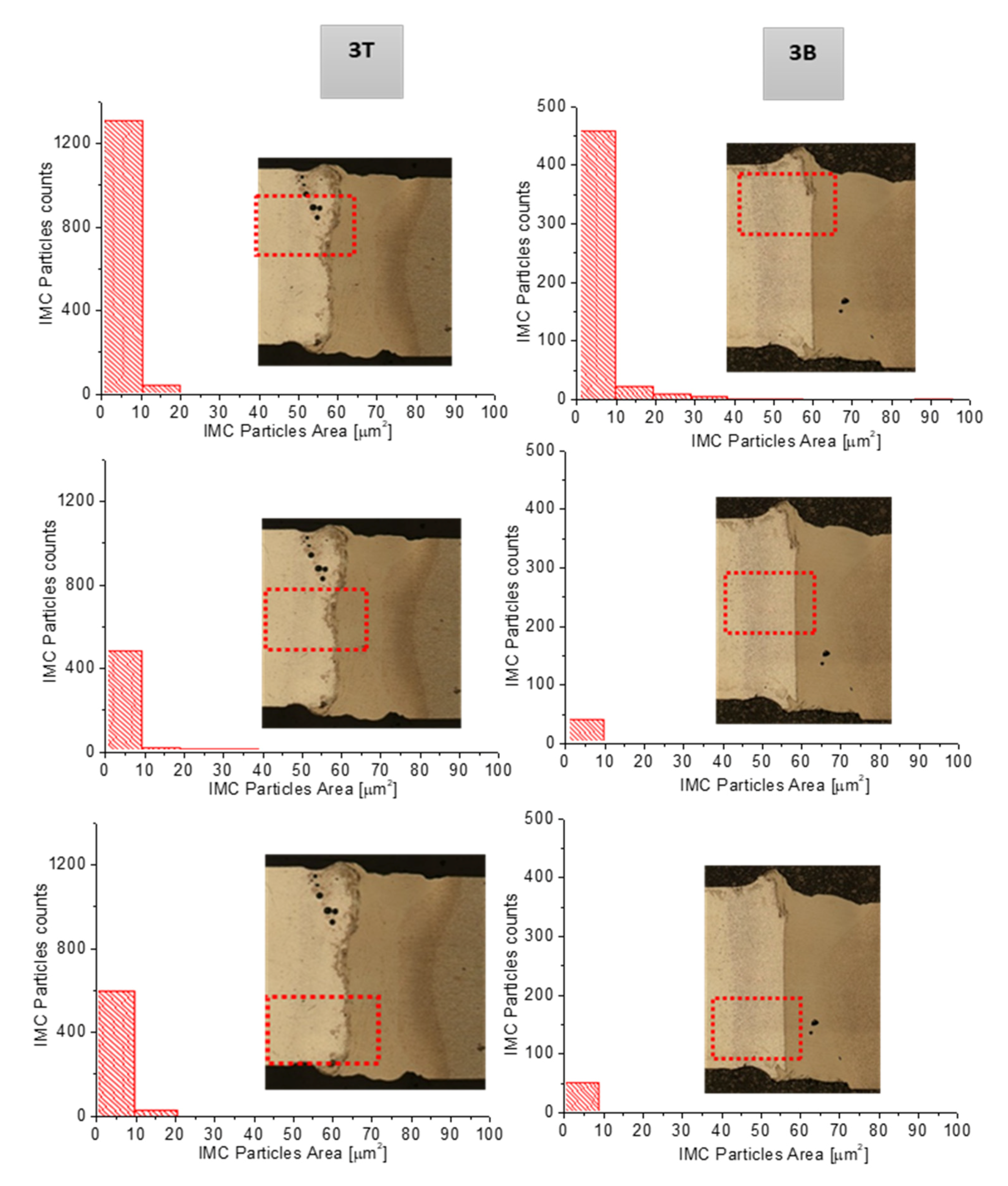
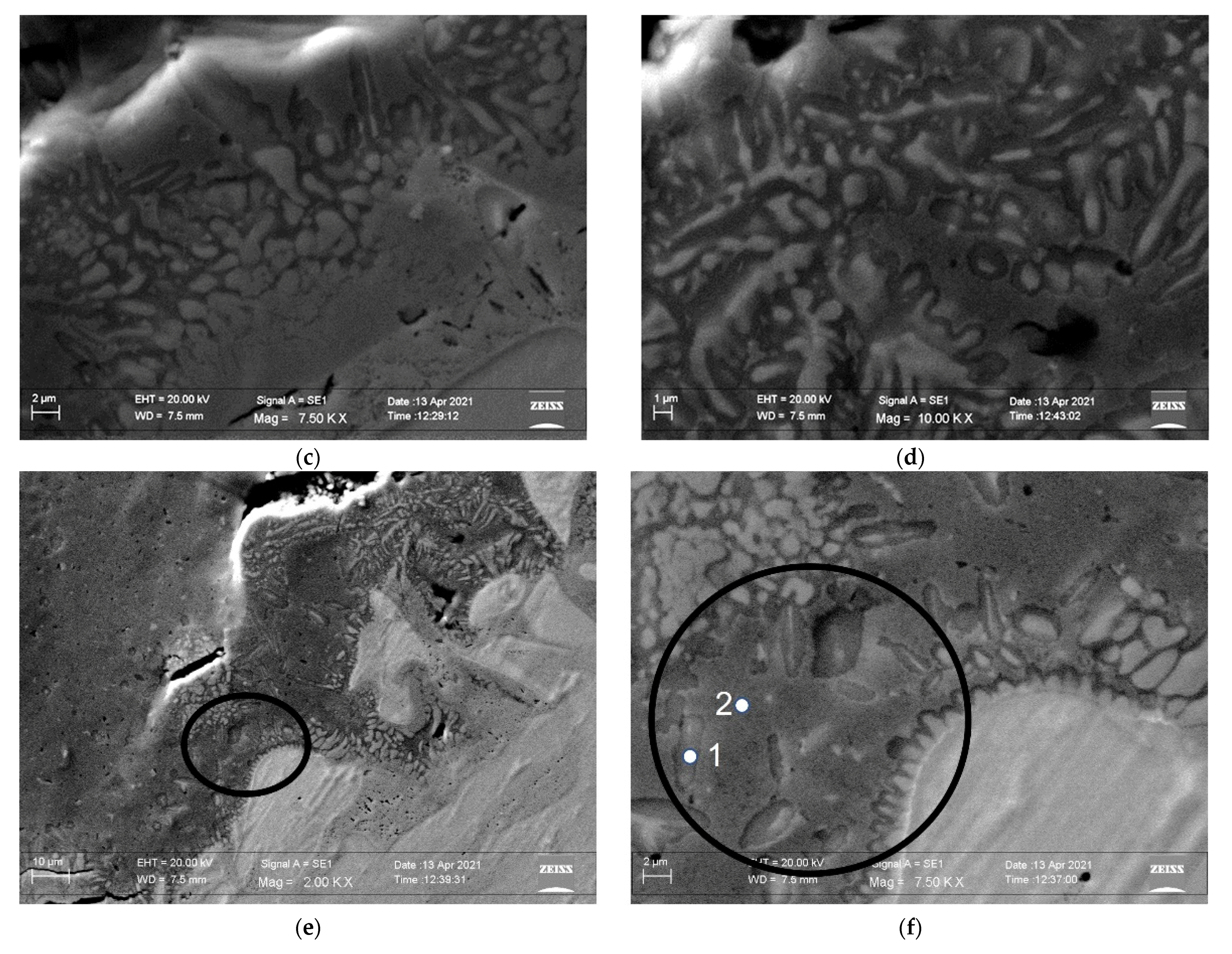
3.3. Intermetallic Particles: Count and Distribution
3.4. Mechanical Properties: Microhardness and Tensile Test of the as Welded Samples
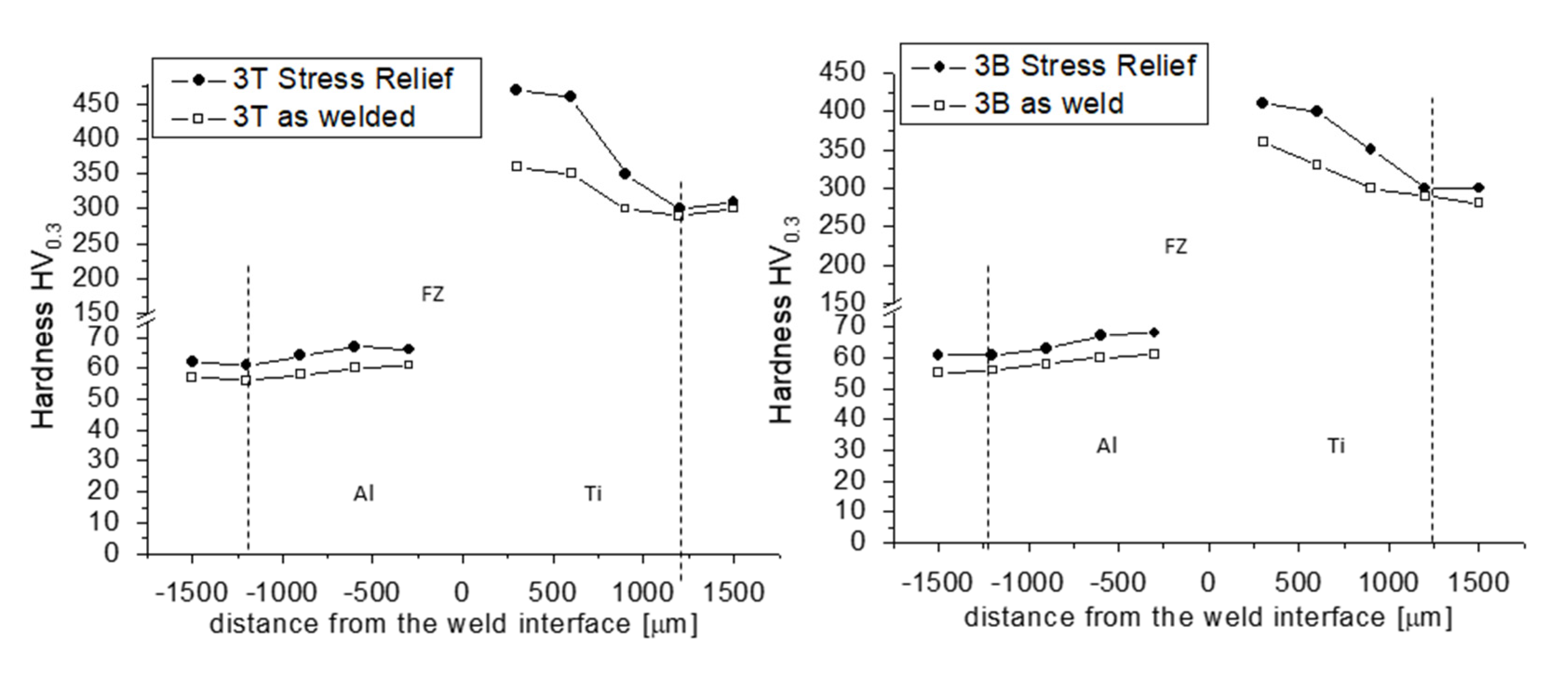
3.5. Microstructural Evolution and Mechanical Properties due to SRHT
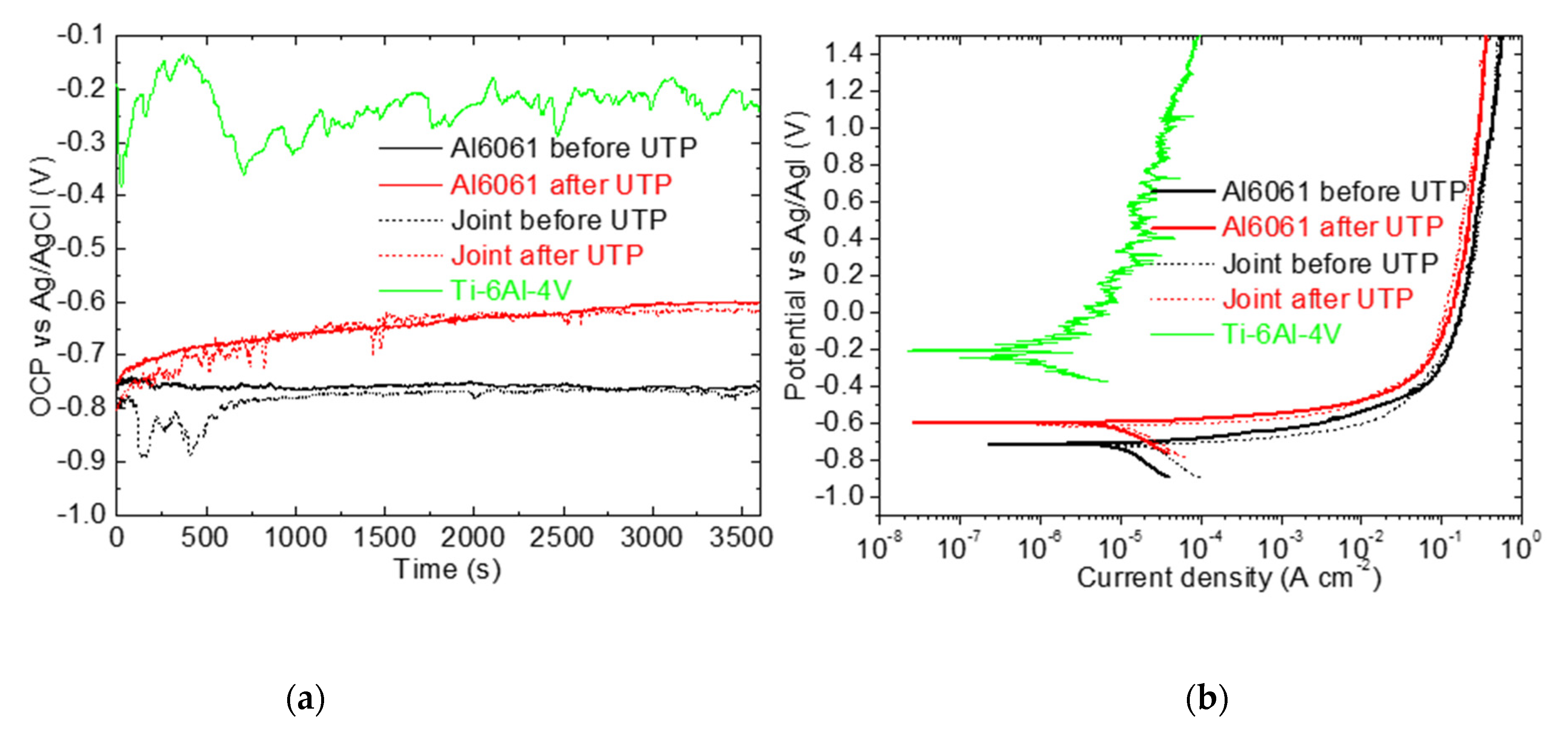
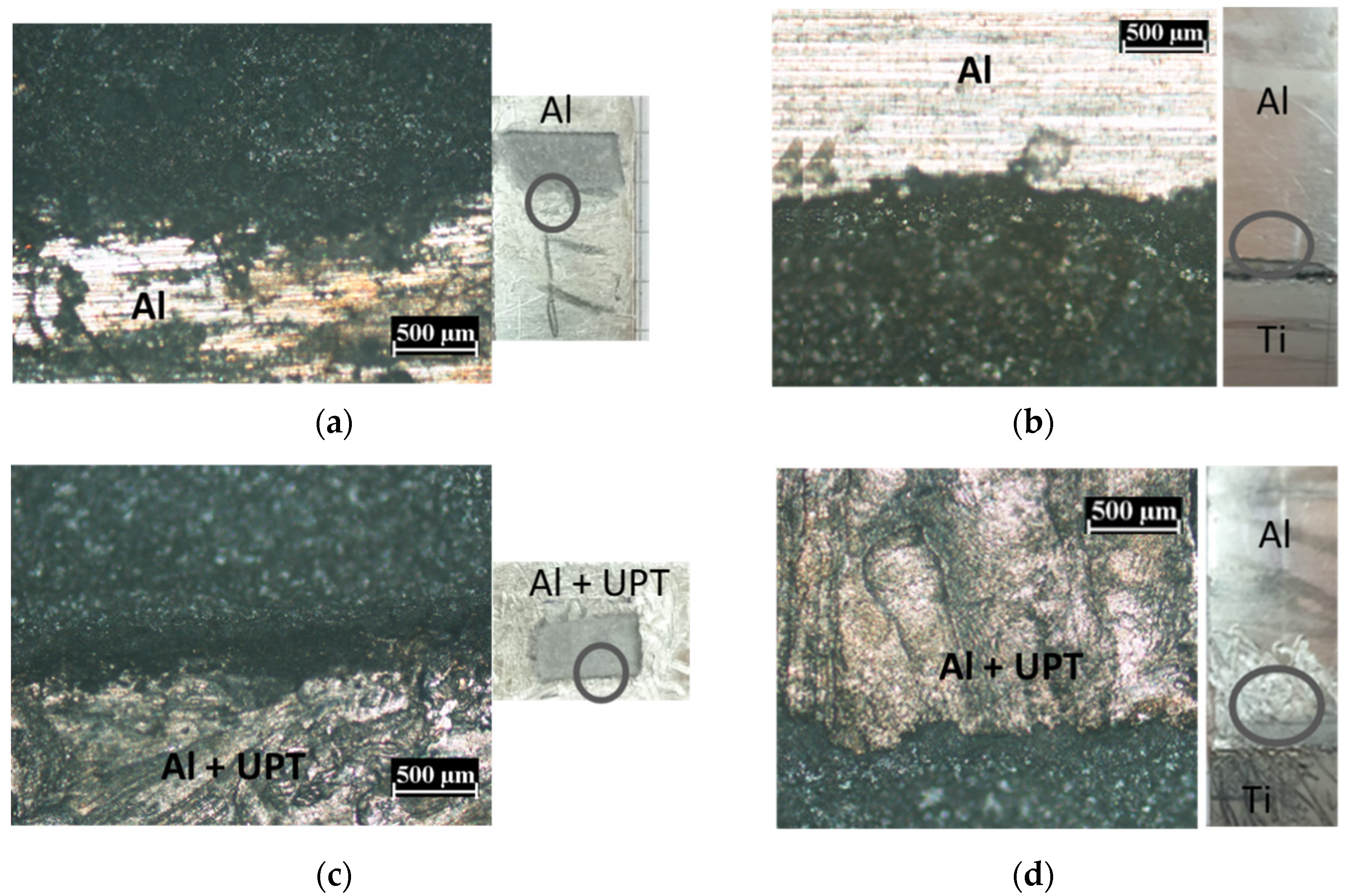
3.6. Role of UPT on Tensile Properties and Corrosion Resistance
4. Conclusions
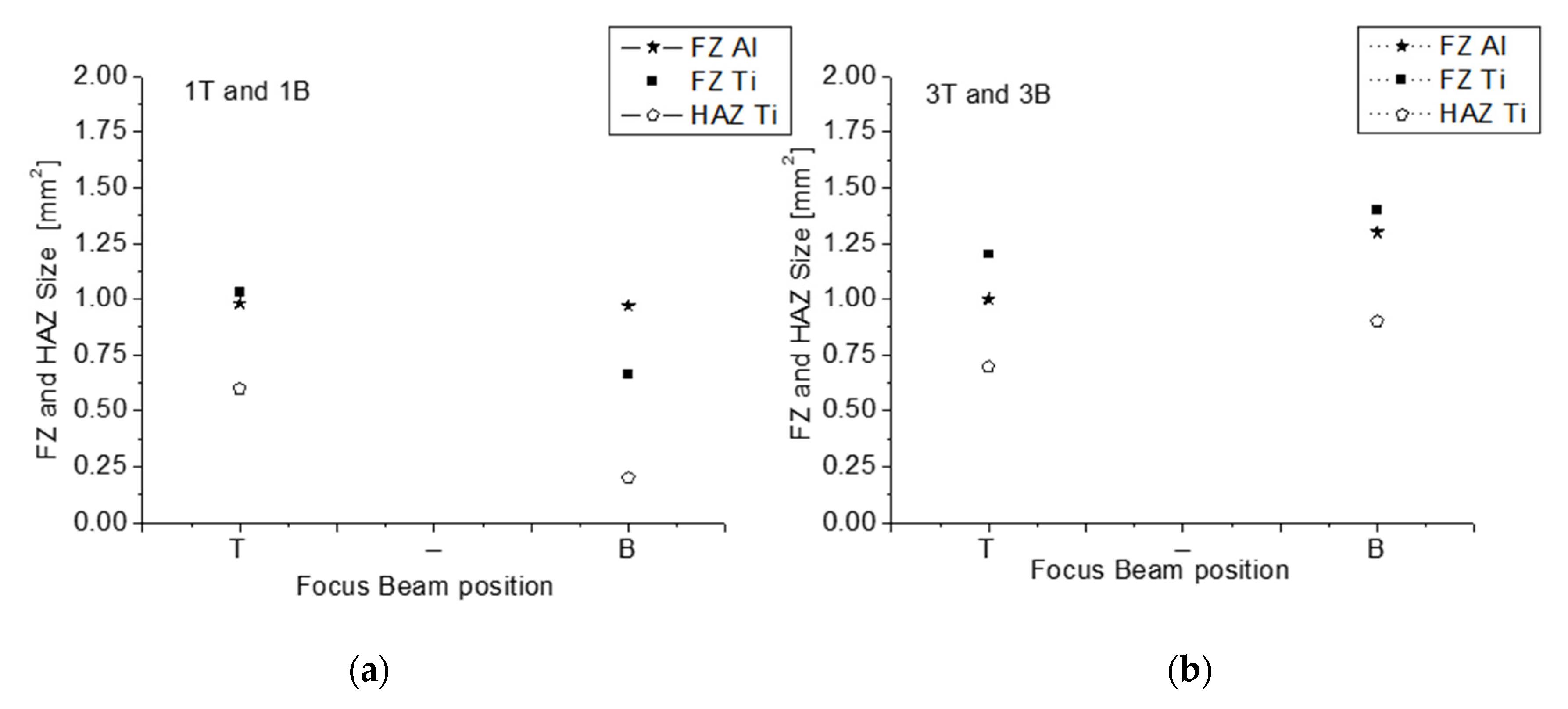
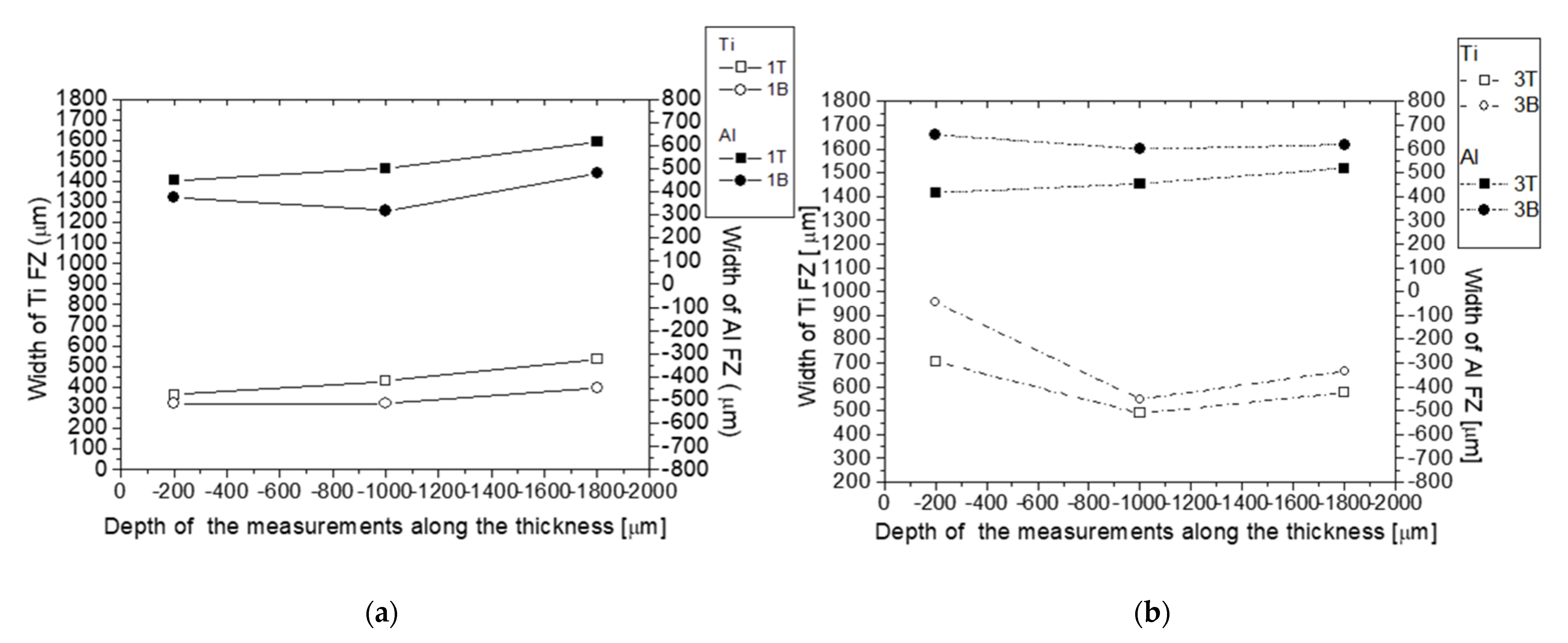
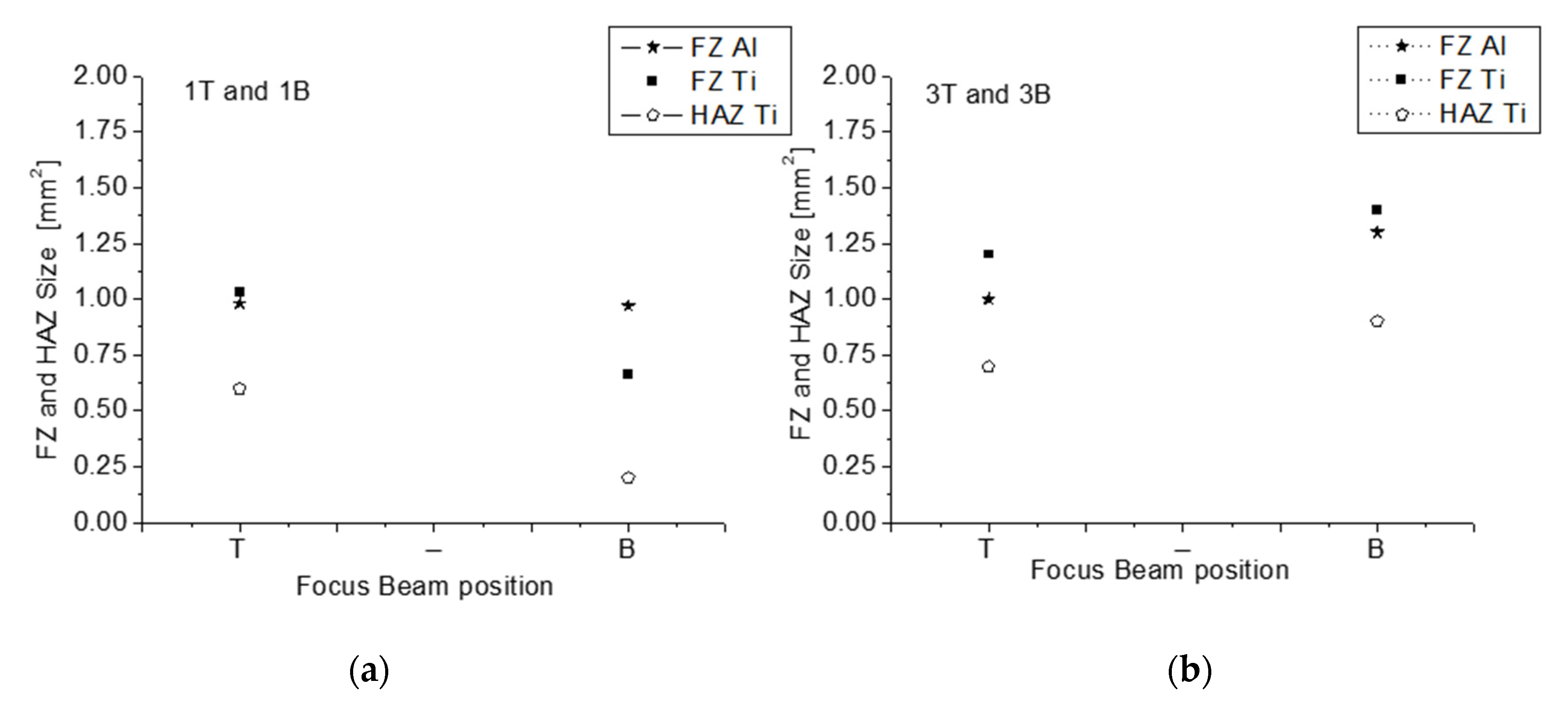
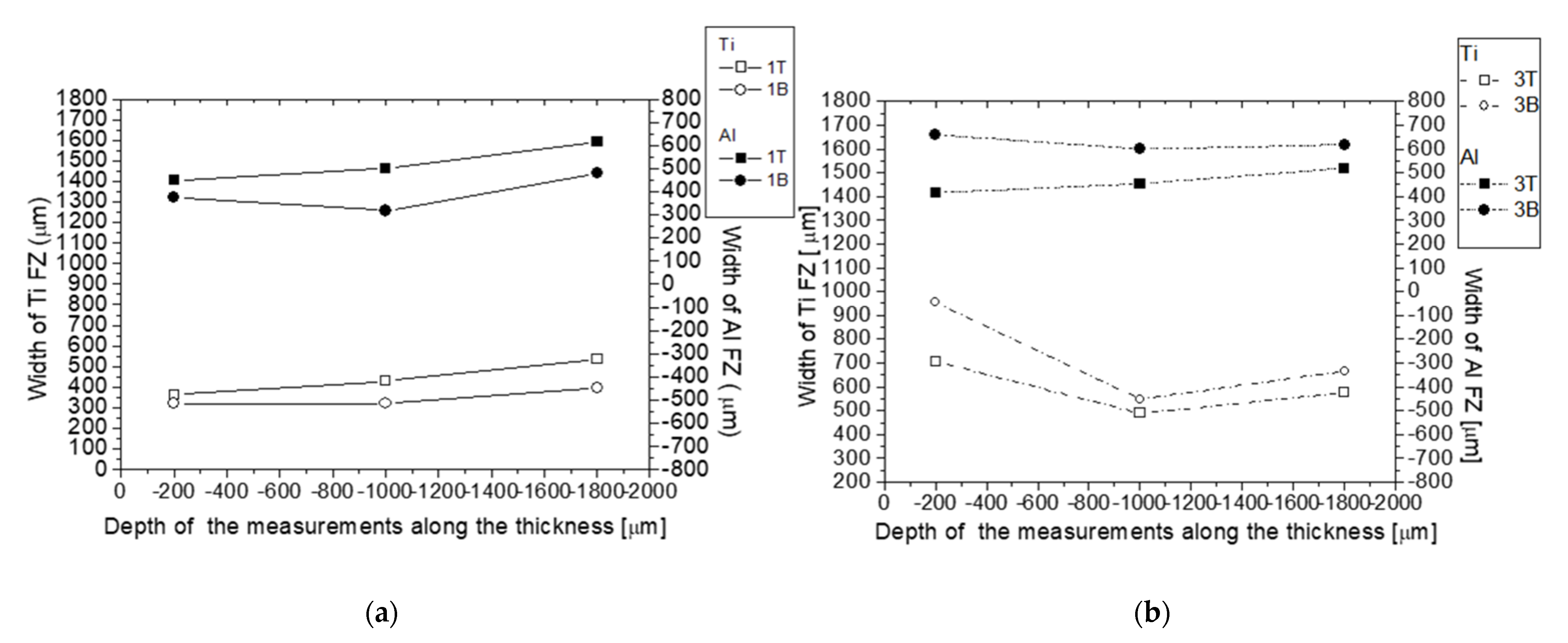
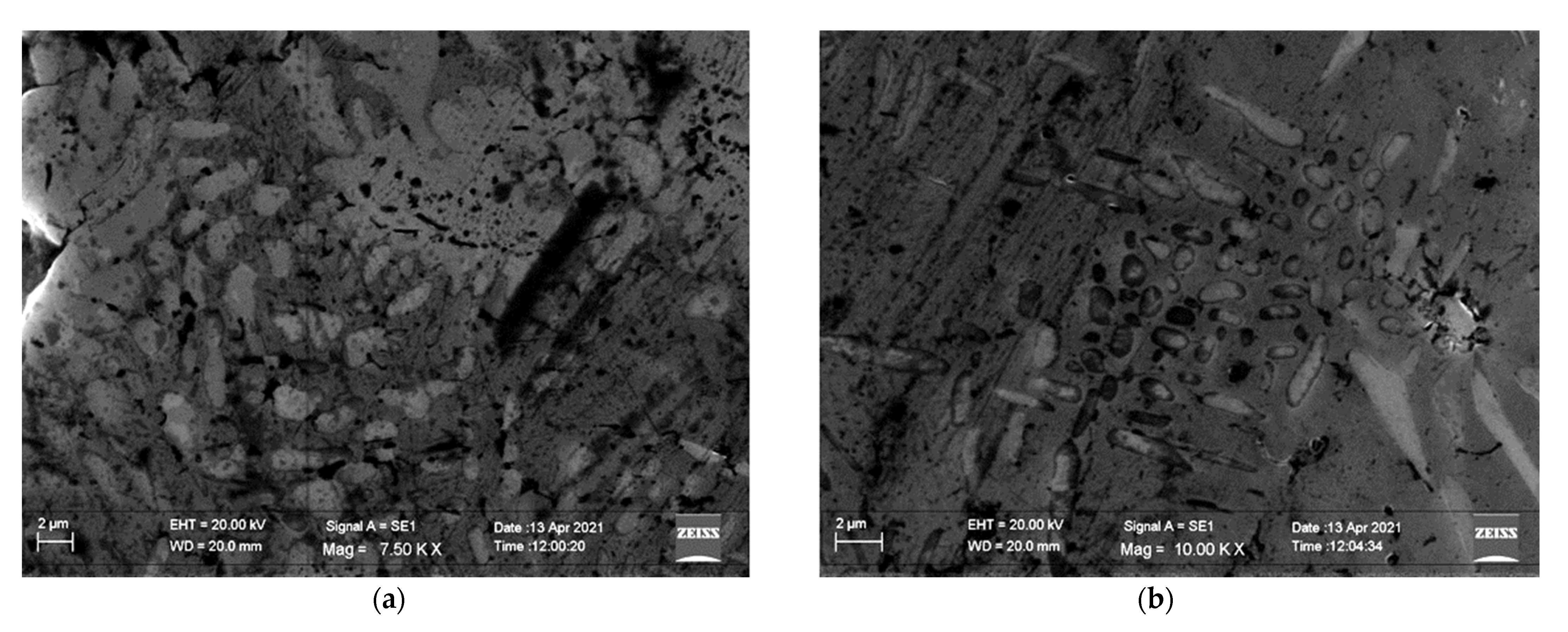
- All the analyzed joints exhibit martensitic microstructure in the Ti fused zone and partially martensitic microstructure in Ti heat-affected zone. The Al fused zone was columnar dendritic. The size of those zones decreased with decreasing laser offset. The negative defocusing strengthens the effect of the laser offset by decreasing the size of the fused zones as the laser offset decreases and by increasing the size of the fused zones as the laser offset increases. Therefore, the highest size was observed for the joint 3B. Specifically, the fusion zone size for the 3B weld was close to 1.4 mm2 for both Al and Ti size.
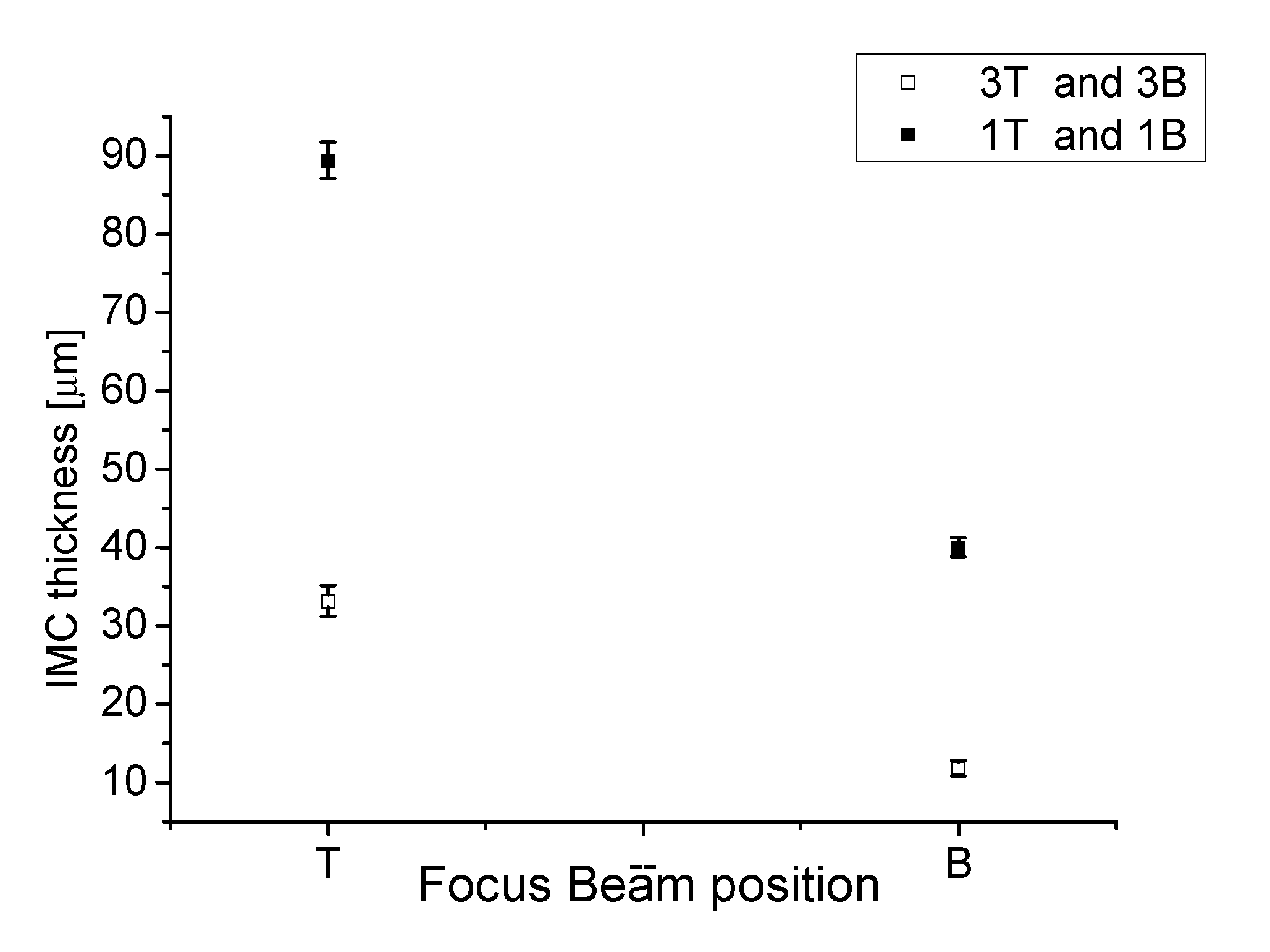
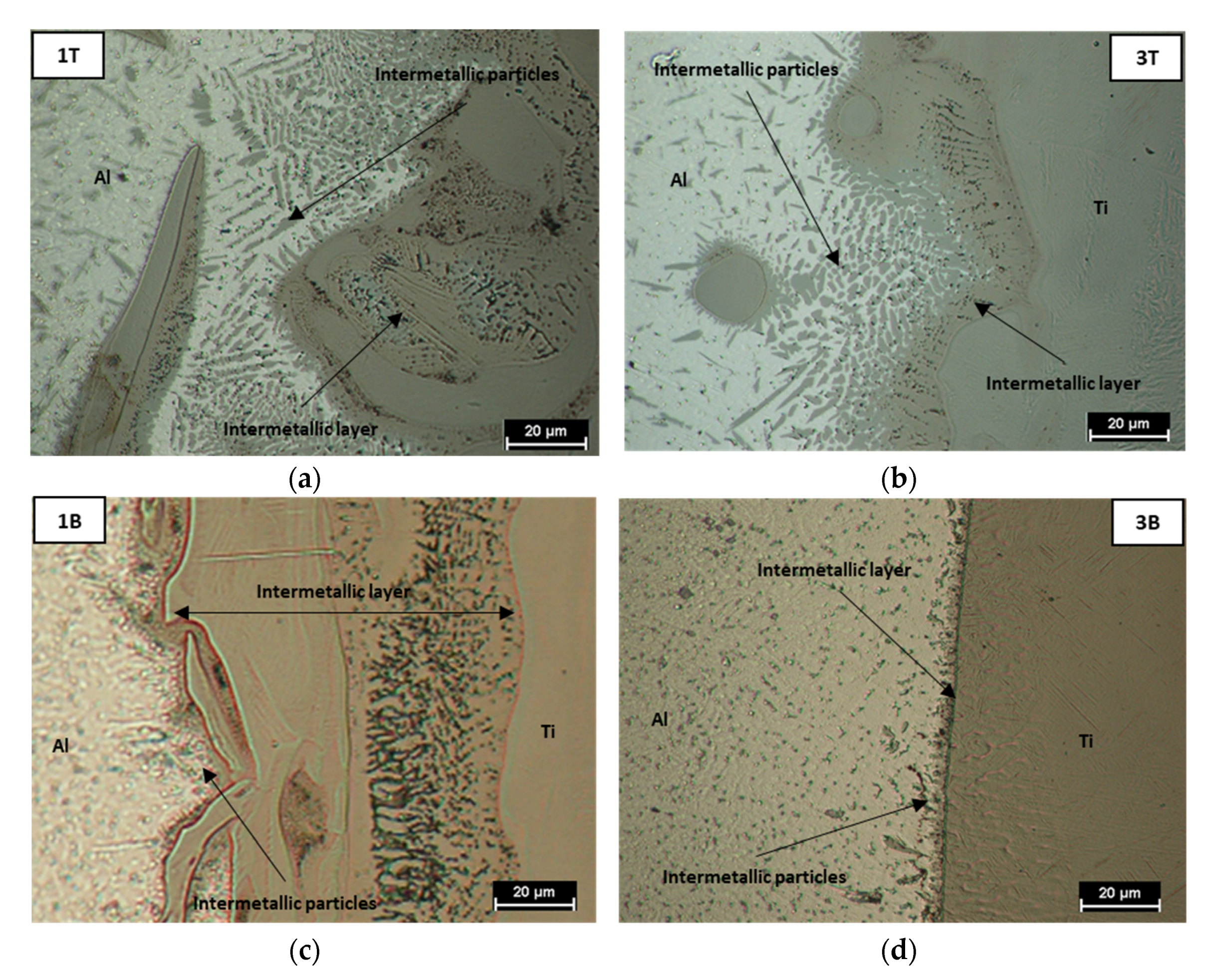
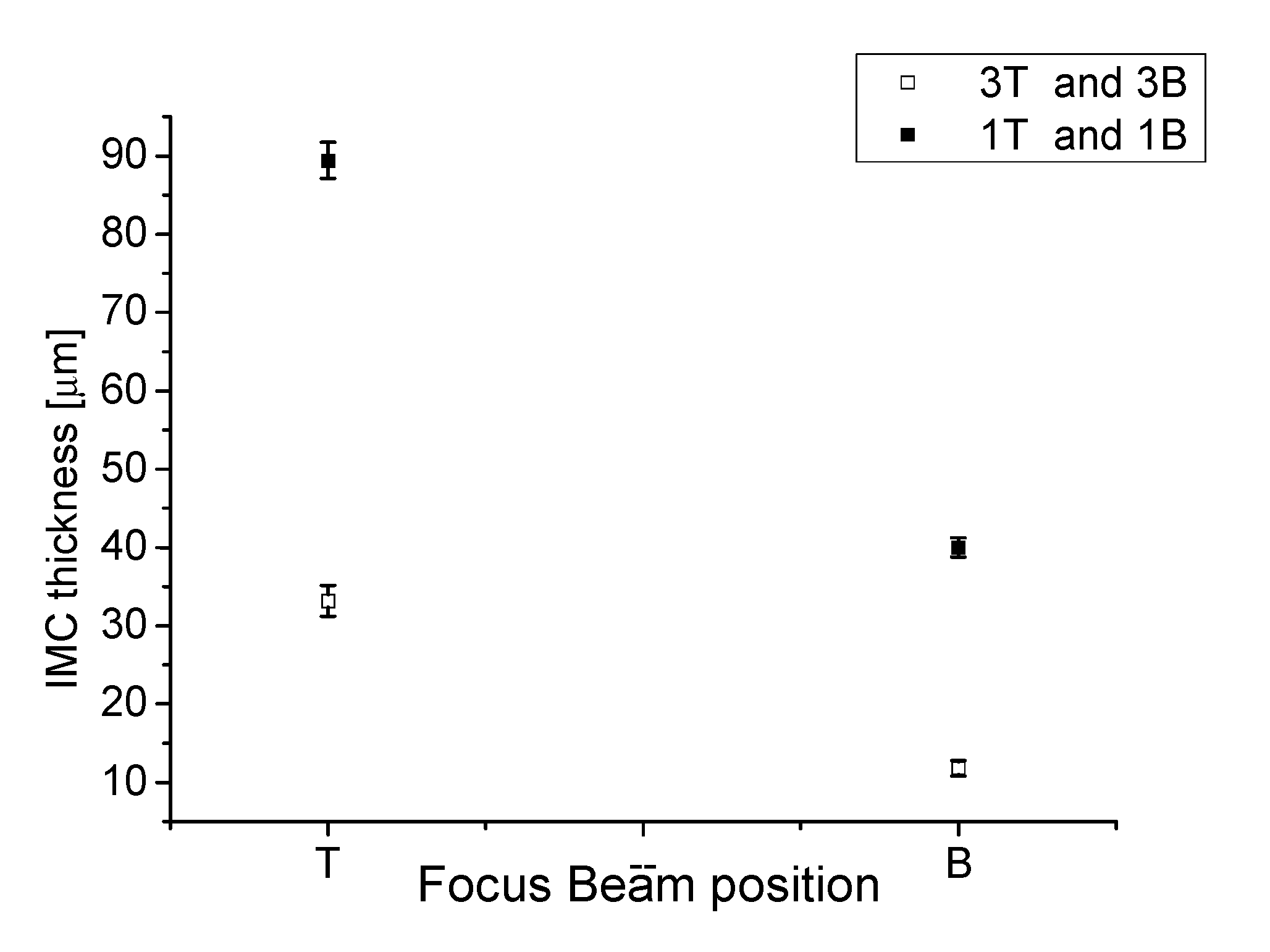
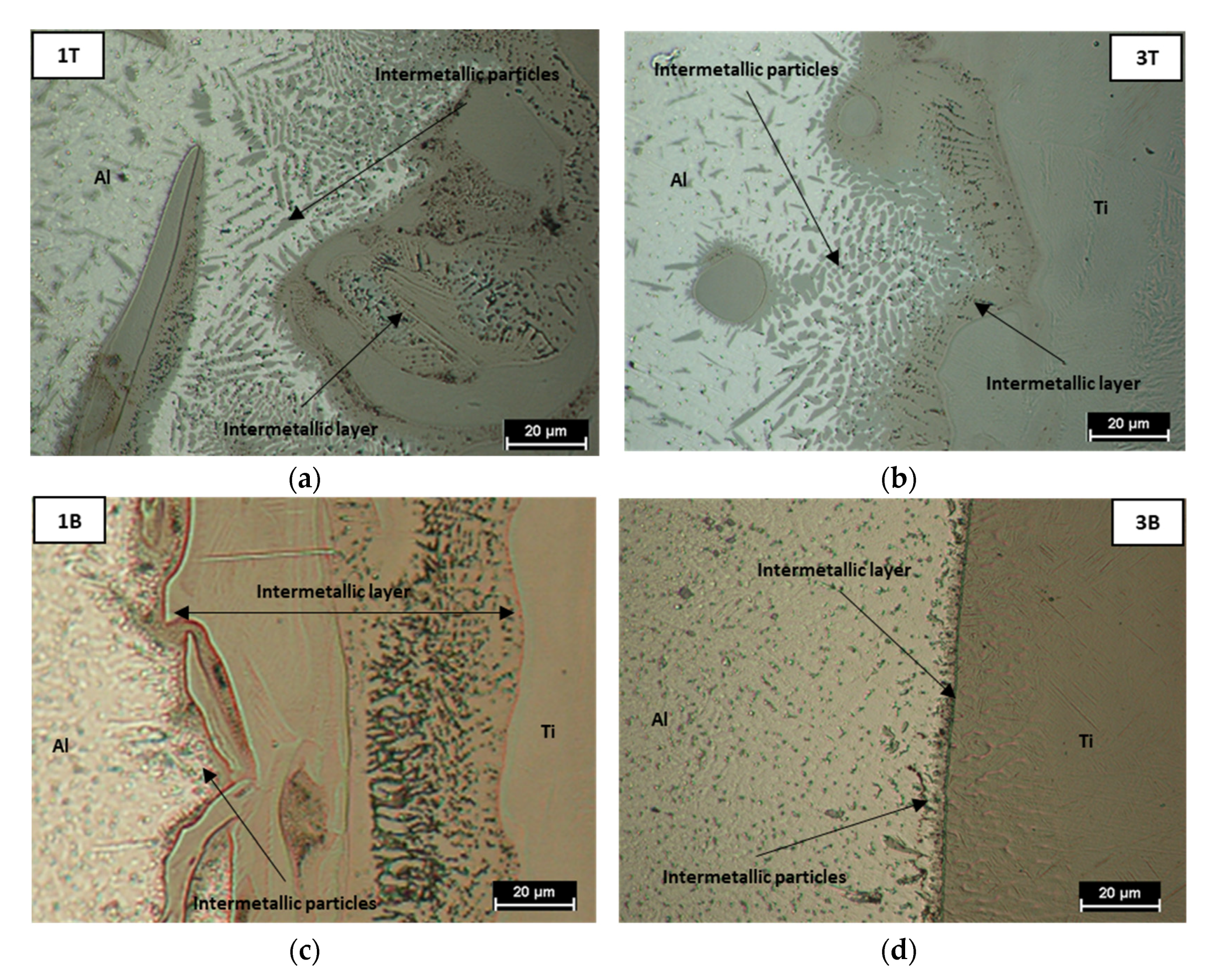
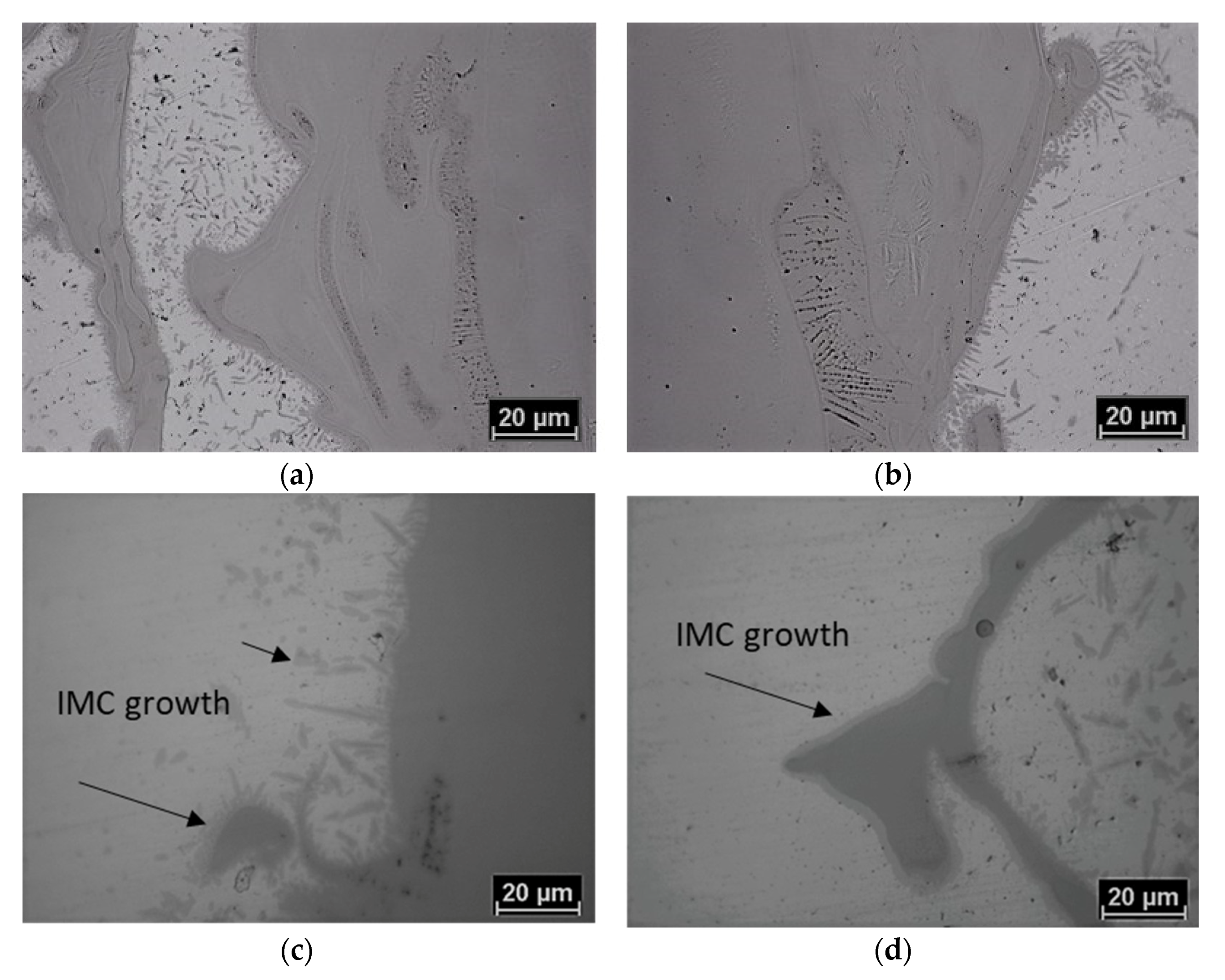
- The thickness and shape of the intermetallic layer, as well as the number of the intermetallic particles, varied with both defocusing and the laser offset. The layer was flatter and less thick in the case of negative defocusing and laser offset increased due to the lower peak temperature at the interface and reduced mixing. Therefore, the lowest size, equal to 12 μm, was found in the 3B joint. For the same reason, the amount of particles, highest at the top of all the joints, also decreased with negative defocusing and increased with laser offset.
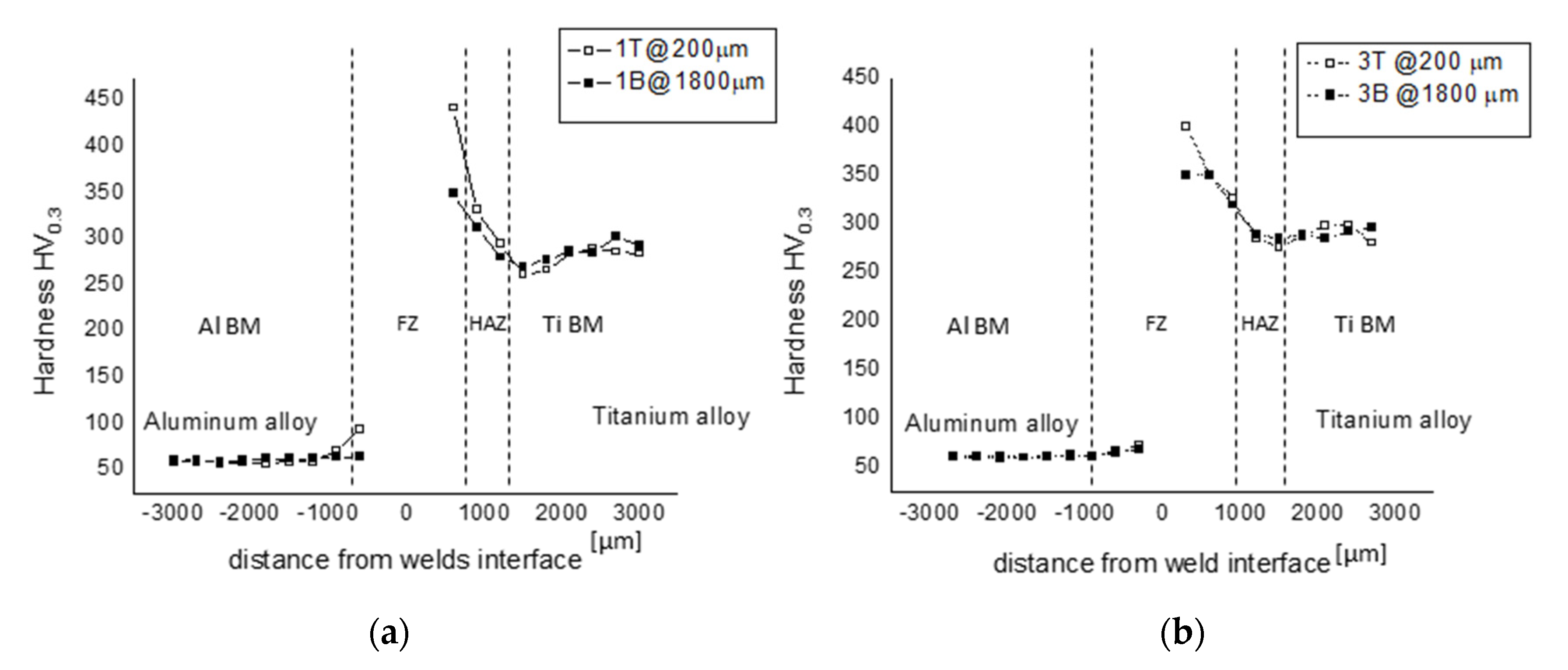
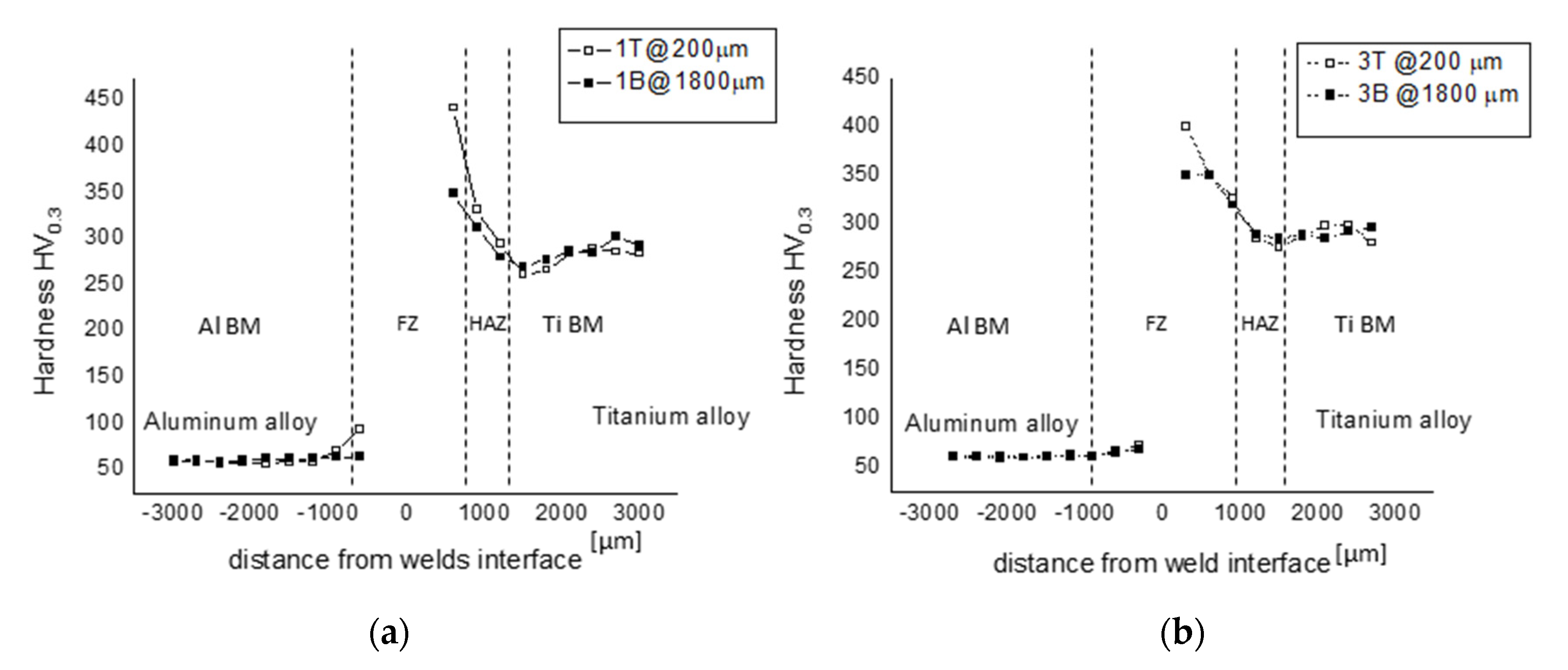
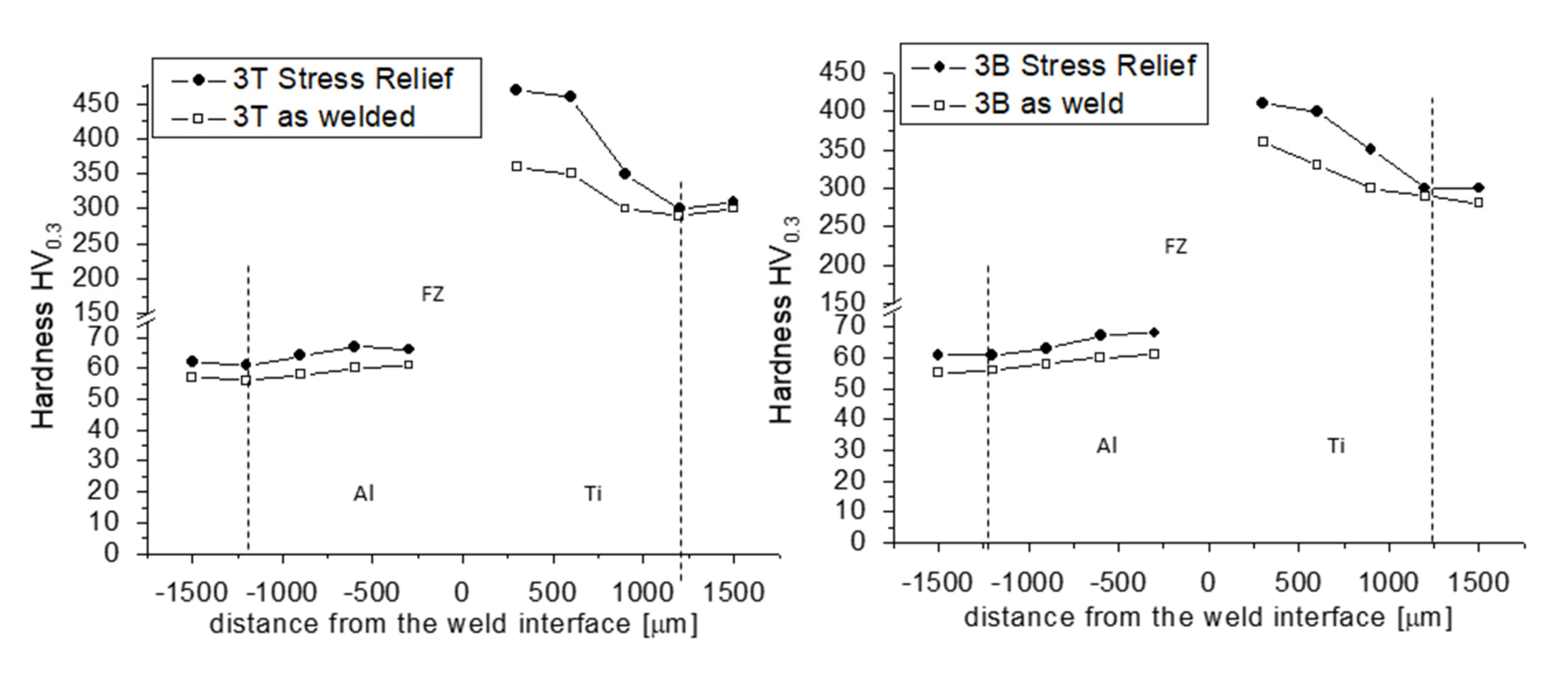
- The hardness measurements executed in the focus (1T, 3T) and defocusing point (1B,3B) indicated that negative defocusing reduces the hardness, imposing a lower cooling rate (due to lower energy density) and consequent microstructure coarsening. With increasing laser offset, the effect of Ti heat conductivity mitigated the role of beam energy density. Consequently, the gap in hardness between joint 3T and 3B (equal to 50 HV) was less significant as compared to that of joint 1T and 1B (equal to 100 HV).
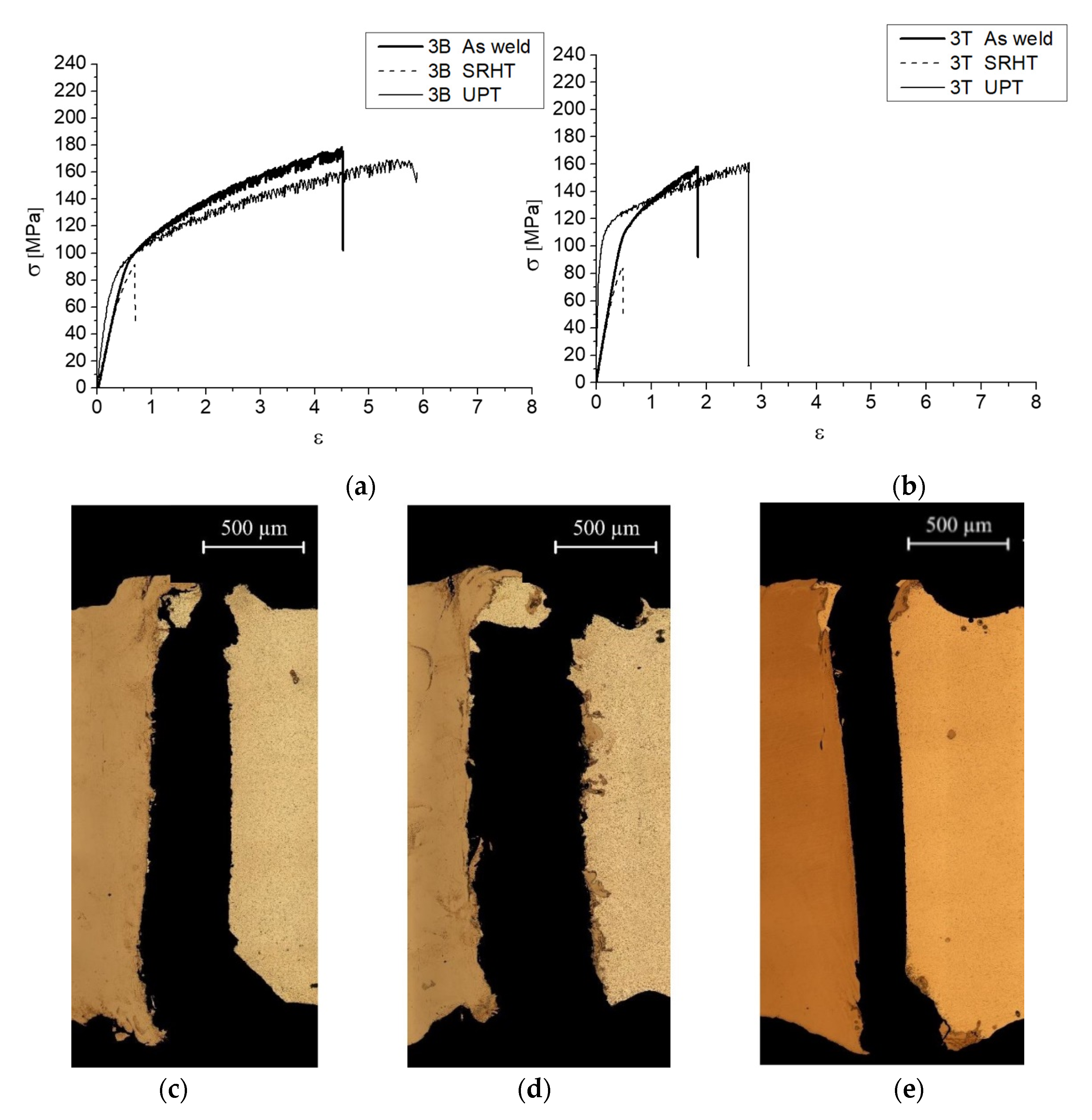
- Joint 3B exhibited the best tensile performances, with an ultimate tensile stress close to 173 MPa and strain to fracture equal to 4.5%. This behavior is justified by the lowest amount of intermetallic compound and the lowest gap of hardness values at the Al–Ti interface, as shown in the previous results.
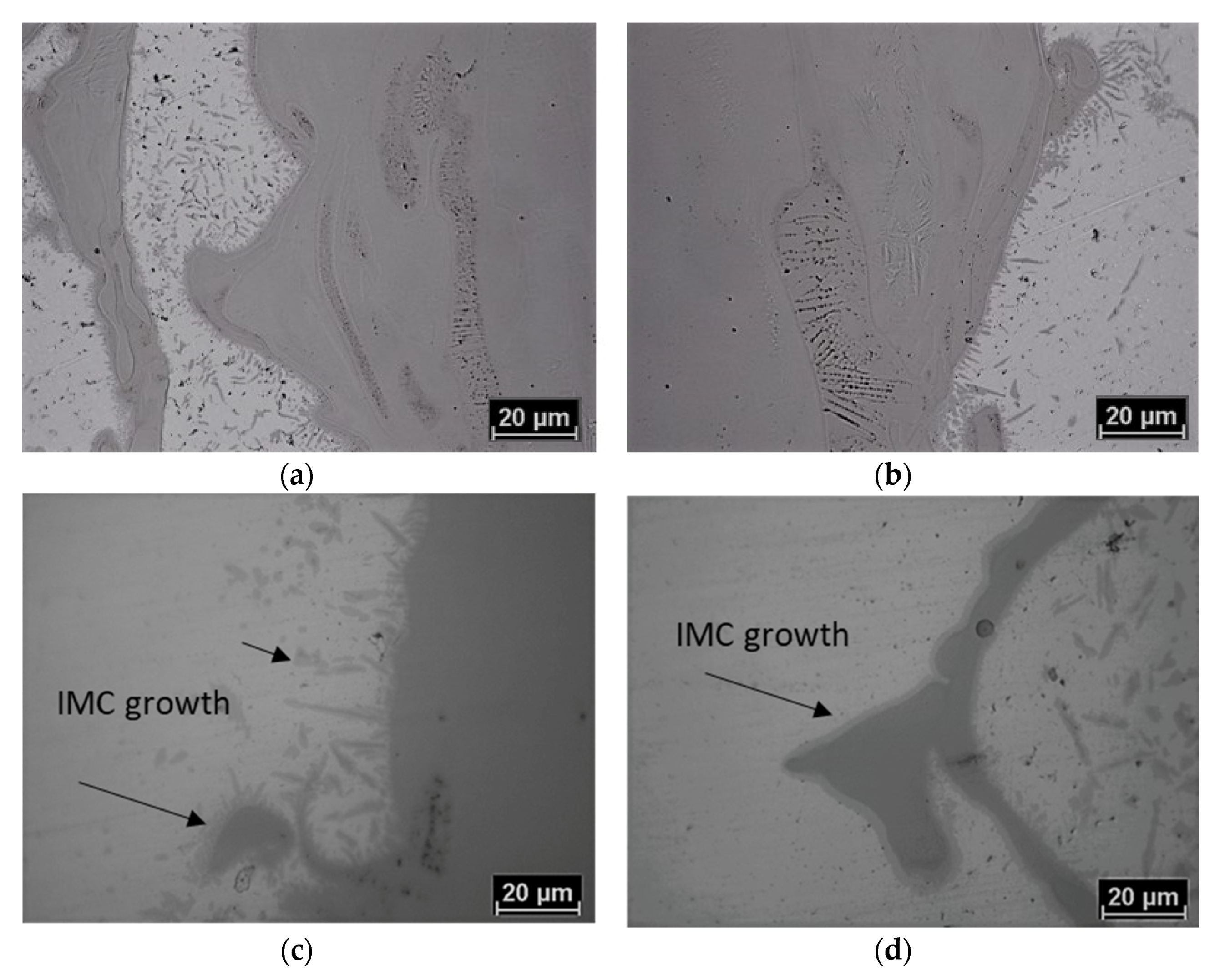
- The stress relief heat treatment at 530 °C for 2 h significantly hardens the Ti side and induces the growth of the intermetallic compounds. The average growth of IMCL was equal to 2.60 ± 0.6 μm and 1.30 ± 0.3 μm, respectively, for the 3T and 3B joints. The microstructure evolution induced by the heat treatment leads to both ductility and strength reduction.
- The UPT-treated welds are characterized by higher elastic modulus and fracture strain with respect to the welded ones, probably due to the reduction of porosity. The fracture strain of the 3B joint was equal to 4.5% in the weld state and 5.8% after UPT. The ultimate tensile strength of UPT-treated and welded samples do not differ significantly, but work hardening behavior is different. Further studies are necessary to define the relationship between mechanical properties and UPT treatment for Al/Ti dissimilar joints and, possibly, introduce further improvements.
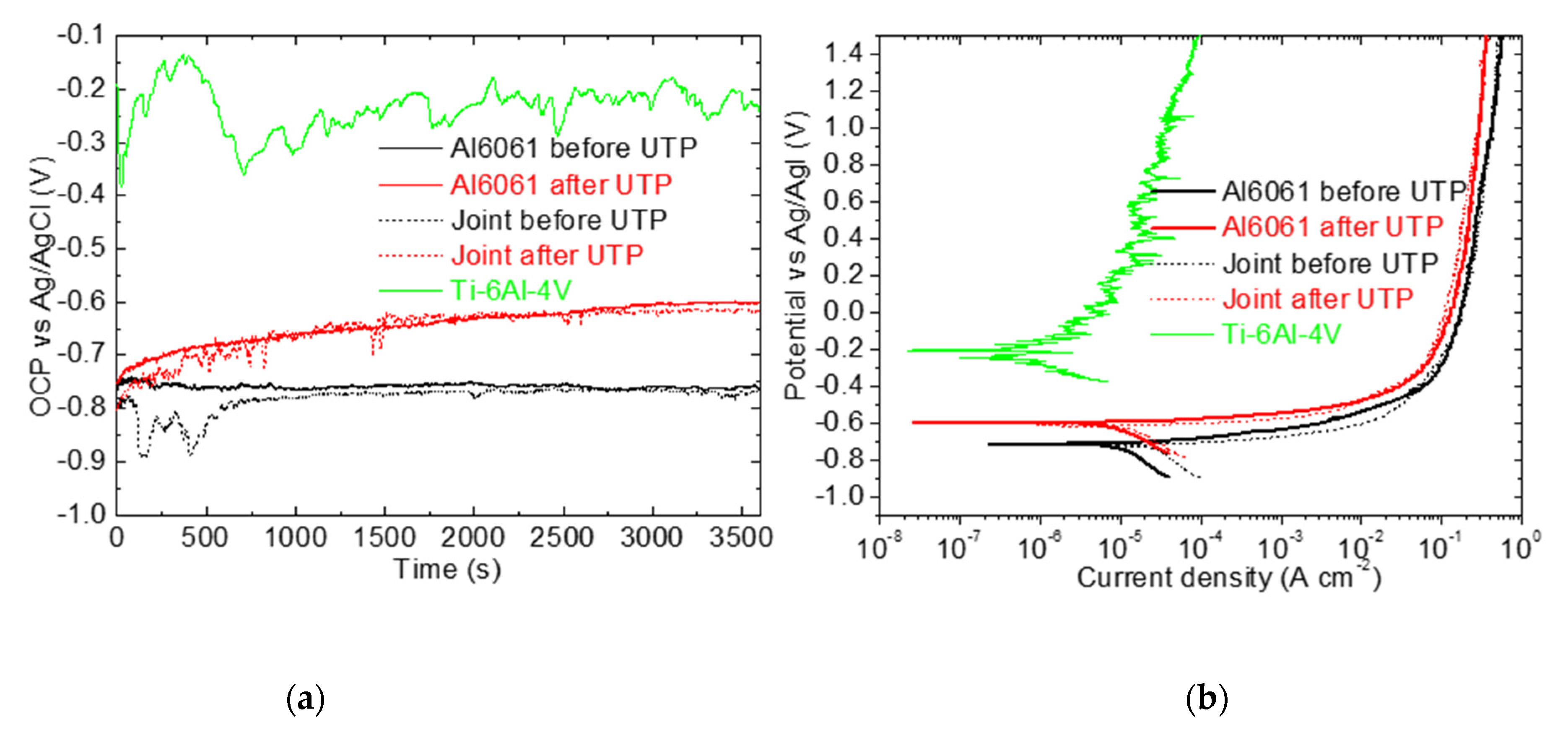
- The results of the electrochemical measurements indicate that the corrosion susceptibility of the welds is enhanced by means of UPT treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, P.; Chen, R. Research on interfacial layer of laser-welded aluminum to titanium. Mater. Charact. 2019, 154, 264–268. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.J.; Carlsond, B.E. Joining of dissimilar materials. CIRP Annals 2015, 64, 679–699. [Google Scholar] [CrossRef] [Green Version]
- Vaidya, W.V.; Horstmann, M.; Ventzke, V.; Petrovski, B.; Koçak, M.; Kocik, R. Improving interfacial properties of a laser beam welded dissimilar joint of aluminum AA6056 and titanium Ti6Al4V for aeronautical applications. J. Mater. Sci. 2010, 45, 6242–6254. [Google Scholar] [CrossRef] [Green Version]
- Quazia, M.M.; Ishaka, M.; Fazalb, M.A.; Arslanc, A.; Rubaieeb, S.; Qabane, A.; Aimana, M.H.; Sultanf, T.; Alig, M.M.; Manladanh, S.M. Current research and development status of dissimilar materials laser welding of titanium and its alloys. Opt. Laser Technol. 2020, 126, 106090. [Google Scholar] [CrossRef]
- Malikova, A.; Vitoshkina, I.; Orishicha, A.; Filippova, A.; Karpova, E. Effect of the aluminum alloy composition (Al-Cu-Li or Al-Mg-Li) on structure and mechanical properties of dissimilar laser welds with the Ti-Al-V alloy. Opt. Laser Technol. 2020, 126, 106135. [Google Scholar] [CrossRef]
- Malikova, A.; Vitoshkina, I.; Orishicha, A.; Filippova, A.; Karpova, E. Microstructure and mechanical properties of laser welded joints of Al-Cu-Li and Ti-Al-V alloys. J. Manuf. Process. 2020, 53, 201–212. [Google Scholar] [CrossRef]
- Xue, X.; Wu, X.; Liao, J. Hot-cracking susceptibility and shear fracture behavior of dissimilar Ti6Al4V/AA6060 alloys in pulsed Nd:YAG laser welding. Chin. J. Aeronaut. 2020, 34, 375–386. [Google Scholar] [CrossRef]
- Wang, Z.; Shen, J.; Hu, S.; Wang, T.; Bu, X. Investigation of welding crack in laser welding-brazing welded TC4/6061nd TC4/2024 dissimilar butt joints. J. Manuf. Process. 2020, 60, 54–60. [Google Scholar] [CrossRef]
- Messler, R.W., Jr. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; Wiley: Hoboken, NJ, USA, 1999. [Google Scholar]
- Kou, S. Welding Metallurgy, 2nd ed.; Wiley: Hoboken, NJ, USA, 2003. [Google Scholar]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Hooreweder, B.V. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Ferro, P.; Berto, F.; Bonollo, F.; Romanina, L.; Salemic, G. Post welding heat treatment improving mechanical properties on Ti-6Al-4V. Procedia Struct. Integr. 2020, 26, 11–19. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Casalino, G. Low temperature heat treatments of AA5754-Ti6Al4V dissimilar laser welds: Microstructure evolution and mechanical properties. Opt. Laser Technol. 2018, 100, 109–118. [Google Scholar] [CrossRef]
- Li, P.; Lei, Z.; Zhang, X.; Chen, Y. Effects of a post-weld heat treatment on the microstructure and mechanical properties of dual-spot laser welded-brazed Ti/Al butt joints. J. Manuf. Process. 2021, 61, 492–506. [Google Scholar] [CrossRef]
- Lazurenko, D.V.; Bataev, I.A.; Mali, V.I.; Bataev, A.A.; Maliutina, I.N.; Lozhkin, V.S.; Esikov, A.M.; Jorge, J. Explosively welded multilayer Ti-Al composites: Structure and transformation during heat treatment. Mat. Des. 2016, 102, 122–130. [Google Scholar] [CrossRef]
- Xu, L.; Cui, Y.Y.; Hao, Y.L.; Yang, R. Growth of intermetallic layer in multi-laminated Ti/Al diffusion couples. Mat. Sci. Eng. A 2006, 435, 638–647. [Google Scholar] [CrossRef]
- Malaki, M.; Ding, H. A review of ultrasonic peening treatment. Mat. Des. 2015, 87, 1072–1086. [Google Scholar] [CrossRef]
- Tian, Y.; Shen, J.; Hu, S.; Liang, Y.; Bai, P. Effects of ultrasonic peening treatment on surface quality of CMT-welds of Al alloys. J. Mat. Proc. Tech. 2018, 254, 193–200. [Google Scholar] [CrossRef]
- Hacini, L.; Van Lê, N.; Bocher, P. Evaluation of Residual Stresses Induced by Robotized Hammer Peening by the Contour. Method. Exp. Mech. 2009, 49, 775–783. [Google Scholar] [CrossRef]
- Hacini, L.; Van Lê, N.; Bocher, P. Effect of impact energy on residual stresses induced by hammer peening of 304 L plates. J. Mater. Process. Technol. 2008, 208, 542–548. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Karasevskaya, O.P.; Prokopenko, G.I. Structurally induced enhancement in corrosion resistance of Zr–2.5%Nb alloy in saline solution by applying ultrasonic impact peening. Mater. Sci. Eng. 2013, 559, 453–461. [Google Scholar] [CrossRef]
- Yanga, B.; Tana, C.; Zhaob, Y.; Wua, L.; Chena, B.; Songa, X.; Zhaoa, H.; Fenga, J. Influence of ultrasonic peening on microstructure and surface performance of laser-arc hybrid welded 5A06 aluminum alloy joint. J. Mater. Res. Technol. 2020, 9, 9576–9587. [Google Scholar] [CrossRef]
- Statnikov, E.S.; Muktepavel, V.O.; Blomqvist, A. Comparison of Ultrasonic Impact Treatment (UIT) and Other Fatigue Life Improvement Methods. Weld. World. 2002, 46, 20–32. [Google Scholar] [CrossRef]
- Ooi, S.W.; Garnham, J.E.; Ramjaun, T.I. Review: Low transformation temperature weld filler for tensile residual stress reduction. Mater. Des. 2014, 56, 773–781. [Google Scholar] [CrossRef]
- Lixing, H.; Dongpo, W.; Wenxian, W.; Yufeng, Z. Ultrasonic Peening and Low Transformation Temperature Electrodes used for Improving the Fatigue Strengthof Welded Joints. Weld. World. 2004, 48, 34–39. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Prokopenko, G.I.; Milman, Y.V.; Iefimov, M.O.; Sameljuk, A.V. Enhanced fatigue durability of Al–6Mg alloy by applying ultrasonic impact peening: Effects of surface hardening and reinforcement with AlCuFe quasicrystalline particles. Mater. Sci. Eng. A 2013, 563, 138–146. [Google Scholar] [CrossRef]
- Polmear, I.J. Light Alloys: Metallurgy of the Light Metals; Butterworth Heinemann: Oxford, UK, 1995. [Google Scholar]
- Mondolfo, L.F. Aluminium Alloys: Structure and Properties; Butterworth: Oxford, UK, 1976. [Google Scholar]
- Porter, D.A.; Easterling, K.E. Phase Transformations in Metals and Alloys; Chapman & Hall: London, UK, 1992. [Google Scholar]
- Smith, W.F. Structure and Properties of Engineering Alloys; McGraw-Hill: New York, NY, USA, 1992. [Google Scholar]
- D’Ostuni, S.; Leo, P.; Casalino, G. FEM Simulation of Dissimilar Aluminum Titanium Fiber Laser Welding Using 2D and 3D Gaussian Heat Sources. Metals 2017, 7, 307. [Google Scholar] [CrossRef] [Green Version]
- Maisonnette, D.; Suery, M.; Nelias, D.; Chaudet, P.; Epicier, T. Effects of heat treatments on the microstructure and mechanical properties of a AA6061 aluminium alloy. Mat. Sci. Eng. 2011, 528.6, 2718–2724. [Google Scholar] [CrossRef] [Green Version]
- Kabir, A.S.H.; Cao, X.; Gholipour, J.; Wanjara, P.; Cuddy, J. Effect of Postweld Heat Treatment on Microstructure, Hardness, and Tensile Properties of Laser-Welded Ti-6Al-4V. Met. Mat. Trans. A 2012, 43, 4171–4184. [Google Scholar] [CrossRef] [Green Version]
- Chawla, N.; Deng, X. Microstructure and mechanical behavior of porous sintered steels. Mater. Sci. Eng. A 2005, 390, 98–112. [Google Scholar] [CrossRef]
- Zhoua, J.; Suna, Z.; Kanoutea, P.; Retrainta, D. Reconstruction of residual stress and work hardening and their effects on the mechanical behaviour of a shot peened structure. Mech. Mater. 2018, 127, 100–111. [Google Scholar] [CrossRef]
- Muna, K.; Abbass, K.S.H.; Abbas, S.A. Study of Corrosion Resistance of Aluminum Alloy AA6061/SiC Composites in 3.5% NaCl Solution. Int. J. Mater. Mech. Manuf. 2015, 3, 31–35. [Google Scholar]
- Fahimpour, V.; Sadrnezhaad, S.K.; Karimzadeh, F. Corrosion behavior of aluminum AA6061 alloy joined by friction stir welding and gas tungsten arc welding methods. Mater. Des. 2012, 39, 329–333. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.40 | 0.40 | 0.10 | 0.50 | 2.6–3.6 | 0.3 | 0.20 | <0.15 | bal. |
| C | Fe | N2 | O2 | Al | V | H2 | Ti | C |
|---|---|---|---|---|---|---|---|---|
| <0.08 | <0.25 | <0.05 | <0.2 | 5.5 | 3.5 | <0.03 | bal. | <0.08 |
| Joints | Yield Stress [MPa] | Ultimate Tensile Stress [Mpa] | Strain [%] |
|---|---|---|---|
| 1T | 95 ± 3 | 110.2 ± 6 | 1.4 ± 0.3 |
| 1B | 88 ± 4 | 100.0 ± 3 | 1.2 ± 0.2 |
| 3T | 118 ± 5 | 158.1 ± 8 | 1.8 ± 0.4 |
| 3B | 98 ± 4 | 172.7 ± 8 | 4.5 ± 0.9 |
| Elements [at%] | Point 1 (Particle) | Point 2 (Matrix) |
|---|---|---|
| Al | 72.2 ± 2.6 | 85.4 ± 3.0 |
| Ti | 26.9 ± 1.0 | 10.7 ± 0.8 |
| Material | Ecorr | icorr |
|---|---|---|
| V vs. Ag/AgCl | μAχμ−2 | |
| AA6061 before UPT | −0.719 | 11.05 |
| AA6061 after UPT | −0.603 | 6.22 |
| Ti-6Al-4V | −0.209 | 0.26 |
| 3B weld before UPT | −0.724 | 16.12 |
| 3B weld after UPT | −0.617 | 9.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leo, P.; D’Ostuni, S.; Nobile, R.; Mele, C.; Tarantino, A.; Casalino, G. Analysis of the Process Parameters, Post-Weld Heat Treatment and Peening Effects on Microstructure and Mechanical Performance of Ti–Al Dissimilar Laser Weldings. Metals 2021, 11, 1257. https://doi.org/10.3390/met11081257
Leo P, D’Ostuni S, Nobile R, Mele C, Tarantino A, Casalino G. Analysis of the Process Parameters, Post-Weld Heat Treatment and Peening Effects on Microstructure and Mechanical Performance of Ti–Al Dissimilar Laser Weldings. Metals. 2021; 11(8):1257. https://doi.org/10.3390/met11081257
Chicago/Turabian StyleLeo, Paola, Sonia D’Ostuni, Riccardo Nobile, Claudio Mele, Andrea Tarantino, and Giuseppe Casalino. 2021. "Analysis of the Process Parameters, Post-Weld Heat Treatment and Peening Effects on Microstructure and Mechanical Performance of Ti–Al Dissimilar Laser Weldings" Metals 11, no. 8: 1257. https://doi.org/10.3390/met11081257
APA StyleLeo, P., D’Ostuni, S., Nobile, R., Mele, C., Tarantino, A., & Casalino, G. (2021). Analysis of the Process Parameters, Post-Weld Heat Treatment and Peening Effects on Microstructure and Mechanical Performance of Ti–Al Dissimilar Laser Weldings. Metals, 11(8), 1257. https://doi.org/10.3390/met11081257