
Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Material
2.2. Double-Pulse, Triple-Wire MIG Welding Process
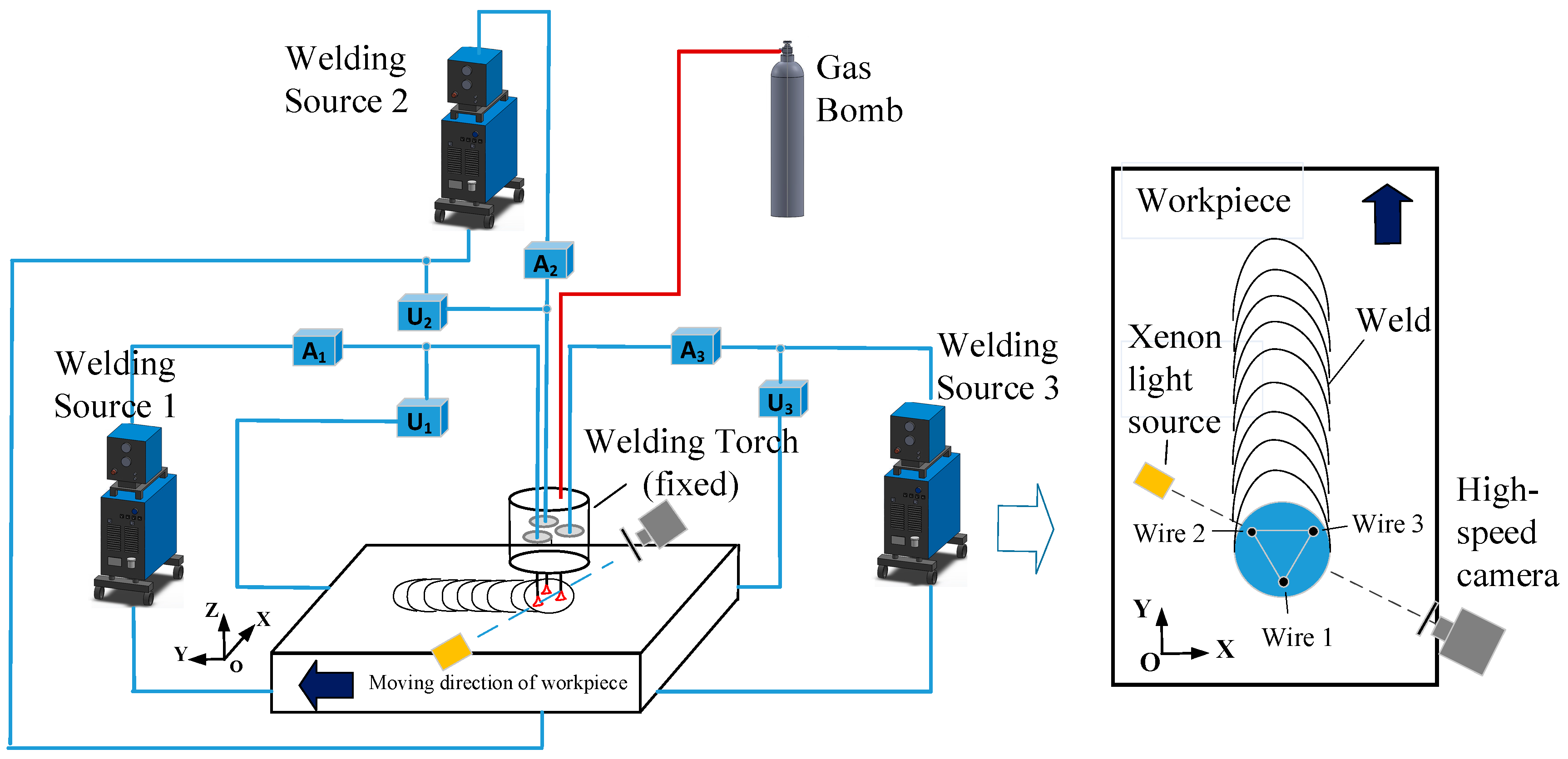
2.2.1. Welding System and Parameters
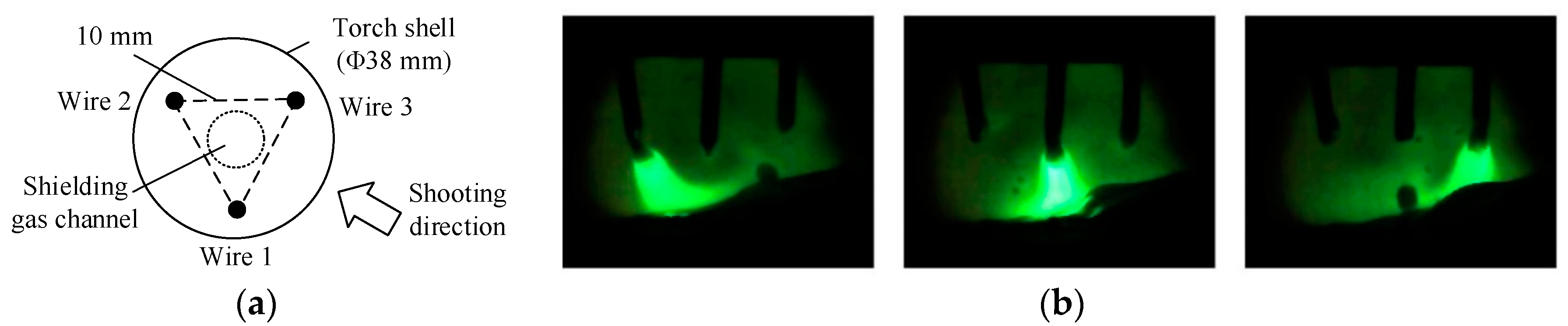
2.2.2. High-Speed Camera
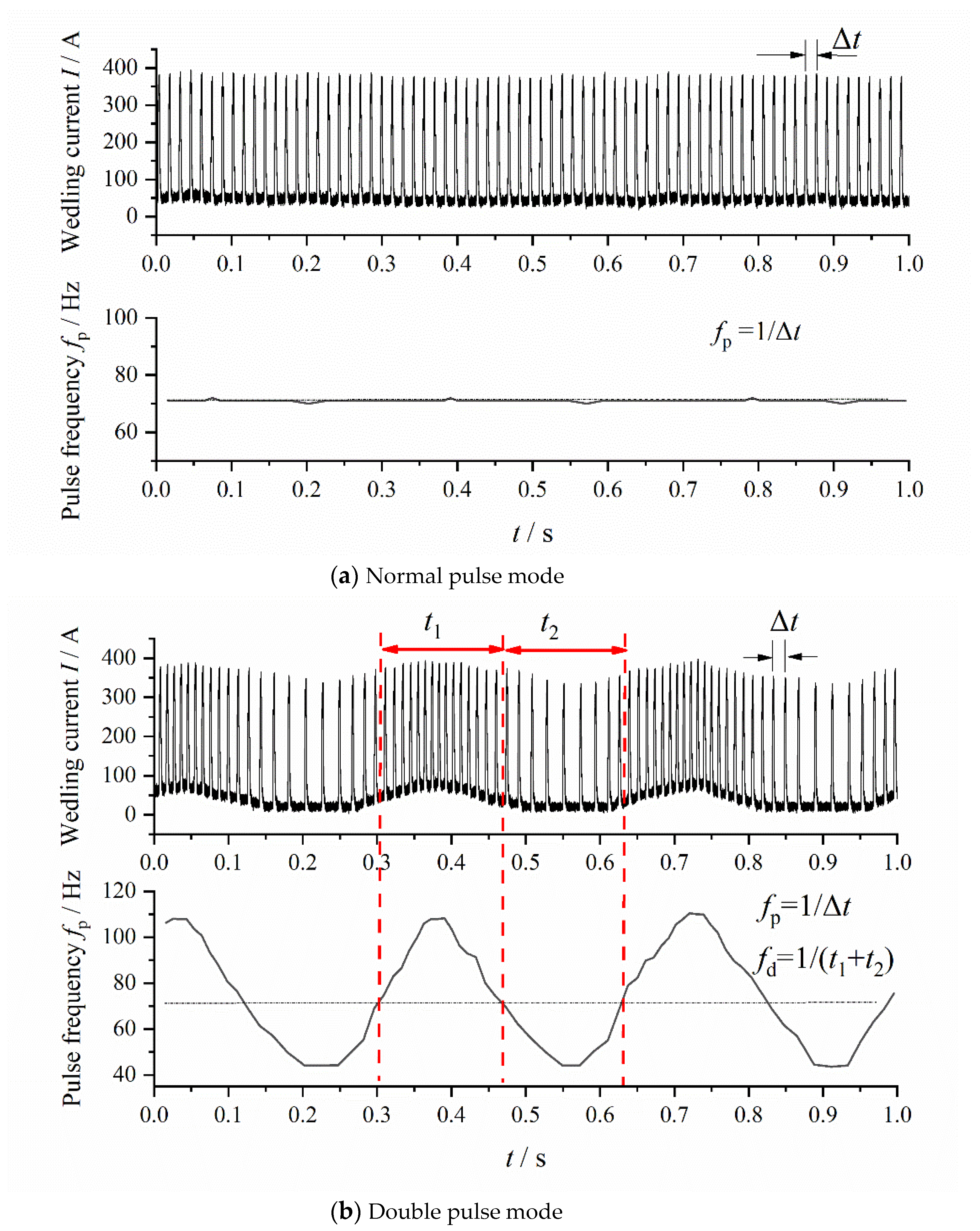
2.2.3. Electrical Signal Acquisition Device
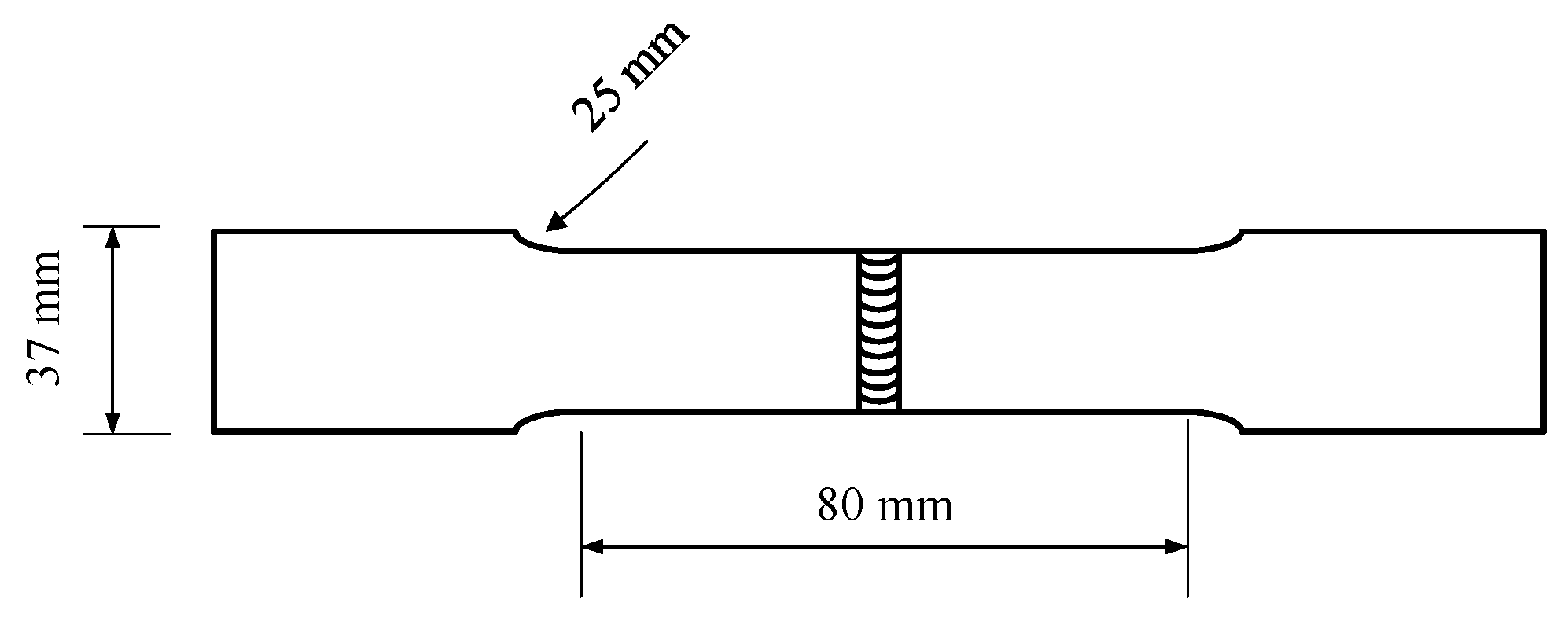
2.3. Testing of Welded Joints
3. Results and Discussion
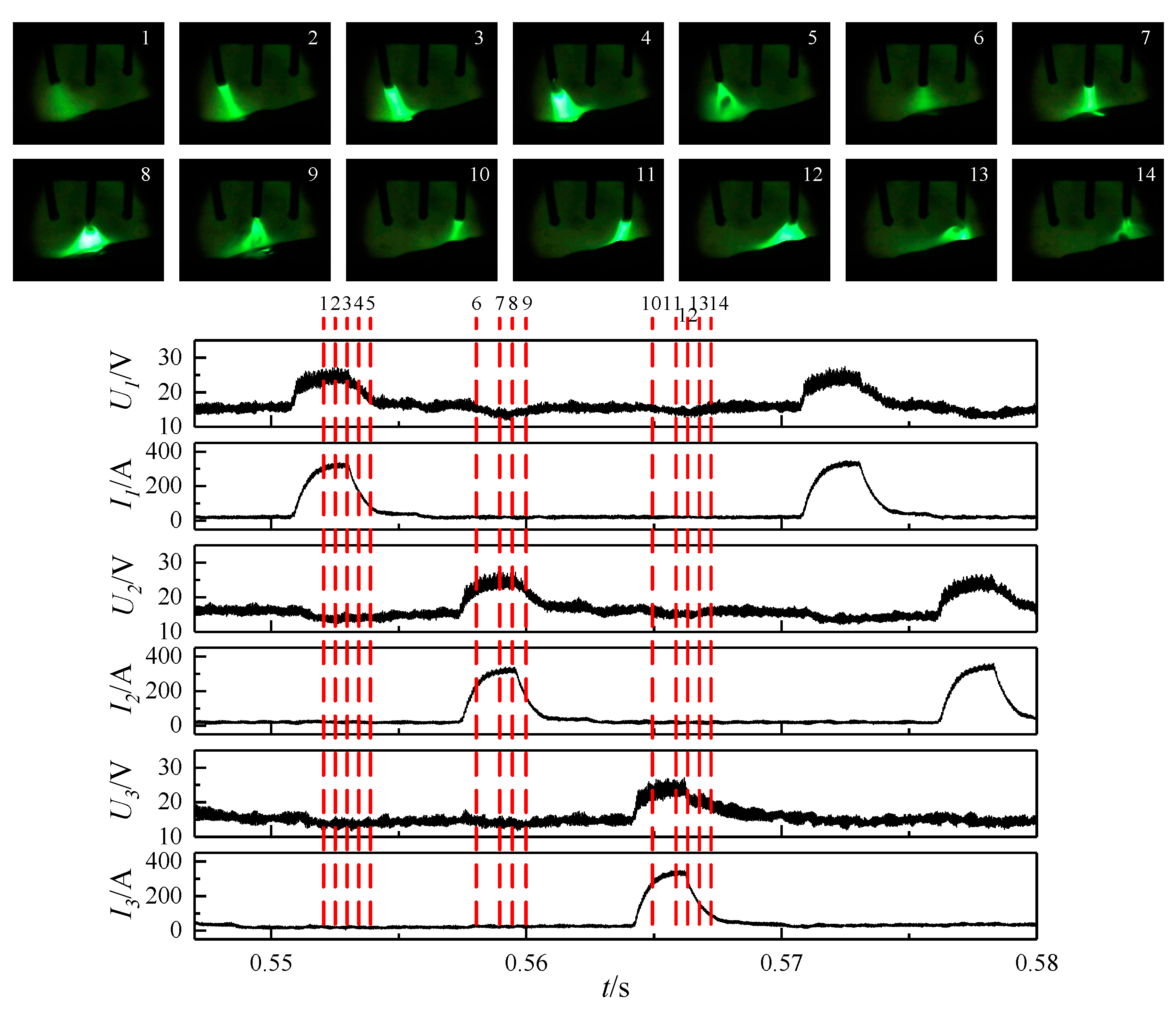
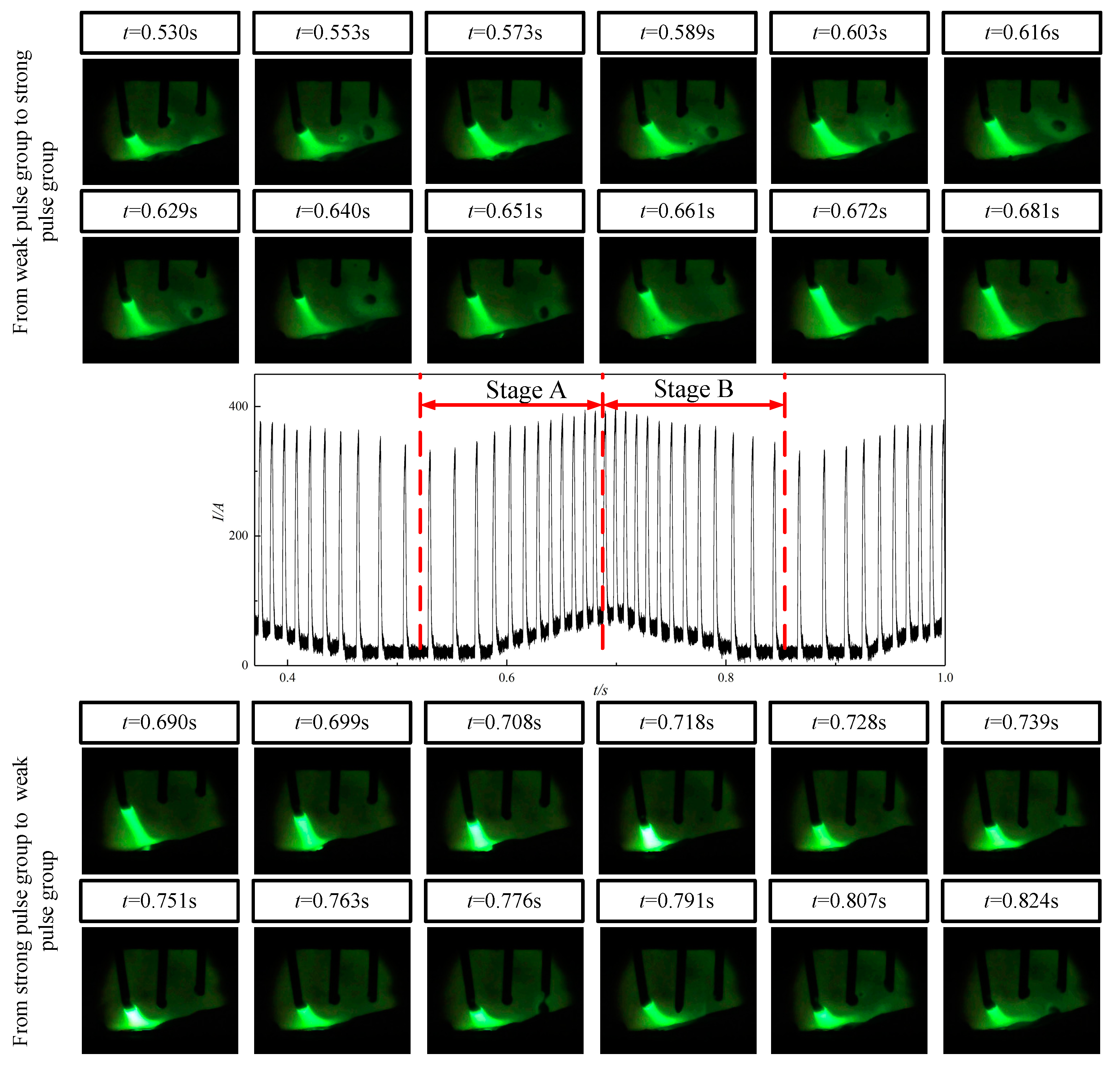
3.1. Welding Arc and Droplet Transfer
3.2. Joint Performances
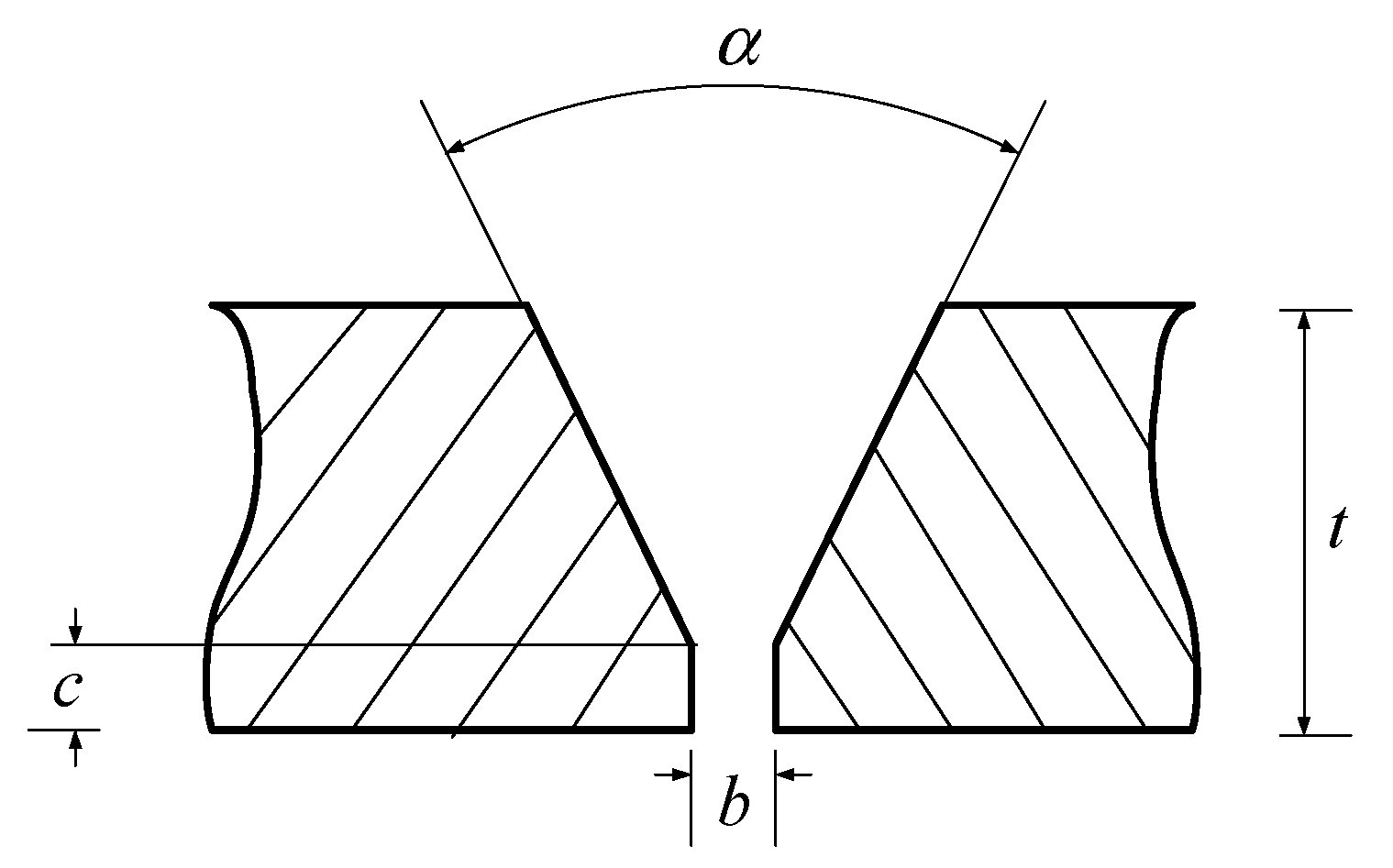
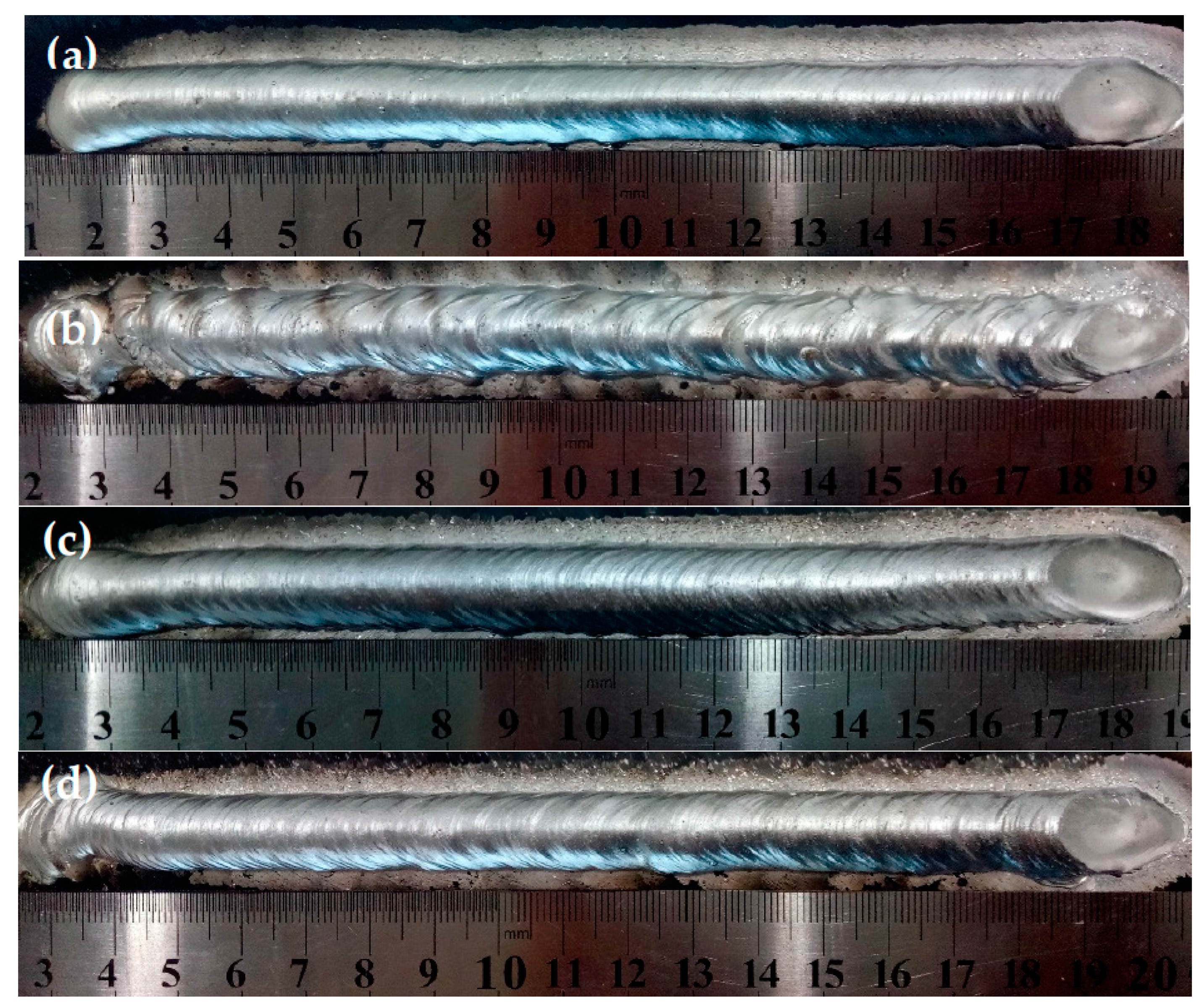
3.2.1. Weld Formation and Morphology
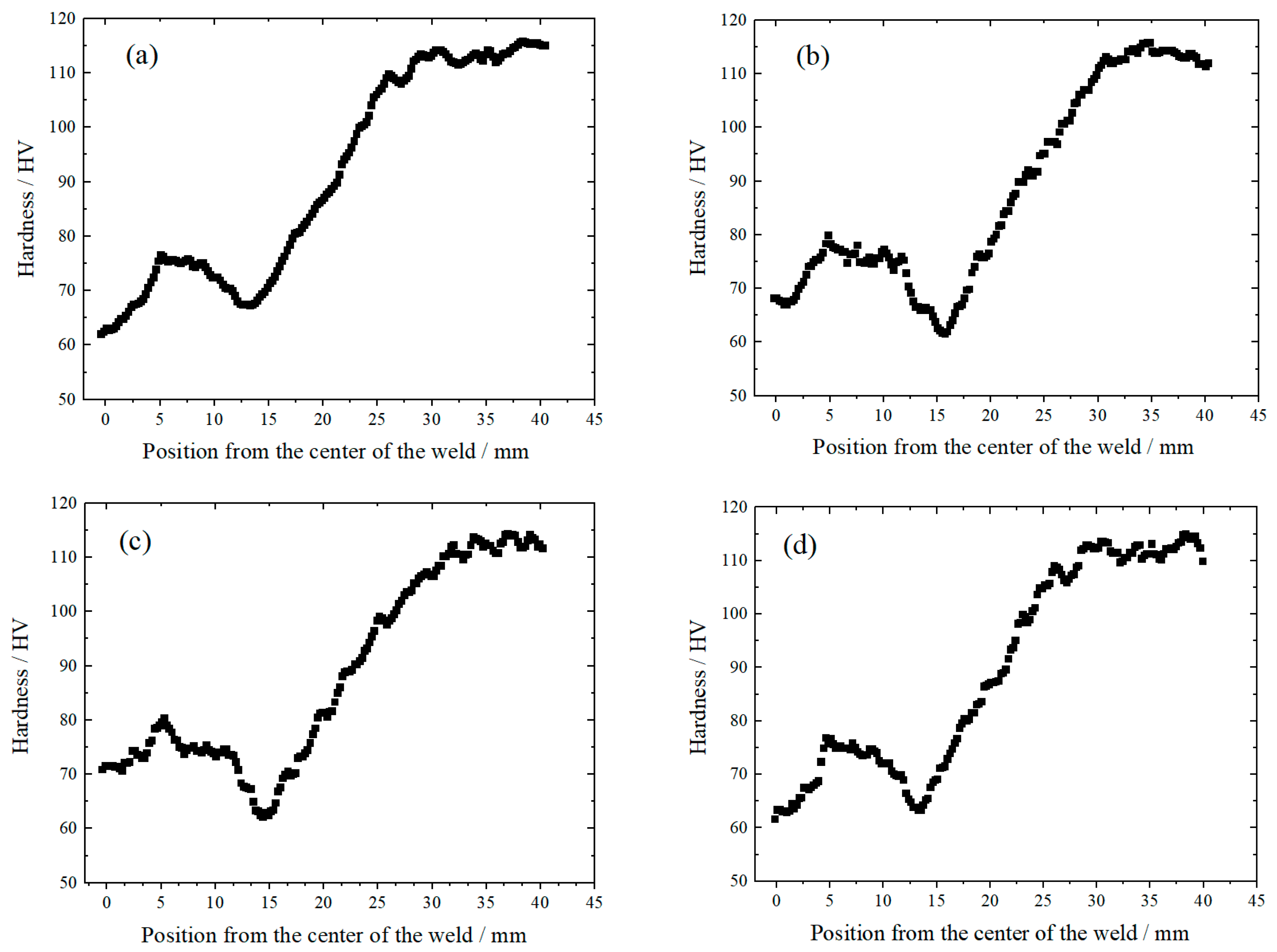
3.2.2. Weld Hardness
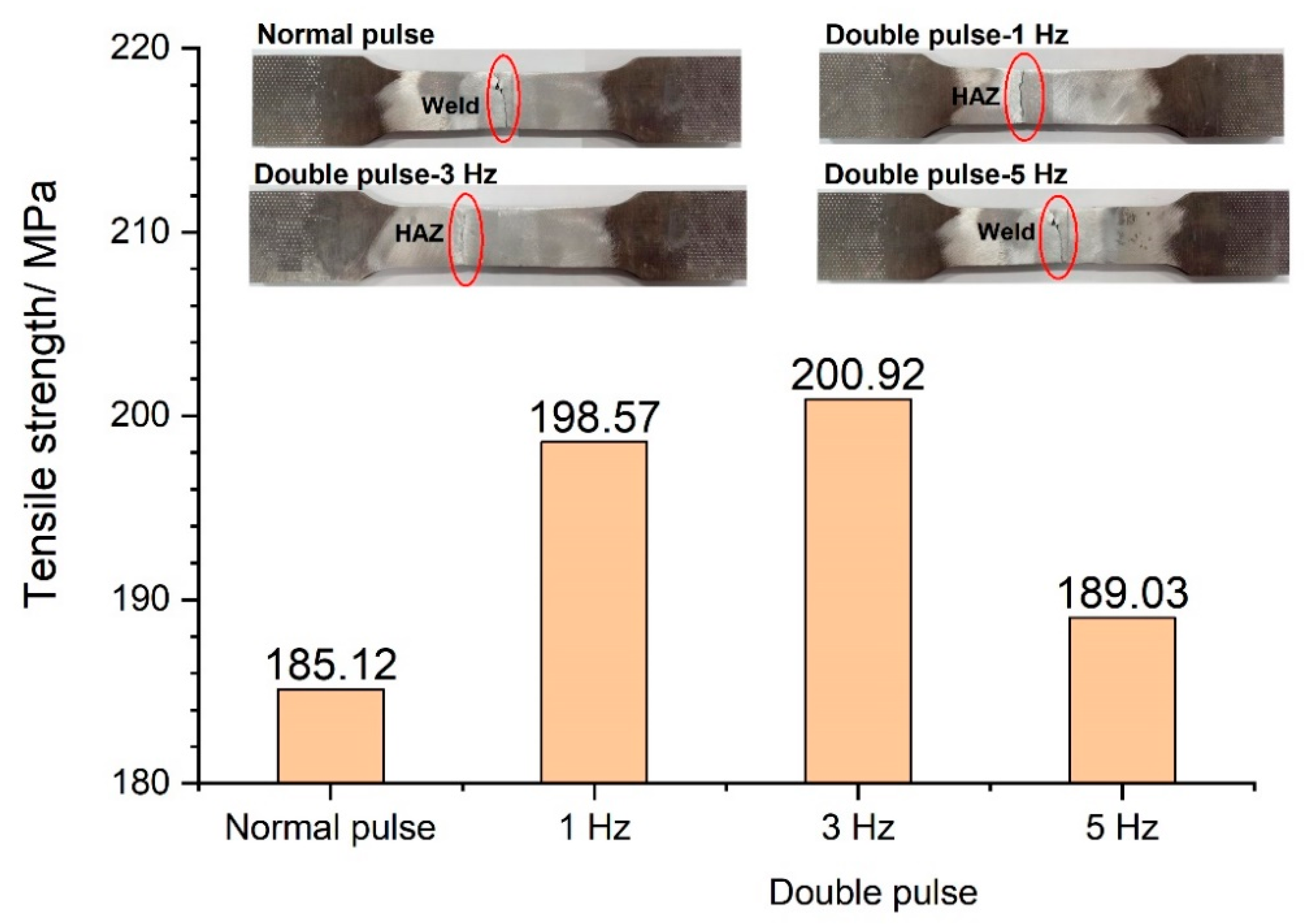
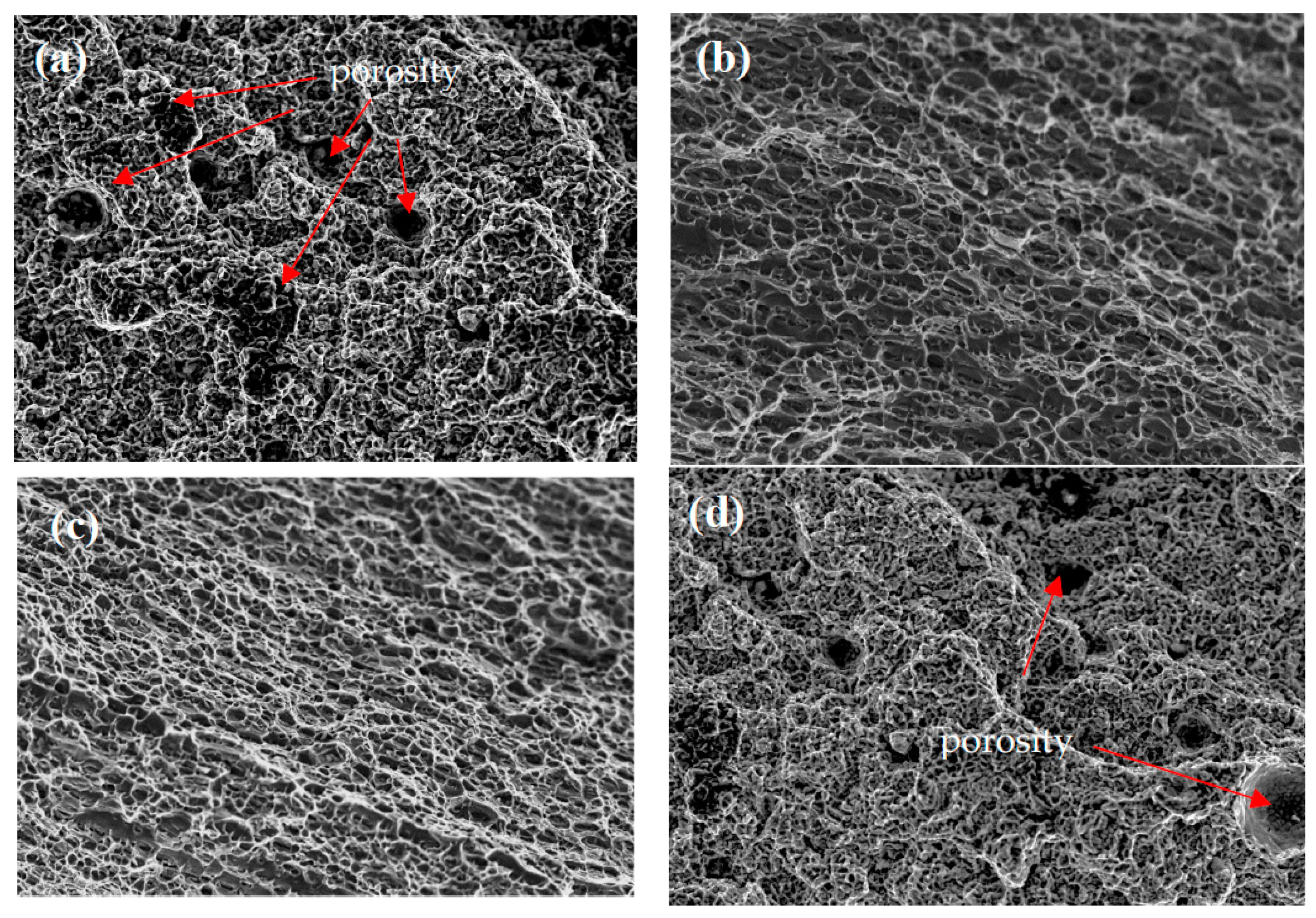
3.2.3. Tensile Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cooke, K.O. Aluminium Alloys and Composites; InTech Open: Rijeka, Croatia, 2020. [Google Scholar] [CrossRef]
- Dashwood, R.J.; Grimes, R. Structural Materials: Aluminum and Its Alloys—Properties. In Encyclopedia of Aerospace Engineering; Mueller, E., Ed.; John Wiley & Sons, Ltd.: New York, NY, USA, 2010. [Google Scholar] [CrossRef]
- Verma, R.P.; Lila, M.K. A short review on aluminium alloys and welding in structural applications. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Liu, C.; Wenhao, H.U.; Gao, M. Research on laser welding technology method of 6082 aluminum alloy for high speed railway vehicles. Dual Use Technol. Prod. 2013, 1, 91–94. [Google Scholar] [CrossRef]
- Mathers, G. The Welding of Aluminium and Its Alloys; Woodhead Publishing Ltd.; CRC Press LLC: New York, NY, USA, 2012. [Google Scholar]
- Svp, A.; Bvrrk, B.; Vvsr, C. Acoustic analysis in friction stir welding of 6082-T6 aluminium alloy plates. In Proceedings of the 9th International Conference of Materials Processing and Characterization, Hyderabad, India, 8–10 March 2019; pp. 2413–2422. [Google Scholar]
- Adamowski, J.; Gambaro, C.; Lertora, E.; Ponte, M.; Szkodo, M. Analysis of FSW welds made of aluminium alloy AW6082-T6. Arch. Mater. Sci. Eng. 2007, 28, 453–460. [Google Scholar]
- Gürel, Ç.; Mistikoglu, S. Recent developments in friction stir welding of Al-alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Hongji, X.U.; Tang, H.; Liu, Z.; Xie, M.; Jiao, J. Microstructure and mechanical properties of 6082 aluminum alloy joints welded by MIG. Hot Work. Technol. 2010, 39, 131–133. [Google Scholar] [CrossRef]
- Xu, B.; Chen, S.; Tashiro, S.; Jiang, F.; Tanaka, M. Physical mechanism of material flow in variable polarity plasma arc keyhole welding revealed by in situ X-ray imaging. Phys. Fluids 2021, 33, 017121. [Google Scholar] [CrossRef]
- Wu, Q.S.; Feng, J.C.; He, J.S. Determination of characteristic parameters of weld penetration in electron beam welding of aluminum alloy. Trans. China Weld. Inst. 2006, 27, 15–18. [Google Scholar] [CrossRef]
- Sánchez-Amaya, J.; Delgado, T.; González-Rovira, L.; Botana, F.J. Laser welding of aluminium alloys 5083 and 6082 under conduction regime. Appl. Surf. Sci. 2009, 255, 9512–9521. [Google Scholar] [CrossRef]
- Faraji, A.H.; Goodarzi, M.; Seyedein, S.H.; Maletta, C. Effects of welding parameters on weld pool characteristics and shape in hybrid laser-TIG welding of AA6082 aluminum alloy: Numerical and experimental studies. Weld World 2016, 60, 137–151. [Google Scholar] [CrossRef]
- Zhang, Z.D.; Kong, X.Y. Study on DC Double Pulse MIG Welding of Automobile Aluminum Alloy. In Advanced Materials Research; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2011; Volume 295–297, pp. 1933–1937. [Google Scholar] [CrossRef]
- Silva, C.L.M.; Scotti, A. The influence of double pulse on porosity formation in aluminum GMAW. J. Mater. Process. Technol. 2006, 171, 366–372. [Google Scholar] [CrossRef]
- Yao, P.; Xue, J.; Meng, W.; Zhu, S. Influence of processing parameters on weld forming in double-pulse MIG welding of aluminum alloy. Trans. China Weld. Inst. 2009, 30, 69–72. [Google Scholar] [CrossRef]
- Huang, L.; Hua, X.; Wu, D.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Microstructural characterization of 5083 aluminum alloy thick plates welded with GMAW and twin wire GMAW processes. Int. J. Adv. Manuf. Technol. 2017, 93, 1809–1817. [Google Scholar] [CrossRef]
- Moinuddin, S.Q.; Sharma, A. Arc stability and its impact on weld properties and microstructure in anti-phase synchronised synergic-pulsed twin-wire gas metal arc welding. Mater. Des. 2015, 67, 293–302. [Google Scholar] [CrossRef]
- Liu, L.M.; Hu, C.H.; Yu, S.B.; Song, G. A triple-wire indirect arc welding method with high melting efficiency of base metal. J. Manuf. Process. 2019, 44, 252–260. [Google Scholar] [CrossRef]
- Liu, L.M.; Song, G.; Fang, D.S. Experimental investigation of wire arrangements for narrow-gap triple-wire gas indirect arc welding. Mater. Manuf. Process. 2016, 31, 2136–2142. [Google Scholar] [CrossRef]
- Ueyama, T.; Ohnawa, T.; Tanaka, M.; Nakata, K. Occurrence of arc interaction in tandem pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2013, 12, 523–529. [Google Scholar] [CrossRef]
- Ruan, Y.; Qiu, X.M.; Gong, W.B.; Sun, D.Q.; Li, Y.P. Mechanical properties and microstructures of 6082-T6 joint welded by twin wire metal inert gas arc welding with the SiO2 flux. Mater. Des. 2012, 35, 20–24. [Google Scholar] [CrossRef]
- Wu, K.; Zhan, J.; Cao, X.; Zeng, M.; Ding, N. Metal transfer of aluminum alloy double-wire pulsed GMAW with a median waveform. J. Mater. Process. Technol. 2020, 286, 116761. [Google Scholar] [CrossRef]
- Liu, Y. The Arc Behavior and Characteristics in Triple-Wire Gas Metal Arc Welding Process. Master‘s Thesis, Tianjin University, Tianjin, China, 2015. [Google Scholar]
- Yang, K.; Wang, F.; Duan, D.; Zhang, T.L.; Luo, C.G.; Cressault, Y.; Yu, Z.S.; Yang, L.J.; Li, H. Experimental investigation of integrated circular triple-wire pulse GMAW of Q960E high-strength steel for construction machinery. Materials 2021, 14, 375. [Google Scholar] [CrossRef]
- Xiang, T.; Li, H.; Gao, Y.; Zhao, S.Y.; Lou, L.Y.; Wang, H. Effects of pulse phase difference on metal transfer process and weld formation in the integrated circular triple-electrode GMAW. Int. J. Adv. Manuf. Technol. 2019, 102, 857–866. [Google Scholar] [CrossRef]
- Standardization Administration of China. National Standard of the People’s Republic of China GB/T 3190-2020: Chemical Composition of Wrought Aluminium and Aluminium Alloys; Standardization Administration of China: Beijing, China, 2020.
- Tianjin Golden Bridge Welding Materials International Trading Co., Ltd., Product Center. Available online: https://www.tjgoldenbridge.com/products/product/ulist?Types=35&Industrys (accessed on 2 August 2021).
- Standardization Administration of China. National Standard of the People’s Republic of China GB/T 3880.2-2012: Wrought Aluminium and Aluminium Alloy Plates, Sheets and Strips for General Engineering—Part 2: Mechanical Properties; Standardization Administration of China: Beijing, China, 2012.
- Siewert, E.; Schein, J.; Forster, G. Determination of enthalpy, temperature, surface tension and geometry of the material transfer in PGMAW for the system argon-iron. J. Phys. D Appl. Phys. 2013, 46, 224008. [Google Scholar] [CrossRef]
- Lancaster, J.F. The Physics of Welding; Pergamon Press: Oxford, UK, 1986. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aluminum Alloy | Mg | Si | Mn | Fe | Cu | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| 6082-T6 | 0.83 | 0.82 | 0.62 | 0.24 | 0.027 | 0.086 | 0.024 | 0.011 | Bal. |
| ER5356 | 4.5–5.5 | 0.25 | 0.05–0.2 | 0.4 | 0.1 | 0.05–0.20 | 0.01 | 0.06–0.2 | Bal. |
| Tensile Strength σb/(MPa) | Yield Strength σs/(MPa) | Elongation ε/(%) |
|---|---|---|
| 308–315 | 262–274 | 10.6–12.2 |
| Mode | Preset Voltage U (A) | Preset Current I (A) | Double-Pulse Frequency fd (Hz) | Welding Speed (mm/s) | Gas Flow (L/min) |
|---|---|---|---|---|---|
| Normal pulse | 18 | 110 | - | 8 | 40 |
| Double pulse | 18 | 110 | 1 | 8 | 40 |
| 18 | 110 | 3 | 8 | 40 | |
| 18 | 110 | 5 | 8 | 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, K.; Wang, F.; Liu, H.; Wang, P.; Luo, C.; Yu, Z.; Yang, L.; Li, H. Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances. Metals 2021, 11, 1388. https://doi.org/10.3390/met11091388
Yang K, Wang F, Liu H, Wang P, Luo C, Yu Z, Yang L, Li H. Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances. Metals. 2021; 11(9):1388. https://doi.org/10.3390/met11091388
Chicago/Turabian StyleYang, Ke, Fei Wang, Hongbing Liu, Peng Wang, Chuanguang Luo, Zhishui Yu, Lijun Yang, and Huan Li. 2021. "Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances" Metals 11, no. 9: 1388. https://doi.org/10.3390/met11091388
APA StyleYang, K., Wang, F., Liu, H., Wang, P., Luo, C., Yu, Z., Yang, L., & Li, H. (2021). Double-Pulse Triple-Wire MIG Welding of 6082-T6 Aluminum Alloy: Process Characteristics and Joint Performances. Metals, 11(9), 1388. https://doi.org/10.3390/met11091388