
Practical Use of Hot-Forged-Type Ti-42Al-5Mn and Various Recent Improvements

Abstract
:1. Introduction
2. Developmental History of the Hot-Forged TiAl Alloy
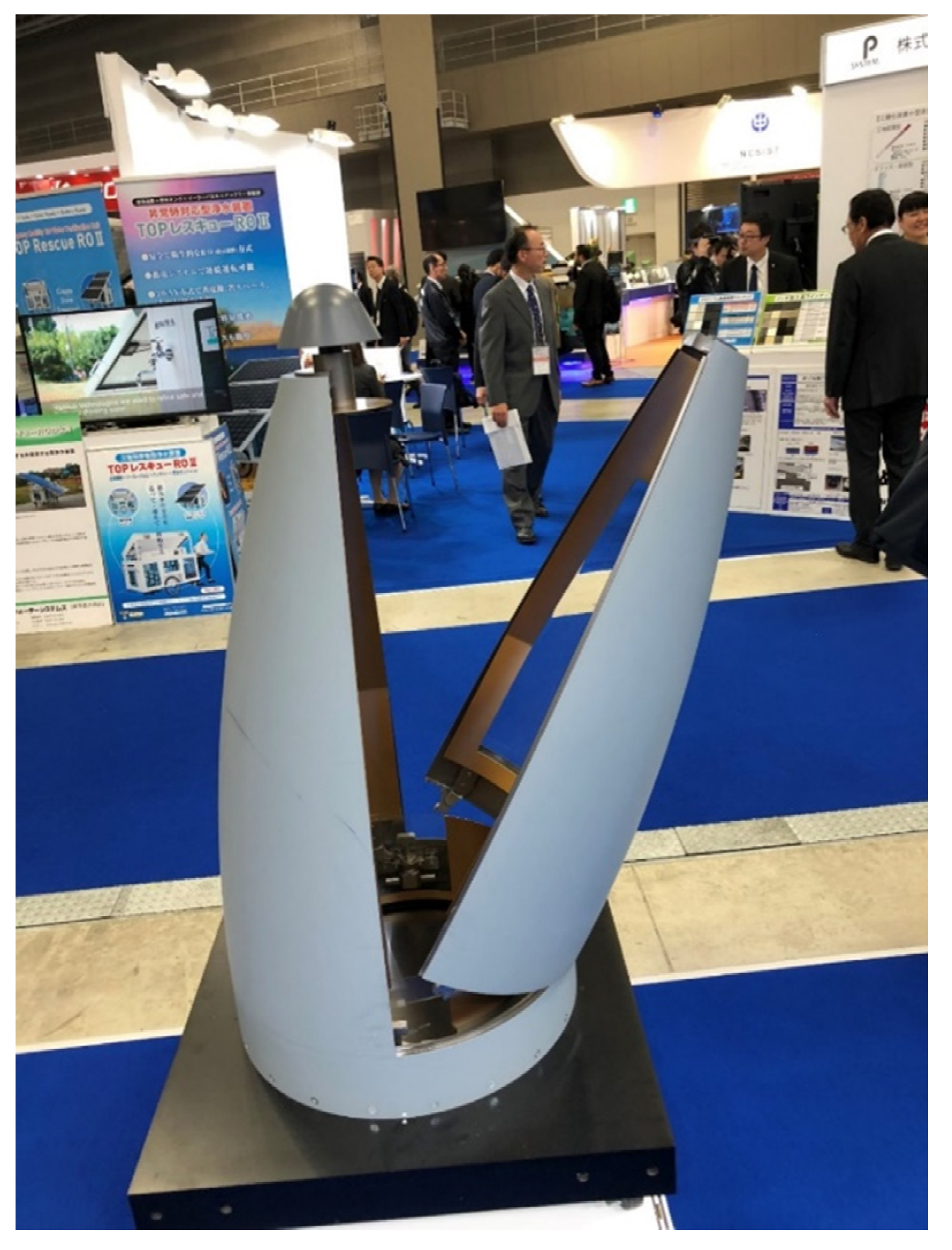
3. Application History of the Hot-Forged TiAl Alloy
4. Problems with Early Hot-Forged TiAl Alloys
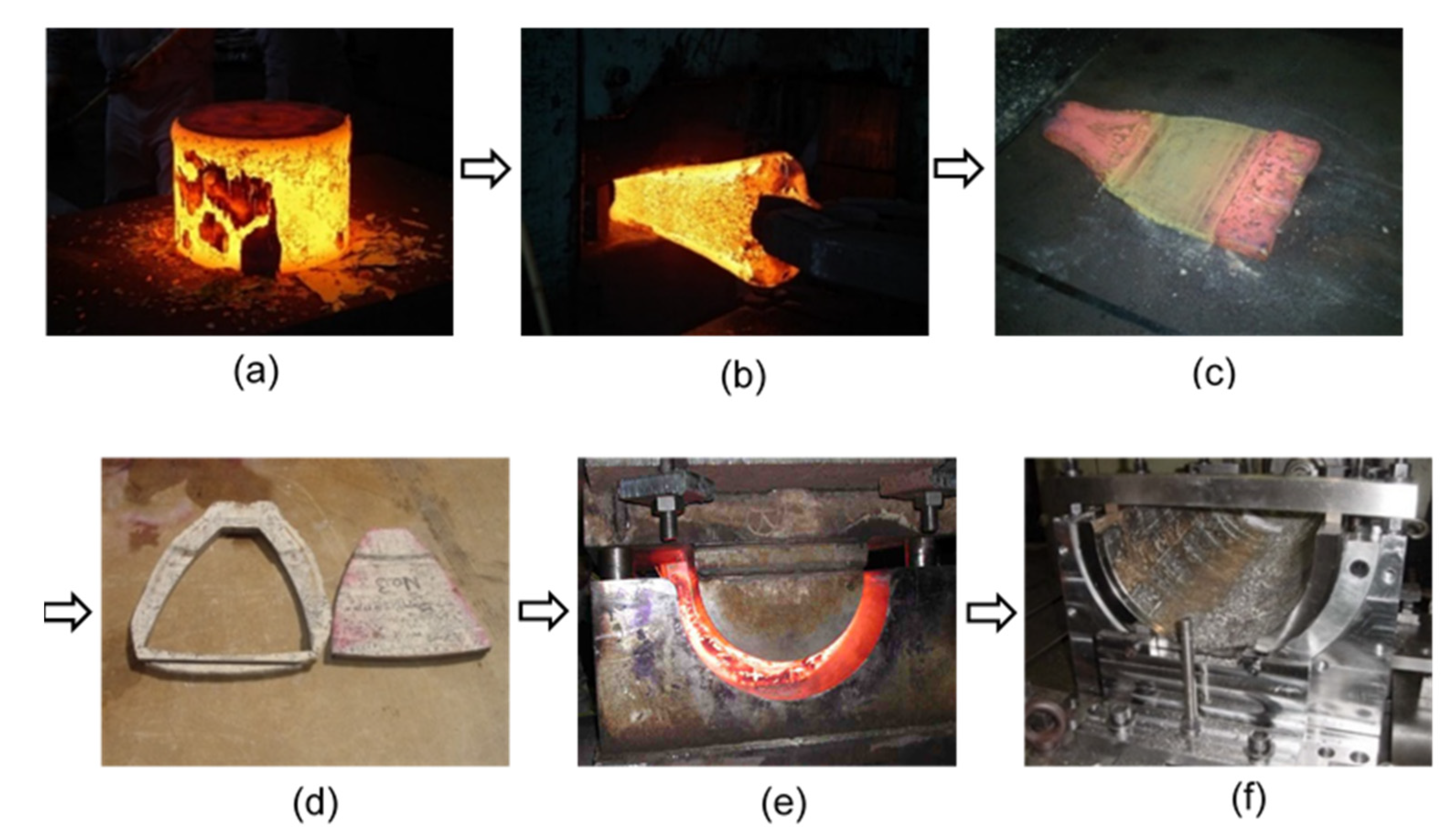
5. Subsequent Process Improvements
6. The Development of New Alloys
7. Conclusion and Future Prospects
Funding
Data Availability Statement
Conflicts of Interest
References
- Tetsui, T. Development of a TiAl turbocharger for passenger vehicles. Mater. Sci. Eng. A 2002, 329–331, 528–588. [Google Scholar] [CrossRef]
- Brotzu, A.; Felli, F.; Mondal, A.; Pilone, D. Production issues in the manufacturing of TiAl turbine blades by investment casting. Procedia Struct. Integr. 2020, 25, 79–87. [Google Scholar] [CrossRef]
- Wang, X.; Xu, W.; Xu, P.; Zhou, H.; Kong, F.; Chen, Y. High Nb–TiAl intermetallic blades fabricated by isothermal die forging process at low temperature. Metals 2020, 10, 757. [Google Scholar] [CrossRef]
- Burtscher, M.; Klein, T.; Lindemann, J.; Lehmann, O.; Fellmann, H.; Güther, V.; Clemens, H.; Mayer, S. An advanced TiAl alloy for high-performance racing applications. Metals 2020, 13, 4720. [Google Scholar] [CrossRef] [PubMed]
- Bewlay, B.P.; Nag, S.; Suzuki, A.; Weimer, M. TiAl alloys in commercial aircraft engines. Mater. High Temp. 2016, 33, 549–559. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications–processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Habel, U.; Heutling, F.; Kunze, C.; Smarsly, W.; Das, G.; Clemens, H. Chapter 208, forged intermetallic γ-TiAl based alloy low-pressure turbine blade in the geared turbofan. In Proceedings of the 13th World Conference on Titanium; Vasisht Venkatesh, V., Pilchak, A.L., Allison, J.E., Ankem, S., Boyer, R., Christodoulou, J., Fraser, H.L., Imam, M.A., Kosaka, Y., Rack, H.J., et al., Eds.; Wiley: Hoboken, NJ, USA, 2016; pp. 1223–1227. [Google Scholar]
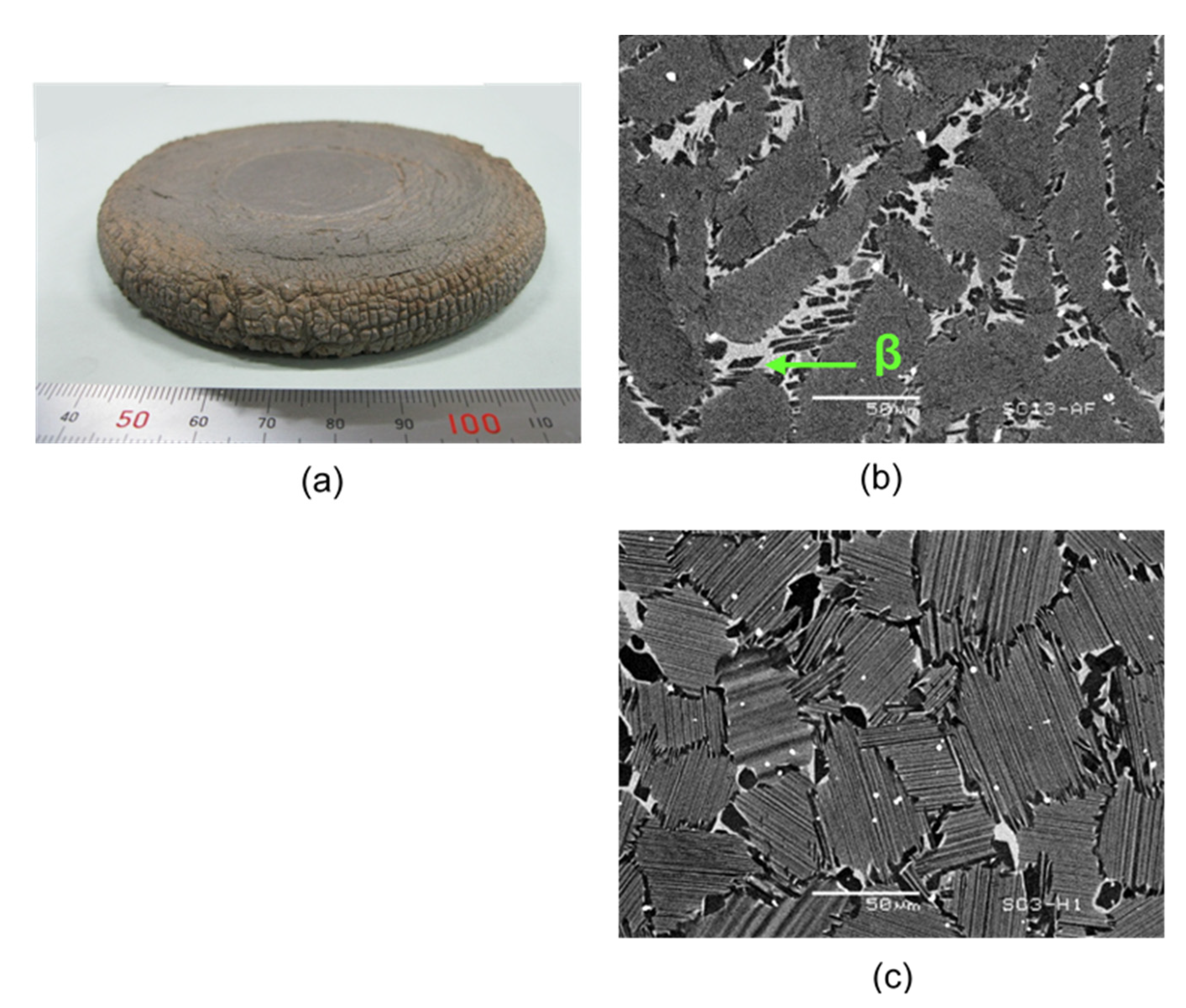
- Tetsui, T.; Shindo, K.; Kobayashi, S.; Takeyama, M. A newly developed hot-worked TiAl alloy was used for blades and structural components. Scripta Mater. 2002, 47, 399–403. [Google Scholar] [CrossRef]
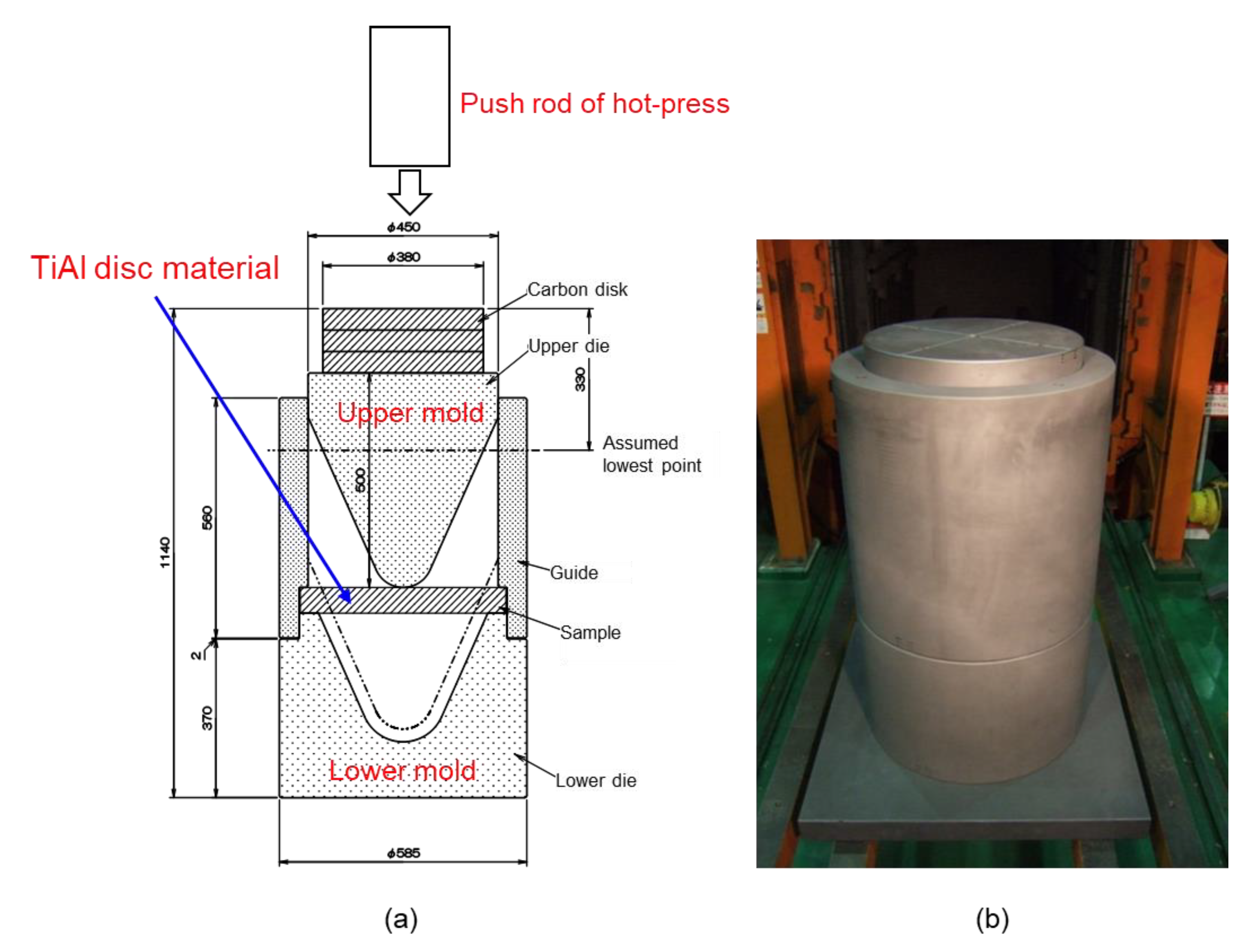
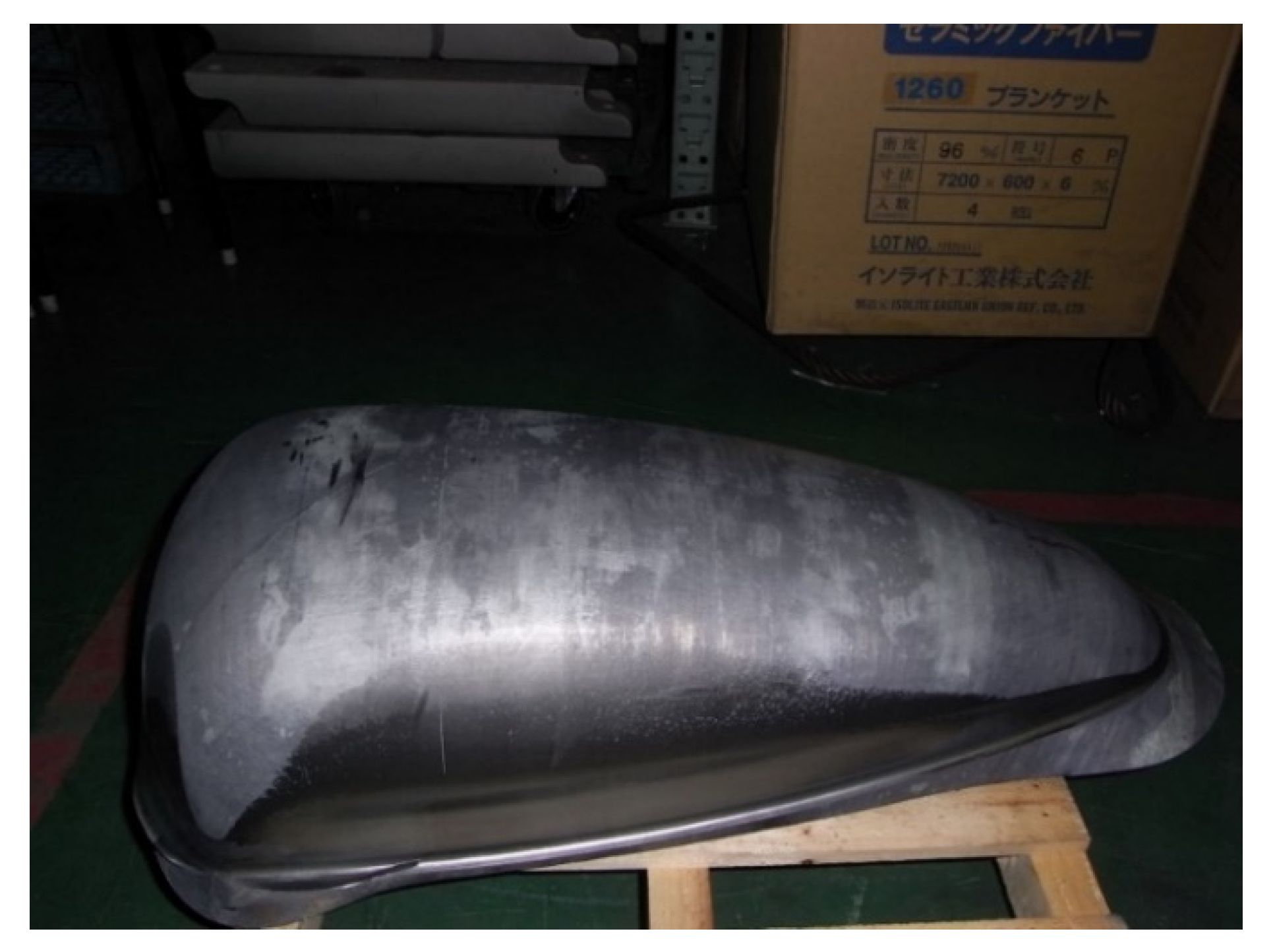
- Tetsui, T.; Shindo, K.; Kaji, S.; Kobayashi, S.; Takeyama, M. Fabrication of TiAl components by means of hot forging and machining. Intermetallics 2005, 13, 971–978. [Google Scholar] [CrossRef]
- Tetsui, T.; Shindo, K. TiAl-Based Alloy, Its Manufacturing Method and Blades Using It. Japanese Patent 4287991 B2, 1 July 2009. [Google Scholar]
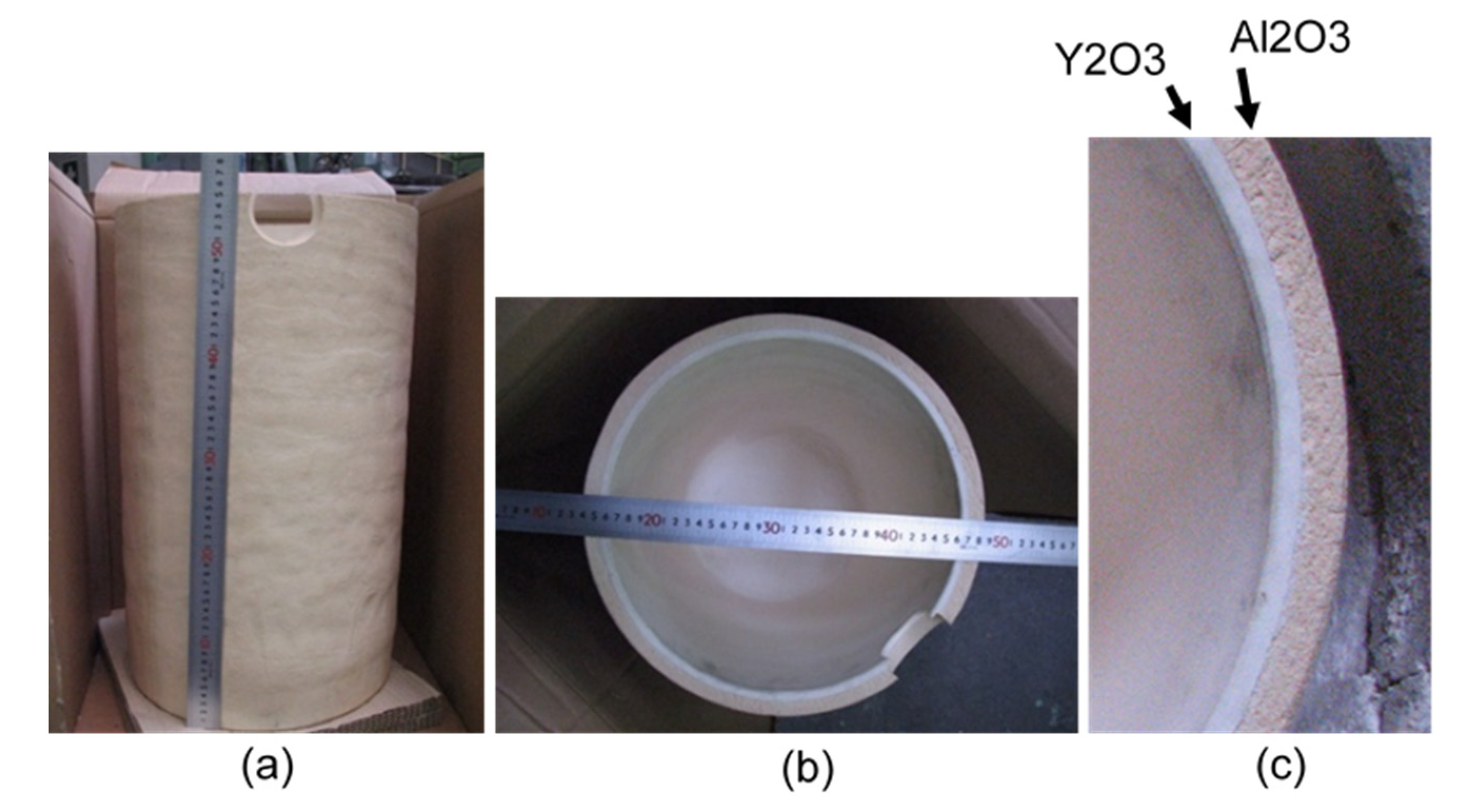
- Tetsui, T.; Kobayashi, T.; Mori, T.; Kishimoto, T.; Harada, H. Evaluation of yttria applicability as a crucible for induction melting of TiAl alloy. Mater. Trans. 2010, 51, 1656–1662. [Google Scholar] [CrossRef] [Green Version]
- Tetsui, T.; Kobayashi, T.; Harada, H. Consideration of the influence of contamination from oxide crucibles on TiAl cast material, and the possibility of achieving low-purity TiAl precision cast turbine wheels. Intermetallics 2012, 31, 274–281. [Google Scholar] [CrossRef]
- Technical Data: Coefficient of Thermal Expansion. Available online: https://global.kyocera.com/prdct/fc/list/tokusei/bouchou/index.html (accessed on 8 June 2021).
- Tetsui, T. Hot-Forged TiAl-Based Alloy and Method for Producing the Same. U.S. Patent 10208360 B2, 19 February 2019. [Google Scholar]
- Harris, K.; Erickson, G.; Schwer, R. MAR M 247 derivations–CM 247 LC DS alloy and CMSX single-crystal alloys: Properties and performance. In Superalloys 1984; Kortovich, C.S., Bricknell, R.H., Eds.; Metallurgical Society of AIME: Warrendale, PA, USA, 1984; pp. 221–230. [Google Scholar]
- Tang, B.; Cheng, J.; Kou, H.; Li, J. Hot forging design and microstructure evolution of a high Nb containing TiAl alloy. Intermetallics 2015, 58, 7–14. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analyzed Position | Chemical Composition (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Al | Mn | C | O | N | Fe | H | ||
| Y2O3 crucible melting | Top | 28.6 | 7.03 | 0.005 | 0.12 | 0.012 | 0.01 | 0.0016 |
| Bottom | 28.5 | 6.83 | 0.004 | 0.12 | 0.012 | 0.01 | 0.0016 | |
| Skull melting | - | 28.1 | 7.63 | 0.007 | 0.048 | 0.008 | 0.004 | 0.0013 |
| Target | - | 28.7 | 7.0 | - | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tetsui, T. Practical Use of Hot-Forged-Type Ti-42Al-5Mn and Various Recent Improvements. Metals 2021, 11, 1361. https://doi.org/10.3390/met11091361
Tetsui T. Practical Use of Hot-Forged-Type Ti-42Al-5Mn and Various Recent Improvements. Metals. 2021; 11(9):1361. https://doi.org/10.3390/met11091361
Chicago/Turabian StyleTetsui, Toshimitsu. 2021. "Practical Use of Hot-Forged-Type Ti-42Al-5Mn and Various Recent Improvements" Metals 11, no. 9: 1361. https://doi.org/10.3390/met11091361
APA StyleTetsui, T. (2021). Practical Use of Hot-Forged-Type Ti-42Al-5Mn and Various Recent Improvements. Metals, 11(9), 1361. https://doi.org/10.3390/met11091361