
Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Charge Materials
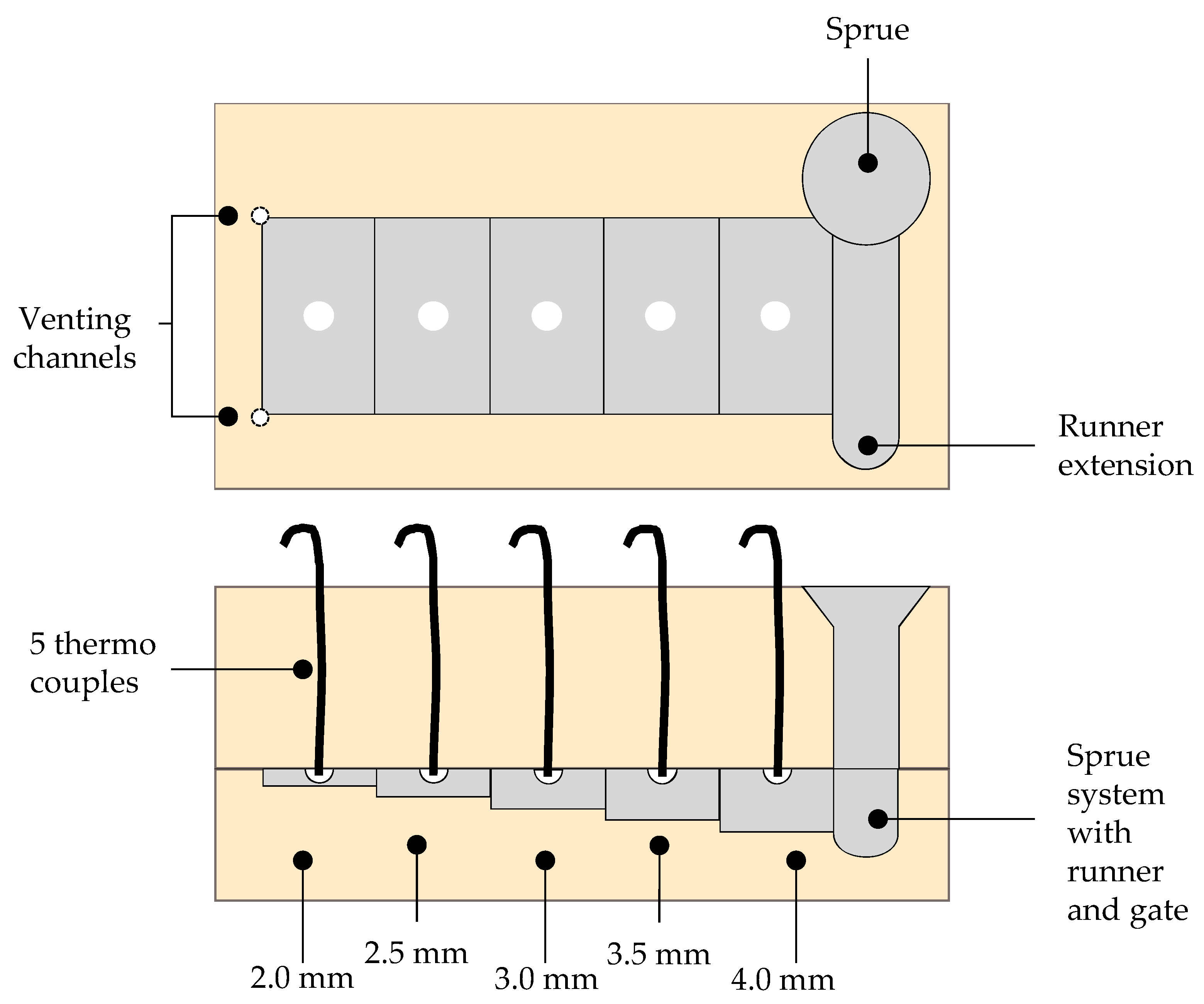
2.2. Sand Casting
2.3. Melting
2.4. Chemical Composition
2.5. Solidification Rate Measurements
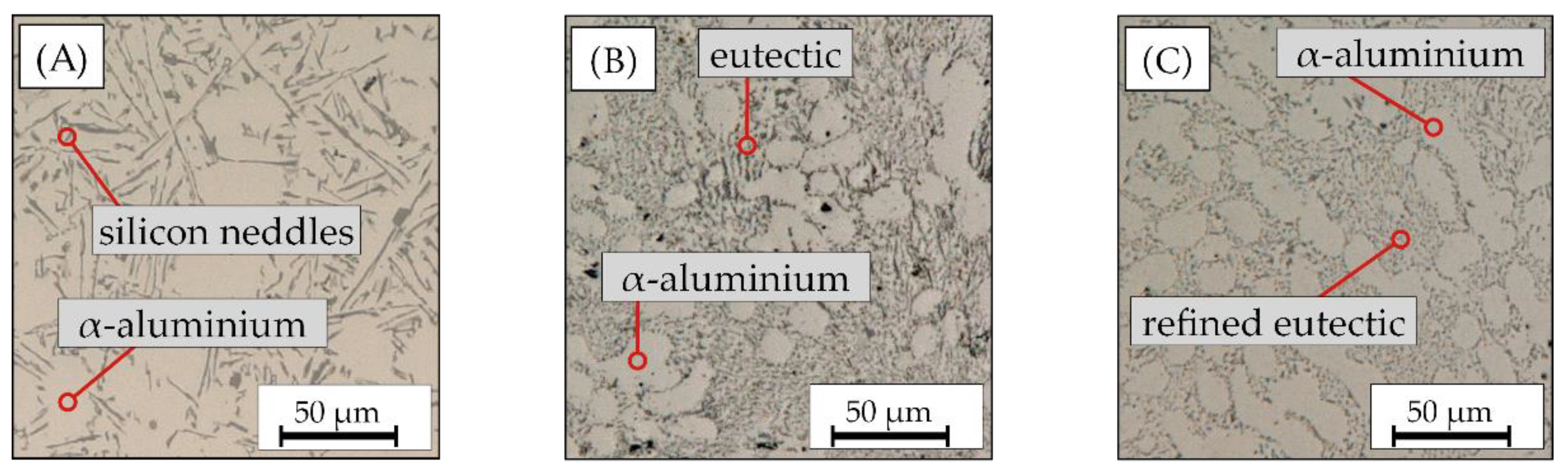
2.6. Metallography
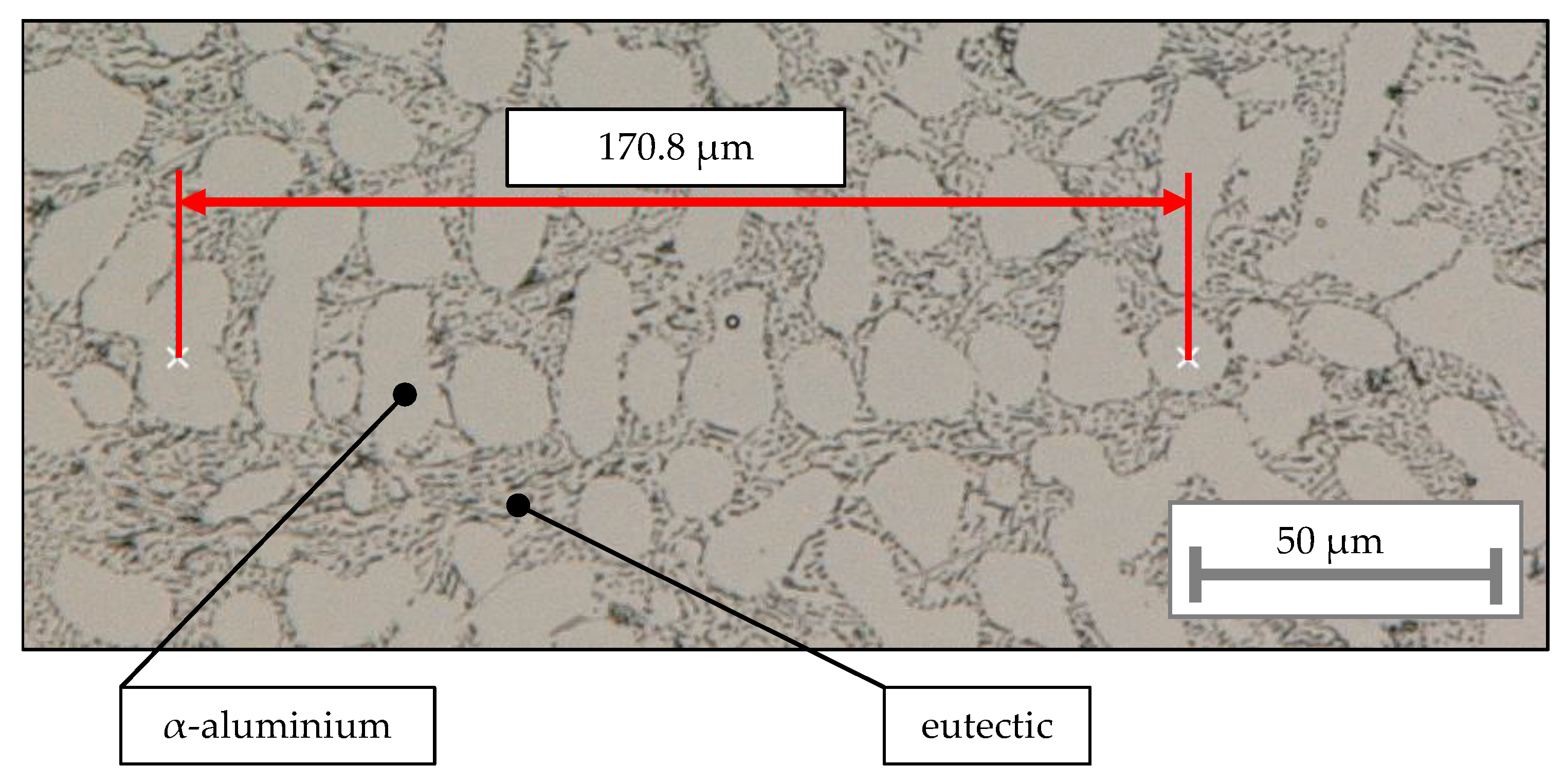
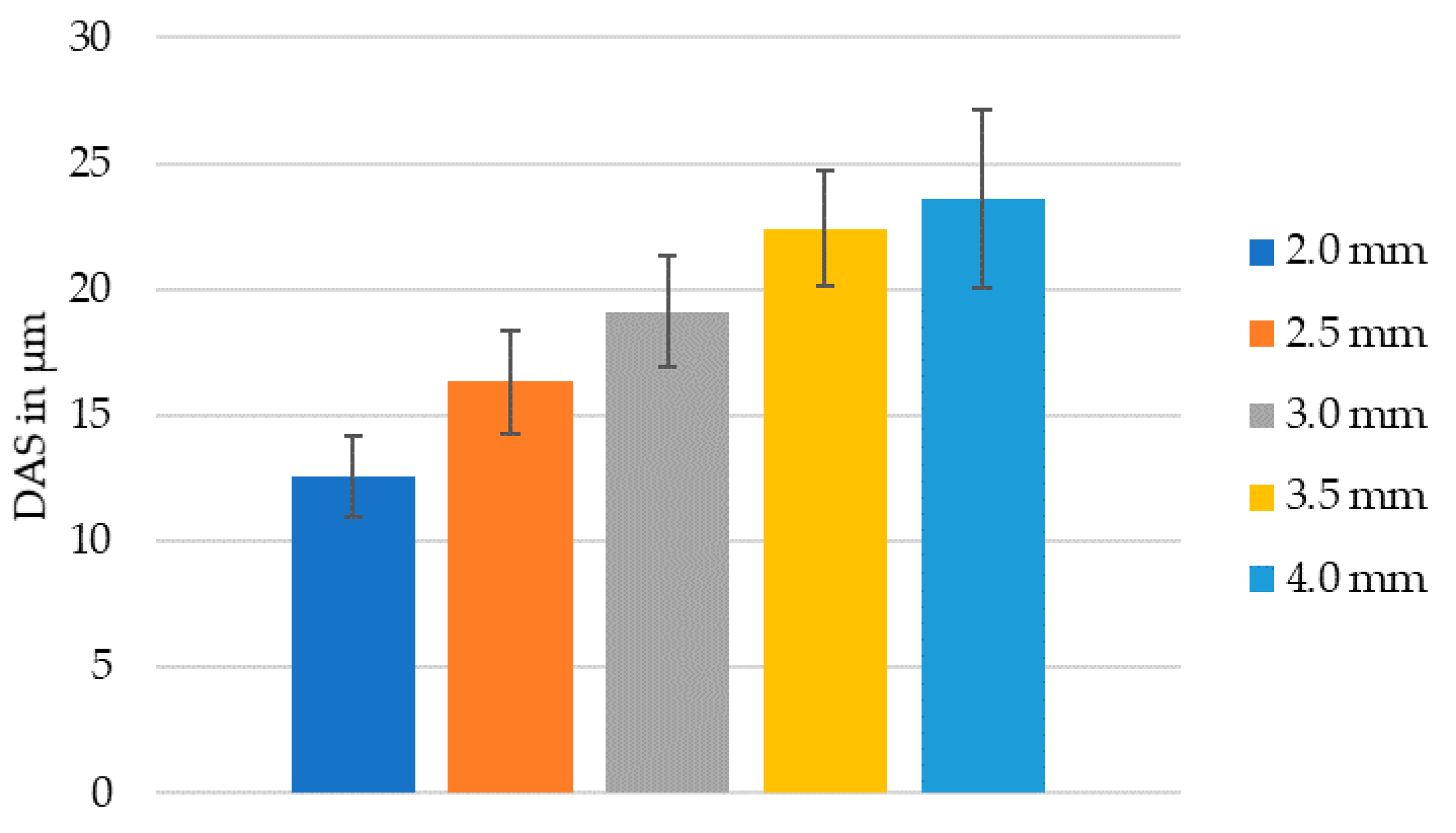
2.7. Secondary Dendrite Arm Spacing
- x = length of the dendrite stem and
- m = number of dendrites.
2.8. Mechanical Tests
2.8.1. Tensile Tests
2.8.2. Hardness Tests
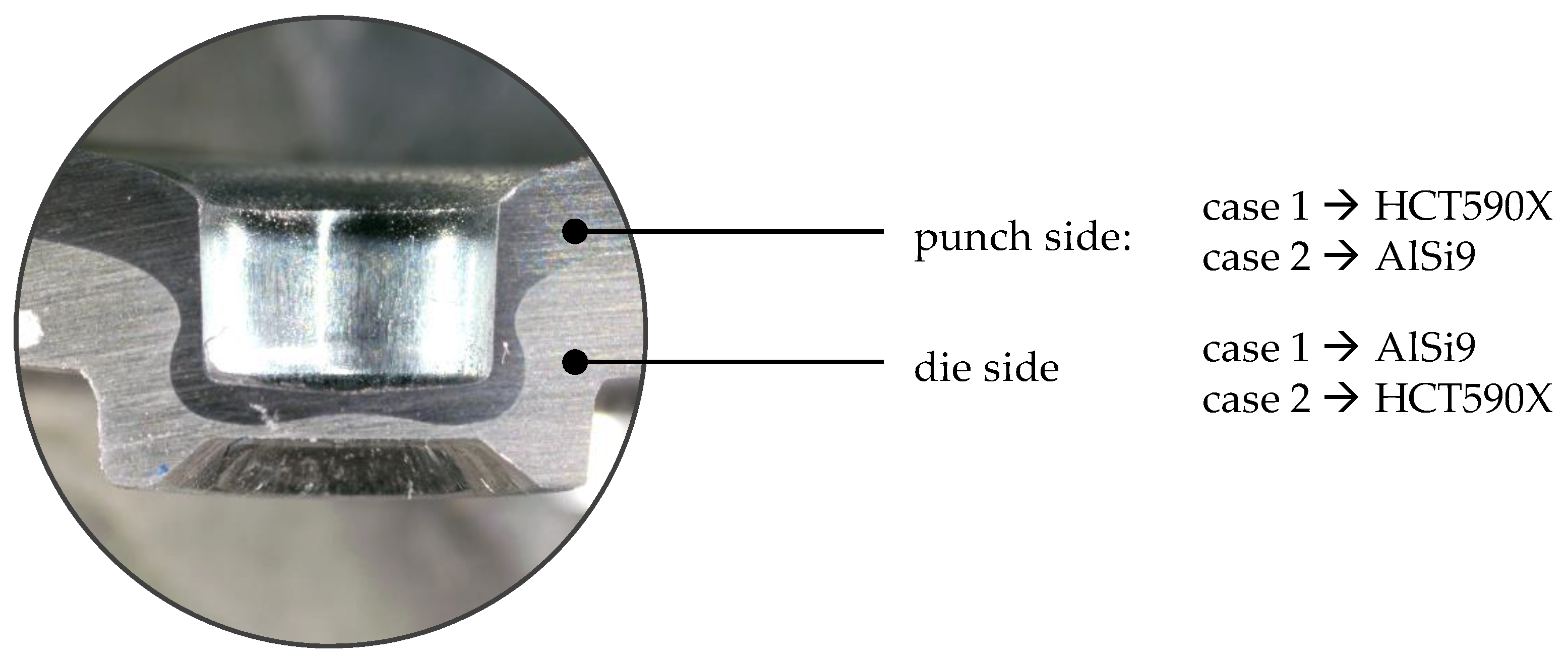
2.9. Clinching
3. Results and Discussion
3.1. Chemical Composition
3.2. Secondary Dendrite Arm Spacing
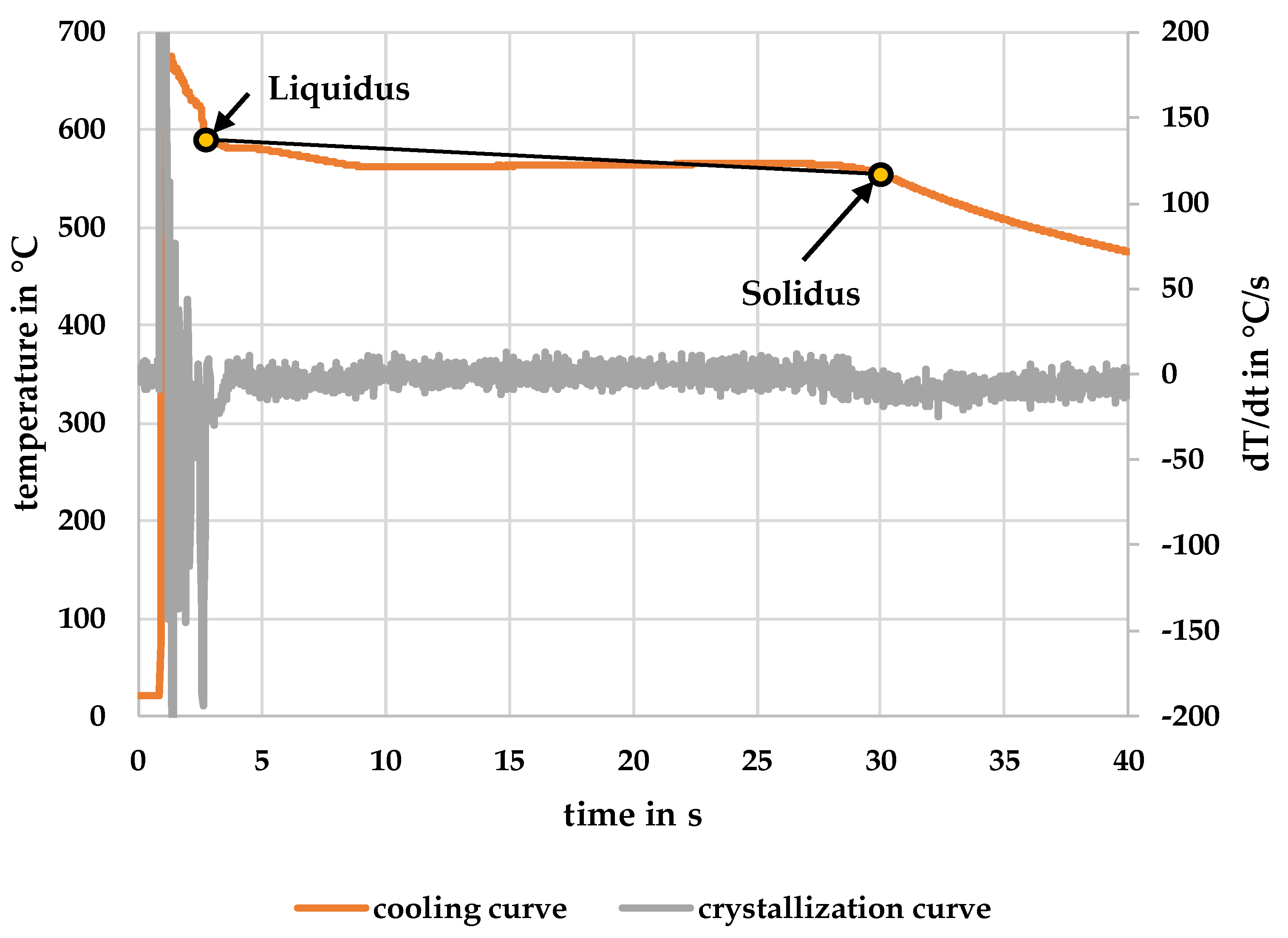
3.3. Solidification Curve and Cooling Rate
3.4. Mechanical Properties
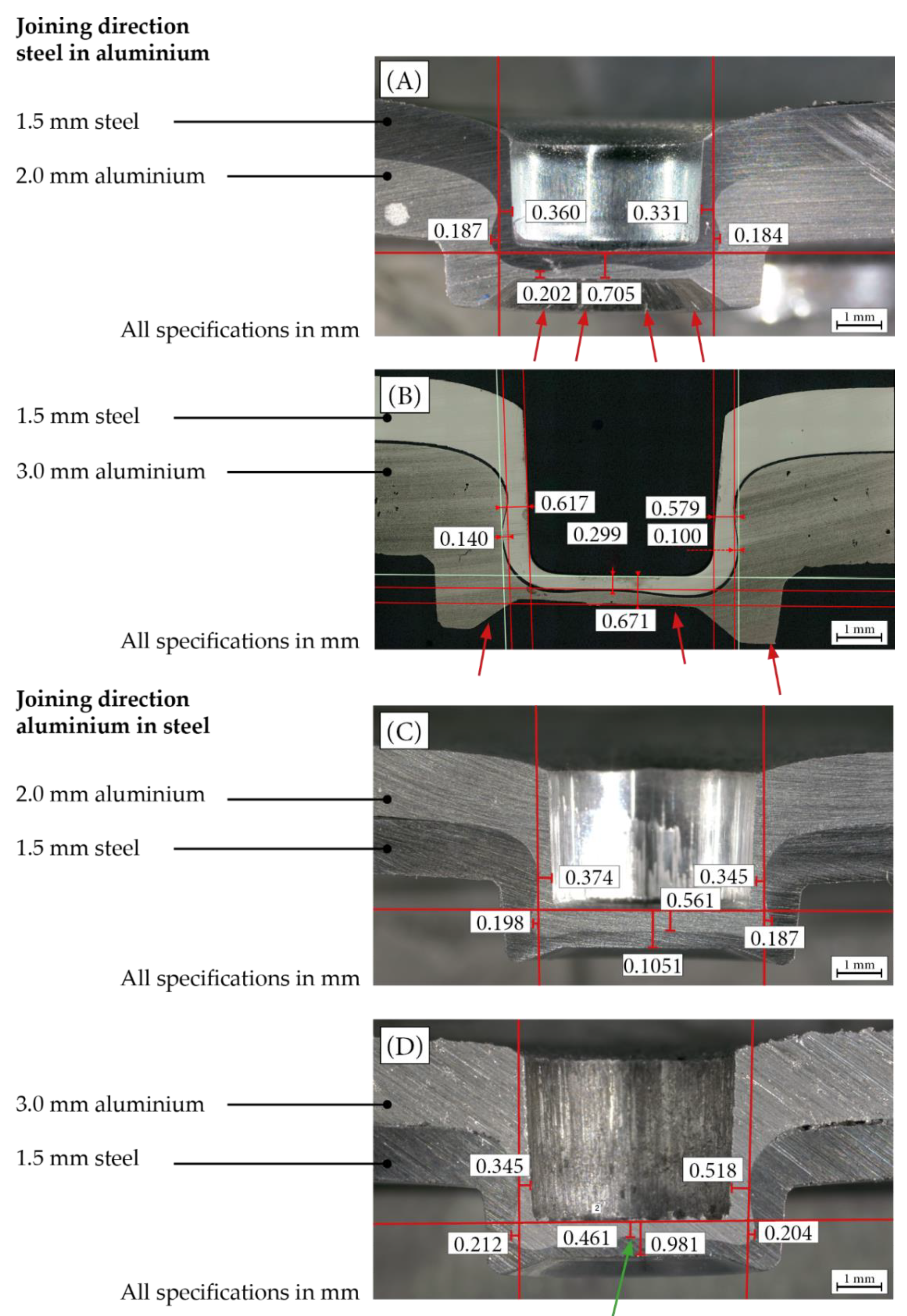
3.5. Microsection of Clinching Joint
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles; CRC Press: Boca Raton, FL, USA, 2011; ISBN 1613443641. [Google Scholar]
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43806-0. [Google Scholar]
- Kaufman, J.G.; Rooy, E.L. Aluminum Alloy Castings: Properties, Processes, and Applications; ASM International: Materials Park, OH, USA, 2004; ISBN 1615030476. [Google Scholar]
- Gruzleski, J.E.; Closset, B.M. The Treatment of Liquid Aluminium-Silicon Alloys; American Foundrymen’s Society, Inc.: Des Plaines, IL, USA, 1999; ISBN 978-0874331219. [Google Scholar]
- Polmear, I.; St. John, D.; Ne, J.; Qian, M. Light Alloys: From Traditional Alloys to Nanocrystals, 5th ed.; Elsevier Science & Technology: Oxford, UK, 2017; ISBN 008099430X. [Google Scholar]
- Machuta, J.; Nová, I.; Kejzlar, P. Structure and Mechanical Properties of Aluminium Alloys AlSi10 and AlSi5Mg. Manuf. Technol. 2017, 17, 772–777. [Google Scholar] [CrossRef]
- Zhao, X.; Meng, D.; Zhang, J.; Han, Q. The effect of heat treatment on die casting aluminum to apply self-pierce riveting. Int. J. Adv. Manuf. Technol. 2020, 109, 2409–2419. [Google Scholar] [CrossRef]
- Zhang, D.; Zheng, L.; StJohn, D. Effect of a short solution treatment time on microstructure and mechanical properties of modified Al–7wt.%Si–0.3wt.%Mg alloy. J. Light Met. 2002, 2, 27–36. [Google Scholar] [CrossRef]
- Echempati, R. Primer on Automotive Lightweighting Technologies, 1st ed.; CRC Press: Boca Raton, FL, USA, 2021; ISBN 9780815357131. [Google Scholar]
- DVS/EFB. Merkblatt Clinchen; DVS Media GmbH: Düsseldorf, Germany, 2002. [Google Scholar]
- Mucha, J. Clinching technology in the automotive industry. Arch. Automot. Eng. 2017, 76. [Google Scholar] [CrossRef]
- Di Michele, G.; Guglielmi, P.; Palumbo, G.; Sorgente, D. Investigation on the Strain Behaviour of a Precipitation-Hardenable Aluminium Alloy through a Temperature Gradient Based Heat Treatment. KEM 2015, 639, 361–368. [Google Scholar] [CrossRef]
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy; American Society for Metals: Metals Park, OH, USA, 1984; ISBN 1615031693. [Google Scholar]
- Fredriksson, H.; Åkerlind, U. Materials Processing during Casting; Wiley: Chichester, UK; Hoboken, NJ, USA, 2010; ISBN 0470015144. [Google Scholar]
- Warmuzek, M. Aluminum-Silicon Casting Alloys: Atlas of Microfractographs; ASM International: Materials Park, OH, USA, 2004; ISBN 0871707942. [Google Scholar]
- Duygun, İ.K.; Hapçı Ağaoğlu, G.; Dispinar, D.; Orhan, G. Time-dependent corrosion properties of Sr-modified AlSi9 alloy analyzed by electrochemical techniques. J. Alloys Compd. 2019, 803, 786–794. [Google Scholar] [CrossRef]
- Neuser, M.; Kappe, F.; Busch, M.; Grydin, O.; Bobbert, M.; Schaper, M.; Meschut, G.; Hausotte, T. Joining suitability of cast aluminium for self-piercing riveting. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1157, 12005. [Google Scholar] [CrossRef]
- Zolotorevskiĭ, V.S.; Belov, N.A.; Glazoff, M.V.; Zolotorevski, V.; Belov, N.A. Casting Aluminum Alloys, 1st ed.; Elsevier: Oxford, UK, 2007; ISBN 9780080453705. [Google Scholar]
- Zhao, X.; Zhang, J.; Chu, Y.; Cheng, P.; Meng, D. Research on Joining High Pressure Die Casting Parts by Self-Pierce Riveting (SPR) Using Ring-Groove Die Comparing to Heat Treatment Method. In SAE Technical Paper Series; WCX SAE World Congress Experience, 21 April 2020; SAE International: Warrendale, PA, USA, 2020. [Google Scholar]
- Lumley, R.N. Fundamentals of Aluminium Metallurgy: Production, Processing and Applications; Woodhead Publishing: Cambridge, MA, USA, 2018; ISBN 978-0-08-102063-0. [Google Scholar]
- Glazoff, M.V. Casting Aluminum Alloys, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2019; ISBN 978-0-12-811805-4. [Google Scholar]
- Trimet Aluminium SE. Trimal-37: Druckgusslegierung für Duktile Anwendungen. Available online: https://www.trimet.eu/de/trimal_produktblaetter_pdf/produktblatt-trimal-37-asi-2020.pdf (accessed on 16 August 2021).
- BDG-Bundesverband der Deutschen Gießerei-Industrie. P220-Bestimmung des Dendritenarmabstandes für Gussstücke aus Aluminium-Gusslegierungen; Verein Deutscher Giessereifachleute e. V. (VDG): Düsseldorf, Germany, 2011. [Google Scholar]
- Vandersluis, E.; Ravindran, C. Influence of solidification rate on the microstructure, mechanical properties, and thermal conductivity of cast A319 Al alloy. J. Mater. Sci. 2019, 54, 4325–4339. [Google Scholar] [CrossRef]
- Emadi, D.; Whiting, L.V.; Nafisi, S.; Ghomashchi, R. Applications of thermal analysis in quality control of solidification processes. J. Therm. Anal. Calorim. 2005, 81, 235–242. [Google Scholar] [CrossRef]
- Haque, M.; Maleque, M. Effect of process variables on structure and properties of aluminium–silicon piston alloy. J. Mater. Process. Technol. 1998, 77, 122–128. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Name | Variable | Min. Single Value | Min. Mean Value |
|---|---|---|---|
| bottom thickness punch side | tbs | 0.20 mm | - |
| bottom thickness die side | tbm | 0.20 mm | - |
| neck thickness (left/right) | tnl,r | 0.20 mm | 0.25 mm |
| interlock | fhl,r | 0.10 mm | 0.16 mm |
| AlSi9 | ||||||||
|---|---|---|---|---|---|---|---|---|
| Elements | Al | Si | Mn | Mg | Fe | Cu | Sr | others |
| Mean value in wt% | 89.310 | 9.746 | 0.451 | 0.017 | 0.110 | 0.032 | 0.048 | 0.286 |
| Standard deviation | 0.080 | 0.060 | 0.0043 | 0.0005 | 0.011 | 0.0012 | 0.0002 | |
| HCT590X | ||||||||
| Elements | Fe | C | Si | Mn | P | S | Cr + Mo | others |
| Mean value in wt% | 97.500 | 0.051 | 0.233 | 1.700 | 0.0061 | <0.005 | 0.417 | 0.0879 |
| Standard deviation | 0.013 | 0.003 | 0.0024 | 0.027 | 0.0003 | 0.0001 | 0.0039 | |
| Measured Quantities | |||||
|---|---|---|---|---|---|
| Thickness of aluminium cast in mm | 2.0 mm | 2.5 mm | 3.0 mm | 3.5 mm | 4.0 mm |
| Solidification rate in °C/s | 3.8 | 3.4 | 2 | 1.7 | 1.4 |
| Liquidus temperature in °C | 584 | 571 | 572 | 574 | 588 |
| Solidus temperature in °C | 522 | 529 | 534 | 532 | 549 |
| Thickness of Aluminium Plate | 2.0 mm | 2.5 mm | 3.0 mm | 3.5 mm | 4.0 mm |
|---|---|---|---|---|---|
| Hardness in HBW | 63 ± 1 | 62 ± 1 | 61 ± 1 | 61 ± 1 | 60 ± 1 |
| Tensile strength in MPa | 197 ± 4 | 195 ± 6 | 193 ± 4 | 186 ± 3 | 178 ± 7 |
| Yield strength in MPa | 84 ± 4 | 79 ± 3 | 78 ± 5 | 78 ± 3 | 75 ± 1 |
| Elongation at fracture in % | 10 ± 2 | 12 ± 1 | 14 ± 3 | 13 ± 3 | 13 ± 2 |
| Yield strength ratio | 0.43 | 0.40 | 0.41 | 0.42 | 0.42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neuser, M.; Grydin, O.; Andreiev, A.; Schaper, M. Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals 2021, 11, 1304. https://doi.org/10.3390/met11081304
Neuser M, Grydin O, Andreiev A, Schaper M. Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals. 2021; 11(8):1304. https://doi.org/10.3390/met11081304
Chicago/Turabian StyleNeuser, Moritz, Olexandr Grydin, Anatolii Andreiev, and Mirko Schaper. 2021. "Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy" Metals 11, no. 8: 1304. https://doi.org/10.3390/met11081304
APA StyleNeuser, M., Grydin, O., Andreiev, A., & Schaper, M. (2021). Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals, 11(8), 1304. https://doi.org/10.3390/met11081304