
Roll Bonding of Al-Based Composite Reinforced with C10 Steel Expanded Mesh Inlay


Abstract
:1. Introduction
- cell elongation with the turning of strands (wires) occurs in the range of 0–30% rolling reduction (RR);
- contraction of the strand (wire) cross-section (20–50% RR);
- reduction of the intersection area with clear strand ovalisation (flattering) can be observed in the 40–50% range of rolling reduction.
2. Materials and Methods
2.1. Materials
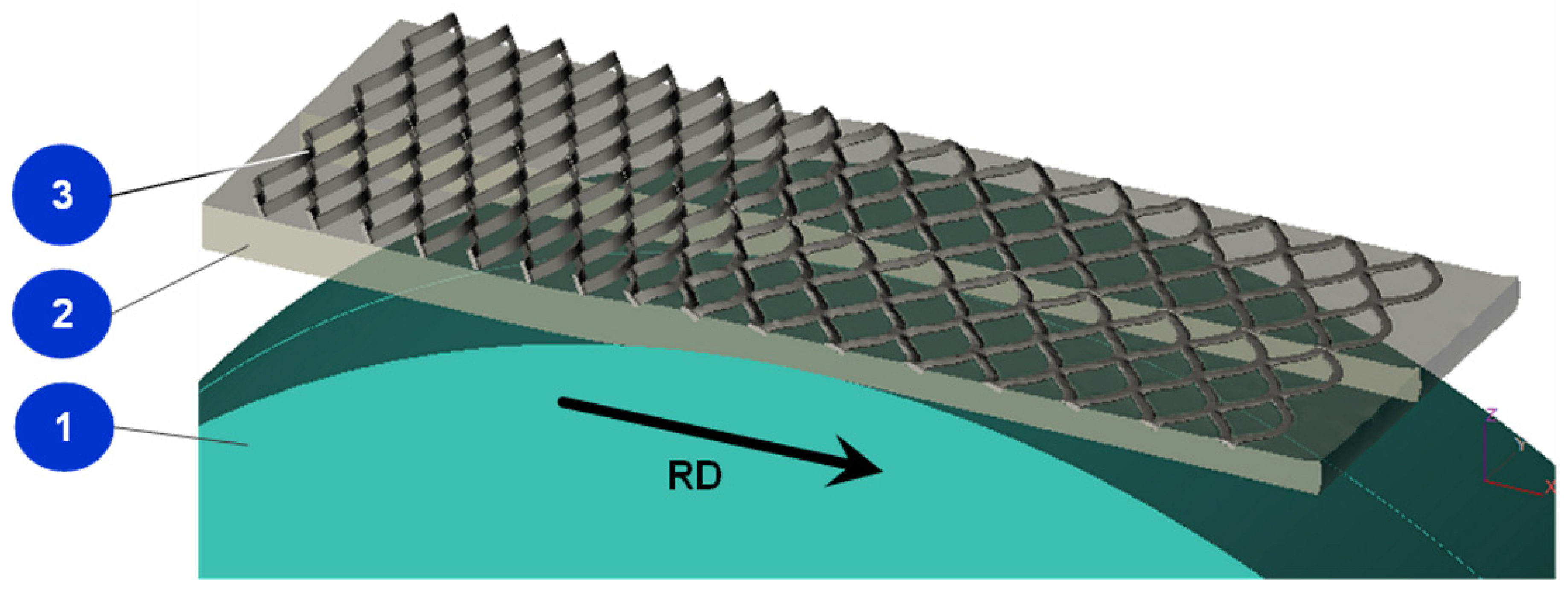
- outer layers: EN AW 1050 matrix made of hot extruded strip with dimensions (h × b × l) 3 × 70 × 200 mm;
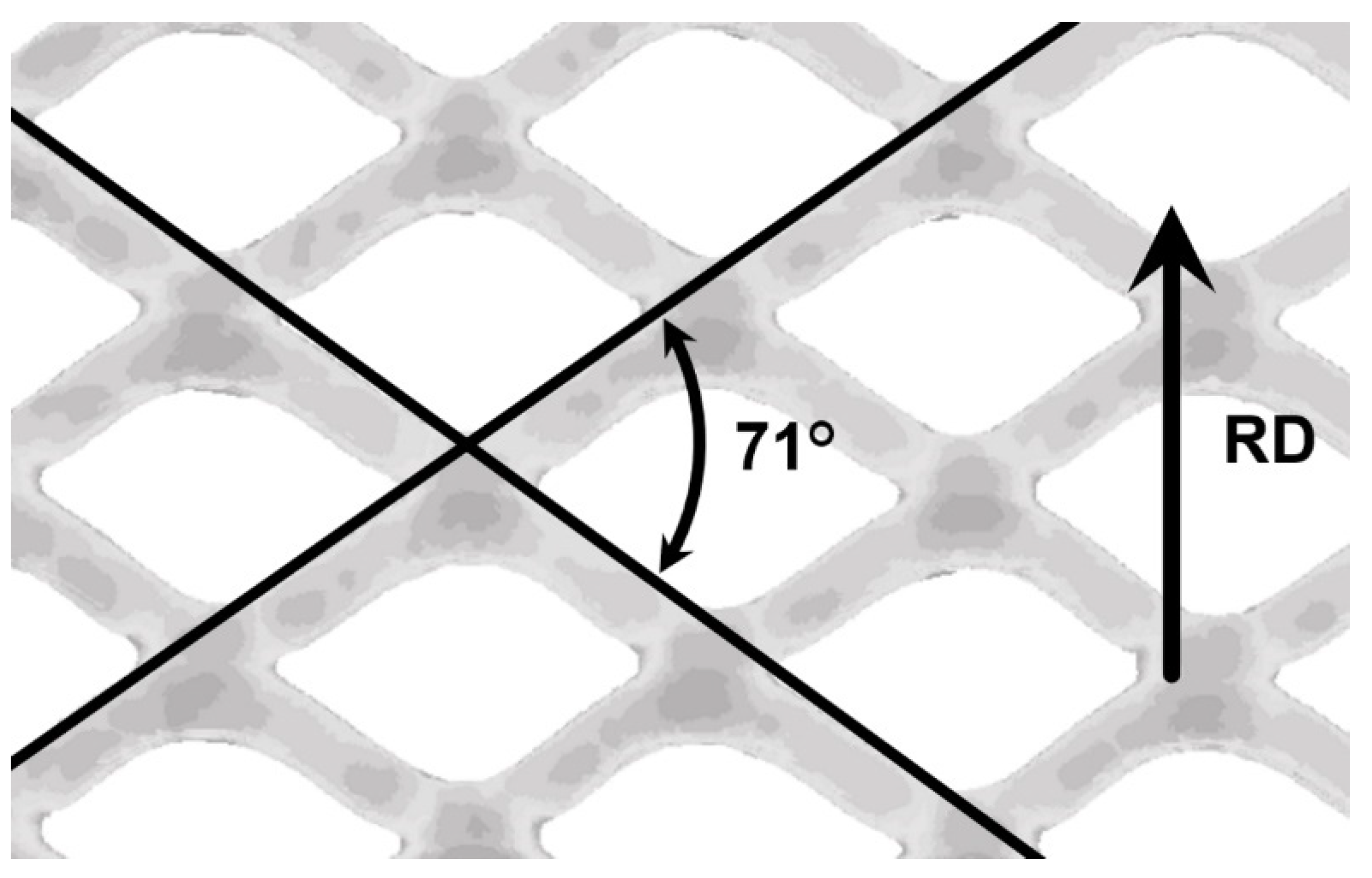
- inlay: expanded steel mesh of steel C10 (1.0301 by EN 10277-2) with outer dimensions (t × b × l) of 0.5 mm × 70 mm × 200 mm, cell size of 2 mm × 4 mm, and mesh angle (in plane) of 57°.
2.2. Experimental Procedure
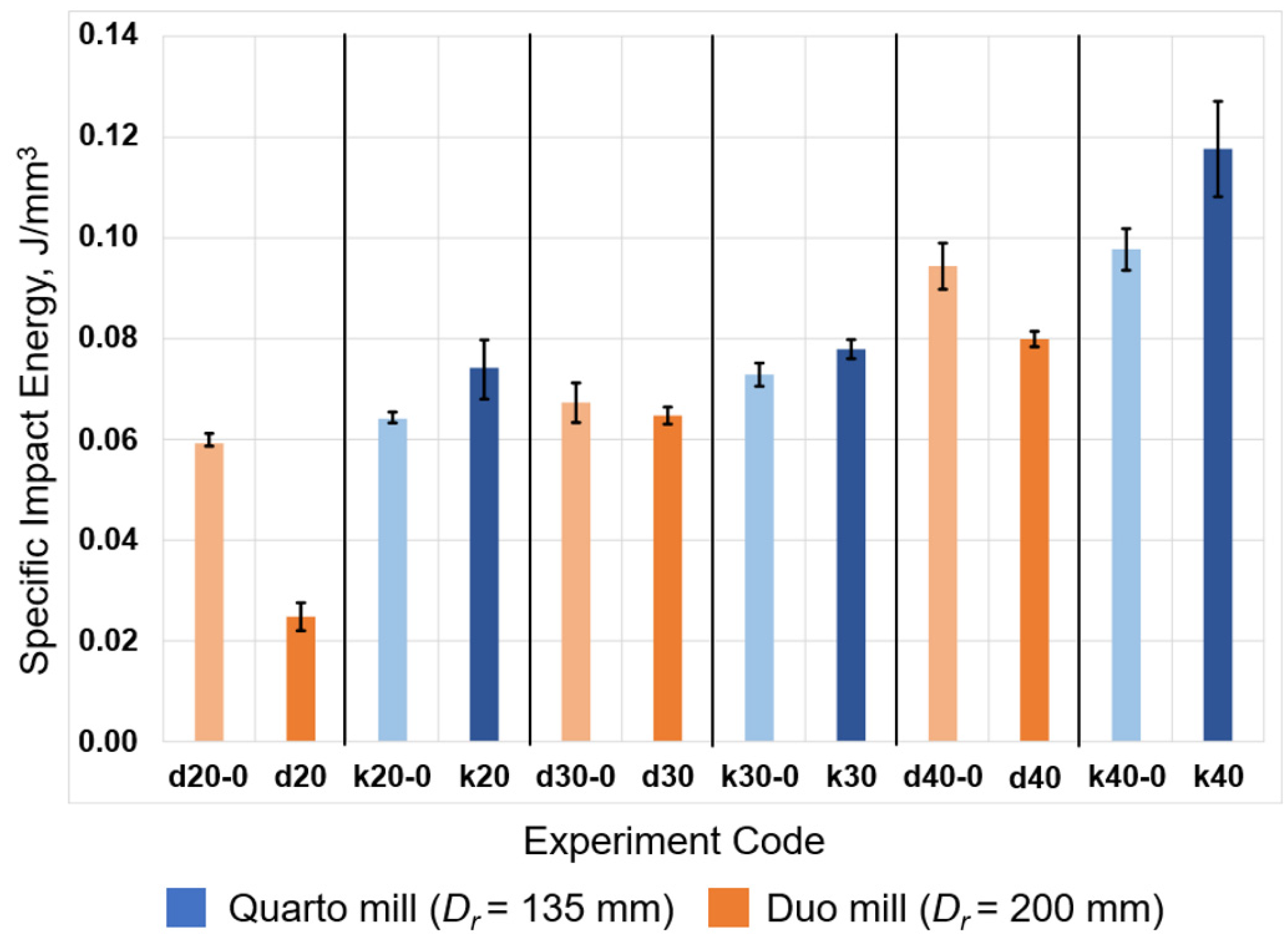
- “d”—duo (diameter of rolls: 200 mm); “k”—quarto (diameter of rolls: 135 mm);
- “20”, “30”, and “40”—nominal rolling reduction;
- “0”—non-reinforced composites.
2.3. Simulation Procedure
3. Results and Discussion
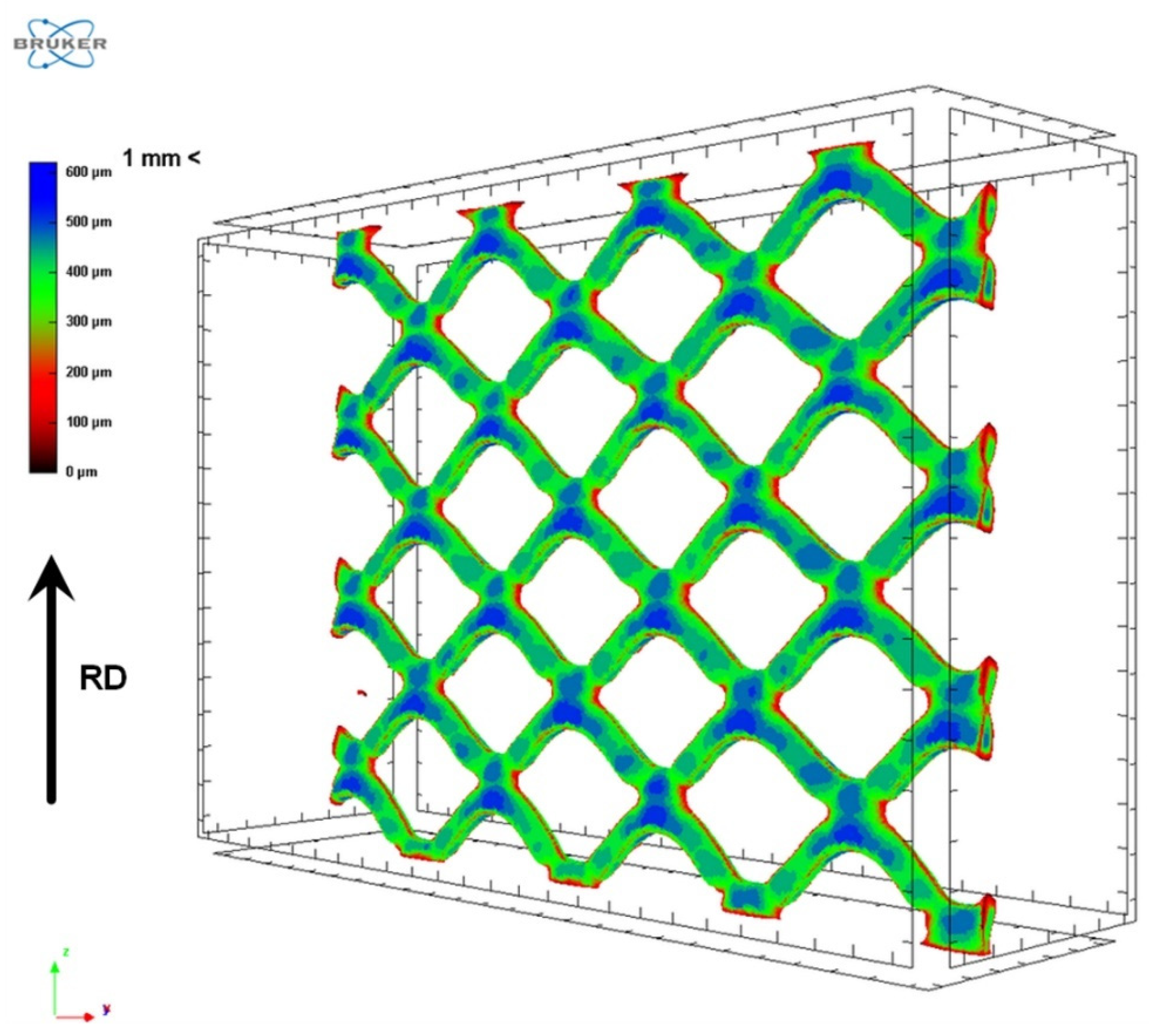
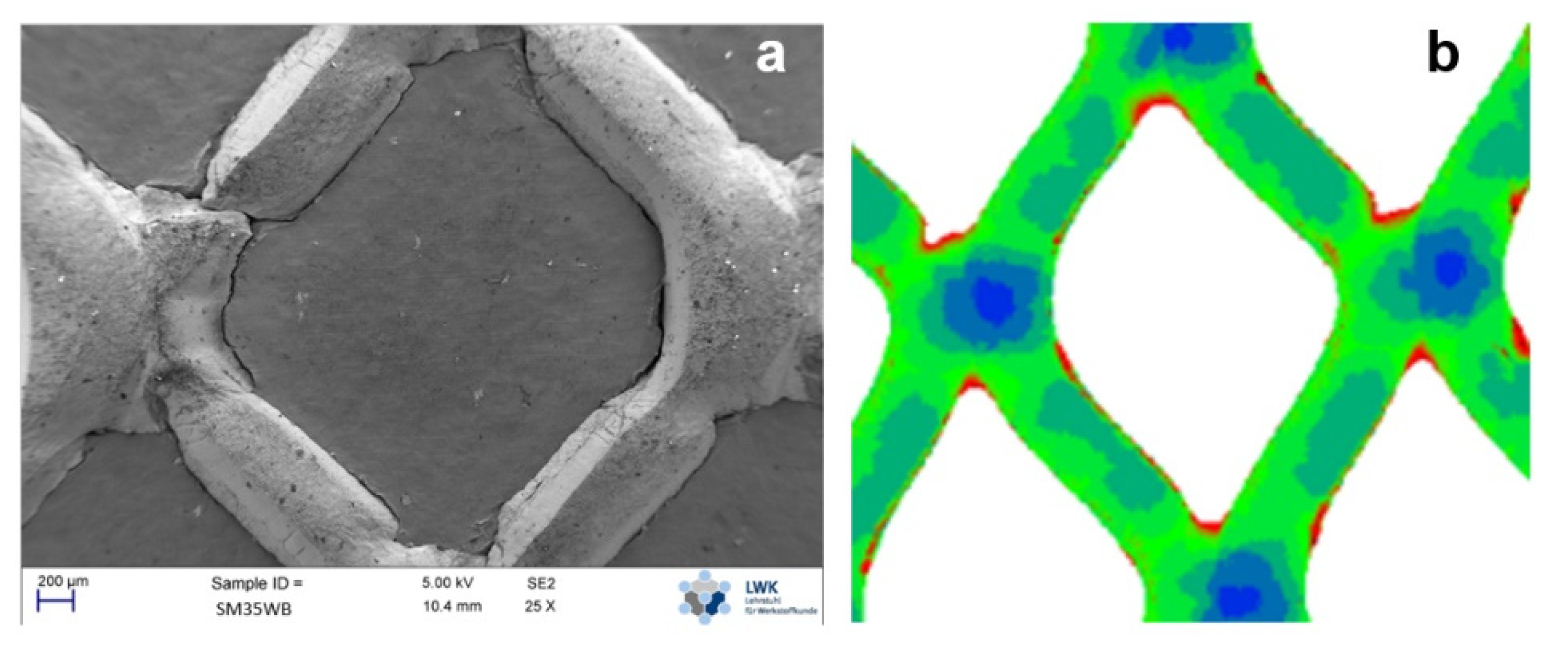
3.1. µCT-Imaging of Roll Bonded Composites
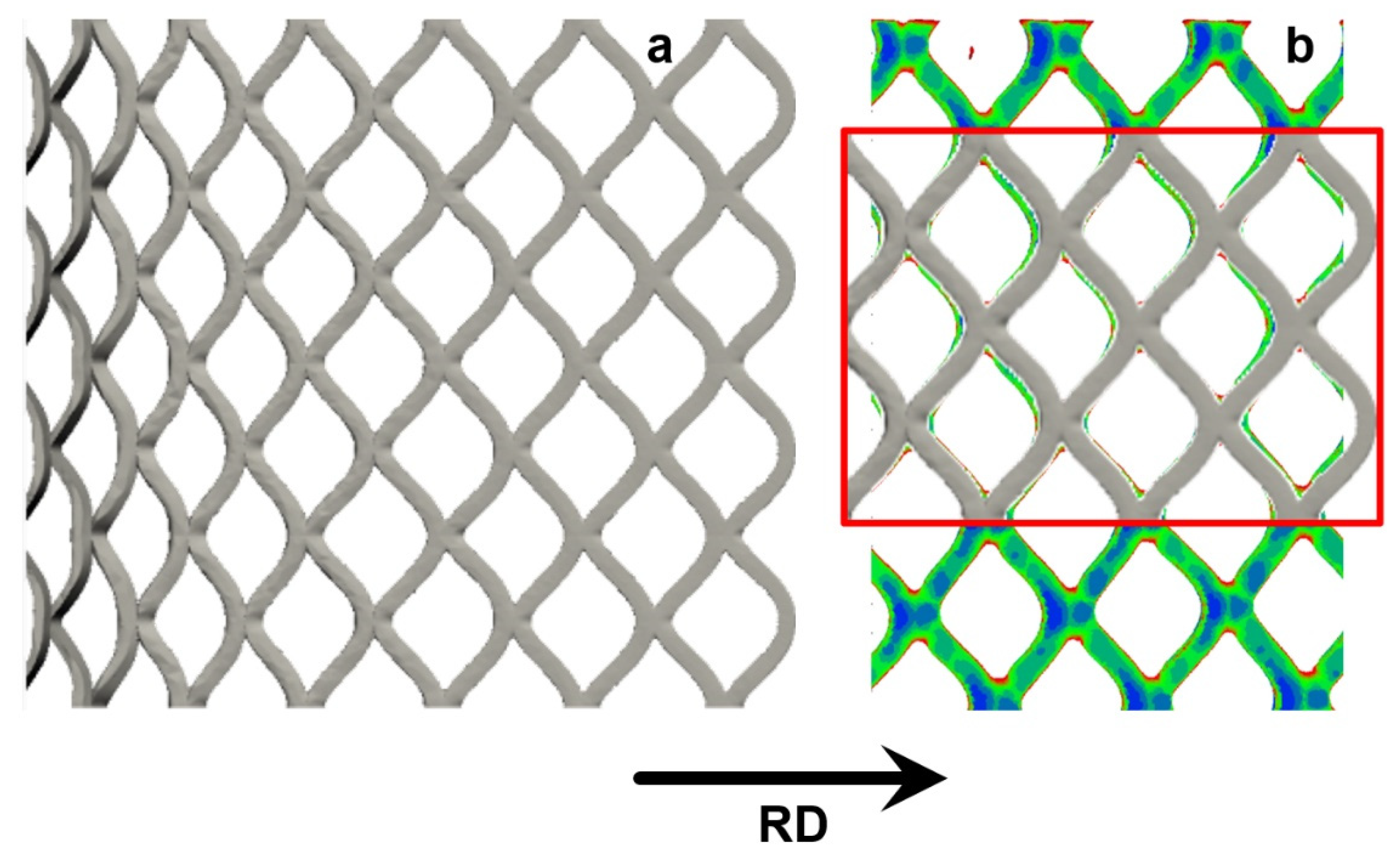
3.2. FE Simulation Using QForm Software
- The nonaxial stretching of the mesh in the initial stage;
- The alignment of the mesh parallel to the rolling direction;
- The change in the mesh angle inside the deformation zone;
- The thinning and flattering of the mesh components.
3.3. Impact Bending Tests
- The “duo” mill provides a higher increase of specific impact energy in non-reinforced composites;
- Roll bonding in the “quarto” mill increases the specific impact energy in reinforced composites.
3.4. Discussion
- How does the diameter of rolls influence the mechanical performance of composites?
- Is it possible to use relatively cheaper construction steel instead of stainless steel as an inlay for reinforcing?
- -
- The enhancement of the volumetric part of reinforcement (pilot experiments show that content of the expanded mesh up to 20% does not significantly spoil the outer surface);
- -
- The application high-strength Al-alloys;
- -
- The application of innovative alloys and technologies, e.g., the additive manufacturing of the inlay. Finally, reinforced composites have the potential to serve as fire-resistant materials, for which performance in flames depends on the geometry and properties of the inlay.
4. Conclusions
- The behavior of the expanded mesh of the construction steel during roll bonding between two aluminum sheets was successfully analyzed by the designed simulation model and validated by the experimental date.
- The designed FE model for the prediction of the 3D deformation of the steel mesh in roll-bonded composites considers the following aspects: the nonaxial stretching of the mesh in the initial stage; the alignment of the mesh along the rolling direction; the change in the mesh angle inside the deformation zone; the thinning and flattering of the mesh components.
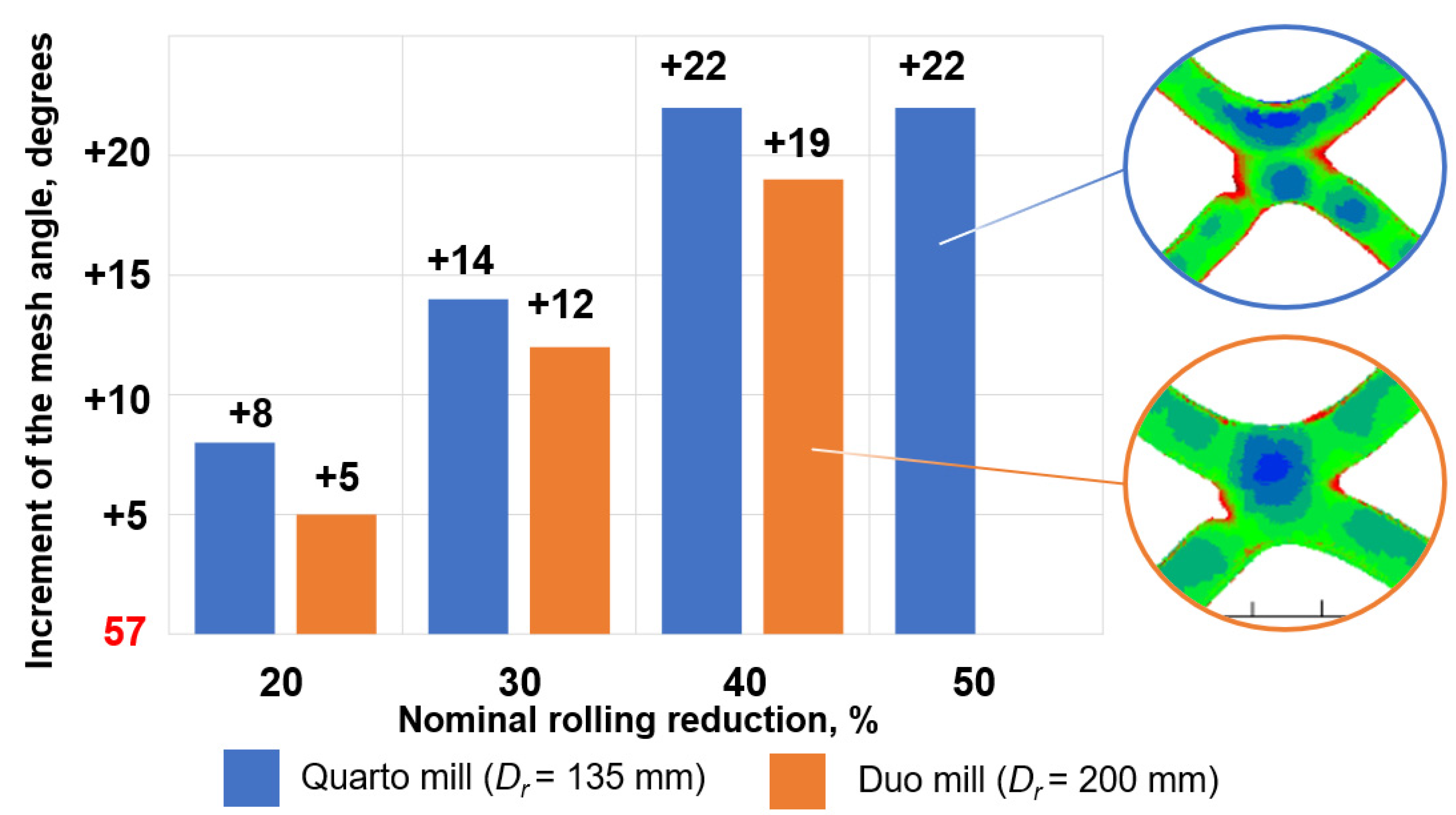
- Roll bonding experiments with a temperature of 500 °C using two separate rolling mills with rolls with a diameter of 135 mm and 200 mm, respectively, were performed to investigate the influence of the length of the deformation zone on the mesh distortion as well as on the properties of the roll-bonded composites. It has been revealed that the mesh angle of the inlay of ferrite-pearlite steel is two times less sensible to the rolling reduction in comparison with a similar mesh of austenitic steel.
- The distortion of the mesh was analyzed using computer tomography scanning and subsequently evaluated via the increment of the angle between mesh strands.
- Lightly reinforced composites with a relative part of the reinforcing component below 5% are sensitive to deformation parameters during roll bonding. Not only rolling reduction and temperature, but also the length of the deformation zone related to the diameter of rolls influences a composite’s impact properties.
- The elevated length of the deformation zone hinders the movement of the inner layers of the composite alongside the rolling direction due to friction force. The so-called sticking zone shifts the deformation to the exit of the rolling gap, where the axial tensile stress increases rapidly. Such conditions facilitate the delamination between adjacent layers.
- Lightly reinforced composites in this study exhibit better impact properties in comparison with non-reinforced ones. The maximal rise of specific impact energy for 20% exhibits the reinforced composite rolled with a rolling reduction of 40% using a mill with smaller rolls. A similar reduction applied to the composite in the mill with greater rolls significantly deteriorates the impact properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stolbchenko, M.; Makeieva, H.; Grydin, O.; Frolov, Y.; Schaper, M. Roll Bonding of Steel Net-Reinforced Aluminium Strips. Mat. Res. 2018, 21, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Stolbchenko, M.; Makeieva, H.; Grydin, O.; Frolov, Y.; Schaper, M. Strain parameters at hot rolling of aluminum strips reinforced with steel netting. J. Sandw. Struct. Mater. 2020, 22, 2009–2029. [Google Scholar] [CrossRef]
- Huang, H.; Wang, J.; Liu, W. Mechanical properties and reinforced mechanism of the stainless steel wire mesh–reinforced Al-matrix composite plate fabricated by twin-roll casting. Adv. Mech. Eng. 2017, 9, 168781401771663. [Google Scholar] [CrossRef]
- Frolov, Y.; Stolbchenko, M.; Grydin, O.; Makeeva, H.; Tershakovec, M.A.; Schaper, M. Influence of strain parameters at rolling on the properties of wire-reinforced aluminium composites. Int. J. Mater. Form. 2019, 12, 505–518. [Google Scholar] [CrossRef]
- Gülenç, B.; Kaya, Y.; Durgutlu, A.; Gülenç, İ.; Yıldırım, M.S.; Kahraman, N. Production of wire reinforced composite materials through explosive welding. Arch. Civ. Mech. Eng. 2016, 16, 1–8. [Google Scholar] [CrossRef]
- Hufenbach, W.; Ullrich, H.; Gude, M.; Czulak, A.; Malczyk, P.; Geske, V. Manufacture studies and impact behaviour of light metal matrix composites reinforced by steel wires. Arch. Civ. Mech. Eng. 2012, 12, 265–272. [Google Scholar] [CrossRef]
- Ferro, P.; Fabrizi, A.; Bonollo, F.; Berto, F. Microstructural and mechanical characterization of a stainless-steel wire mesh–reinforced Al-matrix composite: Bimatallic components for lightweight design. Frat. Integrità Strutt. 2021, 15, 289–301. [Google Scholar] [CrossRef]
- Haranich, Y.; Frolov, Y.; Gridin, O.; Voswinkel, D.; Boiarkin, V.; Remez, O. Hot roll bonding of aluminum flat composite material with steel mesh inlays. Theory Pract. Metall. 2018, 6, 34–39. [Google Scholar] [CrossRef]
- Haranich, Y.; Frolov, Y.; Grydin, O.; Voswinkel, D.; Andreiev, A.; Remez, O. Failure mode of reinforcing steel mesh in aluminum roll bonded composite material. Theory Pract. Metall. 2019, 1, 29–34. [Google Scholar] [CrossRef]
- Frolov, Y.V.; Mamuzić, I.; Danchenko, V.N. The heat conditions of the cold pilger rolling. Metals 2006, 45, 179–184. Available online: https://hrcak.srce.hr/6486 (accessed on 24 May 2021).
- Grydin, O.; Stolbchenko, M.; Schaper, M. Twin-Roll Casting of Carbon Fiber-Reinforced and Glass Fiber-Reinforced Aluminum Strips. In Light Metals 2016; Williams, E., Ed.; Springer International Publishing: New York, NY, USA, 2016; pp. 1007–1012. ISBN 978-3-319-48615-4. [Google Scholar] [CrossRef]
- Eizadjou, M.; Danesh Manesh, H.; Janghorban, K. Investigation of roll bonding between aluminum alloy strips. Mater. Des. 2008, 29, 909–913. [Google Scholar] [CrossRef]
- Chen, G.; Li, J.T.; Yu, H.L.; Su, L.H.; Xu, G.M.; Pan, J.S.; You, T.; Zhang, G.; Sun, K.M.; He, L.Z. Investigation on bonding strength of steel/aluminum clad sheet processed by horizontal twin-roll casting, annealing and cold rolling. Mater. Des. 2016, 112, 263–274. [Google Scholar] [CrossRef]
- Eizadjou, M.; Danesh Manesh, H.; Janghorban, K. Mechanism of warm and cold roll bonding of aluminum alloy strips. Mater. Des. 2009, 30, 4156–4161. [Google Scholar] [CrossRef]
- Akramifard, H.R.; Mirzadeh, H.; Parsa, M.H. Cladding of aluminum on AISI 304L stainless steel by cold roll bonding: Mechanism, microstructure, and mechanical properties. Mater. Sci. Eng. A 2014, 613, 232–239. [Google Scholar] [CrossRef]
- Danesh Manesh, H.; Karimi Taheri, A. The effect of annealing treatment on mechanical properties of aluminum clad steel sheet. Mater. Des. 2003, 24, 617–622. [Google Scholar] [CrossRef]
- Yahiro, A.; Masui, T.; Yoshida, T.; Doi, D. Development of Nonferrous Clad Plate and Sheet by Warm Rolling with Different Temperature of Materials. ISIJ Int. 1991, 31, 647–654. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. Investigation of the parameters of the cold roll bonding (CRB) process. Mater. Sci. Eng. A 2010, 527, 2320–2326. [Google Scholar] [CrossRef]
- Soltani, M.A.; Jamaati, R.; Toroghinejad, M.R. The influence of TiO2 nano-particles on bond strength of cold roll bonded aluminum strips. Mater. Sci. Eng. A 2012, 550, 367–374. [Google Scholar] [CrossRef]
- Chaudhari, G.P.; Acoff, V. Cold roll bonding of multi-layered bi-metal laminate composites. Compos. Sci. Technol. 2009, 69, 1667–1675. [Google Scholar] [CrossRef]
- Abbasi, M.; Toroghinejad, M.R. Effects of processing parameters on the bond strength of Cu/Cu roll-bonded strips. J. Mater. Process. Technol. 2010, 210, 560–563. [Google Scholar] [CrossRef]
- Haranich, Y.; Frolov, Y. Comprehensive analysis of metal–polymer sandwich composite manufacturing. Mater. Work. Press. 2017, 136–141. Available online: http://www.dgma.donetsk.ua/science_public/omd/omd_2(45)_2017/article/24.pdf (accessed on 24 May 2021).
- Frolov, Y.; Haranich, Y.; Bobukh, O.; Remez, O.; Voswinkel, D.; Grydin, O. Deformation of expanded steel mesh inlay inside aluminum matrix during the roll bonding. J. Manuf. Process. 2020, 58, 857–867. [Google Scholar] [CrossRef]
- Rodman, D.; Boiarkin, V.; Nürnberger, F.; Dalinger, A.; Schaper, M. Modeling of Spray Cooling during Induction Hardening of Spur Gearwheels Made from 42CrMo4 Hardening and Tempering Steel. Steel Res. Int. 2014, 85, 741–755. [Google Scholar] [CrossRef]
- Gerasimov, D.; Biba, N.; Stebunov, S.; Kadach, M. Implementation of a Dual Mesh Method for Longitudinal Rolling in QForm V8. MSF 2016, 854, 158–162. [Google Scholar] [CrossRef] [Green Version]
- Rozylo, P.; Ferdynus, M.; Debski, H.; Samborski, S. Progressive Failure Analysis of Thin-Walled Composite Structures Verified Experimentally. Materials 2020, 13, 1138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Debski, H.; Rozylo, P.; Teter, A. Buckling and limit states of thin-walled composite columns under eccentric load. Thin-Walled Struct. 2020, 149, 106627. [Google Scholar] [CrossRef]
- Stolbchenko, M.; Frolov, Y.; Makeieva, H.; Grydin, O.; Tershakovec, M.A.; Schaper, M. The mechanical properties of rolled wire-reinforced aluminum composites at different strain values. Mech. Adv. Mater. Struct. 2020, 27, 1599–1608. [Google Scholar] [CrossRef]
- QForm, version 9.0.10. Windows; Micas Simulations Limited: Oxford, UK.
- Danchenko, V.M.; Grykevich, V.O.; Golovko, O.M. Teoriya Protsesiv Obrobky Metaliv Tyskom (Theory of Metalls Treatment with Pressure); POROHY: Dnipropetrovsk, Ukraine, 2008; ISBN 978-996-525-968-8. [Google Scholar]
- Lenard, J.G. Primer on Flat Rolling, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2013; ISBN 978-0-08-099418-5. [Google Scholar]
- Levanov, A. Improvement of metal forming processes by means of useful effects of plastic friction. J. Mater. Process. Technol. 1997, 72, 314–316. [Google Scholar] [CrossRef]
- Spittel, M.; Spittel, T. Steel symbol/number: C10/1.0301. In Metal Forming Data of Ferrous Alloys—Deformation Behaviour; Martienssen, W., Warlimont, H., Eds.; Springer: Berlin, Germany, 2009; pp. 144–149. ISBN 978-3-540-44758-0. [Google Scholar] [CrossRef]
- Spittel, M.; Spittel, T. Al 99.5. In Part 2: Non-Ferrous Alloys—Light Metals; Martienssen, W., Warlimont, H., Eds.; Springer: Berlin, Germany, 2011; pp. 197–203. ISBN 978-3-642-13863-8. [Google Scholar] [CrossRef]
- Heinrich, W.; Nixdorf, J. Die Faser- und Fadenverstärkung von plastischen und spröden Matrixmaterialien. Materwiss Werksttech. 1971, 2, 398–405. [Google Scholar] [CrossRef]
- Wang, J.; Liu, X.; Sun, X. Study on asymmetrical cold rolling considered sticking friction. J. Mater. Res. Technol. 2020, 9, 14131–14141. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Code | h0 Al mm | Nominal hcomposite mm | In Fact hcomposite mm | In Fact εhcomposite % | Calculated ld mm | Calculated mm | Calculated Ff |
|---|---|---|---|---|---|---|---|
| d20-0 | 6.00 | 4.80 | 4.85 | 19.20 | 10.72 | 5.43 | 1.98 |
| d20 | 6.00 | 4.80 | 4.87 | 18.80 | 10.63 | 5.44 | 1.96 |
| k20-0 | 6.00 | 4.80 | 4.85 | 19.20 | 8.81 | 5.43 | 1.62 |
| k20 | 6.00 | 4.80 | 4.87 | 18.80 | 8.73 | 5.44 | 1.61 |
| d30-0 | 6.00 | 4.20 | 4.33 | 27.89 | 12.92 | 5.17 | 2.50 |
| d30 | 6.00 | 4.20 | 4.35 | 27.53 | 12.84 | 5.18 | 2.48 |
| k30-0 | 6.00 | 4.20 | 4.28 | 28.59 | 10.77 | 5.14 | 2.10 |
| k30 | 6.00 | 4.20 | 4.31 | 28.24 | 10.68 | 5.16 | 2.07 |
| d40-0 | 6.00 | 3.60 | 3.78 | 36.95 | 14.90 | 4.89 | 3.05 |
| d40 | 6.00 | 3.60 | 3.80 | 36.64 | 14.83 | 4.90 | 3.03 |
| k40-0 | 6.00 | 3.60 | 3.71 | 38.18 | 12.43 | 4.86 | 2.56 |
| k40 | 6.00 | 3.60 | 3.73 | 37.88 | 12.38 | 4.87 | 2.54 |
| Material | A | m1 | m2 | m4 | m5 | m7 | m8 |
|---|---|---|---|---|---|---|---|
| EN AW 1050 | 367.651 | −0.00463 | 0.32911 | 0.00167 | −0.00207 | 0.16592 | 0.000241 |
| 1.0301 | 2171.12 | −0.00222 | 0.42056 | 0.00117 | −0.00220 | 0.51586 | 0.000145 |
| Experiment Code | Initial Mesh Angle, Degrees | Final Mesh Angle (Experiment), Degrees | Increment of the Mesh Angle Per Percent of Rolling Reduction (Experiment) | Final Mesh Angle (Simulation), Degrees | Increment of the Mesh Angle Per Percent of Rolling Reduction (Simulation) | Part of the Mesh in Composite’s Thickness |
|---|---|---|---|---|---|---|
| d20 | 57 | 62 | 0.27 | 63 | 0.30 | 0.08 |
| k20 | 57 | 65 | 0.42 | 64 | 0.35 | 0.10 |
| d30 | 57 | 69 | 0.44 | 72 | 0.50 | 0.09 |
| k30 | 57 | 71 | 0.5 | 72 | 0.50 | 0.10 |
| d40 | 57 | 76 | 0.52 | 82 | 0.63 | 0.09 |
| k40 | 57 | 79 | 0.58 | 83 | 0.65 | 0.11 |
| k50 * | 57 | 79 | 0.46 | 97 | 0.80 | 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frolov, Y.; Nosko, M.; Samsonenko, A.; Bobukh, O.; Remez, O. Roll Bonding of Al-Based Composite Reinforced with C10 Steel Expanded Mesh Inlay. Metals 2021, 11, 1044. https://doi.org/10.3390/met11071044
Frolov Y, Nosko M, Samsonenko A, Bobukh O, Remez O. Roll Bonding of Al-Based Composite Reinforced with C10 Steel Expanded Mesh Inlay. Metals. 2021; 11(7):1044. https://doi.org/10.3390/met11071044
Chicago/Turabian StyleFrolov, Yaroslav, Maxim Nosko, Andrii Samsonenko, Oleksandr Bobukh, and Oleg Remez. 2021. "Roll Bonding of Al-Based Composite Reinforced with C10 Steel Expanded Mesh Inlay" Metals 11, no. 7: 1044. https://doi.org/10.3390/met11071044
APA StyleFrolov, Y., Nosko, M., Samsonenko, A., Bobukh, O., & Remez, O. (2021). Roll Bonding of Al-Based Composite Reinforced with C10 Steel Expanded Mesh Inlay. Metals, 11(7), 1044. https://doi.org/10.3390/met11071044