
Tool Wear Analysis during Ultrasonic Assisted Turning of Nimonic-90 under Dry and Wet Conditions




Abstract
:1. Introduction
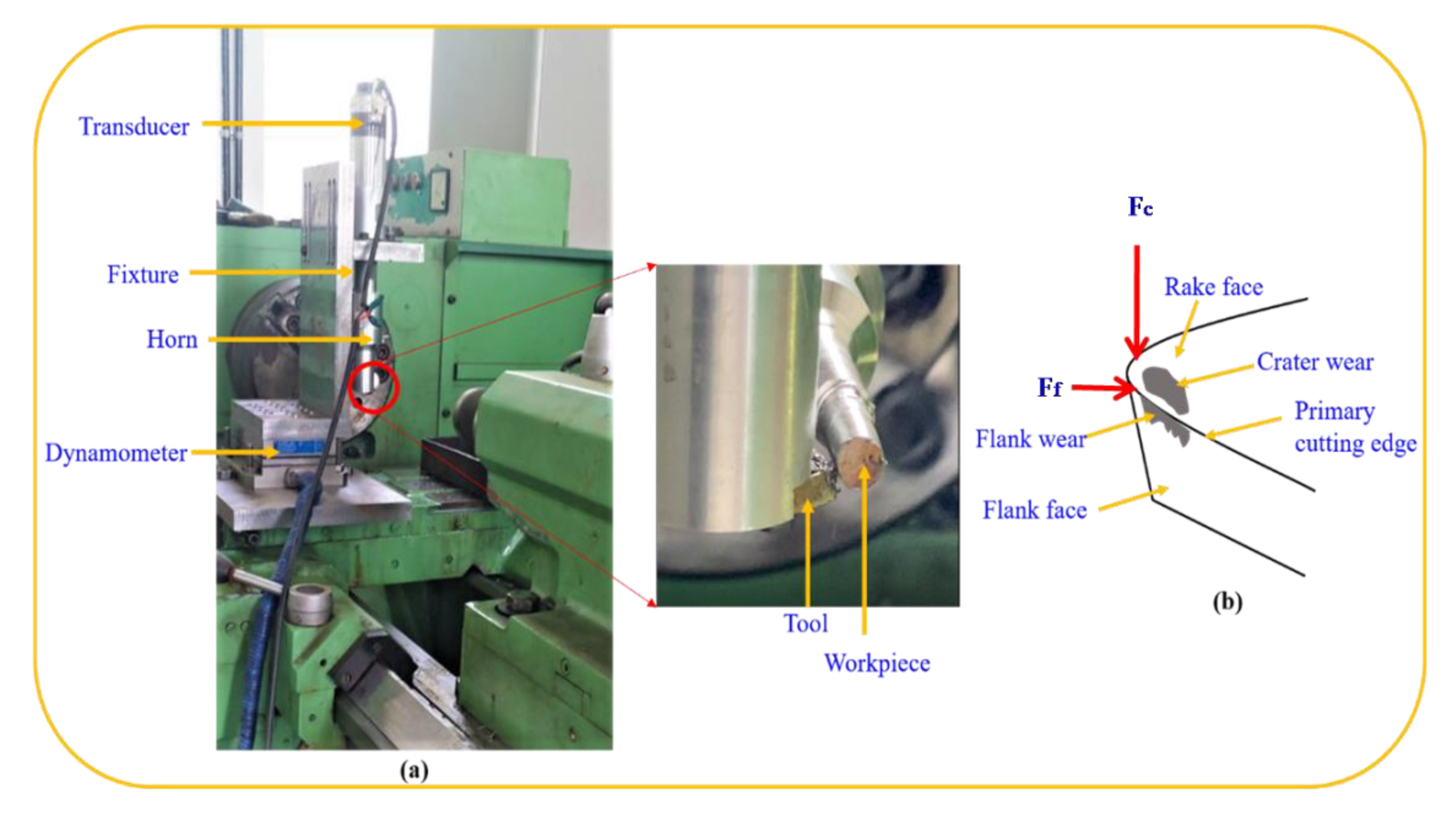
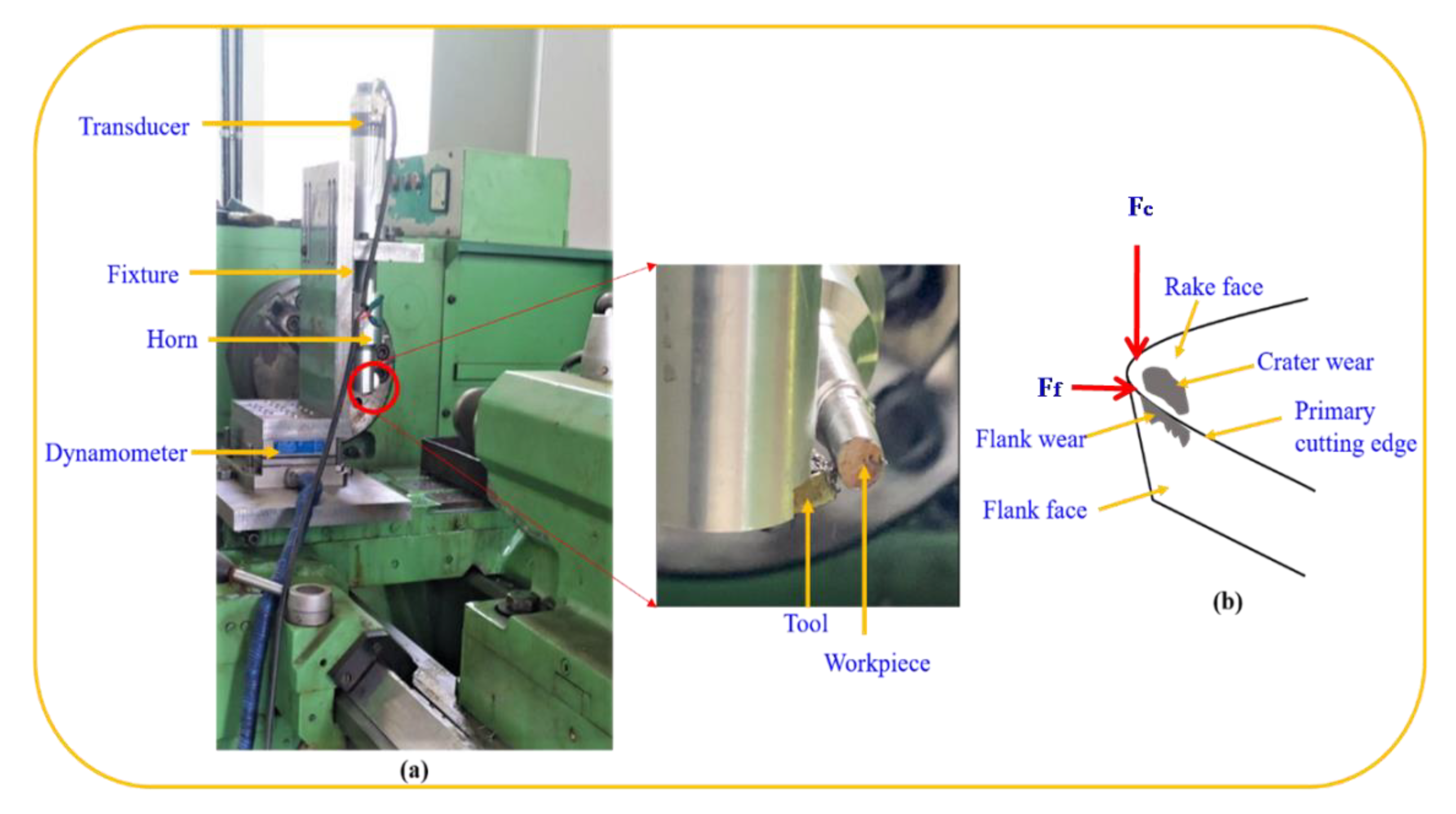
2. Experimental Procedure
- The average width of flank wear (VBb) is larger than 0.3 mm.
- Catastrophic failure of the cutting edge.
3. Results and Discussion
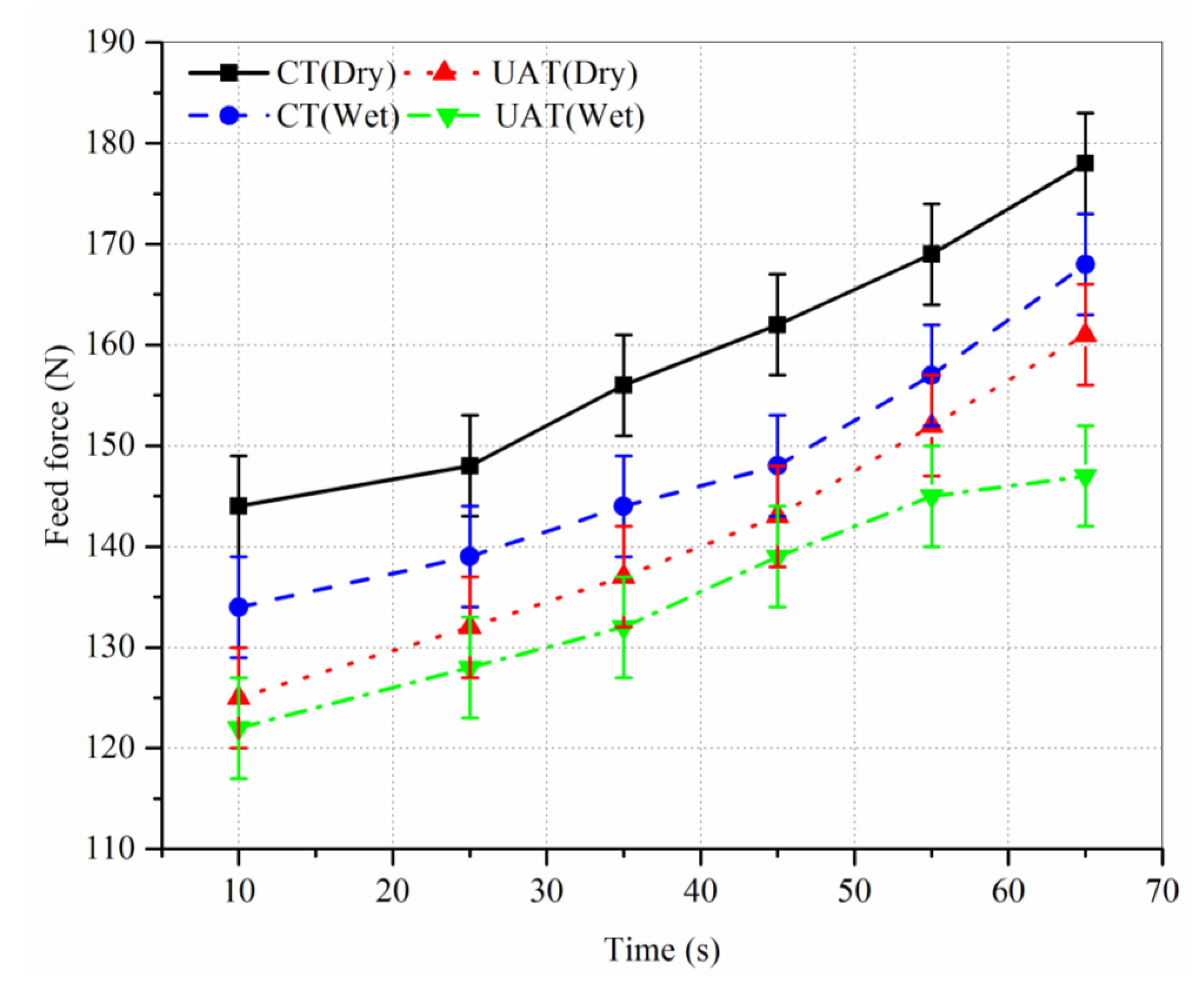
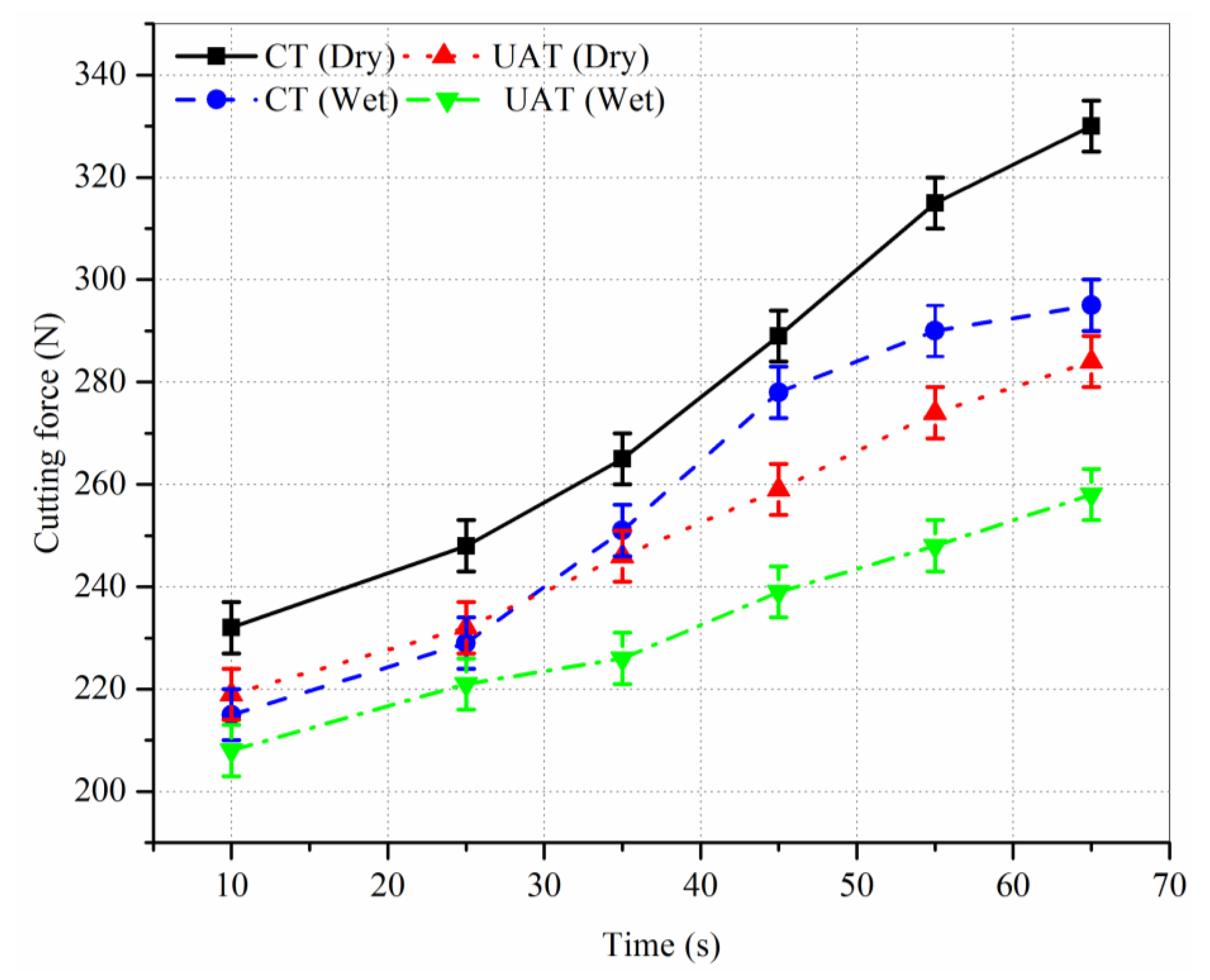
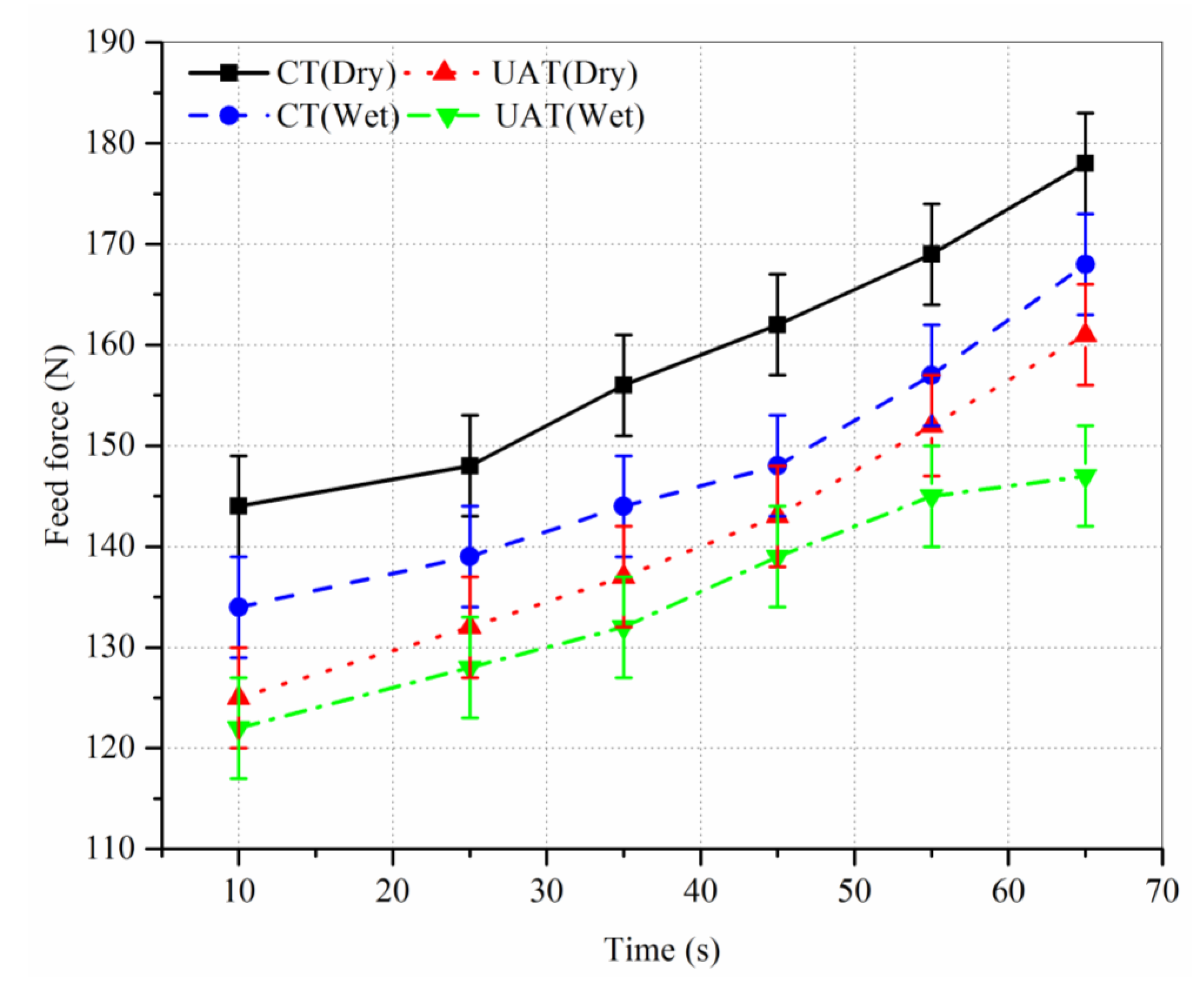
3.1. Machining Forces
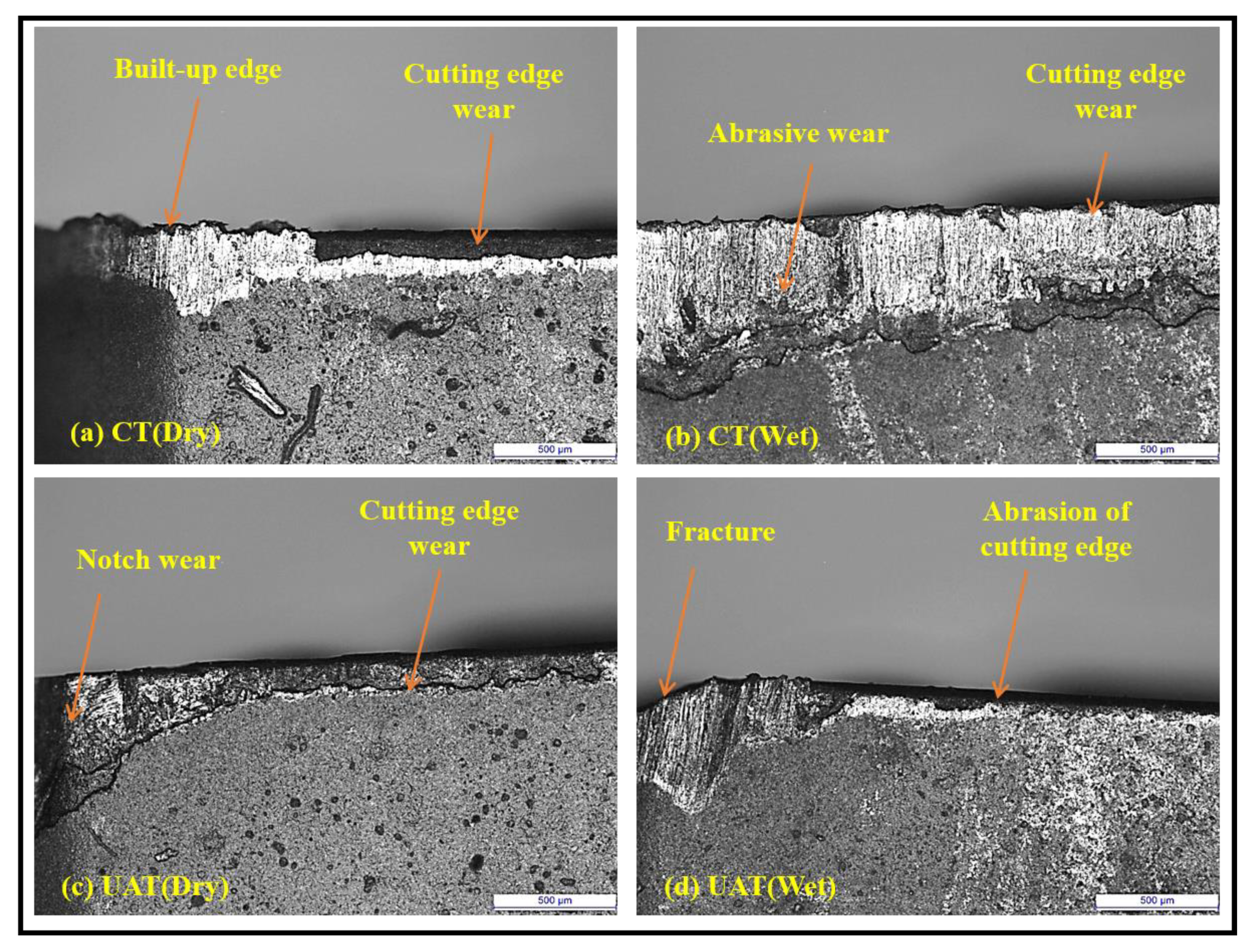
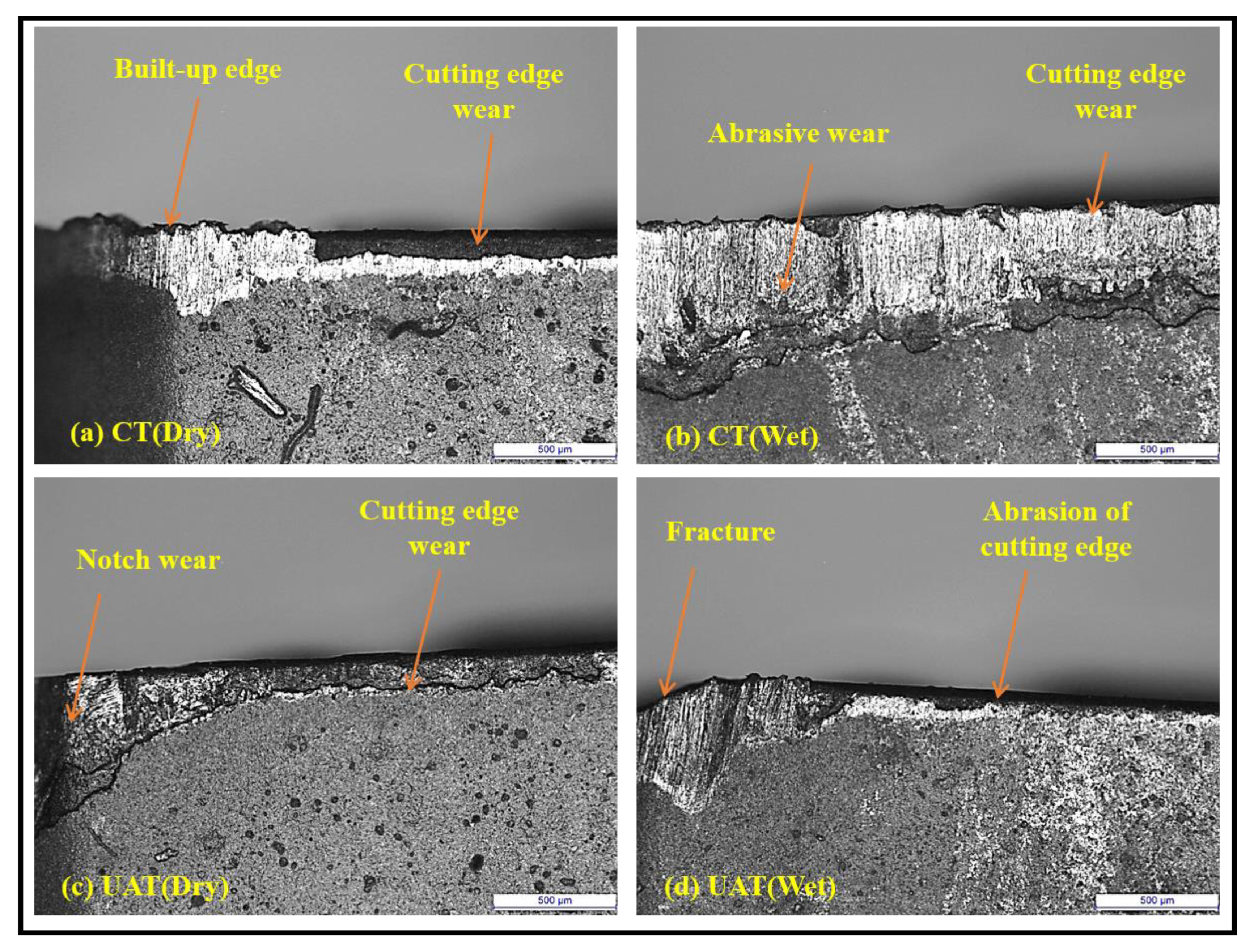
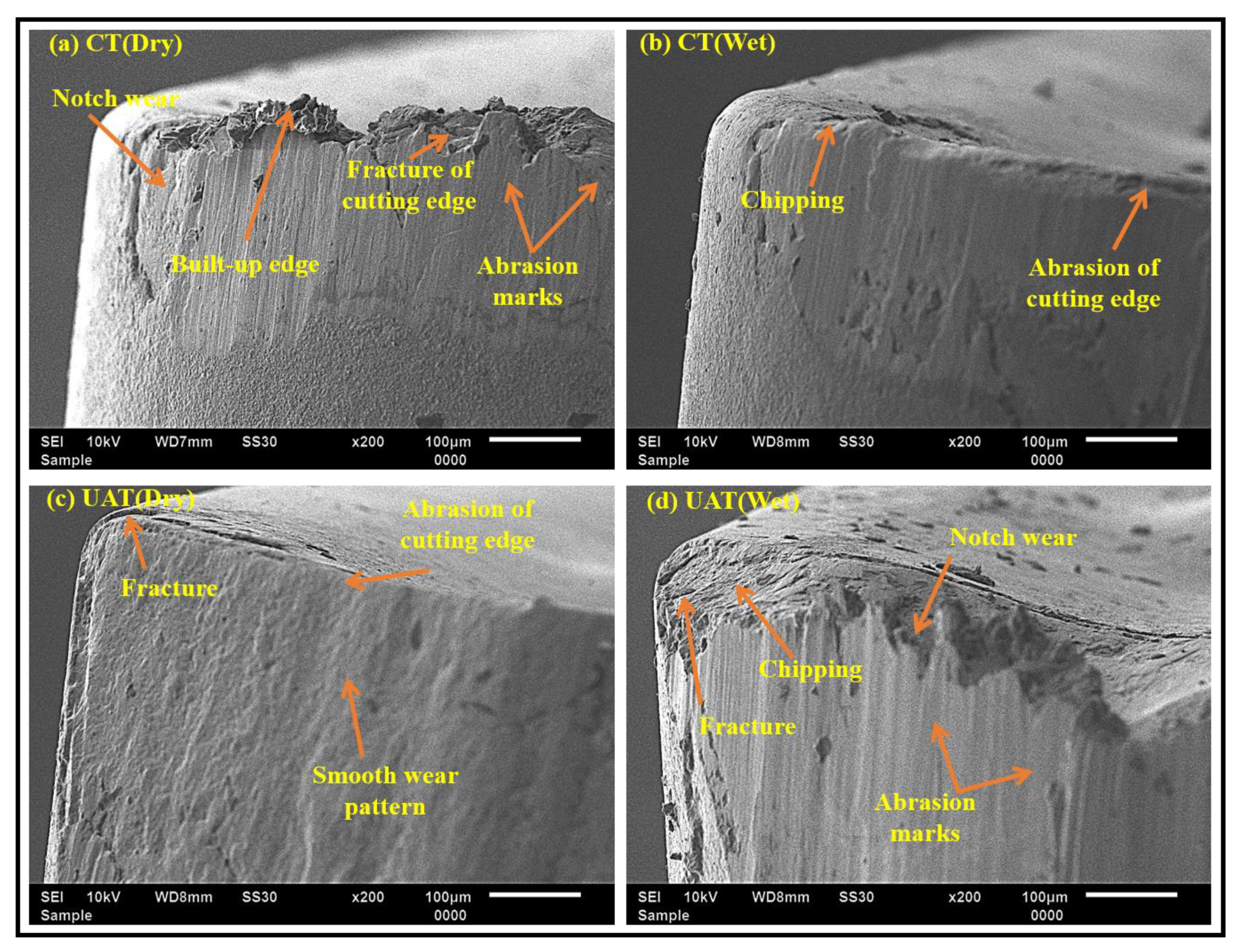
3.2. Tool Wear
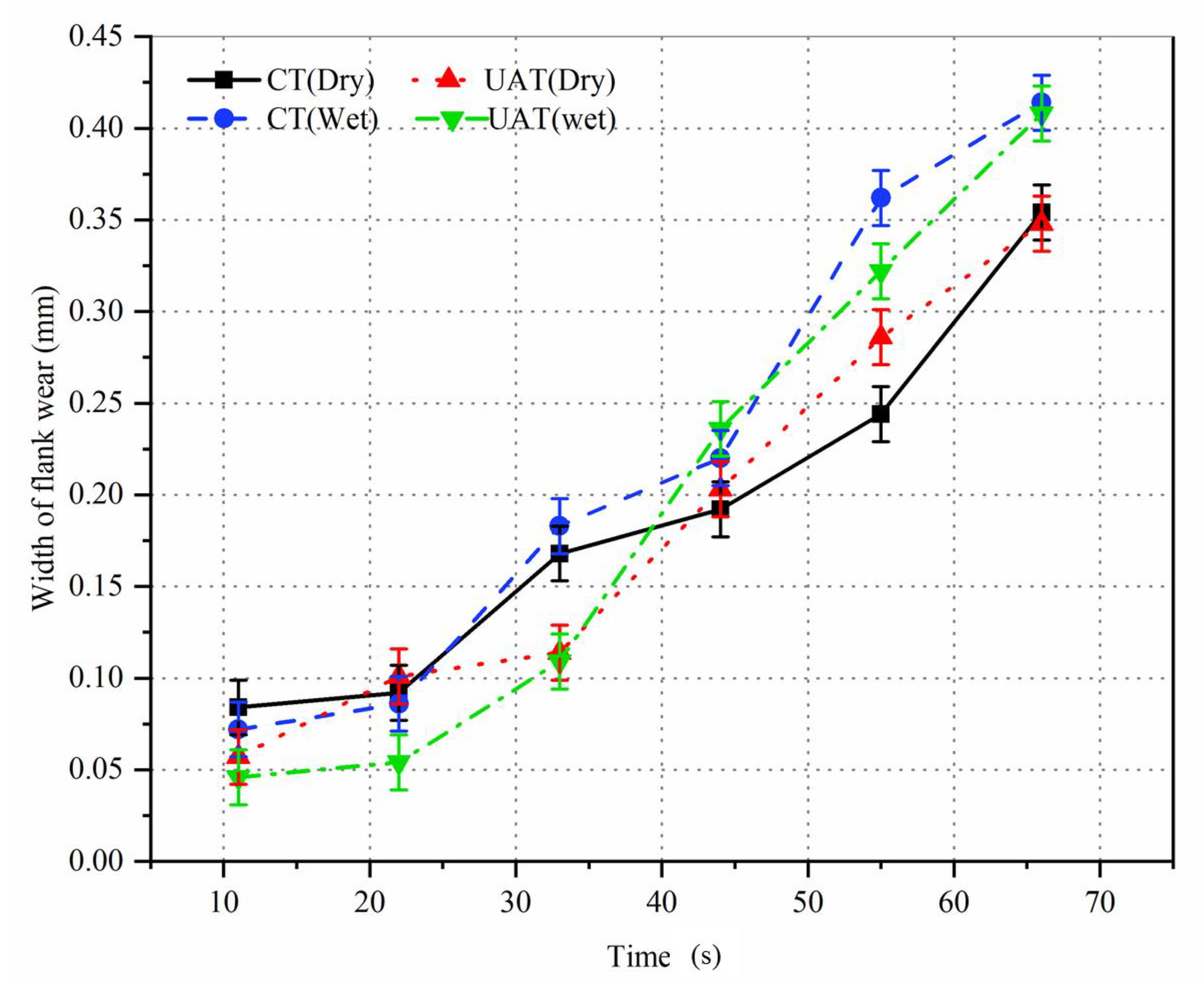
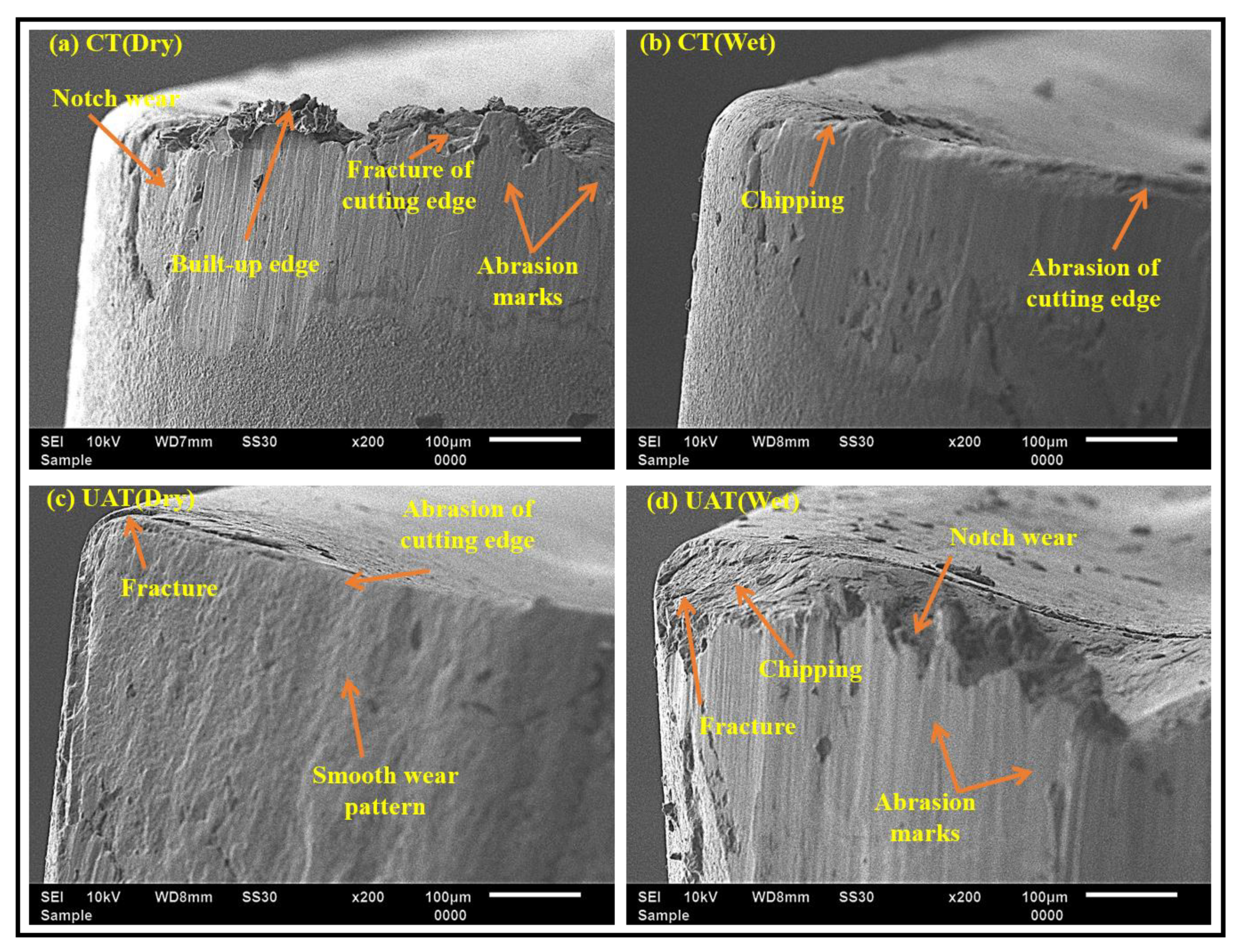
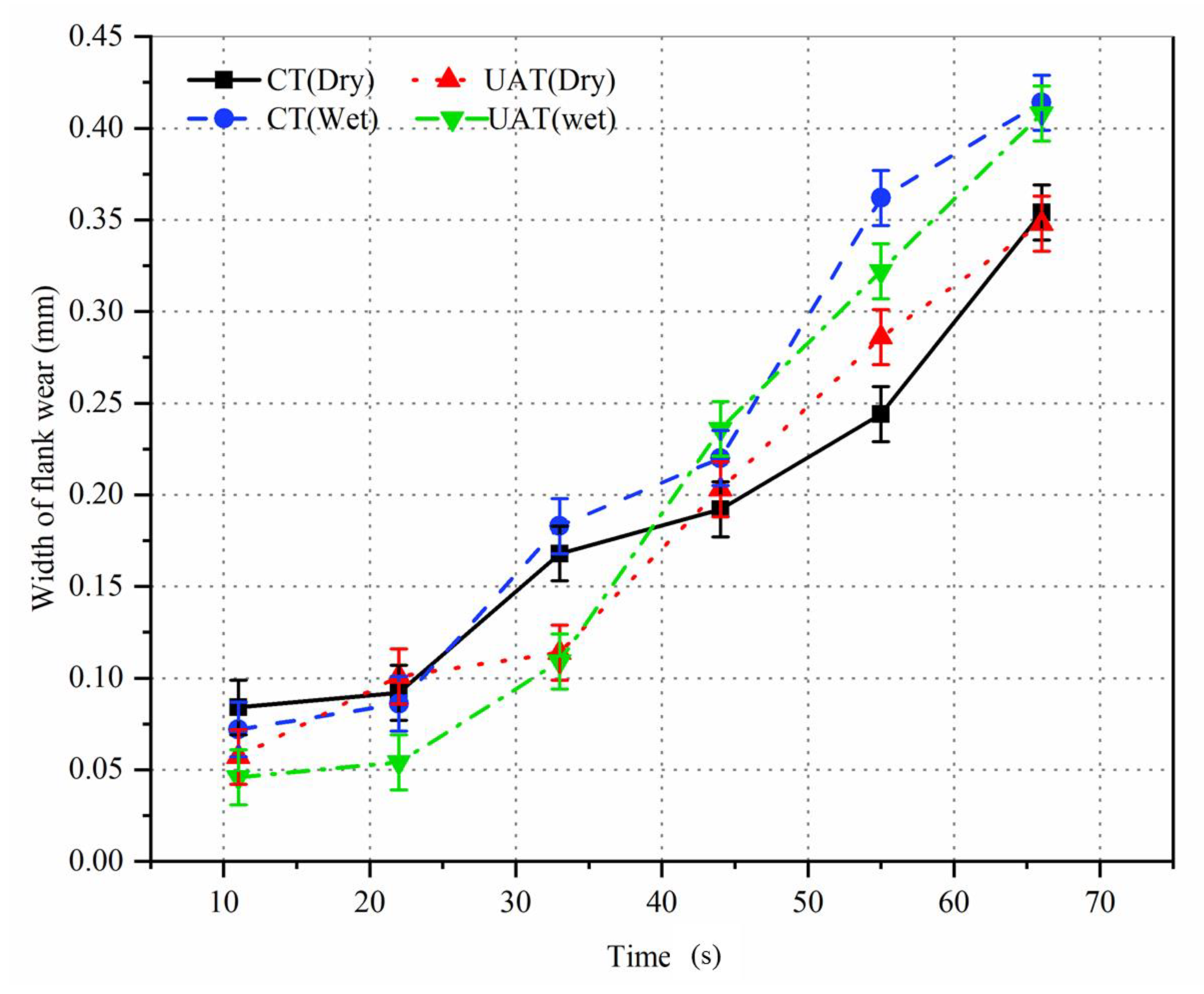
3.2.1. Flank Wear
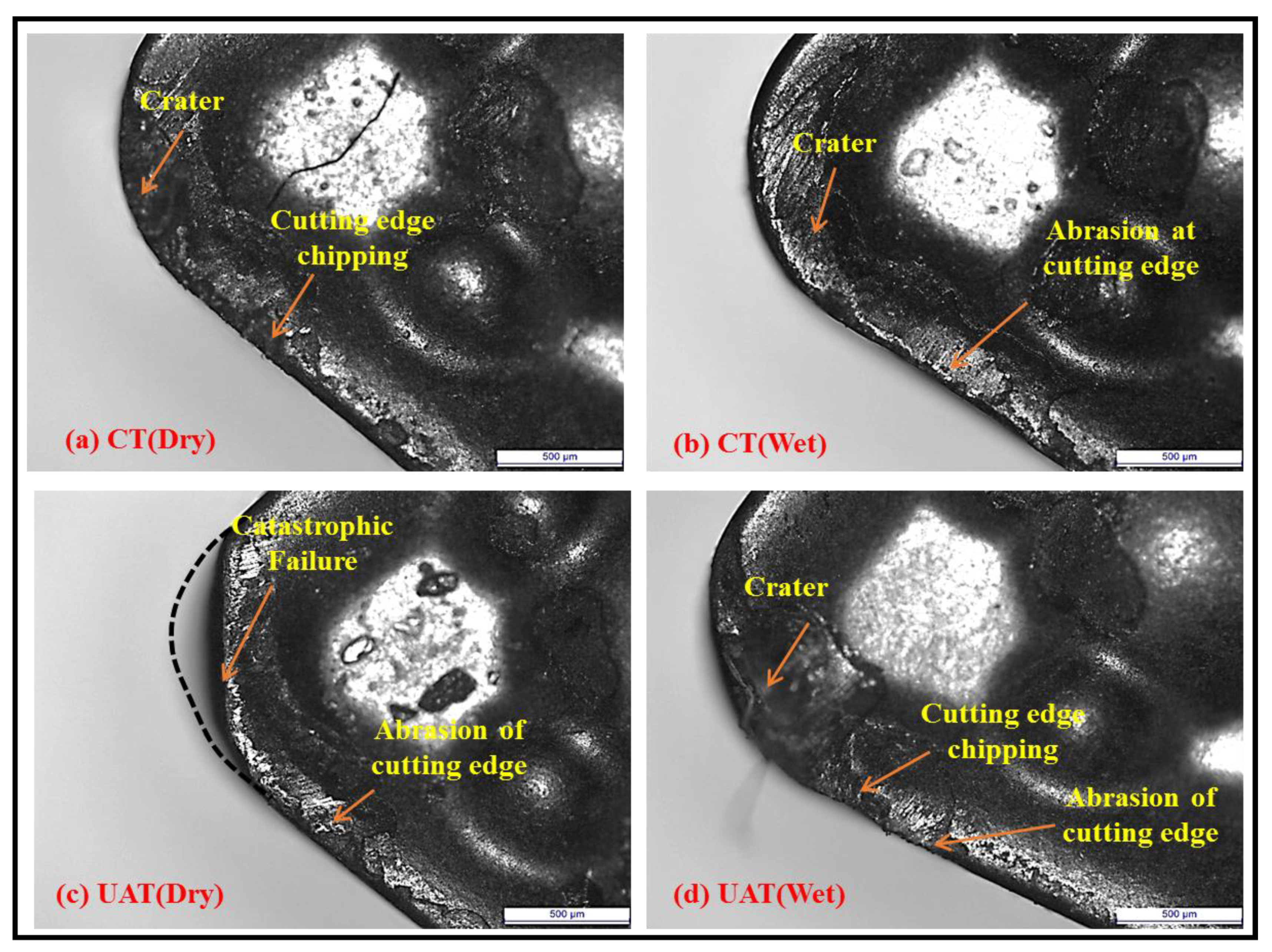
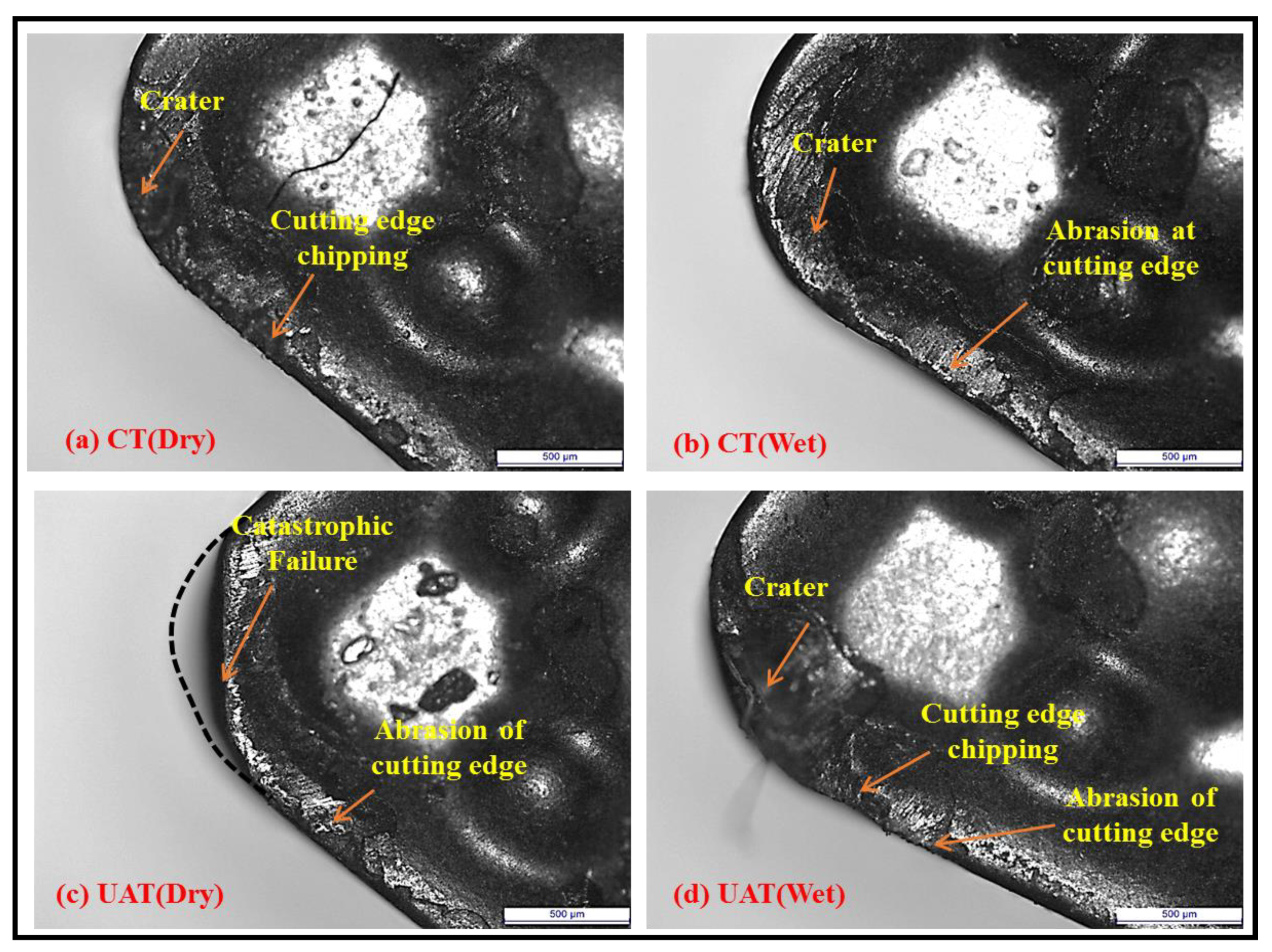
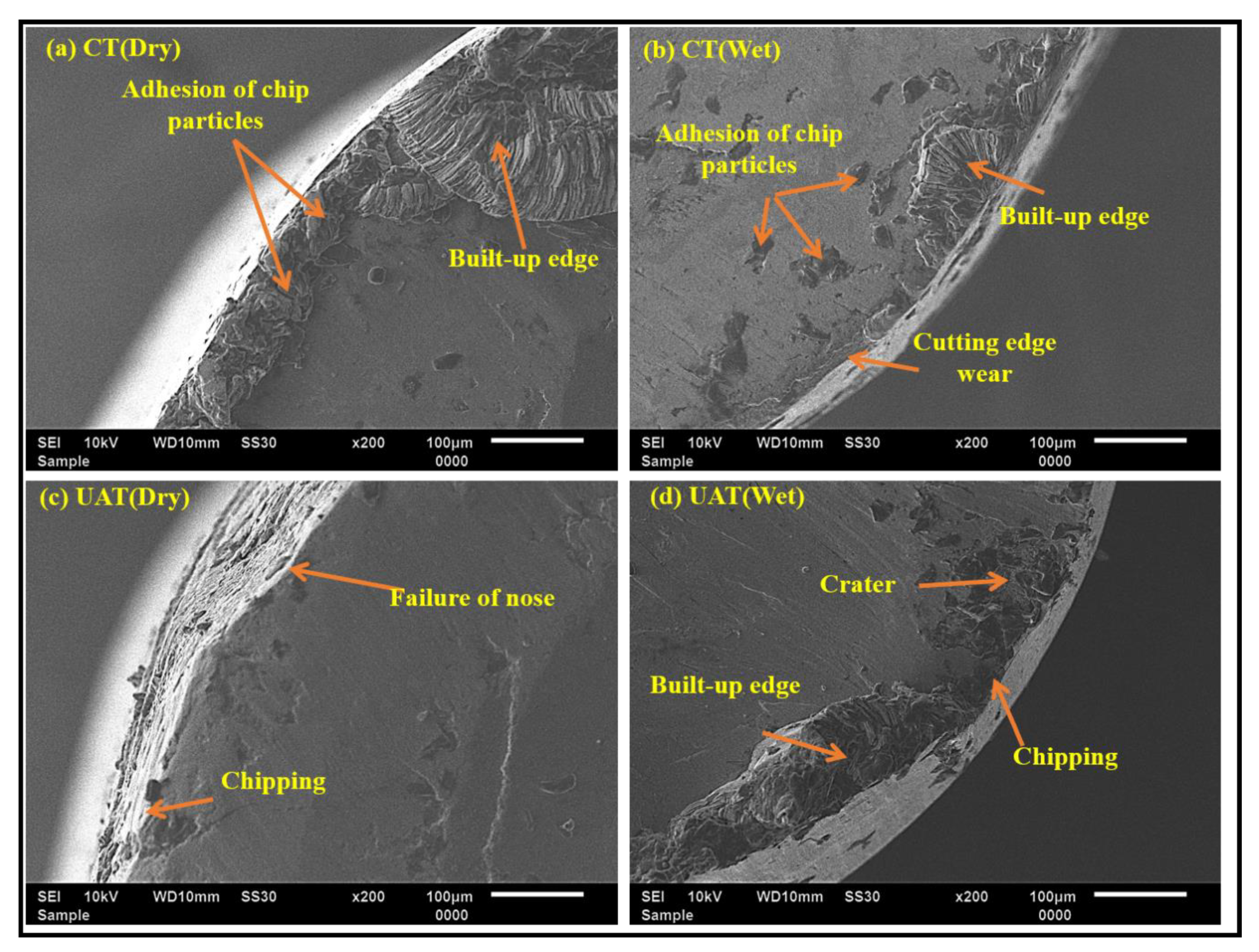
3.2.2. Crater Wear
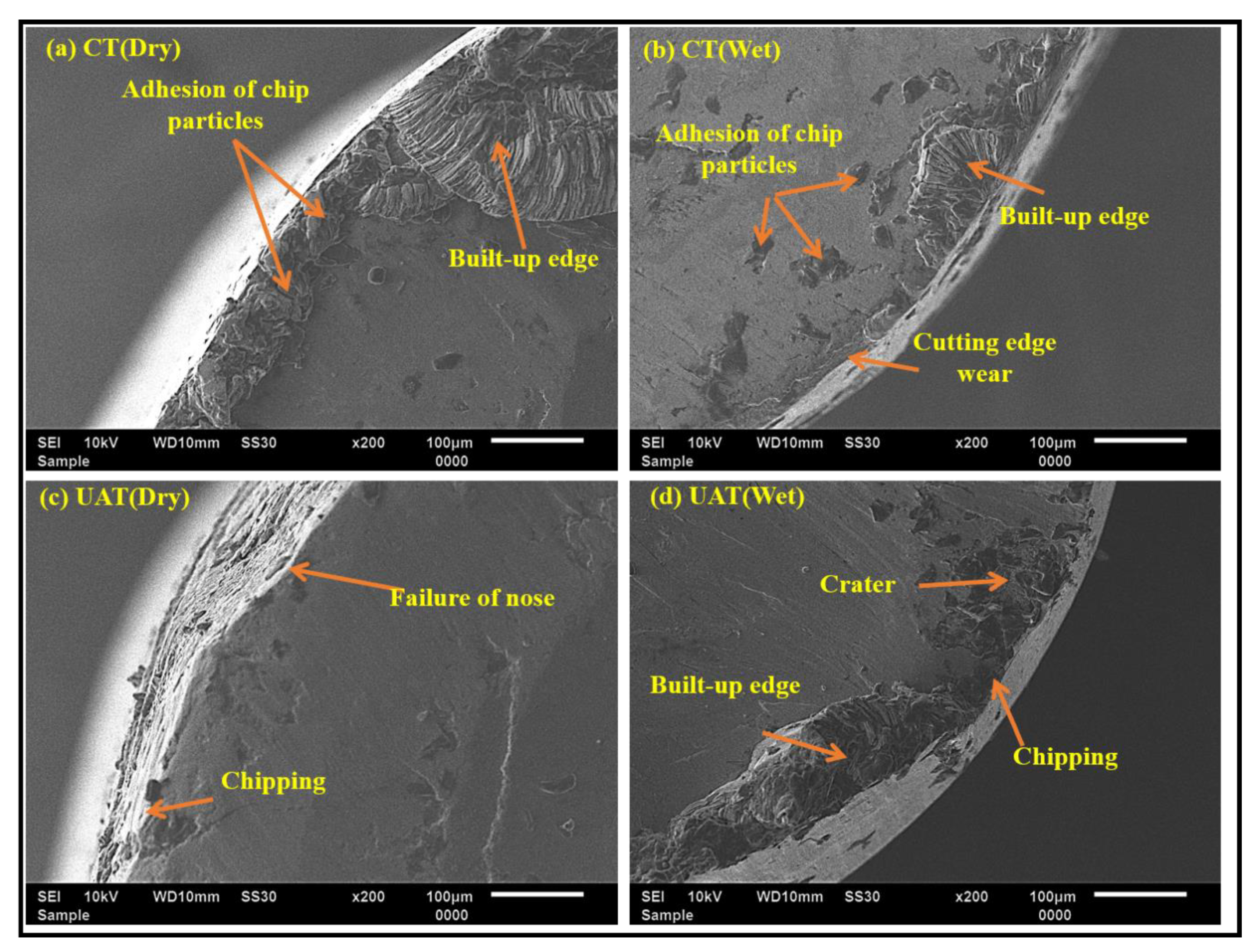
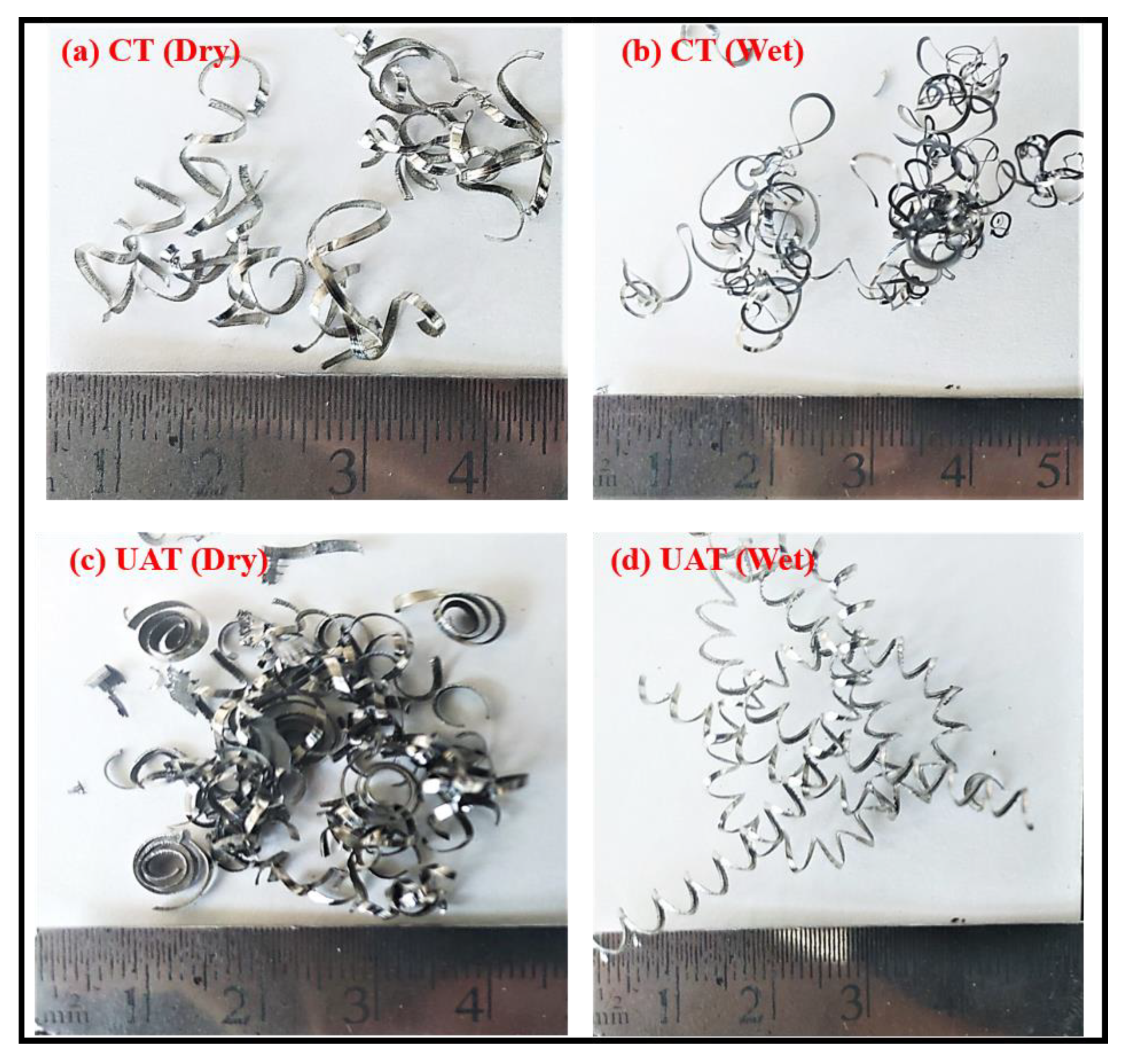
3.3. Chip Analysis
4. Conclusions
- UAT under wet conditions shows approximate reductions in cutting force of 20%, 9% and 6% compared to CT under dry, CT under wet, and UAT under dry conditions, respectively.
- UAT under wet conditions shows approximate reductions in feed force of 27%, 17%, and 13% compared to CT under dry, CT under wet and UAT under dry conditions, respectively.
- At the end of machining, CT and UAT under dry conditions show an approximate reduction of 20% in the width of flank wear compared to CT and UAT under wet conditions.
- The primary wear mechanisms are abrasion, chipping, notch wear and adhesion of the built-up edge in both processes. However, by using a coolant, the formation of the built-up edge can be reduced.
- The chips formed during UAT are thinner, smoother and shorter than those formed during CT, leading to improved machinability during the UAT process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| a | Depth of cut (mm) |
| Feed rate (mm/rev) | |
| Cutting speed (m/min) | |
| Cutting force | |
| Feed force | |
| VBb | Width of flank wear |
| CT | Conventional turning |
| CM | Conventional milling |
| CVD | Chemical vapour deposition |
| PCD | Polycrystalline diamond |
| SEM | Scanning electron microscopy |
| UAD | Ultrasonic assisted drilling |
| UAM | Ultrasonic assisted milling |
| UAT | Ultrasonic assisted turning |
References
- Choudhury, I.A.; El-Baradie, M.A. Machinability of nickel-base super alloys: A general review. J. Mater. Process Technol. 1998, 77, 278–284. [Google Scholar] [CrossRef]
- Khanna, N.; Airao, J.; Gupta, M.K.; Song, Q.; Liu, Z.; Mial, M.; Maruda, R.; Krolczyk, G. Optimization of power consumption as-sociated with surface roughness in ultrasonic assisted turning ofNimonic-90 using hybrid particle swarm-simplex method. Materials 2019, 12, 3418. [Google Scholar] [CrossRef] [Green Version]
- Choi, Y.H.; Lee, C.M. A study on the machining characteristics of AISI 1045 steel and inconel 718with circular cone shape in induction assisted machining. J. Manuf. Process. 2018, 34, 463–476. [Google Scholar] [CrossRef]
- Germain, G.; DalSanto, P.; Lebrun, J.L. Comprehension of chip formation in laser assisted machining. Int. J. Mach.Tools Manuf. 2011, 51, 230–238. [Google Scholar] [CrossRef] [Green Version]
- Parida, A.K.; Maity, K. Study of machinability in heat-assisted machining of nickel-base alloy. Measurement 2021, 170, 108682. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kaplonek, W.; Nadolny, K.; Patra, K.; Mikolajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimisation and process capability analysis for machining of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Singla, A.K.; Khan, A.M.; Khanna, N.; Pimenov, D.Y. Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. J. Clean. Prod. 2021, 287, 125074. [Google Scholar] [CrossRef]
- Muhammad, R.; Hussain, M.S.; Maurotto, A.; Siemers, C.; Roy, A.; Silberschmidt, V.V. Analysis of a free machining α+β titanium alloy using conventional and ultrasonically assisted turning. J. Mater. Process. Technol. 2014, 214, 906–915. [Google Scholar] [CrossRef] [Green Version]
- Khanna, N.; Shah, P.; Agrawal, C.; Pusavec, F.; Hegab, H. Inconel 718 machining performance evaluation using indigenously developed hybrid machining facilities: Experimental investigation and sustainability assessment. Int. J. Adv. Manuf. Technol. 2020, 106, 4987–4999. [Google Scholar] [CrossRef]
- Puga, H.; Grilo, J.; Carneiro, V.H. Ultrasonic Assisted Turning of Al alloys: Influence of Material Processing to Improve Surface Roughness. Surfaces 2019, 2, 24. [Google Scholar] [CrossRef] [Green Version]
- Maroju, N.K.; Pasam, V.K. FE Modeling and Experimental Analysis of Residual Stresses in Vibration Assisted Turning of Ti6Al4V. Int. J. Precis. Eng. Manuf. 2019, 20, 417–425. [Google Scholar] [CrossRef]
- Verma, G.C.; Pandey, P.M. Machining forces in ultrasonic-vibration assisted end milling. Ultrasonics 2019, 94, 350–363. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, X.; Zhao, B.; Jiao, F. Microstructure of High-Performance Aluminum Alloy Surface Processed by the Single-Excitation Same-Frequency Longitudinal–Torsional Coupled Ultrasonic Vibration Milling. Materials 2018, 11, 1975. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Niu, Y.; Jiao, F.; Zhao, B.; Gao, G. Investigation of Cutting Force in Longitudinal-Torsional Ultrasonic-Assisted Milling of Ti-6Al-4V. Materials 2019, 12, 1955. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, Q.; Xu, J.; Yu, H. Experimental study of tool wear and its effects on cutting process of ultrasonic-assisted milling of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2020, 108, 2917–2928. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.; Lutze, S.; Wretland, A. Effects of Ultrasonics-Assisted Face Milling on Surface Integrity and Fatigue Life of Ni-Alloy 718. J. Mater. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]
- Paktinat, H.; Amini, S. Ultrasonic assistance in drilling: FEM analysis and experimental approaches. Int. J. Adv. Manuf. Technol. 2017, 92, 2653–2665. [Google Scholar] [CrossRef]
- Paktinat, H.; Amini, S. Experiments and Finite Element Simulation of Ultrasonic Assisted Drilling. ASME J. Manuf. Sci. Eng. 2018, 140, 101002. [Google Scholar] [CrossRef]
- Chu, N.H.; Nguyen, V.D.; Ngo, Q.H. Machinability enhancements of ultrasonic-assisted deep drilling of aluminum alloys. Mach. Sci. Technol. 2020, 24, 112–135. [Google Scholar] [CrossRef]
- Pujana, J.; Rivero, A.; Celaya, A.; López de Lacalle, L.N. Analysis of ultrasonic-assisted drilling of Ti6Al4V. Int. J. Mach. Tools Manuf. 2009, 49, 500–508. [Google Scholar] [CrossRef]
- Dong, G.; Zhang, H.; Zhou, M.; Zhang, Y. Experimental Investigation on Ultrasonic Vibration-Assisted Turning of SiCp/Al Composites. Mater. Manuf. Process. 2013, 28, 999–1002. [Google Scholar] [CrossRef]
- Amini, S.; Khosrojerdi, M.R.; Nosouhi, R.; Behbahani, S. An Experimental Investigation on the Machinability of Al2O3 in Vibration-Assisted Turning Using PCD Tool. Mater. Manuf. Process. 2014, 29, 331–336. [Google Scholar] [CrossRef]
- Zou, L.; Huang, Y.; Zhou, M.; Duan, L. Investigation on diamond tool wear in ultrasonic vibration-assisted turning die steels. Mater. Manuf. Process. 2017, 32, 1505–1511. [Google Scholar] [CrossRef]
- Lotfi, M.; Amini, S.; Aghaei, M. Tool Wear Prediction and Surface Improvement in Vibration Cutting. Tribol. Trans. 2018, 61, 414–423. [Google Scholar] [CrossRef]
- Tsai, M.Y.; Chang, C.T.; Ho, J.K. The Machining of Hard Mold Steel by Ultrasonic Assisted End Milling. Appl. Sci. 2016, 6, 373. [Google Scholar] [CrossRef] [Green Version]
- Airao, J.; Khanna, N.; Roy, A.; Hegab, H. Comprehensive experimental analysis and sustainability assessment of machining Nimonic 90 using ultrasonic-assisted turning facility. Int. J. Adv. Manuf. Technol. 2020, 109, 1447–1462. [Google Scholar] [CrossRef]
- Celaya, A.; López de Lacalle, L.N.; Campa, F.J.; Lamikiz, A. Ultrasonic Assisted Turning of mild steels. Int. J. Mater. Prod. Technol. 2010, 37, 60. [Google Scholar] [CrossRef]
- Helmi. A.Y. Machining of Stainless Steels and Super Alloys; John Wiley & Sons: Chichester, UK, 2015. [Google Scholar]
- Hoier, P.; Malakizadi, A.; Friebe, S.; Klement, U.; Krajnik, P. Microstructural variations in 316l austenitic stainless steel and their influence on tool wear in machining. Wear 2019, 428, 315–327. [Google Scholar] [CrossRef]
- Kaynak, Y.; Lu, T.; Jawahir, I.S. Cryogenic machining-induced surface integrity: A review and comparison with Dry, MQL, and flood-cooled machining. Mach. Sci. Technol. 2014, 18, 149–198. [Google Scholar] [CrossRef]
- Babitsky, V.; Mitrofanov, A.V.; Silberschmidt, V.V. Ultrasonically assisted turning of aviation materials: Simulations and experimental study. Ultrasonics 2004, 42, 81–86. [Google Scholar] [CrossRef] [PubMed]
- Bai, W.; Bisht, A.; Roy, A.; Suwas, S.; Sun, R.; Silberschmidt, S. Improvements of machinability of aerospace-grade Inconel alloys with ultrasonically assisted hybrid machining. Int. J. Adv. Manuf. Technol. 2019, 101, 1143–1156. [Google Scholar] [CrossRef] [Green Version]
- Ross, K.N.S.; Manimaran, G.; Anwar, S.; Rahman, M.A.; Korkmaz, M.E.; Gupta, M.K.; Alfaify, A.; Mia, M. Investigation of surface modification and tool wear on milling Nimonic 80A under hybrid lubrication. Tribol. Int. 2021, 155, 106762. [Google Scholar]
- Patel, T.; Khanna, N.; Yadav, S.; Shah, P.; Sarikaya, M.; Singh, D.; Gupta, M.K.; Kotkunde, N. Machinability analysis of nickel-based superalloy Nimonic 90: A comparison between wet and LCO2 as a cryogenic coolant. Int. J. Adv. Manuf. Technol. 2021, 113, 3613–3628. [Google Scholar]
- Muhammad, A.; Gupta, M.K.; Mikołajczyk, T.; Pimenov, D.Y.; Giasin, K. Effect of Tool Coating and Cutting Parameters on Surface Roughness and Burr Formation during Micromilling of Inconel 718. Metals 2021, 11, 167. [Google Scholar] [CrossRef]
- Chetan, G.S.; Rao, P.V. Performance evaluation of deep cryogenic processed carbide inserts during dry turning of Nimonic 90 aerospace grade alloy. Tribol. Int. 2017, 115, 397–408. [Google Scholar] [CrossRef]
- Ji, H.; Gupta, M.K.; Song, Q.; Cai, W.; Zheng, T.; Zhao, Y.; Liu, Z.; Pimenov, D.Y. Microstructure and machinability evaluation in micro milling of selective laser melted Inconel 718 alloy. J. Mater. Res. Technol. 2021, 14, 348–362. [Google Scholar] [CrossRef]
- Polvorosa, R.; Suárez, A.; López de Lacalle, L.N.; Cerrillo, I.; Wretland, A.; Veiga, F. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process 2017, 26, b44–b56. [Google Scholar] [CrossRef]
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting. Butterworth-Heinemann; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Khanna, N.; Agrawal, C.; Dogra, M.; Pruncu, C.I. Evaluation of tool wear, energy consumption, and surface roughness during turning of inconel 718 using sustainable machining technique. J. Mater. Res. Technol. 2020, 9, 5794–5804. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López de Lacalle, L.N.; Urbikain, G.; Rodríguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. Part C J. Mechanical. Eng. Sci. 2015, 230, 3725–3742. [Google Scholar] [CrossRef]
- Celaya, A.; López de Lacalle, L.N.; Campa, F.J.; Lamikiz, A. Application of ultrasonics as assistance inmachining operations. In Ultrasonics: Theory, Techniques and Practical Applications; Ayabito, H., Katsukawa, M., Eds.; Nova Science Publishers: New York, NY, USA, 2013; pp. 159–172. ISBN 978-1-62257-685-2. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mg | Cr | Ni | Ti | Al | Co | Fe |
|---|---|---|---|---|---|---|---|---|---|
| % Weight | 0.08 | 0.13 | 0.018 | 18.1 | Balance | 2.4 | 1.09 | 18.5 | 0.82 |
| Parameter | Range | |||
|---|---|---|---|---|
| Workpiece | Nimonic-90 cylindrical rod with a diameter of 40 mm | |||
| Tool | WC with CVD coating of TiCN-Al2O3-TiN | |||
| Coating thickness (µm) | 1–4 microns for each layer of coating | |||
| Rake angle (°) | 5 | |||
| Nose radius (mm) | 0.8 | |||
| Machine tool | Conventional lathe (HMT NH 22) | |||
| Specification | Power of 11 kW, maximum spindle speed 2040 rpm | |||
| Cutting speed (m/min) | 50 | |||
| Feed rate (mm/rev) | 0.2 | |||
| Depth of cut (mm) | 0.4 | |||
| Cutting time | 65 s at each input condition | |||
| Cutting action | Conventional turning | Ultrasonic assisted turning | ||
| Frequency (Hz) | 0 | 20,000 | ||
| Amplitude (µm) | 0 | 10 | ||
| Cutting condition | Dry | Wet | Dry | Wet |
| Cooling system | Conventional flood cooling (SAE oil diluted in water) | |||
| Dynamometer for Force Measurement | |
| Manufacturer | KISTLER |
| Series | 9257 multicomponent |
| Measuring range | −5 kN to 5 kN |
| Natural frequency | 2–3 kHz |
| Scanning Electron Microscope to Characterise Tool Wear | |
| Manufacturer | JEOL |
| Series | JSM 6610LV |
| Resolution mode | 3.0 nm (30 kV), 8 nm (3 kV), 15 nm (1 kV) |
| Magnification | 300,000 |
| Accelarating Voltage | 0.3–30 kV |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Airao, J.; Nirala, C.K.; Lacalle, L.N.L.d.; Khanna, N. Tool Wear Analysis during Ultrasonic Assisted Turning of Nimonic-90 under Dry and Wet Conditions. Metals 2021, 11, 1253. https://doi.org/10.3390/met11081253
Airao J, Nirala CK, Lacalle LNLd, Khanna N. Tool Wear Analysis during Ultrasonic Assisted Turning of Nimonic-90 under Dry and Wet Conditions. Metals. 2021; 11(8):1253. https://doi.org/10.3390/met11081253
Chicago/Turabian StyleAirao, Jay, Chandrakant K. Nirala, Luis Noberto López de Lacalle, and Navneet Khanna. 2021. "Tool Wear Analysis during Ultrasonic Assisted Turning of Nimonic-90 under Dry and Wet Conditions" Metals 11, no. 8: 1253. https://doi.org/10.3390/met11081253
APA StyleAirao, J., Nirala, C. K., Lacalle, L. N. L. d., & Khanna, N. (2021). Tool Wear Analysis during Ultrasonic Assisted Turning of Nimonic-90 under Dry and Wet Conditions. Metals, 11(8), 1253. https://doi.org/10.3390/met11081253