1. Introduction
The development of automobile production has caused a large increase in the need for castings from non-ferrous metals produced by high-pressure die casting technology. The use of high-pressure castings as components in automobiles leads to a reduction in their total weight and the associated decrease in fuel consumption, which has a significant positive impact on the environment [
1,
2].
With the growing trend in the production of high-pressure die castings, the demands on castings are also increasing with the maximum use of the batch material. That is why the remaining unused metal (such as gating, riser and venting systems) is used in the subsequent production. Using returnable material as an additive to aluminium melt is also associated with a negative impact on the final quality of castings produced due to the introduction of hereditary properties into the melt. A key factor in the preparation of a melt with a certain proportion of returnable material is to correctly determine its optimal amount and method of processing in order to achieve unchanged results in the product quality (compared to the production of a casting from the primary material melt). As the proportion of returnable material increases, permanent deformation occurs and the amount of porosity in the resulting structure of the castings increases. Together with the returnable material, a large amount of undesirable elements is introduced into the melting process. However, returnable material forms an inseparable part of the production process due to the reduction of input costs. By adding returnable material to the melt, the melt is contaminated with oxides and hydrogen, which are part of the surface of the returnable material. The oxide layer formed on the returnable material surface may contain up to 60% aluminium hydroxide. The most suitable batch composition is 100% of the primary new alloy, but at the same time it is the least economically suitable [
3,
4,
5,
6,
7].
High-pressure die-casting (HPDC) is a cost-effective process for the production of castings in large quantities and with high dimensional accuracy [
8]. It is well known that porosity is a major disadvantage of high-pressure die-castings, as it can seriously affect the mechanical properties of the castings. The main source of porosity is considered to be the entrapment of air in the liquid metal during the mold filling process [
9]. Therefore, it is extremely important to monitor the mold filling process and predict air trapping in order to obtain high-quality high-pressure die-castings. The improvement of the mold filling process, and thus the casting porosity reduction, is influenced by a change in the mold gating and air venting systems [
10,
11,
12]. When filling high-pressure molds, the most frequently observed phenomenon is turbulent flow, which occurs when the inlet velocity of the melt increases to 0.5 to 15 m/s. Under such conditions, the melt stream hits the opposite wall of the mold, on which it splits into two streams. These two streams then return, and turbulent mixing of the melt with the surrounding atmosphere occurs. In this case, it is very difficult to ensure sufficient venting of the mold. The castings then contain non-metallic particles (oxides) and bubbles (pockets of air and gases) which have been swept by the turbulent melt flow. Another important factor is the content of dissolved hydrogen in the melts. Unnecessary overheating of the melt leads to a significant increase in the gas content in the melt. The solubility of hydrogen at a given temperature depends on the partial pressure of hydrogen in the surrounding atmosphere. This dependence is expressed by Sieverts’ law, which has the form for diatomic gases as follows:
where
S is the solubility of hydrogen in the melt (cm
3/100 g),
PH2 is the partial pressure of hydrogen in the surrounding atmosphere (kPa) and
k is a constant. Increasing the hydrogen content will increase the casting porosity and the overall pore size, leading to a significant deterioration in the mechanical and surface properties of the final casting [
13].
Porosity due to shrinkage and due to the formation of oxide layers and reoxidation is often observed in high-pressure castings as well. Porosity due to shrinkage of liquid metal occurs in the casting clusters and hot spots. Insufficient amount of melt input during the casting process is the main reason for shrinkage in castings [
14]. The melt is also exposed to the possibility of oxide layers formation during metallurgical operations until the metal solidifies in the mold. The action of reoxidation processes reduces the oxidic purity of the metal and thus causes metallurgical faults, such as bubbles (air/gas pockets) and oxide layers. During the high-pressure die-casting process, it is most often a tertiary oxidation, which is also referred to as the metal oxidation in the casting itself at the temperature interface between liquidus and solidus [
15]. Also, in the case of a low mold temperature, excess spray water is trapped inside the casting. This trapped water evaporates during the casting process to form air bubbles (pockets) [
16].
For high-pressure die-casting technology, secondary (remelted) aluminium alloys are usually used in which the iron content is intentionally in the range of 0.8 to 1.1 wt.% to prevent molten metal from sticking to the mold cavity [
17]. However, secondary alloys with increased iron content are not used for high ductility castings [
18]. Nevertheless, the use of recycled alloys with high iron content can significantly reduce the production costs of the casting by extending the lifespan of the mold. It is important to note that the manufacture and maintenance of high-pressure machines account for more than 10% of the total cost of producing HPDC castings. The use of secondary alloys is more economically advantageous (viable), and their production is also more environmentally friendly (lower energy consumption and lower CO
2 emissions) [
19].
High silicon content ensures good foundry properties, while the addition of copper improves the mechanical properties and machinability of the casting. Solidification of the AlSi9Cu3 aluminium alloy in high-pressure die casting is described by Bäckerud in his work. The crystallization process begins with the nucleation of dendrite-shaped primary α-phase crystals at a temperature of 575 °C. The particles of the primary α-phase grow with further cooling, and at the point of dendritic coherence the solid phase makes up 11% of the total volume. During the concentration of dendrites and also later during the eutectic crystallization of α-Al + β-Si, which begins at a temperature of about 566 °C, the intermetallic phases are in the form of iron (Al
15(FeMn)
3Si
2 and especially Al
5FeSi). At a temperature of about 503 °C, when the solid fraction makes up 94% of the volume, copper-based Al
2Cu intermetallic phases begin to form, and a complex Al
6Mg
8Cu
2Si
6 intermetallic phase is formed in the remaining percentage of the liquid phase. Solidification is completed at a temperature of 490 °C. The critical temperature at which the additional flow of melt through dendrites is limited is 562 °C. At this temperature, eutectic crystallization is already taking place, and therefore the mechanical properties are highly dependent on the eutectic structure (size and shape of the eutectic grains), which can be influenced by changing the cooling rate [
20,
21,
22].
The main aim of the presented article is to describe the effect of increasing the returnable material on the internal homogeneity of a HPDC castings. The article is focused on the change of porosity and microstructure in connection with the gradual increase of the returnable material and determination of the optimal proportion of returnable material in the batch while maintaining the required quality of the castings.
Author Contributions
Conceptualization, D.B. and M.M.; methodology, M.M., D.B. and R.P.; software, M.M.; validation, D.B. and M.M.; formal analysis, M.M., D.B. and R.P.; investigation, M.M., R.P.; resources, D.B. and R.P.; data curation, M.M. and R.P.; writing—original draft preparation, D.B. and M.M.; writing—review and editing, D.B., R.P. and M.M.; visualization, M.M.; supervision, D.B.; project administration, D.B.; funding acquisition, D.B. and R.P. All authors have read and agreed to the published version of the manuscript.
Funding
The article was created as part of the KEGA grant agency project: 022ŽU-4/2021.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data available on request. The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bolibruchová, D.; Matejka, M.; Michalcová, A.; Kasińska, J. Study of natural and artificial aging on AlSi9Cu3 alloy at different ratios of returnable material in the batch. Materials 2020, 13, 4538. [Google Scholar] [CrossRef]
- Bolibruchová, D.; Kuriš, M.; Matejka, M.; Gabryś, K.M.; Vicen, M. Effect of Ti on Selected Properties of AlSi7Mg0.3Cu0.5 Alloy with Constant Addition of Zr. Arch. Metall. Mater. 2021, 66, 65–72. [Google Scholar] [CrossRef]
- Eperješi, Ľ.; Malik, J.; Eperješi, Š.; Fecko, D. Influence of returning material on porosity of die castings. Manuf. Technol. 2013, 13, 36–39. [Google Scholar] [CrossRef]
- Ragan, E. Die Casting of Metals; Michal Vašek Publishing House: Prešov, Slovakia, 2007. (In Slovak) [Google Scholar]
- Podprocká, R.; Bolibruchová, D. Iron Intermetallic Phases in the Alloy Based on Al-Si-Mg by Applying Manganese. Arch. Foundry Eng. 2017, 17. [Google Scholar] [CrossRef]
- Hosford, F.W.; Caddell, M.R. Metal Forming Mechanics and Metallurgy, 3rd ed.; Cambridge University Press: Cambridge, UK, 2007. [Google Scholar]
- Bolibruchova, D.; Richtarech, L.; Dobosz, S.M.; Major-Gabryś., K. Utilisation of mould temperature change in eliminating the Al5FeSi phases in secondary AlSi7Mg0.3 alloy. Arch. Metallurgy Mater. 2017, 62, 339–344. [Google Scholar] [CrossRef][Green Version]
- Adamane, A.R.; Fiorese, E.; Timelli, G.; Bonollo, F.; Arnberg, L. Influence of Injection Parameters on the Porosity and Tensile Properties of High-Pressure Die Cast Al-Si Alloys: A Review. Int. J. Metalcast. 2015, 9, 43–53. [Google Scholar] [CrossRef]
- Hernandez-Ortega, J.J.; Zamora, R.; Palacios, J.; Lopez, J.; Faura, F. An Experimental and Numerical Study of Flow Patterns and Air Entrapment Phenomena During the Filling of a Vertical Die Cavity. J. Manuf. Sci. Eng. 2010, 132. [Google Scholar] [CrossRef]
- Pinto, H.; Silva, F.J.G. Optimisation of Die Casting Process in Zamak Alloys. Procedia Manuf. 2017, 11, 517–525. [Google Scholar] [CrossRef]
- Cao, H.; Shen, C.; Wang, C.; Xu, H.; Zhu, J. Direct Observation of Filling Process and Porosity Prediction in High Pressure Die Casting. Materials 2019, 12, 1099. [Google Scholar] [CrossRef]
- Cao, L.; Liao, D.; Sun, F.; Chen, T.; Teng, Z.; Tang, Y. Prediction of gas entrapment defects during zinc alloy high-pressure die casting based on gas-liquid multiphase flow model. Int. J. Adv. Manuf. Technol. 2018, 94, 807–815. [Google Scholar] [CrossRef]
- Swillo, S.J.; Perzyk, M. Surface Casting Defects Inspection Using Vision System and Neural Network Techniques. Arch. Foundry Eng. 2013, 13. [Google Scholar] [CrossRef]
- Patel, J.M.; Pandya, Y.R.; Sharma, D.; Patel, R.C. Various Type of Defects on Pressure Die Casting for Aluminium Alloys. Int. J. Sci. Res. Dev. 2017, 5, 2321-0613. [Google Scholar]
- Bruna, M.; Remišová, A.; Sládek, A. Effect of Filter Thickness on Reoxidation and Mechanical Properties of Aluminium Alloy AlSi7Mg0.3. Arch. Metall. Mater. 2019, 64, 55–60. [Google Scholar] [CrossRef]
- Bonollo, F.; Gramegna, N.; Timelli, G. High-Pressure Die-Casting: Contradictions and Challenges. J. Miner. Met. Mater. Soc. 2015, 67. [Google Scholar] [CrossRef]
- Belov, N.A.; Aksenov, A.A.; Eskin, D.G. Iron in Aluminium Alloys, Alloying Element; Taylor and Francis: New York, NY, USA, 2002. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H.; Doty, H.W. Observations on the formation of β-Al5FeSi in 319 type Al-Si alloys. J. Mater. Sci. 1996, 31, 5529–5539. [Google Scholar] [CrossRef]
- Niklasa, A.; Bakedano, A.; Orden, S.; da Silva, M.; Noguésc, E.; Fernández-Calvo, A.I. Effect of microstructure and casting defects on the mechanical properties of secondary AlSi10MnMg(Fe) test parts manufactured by vacuum assisted high pressure die casting technology. Mater. Today Proc. 2015, 2, 4931–4938. [Google Scholar] [CrossRef]
- Vicen, M.; Fabian, P.; Tillová, E. Self-Hardening AlZn10Si8Mg Aluminium Alloy as an Alternative Replacement for AlSi7Mg0.3 Aluminium Alloy. Arch. Foundry Eng. 2017, 17, 139–142. [Google Scholar] [CrossRef]
- Chai, G.; BÄckerud, L.; RØlland, T. Dendrite coherency during equiaxed solidification in binary aluminum alloys. Metall. Mater. Trans. A 1995, 26, 965–970. [Google Scholar] [CrossRef]
- Žbontar, M.; Petrič, M.; Mrvar, P. The Influence of Cooling Rate on Microstructure and Mechanical Properties of AlSi9Cu3. Metals 2021, 11, 186. [Google Scholar] [CrossRef]
- Timelli, G.; Bonollo, F. The influence of Cr content on the microstructure and mechanical properties of AlSi 9Cu 3(Fe) die-casting alloys. Mater. Sci. Eng. A 2010, 528, 273–282. [Google Scholar] [CrossRef]
- Timelli, G.; Bonollo, F. The Effects of Microstructure Heterogeneities and Casting Defects on the Mechanical Properties of High-Pressure Die-Cast AlSi9Cu3(Fe) Alloys. Metall. Mater. Trans. A 2014, 45. [Google Scholar] [CrossRef]
- Khan, S.; Elliott, R. Quench modification of aluminium-silicon eutectic alloys. J. Mater. Sci. 1996, 31, 3731–3737. [Google Scholar] [CrossRef]
- ASM Handbook; ASM International: Almere, The Netherlands, 1998.
- Bolibruchová, D.; Pastirčák, R. Foundry Metallurgy of Non-Ferrous Metals; Publishers of University of Žilina EDIS Publishers Center of University of Žilina: Žilina, Slovakia, 2018. (In Slovak) [Google Scholar]
Figure 1.
Stator Buchse D 106/70 casting: (a) Double-cavity mould; (b) 3D model of the casting; (c) Returnable material.
Figure 2.
Place of sampling (red) of the casting for microstructure analysis: (a) Site within the casting; (b) Specimen regions evaluated.
Figure 3.
Numerical values of roundness factor “s” assigned to pore shapes.
Figure 4.
Images of the structure of the Z10 alloy casting in the cast state; OM, SEM: (a) surface region; (b) central region.
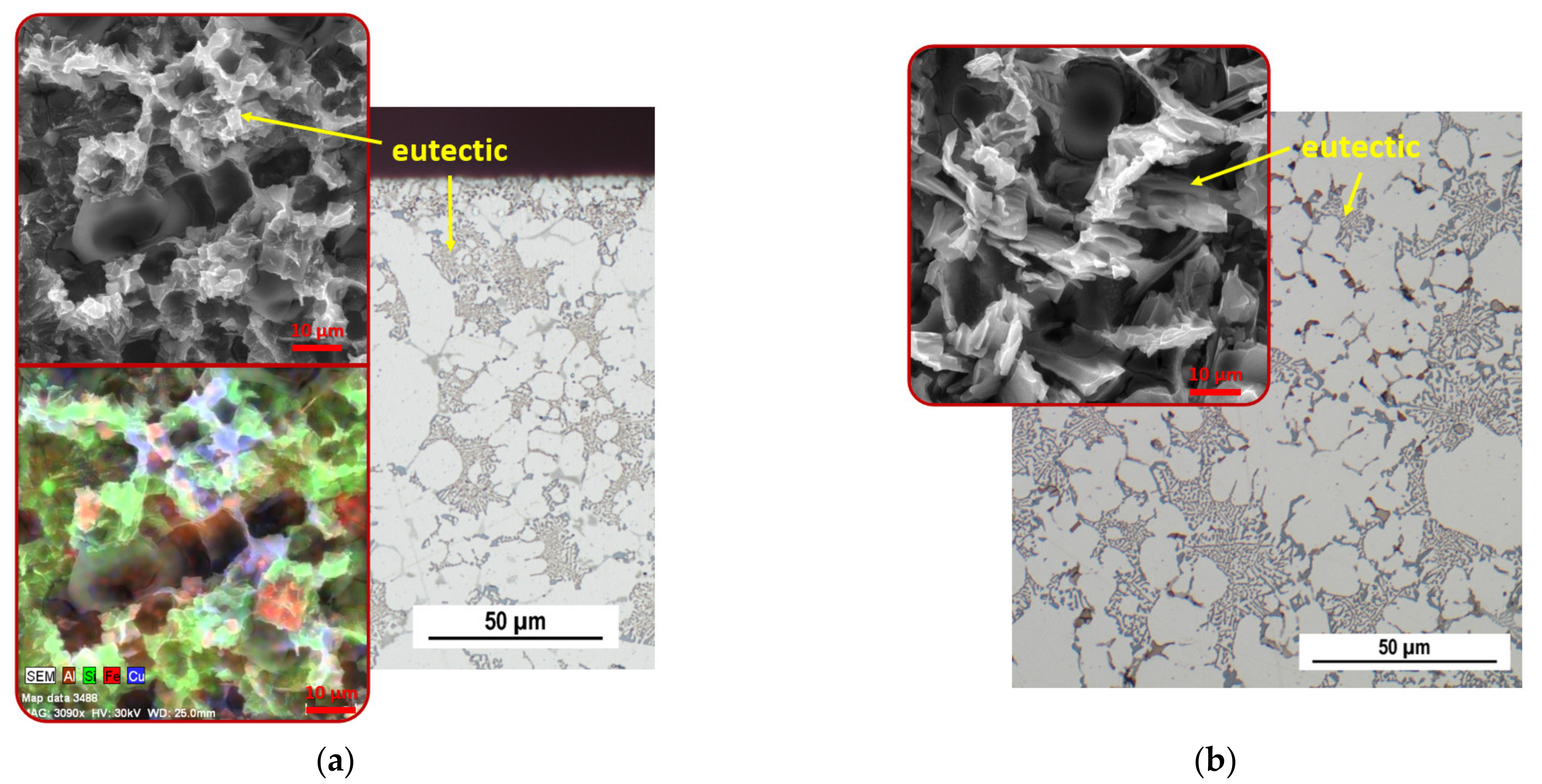
Figure 5.
Images of the structure of the Z55 alloy casting in the cast state; OM, SEM: (a) surface region; (b) central region.
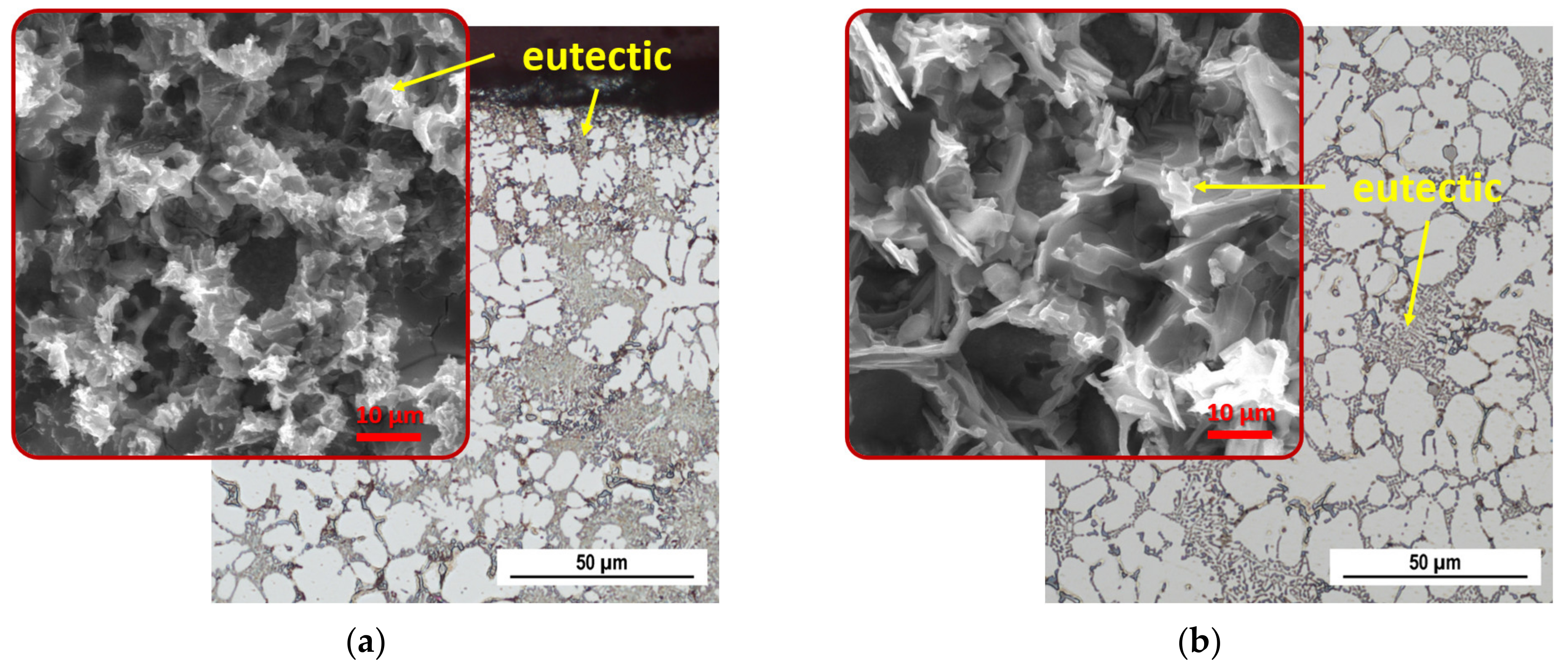
Figure 6.
Images of the structure of the Z75 alloy casting in the cast state; OM, SEM: (a) surface region; (b) central region.
Figure 7.
Images of the structure of the Z90 alloy casting in the cast state; OM, SEM: (a) surface region; (b) central region.
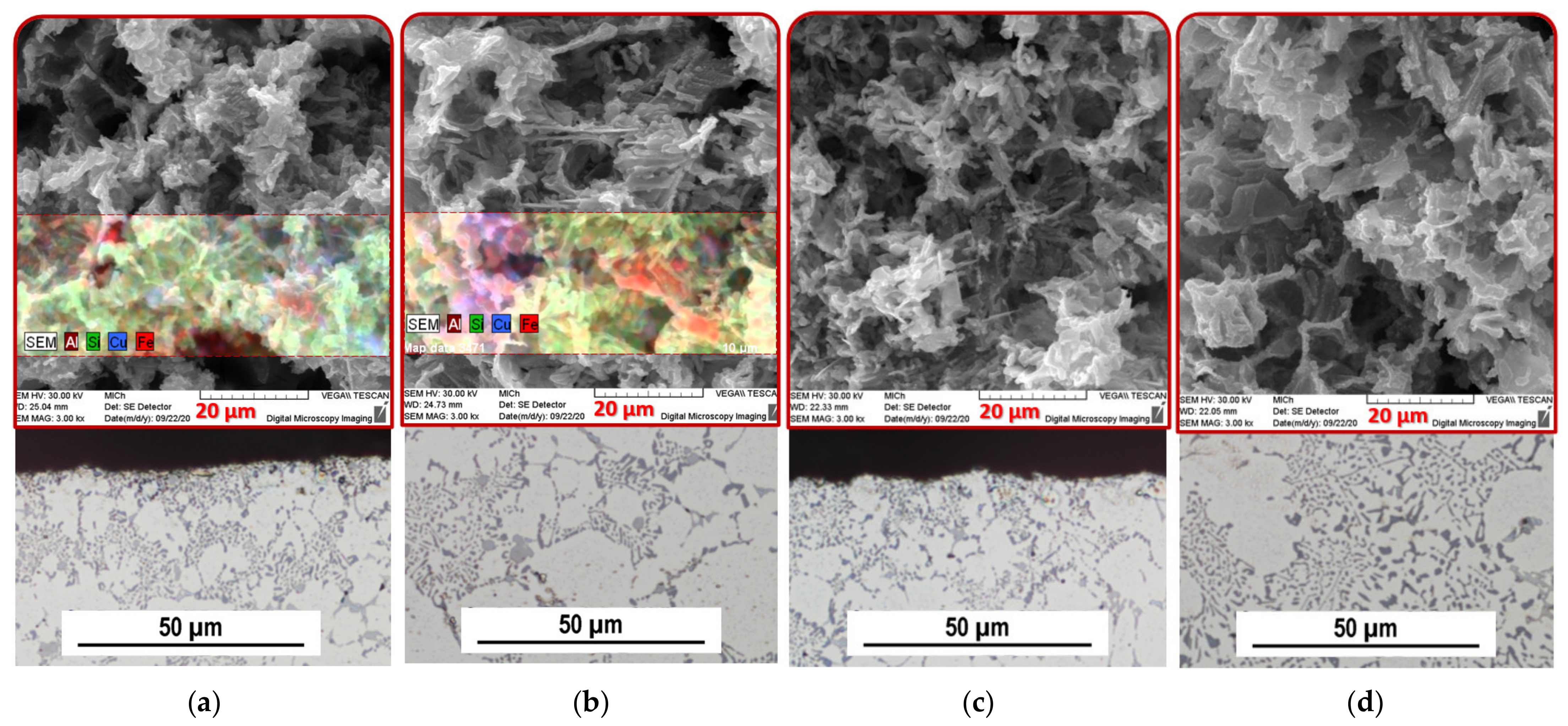
Figure 8.
Images of the structure of the castings from the Z10 and Z55 alloys after heat treatment; OM, SEM: (a) Z10 surface; (b) Z10 central region; (c) Z55 surface; (d) Z55 central region.
Figure 9.
Images of the structure of the casting from the Z75 and Z90 alloys after heat treatment; OM, SEM: (a) Z75 surface; (b) Z75 central region; (c) Z90 surface; (d) Z90 central region.
Figure 10.
Dependence of the primary α-phase microhardness of AlSi9Cu3 alloy on the amount of returnable material in the batch and the measuring position on the specimen.
Figure 11.
Checking cuts (incisions) A-A and B-B of castings on the casting at position 1: (a) Location of cuts within the casting; (b) Location of cuts with respect to porosity in the casting.
Figure 12.
A-A cut through the casting shown in numerical simulation: (a) Display of hot spots; (b) Display of prediction of the presence of oxides and pores.
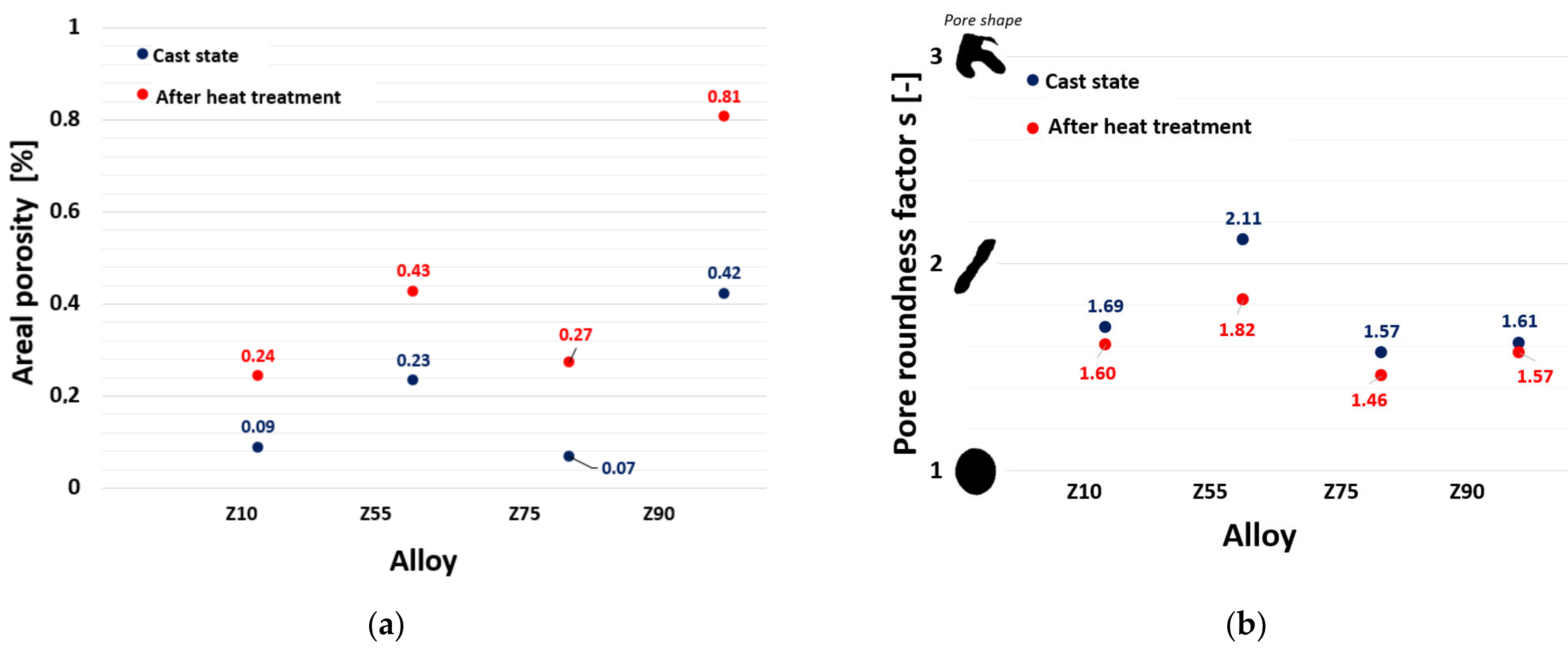
Figure 13.
Evaluation of porosity on the A-A cut (incision): (a) Areal porosity; (b) Pore roundness factor.
Figure 14.
Evaluation of porosity on the B-B cut: (a) Areal porosity; (b) Pore roundness factor.
Figure 15.
Porosity occurring near the casting walls: (a) Numerical simulation showing surface regions with increased presence of oxides; (b) Pores disrupting the geometry of the casting from Z55, after heat treatment.
Table 1.
Chemical composition of the alloy (commercial purity) and experimental alloys AlSi9Cu3(Fe) (wt.%).
| Elements | Si | Fe | Cu | Mn | Mg | Ni | Ti | Cr |
|---|
AlSi9Cu3(Fe)
(Commercial) | 9.055 | 0.746 | 2.282 | 0.184 | 0.227 | 0.075 | 0.04 | 0.063 |
| Z10 | 9.206 | 0.76 | 2.056 | 0.242 | 0.345 | 0.068 | 0.033 | 0.023 |
| Z55 | 9.671 | 0.717 | 2.111 | 0.189 | 0.193 | 0.082 | 0.04 | 0.023 |
| Z75 | 10.93 | 0.768 | 2.012 | 0.225 | 0.234 | 0.085 | 0.033 | 0.024 |
| Z90 | 10.4 | 0.822 | 2.006 | 0.221 | 0.149 | 0.078 | 0.035 | 0.031 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}