
Research on Parameters of Wire-Filling Laser Welding and Quenching Process for Joints Microstructure and Mechanical Property of BR1500HS Steel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
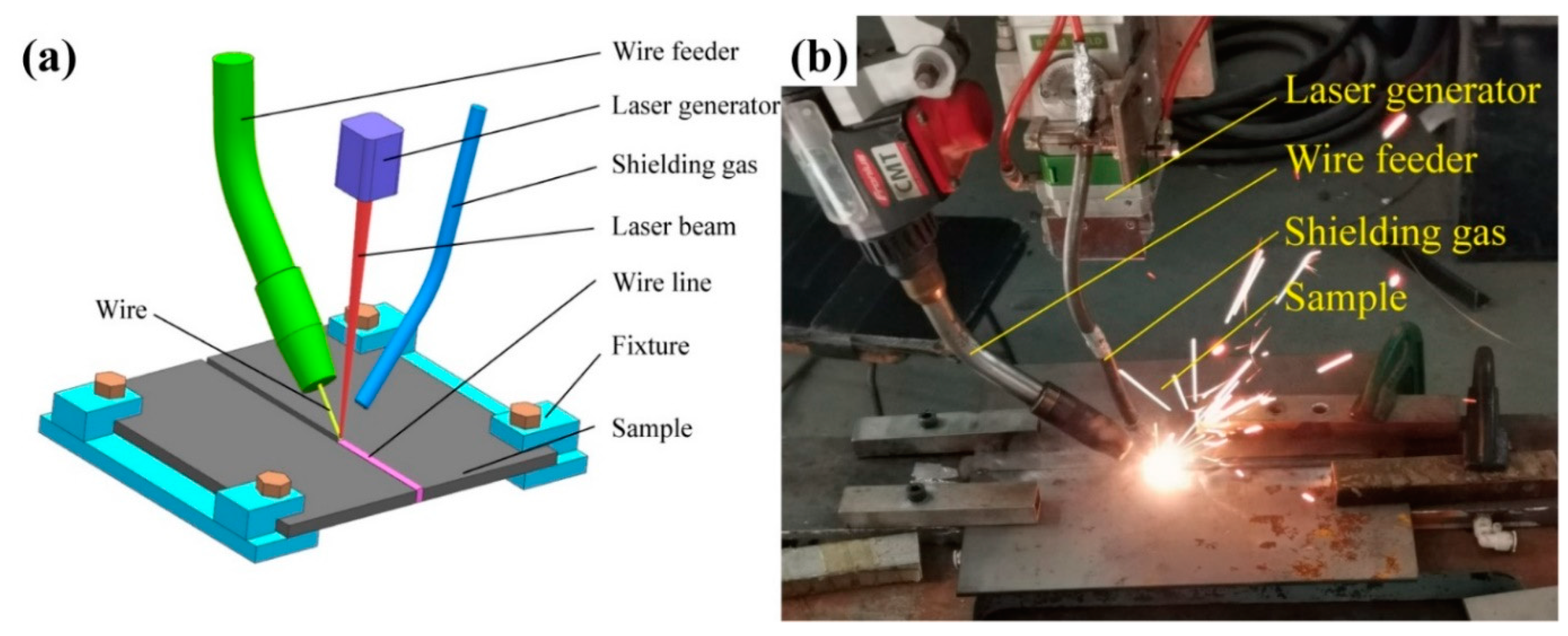
2.2. Laser Welding and Quenching
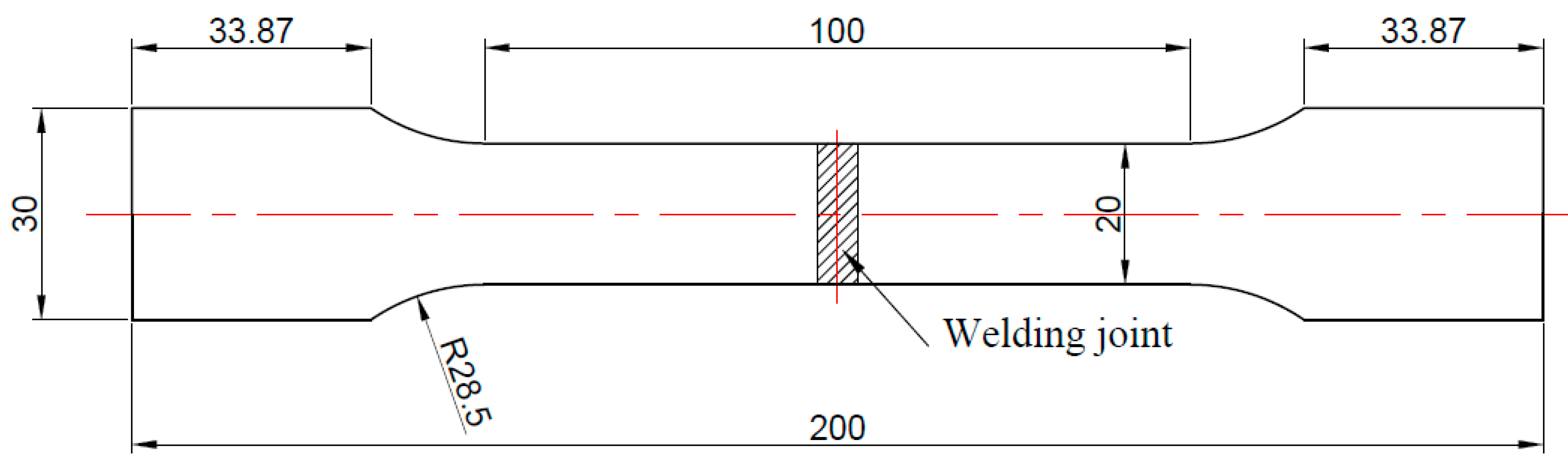
2.3. Characterization
3. Results and Discussion
3.1. Tensile Test Results
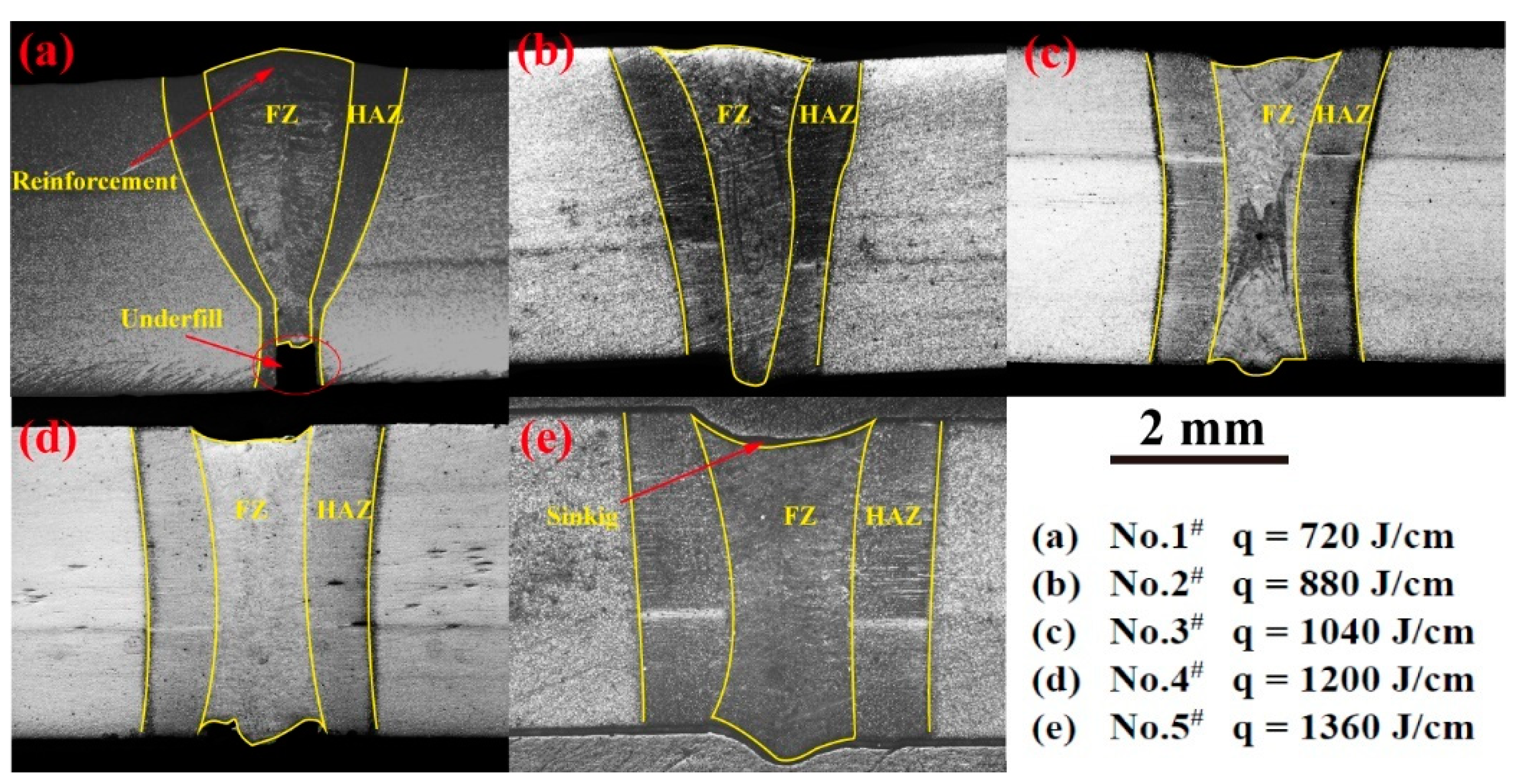
3.2. Macrostructure and Tensile Strength
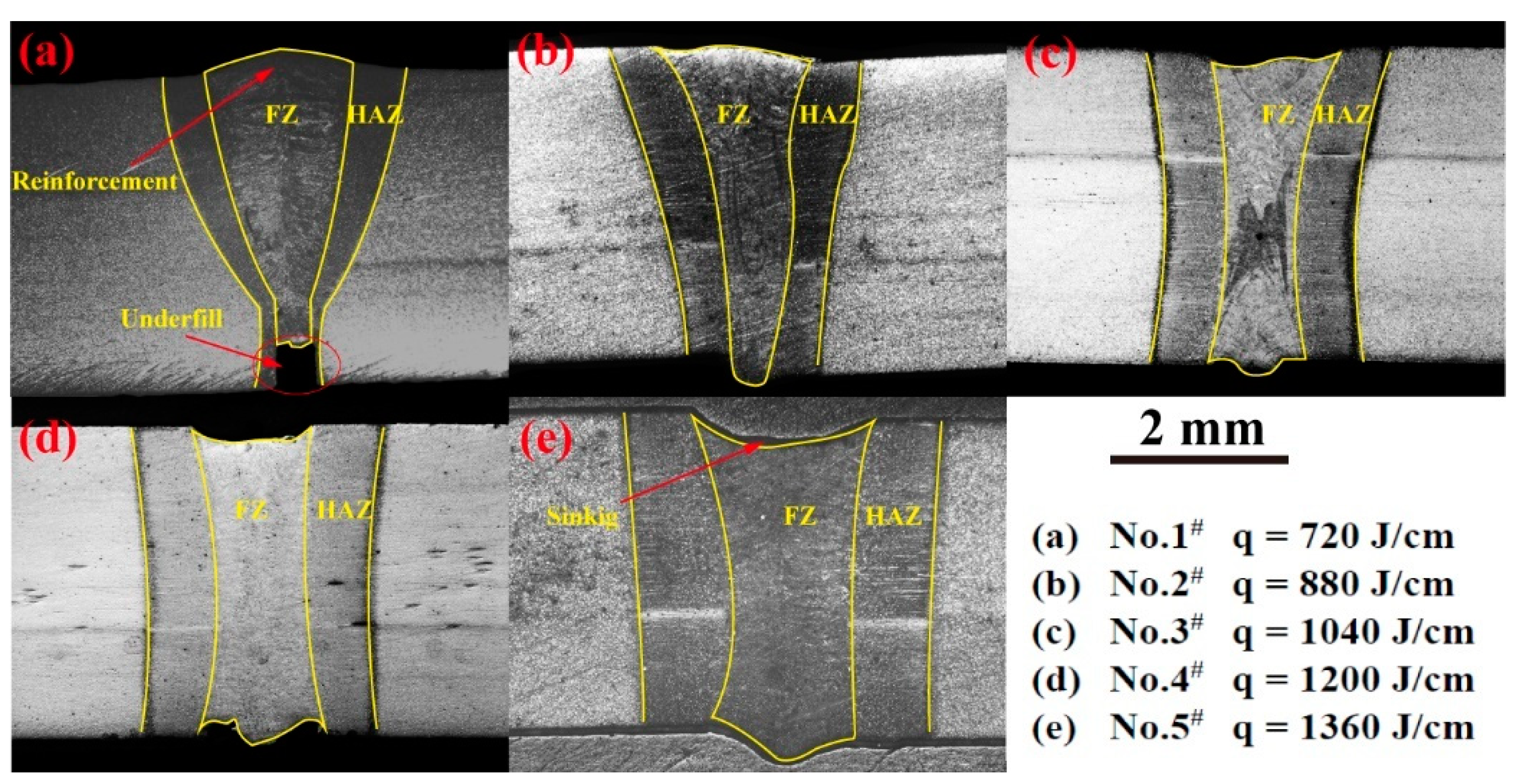
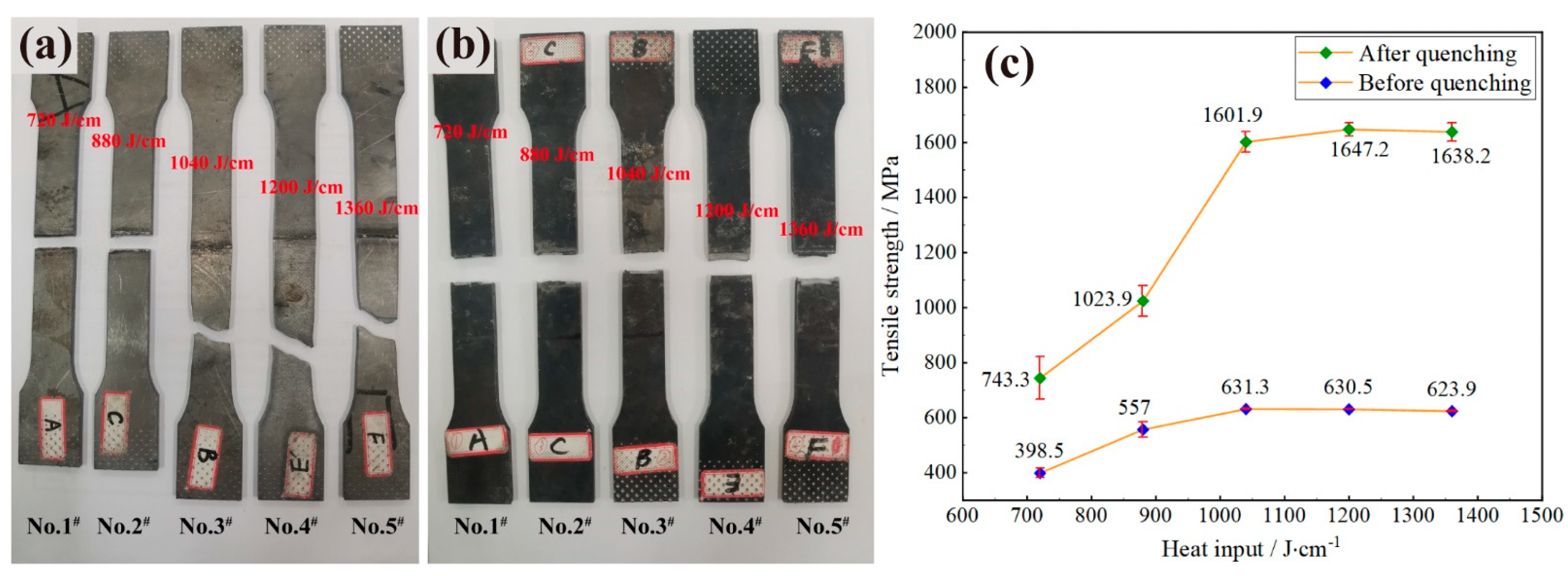
3.2.1. The Influence of Heat Input on Macrostructure and Tensile Strength
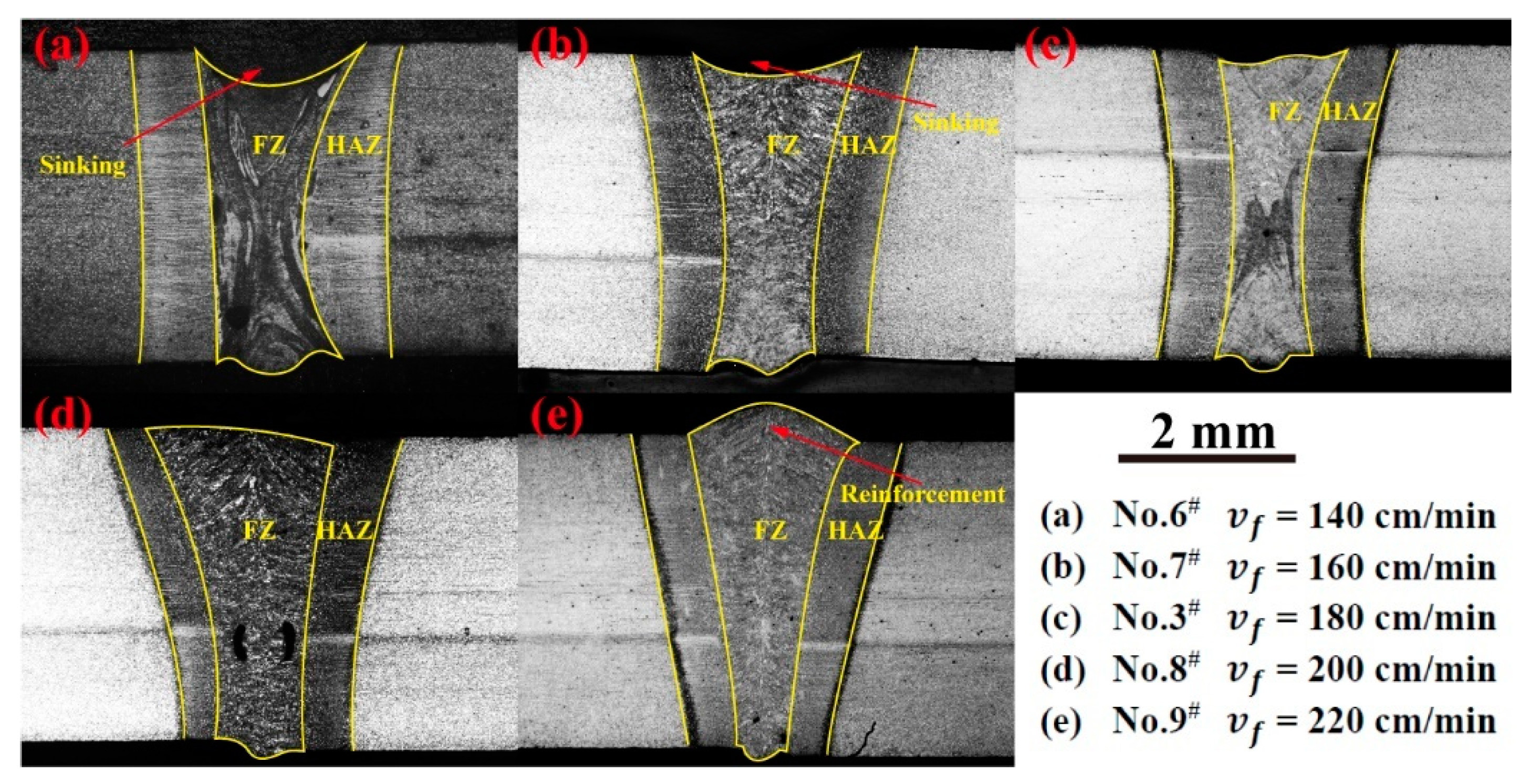
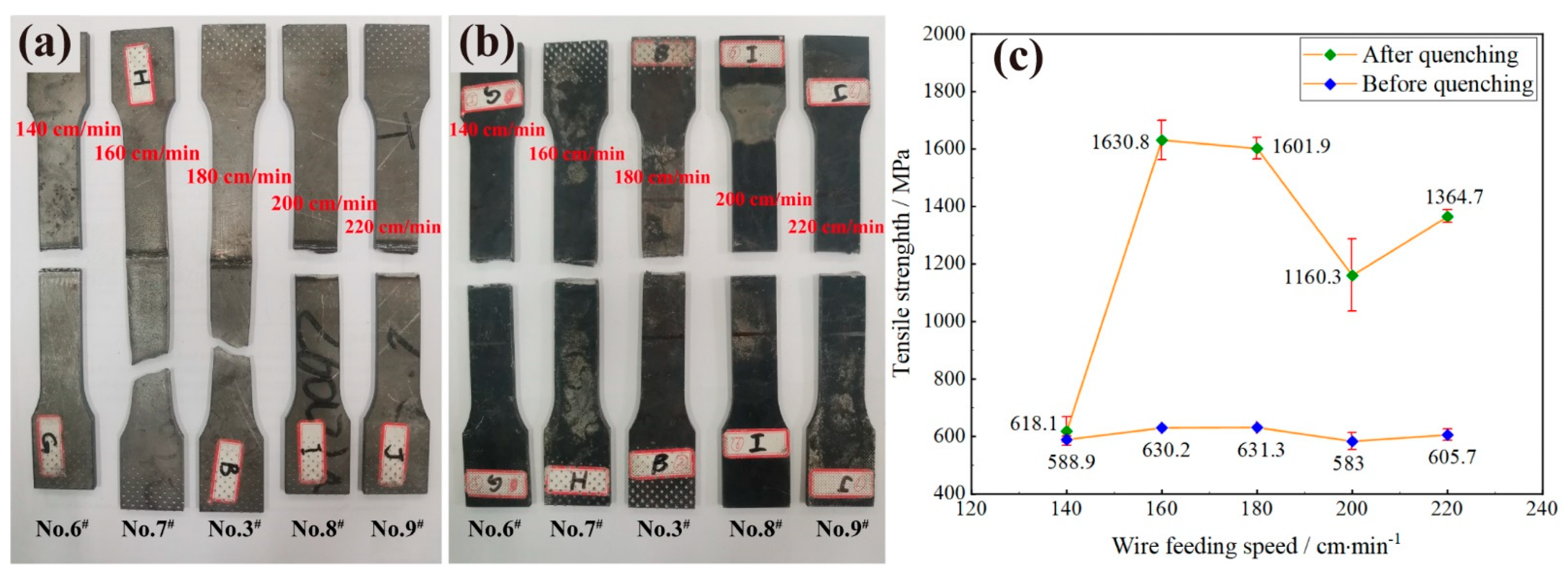
3.2.2. Influence of Wire-Feeding Speed on Macrostructure and Tensile Strength
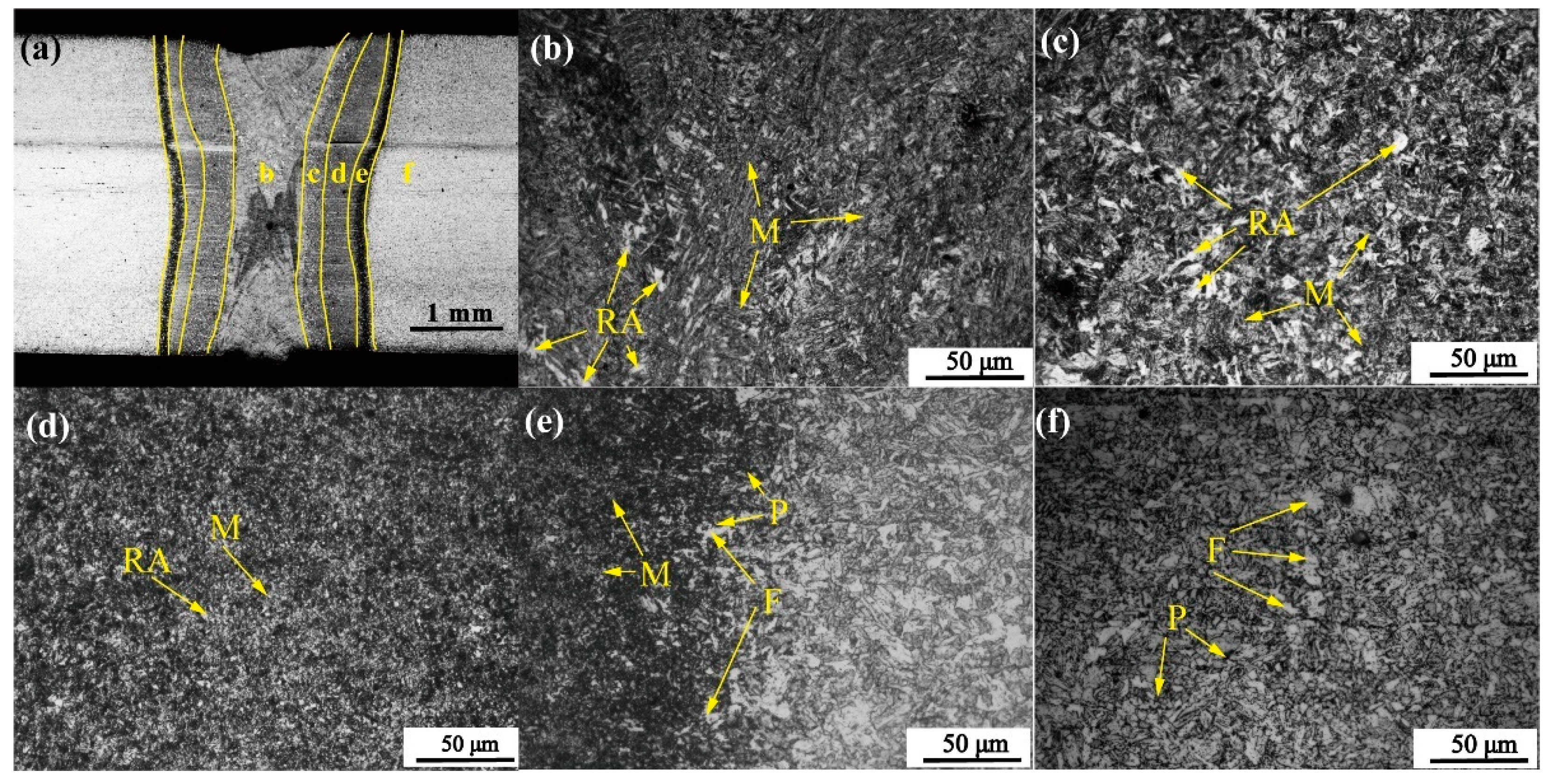
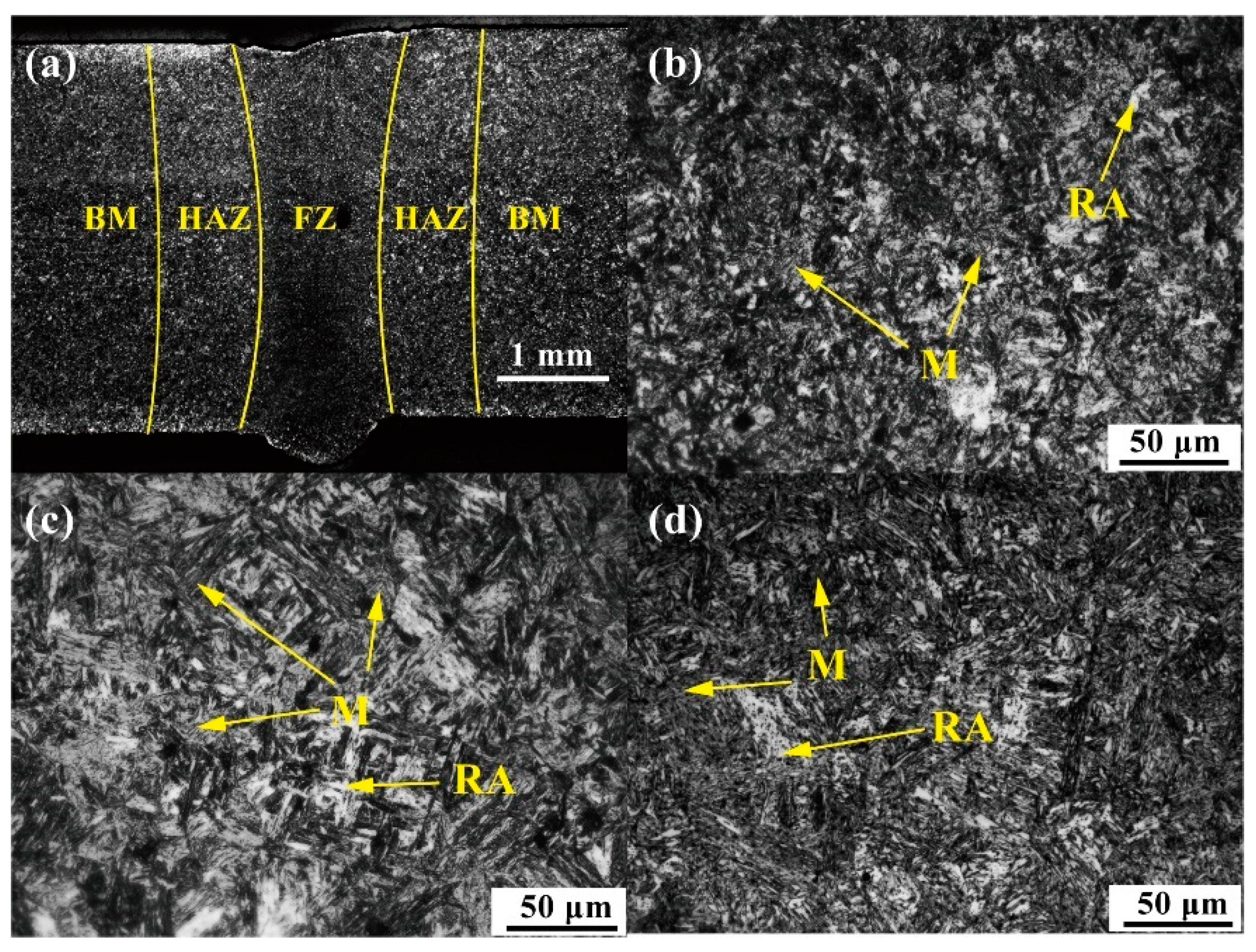
3.3. Microstructure of Joints before and after Quenching
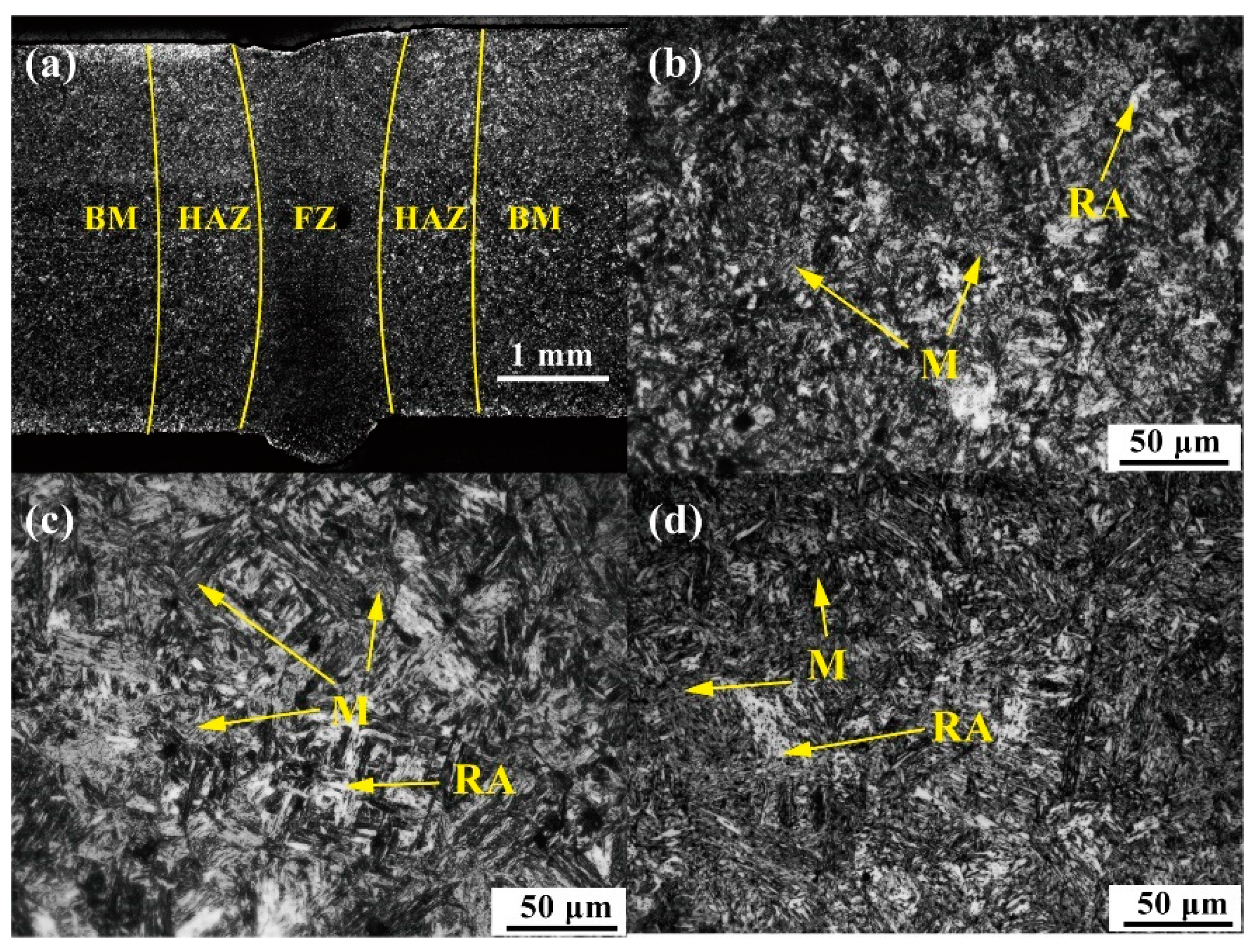
3.3.1. Microstructure before Quenching
3.3.2. Microstructure after Quenching
3.4. EBSD Test
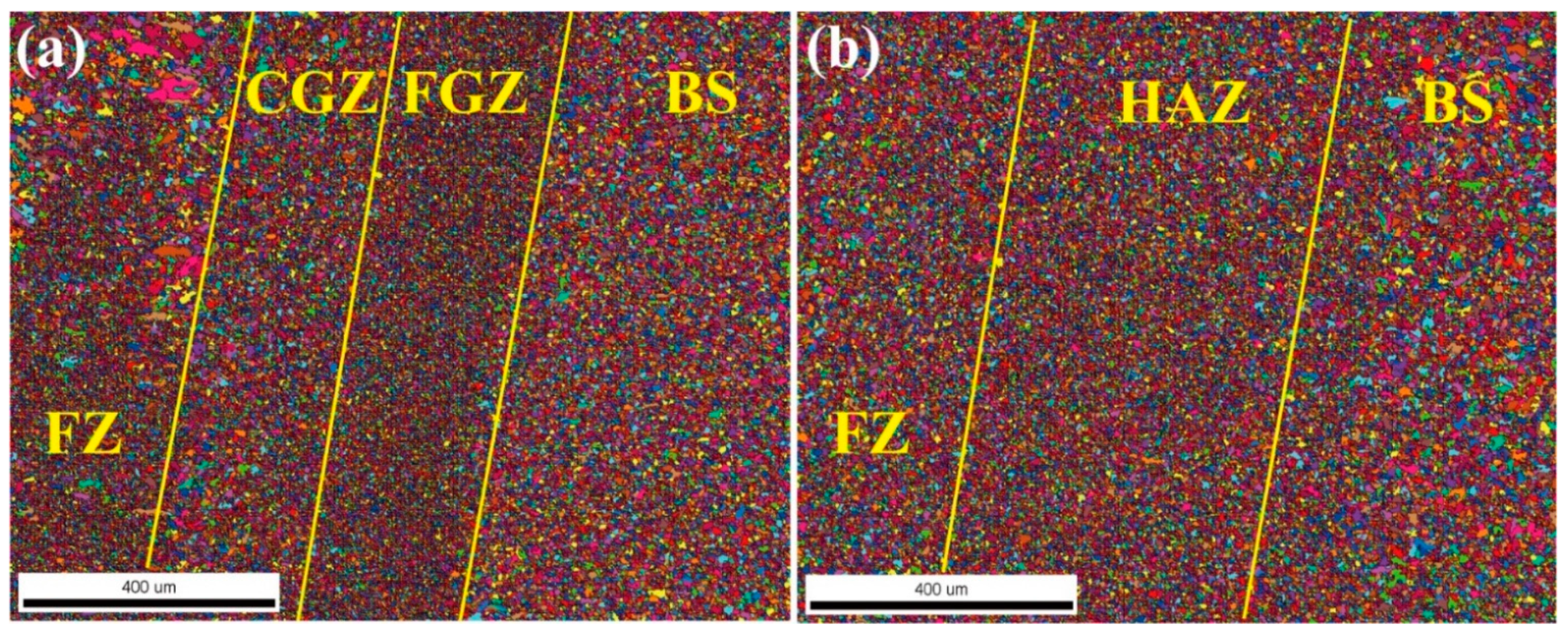
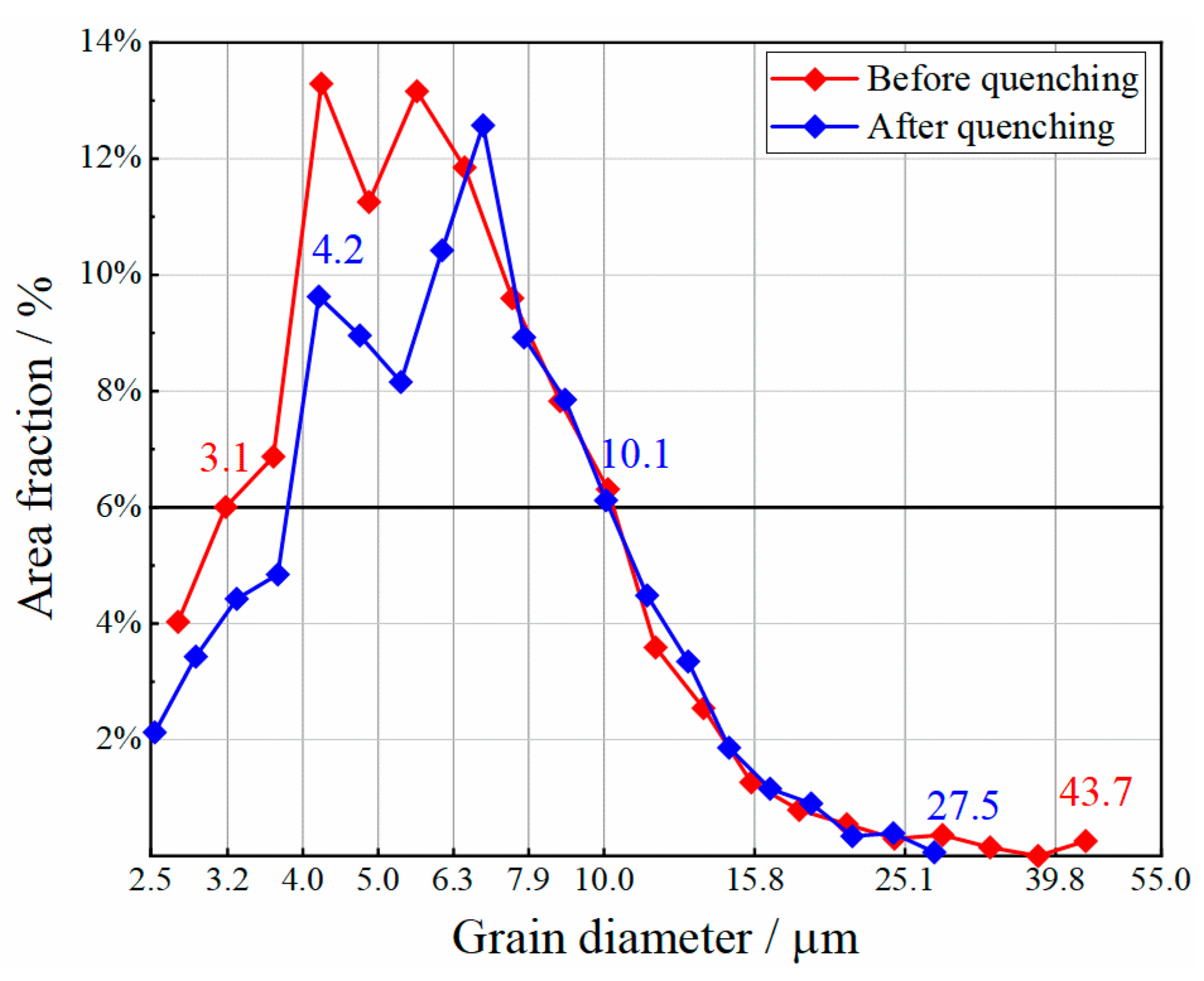
3.4.1. Grain Size before and after Quenching
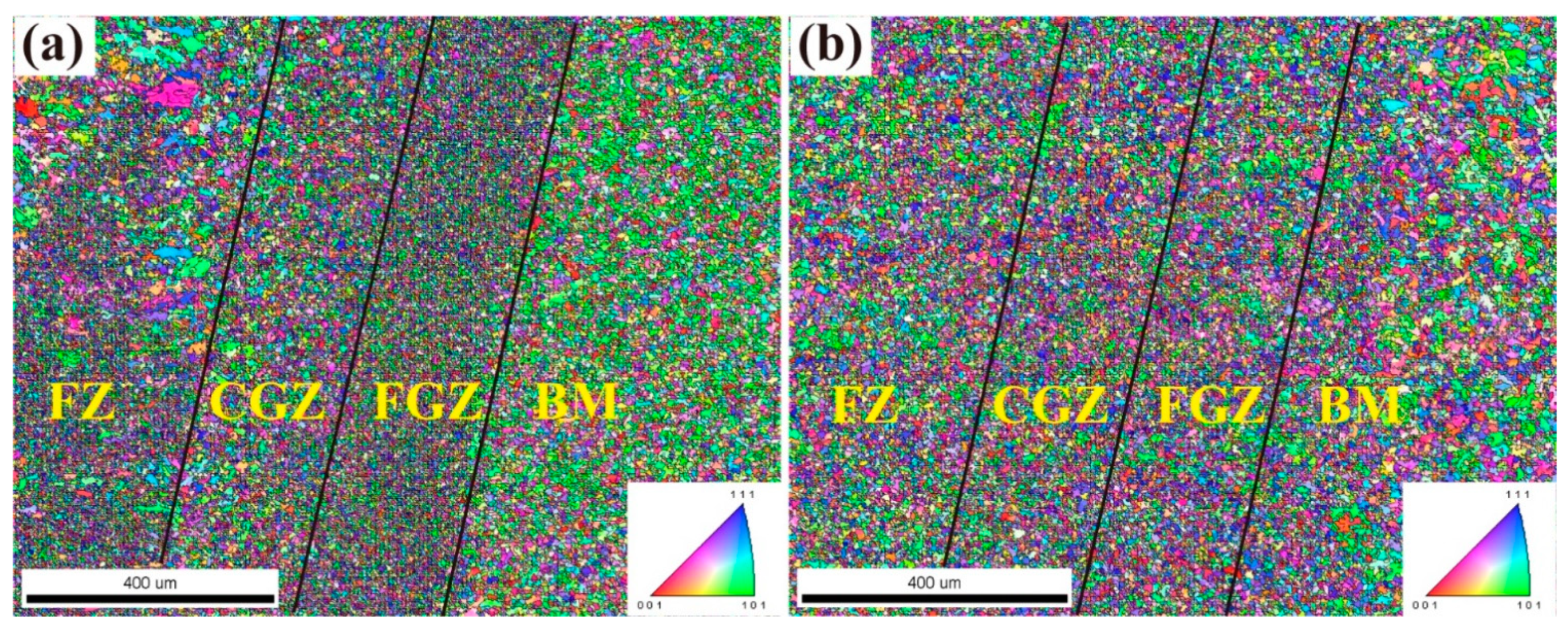
3.4.2. Grain Orientation before and after Quenching
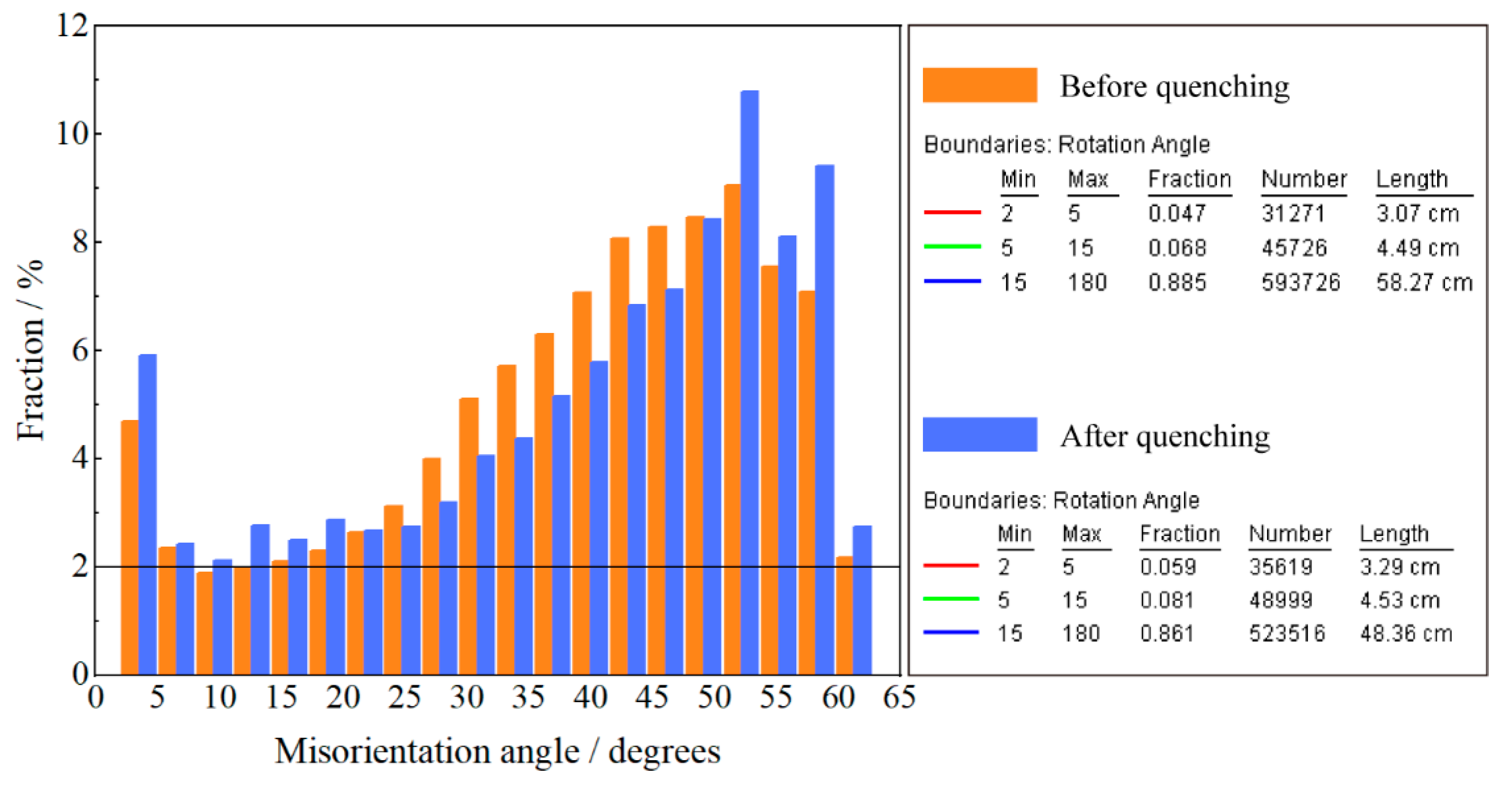
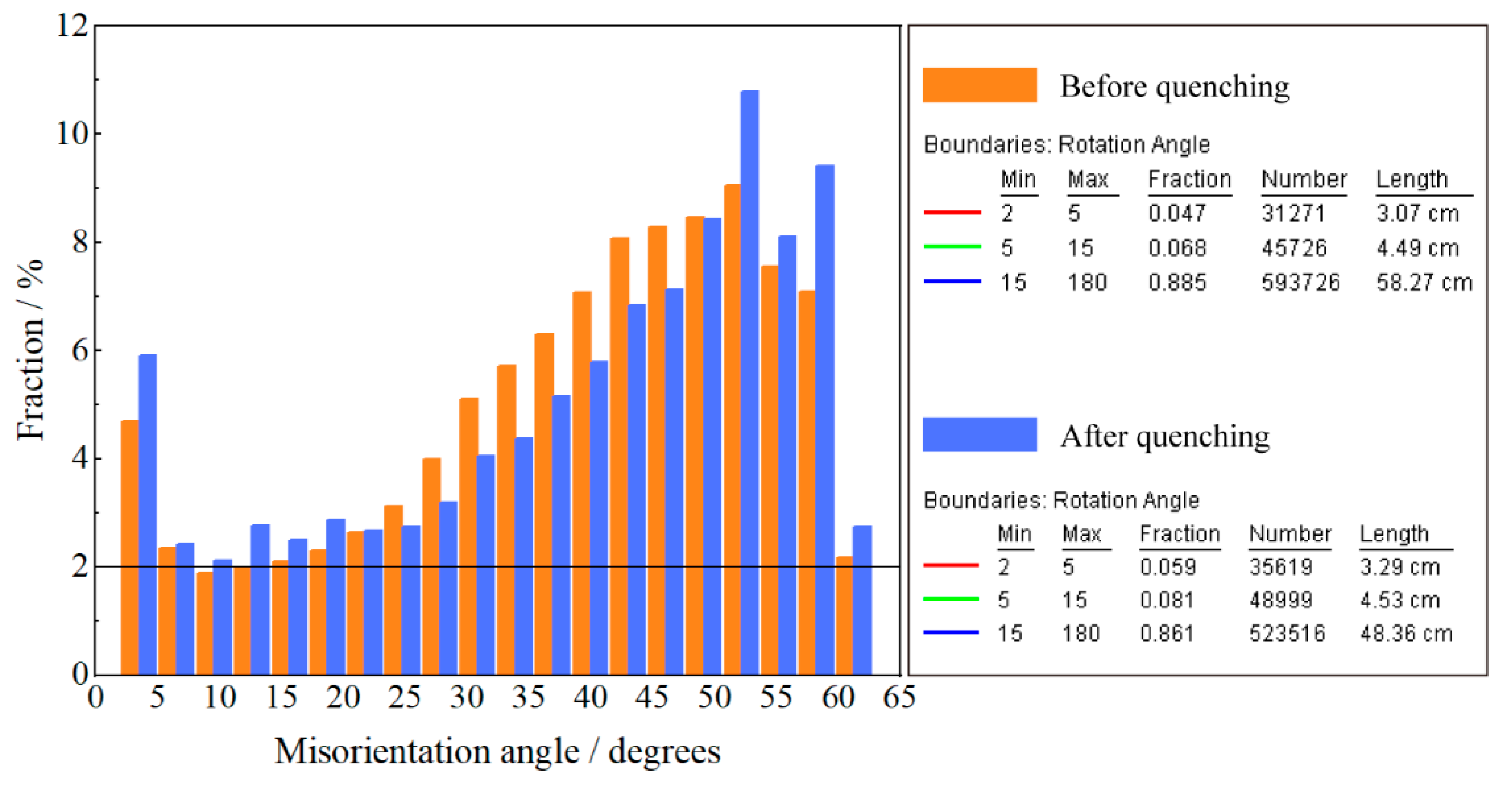
3.4.3. Grain Boundary before and after Quenching
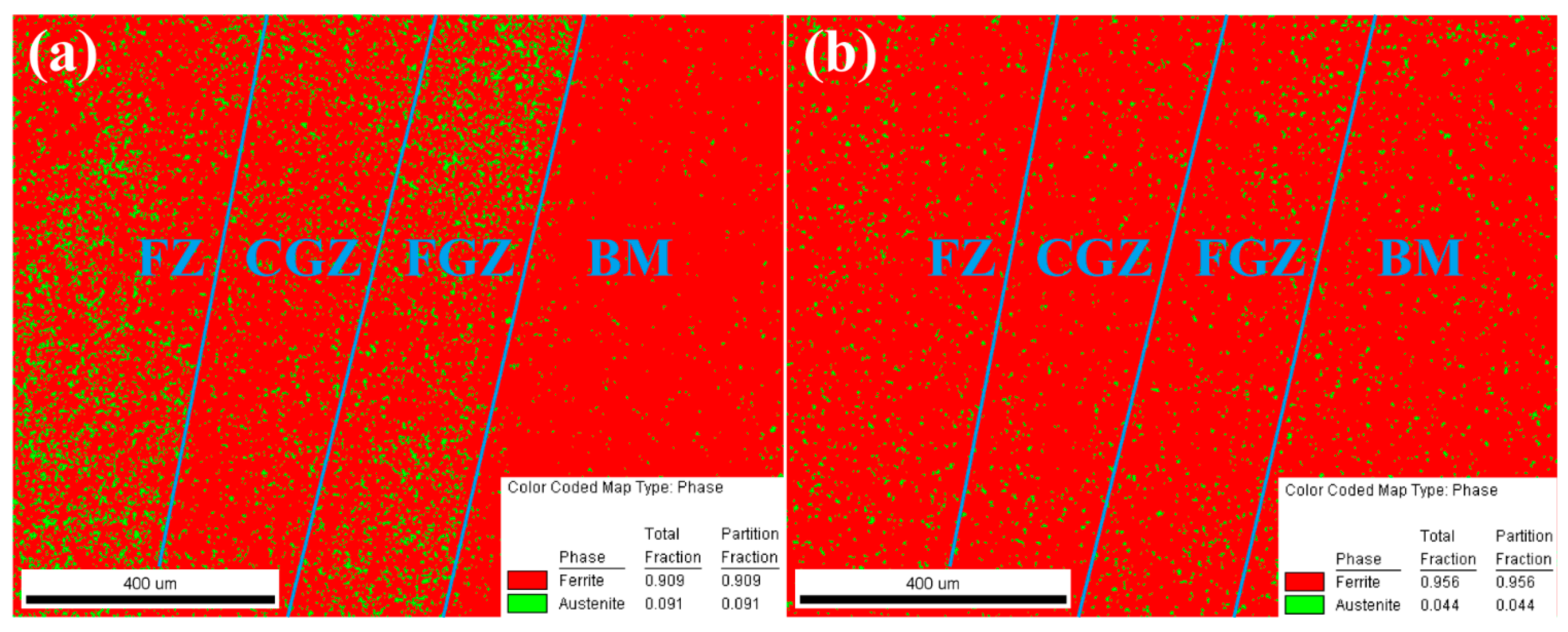
3.4.4. Retained Austenite before and after Quenching
3.5. Microhardness
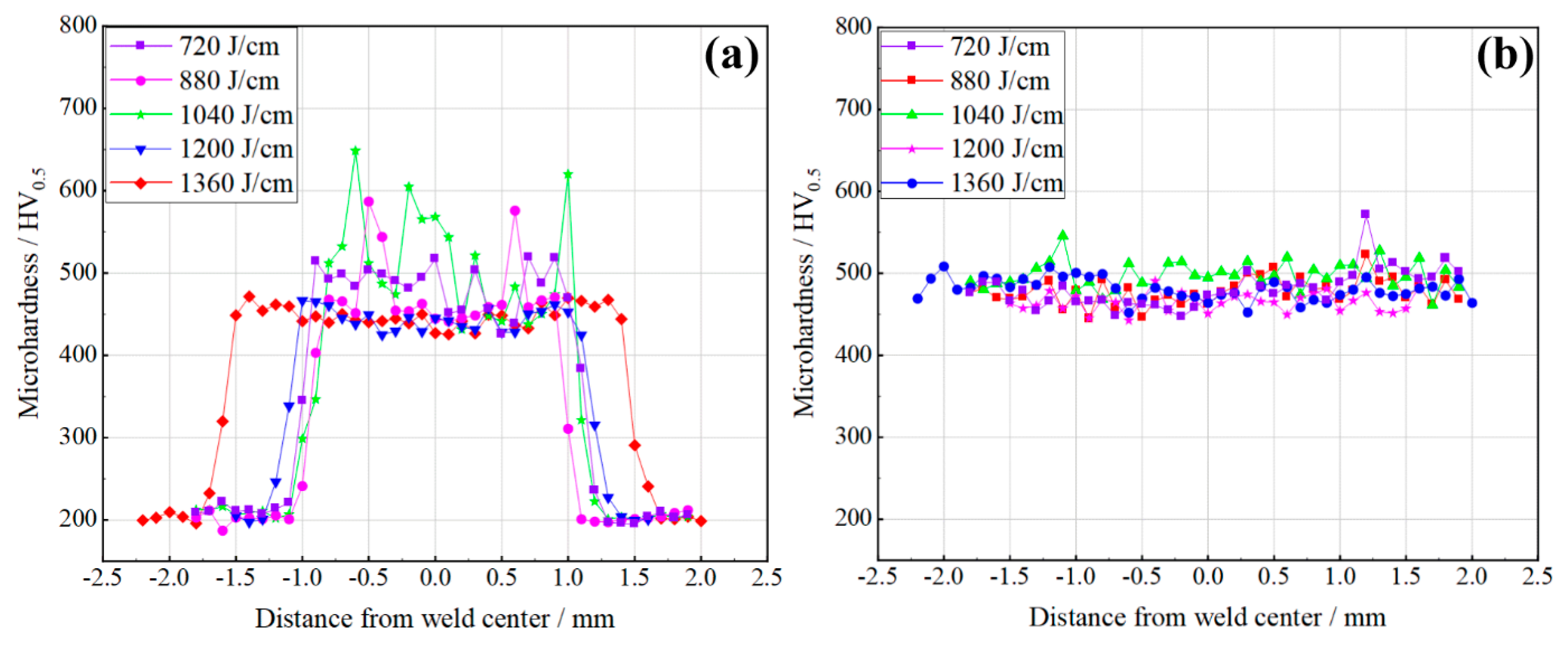
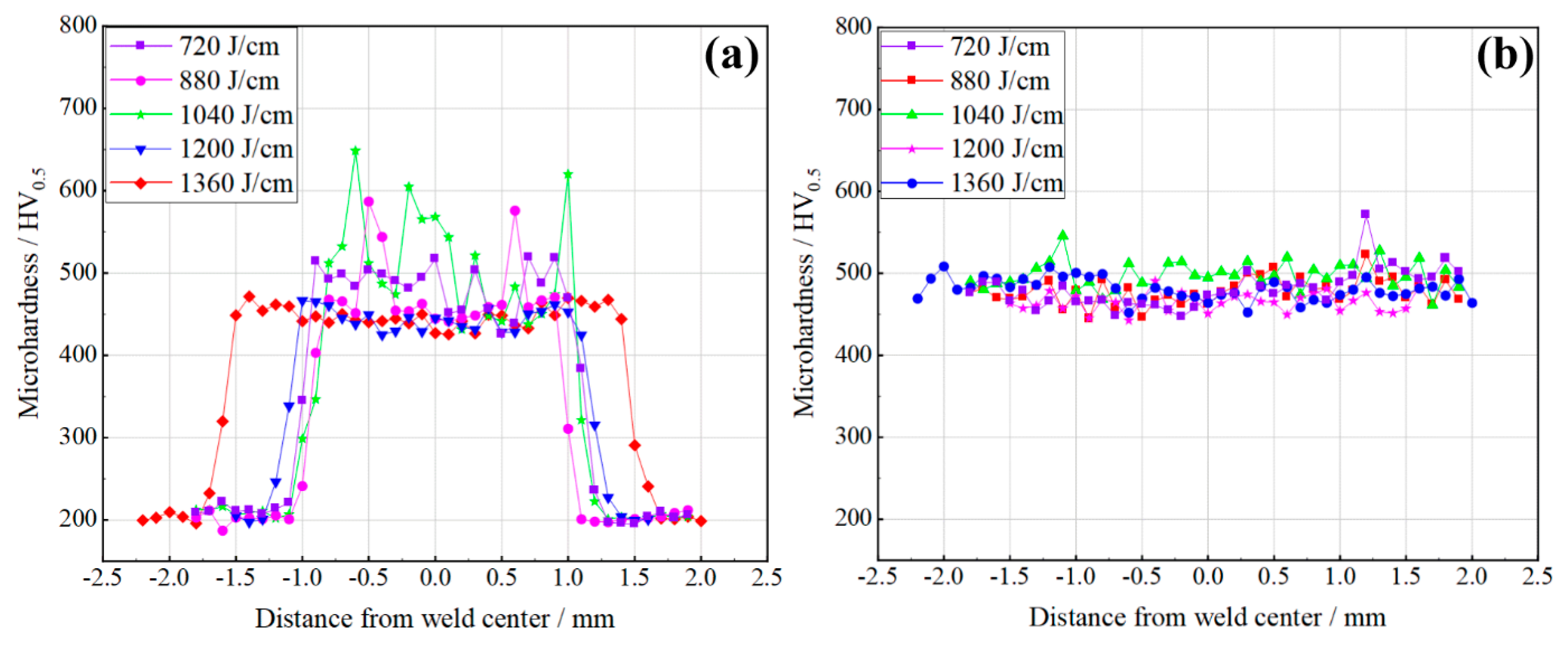
3.5.1. The Influence of Heat Input on Microhardness
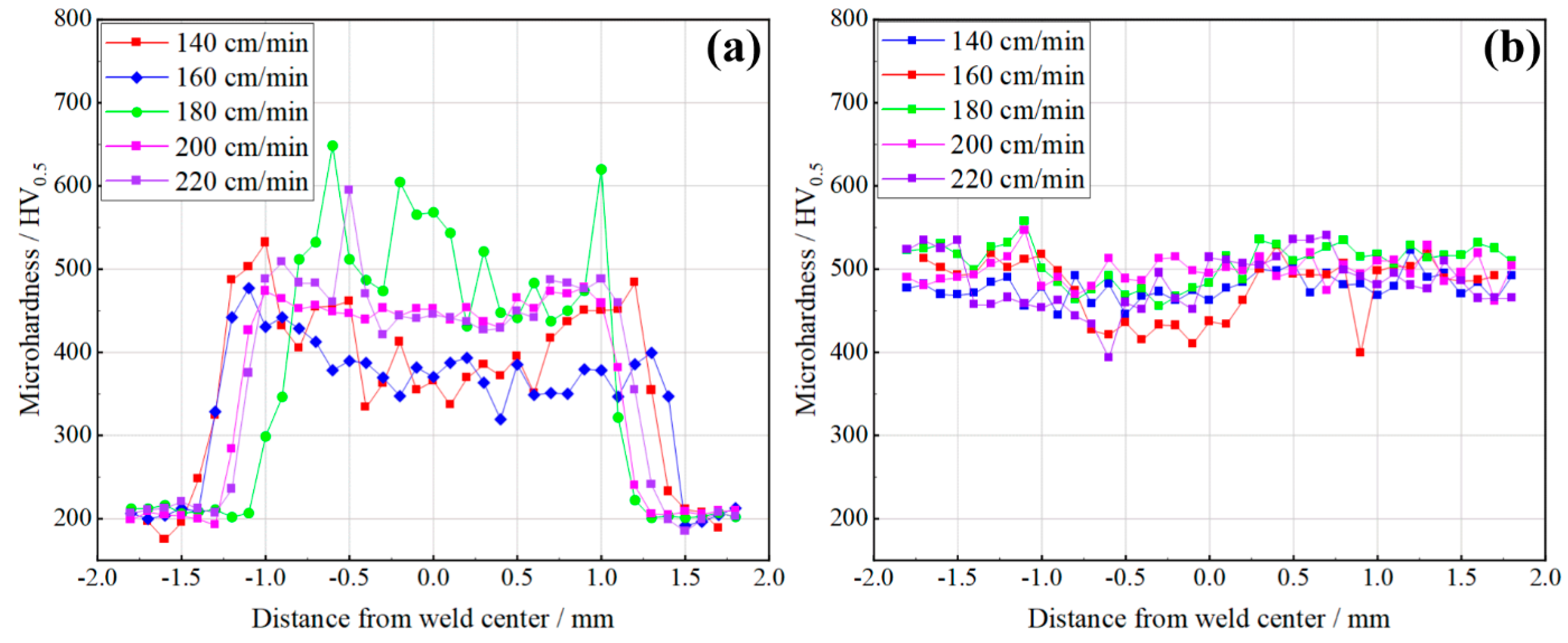
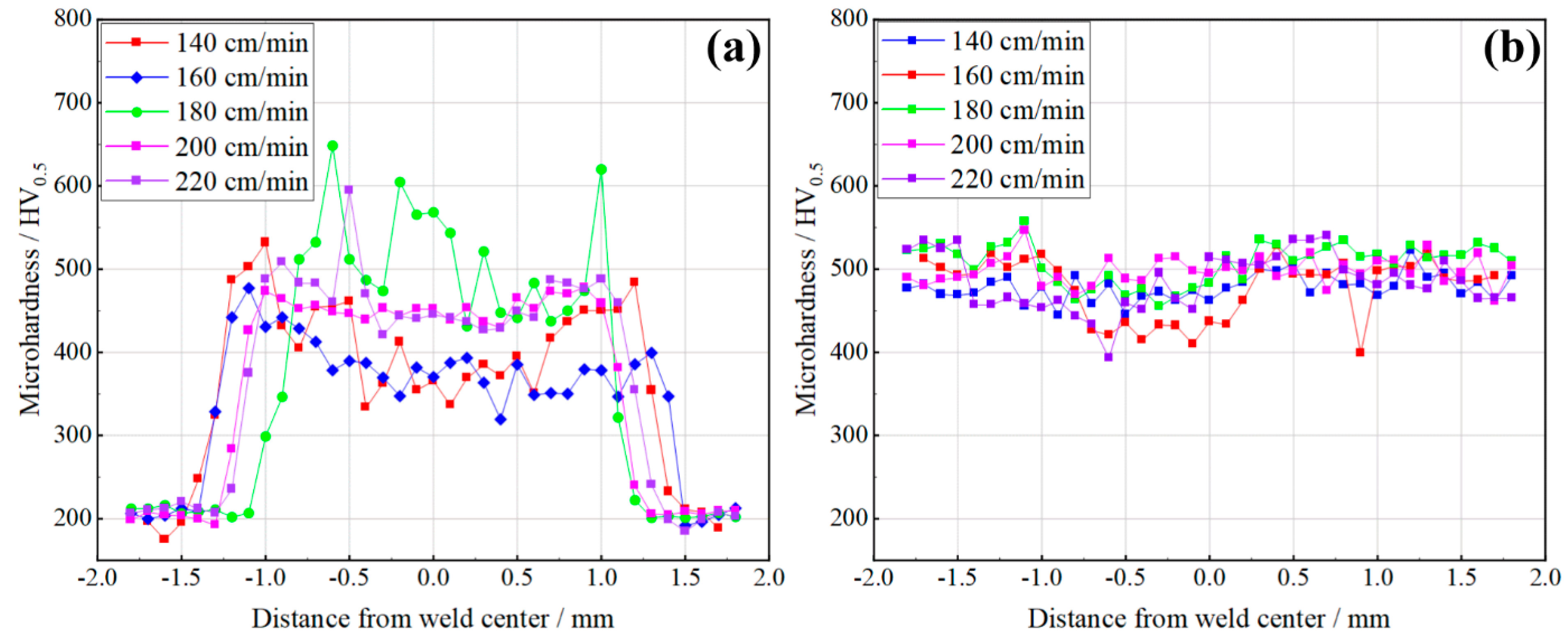
3.5.2. The Influence of Wire-Feeding Speed on Microhardness
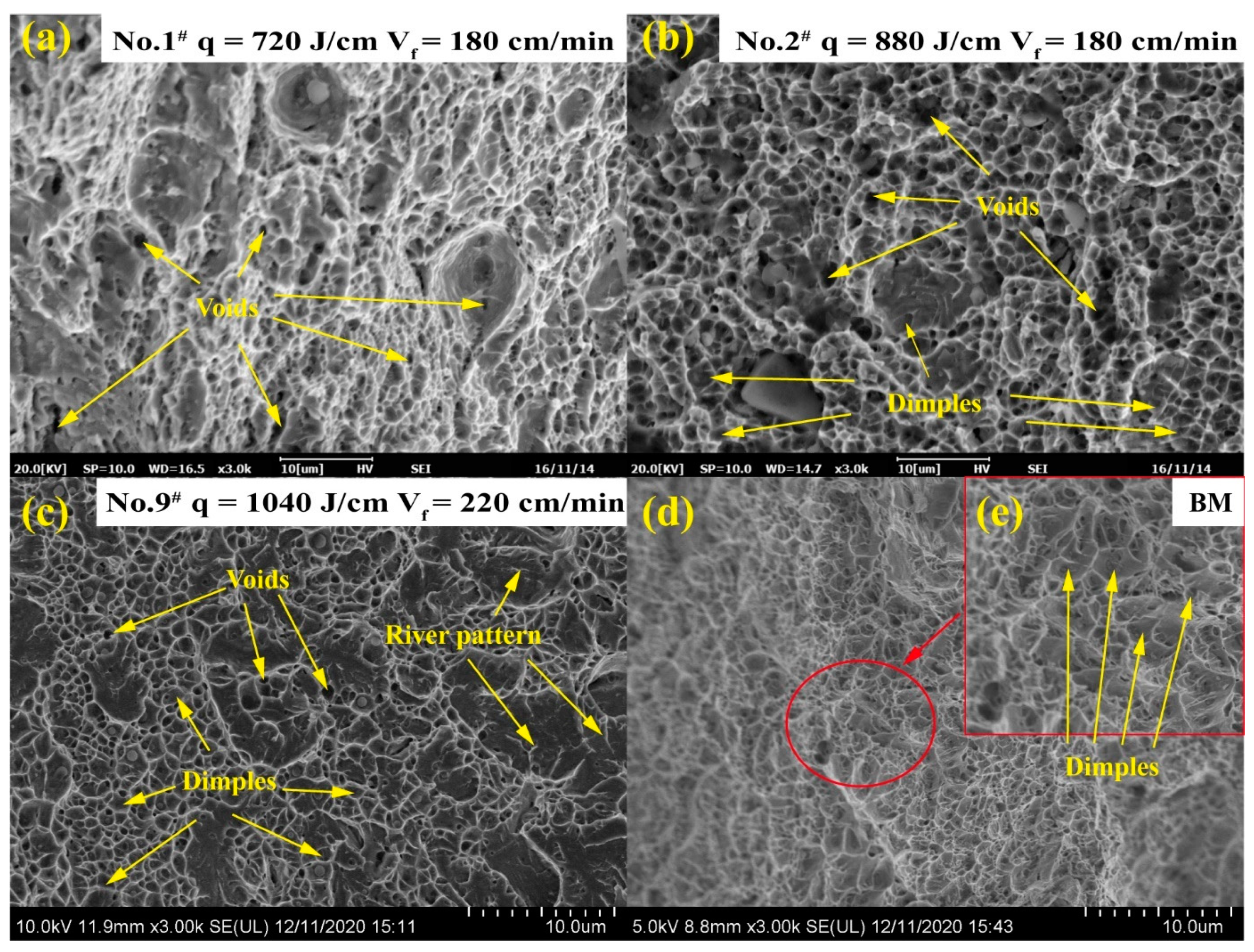
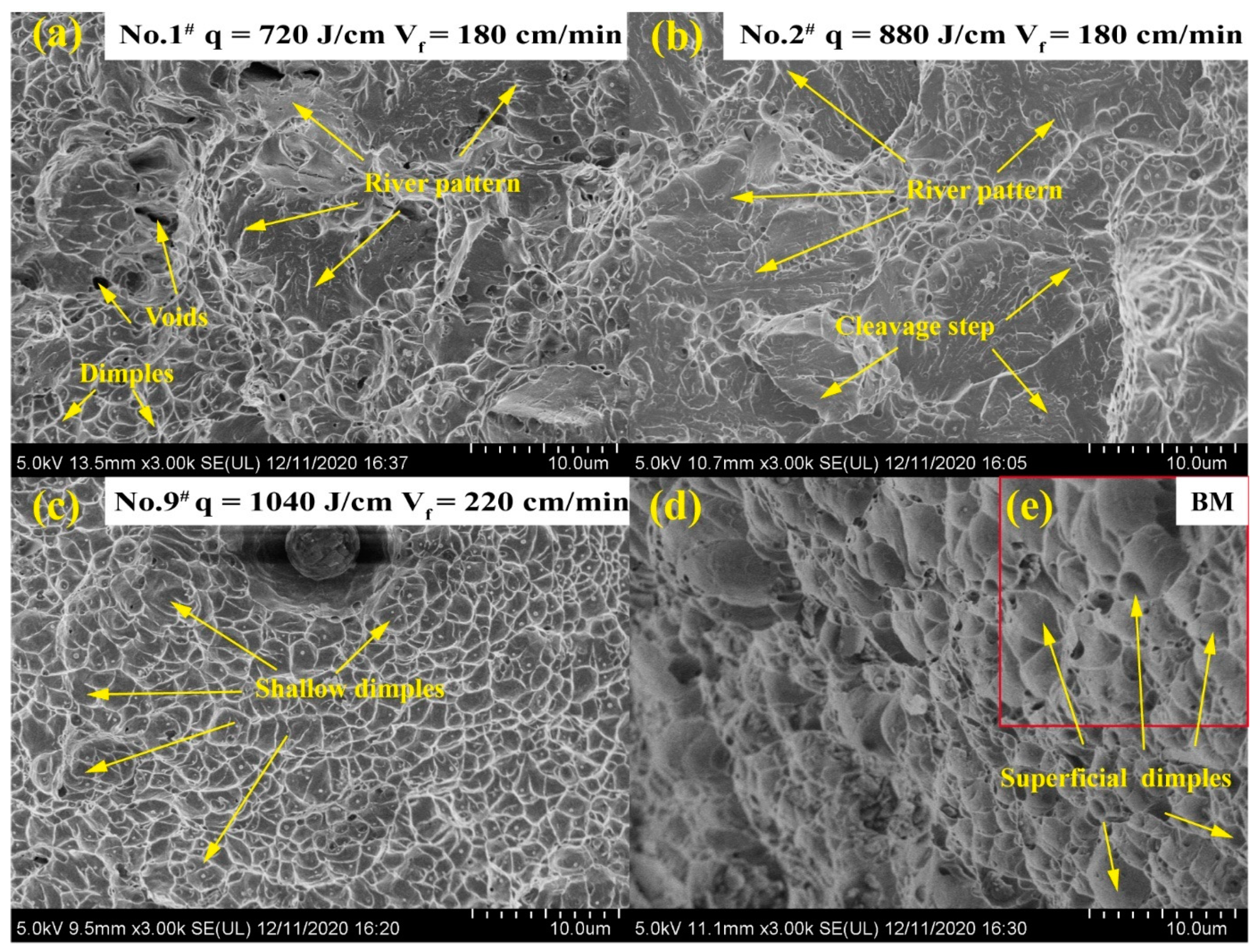
3.6. Fracture Morphology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gu, X.; Zhu, K.; Wu, S.; Duan, Z.; Zhu, L. Effect of welding parameters on weld formation quality and tensile-shear property of laser welded SUS301L stainless steel lap filet weld. J. Mater. Res. Technol. 2020, 9, 4840–4854. [Google Scholar] [CrossRef]
- Mao, G.; Cayron, C.; Cao, R.; Logé, R.; Chen, J. The relationship between low-temperature toughness and secondary crack in low-carbon bainitic weld metals. Mater. Charact. 2018, 145, 516–526. [Google Scholar] [CrossRef]
- Prasad, H.S.; Frostevarg, J.; Kaplan, A.F.H. The stability of laser welding with an off-axis wire feed. J. Mater. Process. Technol. 2019, 264, 84–90. [Google Scholar] [CrossRef]
- Bunaziv, I.; Wenner, S.; Ren, X.; Frostevarg, J.; Kaplan, A.F.; Akselsen, O.M. Filler metal distribution and processing stability in laser-arc hybrid welding of thick HSLA steel. J. Manuf. Process. 2020, 54, 228–239. [Google Scholar] [CrossRef]
- Zhang, S.; Sun, J.; Zhu, M.; Zhang, L.; Nie, P.; Li, Z. Fiber laser welding of HSLA steel by autogenous laser welding and autogenous laser welding with cold wire methods. J. Mater. Process. Technol. 2020, 275, 116353. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Y.; Li, X.; Wang, W.; Yang, X. Influence of Assembly Gap Size on the Structure and Properties of SUS301L Stainless Steel Laser Welded Lap Joint. Materials 2021, 14, 996. [Google Scholar] [CrossRef] [PubMed]
- Acherjee, B. Hybrid laser arc welding: State-of-art review. Opt. Laser Technol. 2018, 99, 60–71. [Google Scholar] [CrossRef]
- Ribeiro, H.V.; Baptista, C.; Lima, M.; Torres, M.; Marcomini, J. Effect of Laser welding heat input on fatigue crack growth and CTOD fracture toughness of HSLA steel joints. J. Mater. Res. Technol. 2021, 11, 801–810. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, S.; Huang, J.; Wu, Y. Narrow-gap laser welding using filler wire of thick steel plates. Int. J. Adv. Manuf. Technol. 2017, 93, 2955–2962. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Davies, C.; Dear, J. Effect of filler metal feed rate and composition on microstructure and mechanical properties of fibre laser welded AA 2024-T3. J. Manuf. Process. 2017, 25, 26–36. [Google Scholar] [CrossRef]
- Yang, M.; Lu, J.; Chen, J.; Li, Y.; Yang, H.; Liu, Y. Effect of welding speed on microstructure and corrosion resistance of Al–Li alloy weld joint. Mater. Corros. 2020, 71, 300–308. [Google Scholar] [CrossRef]
- Lee, H.W.; Yoo, K.J.; Tran, M.T.; Moon, I.Y.; Oh, Y.S.; Kang, S.H.; Kim, D.K. Effect of Quenching Tempering-Post Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Arc Hybrid-Welded Boron Steel. Materials 2019, 12, 2862. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Yao, D.; Guan, Y.; Duan, Y.; Yang, L. Effect of Welding Speed and Post Quenching on the Microstructure and Mechanical Properties of Laser-Welded B1500HS Joints. Materials 2020, 13, 4645. [Google Scholar] [CrossRef]
- Das, C.R.; Albert, S.K.; Bhaduri, A.K.; Murty, B.S. Effect of boron addition and initial heat-treatment temperature on microstructure and mechanical properties of modified 9Cr-1Mo steels under different heat-treatment conditions. Metall. Mater. Trans. A 2013, 44, 2171–2186. [Google Scholar] [CrossRef]
- Lin, W.; Li, F.; Hua, X.; Wu, N. Effect of filler wire on laser welded blanks of Al-Si-coated 22MnB5 steel. J. Mater. Process. Technol. 2018, 259, 195–205. [Google Scholar] [CrossRef]
- Saha, D.C.; Biro, E.; Gerlich, A.P.; Zhou, Y.N. Fiber laser welding of AlSi coated press hardened steel. Weld J. 2016, 95, 147–156. [Google Scholar]
- Zhao, H.; Huang, R.; Sun, Y.; Tan, C.; Wu, L.; Chen, B.; Song, X.; Li, G. Microstructure and mechanical properties of fiber laser welded QP980/press-hardened 22MnB5 steel joint. J. Mater. Res. Technol. 2020, 9, 10079–10090. [Google Scholar] [CrossRef]
- Chen, L.; Nie, P.; Qu, Z.; Ojo, O.; Xia, L.; Li, Z.; Huang, J. Influence of heat input on the changes in the microstructure and fracture behavior of laser welded 800MPa grade high-strength low-alloy steel. J. Manuf. Process. 2020, 50, 132–141. [Google Scholar] [CrossRef]
- Fang, N.; Guo, E.; Huang, R.; Yin, L.; Chen, Y.; Zeng, C.; Cao, K.; Zou, J.; Xu, K. Effect of welding heat input on microstructure and properties of TC4 titanium alloy ultra-narrow gap welded joint by laser welding with filler wire. Mater. Res. Express 2021, 8, 016511. [Google Scholar] [CrossRef]
- Cai, D.; Luo, Z.; Han, L.; Han, S.; Yi, Y. Porosity and joint property of laser-MIG hybrid welding joints for 304 stainless steel. J. Laser Appl. 2020, 32, 022056. [Google Scholar] [CrossRef]
- Pu, J.; Zhao, Y.; Jiang, Y.; Zou, J.; Song, S. Influence of wire feeding speed on the melting behavior and formation of narrow-gap joint by laser welding with filler wire. J. Laser Appl. 2020, 32, 032007. [Google Scholar] [CrossRef]
- He, E.; Liu, J.; Lee, J.; Wang, K.; Politis, D.J.; Chen, L.; Wang, L. Effect of porosities on tensile properties of laser-welded Al-Li alloy: An experimental and modelling study. Int. J. Adv. Manuf. Technol. 2018, 95, 659–671. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.; Cui, Z.; Gu, X.; Shao, J. Wire-Feeding Laser Welding of Copper/Stainless Steel Using Different Filler Metals. Materials 2021, 14, 2122. [Google Scholar] [CrossRef] [PubMed]
- Mihaliková, M.; Zgodavová, K.; Bober, P.; Špegárová, A. The Performance of CR180IF and DP600 Laser Welded Steel Sheets under Different Strain Rates. Materials 2021, 14, 1553. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Ni | Mo | B | Al | Ti | Cu | V | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BR1500HS | 0.23 | 0.25 | 1.35 | 0.19 | 0.028 | 0.04 | 0.003 | 0.04 | 0.03 | 0.016 | 0.004 | 0.006 | 0.015 |
| ER70-G | 0.1 | 0.6 | 1.6 | - | 0.7 | 0.4 | - | - | 0.2 | 0.5 | - | 0.025 | 0.025 |
| No. | Power (P) | Wire-Feeding Speed (vf) | Welding Speed (v) | Heat Input (q) | Before Quenching | After Quenching | ||
|---|---|---|---|---|---|---|---|---|
| Tensile Strength | Fracture Position | Tensile Strength | Fracture Position | |||||
| W | cm/min | cm/min | J/cm | MPa | - | MPa | - | |
| 1# | 1800 | 180 | 150 | 720 | 398.5 ± 17.4 | Joint | 743.3 ± 77.9 | Joint |
| 2# | 2200 | 180 | 150 | 880 | 557 ± 28.1 | Joint | 1023.9 ± 55.8 | Joint |
| 3# | 2600 | 180 | 150 | 1040 | 631.3 ± 2.84 | BM | 1601.9 ± 37.3 | Joint |
| 4# | 3000 | 180 | 150 | 1200 | 630.5 ± 2.2 | BM | 1647.2 ± 23.8 | Joint |
| 5# | 3400 | 180 | 150 | 1360 | 623.9 ± 3.2 | BM | 1638.2 ± 33.3 | Joint |
| 6# | 2600 | 140 | 150 | 1040 | 588.9 ± 9.8 | Joint | 618.1 ± 50.1 | Joint |
| 7# | 2600 | 160 | 150 | 1040 | 630.2 ± 1.5 | BM | 1630.8 ± 68.3 | Joint |
| 8# | 2600 | 200 | 150 | 1040 | 583 ± 30.4 | BM | 1160.3 ± 126.3 | Joint |
| 9# | 2600 | 220 | 150 | 1040 | 605.7 ± 20.3 | BM | 1364.7 ± 21.8 | Joint |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, L.; Zhu, C.; Ma, R.; Wei, Z. Research on Parameters of Wire-Filling Laser Welding and Quenching Process for Joints Microstructure and Mechanical Property of BR1500HS Steel. Metals 2021, 11, 1047. https://doi.org/10.3390/met11071047
Zhou L, Zhu C, Ma R, Wei Z. Research on Parameters of Wire-Filling Laser Welding and Quenching Process for Joints Microstructure and Mechanical Property of BR1500HS Steel. Metals. 2021; 11(7):1047. https://doi.org/10.3390/met11071047
Chicago/Turabian StyleZhou, Lianpu, Chundong Zhu, Rongfei Ma, and Zihao Wei. 2021. "Research on Parameters of Wire-Filling Laser Welding and Quenching Process for Joints Microstructure and Mechanical Property of BR1500HS Steel" Metals 11, no. 7: 1047. https://doi.org/10.3390/met11071047
APA StyleZhou, L., Zhu, C., Ma, R., & Wei, Z. (2021). Research on Parameters of Wire-Filling Laser Welding and Quenching Process for Joints Microstructure and Mechanical Property of BR1500HS Steel. Metals, 11(7), 1047. https://doi.org/10.3390/met11071047