
Hot Deformation Behavior of Ultralight Dual-Phase Mg-6li Alloy: Constitutive Model and Hot Processing Maps


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
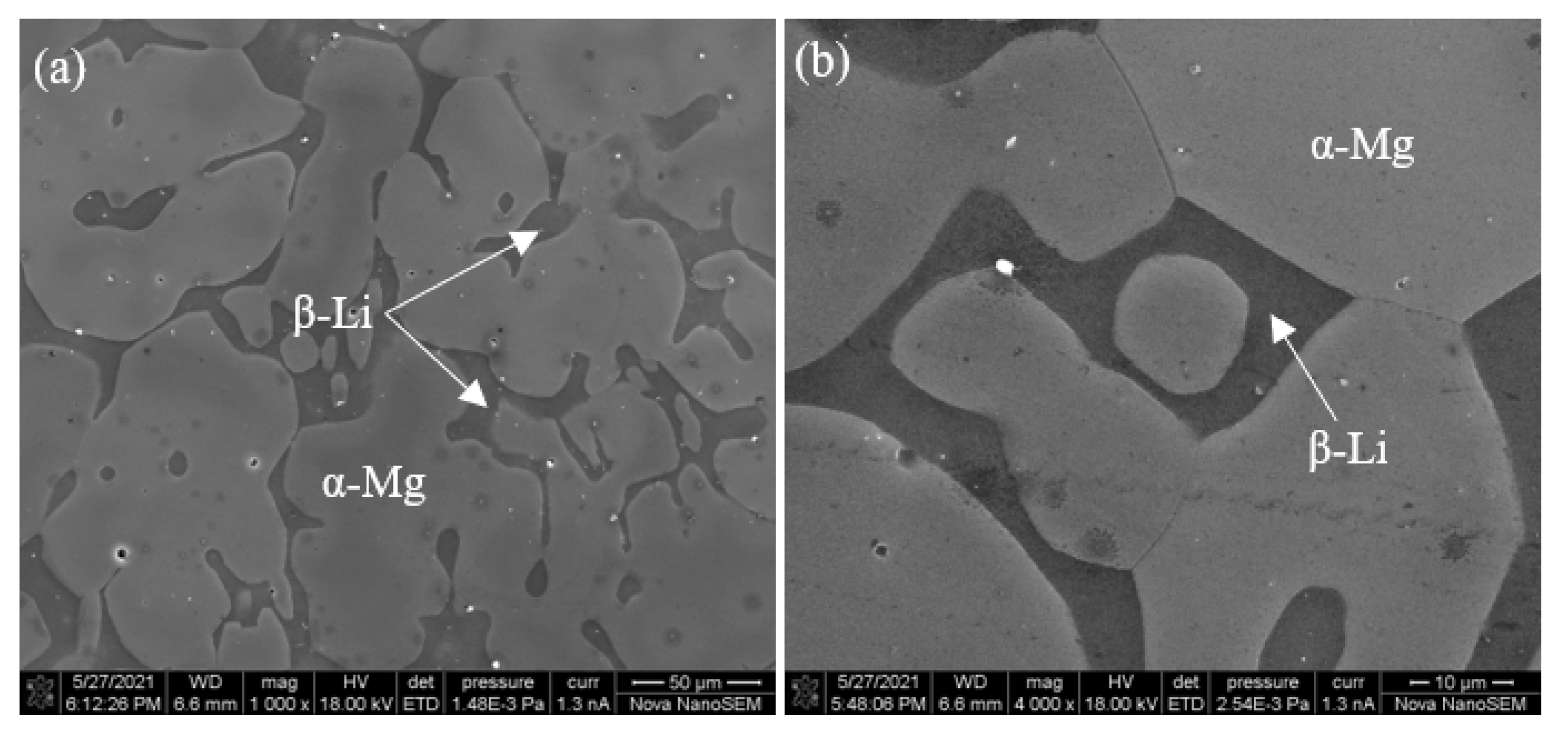
3.1. Microstructure of Homogenized Alloy
3.2. Flow Stress-Strain Curves
3.3. Constitutive Equation
3.4. Processing Maps
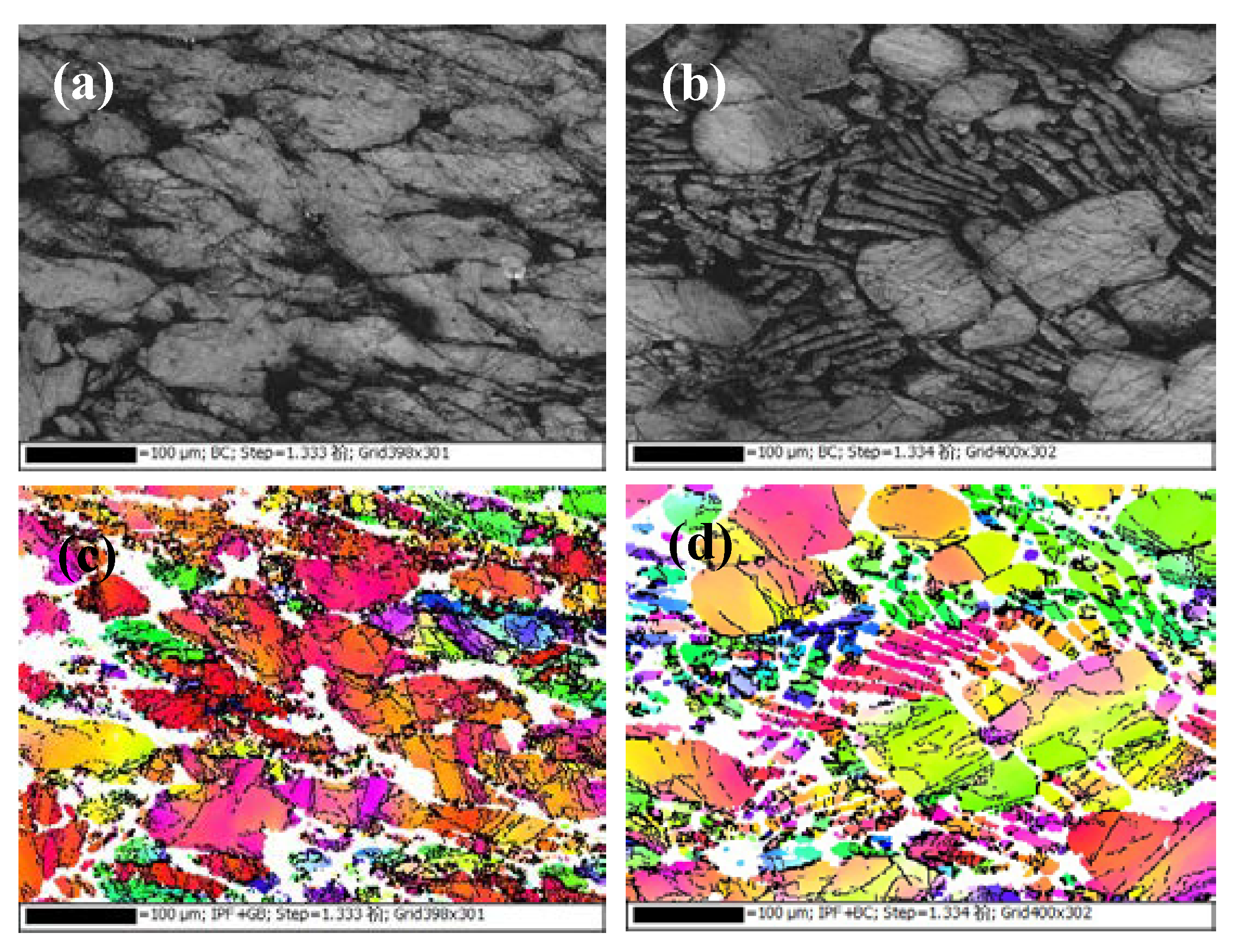
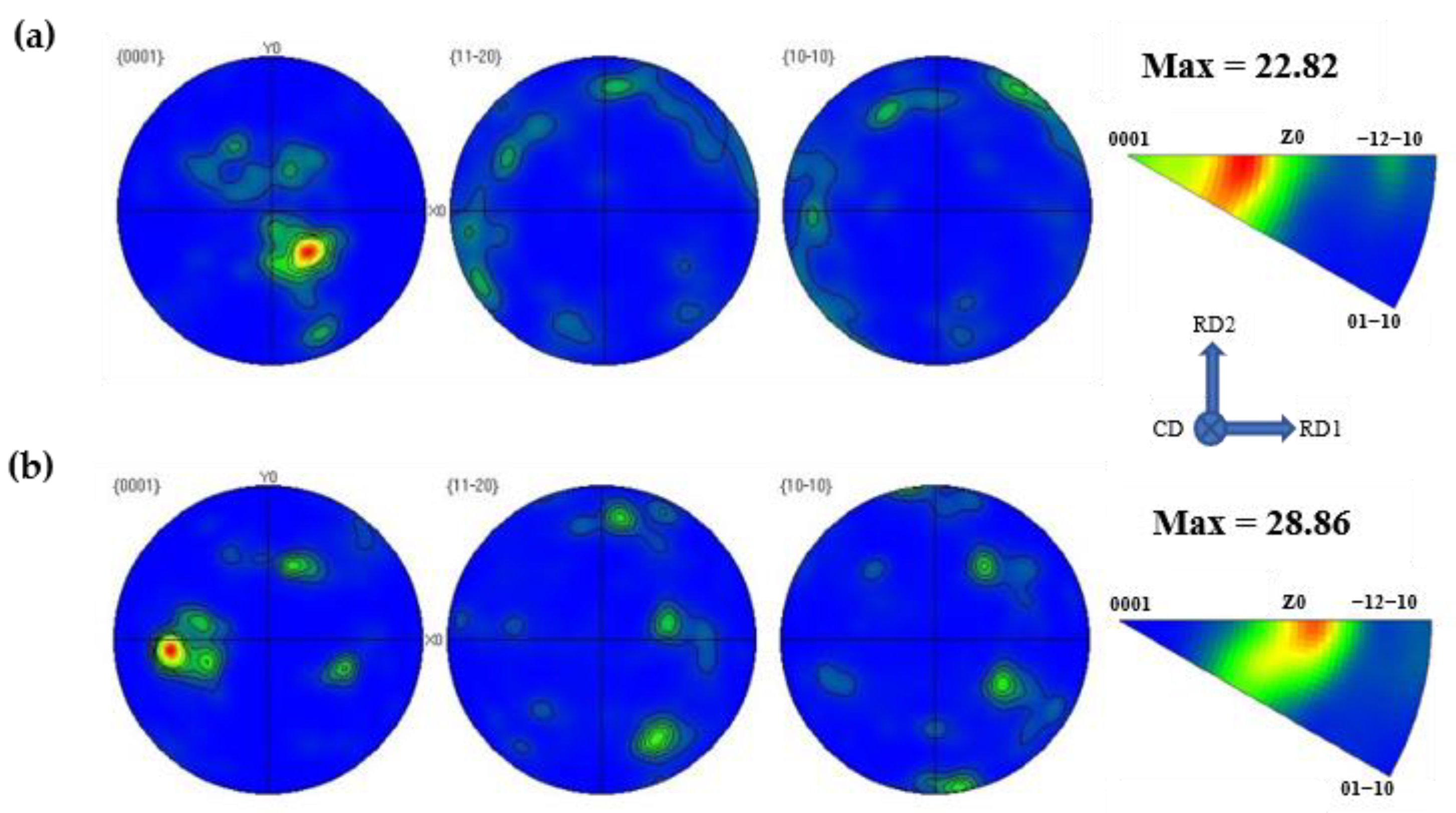
3.5. Micro-Morphology and EBSD Analysis
4. Conclusions
- (1)
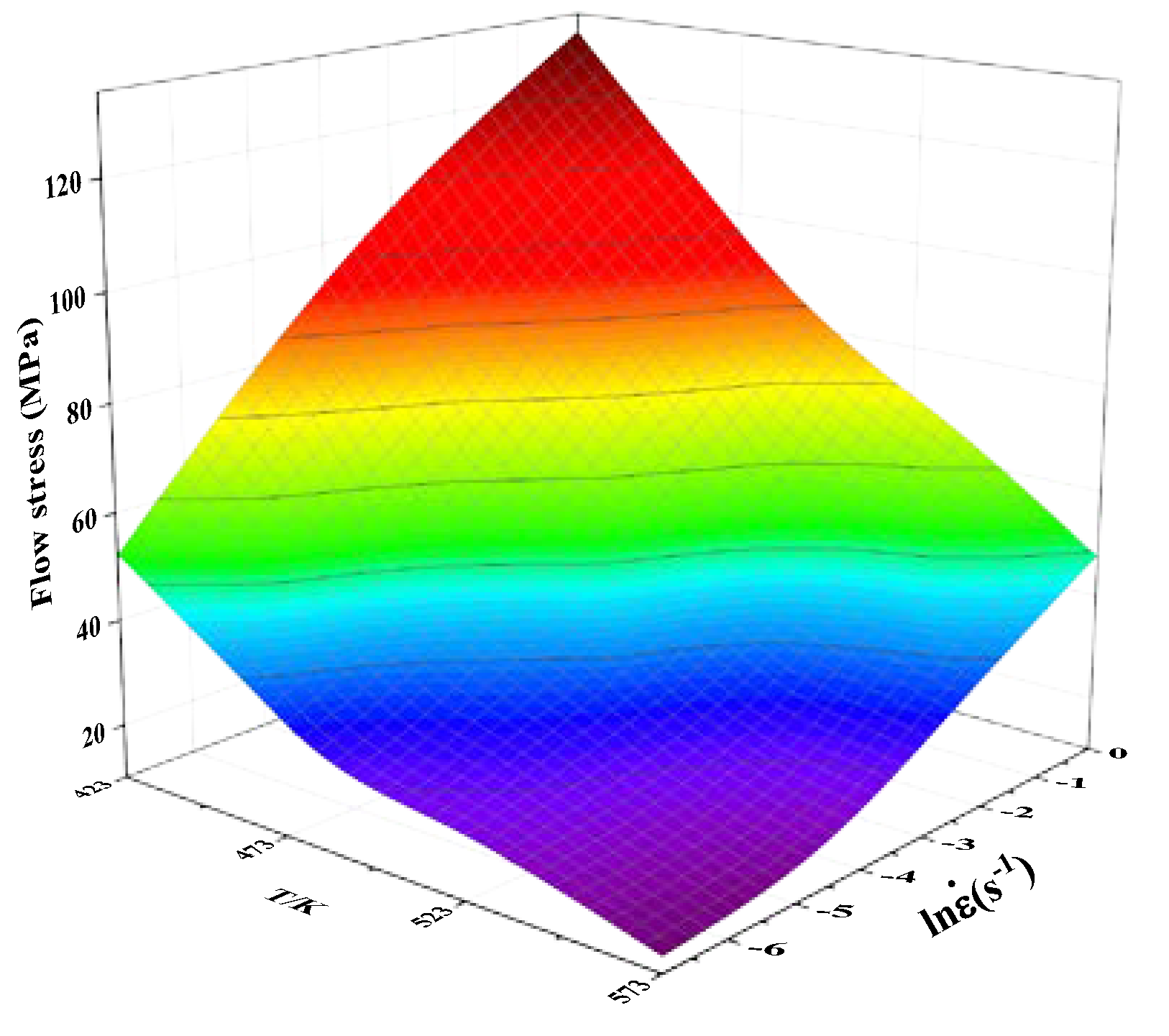
- When the temperature is constant, the flow stress increases with the increase of the strain rate; while the strain rate is constant, the flow stress decreases with the increase of temperature, indicating that Mg-6Li alloy is a temperature and strain rate sensitive material.
- (2)
- According to the calculation, the activation energy of Mg-6Li alloy is 105.43 kJ/mol, and the thermal deformation constitutive model of Mg-6Li alloy can be expressed as:
- (3)
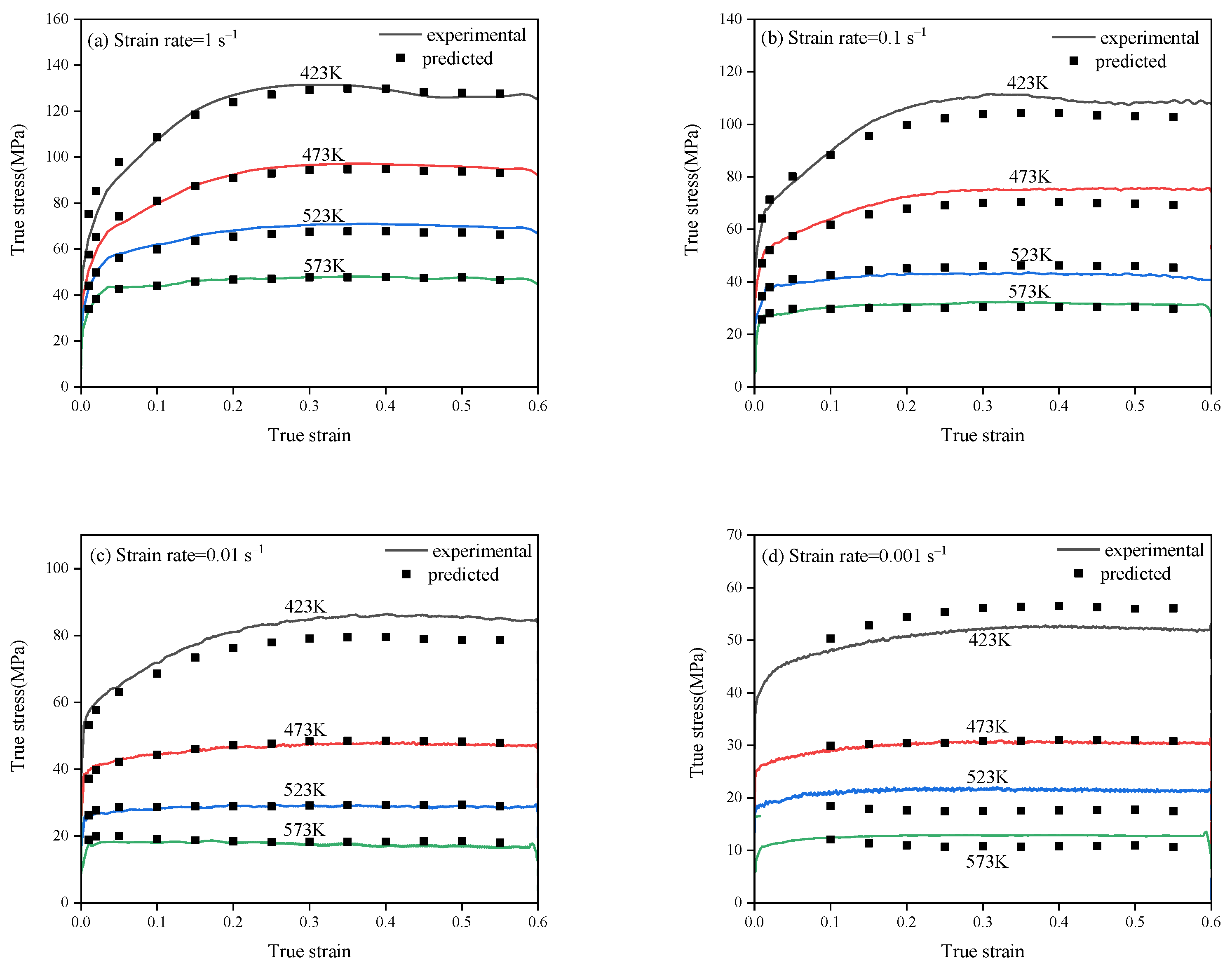
- The accuracy of the model was checked through comparing the predicted value of the model and the experimental value. The correlation coefficient R was 0.9954, and the AARE was 5.48%, which indicates that the established constitutive model considering the compensation of strain has better predictive ability.
- (4)
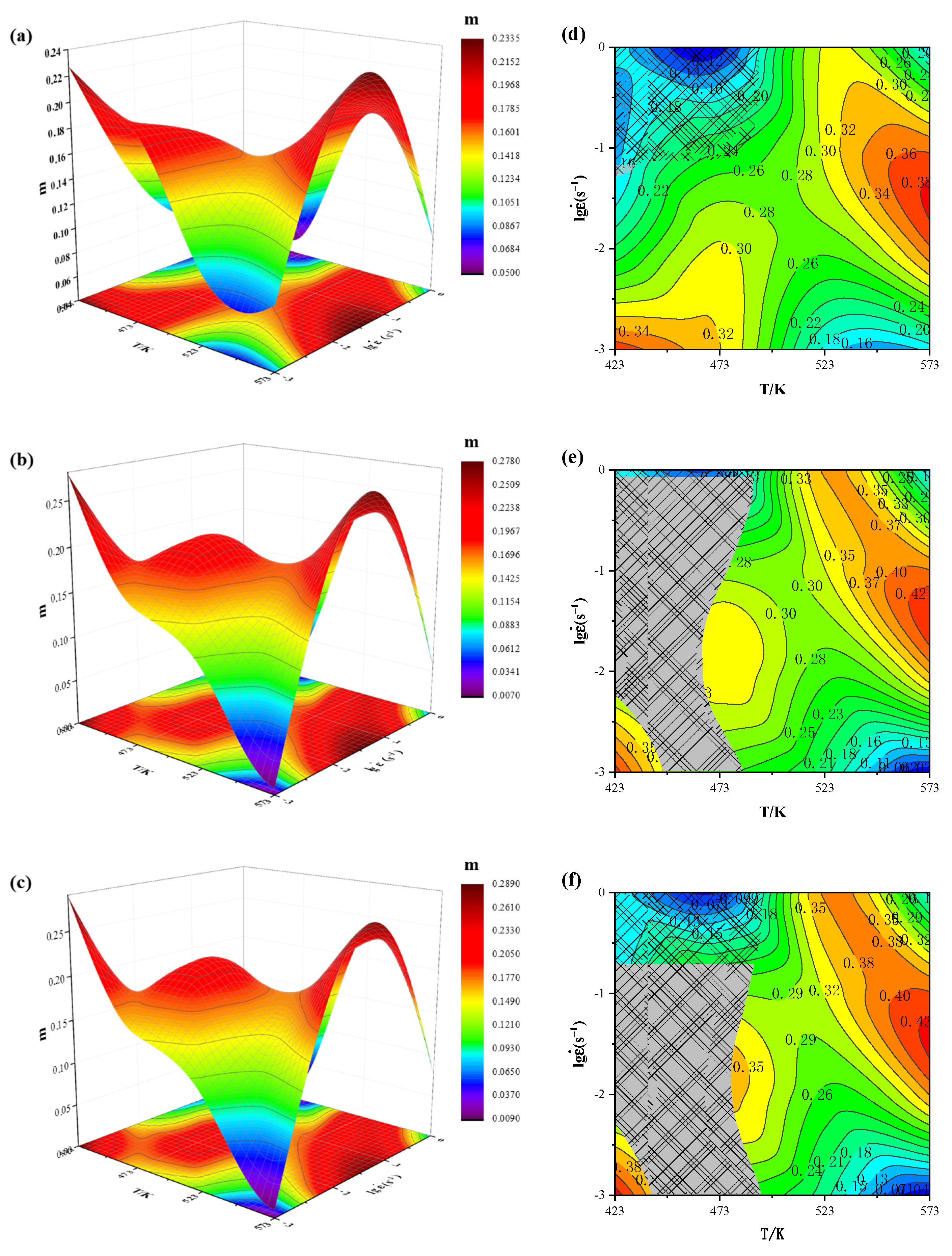
- Based on the DMM and the instability criterion, the hot processing maps under different strains are established. The range of the instability zone increases while the strain increases. The suitable hot processing parameters of Mg-6Li alloy are obtained as in temperature range of 500 K–573 K, and in the strain rates from 0.01 s−1 to 0.1 s−1.
- (5)
- When the temperature is 423 K and the strain rate is 0.1 s−1, twins occur in the α-Mg phase; the proportion of DRX of the α-Mg phase is not high; in this experiment, the α-Mg phase forms a relatively strong <0001>//CD basal texture, but there is a tendency to deviate significantly from the CD direction with the increase of deformation temperature.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Askariani, S.A.; Pishbin, S.M.H. Hot deformation behavior of Mg-4Li-1Al alloy via hot compression tests. J. Alloys Compd. 2016, 688, 1058–1065. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, R.; Ren, J.; Peng, C.; Feng, Y. Hot deformation behavior of Mg-8Li-3Al-2Zn-0.2Zr alloy based on constitutive analysis, dynamic recrystallization kinetics, and processing map. Mech. Mater. 2019, 131, 158–168. [Google Scholar] [CrossRef]
- Wang, B.J.; Xu, D.K.; Cai, X.; Qiao, Y.X.; Sheng, L.Y. Effect of rolling ratios on the microstructural evolution and corrosion performance of an as-rolled Mg-8 wt. %Li alloy. J. Magnes. Alloys 2021, 9, 560–568. [Google Scholar] [CrossRef]
- Tang, S.; Xin, T.Z.; Xu, W.Q.; Miskovic, D.; Sha, G.; Quadir, Z.; Ringer, S.; Nomoto, K.; Birbilis, N.; Ferry, M. Precipitation strengthening in an ultralight magnesium alloy. Nat. Commun. 2019, 10, 8. [Google Scholar] [CrossRef] [PubMed]
- Peng, X.; Liang, X.; Liu, W.; Wu, G.; Ji, H.; Tong, X.; Zhang, L.; Ding, W. High-cycle fatigue behavior of Mg-8Li-3Al-2Zn-0.5Y alloy under different states. J. Magnes. Alloys 2020. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Yu, C. Hot deformation behavior of an extruded Mg–Li–Zn–RE alloy. Mater. Sci. Eng. A 2011, 528, 961–966. [Google Scholar] [CrossRef]
- Li, Y.; Guan, Y.J.; Zhai, J.Q.; Lin, J. Hot deformation behavior of LA43M Mg-Li alloy via hot compression tests. J. Mater. Eng. Perform. 2019, 28, 7768–7781. [Google Scholar] [CrossRef]
- Wang, B.; Xu, K.; Xu, D.; Cai, X.; Qiao, Y.; Sheng, L. Anisotropic corrosion behavior of hot-rolled Mg-8 wt. %Li alloy. J. Mater. Sci. Technol. 2020, 53, 102–111. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. A 2001, 30, 37–45. [Google Scholar] [CrossRef]
- Schino, A.D. Manufacturing and applications of stainless steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef]
- Li, C.; He, Y.; Huang, H. Effect of lithium content on the mechanical and corrosion behaviors of HCP binary Mg–Li alloys. J. Magnes. Alloys 2021, 9, 569–580. [Google Scholar] [CrossRef]
- Takuda, H.; Matsusaka, H. Tensile properties of a few Mg-Li-Zn alloy thin sheets. J. Mater. Sci. Technol. 2002, 37, 51–57. [Google Scholar]
- Watanabe, H.; Mukai, T.; Ishikawa, K. Differential speed rolling of an AZ31 magnesium alloy and the resulting mechanical properties. J. Mater. Sci. Technol. 2004, 39, 1477–1480. [Google Scholar] [CrossRef]
- Shalbafi, M.; Roumina, R.; Mahmudi, R. Hot deformation of the extruded Mg–10Li–1Zn alloy: Constitutive analysis and processing maps. J. Alloys Compd. 2017, 696, 1269–1277. [Google Scholar] [CrossRef]
- Yuan, W.; Mishra, R.S. Grain size and texture effects on deformation behavior of AZ31 magnesium alloy. Mater. Sci. Eng. A 2012, 558, 716–724. [Google Scholar] [CrossRef]
- Wei, G.; Mahmoodkhani, Y.; Peng, X.; Hadadzadeh, A.; Xu, T.; Liu, J.; Xie, W.; Wells, M.A. Microstructure evolution and simulation study of a duplex Mg–Li alloy during double change channel angular pressing. Mater. Des. 2016, 90, 266–275. [Google Scholar] [CrossRef]
- Yang, Y.; Peng, X.; Wen, H.; Zheng, B.; Zhou, Y.; Xie, W.; Lavernia, E.J. Influence of extrusion on the microstructure and mechanical behavior of Mg-9Li-3Al-xSr alloys. Metall. Mater. Trans. A 2013, 44, 1101–1113. [Google Scholar] [CrossRef]
- Dong, H.; Pan, F.; Jiang, B.; Zeng, Y. Evolution of microstructure and mechanical properties of a duplex Mg–Li alloy under extrusion with an increasing ratio. Mater. Des. 2014, 57, 121–127. [Google Scholar] [CrossRef]
- Rahulan, N.; Gopalan, S.; Kumaran, S. Mechanical behavior of Mg-Li-Al alloys. Mater. Today Proc. 2018, 5, 17935–17943. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, X.; Nie, J.; Wei, K.; Mao, Q.; Lu, F.; Zhao, Y. Achieving ultra-strong magnesium–lithium alloys by low-strain rotary swaging. Mater. Res. Lett. 2021, 9, 255–262. [Google Scholar] [CrossRef]
- Drozd, Z.; Trojanová, Z.; Kúdela, S. Deformation behaviour of Mg–Li–Al alloys. J. Alloys Compd. 2004, 378, 192–195. [Google Scholar] [CrossRef]
- Wei, G.; Peng, X.; Hadadzadeh, A.; Mahmoodkhani, Y.; Xie, W.; Yang, Y.; Wells, M.A. Constitutive modeling of Mg–9Li–3Al–2Sr–2Y at elevated temperatures. Mech. Mater. 2015, 89, 241–253. [Google Scholar] [CrossRef]
- Yang, Y.; Peng, X.; Ren, F.; Wen, H.; Su, J.; Xie, W. Constitutive modeling and hot deformation behavior of duplex structured Mg–Li–Al–Sr Alloy. J. Mater. Sci. Technol. 2016, 32, 1289–1296. [Google Scholar] [CrossRef]
- He, A.; Chen, L.; Hu, S.; Wang, C.; Huangfu, L. Constitutive analysis to predict high temperature flow stress in 20CrMo continuous casting billet. Mater. Des. 2013, 46, 54–60. [Google Scholar] [CrossRef]
- Xu, W.; Yuan, C.; Wu, H.; Yang, Z.; Yang, G.; Shan, D.; Guo, B.; Jin, B.C. Modeling of flow behavior and microstructure evolution for Mg-6Gd-5Y-0.3Zr alloy during hot deformation using a unified internal state variable method. J. Mater. Res. Technol. 2020, 9, 7669–7685. [Google Scholar] [CrossRef]
- Wu, H.; Xu, W.; Wang, S.B.; Yang, Z.Z.; Guo, B. A cellular automaton coupled FEA model for hot deformation behavior of AZ61 magnesium alloys. J. Alloys Compd. 2019, 816, 152562. [Google Scholar] [CrossRef]
- Ashtiani, H.R.R.; Shahsavari, P. Strain-dependent constitutive equations to predict high temperature flow behavior of AA2030 aluminum alloy. Mech. Mater. 2016, 100, 209–218. [Google Scholar] [CrossRef]
- Li, X.; Li, X.; Zhou, H.; Zhou, X.; Li, F.; Liu, Q. Simulation of dynamic recrystallization in AZ80 magnesium alloy using cellular automaton. Comput. Mater. Sci. 2017, 140, 95–104. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, L.; Deng, T.; Ye, L. Hot deformation behavior and processing map of as-cast AZ61 magnesium alloy. Mater. Sci. Eng. A 2013, 559, 528–533. [Google Scholar] [CrossRef]
- Shi, B.-L.; Luo, T.-J.; Wang, J.; Yang, Y.-S. Hot compression behavior and deformation microstructure of Mg-6Zn-1Al-0.3Mn magnesium alloy. Trans. Nonferr. Met. Soc. China 2013, 23, 2560–2567. [Google Scholar] [CrossRef]
- Sarebanzadeh, M.; Mahmudi, R.; Roumina, R. Constitutive analysis and processing map of an extruded Mg-3Gd-1Zn alloy under hot shear deformation. Mater. Sci. Eng. A 2015, 637, 155–161. [Google Scholar] [CrossRef]
- Wang, C.; Xu, Y.; Han, E. Serrated flow and abnormal strain rate sensitivity of a magnesium–lithium alloy. Mater. Lett. 2006, 60, 2941–2944. [Google Scholar] [CrossRef]
- Jin, Z.Z.; Zha, M.; Yu, Z.Y.; Ma, P.K.; Li, Y.K.; Liu, J.M.; Jia, H.L.; Wang, H.Y. Exploring the Hall-Petch relation and strengthening mechanism of bimodal-grained Mg-Al-Zn alloys. J. Alloys Compd. 2020, 833, 7. [Google Scholar] [CrossRef]
- Lv, B.J.; Peng, J.; Shi, D.W.; Tang, A.T.; Pan, F.S. Constitutive modeling of dynamic recrystallization kinetics and processing maps of Mg-2.0Zn-0.3Zr alloy based on true stress-strain curves. Mater. Sci. Eng. A 2013, 568, 219. [Google Scholar] [CrossRef]
- Wei, G.-B.; Peng, X.-D.; Hu, F.-P.; Hadadzadeh, A.; Yang, Y.; Xie, W.-D.; Wells, M.A. Deformation behavior and constitutive model for dual-phase Mg–Li alloy at elevated temperatures. Trans. Nonferr. Met. Soc. China 2016, 26, 508–518. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, L.; Shen, W.; Liu, C.; Xia, Y.; Li, R. Study on constitutive modeling and processing maps for hot deformation of medium carbon Cr–Ni–Mo alloyed steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Tahreen, N.; Zhang, D.F.; Pan, F.S.; Jiang, X.Q.; Li, D.Y.; Chen, D.L. Hot deformation and processing map of an as-extruded Mg–Zn–Mn–Y alloy containing I and W phases. Mater. Des. 2015, 87, 245–255. [Google Scholar] [CrossRef]
- Ding, Z.-Y.; Zhang, D.; Hu, Q.-D.; Zeng, L.; Li, J.-G. Constitutive analysis and optimization on hot working parameters of as-cast high Cr ultra-super-critical rotor steel with columnar grains. J. Iron Steel Res. Int. 2017, 24, 916–924. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Sahoo, B.N.; Panigrahi, S.K. Deformation behavior and processing map development of AZ91 Mg alloy with and without addition of hybrid in-situ TiC + TiB2 reinforcement. J. Alloys Compd. 2019, 776, 865–882. [Google Scholar] [CrossRef]
- Zhu, S.Z.; Luo, T.J.; Zhang, T.A.; Yang, Y.S. Hot deformation behavior and processing maps of as-cast Mg–8Zn–1Al–0.5Cu–0.5Mn alloy. Trans. Nonferr. Met. Soc. China 2015, 25, 3232–3239. [Google Scholar] [CrossRef]
- Ji, G.; Li, F.; Li, Q.; Li, H.; Li, Z. Development and validation of a processing map for Aermet100 steel. Mater. Sci. Eng. A 2010, 527, 1165–1171. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, C.; Peng, Y.; Xia, X.; Li, J.; Ding, J.; Liu, C.; Chen, X.; Dong, J.; Liu, Y. Hot compression deformation behavior and processing maps of ATI 718Plus superalloy. J. Alloys Compd. 2020, 835, 155195. [Google Scholar] [CrossRef]
- Liu, Y.; Ning, Y.; Yao, Z.; Guo, H. Hot deformation behavior of Ti–6.0Al–7.0Nb biomedical alloy by using processing map. J. Alloys Compd. 2014, 587, 183–189. [Google Scholar] [CrossRef]
- Qin, D.H.; Wang, M.J.; Sun, C.Y.; Su, Z.X.; Qian, L.Y.; Sun, Z.H. Interaction between texture evolution and dynamic recrystallization of extruded AZ80 magnesium alloy during hot deformation. Mater. Sci. Eng. A 2020, 788, 139537. [Google Scholar] [CrossRef]
- Guan, D.; Rainforth, W.M.; Ma, L.; Wynne, B.; Gao, J. Twin recrystallization mechanisms and exceptional contribution to texture evolution during annealing in a magnesium alloy. Acta Mater. 2017, 126, 132–144. [Google Scholar] [CrossRef]
- Li, X.; Ren, L.; Le, Q.; Jin, P.; Cheng, C.; Wang, T.; Wang, P.; Zhou, X.; Chen, X.; Li, D. The hot deformation behavior, microstructure evolution and texture types of as-cast Mg–Li alloy. J. Alloys Compd. 2020, 831, 154868. [Google Scholar] [CrossRef]
- Liu, G.; Xie, W.; Hadadzadeh, A.; Wei, G.; Ma, Z.; Liu, J.; Yang, Y.; Xie, W.; Peng, X.; Wells, M. Hot deformation behavior and processing map of a superlight dual-phase Mg–Li alloy. J. Alloys Compd. 2018, 766, 460–469. [Google Scholar] [CrossRef]
- Guan, D.; Rainforth, W.M.; Gao, J.; Sharp, J.; Wynne, B.; Ma, L. Individual effect of recrystallisation nucleation sites on texture weakening in a magnesium alloy: Part 1- double twins. Acta Mater. 2017, 135, 14–24. [Google Scholar] [CrossRef]
- Ansari, N.; Tran, B.; Poole, W.J.; Singh, S.S.; Krishnaswamy, H.; Jain, J. High temperature deformation behavior of Mg-5wt.%Y binary alloy: Constitutive analysis and processing maps. Mater. Sci. Eng. A 2020, 777, 139051. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.-Y.; Chen, X.-M.; Chen, J.; Wen, D.-X.; Zhang, J.-L.; Li, L.-T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Zhang, B.P.; Geng, L.; Huang, L.J.; Zhang, X.X.; Dong, C.C. Enhanced mechanical properties in fine-grained Mg–1.0Zn–0.5Ca alloys prepared by extrusion at different temperatures. Scr. Mater. 2010, 63, 1024–1027. [Google Scholar] [CrossRef]
- Barnett, M.R.; Keshavarz, Z.; Beer, A.G.; Atwell, D. Influence of grain size on the compressive deformation of wrought Mg–3Al–1Zn. Acta Mater. 2004, 52, 5093–5103. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| α | n | A | Q | ||||
|---|---|---|---|---|---|---|---|
| α1 | 0.03396 | n1 | 7.40442 | A1 | 27.38325 | Q1 | 136.89891 |
| α2 | −0.47535 | n2 | −100.99892 | A2 | −386.50208 | Q2 | 1870.87388 |
| α3 | 9.00370 | n3 | 1792.26120 | A3 | 7989.21128 | Q3 | 38,099.96022 |
| α4 | −90.52020 | n4 | −17,701.72958 | A4 | −80,686.03201 | Q4 | 383,138.59618 |
| α5 | 514.34717 | n5 | 99,781.41437 | A5 | 455,048.70069 | Q5 | 2.15668 × 106 |
| α6 | 1710.94846 | n6 | 329,484.08701 | A6 | −1.50207 × 106 | Q6 | −7.11042 × 106 |
| α7 | 3300.05776 | n7 | 630,363.62261 | A7 | 2.87962 × 106 | Q7 | 1.36187 × 107 |
| α8 | 3414.20023 | n8 | 646,468.03774 | A8 | −2.96649 × 106 | Q8 | −1.40183 × 107 |
| α9 | 1464.20506 | n9 | 274,719.33784 | A9 | 1.26886 × 106 | Q9 | 5.99147 × 106 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Bai, X.; Peng, Q.; Wei, G.; Ma, Z. Hot Deformation Behavior of Ultralight Dual-Phase Mg-6li Alloy: Constitutive Model and Hot Processing Maps. Metals 2021, 11, 911. https://doi.org/10.3390/met11060911
Li G, Bai X, Peng Q, Wei G, Ma Z. Hot Deformation Behavior of Ultralight Dual-Phase Mg-6li Alloy: Constitutive Model and Hot Processing Maps. Metals. 2021; 11(6):911. https://doi.org/10.3390/met11060911
Chicago/Turabian StyleLi, Guo, Xingyu Bai, Qiang Peng, Guobing Wei, and Zhenduo Ma. 2021. "Hot Deformation Behavior of Ultralight Dual-Phase Mg-6li Alloy: Constitutive Model and Hot Processing Maps" Metals 11, no. 6: 911. https://doi.org/10.3390/met11060911
APA StyleLi, G., Bai, X., Peng, Q., Wei, G., & Ma, Z. (2021). Hot Deformation Behavior of Ultralight Dual-Phase Mg-6li Alloy: Constitutive Model and Hot Processing Maps. Metals, 11(6), 911. https://doi.org/10.3390/met11060911