
Hot Deformation Behavior and Hot Rolling Properties of a Nano-Y2O3 Addition Near-α Titanium Alloy



Abstract
1. Introduction
2. Materials and Experimental Procedure
2.1. Materials
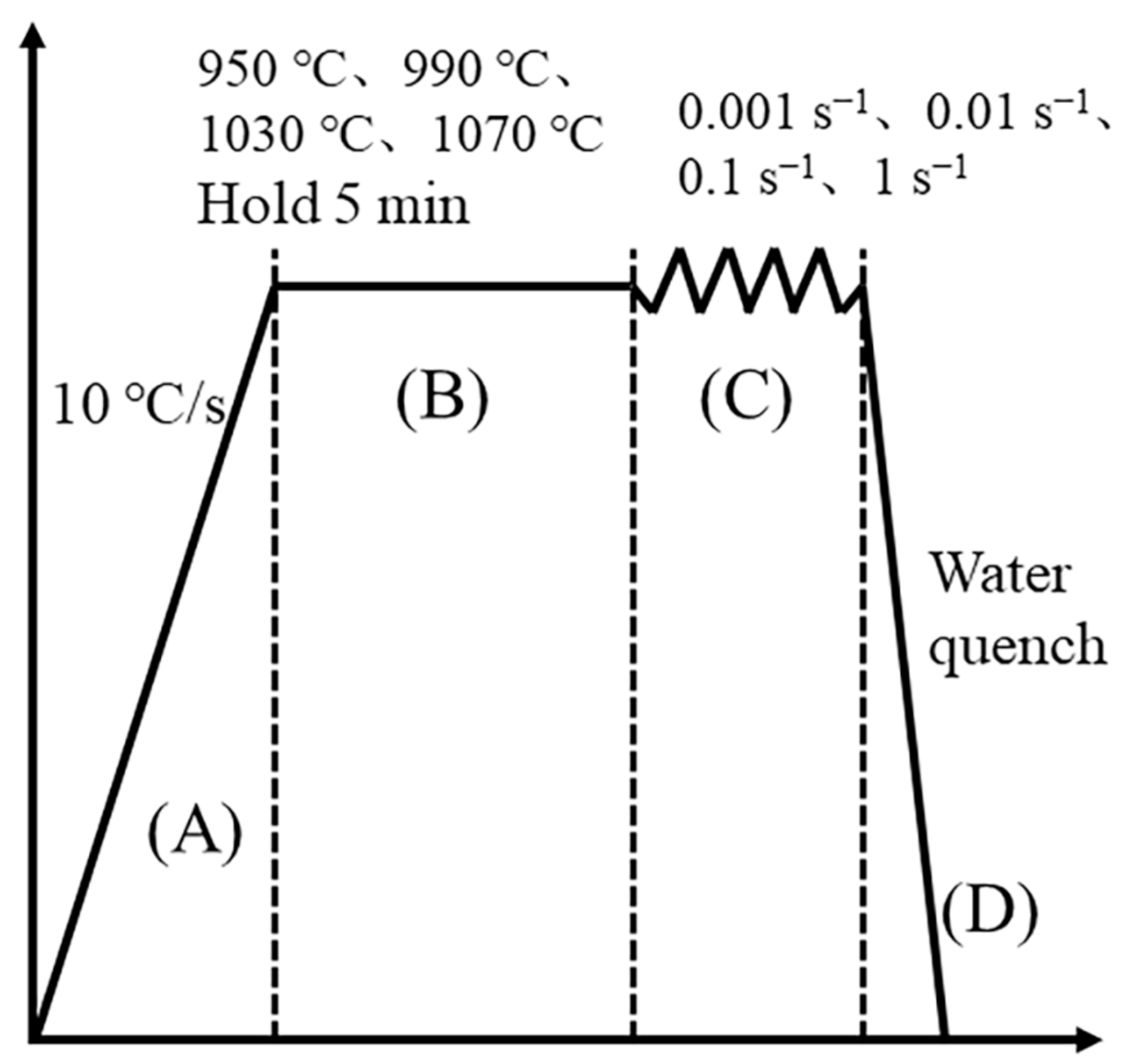
2.2. Hot Compression Test
2.3. Microstructural Characterization
2.4. Tensile Testing
3. Results and Discussion
3.1. Deformation Characteristics
3.2. Kinetic Analysis
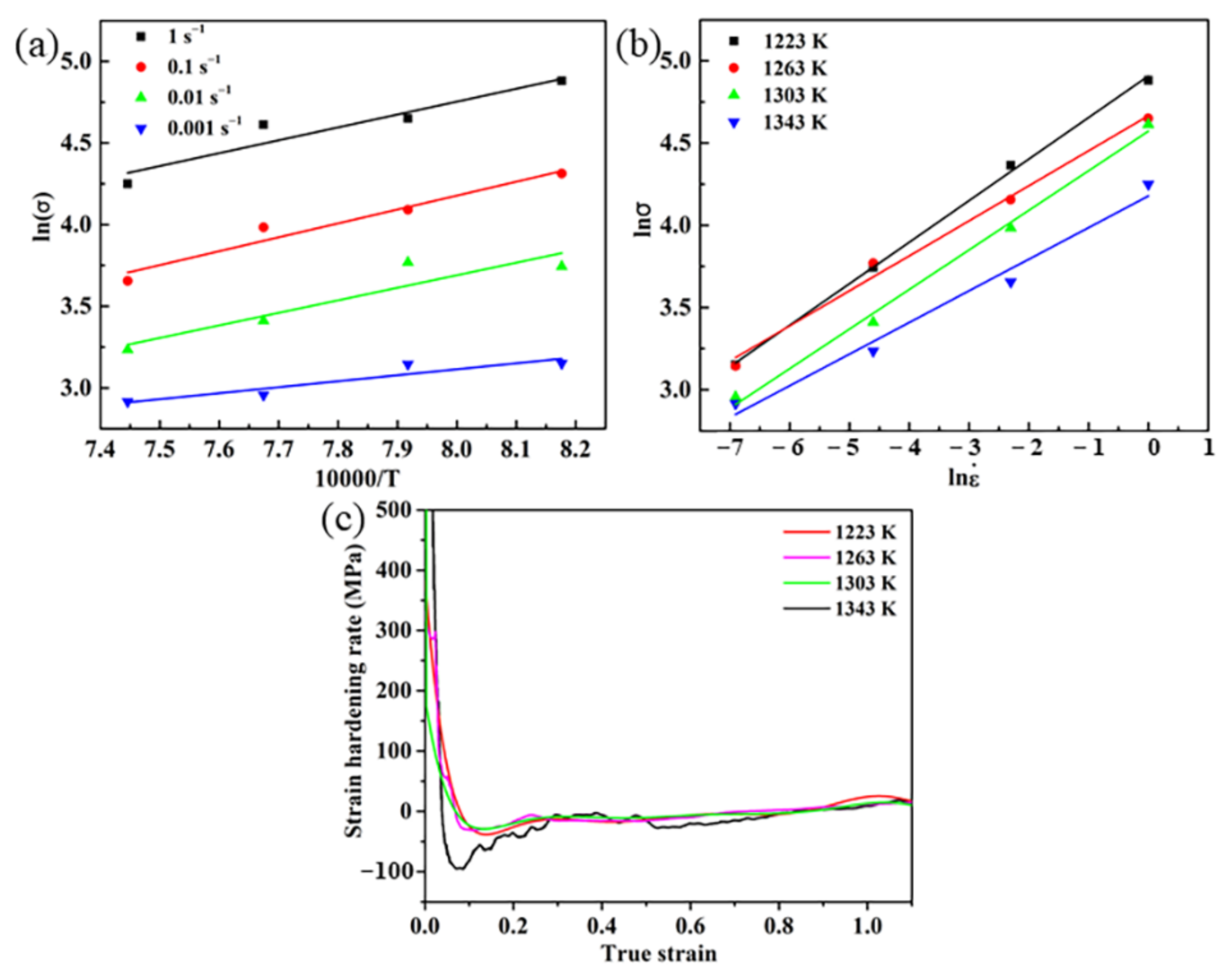
3.2.1. Deformation Activation Energy
3.2.2. Constitutive Equation
3.3. Hot Processing Map
3.4. Microstructural Evolution
3.5. As-Rolled Alloy Sheet and Properties
4. Conclusions
- Y2O3/Ti alloy shows a remarkable sensitivity to temperature and strain rate. The flow stress decreases with increase in temperature and decrease in strain rate. The average activation energy is 657.8 kJ/mol and 405.9 kJ/mol in (α + β) and β phase region, respectively. The high activation energy and peak stress are contributed to the Y2O3 particles and refractory elements as compared with other alloys and composites. Meanwhile, the constitutive equation based on Norton–Hoff (NH) model is established as follows:
- 2.
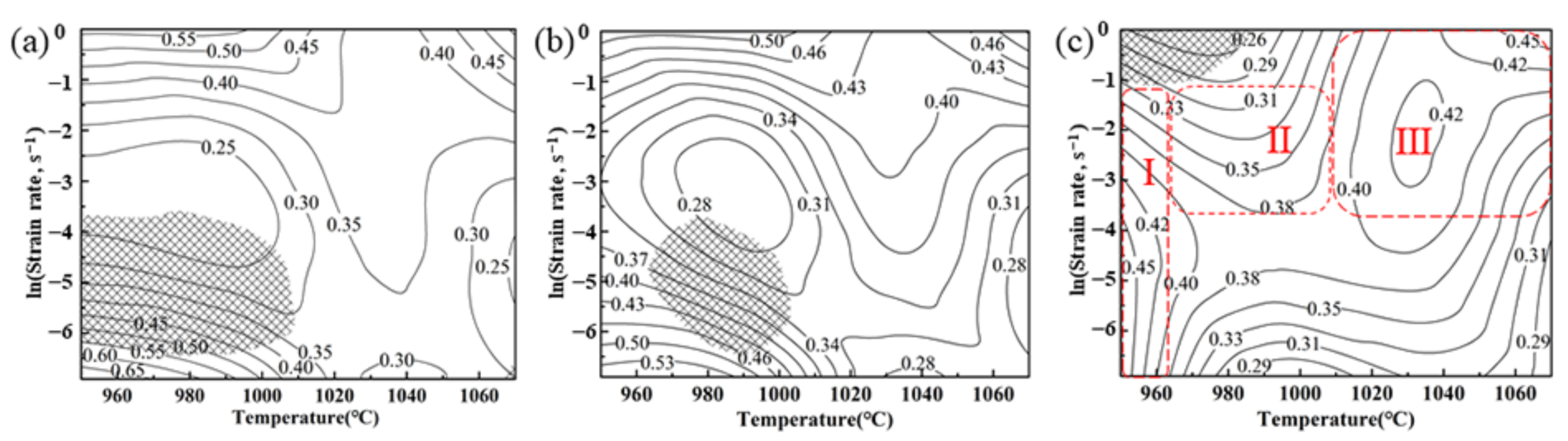
- Hot processing maps are developed at 0.2, 0.4 and 0.6 true strain with clear deformation stable and unstable domains at different deformation parameters. The optimal deformation windows are 950–1010 °C/0.03–0.4 s−1 in (α + β) region, and 1010–1070 °C/0.03–1 s−1 in β region, respectively.
- 3.
- As for the deformation mechanism, the (α + β) region is DRV and spheroidization of α phase, while β region is mainly controlled by the DRX and DRV of β grains.
- 4.
- According to the hot processing map, the Y2O3/Ti alloy sheet with good deformation ability is obtained directly from the as-cast alloy. The ultimate tensile strength and yield strength of the sheet are 1168 MPa and 1091 MPa at room temperature, and are 642 MPa and 535 MPa at 650 °C.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, C.J.; Guo, C.X.; Zhang, S.Z.; Feng, H.; Chen, C.Y.; Zhang, H.Z.; Cao, P. Microstructural manipulation and improved mechanical properties of a near α titanium alloy. Mater. Sci. Eng. A 2020, 771, 138569. [Google Scholar] [CrossRef]
- Xiao, S.; Chen, Y.; Li, M.; Xu, L.; Tian, J.; Zhang, D.; Yang, J. The improved properties and microstructure of β-solidify TiAl alloys by boron addition and multi steps forging process. Sci. Rep. 2019, 9, 12393. [Google Scholar] [CrossRef]
- Zheng, Z.; Xiao, S.; Wang, X.; Guo, Y.; Yang, J.; Xu, L.; Chen, Y. High temperature creep behavior of an as-cast near-α Ti–6Al–4Sn–4Zr–0.8Mo–1Nb–1W–0.25Si alloy. Mater. Sci. Eng. A 2021, 803, 140487. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Gaisin, R.A.; Imayev, V.M.; Imayev, R.M. Effect of hot forging on microstructure and mechanical properties of near α titanium alloy/TiB composites produced by casting. J. Alloy. Compd. 2017, 723, 385–394. [Google Scholar] [CrossRef]
- Sun, S.; Zhao, E.; Hu, C.; An, Y.; Chen, W. Precipitation behavior of silicide and synergetic strengthening mechanisms in TiB-reinforced high-temperature titanium matrix composites during multi-directional forging. J. Alloy. Compd. 2021, 867, 159051. [Google Scholar] [CrossRef]
- Wang, S.; Huang, L.; Jiang, S.; Zhang, R.; Liu, B.; Sun, F.; An, Q.; Jiao, Y.; Geng, L. Microstructure evolution and tensile properties of as-rolled TiB/TA15 composites with network microstructure. Mater. Sci. Eng. A 2021, 804, 140783. [Google Scholar] [CrossRef]
- Su, Y.; Kong, F.; You, F.; Wang, X.; Chen, Y. The high-temperature deformation behavior of a novel near-α titanium alloy and hot-forging based on the processing map. Vacuum 2020, 173, 109135. [Google Scholar] [CrossRef]
- Zhang, C.; Guo, C.; Zhang, S.; Feng, H.; Han, J.; Kong, F.; Chen, Y. The Effect of Rolling Temperature on the Microstructure and Mechanical Properties of 5vol.% (TiBw+TiCp)/Ti Composites. JOM 2020, 72, 1376–1383. [Google Scholar] [CrossRef]
- Sun, S.; Zhao, E.; Hu, C.; Tian, Y.; Chen, W.; Cui, H.; Chen, R. Deformation behavior and softening mechanism of TiB reinforced near-α titanium matrix composite during hot compression. J. Mater. Res. Technol. 2020, 9, 13250–13263. [Google Scholar] [CrossRef]
- Li, C.; Huang, L.; Zhao, M.; Guo, S.; Li, J. Hot deformation behavior and mechanism of a new metastable β titanium alloy Ti–6Cr–5Mo–5V–4Al in single phase region. Mater. Sci. Eng. A 2021, 814, 141231. [Google Scholar] [CrossRef]
- Zhang, Z.; Fan, J.; Tang, B.; Kou, H.; Wang, J.; Chen, Z.; Li, J. Microstructure/texture evolution maps to optimize hot deformation process of near-α titanium alloy. Prog. Nat. Sci. Mater. Int. 2020, 30, 86–93. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Rao, B.N. On the development of instability criteria during hotworking with reference to IN718. Mater. Sci. Eng. A 1998, 254, 76–82. [Google Scholar] [CrossRef]
- Wang, L.; Fan, X.G.; Zhan, M.; Jiang, X.Q.; Liang, Y.F.; Zheng, H.J.; Liang, W.J. Revisiting the lamellar globularization behavior of a two-phase titanium alloy from the perspective of deformation modes. J. Mater. Process. Technol. 2021, 289, 116963. [Google Scholar] [CrossRef]
- Chen, W.; Zeng, W.; Xu, J.; Zhou, D.; Wang, S.; He, S. Deformation behavior and microstructure evolution during hot working of Ti60 alloy with lamellar starting microstructure. J. Alloy. Compd. 2019, 792, 389–398. [Google Scholar] [CrossRef]
- Yang, J.; Xiao, S.; Yuyong, C.; Xu, L.; Wang, X.; Zhang, D.; Li, M. Effects of nano-Y2O3 addition on the microstructure evolution and tensile properties of a near-α titanium alloy. Mater. Sci. Eng. A 2019, 761, 137977. [Google Scholar] [CrossRef]
- Liu, P.; Han, Y.; Qiu, P.; Xu, F.; Chen, Y.; Du, L.; Huang, G.; Mao, J.; Lu, W. Isothermal deformation and spheroidization mechanism of (TiB + La2O3)/Ti composites with different initial structures. Mater. Charact. 2018, 146, 15–24. [Google Scholar] [CrossRef]
- Zeng, W.D.; Shu, Y.; Zhang, X.M.; Zhou, Y.G.; Zhao, Y.Q.; Wu, H.; Dai, Y.; Yang, J.; Zhou, L. Hot workability and microstructure evolution of highly β stabilised Ti-25V-15Cr-0·3Si alloy. Mater. Sci. Technol. 2013, 24, 1222–1229. [Google Scholar] [CrossRef]
- Park, C.H.; Kim, J.H.; Hyun, Y.T.; Yeom, J.T.; Reddy, N.S. The origins of flow softening during high-temperature deformation of a Ti-6Al-4V alloy with a lamellar microstructure. J. Alloy. Compd. 2014, 582, 126–129. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Jing, L.; Fu, R.D.; Wang, Y.P.; Qiu, L.; Yan, B. Discontinuous yielding behavior and microstructure evolution during hot deformation of TC11 alloy. Mater. Sci. Eng. A 2017, 704, 434–439. [Google Scholar] [CrossRef]
- Han, Y.; Zeng, W.; Qi, Y.; Zhao, Y. The influence of thermomechanical processing on microstructural evolution of Ti600 titanium alloy. Mater. Sci. Eng. A 2011, 528, 8410–8416. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Zhou, Y.; Liu, J.; Wang, Q. High-temperature deformation behavior of Ti60 titanium alloy. Mater. Sci. Eng. A 2011, 528, 4068–4074. [Google Scholar] [CrossRef]
- Zhao, Q.Y.; Yang, F.; Torrens, R.; Bolzoni, L. Evaluation of the hot workability and deformation mechanisms for a metastable beta titanium alloy prepared from powder. Mater. Charact. 2019, 149, 226–238. [Google Scholar] [CrossRef]
- Mitchell, T.E.; Hirth, J.P.; Misra, A. Apparent activation energy and stress exponent in materials with a high Peierls stress. Acta Mater. 2002, 50, 1087–1093. [Google Scholar] [CrossRef]
- He, D.; Zhu, J.C.; Lai, Z.H.; Liu, Y.; Yang, X.W. An experimental study of deformation mechanism and microstructure evolution during hot deformation of Ti-6Al-2Zr-1Mo-1V alloy. Mater. Des. 2013, 46, 38–48. [Google Scholar] [CrossRef]
- Huang, L.J.; Geng, L.; Li, A.B.; Cui, X.P.; Li, H.Z.; Wang, G.S. Characteristics of hot compression behavior of Ti-6.5Al-3.5Mo-1.5Zr-0.3Si alloy with an equiaxed microstructure. Mater. Sci. Eng. A 2009, 505, 136–143. [Google Scholar] [CrossRef]
- Han, Y.; Zeng, W.; Qi, Y.; Zhao, Y. Optimization of forging process parameters of Ti600 alloy by using processing map. Mater. Sci. Eng. A 2011, 529, 393–400. [Google Scholar] [CrossRef]
- Ma, F.; Shi, Z.; Liu, P.; Li, W.; Liu, X.; Chen, X.; He, D.; Zhang, K.; Pan, D.; Zhang, D. Strengthening effect of in situ TiC particles in Ti matrix composite at temperature range for hot working. Mater. Charact. 2016, 120, 304–310. [Google Scholar] [CrossRef]
- Shimagami, K.; Ito, T.; Toda, Y.; Yumoto, A.; Yamabe-Mitarai, Y. Effects of Zr and Si addition on high-temperature mechanical properties and microstructure in Ti-10Al-2Nb-based alloys. Mater. Sci. Eng. A 2019, 756, 46–53. [Google Scholar] [CrossRef]
- Cheng, C.; Chen, Z.; Li, H.E.; Wang, X.; Zhu, S.; Wang, Q. Vacuum superplastic deformation behavior of a near-α titanium alloy TA32 sheet. Mater. Sci. Eng. A 2021, 800, 140362. [Google Scholar] [CrossRef]
- Zhang, Z.; Fan, J.; Li, R.; Kou, H.; Chen, Z.; Wang, Q.; Zhang, H.; Wang, J.; Gao, Q.; Li, J. Orientation dependent behavior of tensile-creep deformation of hot rolled Ti65 titanium alloy sheet. J. Mater. Sci. Technol. 2021, 75, 265–275. [Google Scholar] [CrossRef]
- Hosseini, R.; Morakabati, M.; Abbasi, S.M.; Hajari, A. Development of a trimodal microstructure with superior combined strength, ductility and creep-rupture properties in a near alpha titanium alloy. Mater. Sci. Eng. A 2017, 696, 155–165. [Google Scholar] [CrossRef]
- Nie, X.; Liu, H.; Zhou, X.; Yi, D.; Huang, B.; Hu, Z.; Xu, Y.; Yang, Q.; Wang, D.; Gao, Q. Creep of Ti-5Al-5Mo-5V-1Fe-1Cr alloy with equiaxed and lamellar microstructures. Mater. Sci. Eng. A 2016, 651, 37–44. [Google Scholar] [CrossRef]
- Li, M.; Pan, H.; Lin, Y.; Luo, J. High temperature deformation behavior of near alpha Ti-5.6Al-4.8Sn-2.0Zr alloy. J. Mater. Process. Technol. 2007, 183, 71–76. [Google Scholar] [CrossRef]
- Liu, Y.; Baker, T.N. Deformation characteristics of IMI685 titanium alloy under β isothermal forging solutions. Mater. Sci. Eng. A 1995, 197, 125–131. [Google Scholar] [CrossRef]
- Zhang, C.J.; Sun, Y.G.; Chen, Y.F.; Lian, Y.Z.; Zhang, S.Z.; Feng, H.; Zhou, Y.W.; Kong, F.T.; Chen, Y.Y. Deformation behavior and microstructure evolution mechanism of 5vol.%(TiBw + TiCp)/Ti composites during isothermal compression. Mater. Charact. 2019, 154, 212–221. [Google Scholar] [CrossRef]
- Wang, B.; Huang, L.J.; Geng, L.; Rong, X.D. Compressive behaviors and mechanisms of TiB whiskers reinforced high temperature Ti60 alloy matrix composites. Mater. Sci. Eng. A 2015, 648, 443–451. [Google Scholar] [CrossRef]
- Zhang, R.; Wang, D.; Huang, L.; Yuan, S.; Geng, L. Deformation behaviors and microstructure evolution of TiBw/TA15 composite with novel network architecture. J. Alloy. Compd. 2017, 722, 970–980. [Google Scholar] [CrossRef]
- Zhang, S.; Feng, D.; Huang, Y.; Wei, S.; Mohrbacher, H.; Zhang, Y. Constitutive Modeling of High-Temperature Flow Behavior of an Nb Micro-alloyed Hot Stamping Steel. J. Mater. Eng. Perform. 2016, 25, 948–959. [Google Scholar] [CrossRef]
- Kumar, B.; Saxena, K.K.; Dey, S.R.; Pancholi, V.; Bhattacharjee, A. Processing map-microstructure evolution correlation of hot compressed near alpha titanium alloy (TiHy 600). J. Alloy. Compd. 2017, 691, 906–913. [Google Scholar]
- Wan, Z.; Hu, L.; Sun, Y.; Wang, T.; Li, Z. Hot deformation behavior and processing workability of a Ni-based alloy. J. Alloy. Compd. 2018, 769, 367–375. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Processing maps for hot working of titanium alloys. Mater. Sci. Eng. A 1998, 243, 82–88. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Int. Mater. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Yang, J.; Xiao, S.; Chen, Y.; Xu, L.; Wang, X.; Tian, J.; Zhang, D.; Zheng, Z. Microstructure evolution during forging deformation of (TiB + TiC + Y2O3)/α-Ti composite: DRX and globularization behavior. J. Alloy. Compd. 2020, 827, 154170. [Google Scholar] [CrossRef]
- Wang, K.; Wu, M.; Yan, Z.; Li, D.; Xin, R.; Liu, Q. Microstructure evolution and static recrystallization during hot rolling and annealing of an equiaxed-structure TC21 titanium alloy. J. Alloy. Compd. 2018, 752, 14–22. [Google Scholar] [CrossRef]
- Li, D.; Wang, K.; Yan, Z.; Cao, Y.; Misra, R.D.K.; Xin, R.; Liu, Q. Evolution of microstructure and tensile properties during the three-stage heat treatment of TA19 titanium alloy. Mater. Sci. Eng. A 2018, 716, 157–164. [Google Scholar] [CrossRef]
- Liu, C.; Lu, Y.; Tian, X.; Liu, D. Influence of continuous grain boundary α on ductility of laser melting deposited titanium alloys. Mater. Sci. Eng. A 2016, 661, 145–151. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Tβ (°C) | Phase Region | Q (kJ/mol) | References |
|---|---|---|---|---|
| α-Ti | Self-diffusion | 150 | [36,37] | |
| β-Ti | 153 | |||
| IMI834 | 1000 | α + β | 768 | [10] |
| β | 221 | |||
| 5 vol.% (TiBw + TiCp)/Ti-6Al-2.5Sn-4Zr-0.7Mo-0.3Si | 1106 | α + β | 608.3 | [38] |
| 0.4 vol.% Y2O3/Ti-6Al-4Sn-7Zr-0.8Mo-1Nb-1W-0.25Si | 1010 | α + β | 657.8 | In present works |
| β | 405.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Z.; Chen, Y.; Kong, F.; Wang, X.; Yu, Y. Hot Deformation Behavior and Hot Rolling Properties of a Nano-Y2O3 Addition Near-α Titanium Alloy. Metals 2021, 11, 837. https://doi.org/10.3390/met11050837
Zheng Z, Chen Y, Kong F, Wang X, Yu Y. Hot Deformation Behavior and Hot Rolling Properties of a Nano-Y2O3 Addition Near-α Titanium Alloy. Metals. 2021; 11(5):837. https://doi.org/10.3390/met11050837
Chicago/Turabian StyleZheng, Zhuangzhuang, Yuyong Chen, Fantao Kong, Xiaopeng Wang, and Yucheng Yu. 2021. "Hot Deformation Behavior and Hot Rolling Properties of a Nano-Y2O3 Addition Near-α Titanium Alloy" Metals 11, no. 5: 837. https://doi.org/10.3390/met11050837
APA StyleZheng, Z., Chen, Y., Kong, F., Wang, X., & Yu, Y. (2021). Hot Deformation Behavior and Hot Rolling Properties of a Nano-Y2O3 Addition Near-α Titanium Alloy. Metals, 11(5), 837. https://doi.org/10.3390/met11050837