
Duplex Stainless Steels—Alloys for the 21st Century


Abstract
:1. Introduction
2. Alloys
3. Mechanical Properties
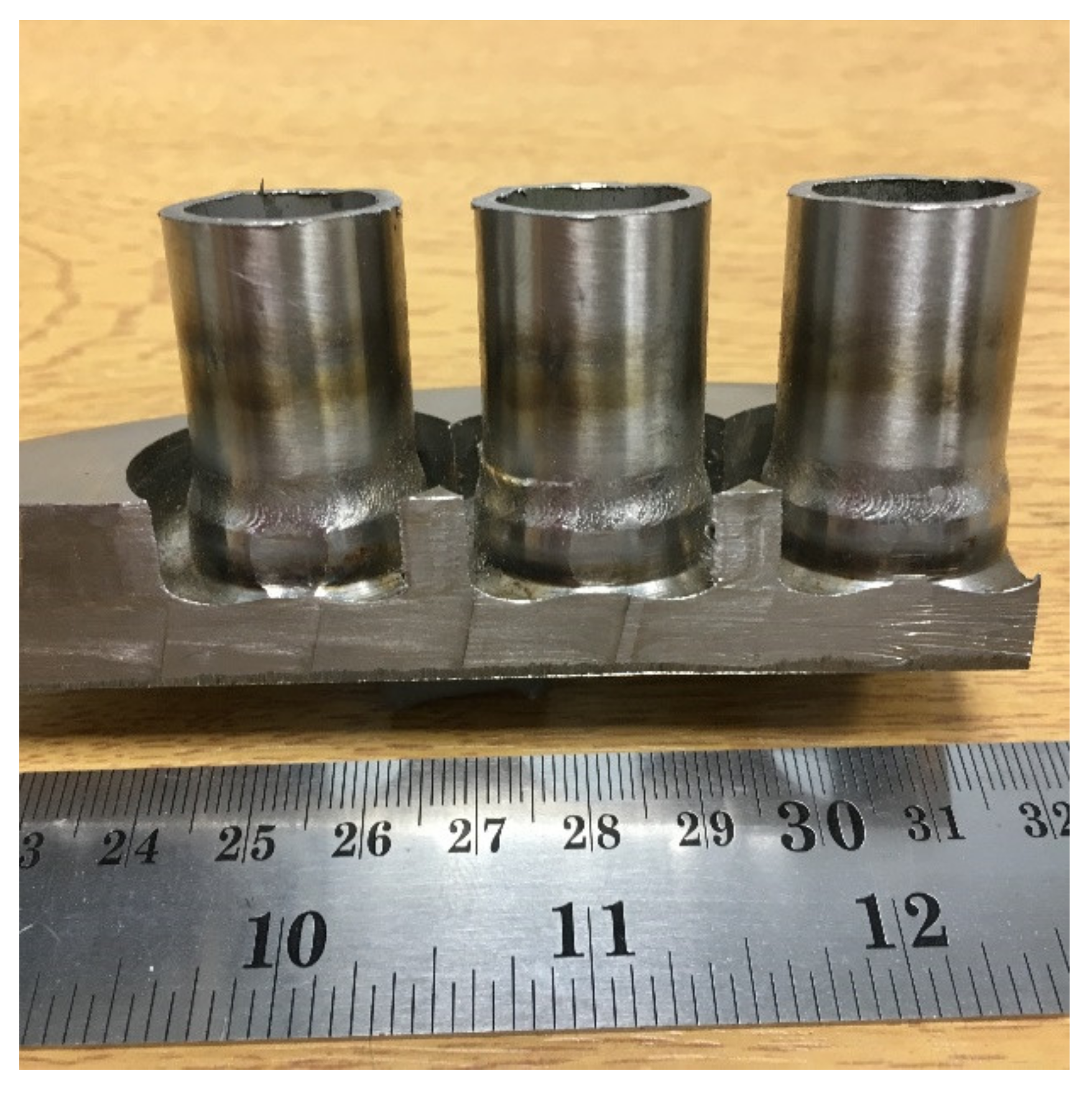
4. Fabrication
5. Industrial Experience
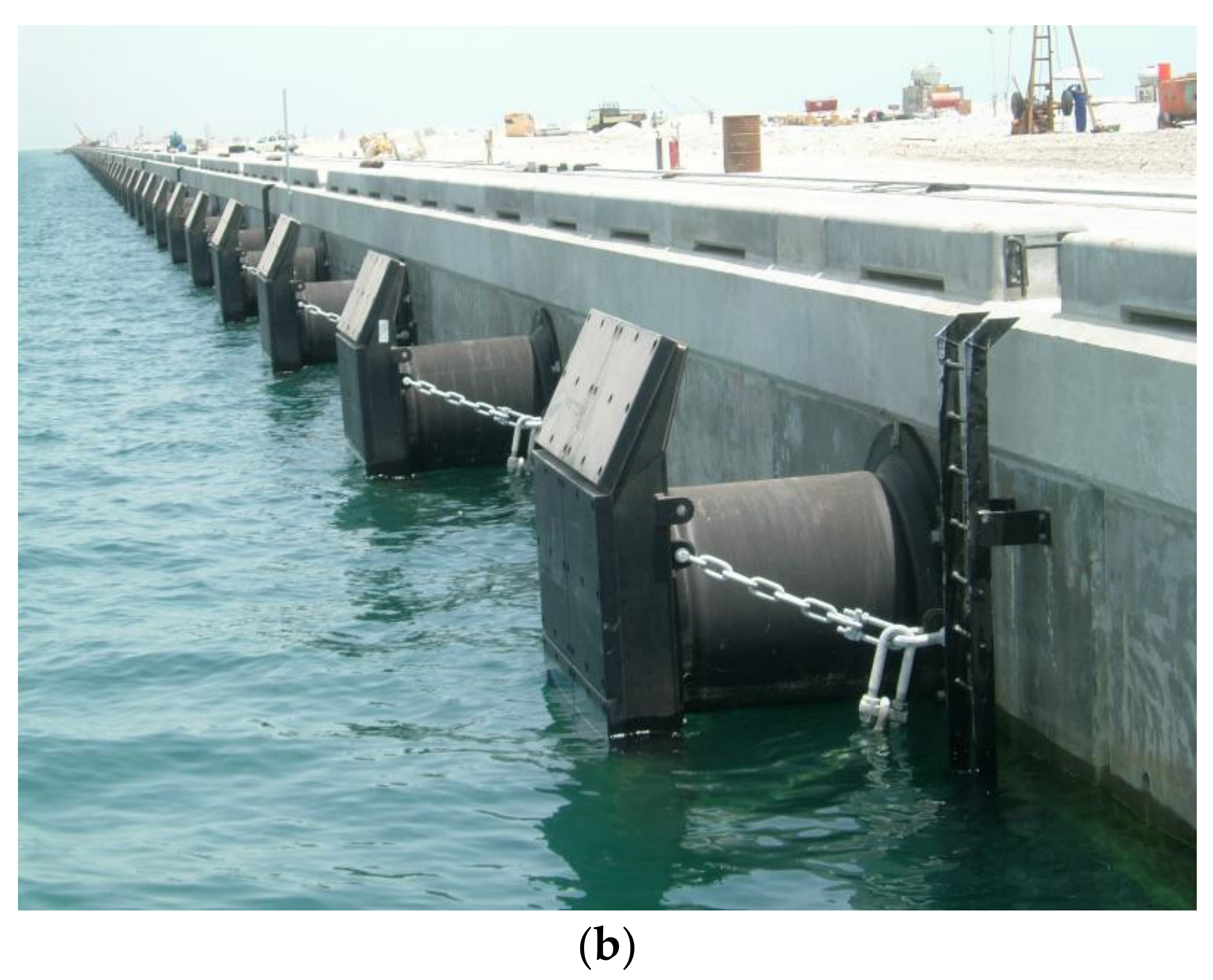
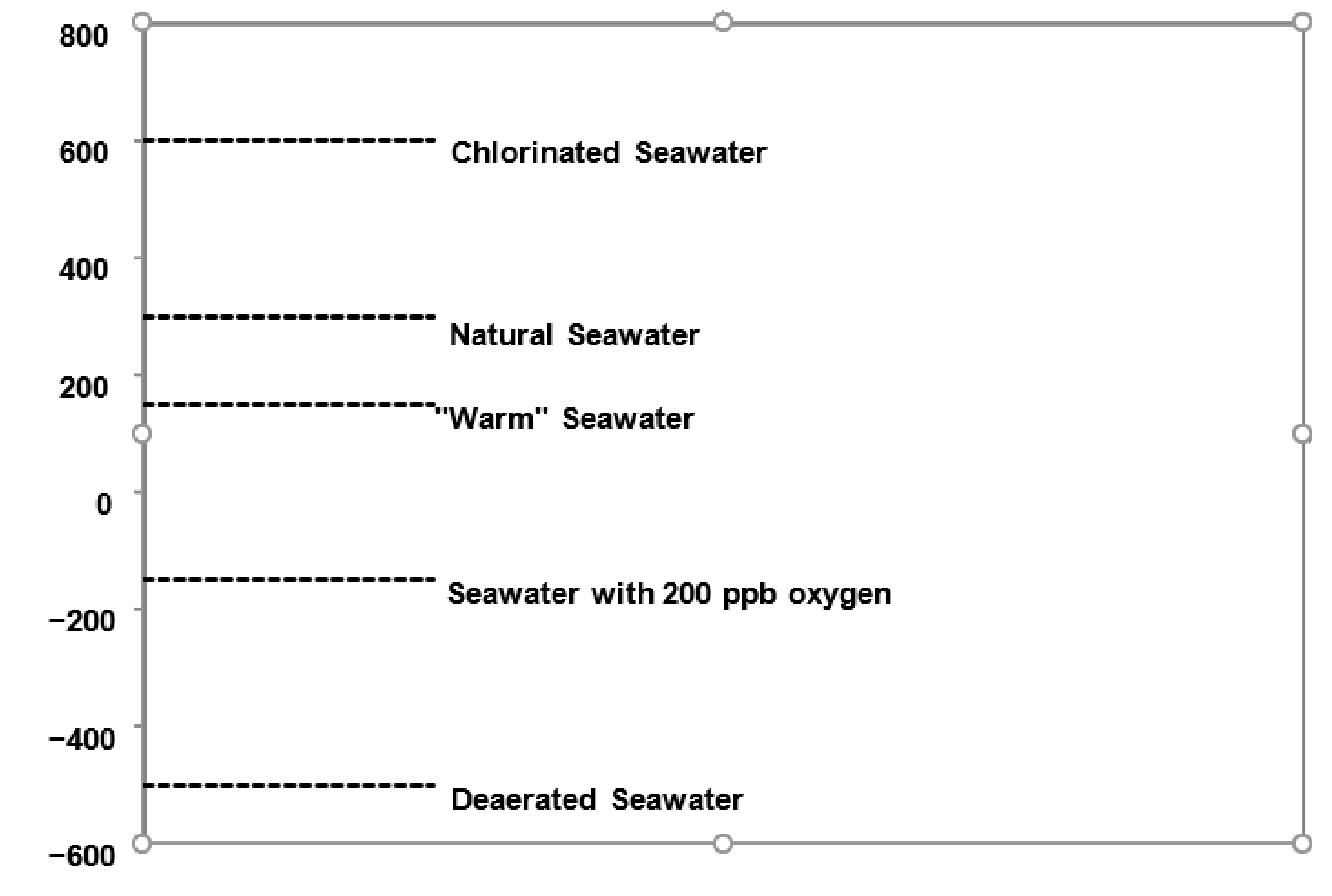
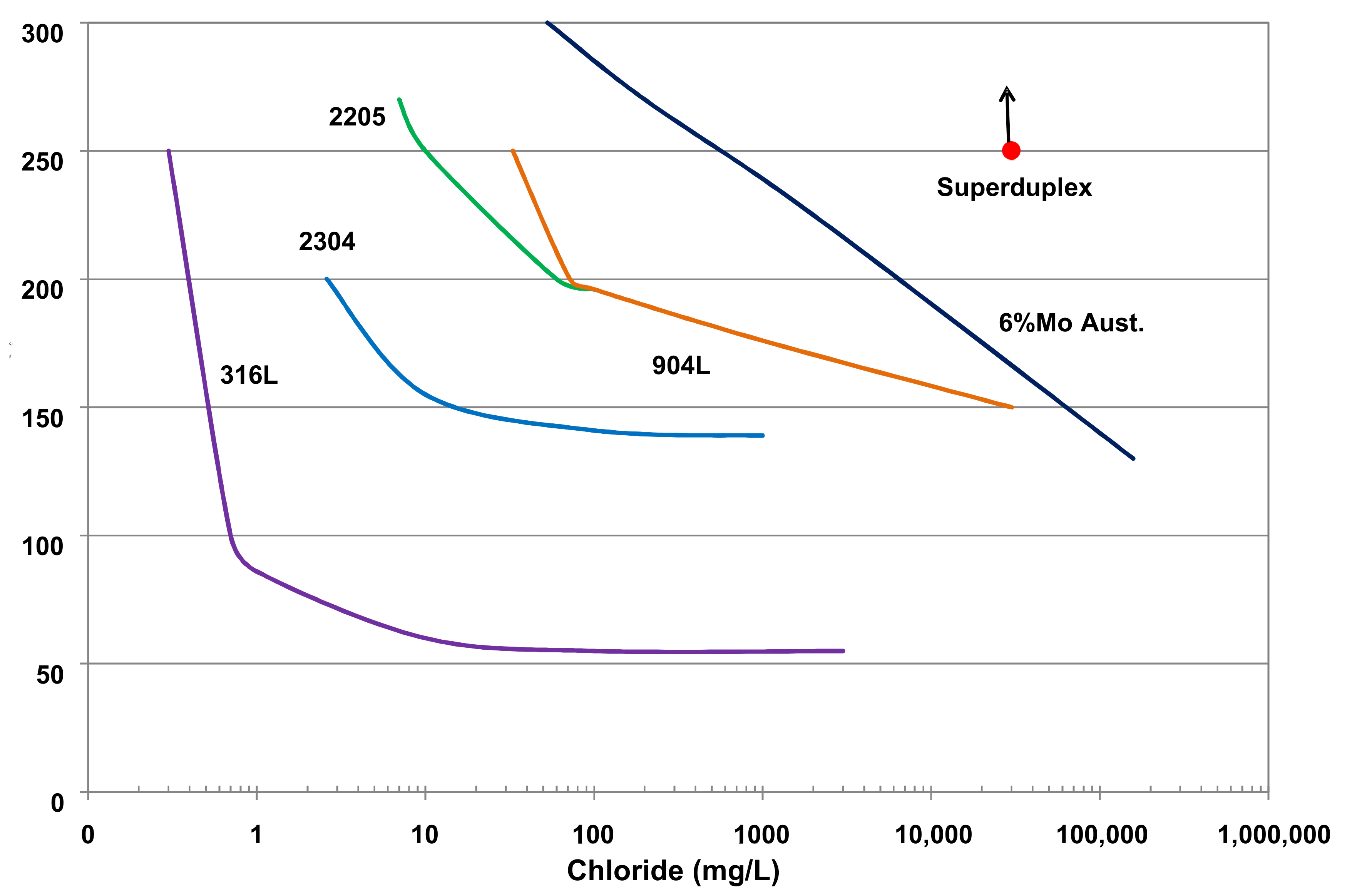
5.1. Marine
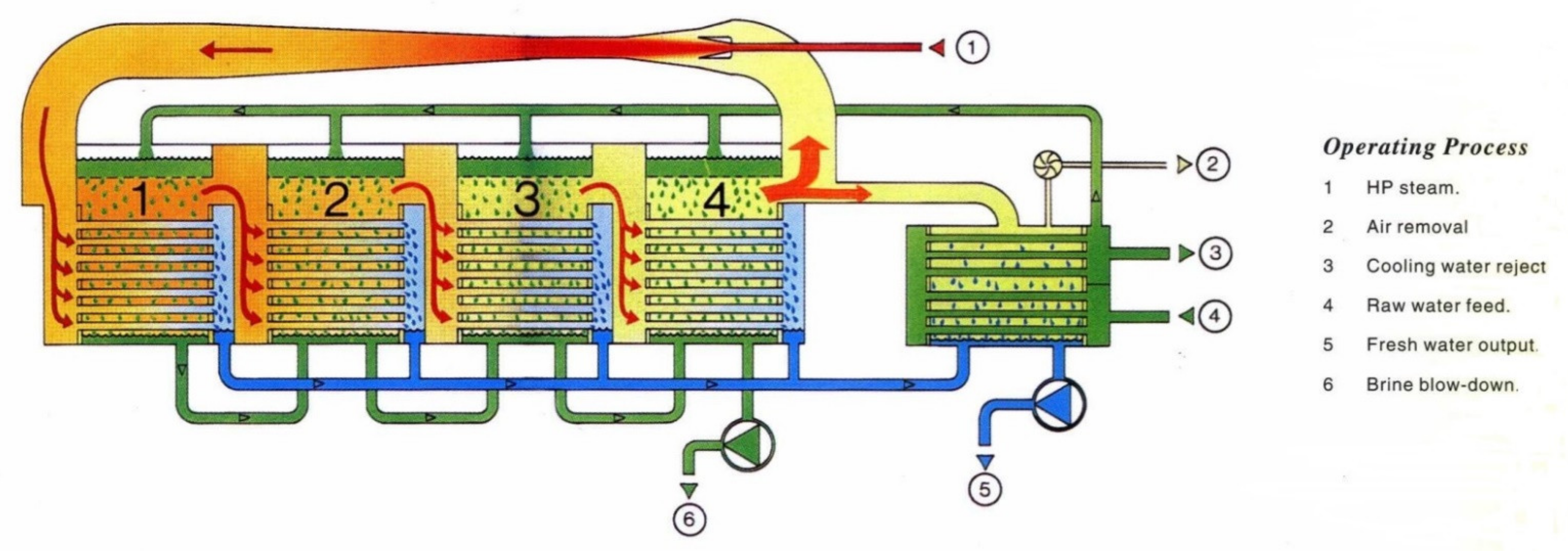
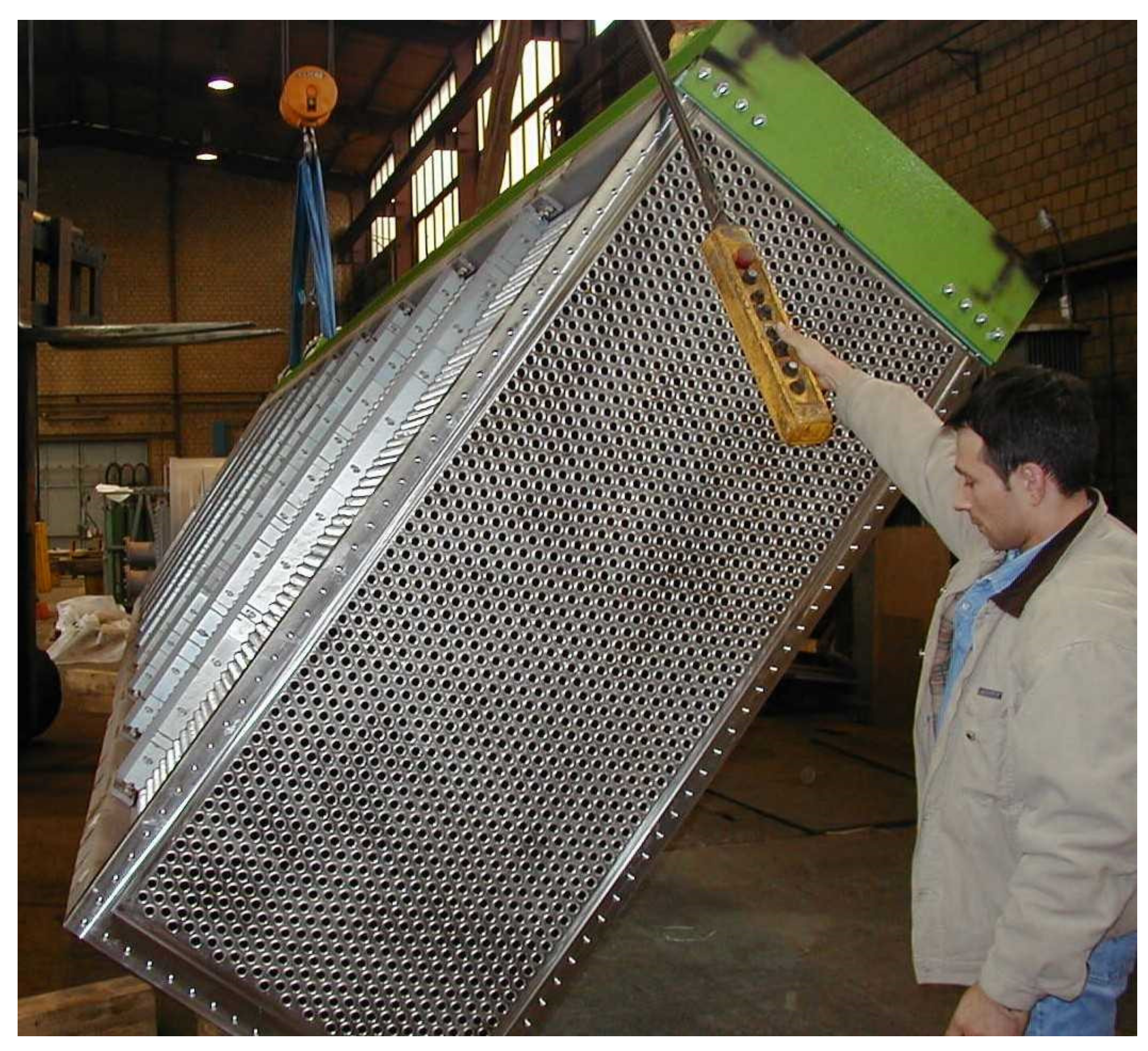
5.2. Heat Exchangers
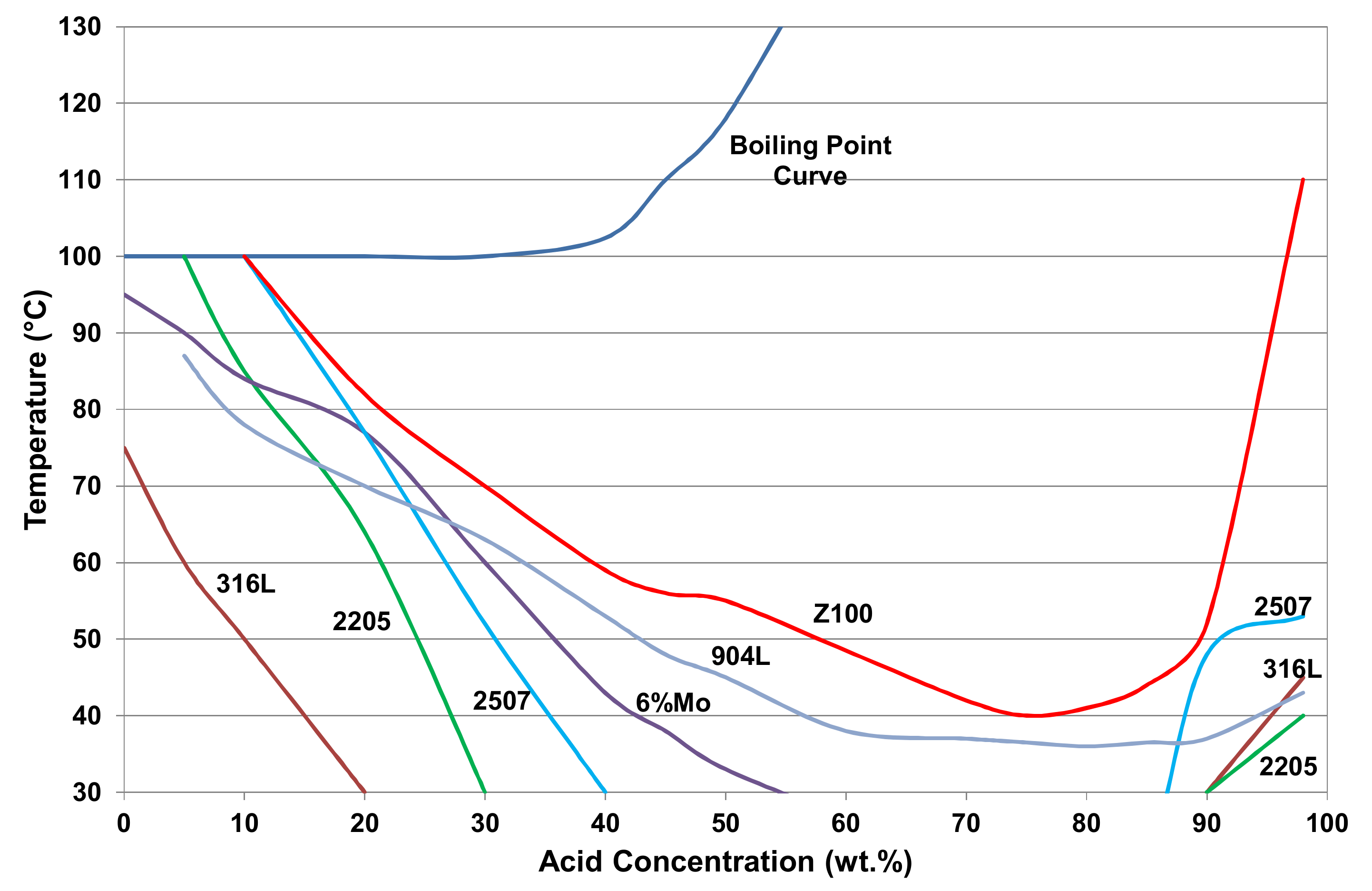
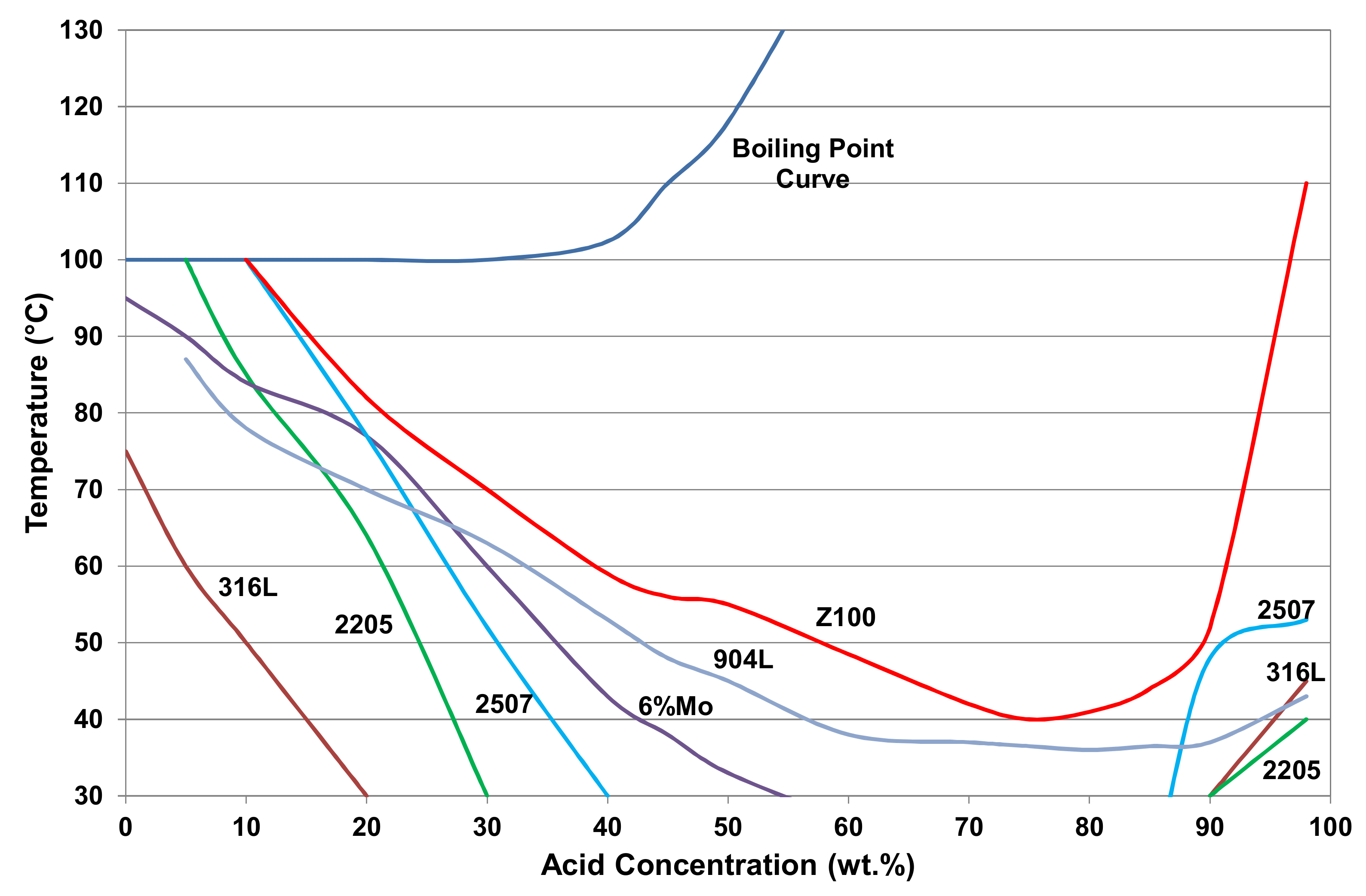
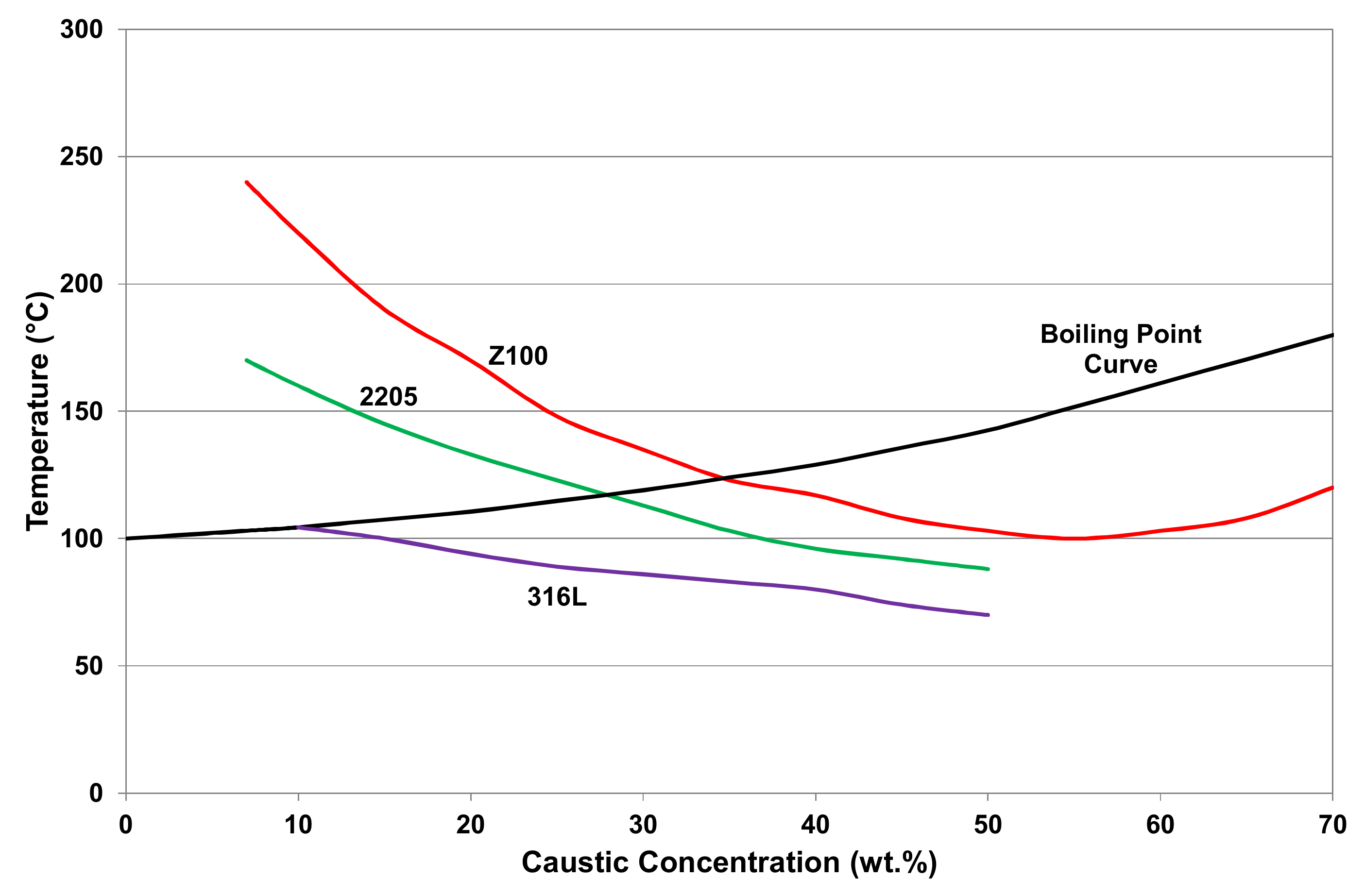
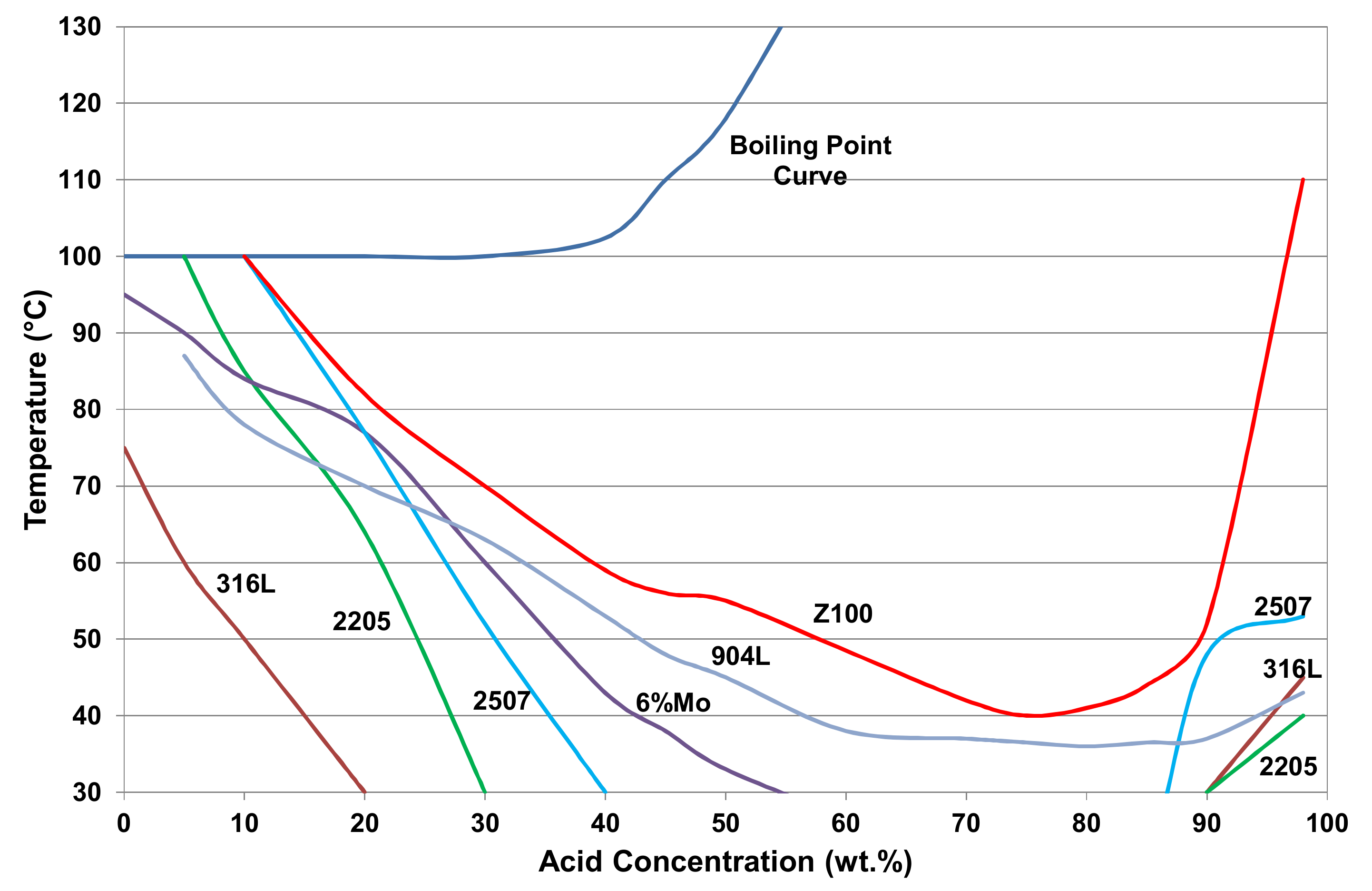
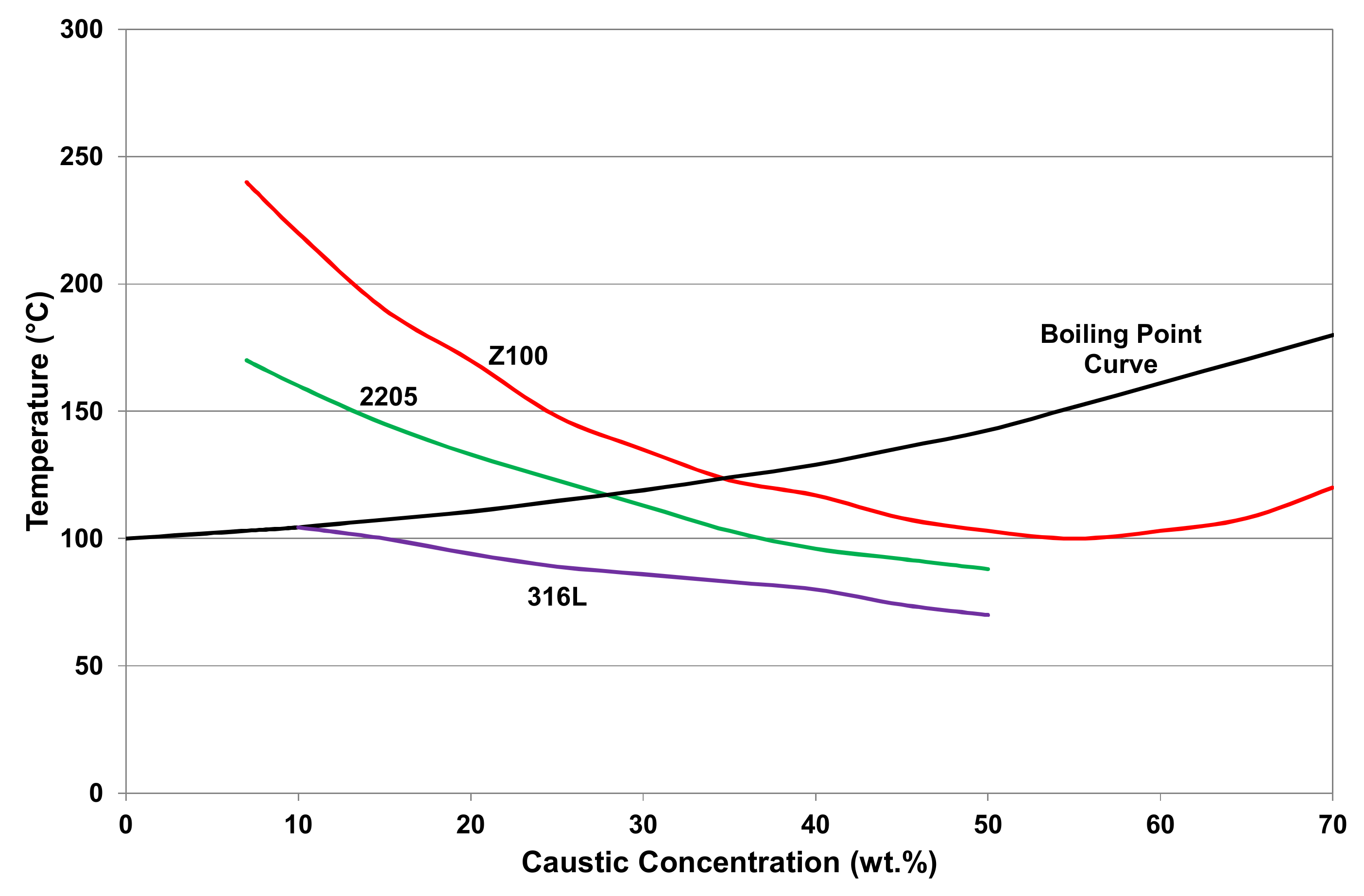
5.3. Chemical and Process
5.4. Atmospheric Corrosion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lizlovs, E.A. Corrosion Resistance of Some Commercial Duplex Stainless Steels; Climax Molybdenum Report RP-33-80-08; Climax Molybdenum: Fort Madison, IA, USA, 1981. [Google Scholar]
- Foct, J.; Magnin, T.; Perrot, P.; Vogt, J.-B. Nitrogen Alloying of Duplex Stainless Steels. In Duplex Stainless Steels ’91; Les Editions de Physique: Les Ulis, France, 1991. [Google Scholar]
- Hayes, F.H. Phase equilibria in duplex stainless steel. J. Less Common Met. 1985, 114, 89–96. [Google Scholar]
- Kazakov, A.A.; Zhitenev, A.I.; Fedorov, A.S.; Fomina, O.V. Development of Duplex Stainless Steel Compositions. CIS Iron Steel Rev. 2019, 18, 20–26. [Google Scholar]
- Nilsson, L.-O.; Chai, G. The Physical Metallurgy of Duplex Stainless Steels. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 369–390. [Google Scholar]
- McIntyre, D.R.; Francis, R. (Eds.) Environmental Cracking; MTI Project #216; Materials Technology Institute: St Louis, MO, USA, 2016. [Google Scholar]
- Petterson, R.F.A.; Johansson, E. Stress Corrosion Cracking of Duplex Grades. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands, 2010. [Google Scholar]
- Francis, R.; Byrne, G. The Erosion Corrosion Limits of Duplex Stainless Steels. Mater. Perform. 2018, 57, 44. [Google Scholar]
- Francis, R. The Corrosion of Duplex Stainless Steels: A Practical Guide for Engineers; NACE International: Houston, TX, USA, 2018. [Google Scholar]
- Marken, G.R.L.A.; Kulbotten, I.M.; Aursand, M.; Olsen, S.; Karlsen, K.S.S. Influence of Intermetallic Precipitates on the Mechanical Properties and Environmental Cracking Resistance of DSS Fittings—A Case History Part 1. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 561–573. [Google Scholar]
- Marken, L.A.; Rorvik, G.; Kulbotten, I.M.; Aursand, M.; Bygstad, T. Field Inspection Methods and Procedure to detect Intermetallic Precipitates—A Case History Part 2. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 989–996. [Google Scholar]
- Ryengen, E.; Wintermark, C. Lessons Learned from Heat Treatment of Components in 22Cr and 25Cr duplex Stainless Steels. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; pp. 961–970. [Google Scholar]
- Howard, R.; Marlow, J.; Paterson, S. Improving Manufacturing Quality of Duplex Stainless Steel Components. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands; pp. 953–960. [Google Scholar]
- Truman, J.E.; Coleman, M.J.; Prit, K.R. The Effects of Composition on the Resistance to Pitting Corrosion of Stainless Steels. In Proceedings of the UK Corrosion ’87, Brighton, UK, 26–28 October 1987; Institute of Corrosion: Northampton, UK, 1987. [Google Scholar]
- Petroleum and Natural Gas Industries, Materials for Use in H2S—Containing Environments in Oil and Gas Production; ISO 15156/ NACE MR0175; ISO: Geneva, Switzerland; NACE International: Houston, TX, USA, 2015.
- Material Data Sheets for Piping, 5th ed.; NORSOK M-630; Standards Norway: Oslo, Norway, 2010.
- Petroleum, Petrochemical and Natural Gas. Industries—Test. Methods for Quality Control. of Microstructure of Ferritic/Austenitic (Duplex) Stainless Steels; ISO 17781; ISO: Geneva, Switzerland, 2017.
- Grubb, J.F.; Dunn, J.J.; Hasek, D.R. Sour Service Limits for a Molybdenum-Containing Lean Duplex Stainless Steel; Paper 117; Corrosion 2011; NACE International: Houston, TC, USA, 2011. [Google Scholar]
- Byrne, G.; Francis, R.; Warburton, G.; Bullock, R.J.; Kuzler, C. The Selection, Design, Fabrication and Performance of Zeron 100® in SWRO Applications. In Proceedings of the IDA Conference, Paradise Island, Bahamas, 28 September–3 October 2003; International Desalination Association: Topsfield, MA, USA. [Google Scholar]
- Kivisaak, U.H.; Eidhagen, J.; Juhlin, A. UNS S33207—A New Hyper Duplex Stainless Steel For. Umbilicals; Paper 09076; Corrosion 2009; NACE International: Houston TX, USA, 2009. [Google Scholar]
- Notten, N. Application of Duplex Stainless Steel in the Chemical Process Industry. In Proceedings of the Duplex Stainless Steels ’97, Maastricht, The Netherlands, 21–23 October 1997; KCI: Zutphen, The Netherlands, 1997; pp. 9–16. [Google Scholar]
- Standard Specifications for Castings, Austenitic-Ferritic (Duplex) Stainless Steel, for Pressure-Containing Parts; ASTM A995; ASTM: West Conshohocken, PA, USA, 2020.
- Francis, R.; Hebdon, S. The Selection of Stainless Steels for Seawater Pumps; Paper 5446; Corrosion 2015; NACE International: Houston, TX, USA, 2015. [Google Scholar]
- Francis, R.; Hebdon, S. The Limiting Section Thickness for Duplex Stainless Steels; Paper 3651; Corrosion 2014; NACE International: San Antonio, TX, USA; Houston, TX, USA, 2014. [Google Scholar]
- Wheeler, J.; Emma, S. Special Metals Corporation (INCO, Huntington Alloys International, Nickel Plant). Clio: Your Guide to History. 2020. Available online: https://www.theclio.com/entry/13756 (accessed on 15 April 2021).
- Charles, J. Duplex Families and Applications: A Review Part 1, 2 and 3; Stainless Steel World: Deventer, Overijssel, 2015. [Google Scholar]
- Schulz, Z.; Wachowiak, D.; Whitcraft, P. Availability and Economics of Using Duplex Stainless Steels; Corrosion 2014; Paper 4345; NACE International: Houston, TX, USA; San Antonio, TX, USA, 2014. [Google Scholar]
- Strong Sustainable Storage Tanks. Available online: https://www.imoa.info/download_files/molyreview/excerpts/17-2/Storage_tanks.pdf (accessed on 17 November 2020).
- Baddoo, N.R.; Kosmač, A. Sustainable Duplex Stainless Steel Bridges. Available online: https://www.worldstainless.org/files/issf/non-image-files/PDF/Sustainable_Duplex_Stainless_Steel_Bridges.pdf (accessed on 17 November 2020).
- Wachowiak, D. Duplex Stainless Steels, A Cost Effective Option for Biofuel Facilities. Available online: https://www.rolledalloys.com/shared/library/technical-papers/corrosive/Duplex-Stainless-Steels-A-Cost-Effective-Option-for-Biofuel-Facilities.pdf (accessed on 17 November 2020).
- Bergstrom, D. Characterisation of ATI 2101 Lean Duplex Stainless Steel Pipes used for Water Distribution. Available online: https://www.atimetals.com/markets/energy/Documents/ATI%202102%20Lean%20Duplex%20for%20Water%2011.2011.pdf (accessed on 17 November 2020).
- A Steel for all Seasons. Available online: http://www.stainless-steel-world.net/pdf/A_steel_for_all_seasons.pdf (accessed on 17 November 2020).
- Duplex ATI. Available online: http://www.stainless-steel-world.net/pdf/ssw1006_duplex_ati.pdf (accessed on 17 November 2020).
- Allegheny Technologies Incorporated: ATI 2003® Lean Duplex Alloy Selected for North Sea Project. Available online: https://www.marketscreener.com/quote/stock/ALLEGHENY-TECHNOLOGIES-IN-11627/news/Allegheny-Technologies-Incorporated-nbsp-ATI-2003-Lean-Duplex-Alloy-Selected-for-North-Sea-Projec-15824955/ (accessed on 17 November 2020).
- Flat Products Made of Steel for Pressure Purposes—Part 7: Stainless Steels; EN 10028-7; BSI: London, UK, 2004.
- Stainless Steels. Technical Delivery Conditions for Sheet/Plate and Strip of Corrosion Resisting Steels for General Purposes; EN 10088-2; BSI: London, UK, 2014.
- Weisner, C.S. Toughness Requirements for Duplex and Super Duplex Stainless Steels. In Proceedings of the Conference Duplex Stainless Steels ’97, Maastricht, The Netherlands, 21–23 October 1997; p. 107. [Google Scholar]
- Groth, H.L.; Pilhagen, J.; Vishnu, R.; Jonsson, J.Y. Use of Duplex Stainless Steels at Low temperatures, A New Way to Present Toughness-Temperature-Thickness Data. In Proceedings of the Conference Stainless Steels in Structures—5th International Experts Seminar, London, UK, 18–19 September 2017. [Google Scholar]
- Busschaerts, F.; Cassagne, T.; Pedersen, A.; Johnsen, S. New Challenges for the Use of Duplex Stainless Steels at Low Temperatures. In Proceedings of the Conference Duplex World, Beaune, France, 13–15 October 2010; p. 2B II. [Google Scholar]
- Byrne, G.; Warburton, G.; Schulz, Z.; Francis, R. ZERON 100AFP Super Duplex Stainless Steel for Increased Low Temperature Impact Toughness and Resistance to Hydrogen Induced Stress Corrosion Cracking of API Forgings for Subsea Applications. In Proceedings of the Offshore Technology Conference, Rio de Janeiro, Brazil, 29–31 October 2013; p. 571. [Google Scholar]
- Ginn, B.J.; Gooch, T.G. The Effect of Intermetallic Content on Pitting Resistance of Ferritic-Austenitic Stainless Steels. In Proceedings of the Conference Stainless Steel World, Stainless Steels ’99, Sardinia, Italy, 6–9 June 1999. [Google Scholar]
- Wiesner, C.S.; Garwood, S.J.; Bowden, P. The Structural Significance of HAZ Sigma Formation in Welded 25% Cr Pipework. In Proceedings of the Conference ASME, Offshore Mechanics and Artic Engineering, Glasgow, UK, 20–24 June 1993. [Google Scholar]
- Leonard, A.; Gregori, A.; Woollin, P. Point Counting of Intermetallic Phase Precipitates in Ferritic-Austenitic Stainless Steels; KCI Publishing: Zutphen, The Netherlands, 2004; pp. 203–212. [Google Scholar]
- Gooch, T.G.; Woollin, P. Metallurgical Examination During Weld. Procedure Qualification of Duplex Stainless Steels; Stainless Steel World Conference; KCI Publishing: Zutphen, The Netherlands, 1999; p. 792. [Google Scholar]
- Leonard, A.J.; Woollin, P.; Buxton, D.C. Effect of Intermetallic Phases on Corrosion Resistance of Super Duplex and Super Austenitic Stainless Steel Weldments. In Proceedings of the Stainless Steel World Conference, The Hague, The Netherlands, 13–15 November 2001; pp. 375–384. [Google Scholar]
- Gunn, R.N. Duplex Stainless Steels; Microstructure, Properties and Applications; Abington Publishing: Cambridge, UK, 1997. [Google Scholar]
- Shone, E.B.; Malpas, R.E.; Gallagher, P. Stainless steels as Replacement Materials for Copper Alloys in Seawater Handling System. Trans. Inst. Mar. Eng. 1988, 100, 193. [Google Scholar]
- Francis, R. Effects of Chlorine on Corrosion of High. Alloy. Stainless Steel in Seawater; IOM: London, UK, 1987; p. 192. [Google Scholar]
- Kain, R.M. Crevice Corrosion Resistance of Duplex Stainless Steels in Chloride-Containing Waters. In Proceedings of the Duplex Stainless Steels ’97, Maastricht, The Netherlands, 21–23 October 1997; KCI: Zutphen, The Netherlands, 1997; p. 627. [Google Scholar]
- Kovach, C.W.; Redmond, J.D. Correlations between the Critical Crevice Temperature, PRE Number, and Long Term Crevice Corrosion Data for Stainless Steels; Paper 267; Corrosion ’93; NACE International: Houston, TX, USA, 1993. [Google Scholar]
- Francis, R.; Byrne, G. Experiences with Superduplex Stainless Steel in Seawater. Stainl. Steel World 2004, 16, 53. [Google Scholar]
- Francis, R.; Byrne, G. Gasket Selection for Stainless Steels in Seawater. Mater. Perform. 2007, 46, 50. [Google Scholar]
- Rogne, T.; Drugli, J.M.; Solem, T.; Salbu, H.; Skjellevik, H. Crevice Corrosion Properties of Weld. Overlays of Ni-Based Alloys Compared to 6%Mo. Steels for Seawater Applications; Paper 696; Corrosion ’98; NACE International: Houston, TX, USA, 1998. [Google Scholar]
- Francis, R. Galvanic Corrosion of Stainless Steels in Seawater. Brit. Corr. J. 1994, 29, 53. [Google Scholar] [CrossRef]
- Francis, R. Avoiding Corrosion in Desalination Plants; NACE International: Houston, TX, USA, 2017. [Google Scholar]
- Arnvig, P.E.; Bisgard, A.D. Determining the Potenial Independent Critical Pitting Temperature (CPT) by a Potentiostatic Method Using the Avesta Cell; Paper 437; Corrosion ’96; NACE Internatiuonal: Houston, TX, USA, 1996. [Google Scholar]
- Byrne, G.; Warburton, G.; Wilson, J.; Francis, R. Fabrication of Superduplex Stainless Steel for Optimum Seawater Corrosion Resistance. In Proceedings of the World Congress on Desalination and Water Reuse, Perth, Australia, 4–9 September 2011; IDA: Topsfield, MA, USA, 2011. [Google Scholar]
- Howing, J. Applications for Duplex Grades with High. PRE in Refineries. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands, 2010. [Google Scholar]
- Francis, R. The Performance of Stainless Steels in Concentrated Sulphuric Acid; Stainless Steel World: Deventer, Overijssel, 2010; Volume 22, p. 53. [Google Scholar]
- Shargay, C.; Moore, K.; Wodarcyk, J.W. Heat Treatment Issues on Stainless Steel Heat Exchanger Tubes; Paper 09338; Corrosion 2009; NACE International: Houston, TX, USA, 2009. [Google Scholar]
- Woollin, P.; Murphy, W. Hydrogen Embrittlement Stress Corrosion Cracking of Super Duplex Stainless Steel; Corrosion 2001; Paper No. 01018; NACE International: Houston, TX, USA.
- Duplex Stainless Steel—Design against Hydrogen Induced Stress Cracking; DNVGL-RP-F112; DNV: Oslo, Norway, 2019.
- Zaher, E.M. Failure Analysis of the HCl Column Intercooler; KCI: Zutphen, The Netherlands, 2004; p. 309. [Google Scholar]
- Moshfegh, R.; Schedin, E.; Li, G.; He, H.; Sun, C.C.; Ma, X. Using Duplex Grades in Demanding Forming Operations—A CAE Based Product Development. ACOM 2015, 1, 2. [Google Scholar]
- Wegrelius, L. Duplex Solutions for Pulp and Paper Industry. In 42nd Pulp and Paper International Congress and Exhibition; ABTCP: Sao Paulo, Brazil, 2009. [Google Scholar]
- Groth, H.; Kahonen, A.; Toigerstrand, C.; Ekman, S.; Andersson, M.; Eyzop, D. Summary of Corrosion Fatigue Test. Data Duplex Suction Roll Shell Material. ACOM 2010, 3, 2. [Google Scholar]
- Avoiding Caustic Stress Corrosion Cracking of Refinery Equipment and Piping; NACE SP0403; NACE International: Houston, TX, USA, 2015.
- Sedriks, A.J. Corrosion of Stainless Steels, 2nd ed.; John Wiley: New York, NY, USA, 1996. [Google Scholar]
- Francis, R.; Clarke, S. Corrosion in Caustic Soda in Mineral Processing Operations. Corrosion 2020, 76, 707. [Google Scholar] [CrossRef]
- Mameng, S.H.; Wegrelius, L. Atmospheric Corrosion Resistance of Stainless Steel in the Middle East: Result of a Field Exposure Programme in Various Environments; Corrosion 2017; Paper 8964; NACE International: Houston, TX, USA, 2017. [Google Scholar]
- Le Manchet, S.; Paul, D. Atmospheric Corrosion Resistance of Stainless Steels for Architecture; Paper 8880; Corrosion 2017; NACE International: Houston, TX, USA, March 2017. [Google Scholar]
- Corrosion of Metals and Alloys-Corrosivity of Atmospheres-Classification, Determination and Estimation; ISO 9223; ISO: Geneva, Switzerland, 2012.
- Alfonsson, A. Lean Duplex—The First Decade of Service Experience. In Proceedings of the Conference Duplex Stainless Steels, Beaune, France, 13–15 October 2010; KCI: Zutphen, The Netherlands, 2010. [Google Scholar]
- Oystetun, I.; Johansson, K.; Andersen, O.B. Stress Corrosion Cracking of Duplex SS, UNS S31803, on the Gyda HP Separator. Paper 7207. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 1993. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Uns No. | Generic Name | Nominal Composition (wt.%) | PREN * | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | C+ | Cr | Ni | Mo | N | Cu | W | Mn | ||||
| Austenitic | S30403 | 304L | Bal | 0.03 | 18 | 8 | - | - | - | - | 1.5 | 18 |
| S31603 | 316L | Bal | 0.03 | 17 | 10 | 2 | - | - | - | 1.5 | 24 | |
| N08020 | Alloy 20 | Bal | 0.07 | 20 | 28 | 2.5 | - | 3 | - | 1.5 | 28 | |
| N08904 | 904L | Bal | 0.03 | 20 | 25 | 4 | - | 1.5 | - | 1 | 34 | |
| Super Austenitic | S31254 | 6%Mo | Bal | 0.03 | 20 | 18 | 6 | 0.2 | 0.7 | - | 0.7 | 43 |
| N08367 | 6%Mo | Bal | 0.03 | 20 | 25 | 6 | 0.2 | - | - | 1 | 43 | |
| N08926 | 6%Mo | Bal | 0.03 | 20 | 25 | 6 | 0.2 | 1 | - | 1 | 43 | |
| Lean Duplex | S32304 | 2304 | Bal | 0.03 | 23 | 4.8 | 0.3 | 0.1 | - | - | 1.5 | 24 |
| S32101 | 2101 | Bal | 0.03 | 21 | 1.5 | 0.3 | 0.22 | - | - | 4.5 | 26 | |
| S82011 | 2102 | Bal | 0.03 | 21 | 1.5 | 0.3 | 0.22 | - | - | 2.5 | 26 | |
| S32202 | 2202 | Bal | 0.03 | 22 | 2 | 0.3 | 0.2 | - | - | 1.5 | 26 | |
| S32003 | 2003 | Bal | 0.03 | 20 | 3.5 | 1.9 | 0.2 | - | - | 1.5 | >30 | |
| Duplex | S32205 | 2205 | Bal | 0.03 | 22 | 5 | 3.2 | 0.17 | - | - | 1 | 35 |
| S31803 | 2205 | Bal | 0.03 | 22 | 5 | 3 | 0.13 | - | - | 1 | 34 | |
| Superduplex | S32760 | Z100 | Bal | 0.03 | 25 | 7 | 3.5 | 0.25 | 0.7 | 0.7 | 0.7 | >41 |
| S32750 | 2507 | Bal | 0.03 | 25 | 7 | 3.6 | 0.27 | - | - | 0.8 | >41 | |
| Hyperduplex | S32707 | 2707 | Bal | 0.03 | 27 | 6.5 | 4.8 | 0.4 | - | - | 1.4 | 49 |
| S33207 | 3207 | Bal | 0.03 | 32 | 7 | 3.5 | 0.5 | - | - | 1.4 | >50 | |
| Type | ASTM + | Generic Name | Nominal Composition (wt.%) | PREN * | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | C # | Cr | Ni | Mo | N | Cu | W | Mn | ||||
| Austenitic | CF8M | 316 | Bal | 0.08 | 17 | 10 | 2 | - | - | - | 1 | 24 |
| CK3MCuN | 6% Mo | Bal | 0.025 | 20 | 18 | 6 | 0.2 | 0.7 | - | 0.8 | 43 | |
| CN3Mn | 6% Mo | Bal | 0.03 | 21 | 25 | 6.2 | 0.2 | 0.3 | - | 1 | 43 | |
| Standard Duplex | Grade 4A | 2205 | Bal | 0.03 | 22 | 5.5 | 3 | 0.16 | 0.5 | - | 1 | 35 |
| 25%Cr Duplex | Grade 1A x | CD4MCu | Bal | 0.04 | 25 | 5 | 2 | - | 3 | - | 0.7 | 32 |
| Grade 1B | CD4MCuN | Bal | 0.04 | 25 | 5 | 2 | 0.14 | 3 | - | 0.7 | 34 | |
| Superduplex | Grade 5A | 2507 | Bal | 0.03 | 25 | 7.5 | 3.7 | 0.25 | - | - | 1 | >41 |
| Grade 6A | Z100 | Bal | 0.03 | 25 | 8 | 3.5 | 0.25 | 0.7 | 0.7 | 0.7 | >41 | |
| Type | UNS No. | Generic Name | 0.2% Proof Stress (MPa) | Tensile Strength (MPa) | Elong n. |
|---|---|---|---|---|---|
| (%) | |||||
| Austenitic | S31603 | 316L | 170 | 485 | 40 |
| N08904 | 904L | 220 | 490 | 35 | |
| S31254 | 6%Mo | 310 | 655 | 35 | |
| Lean Duplex | S32304 | 2304 | 400 | 630 | 25 |
| S32101 | 2101 | 450 | 650 | 25 | |
| S82011 | 2102 | 450 | 650 | 25 | |
| S32202 | 2202 | 450 | 650 | 25 | |
| S32003 | 2003 | 450 | 655 | 25 | |
| Standard Duplex | S32205 | 2205 | 450 | 655 | 25 |
| Superduplex | S32750 | 2507 | 550 | 750 | 25 |
| S32760 | Z100 | 550 | 750 | 25 |
| Chlorine (mg/L) | Temperature (°C) |
|---|---|
| 200 | 10 |
| 5 | 20 |
| 1 | 30 |
| 0.7 | 40 |
| Area | Application | Alloy |
|---|---|---|
| Cooking Plant | Pre-steaming vessels | 2205 |
| Impregnation vessel | 2101,2304, 2205 | |
| Digester vessel | 2101,2304, 2205 | |
| Pulp discharge tank | 2101,2304, 2205 | |
| Digester flash tanks | 2205 | |
| Liquor heaters | 2205 | |
| High pressure feeder components | 2205 | |
| Liquor piping | 2205/2101 | |
| Oxygen Delignification | O2 Delignification vessel | 2205 |
| Post O2 Washers | 2101 | |
| Bleach Plant | Brownstock washers | 2101/2205 |
| Recovery | Evaporators | 2101/2205 |
| White and green liquor storage | 2101/2003/2202 | |
| Weak black liquor storage | 2101 | |
| Heavy/strong black liquor storage | 2205/superduplex | |
| Paper Machine | Headbox | 2205 |
| Suction rolls | 2205 |
| Area | Application | Alloy |
|---|---|---|
| Refinery | Crude desalters | 2205 & Superduplex |
| Amine towers lean/rich H/Ex | 2205 | |
| Amine reclaimer units with caustic | 2205 | |
| Filter drums (at risk of SCC) | 2205 | |
| Fresh and brackish water coolers | 2205 | |
| Steam Cracker | Freshwater cooling towers/coolers | 2101/2102/2205 |
| Dilution steam generators | 2205 | |
| Spent caustic oxidation vessels/piping | 2205 & Superduplex | |
| Coolers for acidic process condensate | 2205 & Superduplex | |
| Aromatics | Feed fraction tower airfins/piping/vessels | 2205 |
| Aromatics/HC separation units, reboilers, H/Ex tubing | 2205 | |
| Polymers | Polypropylene piping, drums, dust collectors, dryers and rotating equipment | 2205 |
| Elastomer slurry tanks, vessels, piping and rotating equipment | 2205 | |
| LLDPE extruder feed shafts | 2205 | |
| LDPE co-polymer piping | 2205 | |
| Elastomer extruder barrels and screws | 2205 | |
| Intermediates and other fluids | Corrosive service with organic acids, sulphuric acid, nitric acid, phosphoric acid, caustic, carbonyls etc at high temperature and pressure | 2205 |
| Intermediate storage tanks | 2101/2102 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Francis, R.; Byrne, G. Duplex Stainless Steels—Alloys for the 21st Century. Metals 2021, 11, 836. https://doi.org/10.3390/met11050836
Francis R, Byrne G. Duplex Stainless Steels—Alloys for the 21st Century. Metals. 2021; 11(5):836. https://doi.org/10.3390/met11050836
Chicago/Turabian StyleFrancis, Roger, and Glenn Byrne. 2021. "Duplex Stainless Steels—Alloys for the 21st Century" Metals 11, no. 5: 836. https://doi.org/10.3390/met11050836
APA StyleFrancis, R., & Byrne, G. (2021). Duplex Stainless Steels—Alloys for the 21st Century. Metals, 11(5), 836. https://doi.org/10.3390/met11050836