
Influence of the Microstructure of the Initial Material on the Zn Wires Prepared by Direct Extrusion with a Huge Extrusion Ratio



Abstract
1. Introduction
2. Materials and Methods
2.1. Initial Materials
2.1.1. Preparation Process
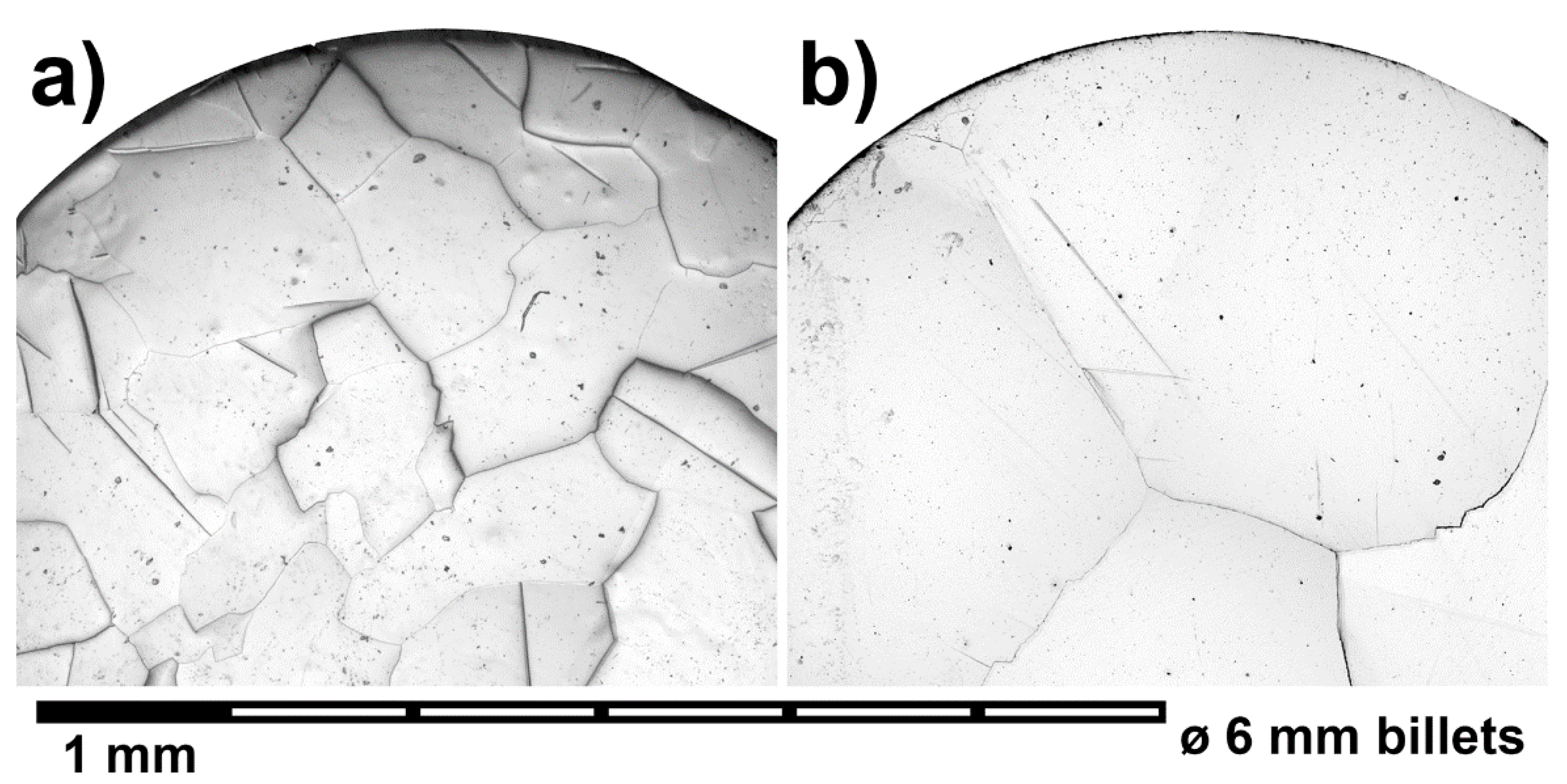
2.1.2. Microstructure
2.2. Extruded Wires
2.2.1. Preparation Process
2.2.2. Microstructure Characterization
2.2.3. Characterization of the Mechanical Properties
3. Results
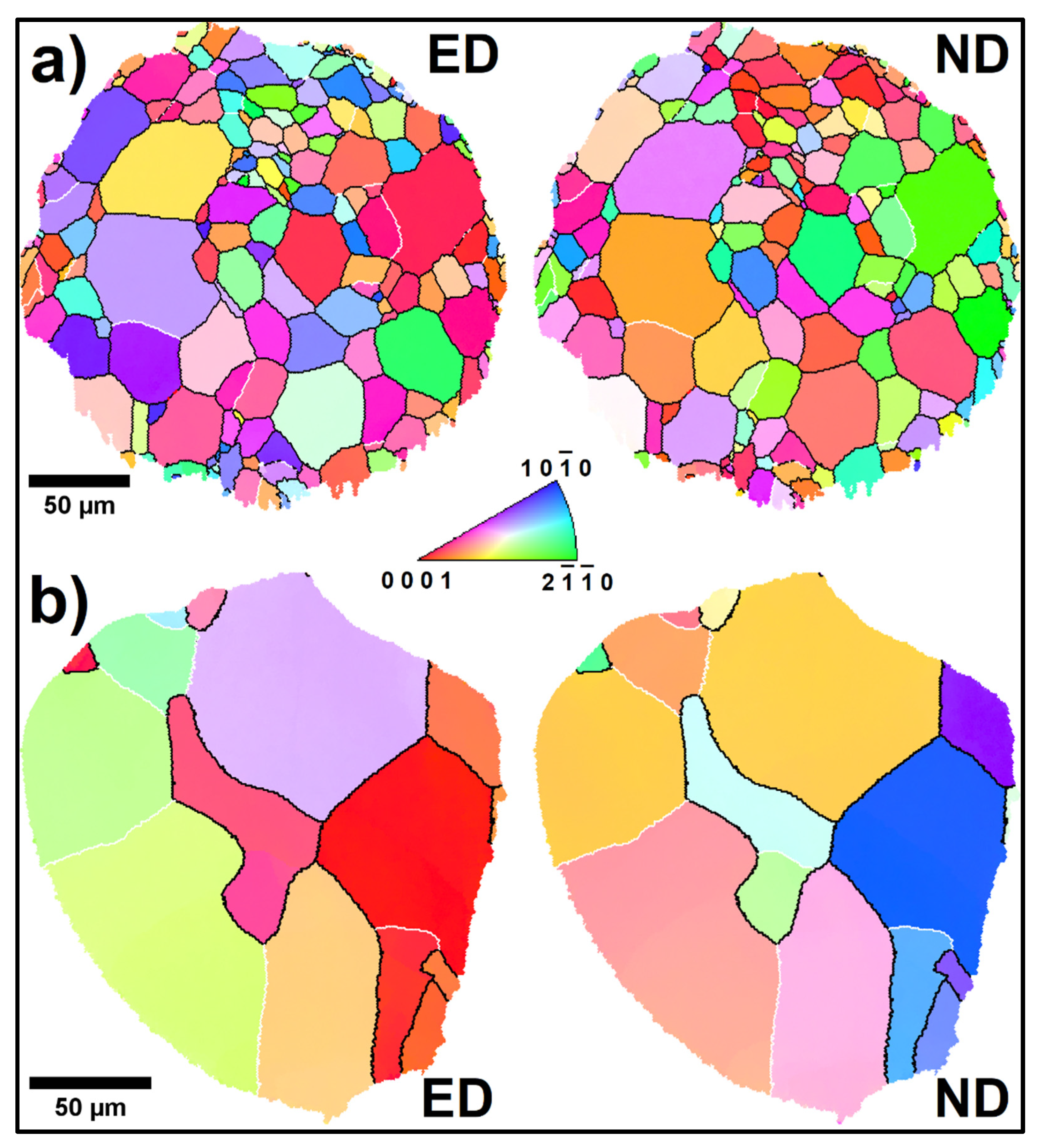
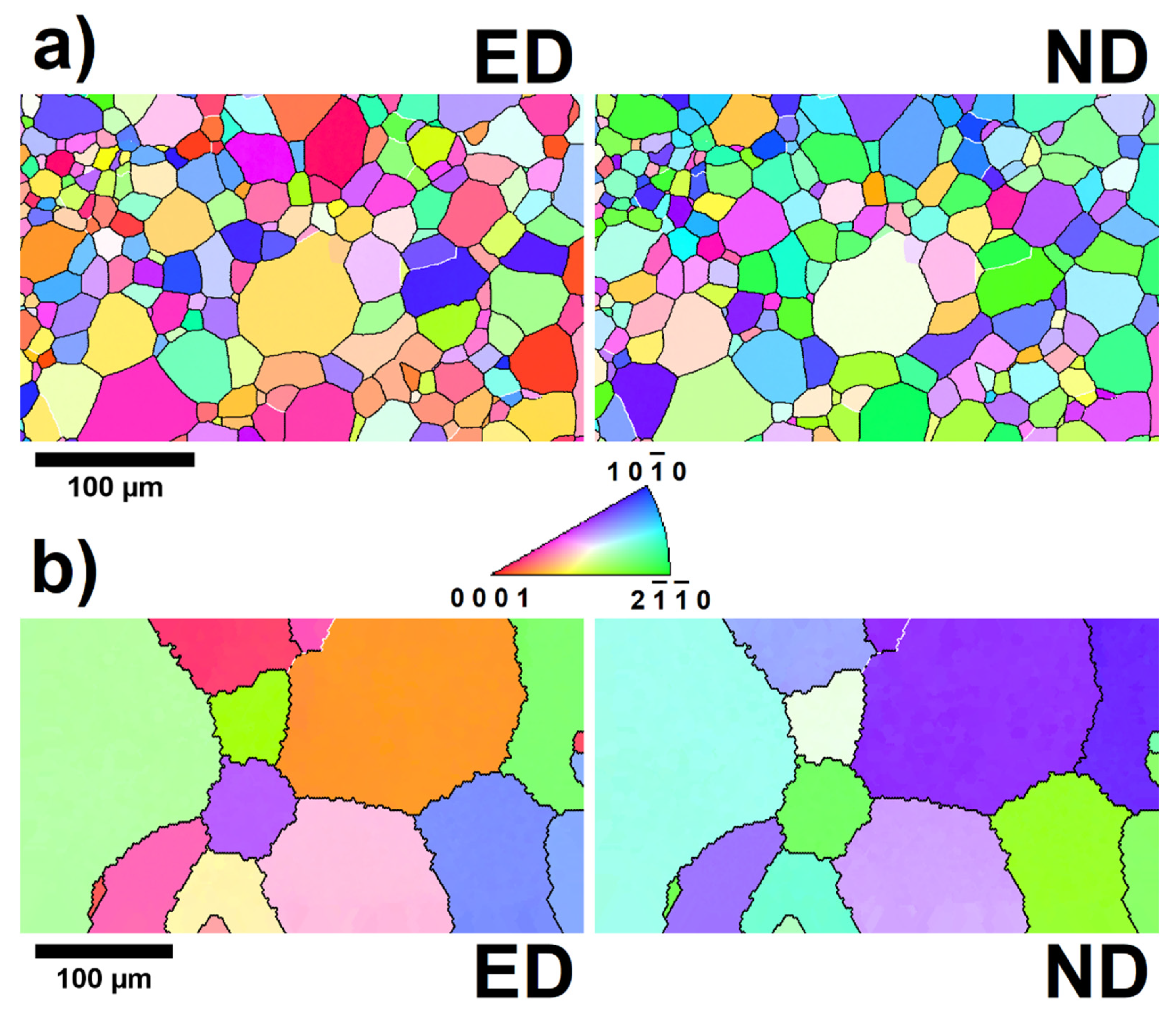
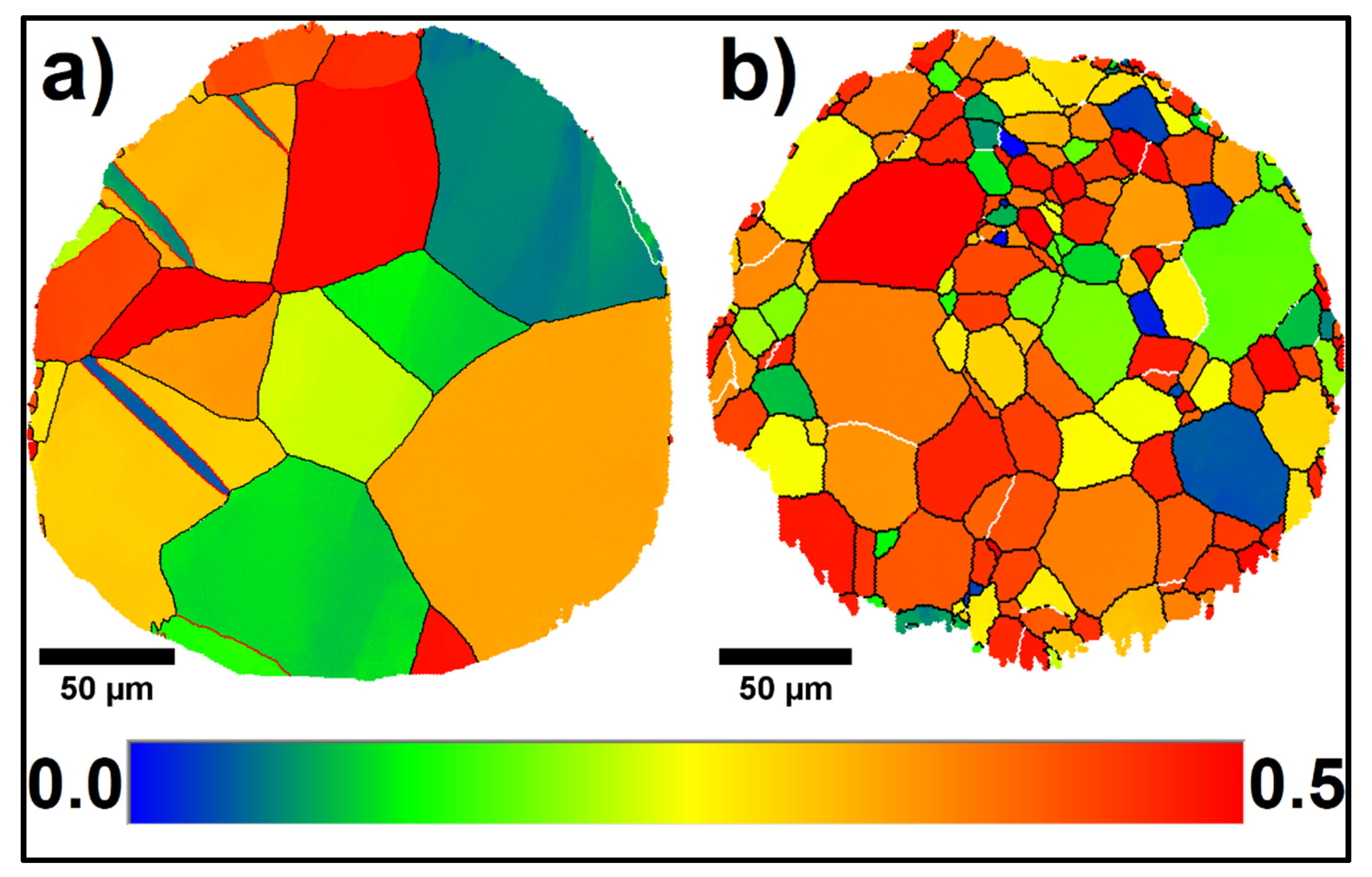
3.1. Microstructure
3.1.1. Starting Materials
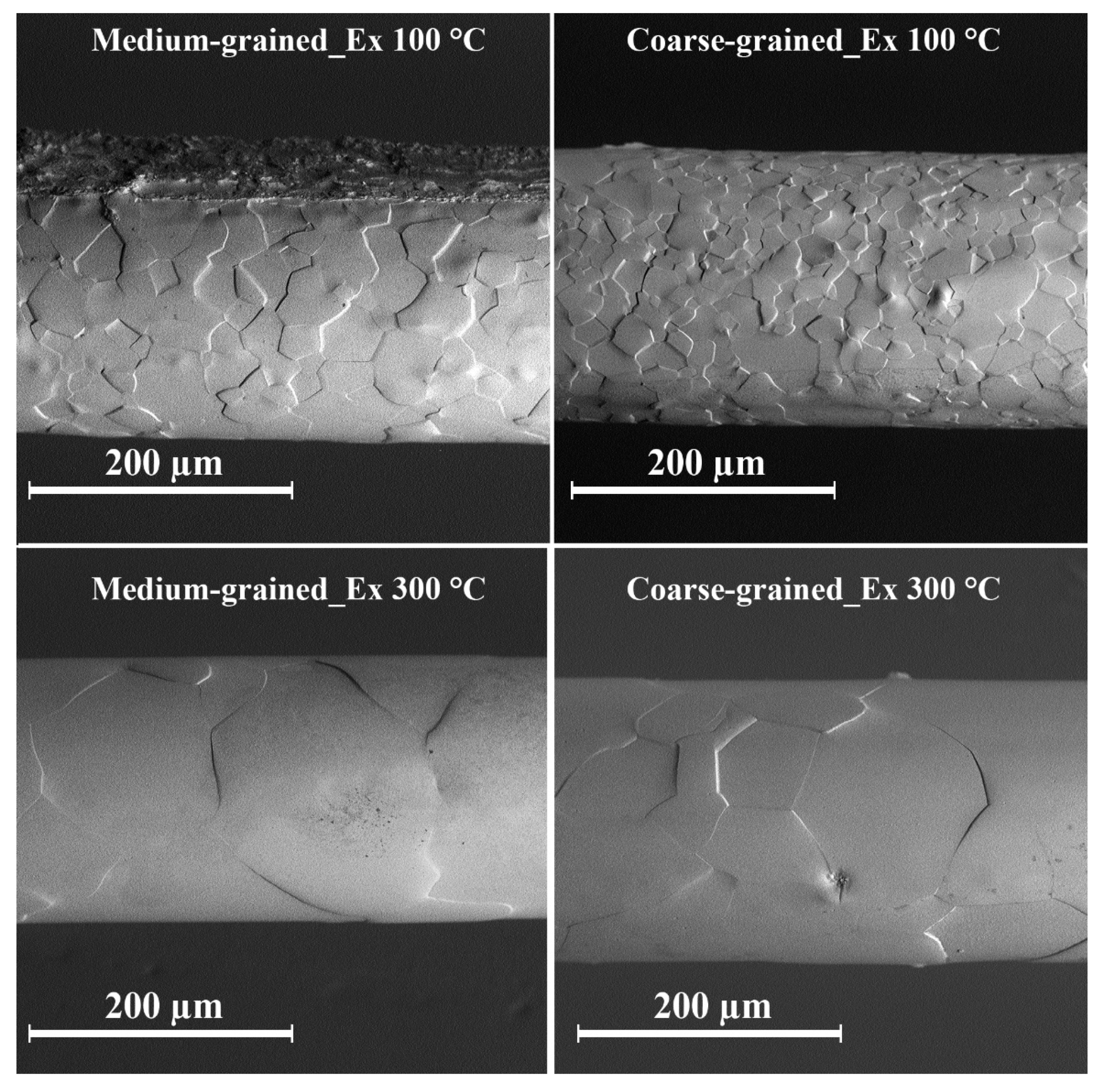
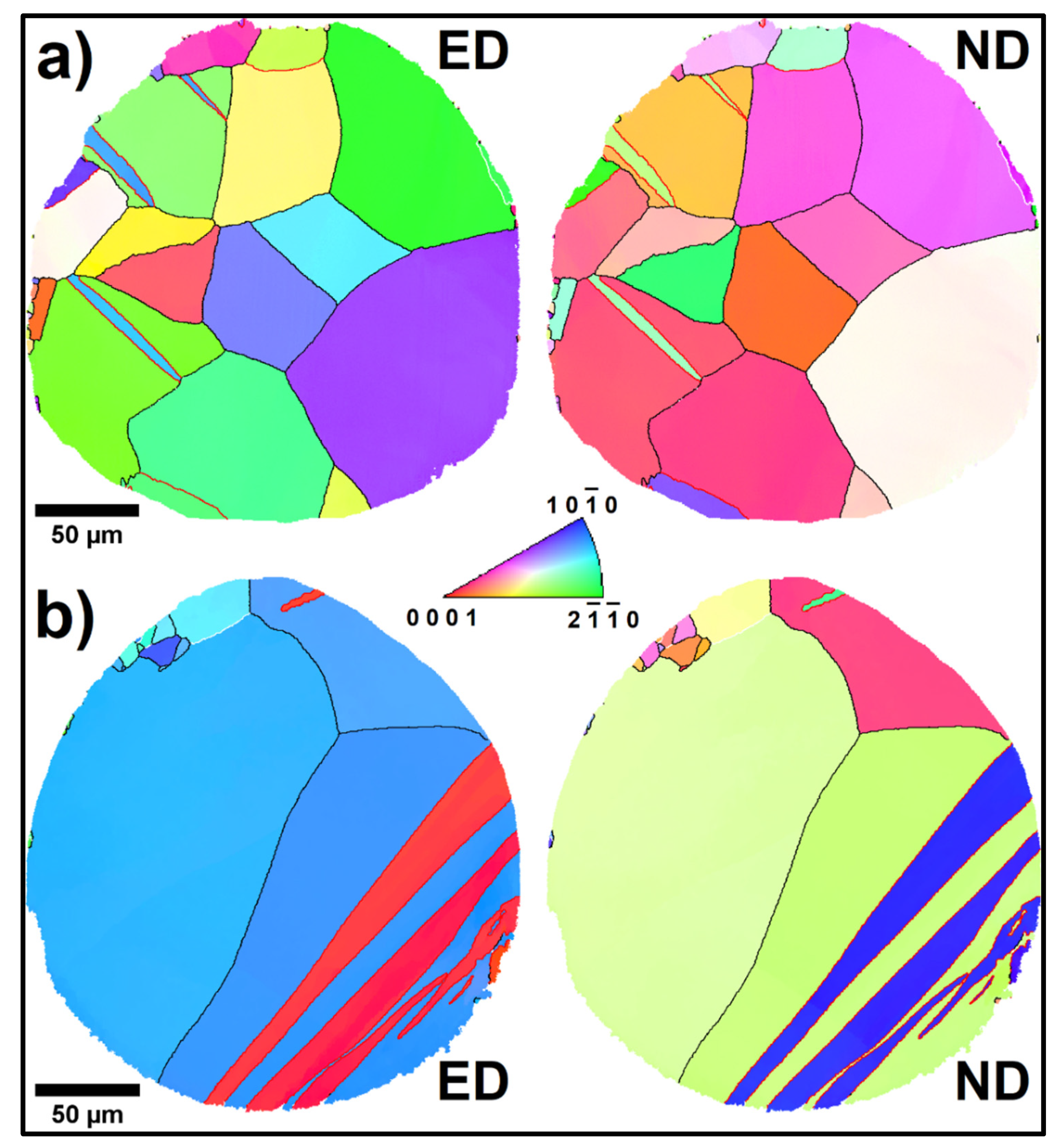
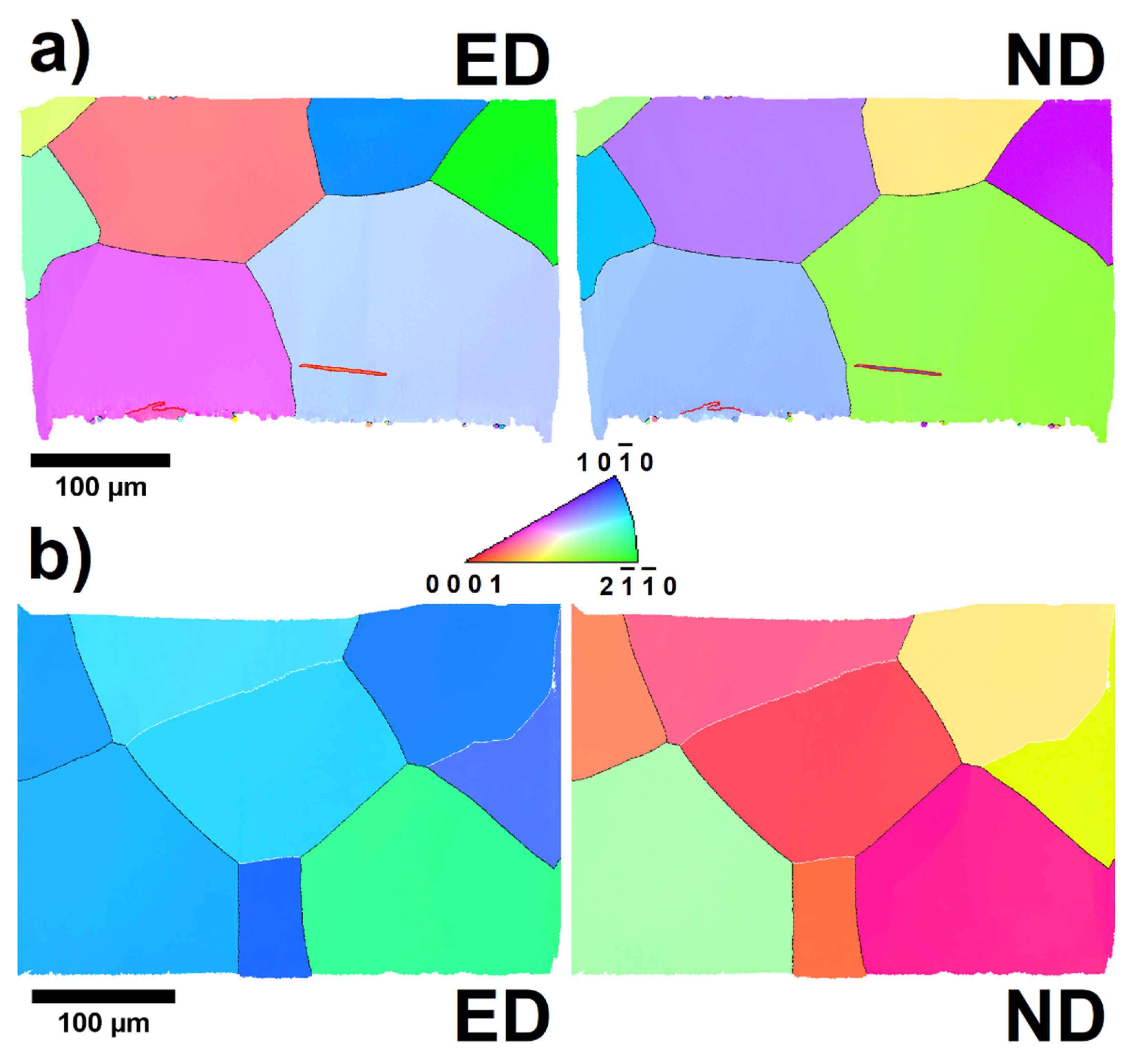
3.1.2. Extruded Zn Wires
3.2. Mechanical Behavior of the Zn Wires
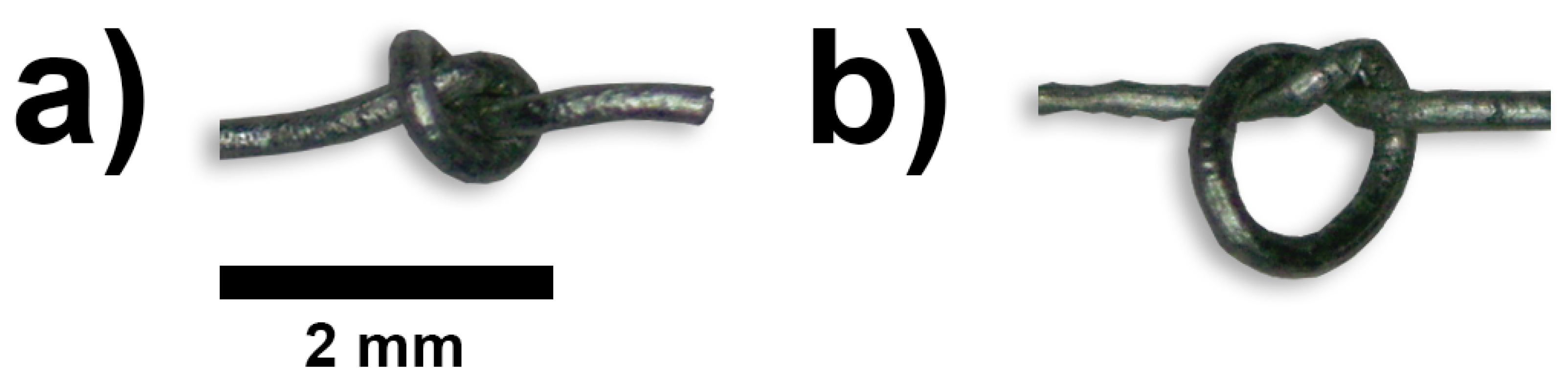
3.3. Ability to Be Knotted
4. Discussion
5. Conclusions
- The extrusion process led to the preparation of wires whose texture did not correspond to the basal fiber texture, which is common for extruded Zn-based materials.
- An increase in the extrusion temperature resulted in an increase in grain size.
- The microstructure of the initial Zn billets strongly influenced the microstructure of the wires extruded at 100 °C.
- The as-extruded CG_Ex 100 °C possessed a bimodal grain size. This resulted in the stress–strain-assisted grain growth during the tensile test and a subsequent decrease in the ultimate tensile strength.
- The obtained results suggest that the direct extrusion could be an effective method for the fabrication of Zn-based wires intended for surgical suture applications. However, fine control of the final grain size and strengthening of zinc by alloying will be most likely necessary.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, H.; Jia, B.; Zhang, Z.; Qu, X.; Li, G.; Lin, W.; Zhu, D.; Dai, K.; Zheng, Y. Alloying design of biodegradable zinc as promising bone implants for load-bearing applications. Nat. Commun. 2020, 11, 401. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.-Z.; Gao, X.-X.; Zhang, H.-J.; Liu, X.-F.; Li, H.-Y.; Zhou, C.; Yin, Y.-X.; Wang, L.-N. Design biodegradable Zn alloys: Second phases and their significant influences on alloy properties. Bioact. Mater. 2020, 5, 210–218. [Google Scholar] [CrossRef] [PubMed]
- Su, Y.; Cockerill, I.; Wang, Y.; Qin, Y.-X.; Chang, L.; Zheng, Y.; Zhu, D. Zinc-Based Biomaterials for Regeneration and Therapy. Trends Biotechnol. 2019, 37, 428–441. [Google Scholar] [CrossRef] [PubMed]
- Champagne, S.; Mostaed, E.; Safizadeh, F.; Ghali, E.; Vedani, M.; Hermawan, H. In vitro degradation of absorbable zinc alloys in artificial urine. Materials 2019, 12, 295. [Google Scholar] [CrossRef] [PubMed]
- Hernández-Escobar, D.; Champagne, S.; Yilmazer, H.; Dikici, B.; Boehlert, C.J.; Hermawan, H. Current status and perspectives of zinc-based absorbable alloys for biomedical applications. Acta Biomater. 2019, 97, 1–22. [Google Scholar] [CrossRef]
- Bowen, P.K.; Drelich, J.; Goldman, J. Zinc Exhibits Ideal Physiological Corrosion Behavior for Bioabsorbable Stents. Adv. Mater. 2013, 25, 2577–2582. [Google Scholar] [CrossRef]
- Levy, G.K.; Goldman, J.; Aghion, E. The Prospects of Zinc as a Structural Material for Biodegradable Implants—A Review Paper. Metals 2017, 7, 402. [Google Scholar] [CrossRef]
- Li, H.F.; Xie, X.H.; Zheng, Y.F.; Cong, Y.; Zhou, F.Y.; Qiu, K.J.; Wang, X.; Chen, S.H.; Huang, L.; Tian, L.; et al. Development of biodegradable Zn-1X binary alloys with nutrient alloying elements Mg, Ca and Sr. Sci. Rep. 2015, 5, 10719. [Google Scholar] [CrossRef]
- Chmelík, F.; Trojanová, Z.; Lukáč, P.; Převorovský, Z. Acoustic emission from zinc deformed at room temperature Part II The influence of grain size on deformation behaviour and acoustic emission of pure zinc. J. Mater. Sci. Lett. 1993, 12, 1166–1168. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, twinning, and fracture in hexagonal close-packed metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Paidar, V.; Capek, J. Anisotropy of fracture in hexagonal metals. Int. J. Fract. 2020, 225, 123–127. [Google Scholar] [CrossRef]
- Ratnaji Rao, K.; Ranganathan, S.; Sastry, D.H. Effect of texture and grain size on the mechanical properties of warm-worked cadmium, zinc and zinc-0·35% aluminium alloy. Bull. Mater. Sci. 1986, 8, 81–89. [Google Scholar] [CrossRef]
- Bednarczyk, W.; Wątroba, M.; Kawałko, J.; Bała, P. Can zinc alloys be strengthened by grain refinement? A critical evaluation of the processing of low-alloyed binary zinc alloys using ECAP. Mater. Sci. Eng. A 2019, 748, 357–366. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Paidar, V.; Čapek, J. Anisotropy of Plastic Deformation in Hexagonal Metals. Mater. Sci. Forum 2021, 1016, 1091–1096. [Google Scholar] [CrossRef]
- Desmond, T. Elastic anisotropy of hcp metal crystals and polycrystals. Int. J. Res. Rev. Appl. Sci. 2011, 6, 462–483. [Google Scholar]
- Beyerlein, I.J.; Tóth, L.S. Texture evolution in equal-channel angular extrusion. Prog. Mater. Sci. 2009, 54, 427–510. [Google Scholar] [CrossRef]
- Suwas, S.; Mondal, S. Texture Evolution in Severe Plastic Deformation Processes. Mater. Trans. 2019, 60, 1457–1471. [Google Scholar] [CrossRef]
- Hu, H. Texture of Metals. Texture 1974, 1, 233–258. [Google Scholar] [CrossRef]
- Wang, Y.N.; Huang, J.C. Texture analysis in hexagonal materials. Mater. Chem. Phys. 2003, 81, 11–26. [Google Scholar] [CrossRef]
- Seitz, J.-M.; Durisin, M.; Goldman, J.; Drelich, J.W. Recent Advances in Biodegradable Metals for Medical Sutures: A Critical Review. Adv. Healthc. Mater. 2015, 4, 1915–1936. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Moravej, M.; Mantovani, D. Biodegradable metals for cardiovascular stent application: Interests and new opportunities. Int. J. Mol. Sci. 2011, 12, 4250–4270. [Google Scholar] [CrossRef]
- Capek, J.; Kubasek, J.; Pinc, J.; Drahokoupil, J.; Cavojsky, M.; Vojtech, D. Extrusion of the biodegradable ZnMg0.8Ca0.2 alloy—The influence of extrusion parameters on microstructure and mechanical characteristics. J. Mech. Behav. Biomed. Mater. 2020, 108, 103796. [Google Scholar] [CrossRef]
- Capek, J.; Kubasek, J.; Pinc, J.; Manak, J.; Molnarova, O.; Drahokoupil, J.; Cavojsky, M. ZnMg0.8Ca0.2 (wt%) biodegradable alloy—The influence of thermal treatment and extrusion on microstructural and mechanical characteristics. Mater. Charact. 2020, 162, 110230. [Google Scholar] [CrossRef]
- Lentz, M.; Risse, M.; Schaefer, N.; Reimers, W.; Beyerlein, I.J. Strength and ductility with {10͞11}—{10͞12} double twinning in a magnesium alloy. Nat. Commun. 2016, 7, 11068. [Google Scholar] [CrossRef]
- Della Ventura, N.M.; Kalácska, S.; Casari, D.; Edwards, T.E.J.; Sharma, A.; Michler, J.; Logé, R.; Maeder, X. {101¯2} twinning mechanism during in situ micro-tensile loading of pure Mg: Role of basal slip and twin-twin interactions. Mater. Des. 2021, 197, 109206. [Google Scholar] [CrossRef]
- Ecob, N.; Ralph, B. The effect of grain size on deformation twinning in a textured zinc alloy. J. Mater. Sci. 1983, 18, 2419–2429. [Google Scholar] [CrossRef]
- Guan, D.; Rainforth, W.M.; Ma, L.; Wynne, B.; Gao, J. Twin recrystallization mechanisms and exceptional contribution to texture evolution during annealing in a magnesium alloy. Acta Mater. 2017, 126, 132–144. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Pérez-Prado, M.T.; Ruano, O.A. Texture evolution during annealing of magnesium AZ31 alloy. Scr. Mater. 2002, 46, 149–155. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Sabat, R.K.; Panda, S.; Mishra, S.C.; Suwas, S. Texture and microstructure evolution of pure zinc during rolling at liquid nitrogen temperature and subsequent annealing. Mater. Charact. 2017, 123, 218–226. [Google Scholar] [CrossRef]
- Yilmaz, A. The Portevin–Le Chatelier effect: A review of experimental findings. Sci. Technol. Adv. Mater. 2011, 12, 063001. [Google Scholar] [CrossRef]
- Liu, J.H.; Huang, C.X.; Wu, S.D.; Zhang, Z.F. Tensile deformation and fracture behaviors of high purity polycrystalline zinc. Mater. Sci. Eng. A 2008, 490, 117–125. [Google Scholar] [CrossRef]
- Liu, S.; Kent, D.; Zhan, H.; Doan, N.; Dargusch, M.; Wang, G. Dynamic recrystallization of pure zinc during high strain-rate compression at ambient temperature. Mater. Sci. Eng. A 2020, 784, 139325. [Google Scholar] [CrossRef]
- Čapek, J.; Kubásek, J.; Pinc, J.; Fojt, J.; Krajewski, S.; Rupp, F.; Li, P. Microstructural, mechanical, in vitro corrosion and biological characterization of an extruded Zn-0.8Mg-0.2Sr (wt%) as an absorbable material. Mater. Sci. Eng. C 2021, 122, 111924. [Google Scholar] [CrossRef]
- Murphy, B.P.; Savage, P.; McHugh, P.E.; Quinn, D.F. The Stress–Strain Behavior of Coronary Stent Struts is Size Dependent. Ann. Biomed. Eng. 2003, 31, 686–691. [Google Scholar] [CrossRef]
- Mitevski, B.; Weiß, S. Fatigue of Thin, Oligo-Crystalline Wires Made of X2 CrNiMo 18-15-3. Metals 2018, 8, 333. [Google Scholar] [CrossRef]
- Okamura, Y.; Hinata, N.; Hoshiba, T.; Nakatsuji, T.; Ikeo, N.; Furukawa, J.; Harada, K.; Nakano, Y.; Fukumoto, T.; Mukai, T.; et al. Development of bioabsorbable zinc–magnesium alloy wire and validation of its application to urinary tract surgeries. World J. Urol. 2021, 39, 201–208. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Temperature X Initial Material | 100 °C | 300 °C |
|---|---|---|
| Medium-grained | MG_Ex 100 °C | MG_Ex 300 °C |
| Coarse-grained | CG_Ex 100 °C | CG_Ex 300 °C |
| Sample | Surface Micrographs (Number Fraction) | IPF Maps (Number Fraction) Cross-Section | IPF Maps (Area Fraction) Cross-Section | IPF Maps (Number Fraction) Longitudinal Section | IPF Maps (Area Fraction) Longitudinal Section |
|---|---|---|---|---|---|
| MG_Ex 100 °C | 32 ± 14 | 43 ± 26 | 73 ± 31 | 74 ± 26 | 125 ± 48 |
| MG_Ex 300 °C | 230 ± 98 | 65 ± 41 | 113 ± 55 | 110 ± 39 | 127 ± 37 |
| CG_Ex 100 °C | 20 ± 10 | 16 ± 10 | 31 ± 16 | 17 ± 11 | 29 ± 12 |
| CG_Ex 300 °C | 267 ± 113 | 55 ± 25 | 73 ± 21 | 82 ± 43 | 121 ± 45 |
| Sample | Tensile Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation to Fracture (%) |
|---|---|---|---|
| MG_Ex 100 °C | 45.7 ± 2.7 | 88.1 ± 4.1 | 4.6 ± 0.9 |
| MG_Ex 300 °C | 38.7 ± 2.2 | 62.2 ± 9.6 | 4.3 ± 2.1 |
| CG_Ex 100 °C | 40.6 ± 1.6 | 72.4 ± 3.3 | 4.4 ± 0.3 |
| CG_Ex 300 °C | 45.6 ± 1.6 | 69.3 ± 10.2 | 5.0 ± 2.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Čapek, J.; Kadeřávek, L.; Pinc, J.; Kopeček, J.; Klimša, L. Influence of the Microstructure of the Initial Material on the Zn Wires Prepared by Direct Extrusion with a Huge Extrusion Ratio. Metals 2021, 11, 787. https://doi.org/10.3390/met11050787
Čapek J, Kadeřávek L, Pinc J, Kopeček J, Klimša L. Influence of the Microstructure of the Initial Material on the Zn Wires Prepared by Direct Extrusion with a Huge Extrusion Ratio. Metals. 2021; 11(5):787. https://doi.org/10.3390/met11050787
Chicago/Turabian StyleČapek, Jaroslav, Lukáš Kadeřávek, Jan Pinc, Jaromír Kopeček, and Ladislav Klimša. 2021. "Influence of the Microstructure of the Initial Material on the Zn Wires Prepared by Direct Extrusion with a Huge Extrusion Ratio" Metals 11, no. 5: 787. https://doi.org/10.3390/met11050787
APA StyleČapek, J., Kadeřávek, L., Pinc, J., Kopeček, J., & Klimša, L. (2021). Influence of the Microstructure of the Initial Material on the Zn Wires Prepared by Direct Extrusion with a Huge Extrusion Ratio. Metals, 11(5), 787. https://doi.org/10.3390/met11050787