
A New Added-Value Application for Steel Wire Drawing Mill Scale Waste in Stoneware Ceramic Products

 ,
,  , and
, and
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Samples Preparation
2.3. Characterization Techniques
2.3.1. Physicochemical Characteristics of Mill Scale
2.3.2. Specimens Characterization
2.3.3. Leaching Experiments
3. Results and Discussion
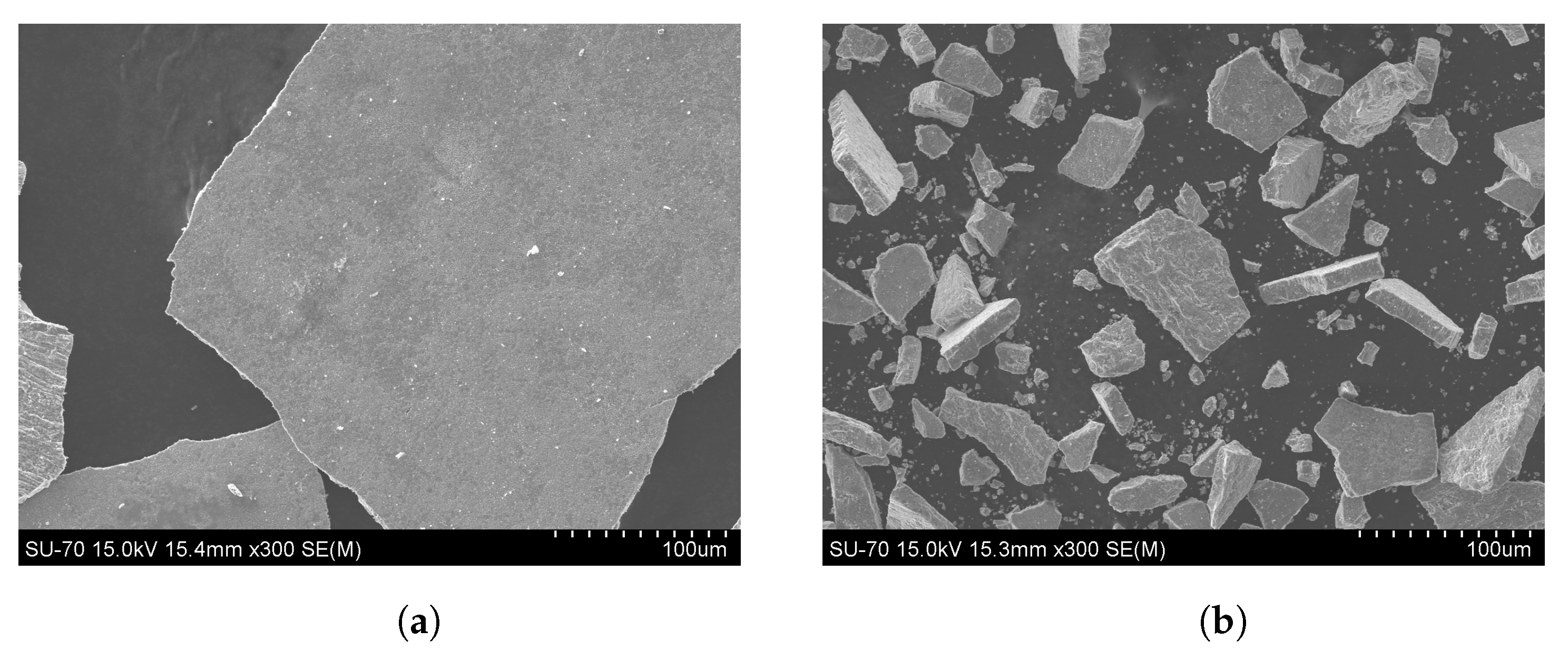
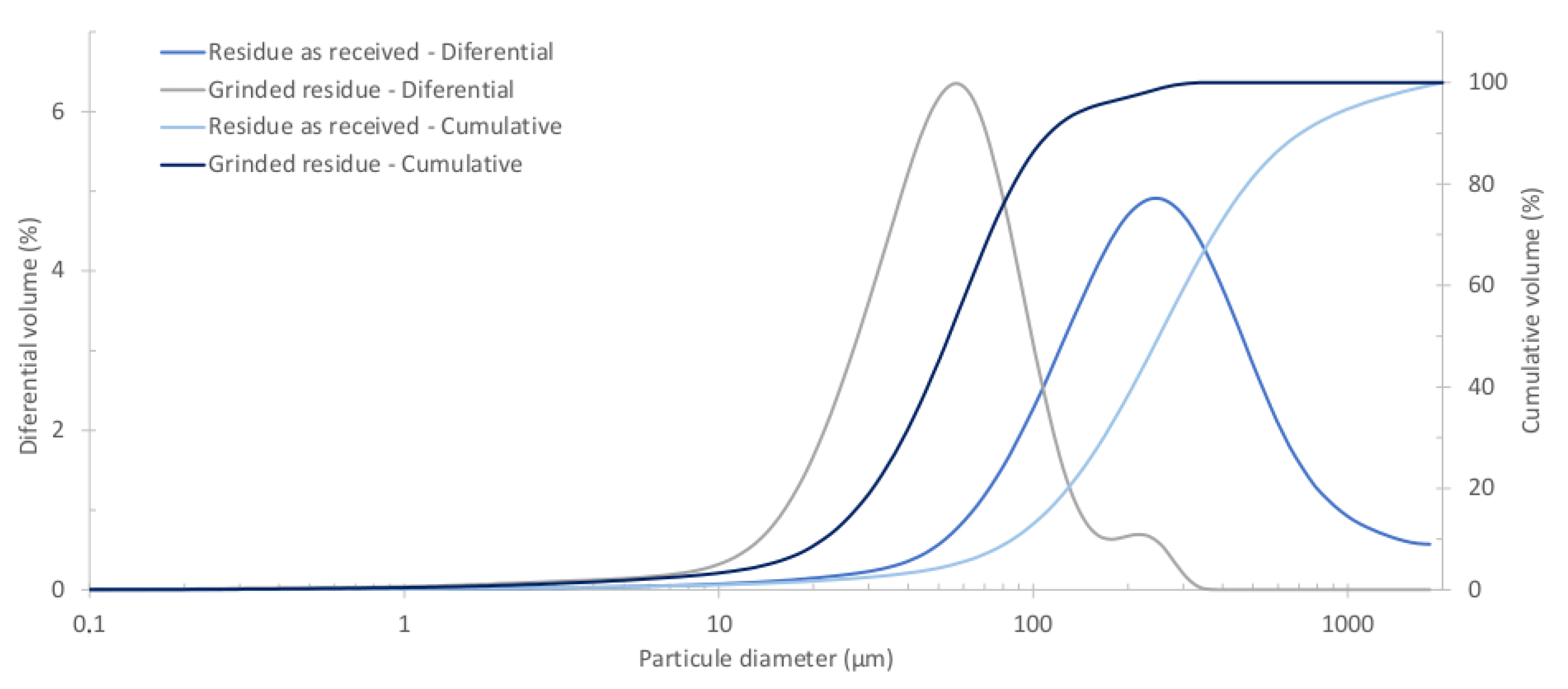
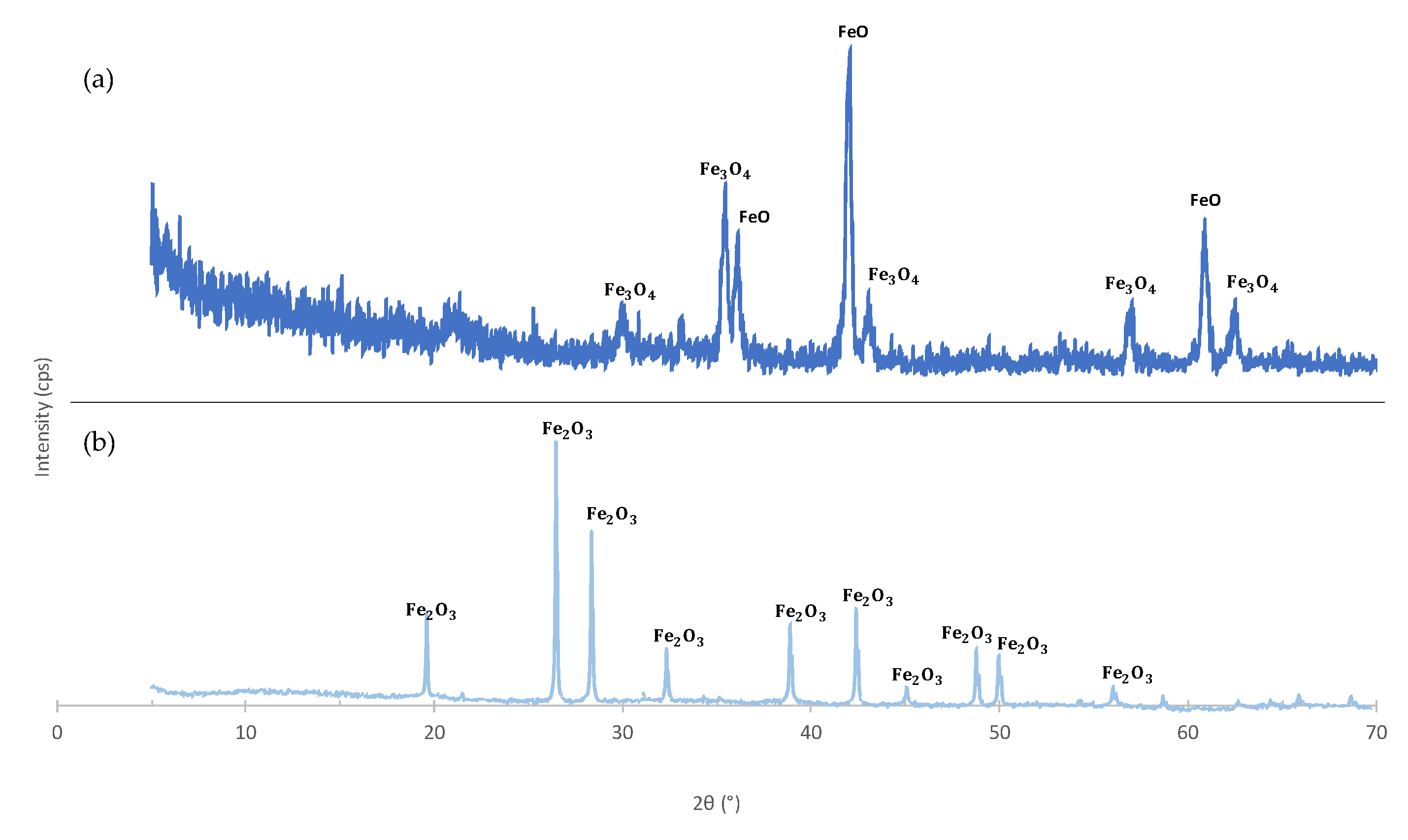
3.1. Mill Scale Characterization
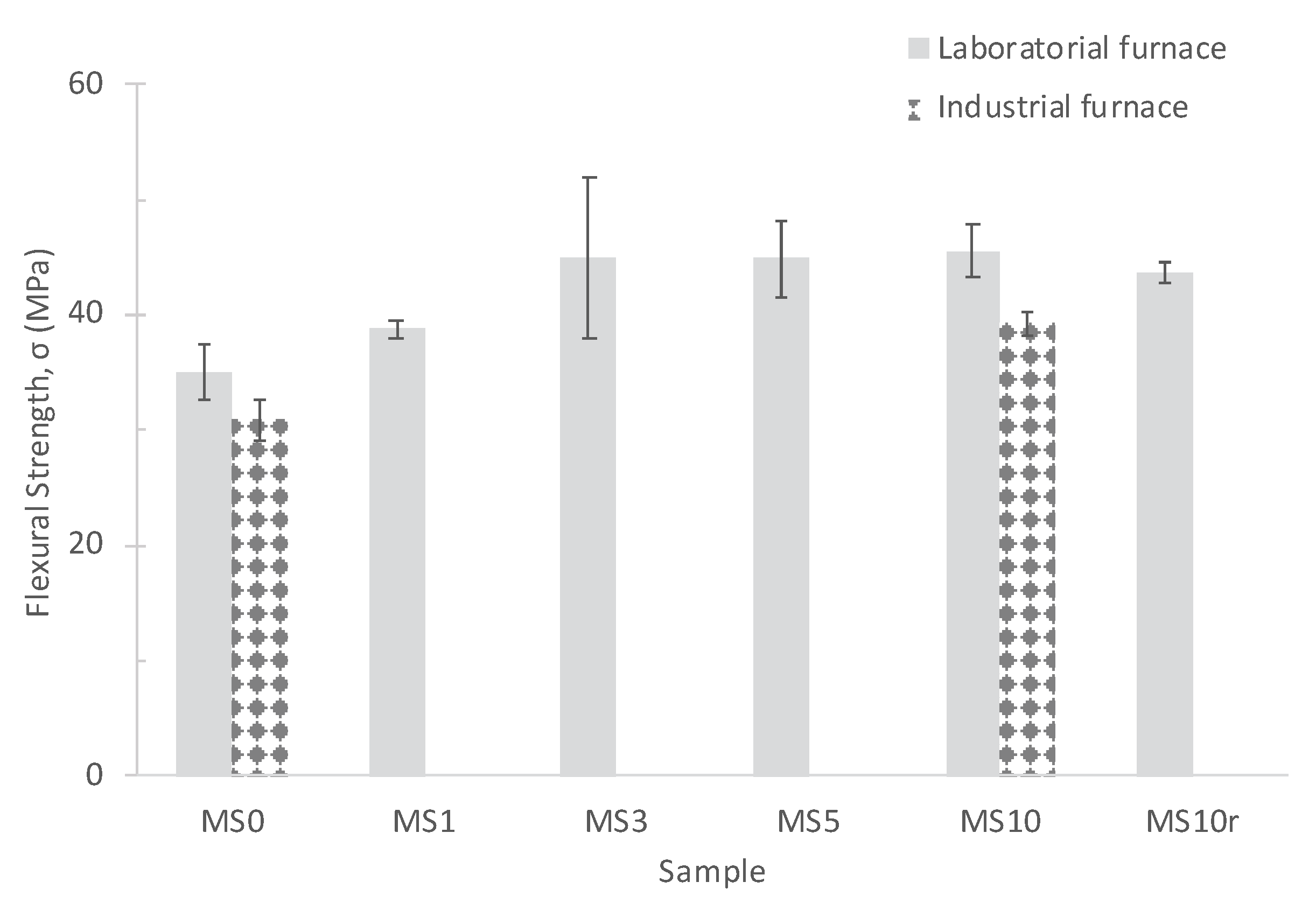
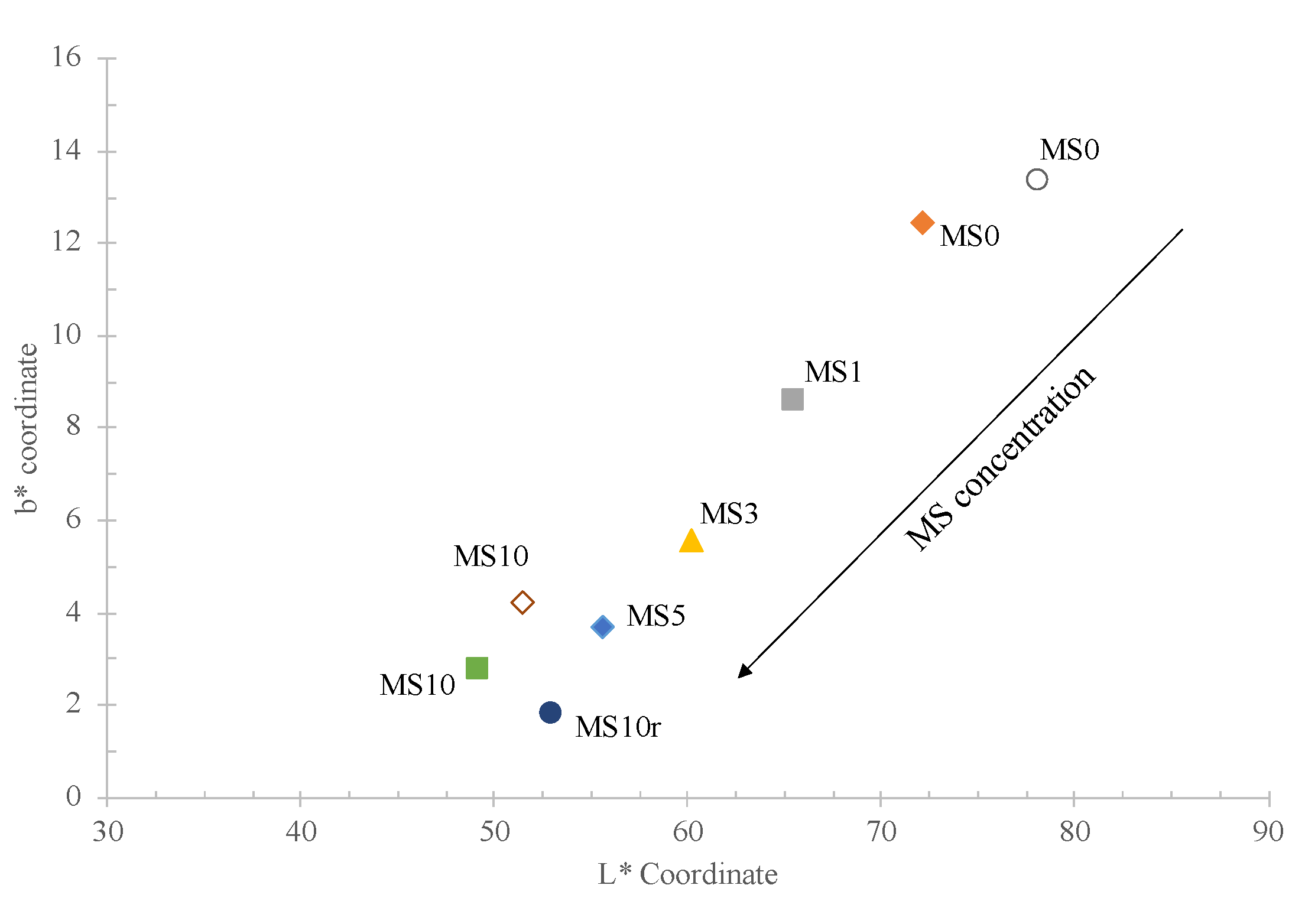
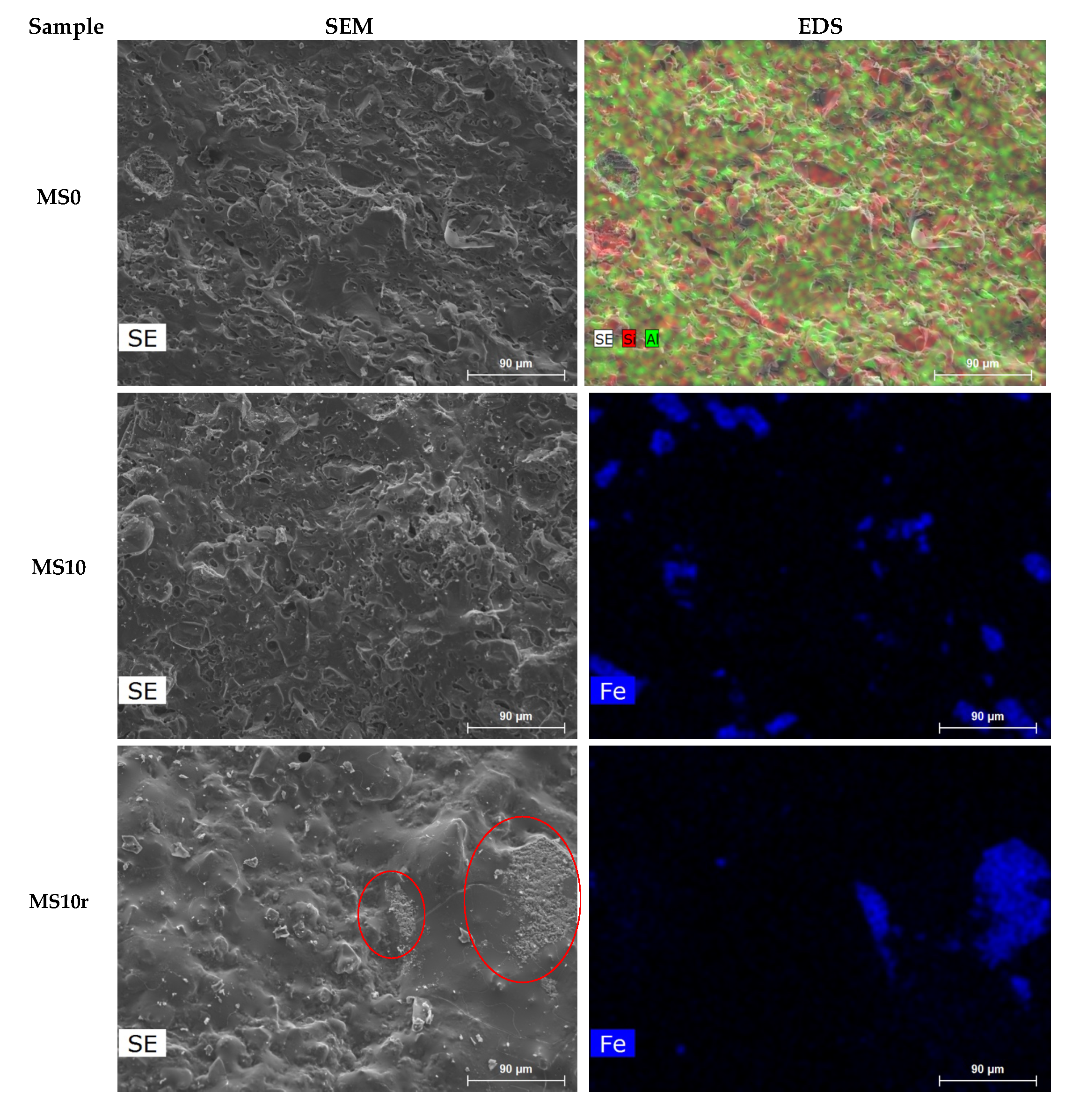
3.2. Specimens Characterization
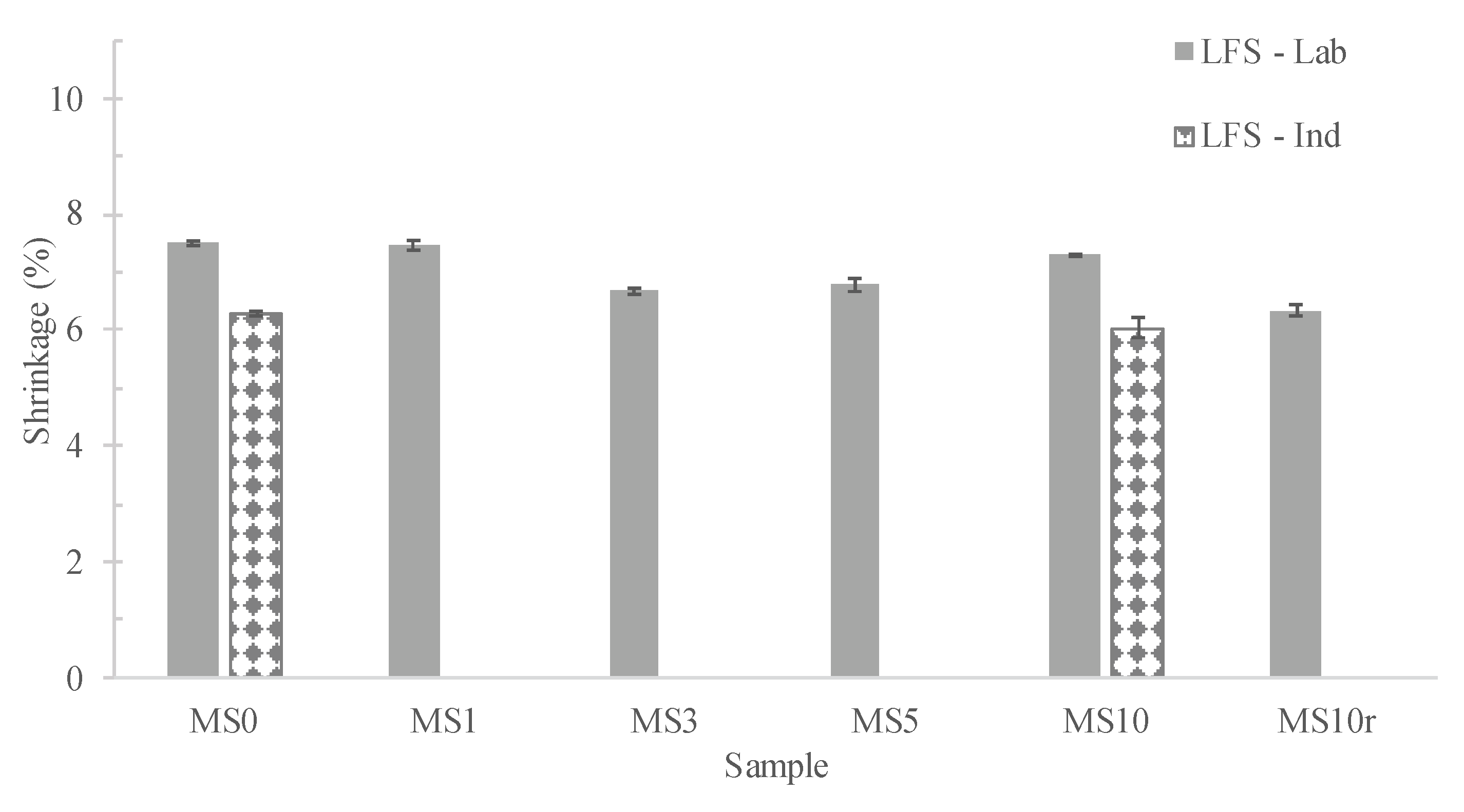
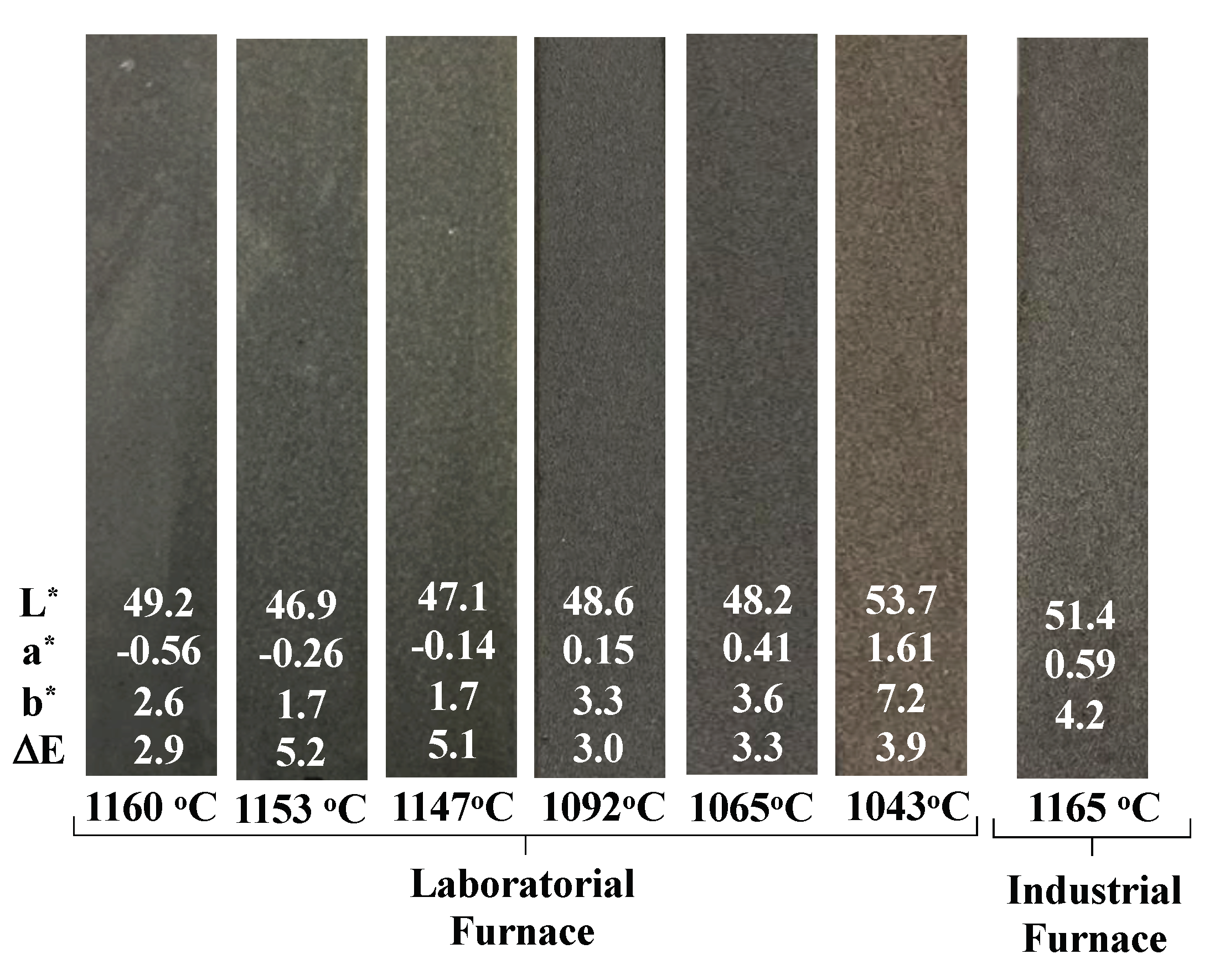
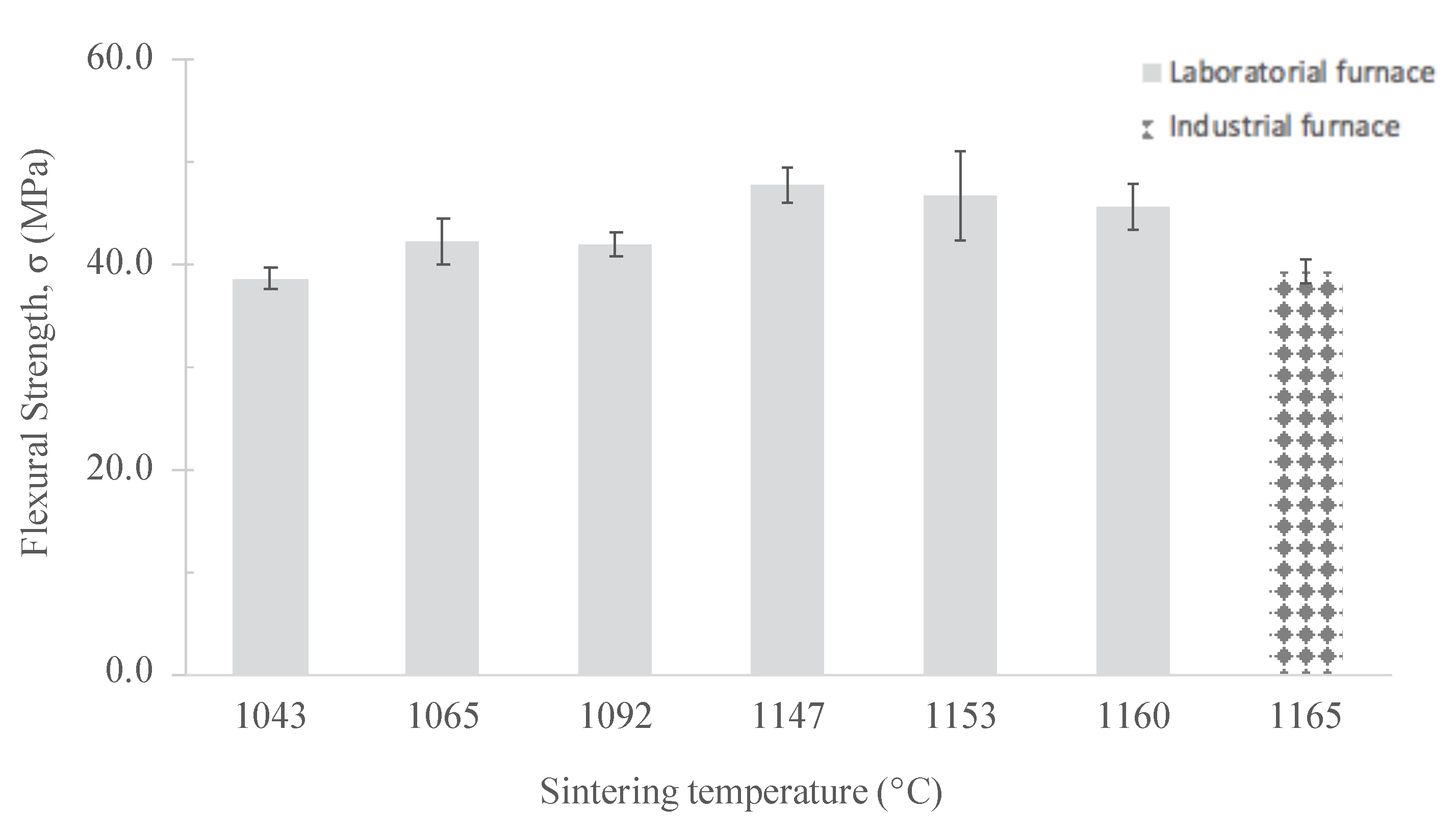
3.3. Evaluation of the Sintering Temperature Reduction
3.4. Leaching Behaviour
4. Conclusions
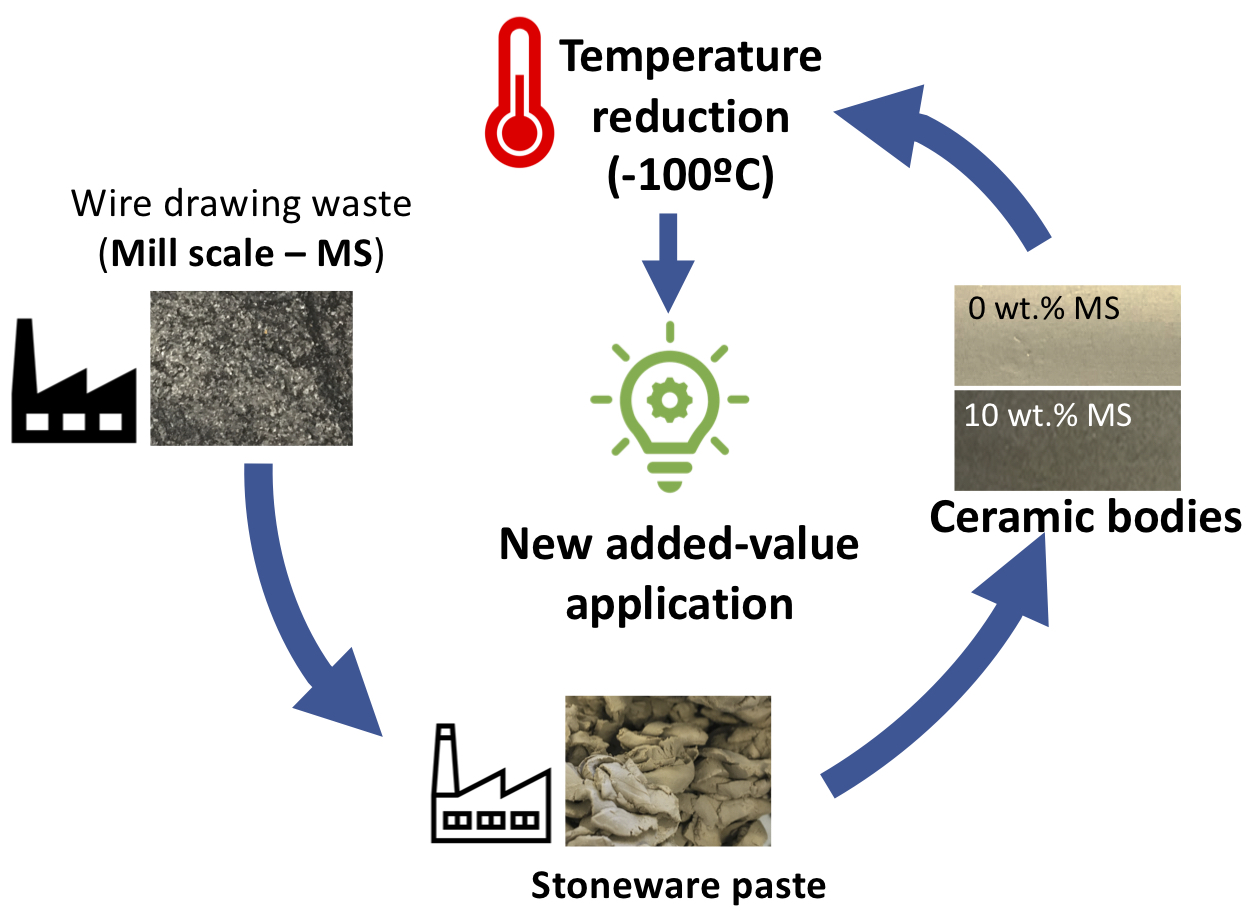
- Waste incorporation levels up to 10 wt.% are viable and the pastes produced with this amount assures the best combination of technical requirements, namely maximal flexural strength (45.6 MPa) and almost null water absorption (0.07%).
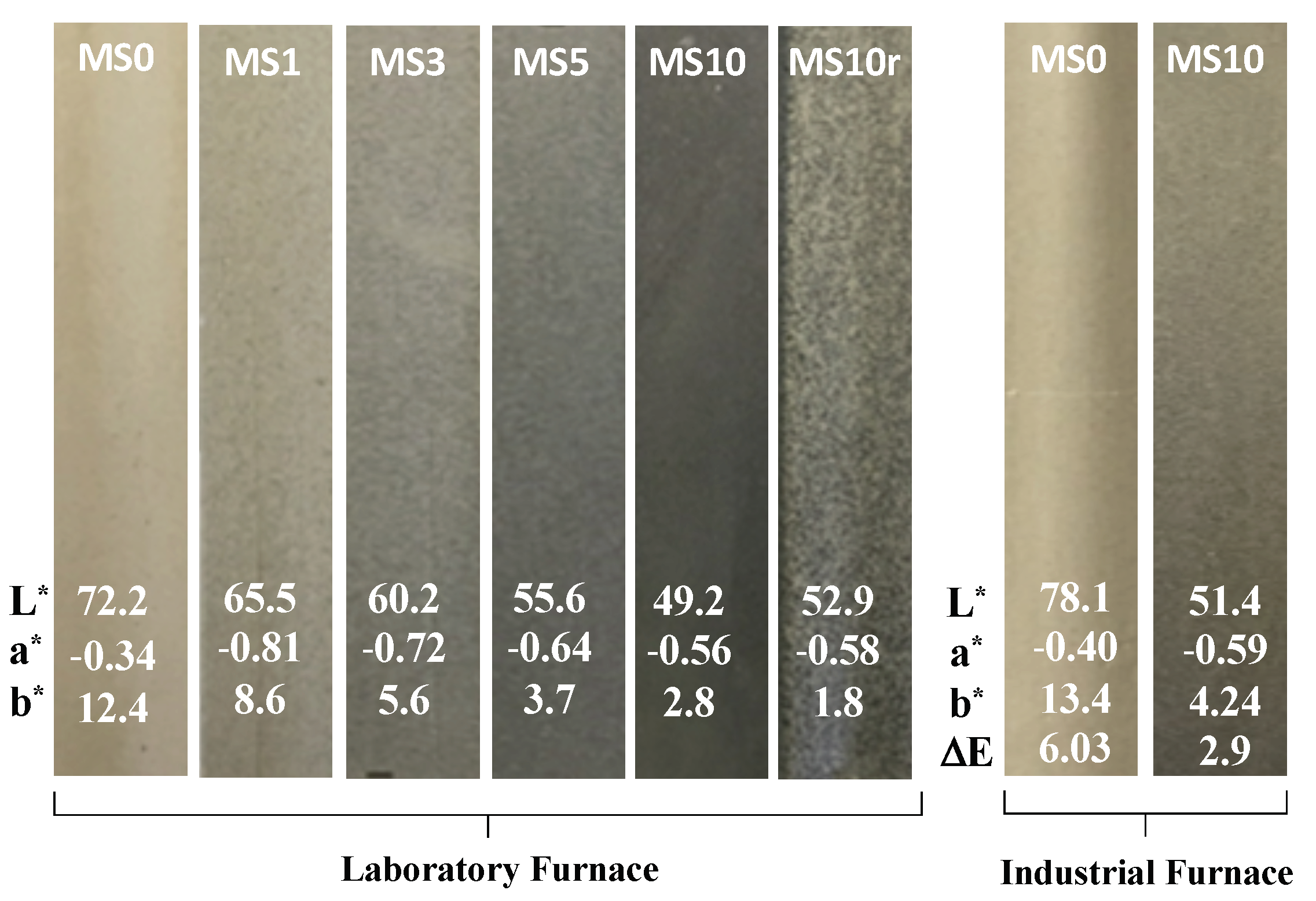
- A dark grey hue can be achieved and this waste can be used to mask potential inhomogeneities on the pieces, substituting expensive commercial pigments.
- Energy savings can be attained with relevant economic and environmental benefits since the fluxing action of the waste anticipates maturation reactions upon firing, being possible to reduce the firing temperature by about 100 C.
- The developed materials are safe to use since the leached amounts of potentially hazardous species (Fe, Pb and Cd), tested according to the EU Ceramic Directive 84/500/EEC on industrially produced cups, are well below the admissible limits.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- OECD. Environment at a Glance: Climate Change. 2019. Available online: http://www.oecd.org/environment-at-a-glance (accessed on 22 April 2020).
- Suleman, Y. Solid Waste Disposal and Community Health Implications in Ghana: Evidence from Sawaba, Asokore Mampong Municipal Assembly. J. Civ. Environ. Eng. 2016, 5. [Google Scholar] [CrossRef]
- Eurostat. 2018. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Waste_statistics#Total_waste_generation (accessed on 22 May 2020).
- UN, United Nations 2020. Available online: https://unric.org/pt/objetivo-12-producao-e-consumo-sustentaveis/ (accessed on 22 May 2020).
- Graedel, T.; Allwood, J.; Birat, J.P.; Buchert, M.; Hageluken, C.; Reck, B.K.; Sibley, S.F.; Sonnemann, G. Recycling Rates of Metals—A Status Report; UNEP: Paris, France, 2011. [Google Scholar]
- FBI, Fortune Business Insights 2019. Available online: https://www.fortunebusinessinsights.com/steel-wire-market-102581 (accessed on 15 October 2020).
- Gade, N.; Verma, G.; Sen, R.; Pandel, U. Effect of Calcium Carbonate on the Reduction Behaviour of Mill Scale. Procedia Earth Planet. Sci. 2015, 11, 319–324. [Google Scholar] [CrossRef]
- OECD. Steel Market Developments: Q2 2020. 2020. Available online: https://www.oecd.org/officialdocuments/publicdisplaydocumentpdf/?cote=DSTI/SC(2020)1/FINAL&docLanguage=En (accessed on 20 September 2020).
- Bagatini, M.C.; Fernandes, T.; Silva, R.; Galvão, D.F.; Flores, I.V. Mill scale and flue dust briquettes as alternative burden to low height blast furnaces. J. Clean. Prod. 2020, 276. [Google Scholar] [CrossRef]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and recycling of by-products in the steel sector: Recent achievements paving the way to circular economy and industrial symbiosis in europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef]
- Quddus, M.; Rahman, M.; Khanam, J.; Biswas, B.; Sharmin, N.; Ahmed, S.; Neger, A. Synthesis and Characterization of Pigment Grade Red Iron Oxide from Mill Scale. Int. Res. J. Pure Appl. Chem. 2018, 16, 1–9. [Google Scholar] [CrossRef]
- Ueda, S.; Yanagiya, K.; Watanabe, K.; Murakami, T.; Inoue, R.; Ariyama, T. Reaction model and reduction behavior of carbon iron ore composite in blast furnace. ISIJ Int. 2009, 49, 827–836. [Google Scholar] [CrossRef]
- Galvão, J.L.B.; Andrade, H.D.; Brigolini, G.J.; Peixoto, R.A.F.; Mendes, J.C. Reuse of iron ore tailings from tailings dams as pigment for sustainable paints. J. Clean. Prod. 2018, 200, 412–422. [Google Scholar] [CrossRef]
- Low, K.O. Iron Oxide Pigments from Mill Scale. U.S. Patent 7,347,893, 25 March 2008. [Google Scholar]
- De Gisi, S.; Romaniello, L.; Dalessandro, M.; Todaro, F.; Notarnicola, M. Recovery of iron rich residues from integrated steel making process by hydrated lime/molasses pressurised cold agglomeration. J. Clean. Prod. 2019, 233, 830–840. [Google Scholar] [CrossRef]
- Shishegaran, A.; Daneshpajoh, F.; Taghavizade, H.; Mirvalad, S. Developing conductive concrete containing wire rope and steel powder wastes for route deicing. Constr. Build. Mater. 2020, 232, 117184. [Google Scholar] [CrossRef]
- Velumani, P.; Manikandan, P. Steel mill scale waste and granite powder waste in concrete production—An experimental study. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Ozturk, M.; Depci, T.; Bahceci, E.; Karaaslan, M.; Akgol, O.; Sevim, U.K. Production of new electromagnetic wave shielder mortar using waste mill scales. Constr. Build. Mater. 2020, 242, 118028. [Google Scholar] [CrossRef]
- Khaerudini, D.S.; Prakoso, G.B.; Insiyanda, D.R.; Widodo, H.; Destyorini, F.; Indayaningsih, N. Effect of graphite addition into mill scale waste as a potential bipolar plates material of proton exchange membrane fuel cells. J. Phys. Conf. Ser. 2018. [Google Scholar] [CrossRef]
- Bugdayci, M.; Deniz, G.; Ziyreker, C.; Turan, A.; Oncel, L. Thermodynamic modeling and production of FeCo alloy from mill scale through metallothermic reduction. Eng. Sci. Technol. Int. J. 2020, 23, 1259–1265. [Google Scholar] [CrossRef]
- Ovčačíková, H.; Vlček, J.; Matějka, V.; Juřica, J.; Maierová, P.; Mlčoch, P. The effect of temperature and milling process on steel scale utilized as a pigment for ceramic glaze. Materials 2020, 13, 1814. [Google Scholar] [CrossRef] [PubMed]
- Legodi, M.A.; de Waal, D. The preparation of magnetite, goethite, hematite and maghemite of pigment quality from mill scale iron waste. Dye. Pigment. 2007, 74, 161–168. [Google Scholar] [CrossRef]
- Bezzina, B.; Abedghars, M.; Bendjama, H.; Bouhouche, S. Valuation of mill scale as iron pigments for painting anticorrosive. Nat. Technol. 2017, 17, 1–6. [Google Scholar]
- Ferraz, E.J.M.d.O. Caulinos de Alvarães: Propriedades e Aplicações Cerâmicas. Ph.D. Thesis, Universidade de Aveiro, Aveiro, Portugal, 2004. [Google Scholar]
- Vilarinho, I.; Carneiro, J.; Pinto, C.; Labrincha, J.; Seabra, M. Development of Coloured Stoneware Bodies through the Incorporation of Industrial Cr/Ni Electroplating Sludge. Sustainability 2021, 13, 1999. [Google Scholar] [CrossRef]
- EN:1217, B: BSI Standards Publication Materials and Articles in Contact with Foodstuffs: Test Methods for Water Absorption of Ceramic Articles; BSI Standards Publication: London, UK, 1998; p. 10.
- CIE. CIE. CIE Recommendations on Uniform Color Spaces, Color-Difference Equations, and Metric Color Terms. Color Res. Appl. 1977, 2, 5–6. [Google Scholar] [CrossRef]
- Mokrzycki, W.S.; Tatol, M. Colour difference Delta-E. A survey. Mach. Graph. Vis. 2011, 20, 383–411. [Google Scholar]
- Council of the European Union. Council Directive of 15 October 1984 on the Approximation of the Laws of the Member States Relating to Ceramic Articles Intended to Come into Contact with Foodstuffs; Council of the European Union: Brussels, Belgium, 1984. [Google Scholar]
- European Parliament and Council. Council Directive 98/83/EC of 3 November 1998 on the Quality of Water Intended for Human Consumption; European Parliament and Council: Brussels, Belgium, 2010. [Google Scholar] [CrossRef]
- Colpas-Ruiz, M.A.; Gnecco-Molina, C.; Jiménez-Rodríguez, G.A.; Pérez-Mendoza, J.A.; Higuera-Cobos, Ó.F. Synthesis of an Anticorrosive Pigment by Thermal Treatment of Iron Oxides from Steel Industry Wastes. Rev. Fac. Ing. 2019, 28, 43–58. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | MS0 | MS1 | MS3 | MS5 | MS10 | MS10r |
|---|---|---|---|---|---|---|
| (wt.%) | ||||||
| Stoneware Paste | 100 | 99 | 97 | 95 | 90 | 90 |
| MS (pre-treated) | - | 1 | 3 | 5 | 10 | - |
| MS (as received) | - | - | - | - | - | 10 |
| Component | Cu | MnO | CaO | MgO | Cr | LOI | |||
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 97.53 | 1.12 | 0.46 | 0.4 | 0.1 | 0.07 | 0.07 | 0.07 | 0.01 |
| Sample | MS0 | MS1 | MS3 | MS5 | MS10 | MS10r | ||
|---|---|---|---|---|---|---|---|---|
| Furnace | Lab | Ind | Lab | Lab | Ind | Lab | ||
| WL (%) | 6.01 ± 0.06 | 5.9 ± 0.1 | 6.09 ± 0.02 | 5.77 ± 0.05 | 5.56 ± 0.08 | 4.80 ± 0.09 | 4.60 ± 0.03 | 4.7 ± 0.1 |
| WA (%) | 0.2 ± 0.02 | 0.47 ± 0.02 | 0.18 ± 0.02 | 0.16 ± 0.02 | 0.06 ± 0.02 | 0.07 ± 0.02 | 0.04 ± 0.02 | 0.07 ± 0.02 |
| D (g/cm) | 2.24 ± 0.01 | 2.14 ± 0.01 | 2.26 ± 0.01 | 2.32 ± 0.01 | 2.38 ± 0.01 | 2.39 ± 0.01 | 2.26 ± 0.01 | 2.27 ± 0.01 |
| Furnace | Laboratory | Industrial | |||||
|---|---|---|---|---|---|---|---|
| Sintering temperature (C) | 1043 | 1065 | 1092 | 1147 | 1153 | 1160 | 1165 |
| WA (%) | 2.2 ± 0.2 | 0.45 ± 0.05 | 0.33 ± 0.03 | 0.09 ± 0.02 | 0.04 ± 0.02 | 0.07 ± 0.05 | 0.04 ± 0.02 |
| D (g/cm) | 2.24 ± 0.01 | 2.32 ± 0.01 | 2.32 ± 0.01 | 2.40 ± 0.01 | 2.25 ± 0.01 | 2.39 ± 0.01 | 2.27 ± 0.01 |
| Samples | Concentration (g/L) | ||
|---|---|---|---|
| Fe | Cd | Pb | |
| ≤200 (a) | ≤20 (b) | ≤200 (b) | |
| MS0 | <50 | <0.5 | 2.7 |
| MS1 | <50 | <0.5 | 7.4 |
| MS3 | <50 | <0.5 | 2.5 |
| MS5 | <50 | <0.5 | 4.7 |
| MS10 | <50 | <0.5 | 3.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vilarinho, I.S.; Lopes, A.L.; Carneiro, J.; Pinto, C.; Labrincha, J.A.; Seabra, M.P. A New Added-Value Application for Steel Wire Drawing Mill Scale Waste in Stoneware Ceramic Products. Metals 2021, 11, 661. https://doi.org/10.3390/met11040661
Vilarinho IS, Lopes AL, Carneiro J, Pinto C, Labrincha JA, Seabra MP. A New Added-Value Application for Steel Wire Drawing Mill Scale Waste in Stoneware Ceramic Products. Metals. 2021; 11(4):661. https://doi.org/10.3390/met11040661
Chicago/Turabian StyleVilarinho, Inês Silveirinha, Ana Luisa Lopes, Jorge Carneiro, Carlos Pinto, João António Labrincha, and Maria Paula Seabra. 2021. "A New Added-Value Application for Steel Wire Drawing Mill Scale Waste in Stoneware Ceramic Products" Metals 11, no. 4: 661. https://doi.org/10.3390/met11040661
APA StyleVilarinho, I. S., Lopes, A. L., Carneiro, J., Pinto, C., Labrincha, J. A., & Seabra, M. P. (2021). A New Added-Value Application for Steel Wire Drawing Mill Scale Waste in Stoneware Ceramic Products. Metals, 11(4), 661. https://doi.org/10.3390/met11040661