
Human-Centered Robotic Development in the Steel Shop: Improving Health, Safety and Digital Skills at the Workplace

 ,
,  ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
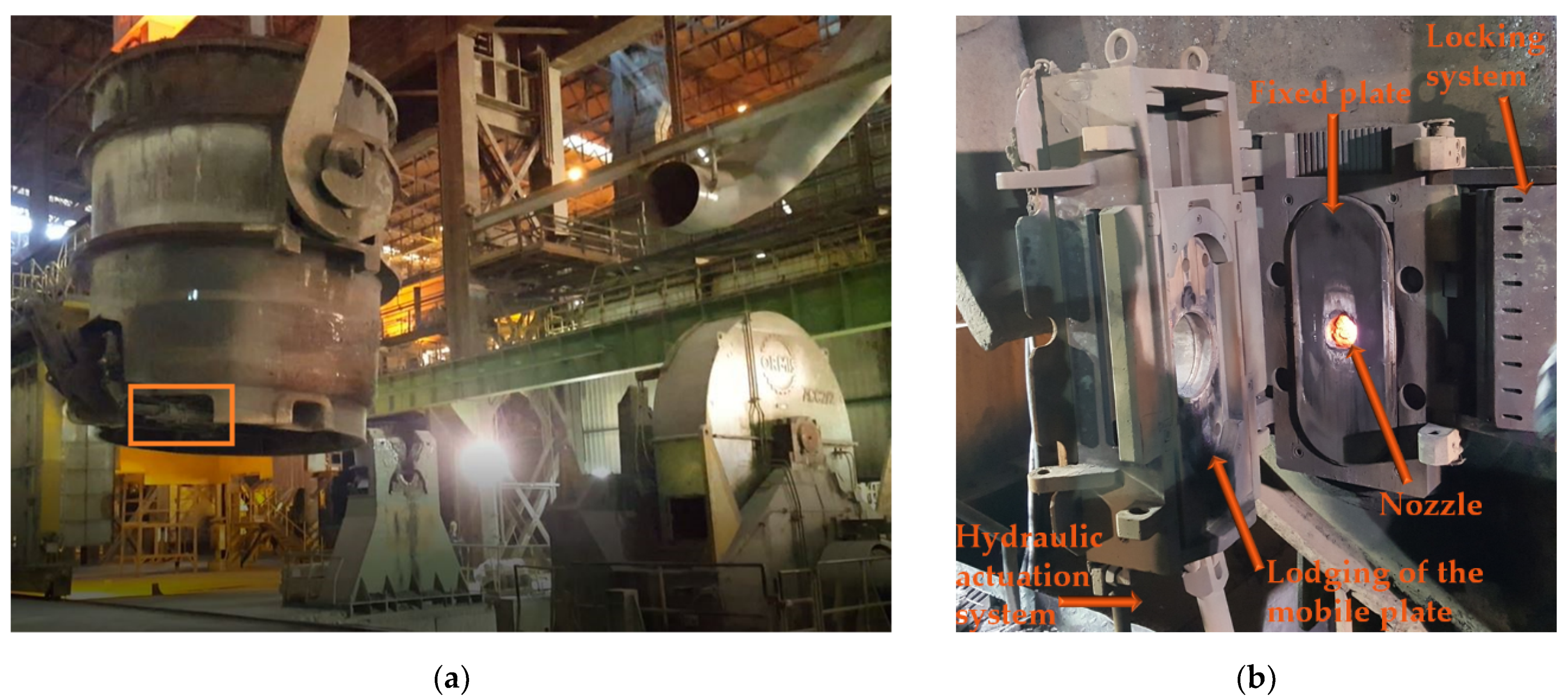
2.1. The Maintenance of the Ladle Sliding Gate
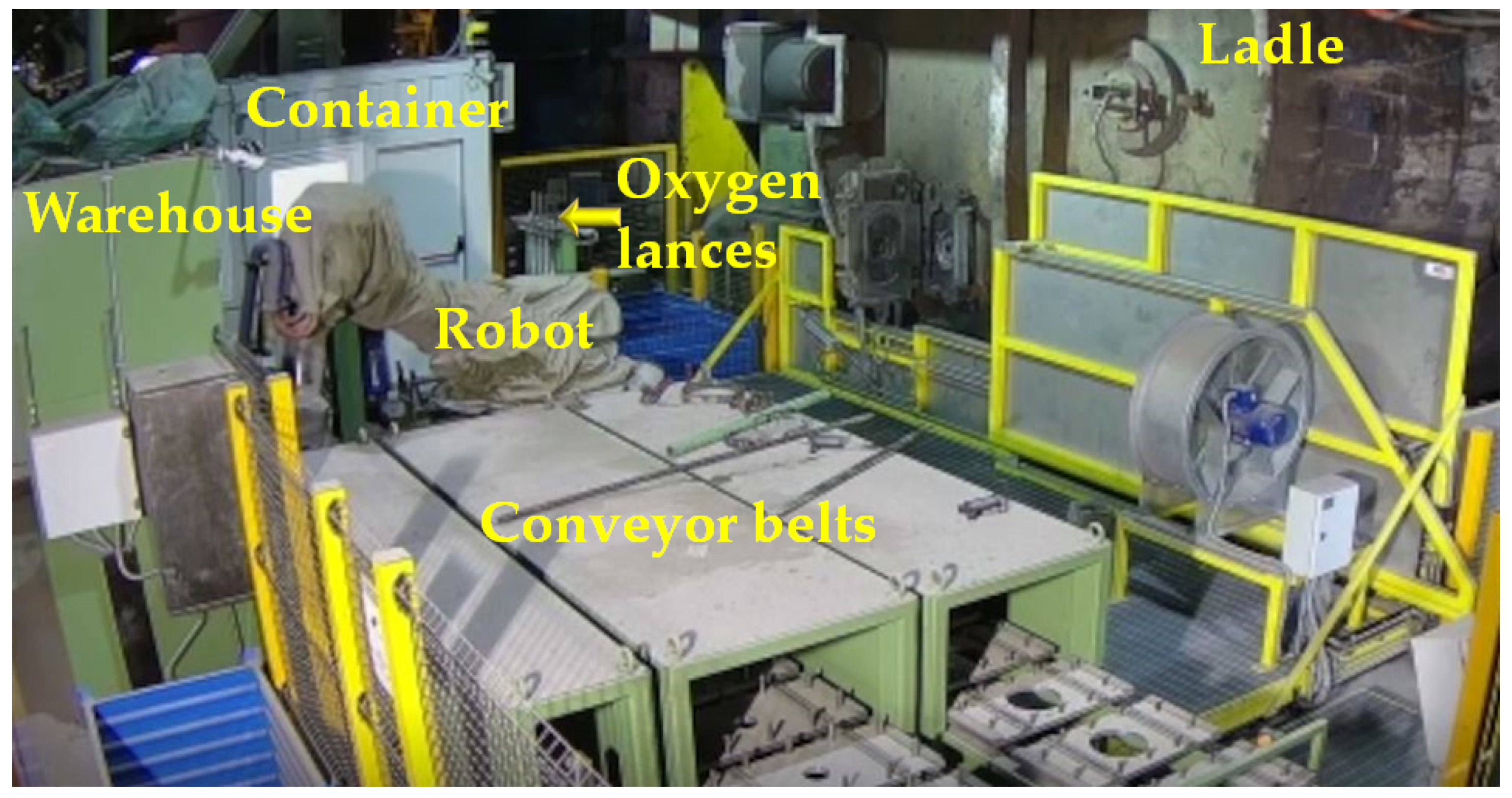
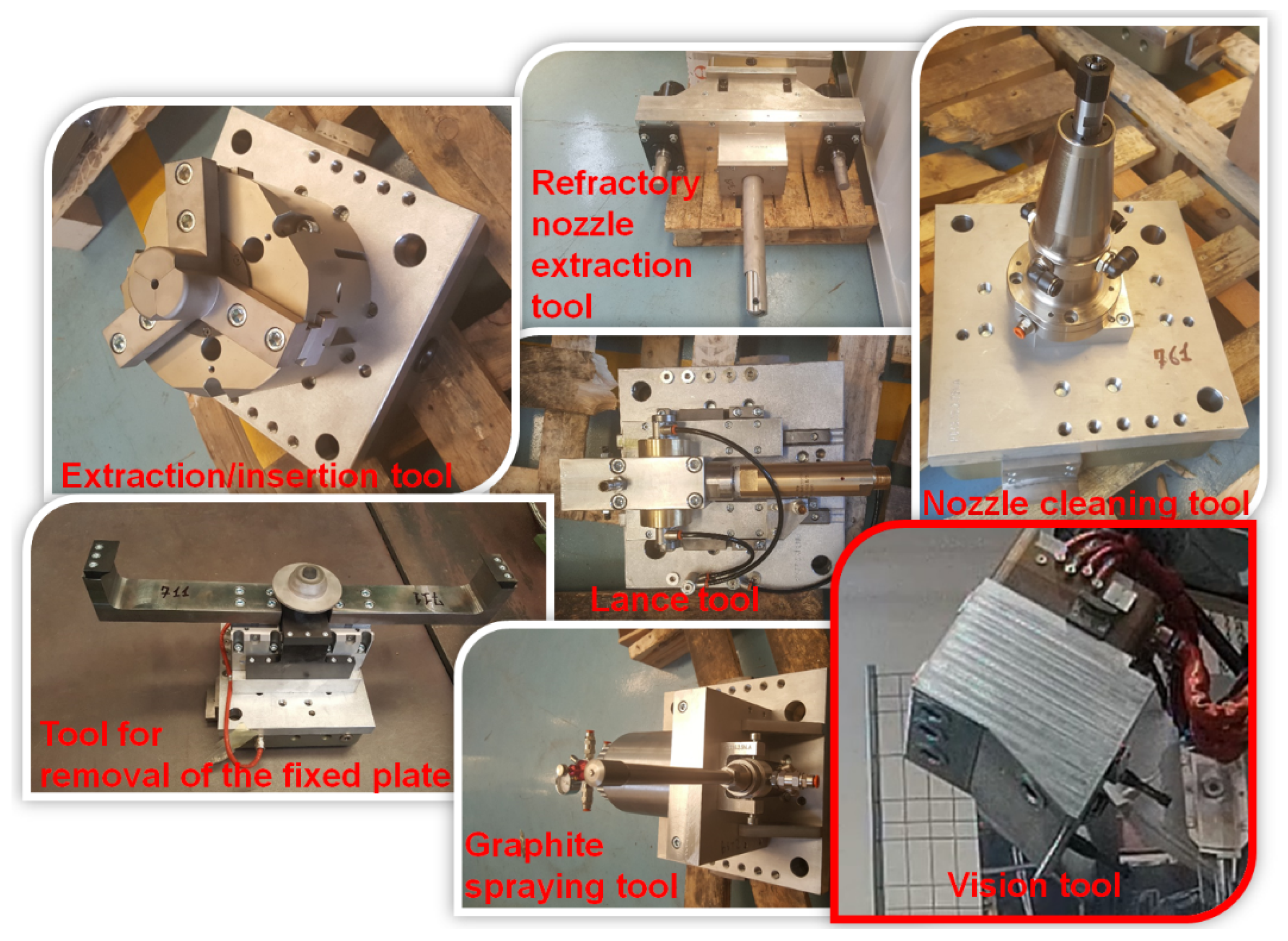
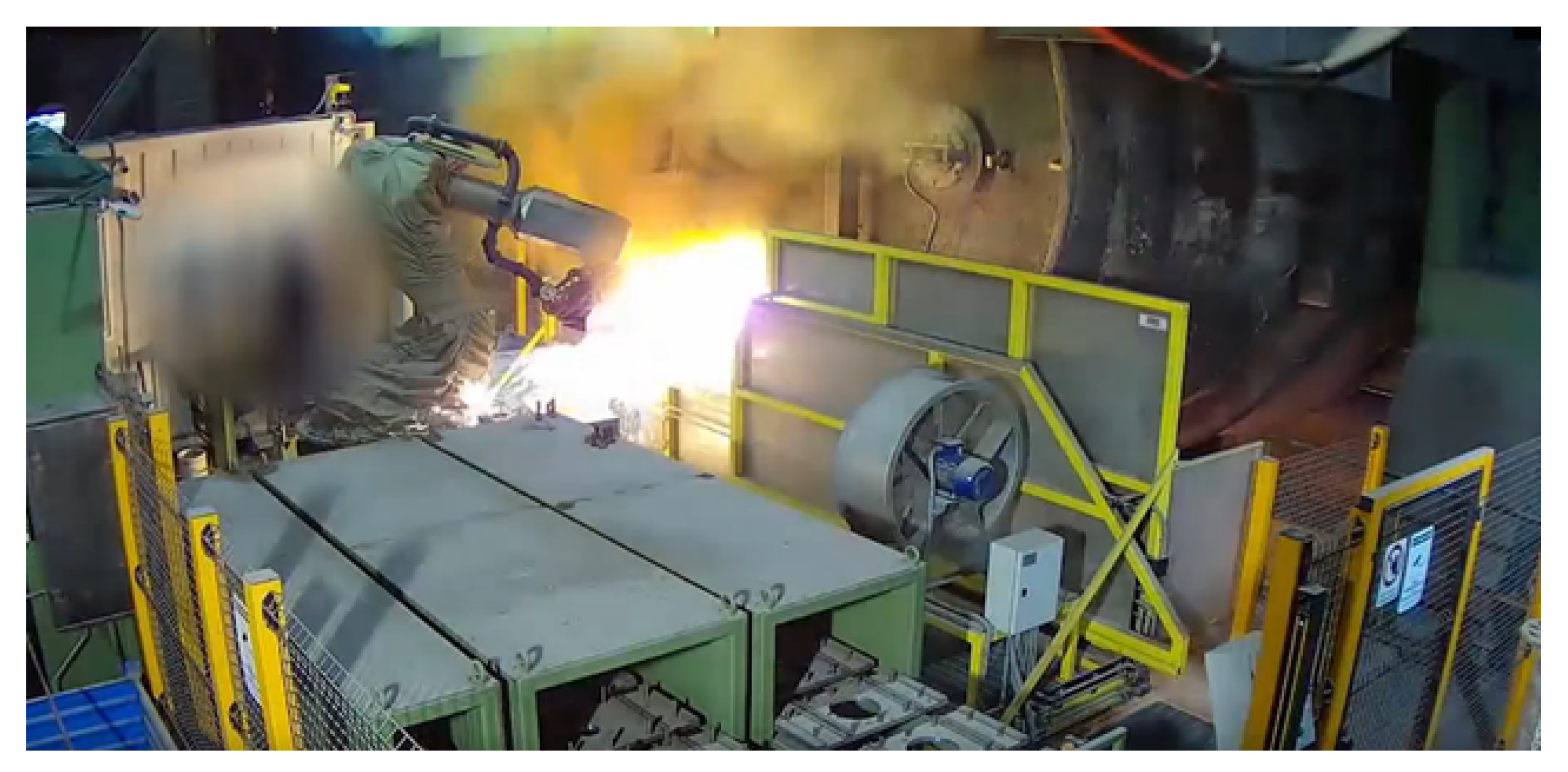
2.2. The Robotic Workstation
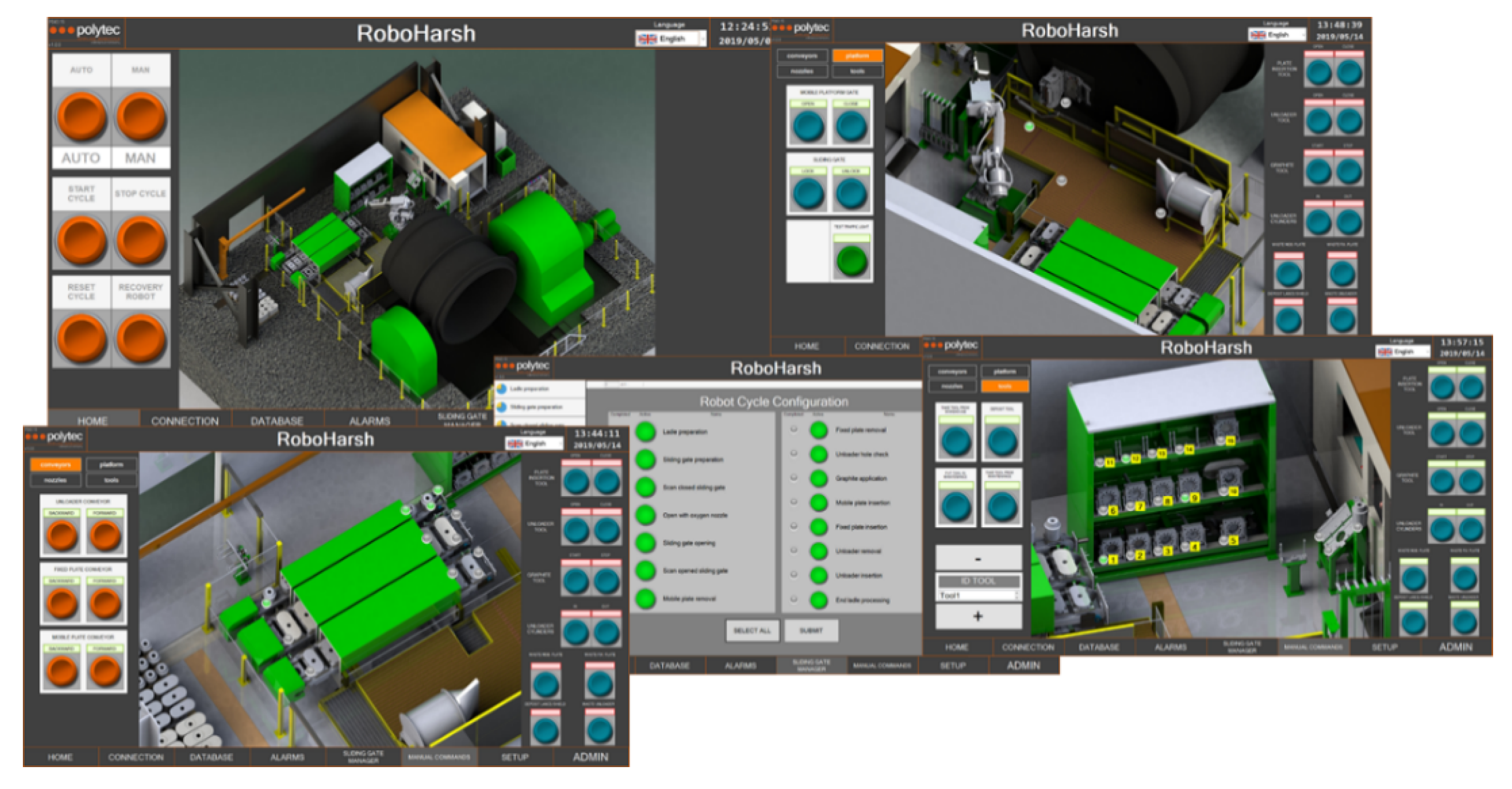
2.3. Human–Machine Interface
2.4. Methodology for Functional Assessment of the Robotic Workstation
- Average difference between the time required to complete the manual maintenance operation and the robot-assisted maintenance operation;
- Percentage reduction of the time of exposure of workers to high temperatures.
2.5. Methodology for Assessment of Impact on Workers of the Robotic Workstation
3. Results
3.1. Assessment of the Functionality of the Robotic Workstation
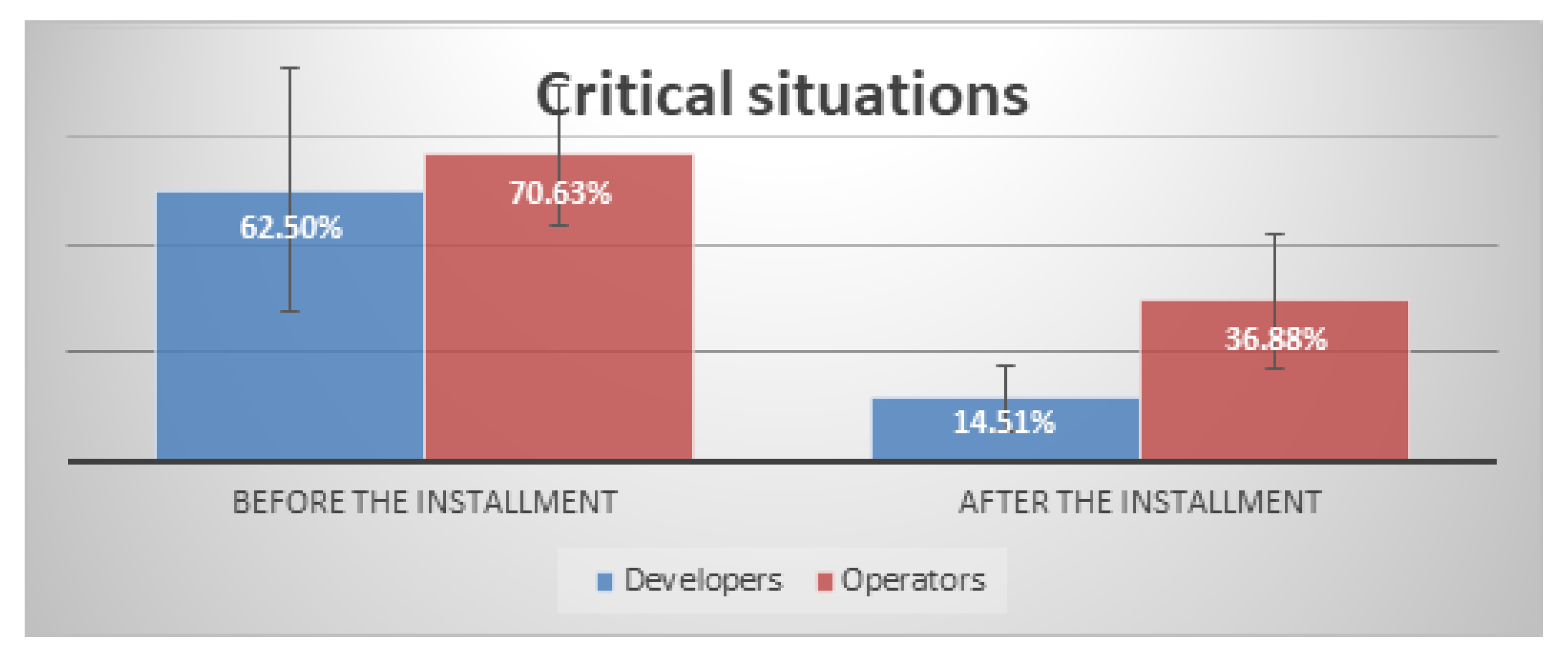
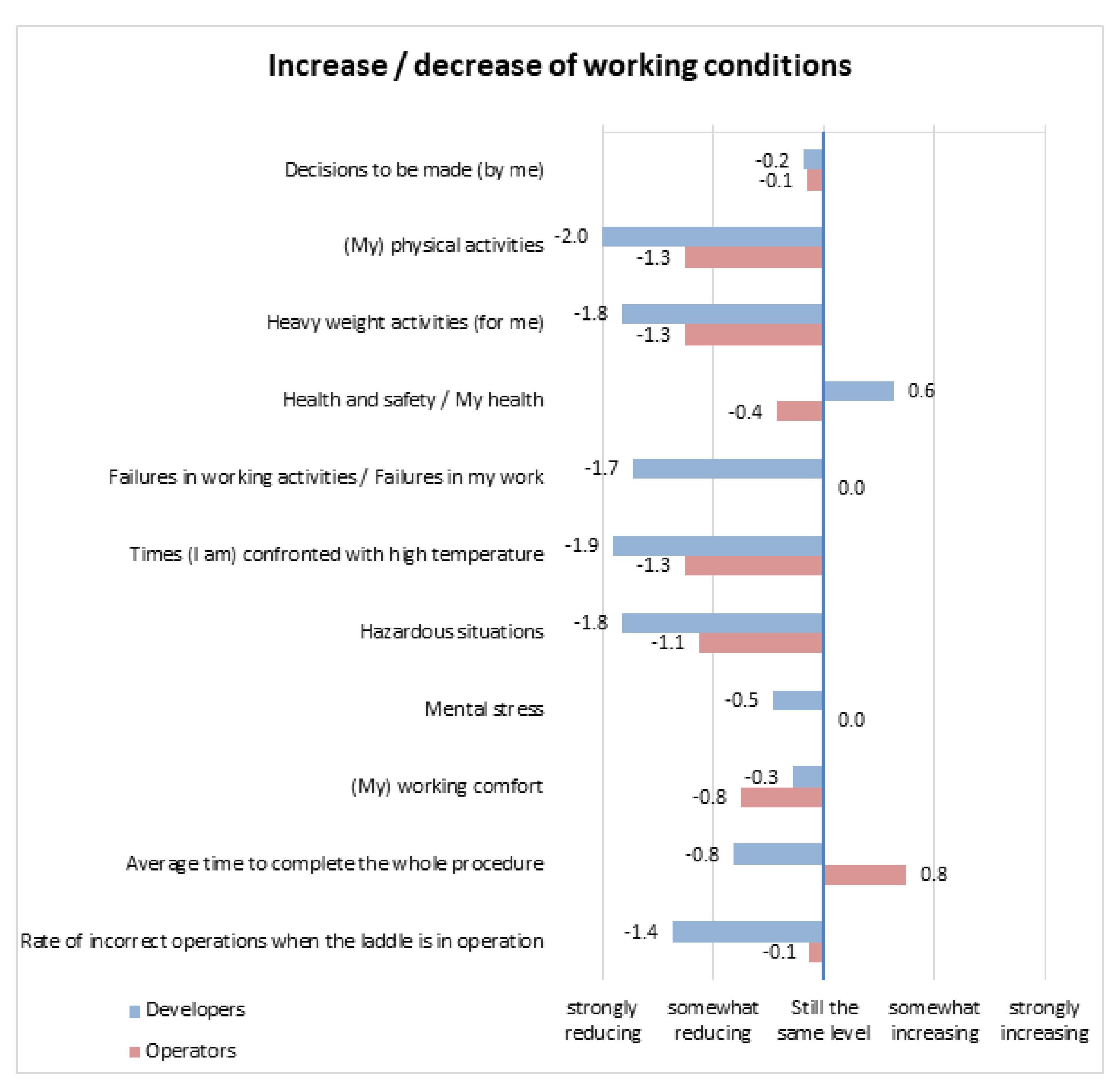
3.2. Assessment of Social Impact
4. Discussion
- The most hazardous operations (e.g., the tap hole opening through the oxygen lance) are performed by the robot;
- One hundred percent of the operations implying raising of heavy weights are conducted by the robot or by the hoist equipping the workstation;
- A drastic decrease of operators’ exposure to high temperatures with respect to the manual procedure is observed.
- Complementarity of human and robot is given in a new task division;
- Adaption of specific skills, experiences of the operators were taken up in the co-creation process;
- The holistic perspective covered the completeness of tasks, hazardous and load-reducing effects took place;
- The robotic station is a small self-organizing socio-technical system, allowing scope of decision in self-managed teams, at the workplace;
- Participation and involvement of users took place;
- New operational tasks with new multiple (digital) skills were created, promoting multiple skills for supervising the maintenance process.
5. Conclusions
- It derives from a co-design process, where end-users were involved since the initial stages and significantly contributed to the analysis and conceptualization of the new system, through a human-centered approach in a common technological and social innovation process.
- It includes a series of tools for developing different tasks, among which a vision tool exploiting artificial vision for inspection operations and a user-friendly HMI;
- It significantly improves workers’ health and safety conditions in terms of elimination of cumbersome operations and reduced exposure to sparks and high temperatures;
- It is designed in a way that keeps technicians deeply involved in the maintenance procedures although relieving most physical efforts, as they must supervise the robot operations, develop some manual steps and eventually complete some operations, in case the robot does not successfully carry them out;
- It promotes upskilling of the technical personnel, especially concerning digital skills, by shifting their role from “manual operators” to “supervisors.” To this aim, a specific training course was designed together with the system and exploiting the experience of the personnel which was involved in the test phase;
- As a consequence of what above, the system performance were assessed through both quantitative functional indicators and interviews to operators.
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Colla, V.; Pietrosanti, C.; Malfa, E.; Peters, K. Environment4.0: How digitalization and machine learning can improve the environmental footprint of the steel production processes. Materiaux et Téchniques 2021, in press. [Google Scholar]
- Miśkiewicz, R.; Wolniak, R. Practical Application of the Industry 4.0 Concept in a Steel Company. Sustainability 2020, 12, 5776. [Google Scholar] [CrossRef]
- Branca, T.A.; Fornai, B.; Colla, V.; Murri, M.M.; Streppa, E.; Schröder, A.J. The challenge of digitalization in the steel sector. Metals 2020, 10, 288. [Google Scholar] [CrossRef]
- Akyazi, T.; Oyarbide, A.; Goti, A.; Gaviria, J.; Bayon, F. Creating a roadmap for professional skills in industry 4.0. Hydrocarb. Process. 2020, 99, 11. [Google Scholar]
- González-Ciordia, B.; Fernández, B.; Artola, G.; Muro, M.; Sanz, Á.; López de Lacalle, L.N. Failure-Analysis Based Redesign of Furnace Conveyor System Components: A Case Study. Metals 2019, 9, 816. [Google Scholar] [CrossRef]
- Salcedo-Hernández, J.; Rivas-Perez, R.; Sotomayor-Moriano, J. Design of a Robust H2 State Feedback Temperature Controller for a Steel Slab Reheating Furnace. Appl. Sci. 2020, 10, 1731. [Google Scholar] [CrossRef]
- Saparrat, M.; Monti, F.; Ibarra, J. AI Application to melting temperature prediction in an electric arc furnace. In Proceedings of the AISTech2020 Iron and Steel Technology Conference; Association for Iron and Steel Technology, Cleveland, OH, USA, 31 August–3 September 2020; Volume 1, pp. 526–532. [Google Scholar] [CrossRef]
- Ganesh, H.S.; Edgar, T.F.; Baldea, M. Model Predictive Control of the Exit Part Temperature for an Austenitization Furnace. Processes 2016, 4, 53. [Google Scholar] [CrossRef]
- Deshpande, N.; Ortiz, J.; Sarakoglou, I.; Semini, C.; Tsagarakis, N.; Brygo, A.; Fernandez, J.; Frigerio, M.; Saccares, L.; Toxiri, S.; et al. Next-generation collaborative robotic systems for industrial safety and health. WIT Trans. Built Environ. 2018, 174, 187–200. [Google Scholar] [CrossRef]
- Demetika, P.; Ferrari, R.; Galasso, L.M.; Romano, F. Robotic system for a “zero-operator” continuous casting floor. In Proceedings of the AISTech 2014 The Iron and Steel Technology Conference, Indianapolis, IN, USA, 5–8 May 2014; Volume 3, pp. 3481–3486. [Google Scholar]
- Hansert, P.; Stech, R.; Quant, M. Performance experience of the MultiROB at BSW—How safety, productivity and accuracy go hand in hand. Iron Steel Technol. 2016, 13, 70–76. [Google Scholar]
- Meisel, J.; Pfeil, S.; Prinz, G.; Hugel, M.; Priesner, A.; Scheidegger, R. Experience and evolution after 10 years of robotics in continuous casting technology. In Proceedings of the 8th European Continuous Casting Conference ECCC, Graz, Austria, 23–26 June 2014. [Google Scholar]
- Lee, S.-H.; Yoon, D.-H.; Choi, S.; Newkirk, J. StrapMaster: A robotic band-strapping system. In Proceedings of the IEEE International Conference on Automation Science and Engineering CASE 2012, Seoul, Korea, 20–24 August 2012; pp. 561–563. [Google Scholar] [CrossRef]
- Gerstorfer, G.; Keplinger, T.; Priesner, A.; Sedivy, C.; Traxinger, H.; Voraberger, B.; Watzinger, S. Robotics applications continuously enancing safety in melt shops. In Proceedings of the 8th European Oxygen Steelmaking Conference EOSC 2018, Taranto, Italy, 10–12 October 2018. [Google Scholar]
- Egger, M.W.; Priesner, A.; Lehner, J.; Nogratnig, H.; Lechner, H.; Wimmer, G. Successful revamping of sublance manipulators for the LD converters at Voestal-pine Stahl Gmbh. In Proceedings of the AISTech 2014 The Iron and Steel Technology Conference, Indianapolis, IN, USA, 5–8 May 2014; Volume 3, pp. 973–980. [Google Scholar]
- Soltani, E. An investigation on continuous steel slabs casting line and mechanical design of a 3R robot for sampling from melting arc furnaces. Adv. Mater. Res. 2010, 83–86, 31–35. [Google Scholar] [CrossRef]
- Schwarzbach, L. At the Lech Steelworks, a robot takes samples from ready-to-pour liquid steel: Well measured. Stahl Eisen 2014, 134, 50–51. [Google Scholar] [CrossRef]
- Sedano, E.; Baños, R.; Zanelli, U. Safe slag and liquid steel handling. In Proceedings of the AISTech2020 Iron and Steel Technology Conference; Association for Iron and Steel Technology, Cleveland, OH, USA, 31 August–3 September 2020; Volume 1, pp. 593–601. [Google Scholar] [CrossRef]
- Visentini, I.; Demetlika, P.; Martin, M.; Ardesi, A. Q-robot ROLL: Vision-based automatic deburring robot for cold billets. Iron Steel Technol. 2016, 13, 142–147. [Google Scholar]
- Fernández, B.; González, B.; Artola, G.; López de Lacalle, N.; Angulo, C. A Quick Cycle Time Sensitivity Analysis of Boron Steel Hot Stamping. Metals 2019, 9, 235. [Google Scholar] [CrossRef]
- Wang, X.; Xue, L.; Yan, Y.; Gu, X. Welding Robot Collision-Free Path Optimization. Appl. Sci. 2017, 7, 89. [Google Scholar] [CrossRef]
- Laudante, E.; Greco, A.; Caterino, M.; Fera, M. Human–Robot Interaction for Improving Fuselage Assembly Tasks: A Case Study. Appl. Sci. 2020, 10, 5757. [Google Scholar] [CrossRef]
- Yang, H.; Baradat, C.; Krut, S.; Pierrot, F. An agile manufacturing system for large workspace applications. Int. J. Adv. Manuf. Tech. 2016, 85, 25–35. [Google Scholar] [CrossRef]
- Pauliková, A.; Gyurák Babeľová, Z.; Ubárová, M. Analysis of the Impact of Human–Cobot Collaborative Manufacturing Implementation on the Occupational Health and Safety and the Quality Requirements. Int. J. Environ. Res. Public Health 2021, 18, 1927. [Google Scholar] [CrossRef]
- Coradeschi, S.; Saffiotti, A. Symbiotic robotic systems: Humans, robots, and smart environments. IEEE Intell. Syst. 2006, 21, 82–84. [Google Scholar] [CrossRef]
- Colim, A.; Faria, C.; Cunha, J.; Oliveira, J.; Sousa, N.; Rocha, L.A. Physical Ergonomic Improvement and Safe Design of an Assembly Workstation through Collaborative Robotics. Safety 2021, 7, 14. [Google Scholar] [CrossRef]
- European Commission Directorate-General for Research and Innovation. Industry 5.0: Towards a Sustainable, Human-Centric and Resilient European Industry; R&I Paper Series, Policy Brief; Publications Office of the European Union: Luxembourg, 2021; pp. 1–48. Available online: https://op.europa.eu/en/publication-detail/-/publication/468a892a-5097-11eb-b59f-01aa75ed71a1/ (accessed on 15 April 2021).
- Kohlgrüber, M.; Schröder, A.; Bayón Yusta, F.; Arteaga Ayarza, A. A new innovation paradigm combining technological and social innovation. Materiaux et Téchniques 2019, 107, 107. [Google Scholar] [CrossRef]
- Kohlgrüber, M.; Schröder, A. Innovation reloaded. The social character of digitalisation in industry. In Atlas of Social Innovation: 2nd Volume: A World of New Practices; Howaldt, J., Kaletka, C., Schröder, A., Zirngiebl, M., Eds.; Oekom Verlag: München, Germany, 2019. [Google Scholar]
- Veiga Almagro, C.; Lunghi, G.; Di Castro, M.; Centelles Beltran, D.; Marín Prades, R.; Masi, A.; Sanz, P.J. Cooperative and Multimodal Capabilities Enhancement in the CERNTAURO Human–Robot Interface for Hazardous and Underwater Scenarios. Appl. Sci. 2020, 10, 6144. [Google Scholar] [CrossRef]
- Dannapfel, M.; Bruggaräf, P.; Bertam, S.; Förstmann, R.; Riegauf, A. Systematic planning approach for heavy-duty human-robot cooperation in automotive flow assembly. Int. J. Electr. Electron. Eng. Telecommun. 2018, 7, 51–57. [Google Scholar] [CrossRef]
- Gopinath, V.; Johansen, K.; Derelöv, M.; Gustafsson, Å.; Axelsson, S. Safe Collaborative Assembly on a Continuously Moving Line with Large Industrial Robots. Robot CIM Int. Manuf. 2021, 67, 102048. [Google Scholar] [CrossRef]
- Sadik, A.R.; Urban, B. Flow Shop Scheduling Problem and Solution in Cooperative Robotics—Case-Study: One Cobot in Cooperation with One Worker. Future Internet 2017, 9, 48. [Google Scholar] [CrossRef]
- Ryu, H.; Jin, M.; You, K.-S.; Choi, C. Development of refractory brick construction robot in steel works. In Proceedings of the IEEE International Conference on Automation Science and Engineering CASE 2012, Seoul, Korea, 20–24 August 2012; pp. 796–801. [Google Scholar] [CrossRef]
- Ventura, R. Two faces of human–robot interaction: Field and service robots. Mech. Mach. Sci. 2014, 20, 177–192. [Google Scholar] [CrossRef]
- Colla, V.; Matino, R.; Faes, A.; Schivalocchi, M.; Romaniello, L.; Schröder, A.; Zoppirolli, A. A robot performs the maintenance of the ladle sliding gate. Stahl Eisen 2019, 139, 44–47. [Google Scholar]
- Colla, V.; Matino, R.; Faes, A.; Romaniello, L.; Schröder, A. Robot-assisted replacement of the refractory components of the ladle sliding gate in a steel shop. In Proceedings of the 10th European Metallurgical Conference EMC 2019, Dusseldorf, Germany, 23–26 June 2019; Volume 4, pp. 1441–1454. [Google Scholar]
- Colla, V.; Schroeder, A.; Buzzelli, A.; Abbà, D.; Faes, A.; Romaniello, L. Introduction of symbiotic human-robot-cooperation in the steel sector: An example of social innovation. Materiaux et Techniques. 2017, 105, 5–6. [Google Scholar] [CrossRef]
- Dregger, J.; Niehaus, J.; Ittermann, P.; Hirsch-Kreinsen, H.; Ten Hompel, M. The digitization of manufacturing and its societal challenges: A framework for the future of industrial labor. In Proceedings of the 2016 IEEE International Symposium on Ethics in Engineering, Science and Technology, ETHICS 2016, Vancouver, BC, Canada, 13–14 May 2016. Art. No. 7560045. [Google Scholar] [CrossRef]
- Atkinson, R.D.; Wu, J.J. False Alarmism: Technological Disruption and The US Labor Market; Information Technology & Innovation Foundation ITIF: Washington, DC, USA, 2017; pp. 1850–2015. Available online: https://itif.org/publications/2017/05/08/false-alarmism-technological-disruption-and-us-labor-market-1850-2015 (accessed on 15 April 2021).
- Autor, D.; Salomons, A. Is Automation Labor-Displacing? Productivity Growth, Employment, and the Labor Share; National Bureau of Economic Research: Cambridge, MA, USA, 2018; Available online: https://www.nber.org/papers/w24871 (accessed on 15 April 2021).
- Bauer, W.; Vocke, C. Work in the Age of Artificial Intelligence—Challenges and Potentials for the Design of New Forms of Human-Machine Interaction. Adv. Intell. Syst. 2020, 961, 493–501. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Op. No | Description of the Elementary Operation | Development in the Workstation |
|---|---|---|
| 1 | Preparation of the new fixed and mobile plate to be replaced | Hoist + conveyor belts |
| 2 | Preparation of the new refractory nozzle to be replaced | |
| 3 | Location of the ladle on the maintenance station and locking | Automated through secondary pulpit |
| 4 | Connection of hydraulic hoses, screwing the links and descending into the pit (interlock release needed). Extraction of the piston blocking the ladle rotation system | MANUAL (outside pulpit) |
| 5 | 120° rotation of the ladle | Automated through secondary pulpit |
| 6 | Movement of the platform so that it is close to the ladle bottom | |
| 7 | Pulling out the connecting pin of the opening mechanism of the sliding gate | |
| 8 | Rotation of the ladle from 120° to 90°. | |
| 9 | Locking the rotation at 90° with a cylindrical pivot | |
| 10 | Further movement of the platform so that the ladle bottom is reachable by the operators | |
| 11 | Opening of the tap hole through an oxygen lance | ROBOT: Tap hole opening |
| 12 | Cleaning of tap hole with bent nozzle | ROBOT: Tap hole cleaning |
| 13 | Removal of security cotter pins from pivots, which ensure the closure of the sliding gate | MANUAL (outside pulpit) |
| 14 | Opening of sliding gate springs, shutter unlocking and sliding gate opening through a lever mechanism | |
| 15 | Picking of the mobile plate | ROBOT: removal of the mobile plate |
| 16 | Replacement of the mobile plate | |
| 17 | Removal of fixed plate | ROBOT: Removal of the fixed plate |
| 18 | Verification of size and contour of the discharger hole, to decide whether the cleaning operation is sufficient or replacement is needed. | ROBOT: inspection |
| 19 | Extraction of the refractory nozzle, which is laid down in the unloading area | ROBOT: extraction of the nozzle |
| 20 | Air cleaning of the refractory nozzle location | MANUAL (outside pulpit) |
| 21 | Verification of the cleanliness of the nozzle location | ROBOT inspection |
| 22 | Picking of the mobile plate | ROBOT: insertion of the mobile plate |
| 23 | Insertion of the mobile plate | |
| 24 | Picking of the new refractory nozzle | ROBOT: insertion of the nozzle |
| 25 | Application of the mortar on the discharger and its collar | MANUAL (in pulpit) |
| 26 | Insertion of the new refractory nozzle in its location | ROBOT: insertion of the nozzle |
| 27 | Cleaning of the area involved in the coupling of nozzle/internal plate from excess mortar | MANUAL (outside pulpit) |
| 28 | Verification of the planarity of the fixed plate in its final location | ROBOT: inspection |
| 29 | Spraying of graphite on the nozzle head | ROBOT Graphite application |
| 30 | Application of a uniform layer of mortar on the fixed plat. | MANUAL (in pulpit) |
| 31 | Location of the fixed plate on the sliding gate | ROBOT: insertion of the fixed plate |
| 32 | Closure of the sliding gate, brackets clamping through a leverism, insertion of pins and safety cotter pins | MANUAL (outside pulpit) |
| 33 | Movement of the platform away from the ladle | Automated through secondary pulpit |
| 34 | Check of the cleanliness of the tapping hole through a buffer tube | ROBOT: inspection |
| 35 | 120° ladle rotation | Automated through secondary pulpit |
| 36 | Insertion of security cotter pins for sliding gate opening command, check of proper functioning of the sliding gate and check of tapping hole alignment | MANUAL (outside pulpit) |
| 37 | Disconnection of the hydraulic hoses used to manipulate the sliding gate | |
| 38 | Ladle rotation until the vertical position | Automated through secondary pulpit |
| 39 | Ladle unlocking and removal |
| Macro-Operation Developed by the Robot | Success Rate |
|---|---|
| Tap hole opening | 93% |
| Tap hole cleaning | 50% |
| Removal of the mobile plate | 99% |
| Removal of the fixed plate | 99% |
| Inspection with the vision tool | 90% |
| Insertion of the mobile plate | 98% |
| Insertion of the fixed plate | 98% |
| Extraction of the nozzle | 95% |
| Insertion of the nozzle | 95% |
| Graphite application | 80% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colla, V.; Matino, R.; Schröder, A.J.; Schivalocchi, M.; Romaniello, L. Human-Centered Robotic Development in the Steel Shop: Improving Health, Safety and Digital Skills at the Workplace. Metals 2021, 11, 647. https://doi.org/10.3390/met11040647
Colla V, Matino R, Schröder AJ, Schivalocchi M, Romaniello L. Human-Centered Robotic Development in the Steel Shop: Improving Health, Safety and Digital Skills at the Workplace. Metals. 2021; 11(4):647. https://doi.org/10.3390/met11040647
Chicago/Turabian StyleColla, Valentina, Ruben Matino, Antonius Johannes Schröder, Mauro Schivalocchi, and Lea Romaniello. 2021. "Human-Centered Robotic Development in the Steel Shop: Improving Health, Safety and Digital Skills at the Workplace" Metals 11, no. 4: 647. https://doi.org/10.3390/met11040647
APA StyleColla, V., Matino, R., Schröder, A. J., Schivalocchi, M., & Romaniello, L. (2021). Human-Centered Robotic Development in the Steel Shop: Improving Health, Safety and Digital Skills at the Workplace. Metals, 11(4), 647. https://doi.org/10.3390/met11040647