
Capacitor Electrical Discharge Consolidation of Metallic Powders—A Review


 ,
,  and
and 
Abstract
1. Introduction
2. The EDC Process
2.1. General Overview
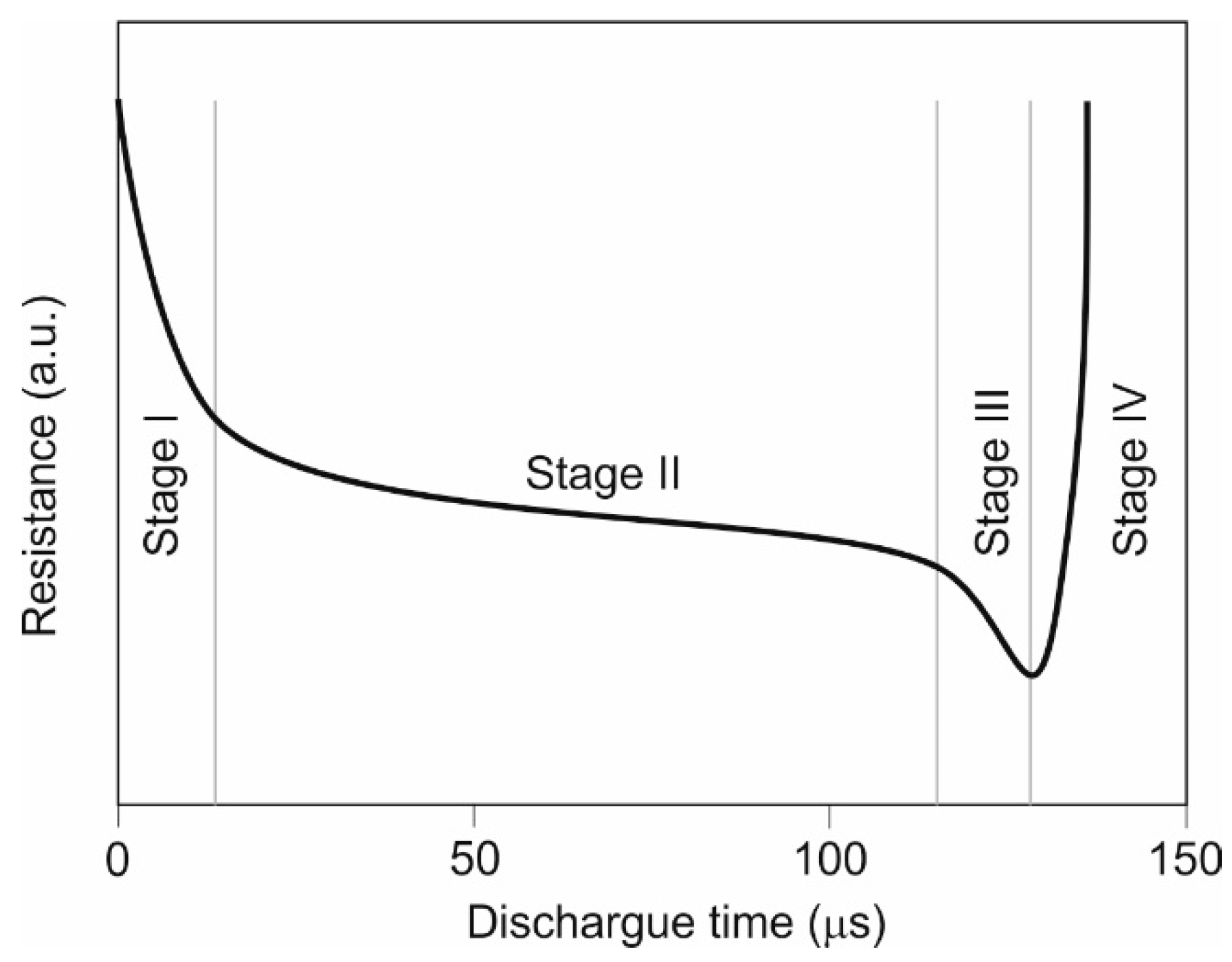
2.2. Stages of the EDC Process
2.3. Influence of Powder Particles Oxide Layers in EDC
2.4. Historical Development of the EDC Process
3. Equipment and Materials
3.1. Equipment
3.2. Studied Materials
3.3. Materials Consolidation Conditions
4. Analysis of Literature Results
4.1. Iron-Base
4.2. Aluminium-Base
4.3. Titanium-Base
4.4. Nickel-Base
4.5. Cooper-Base
4.6. Hard Metals
4.7. Other Compositions
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Akinwamide, S.O.; Abe, B.T.; Akinribide, O.J.; Obadele, B.A.; Olubambi, P.A. Characterization of microstructure, mechanical properties and corrosion response of aluminium-based composites fabricated via casting—A review. Int. J. Adv. Manuf. Technol. 2020, 109, 975–991. [Google Scholar] [CrossRef]
- Weiler, J.P. A review of magnesium die-castings for closure applications. J. Magnes. Alloys 2019, 7, 297–304. [Google Scholar] [CrossRef]
- Chandrasekaran, M. Forging of metals and alloys for biomedical applications. In Metals for Biomedical Devices, 2nd ed.; Niinomi, M., Ed.; Woodhead Publishing Series in Biomaterials; Woodhead Publishing: Duxford, UK, 2019; pp. 293–310. [Google Scholar]
- Camacho, K.E.; Saavedra, J.J.; Salvatierra, Y.; Quispe, G.W. Lean manufacturing application in the laminating machine manufacturing process in a metalworking company. In Proceedings of the 5th Brazilian Technology Symposium, Campinas, Brazil, 22–24 October 2019; Iano, Y., Arthur, R., Saotome, O., Kemper, G., Padilha, R., Eds.; Springer: Cham, Switzerland, 2021; Volume 201. [Google Scholar]
- Henneberg, J.; Merklein, M. Investigation on extrusion processes in sheet-bulk metal forming from coil. Cirp J. Manuf. Sci. Technol. 2020, 31, 561–574. [Google Scholar] [CrossRef]
- Li, J.; Laghari, R.A. A review on machining and optimization of particle-reinforced metal matrix composites. Int. J. Adv. Manuf. Technol. 2019, 100, 2929–2943. [Google Scholar] [CrossRef]
- Rodriguez-Contreras, A.; Punset, M.; Calero, J.A.; Gil, F.J.; Ruperez, E.; Manero, J.M. Powder metallurgy with space holder for porous titanium implants: A review. J. Mater. Sci. Technol. 2021, 76, 129–149. [Google Scholar] [CrossRef]
- Childerhouse, T.; Jackson, M. Near net shape manufacture of titanium alloy components from powder and wire: A review of state-of-the-art process routes. Metals 2019, 9, 689. [Google Scholar] [CrossRef]
- Tan, Z.Q.; Engström, U.; Li, K.; Liu, Y. Effect of furnace atmosphere on sintering process of chromium-containing steel via powder metallurgy. J. Iron Steel Res. Int. 2021, in press. [Google Scholar] [CrossRef]
- Tuncer, N.; Bose, A. Solid-state metal additive manufacturing: A review. JOM 2020, 72, 3090–3111. [Google Scholar] [CrossRef]
- Lux, J. Improved Manufacture of Electric Incandescent Lamp Filaments from Tungsten or Molybdenum or an Alloy Thereof. GB Patent 27,002, 13 December 1906. [Google Scholar]
- Weintraub, G.; Rush, H. Process and Apparatus for Sintering Refractory Materials. U.S. Patent 1,071,488A, 26 August 1913. [Google Scholar]
- Taylor, G.F. Apparatus for Making Hard Metal Compositions. U.S. Patent 1,896,854, 7 February 1933. [Google Scholar]
- Lenel, F.V. Resistance sintering under pressure. JOM 1955, 7, 158–167. [Google Scholar] [CrossRef]
- Grasso, S.; Sakka, Y.; Maizza, G. Electric current activated/assisted sintering (ECAS): A review of patents 1906–-2008. Sci. Technol. Adv. Mater. 2009, 10, 1–24. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Dudina, D.V. Field Assisted Sintering, Science and Applications; Springer Nature Switzerland AG: Cham, Switzerland, 2018. [Google Scholar]
- Almeida Costa Oliveira, F.; Granier, B.; Badie, J.M.; Cruz Fernandes, J.; Guerra Rosa, L.; Shohoji, N. Synthesis of tungsten sub-carbide W2C from graphite/tungsten powder mixtures by eruptive heating in a solar furnace. Int. J. Refract. Met. Hard Mater. 2007, 25, 351–357. [Google Scholar] [CrossRef]
- Mondal, A. Microwave Sintering of Metals: Modelling of Microwave Heating of Particulate Metals and Its Application in Sintering of Tungsten-Based Alloys; Lambert Academic Publishing GmbH & Co. KG: Saarbrücken, Germany, 2011. [Google Scholar]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Ariane, M.; Balima, F.; Barthelemy, F. Spark Plasma Sintering: Current Status, New Developments and Challenges. A Review of the Current Trends in SPS; Cao, G., Estournès, C., Garay, J., Orrù, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Montes, J.M.; Cuevas, F.G.; Ternero, F.; Astacio, R.; Caballero, E.S.; Cintas, J. Medium-frequency electrical resistance sintering of oxidized C.P. iron powder. Metals 2018, 8, 426. [Google Scholar] [CrossRef]
- Montes, J.M.; Cuevas, F.G.; Cintas, J.; Urban, P. A One-Dimensional Model of the Electrical Resistance Sintering Process. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2015, 46, 963–980. [Google Scholar] [CrossRef]
- Urban, P.; Ternero, F.; Caballero, E.S.; Nandyala, S.; Montes, J.M.; Cuevas, F.G. Amorphous Al-Ti powders prepared by mechanical alloying and consolidated by electrical resistance sintering. Metals 2019, 9, 1140. [Google Scholar] [CrossRef]
- Cuevas, F.G.; Andreouli, D.; Gallardo, J.M.; Oikonomou, V.; Cintas, J.; Torres, Y.; Montes, J.M. Ceramic dies selection for electrical resistance sintering of metallic materials. Ceram. Int. 2019, 45, 14555–14561. [Google Scholar] [CrossRef]
- Yurlova, M.S.; Demenyuk, V.D.; Lebedeva, L.Y.; Dudina, D.V.; Grigoryev, E.G.; Olevsky, E.A. Electric pulse consolidation: An alternative to spark plasma sintering. J. Mater. Sci. 2014, 49, 952–985. [Google Scholar] [CrossRef]
- Rajagopalan, P.K.; Desai, S.V.; Kalghatgi, R.S.; Krishnan, T.S.; Bose, D.K. Studies on the electric discharge compaction of metal powders. Mater. Sci. Eng. A 2000, 280, 289–293. [Google Scholar] [CrossRef]
- Grigoryev, E.G.; Olevsky, E.A. Thermal processes during high-voltage electric discharge consolidation of powder materials. Scr. Mater. 2012, 66, 662–665. [Google Scholar] [CrossRef]
- Grigoryev, E.G.; Olevsky, E.A.; Yudin, A.V.; Yurlova, M.S. Wave mode high voltage consolidation of powder materials. Comput. Mater. Sci. 2015, 100, 8–14. [Google Scholar] [CrossRef]
- Darvizeh, A.; Alitavoli, M.; Namazi, N. On the effects of circuit parameters on electrical behaviour of metallic powders subjected to high rate discharge compaction process. Powder Metall. 2020, 63, 94–103. [Google Scholar] [CrossRef]
- Evans, U.R. The Corrosion and Oxidation of Metals: First Supplementary Volume; Edward Arnold: London, UK, 1968. [Google Scholar]
- Montes, J.M.; Cuevas, F.G.; Cintas, J. Electrical resistivity of metal powder aggregates. Met. Mater. Trans. B 2007, 38, 957–964. [Google Scholar] [CrossRef]
- Garino, T.J. Electrical Behavior of Oxidized Metal Powders during and after Compaction. J. Mater. Res. 2002, 17, 2691–2697. [Google Scholar] [CrossRef]
- Montes, J.M.; Cuevas, F.G.; Cintas, J.; Gallardo, J.M. Electrical conductivity of metal powder aggregates and sintered compacts. J. Mater. Sci. 2016, 51, 822–835. [Google Scholar] [CrossRef]
- Montes, J.M.; Cuevas, F.G.; Cintas, J. Electrical resistivity of a titanium powder mass. Granul. Matter 2011, 13, 439–446. [Google Scholar] [CrossRef]
- Kim, D.K.; Pak, H.R.; Okazaki, K. Electrodischarge Compaction of Nickel Powders. Mater. Sci. Eng. A 1988, 104, 191–200. [Google Scholar] [CrossRef]
- Clyens, S.; Al-Hassini, S.T.S.; Johnson, W. The compaction of powder metallurgy bars using high voltage electrical discharges. Int. J. Mech. Sci. 1976, 18, 37–44. [Google Scholar] [CrossRef]
- Jo, Y.H.; Kim, Y.H.; Jo, Y.J.; Seong, J.G.; Chang, S.Y.; Reucroft, P.J.; Kim, S.B.; Lee, W.H. Self-Consolidation Mechanism of Porous-Surfaced Ti Implant Compacts Induced by Electro-Discharge-Sintering of Spherical Ti Powders. Met. Mater. Int. 2015, 21, 337–344. [Google Scholar] [CrossRef]
- Lee, W.H.; Hyun, C.Y. Fabrication of fully porous and porous-surfaced Ti-6Al-4V implants by electro-discharge-sintering of spherical Ti-6Al-4V powders in an one-step process. J. Mater. Process. Technol. 2007, 189, 219–223. [Google Scholar] [CrossRef]
- Lee, W.H.; Puleo, D.A. Mechanism of consolidation of a porous-surfaced Ti-6Al-4V implant formed by electrodischarge compaction. J. Mater. Sci. Lett. 1999, 18, 817–818. [Google Scholar] [CrossRef]
- Chang, S.Y.; Cheon, Y.W.; Yoon, Y.H.; Kim, Y.H.; Kim, J.Y.; Lee, Y.K.; Lee, W.H. Self-consolidation mechanism of Ti5Si3 compact obtained by electro-discharge-sintering directly from physically blended Ti-37.5 at.% Si powder mixture. Arch. Met. Mater. 2017, 62, 1299–1302. [Google Scholar] [CrossRef][Green Version]
- An, Y.B.; Lee, W.H. Synthesis of porous titanium implants by environmental-electro-discharge-sintering process. Mater. Chem. Phys. 2006, 95, 242–247. [Google Scholar] [CrossRef]
- Dzmitry, M.; Klimenty, B. A porous materials production with an electric discharge sintering. Int. J. Refract. Met. Hard Mater. 2016, 59, 67–77. [Google Scholar] [CrossRef]
- Fais, A. Processing characteristics and parameters in capacitor discharge sintering. J. Mater. Process. Technol. 2010, 210, 2223–2230. [Google Scholar] [CrossRef]
- Fais, A. Fundamental Aspects of Capacitor Discharge Sintering: Theory and Applications. Ph.D. Thesis, Politecnico di Torino, Torino, Italy, 2008. [Google Scholar]
- Lee, W.H.; Jo, Y.J.; Kim, Y.H.; JO, Y.H.; Seong, J.G.; Van Tyne, C.J.; Chang, S.Y. Self-consolidation mechanism of porous Ti-6Al-4V implant prototypes produced by electro-discharge-sintering of spherical Ti-6Al-4V powders. Arch. Metall. Mater. 2015, 60, 1185–1189. [Google Scholar] [CrossRef][Green Version]
- Jang, H.; Cho, Y.; Kang, T.; Kim, K.; Lee, W. A Study on the Synthesis and Consolidation of Ti3Al by Electro-Discharge. J. Kor. Inst. Met. Mater. 2009, 47, 488–493. [Google Scholar]
- Chang, S.Y.; Jang, H.S.; Yoon, Y.H.; Kim, Y.H.; Kim, J.Y.; Lee, Y.K.; Lee, W.H. Self-consolidation and surface modification of mechanical alloyed Ti-25.0 at.% Al powder mixture by using an electro-discharge technique. Arch. Met. Mater. 2017, 62, 1293–1297. [Google Scholar] [CrossRef]
- Jo, Y.J.; Yoon, Y.H.; Kim, Y.H.; Chang, S.Y.; Kim, J.Y.; Lee, Y.K.; Van Tyne, C.J.; Lee, W.H. Surface modification of self-consolidated microporous Ti implant compacts fabricated by electro-discharge-sintering in air. Arch. Met. Mater. 2017, 62, 1287–1291. [Google Scholar] [CrossRef][Green Version]
- Belyavin, K.E.; Min’ko, D.V.; Kuznechik, O.O. Modeling of the process of electric-discharge sintering of metal powders. J. Eng. Phys. Thermophys. 2004, 77, 628–637. [Google Scholar] [CrossRef]
- Wu, X.; Guo, J. Effect of liquid phase on densification in electric-discharge compaction. J. Mater. Sci. 2007, 42, 7787–7793. [Google Scholar] [CrossRef]
- Maizza, G.; Tassinari, A. Modelling of Micro/Macro Densification Phenomena of Cu Powder during Capacitor Discharge Sintering. In Proceedings of the COMSOL Conference 2009, Milan, Italy, 14–16 October 2009; ISBN 9780982569702. [Google Scholar]
- Di Napoli, P.; Cagliero, R.; Maizza, G. Micro–Macro Analysis of capacitor discharge sintering in copper–diamond bead. J. Am. Ceram. Soc. 2015, 98, 3538–3546. [Google Scholar] [CrossRef]
- Kuznechik, O.O.; Minko, D.V.; Belyavin, K.E.; Grigoryev, E.G. Temperature variation with high voltage consolidation of titanium powder. In Proceedings of the International Powder Metallurgy Congress and Exhibition, Gothenburg, Sweden, 15–18 September 2013; Volume 2, pp. 329–332. [Google Scholar]
- Fais, A.; Maizza, G. Densification of AISI M2 high speed steel by means of capacitor discharge sintering (CDS). J. Mater. Process. Technol. 2008, 202, 70–75. [Google Scholar] [CrossRef]
- An, Y.B.; Oh, N.H.; Chun, Y.W.; Kim, Y.H.; Park, J.S.; Choi, K.O.; Eom, T.G.; Byun, T.H.; Kim, J.Y.; Hyun, C.Y.; et al. Surface characteristics of porous titanium implants fabricated by environmental electro-discharge sintering of spherical Ti powders in a vacuum atmosphere. Scr. Mater. 2005, 53, 905–908. [Google Scholar] [CrossRef]
- Calka, A.; Chowdhury, A.A.; Konstantinov, K. Rapid synthesis of functional oxides by electric discharge assisted mechanical milling method. J. Alloy. Compd. 2012, 536S, S3–S8. [Google Scholar] [CrossRef]
- Guo, J.D.; Wang, X.L.; Dai, W.B. Microstructure evolution in metals induced by high density electric current pulses. Mater. Sci. Technol. 2015, 31, 1545–1554. [Google Scholar] [CrossRef]
- Xiang, S.; Zhang, X. Residual stress removal under pulsed electric current. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 281–289. [Google Scholar] [CrossRef]
- Ciupiński, Ł.; Siemiaszko, D.; Rosiński, M.; Michalski, A.; Kurzydłowski, K.J. Heat sink materials processing by pulse plasma sintering. Adv. Mater. Res. 2009, 59, 120–124. [Google Scholar] [CrossRef]
- Davies, T.J.; Al-Hassani, T.S. Preforming of metal powder components by direct electrical discharge. Tech. Pap. Reg. Tech. Conf. Soc. Plast. Eng. 1980, 2, 147–152. [Google Scholar]
- Lee, W.H.; Kim, S.J.; Lee, W.J.; Byun, C.S.; Kim, D.K.; Kim, J.Y.; Hyun, C.Y.; Lee, J.G.; Park, J.W. Mechanism of surface modification of a porous-coated Ti-6Al-4V implant fabricated by electrical resistance sintering. J. Mater. Sci. 2001, 36, 3573–3577. [Google Scholar] [CrossRef]
- Alitavoli, M.; Darvizeh, A. High rate electrical discharge compaction of powders under controlled oxidation. J. Mater. Process. Technol. 2009, 209, 3542–3549. [Google Scholar] [CrossRef]
- Zavodov, N.N.; Kozlov, A.V.; Luzganov, S.N.; Polishchuk, V.P.; Shurupov, A.V. Sintering of metal powders by a series of heavy current pulses. High. Temp. 1999, 37, 130–135. [Google Scholar]
- Anisimov, A.G.; Mali, V.I. Possibility of Electric-Pulse Sintering of Powder Nanostructural Composites. Combust. Explos. Shock Waves 2010, 46, 237–241. [Google Scholar] [CrossRef]
- Alp, T.; Can, M.; Al-Hassani, S.T.S. The Electroimpact Compaction of Powders: Mechanics, Structure and Properties. Mater. Manuf. Process. 1993, 8, 285–298. [Google Scholar] [CrossRef]
- Can, M.; Etemoglu, A.B. Porosity measurement of stainless steel filters produced by electrical discharge technique. Filtr. Sep. 2004, 41, 37–40. [Google Scholar] [CrossRef]
- Alp, T.; Darvizeh, A.F.; Al-Hassani, S.T.S. Preforming of metal—polymer composites by electrical discharge compaction of powders. Powder Metall. 1988, 31, 173–177. [Google Scholar] [CrossRef]
- Tagashira, K.; Ishihara, K.; Shingu, H.P. The consolidation of mechanically ground iron powders by electro discharge compaction. J. Jpn. Soc. Powder Metall. 1993, 40, 967–970. [Google Scholar] [CrossRef][Green Version]
- Saida, J.; Izutalli, K.; Tanaka, Y. Consolidation of Co-base amorphous alloy powder by high voltage discharging method. J. Jpn. Inst. Met. 1996, 60, 1200–1206. [Google Scholar] [CrossRef][Green Version]
- Saida, J.; Tanaka, Y.; Tanaka, Y. Joining of Fe-Base amorphous alloy ribbons using high voltage discharging. J. Jpn. Inst. Metals 1998, 62, 607–616. [Google Scholar] [CrossRef][Green Version]
- Okazaki, K. Electro-discharge consolidation applied to nanocrystalline and RSP/MA powders. Mater. Sci. Eng. A 2000, 287, 189–197. [Google Scholar] [CrossRef]
- Okazaki, K.; Lee, W.H.; Kim, D.K.; Kopczyk, R.A. Physical characteristics of Ti-6Al-4V implants fabricated by electrodischarge compaction. J. Biomed. Mater. Res. 1991, 25, 1417–1429. [Google Scholar] [CrossRef]
- Lee, W.H.; Seong, J.G.; Yoon, Y.H.; Jeong, C.H.; Van Tyne, C.J.; Lee, H.G.; Chang, S.Y. Synthesis of TiC reinforced Ti matrix composites by spark plasma sintering and electric discharge sintering: A comparative assessment of microstructural and mechanical properties. Ceram. Int. 2019, 45, 8108–8114. [Google Scholar] [CrossRef]
- Kishore, N.K.; Sarma, E.S.; Somu, V.B.; Kar, S.; Srinivas, V. Investigations on pulsed power application for nano-material consolidation. In Proceedings of the Second International Conference on Industrial and Information Systems, ICIIS 2007, Kandy, Sri Lanka, 8–11 August 2007; pp. 316–365. [Google Scholar]
- Kar, S.; Sarma, E.S.; Somu, V.B.; Kishore, N.K.; Srinivas, V. Evaluation of different consolidation methods for nanomaterials. Indian J. Eng. Mater. Sci. 2008, 15, 343–346. [Google Scholar]
- Zhang, W.; Sui, M.L.; Hu, K.Y.; Li, D.X.; Guo, X.N.; He, G.H.; Zhou, B.L. Formation of nanophases in a Cu–Zn alloy under high current density electropulsing. J. Mater. Res. 2000, 15, 2065–2068. [Google Scholar] [CrossRef]
- Liang, Y.; Xiang, S.; Lib, T.; Zhang, X. Ultrafast fabrication of high-density Al–12Si compacts with gradient structure by electro-discharge sintering. J. Manuf. Process. 2020, 54, 301–308. [Google Scholar] [CrossRef]
- Lu, C.H.; Lin, Y.C.; Wang, K.; Dai, M.J.; Liu, C.K.; Liao, L.L.; Chien, H.C.; Chen, Y.S. Capacitor discharge sintering with silver-nickel nano-composite in the interconnection of thermoelectric generators. In Proceedings of the 9th IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Waikiki Beach, HI, USA, 13–16 April 2014; pp. 370–373. [Google Scholar]
- Burenkov, G.L.; Istomina, T.I.; Raichenko, A.I. Comparative studies of the properties of tools made by electro-discharge sintering and hot pressing. Powder Metall. Met. Ceram. 2000, 39, 618–622. [Google Scholar]
- Sizonenko, O.N.; Baglyuk, G.A.; Raichenko, A.I.; Bogatyreva, G.P.; Oleinik, N.A.; Taftai, É.I.; Lipyan, E.V.; Torpakov, A.S. Effect of high-voltage discharge on the particle size of hard alloy powders. Powder Metall. Met. Ceram. 2011, 49, 630–636. [Google Scholar] [CrossRef]
- Sizonenko, O.M.; Loboda, P.I.; Zaichenko, A.D.; Solodkyi, Y.V.; Torpakov, A.S.; Prystash, M.S.; Trehub, V.O. The influence of high voltage electrical discharge on dispersion and structure of B4C powder. J. Superhard Mater. 2017, 39, 243–250. [Google Scholar] [CrossRef]
- Raichenko, A.I.; Burenkov, G.L.; Khrienko, A.F.; Litvinenko, V.P. Electric discharge sintering of binary powder mixtures. Sov. Powder Metall. Met. Ceram. 1976, 15, 602–606. [Google Scholar] [CrossRef]
- Grigoriev, E.G.; Rosliakov, A.V. Electro-discharge compaction of WC–Co and W–Ni–Fe–Co composite materials. J. Mater. Process. Technol. 2007, 191, 182–184. [Google Scholar] [CrossRef]
- Grigor’ev, E.G.; Gol’tsev, V.Y.; Gribov, N.A.; Osintsev, A.V.; Plotnikov, A.S.; Smirnov, K.L. Determination of the mechanical properties of the materials produced by electric pulse powder consolidation. Russ. Metall. (Met.) 2020, 4, 493–499. [Google Scholar] [CrossRef]
- Minko, D.; Belyavin, K.; Sheleg, V. Biomechanical properties of composite compact porous titanium produced by electric discharge sintering. Iop Conf. Ser. Mater. Sci. Eng. 2017, 218, 012008. [Google Scholar] [CrossRef]
- Gobber, F.S.; Bidulská, J.; Fais, A.; Franchini, F.; Bidulský, R.; Kvačkaj, T.; Actis Grande, M. Characterization of microstructural and mechanical properties after cold rolling of an electro-sinter-forged Cu-Sn alloy. Arch. Met. Mater. 2020, 65, 787–792. [Google Scholar]
- Egan, D.; Melody, S. EDS as a Method of Manufacturing Diamond Tools. Met. Powder Rep. 2009, 64, 10–13. [Google Scholar] [CrossRef]
- Heuer, S.; Lienig, T.; Mohr, A.; Weber, T.; Pintsuk, G.; Coenen, J.W.; Gormann, F.; Theisen, W.; Linsmeier, C. Ultra-fast sintered functionally graded Fe/W composites for the first wall of future fusion reactors. Compos. Part B 2019, 164, 205–214. [Google Scholar] [CrossRef]
- Theisen, W.; Schuermann, A. Electro discharge machining of nickel–titanium shape memory alloys. Mater. Sci. Eng. A 2004, 378, 200–204. [Google Scholar] [CrossRef]
- Grigoryev, E. Chapter 17. High Voltage Electric Discharge Consolidation of Tungsten Carbide—Cobalt Powder. In Nanocomposites with Unique Properties and Applications in Medicine and Industry; Cuppoletti, J., Ed.; IntechOpen Limited: London, UK, 2011; pp. 345–360. [Google Scholar]
- Knoss, W.; Schlemmer, M. Process for the Manufacture of High-Density Powder Compacts. U.S. Patent 5,529,746, 25 June 1996. [Google Scholar]
- Forno, I.; Actis Grande, M.; Fais, A. On the application of Electro-sinter-forging to the sintering of high-karatage gold powders. Gold Bull. 2015, 48, 127–133. [Google Scholar] [CrossRef]
- Fais, A. A faster FAST: Electro-Sinter-Forging. Mater. Today 2018, 73, 80–86. [Google Scholar] [CrossRef]
- Schütte, P.; Garcia, J.; Theisen, W. Electro discharge sintering as a process for rapid compaction in PM-technology. In Proceedings of the International Powder Metallurgy Congress and Exhibition, Euro PM 2009, Copenhagen, Denmark, 12–14 October 2009; Volume 3, pp. 91–96. [Google Scholar]
- Maggi SRL, Engineering, Planning and Realization Resistance Welding Machines. Available online: http://www.maggiwelding.com/home_eng.htm (accessed on 21 February 2021).
- EPoS, e.Forging the Future. Available online: https://www.eposintering.com/ (accessed on 21 February 2021).
- Yurlova, M.; Tarasov, B.; Shornikov, D.; Grigoryev, E.; Olevsky, E. Properties of UN sintered by high voltage discharge consolidation. Phys. Procedia 2015, 72, 378–381. [Google Scholar] [CrossRef]
- Williams, D.J.; Jonhnson, W. Heat generation in the high voltage discharge forming of sponge iron powders. In Proceedings of the Twenty-First International Machine Tool Design and Research Conference, Swansea, UK, 8–12 September 1980; Alexander, J.M., Ed.; pp. 183–190. [Google Scholar]
- Grigoryev, E.G.; Olevsky, E.A. Multiscale thermal processes in high voltage consolidation of powders. In Processing and Properties of Advanced Ceramics and Composites V. Ceramic Transactions Volume 240; Bansal, N.P., Singh, J.P., Ko, S.W., Castro, R.H.R., Pickrell, G., Manjooran, N.J., Nair, K.M., Singh, G., Eds.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2013; pp. 189–195. [Google Scholar]
- Sizonenko, O.N.; Baglyuk, G.A.; Raichenko, A.I.; Taftai, É.I.; Lipyan, E.V.; Zaichenko, A.D.; Torpakov, A.S.; Guseva, E.V. Theory, manufacturing technology, and properties of powders and fibers variation in the particle size of Fe–Ti–B4C powders induced by high-voltage electrical discharge. Powder Metall. Met. Ceram. 2012, 51, 129–136. [Google Scholar] [CrossRef]
- Al-Hassini, S.T.S.; Can, M.; Watson, E.J. A second order approximation to nonlinear circuit equations as applied to high energy electrical discharge processes. J. Comput. Appl. Math. 1986, 15, 175–189. [Google Scholar] [CrossRef]
- Fais, A.; Actis Grande, M.; Forno, I. Influence of processing parameters on the mechanical properties of Electro-Sinter-Forged iron based powders. Mater. Des. 2016, 93, 458–466. [Google Scholar] [CrossRef]
- Bogachev, I.; Yudin, A.; Grigoryev, E.; Chernov, I.; Staltsov, M.; Khasanov, O.; Olevsky, E. Microstructure investigation of 13Cr-2Mo ODS steel components obtained by high voltage electric discharge compaction technique. Materials 2015, 8, 7342–7353. [Google Scholar] [CrossRef]
- Mohr, A.; Röttger, A.; Windmann, M.; Theisen, W. Rezyklieren von metallischen spänen mittels electro-discharge sintering. Mater. Wiss. Werkst. 2014, 45, 552–560. [Google Scholar] [CrossRef]
- Scardi, P.; D’incau, M.; Leoni, M.; Fais, A. Dislocation Configurations in Nanocrystalline FeMo Sintered Components. Metall. Mater. Trans. A 2010, 41, 1196–1201. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, W.; Wang, B.; He, G.; Guo, J. Grain refinement and formation of ultrafine-grained microstructure in a low-carbon steel under electropulsing. J. Mater. Res. 2002, 17, 2105–2111. [Google Scholar] [CrossRef]
- Pak, H.R.; Kim, D.K.; Okazaki, K. Interfaces of electro-discharged compacts. In Proceedings of the 1988 International Powder Metallurgy Conference, Orlando, FL, USA, 5–10 June 1988. [Google Scholar]
- Qiu, J.; Shibata, T.; Rock, C.; Okazaki, K. Electro-discharge consolidation of atomized high strength aluminum powders. Mater. Trans. JIM 1997, 38, 226–231. [Google Scholar] [CrossRef][Green Version]
- An, Y.B.; Oh, N.H.; Chun, Y.W.; Kim, D.K.; Park, J.S.; Choi, K.O.; Eom, T.G.; Byun, T.H.; Kim, J.Y.; Byun, C.S.; et al. One-step process for the fabrication of Ti porous compact and its surface modification by environmental-electro-discharge-sintering of spherical Ti powders. Surf. Coat. Technol. 2006, 200, 4300–4304. [Google Scholar] [CrossRef]
- Lee, W.H.; Park, J.W. Evaluation of compressive yield and ultimate strengths of EDC porous-surfaced Ti-6Al-4V dental implants with solid core. J. Mater. Sci. Lett. 2000, 19, 925–927. [Google Scholar] [CrossRef]
- Lee, W.H.; Hyun, C.Y. XPS study of porous dental implants fabricated by electro-discharge-sintering of spherical Ti–6Al–4V powders in a vacuum atmosphere. Appl. Surf. Sci. 2006, 252, 4250–4256. [Google Scholar] [CrossRef]
- Kim, Y.H.; Cho, Y.J.; Lee, C.M.; Kim, S.J.; Lee, N.S.; Kim, K.B.; Jeon, E.C.; Sok, J.H.; Park, J.S.; Kwon, H.; et al. Self-assembled microporous Ti–6Al–4V implant compacts induced by electro-discharge-sintering. Scr. Mater. 2007, 56, 449–451. [Google Scholar] [CrossRef]
- Lee, W.H.; Hyun, C.Y. Surface characteristics of self-assembled microporous Ti-6Al-4V compacts fabricated by electro-discharge-sintering in air. Appl. Surf. Sci. 2007, 253, 4649–4651. [Google Scholar] [CrossRef]
- Jo, Y.J.; Lee, C.M.; Jang, H.S.; Lee, N.S.; Suk, J.H.; Lee, W.H. Mechanical properties of fully porous and porous-surfaced Ti–6Al–4V implants fabricated by electro-discharge-sintering. J. Mater. Process. Technol. 2007, 194, 121–125. [Google Scholar] [CrossRef]
- Cheon, Y.W.; Jo, Y.J.; Lee, C.M.; Jang, H.S.; Kim, K.B.; Lee, W.H. Consolidation of mechanical alloyed Ti–37.5 at.% Si powder mixture using an electro-discharge technique. Mater. Sci. Eng. A 2007, 467, 89–92. [Google Scholar] [CrossRef]
- Cheon, Y.W.; Cho, Y.J.; Kang, T.J.; Kim, J.Y.; Park, J.S.; Byun, C.S.; Lee, S.H.; Lee, W.H. Characteristic studies on electro-discharge-sintering of Ti5Si3 powder synthesized by mechanical alloying. J. Kor. Inst. Met. Mater. 2009, 47, 660–666. [Google Scholar]
- Song, G.A.; Shin, J.S.; Kang, T.J.; Choi, H.S.; Lee, J.K.; Lee, M.H.; Kim, T.S.; Fleury, E.; Prima, F.; Lee, W.H.; et al. Decomposition of icosahedral phase in Ti52Zr28Ni20 powder during electro-discharge sintering. J. Alloy. Compd. 2010, 504S, S302–S305. [Google Scholar] [CrossRef]
- Balagna, C.; Fais, A.; Brunelli, K.; Peruzzo, L.; Horynova, M.; Celko, L.; Spriano, S. Electro-sinter-forged Ni-Ti alloy. Intermetallics 2016, 68, 31–41. [Google Scholar] [CrossRef]
- Balagna, C.; Fais, A.; Brunelli, K.; Peruzzo, L.; Spriano, S. Effect of heat treatments on a Ni-Ti alloy sintered by Electro-Sinter-Forging. J. Alloy. Compd. 2017, 726, 338–347. [Google Scholar] [CrossRef]
- Fais, A.; Scardi, P. Capacitor discharge sintering of nanocrystalline copper. Z. Krist. Suppl. 2008, 27, 37–44. [Google Scholar] [CrossRef]
- Fais, A.; Leoni, M.; Scadi, P. Fast Sintering of Nanocrystalline Copper. Metall. Mater. Trans. A 2012, 43, 1517–1521. [Google Scholar] [CrossRef]
- Cho, J.Y.; Shin, J.S.; Jo, Y.J.; Lee, J.K.; Lee, M.H.; Lee, H.S.; Lee, W.H.; Kim, K.B. Formation of porous metallic glass compacts by electro-discharge sintering. J. Alloy. Compd. 2011, 509S, S184–S187. [Google Scholar] [CrossRef]
- Cho, J.Y.; Song, G.A.; Choi, H.S.; Kim, Y.H.; Kim, T.S.; Lee, M.H.; Lee, H.S.; Kim, H.J.; Lee, J.K.; Fleury, E.; et al. Necking mechanisms on porous metallic glass and W compacts using electro-discharge sintering. J. Alloy. Compd. 2012, 536S, S78–S82. [Google Scholar] [CrossRef]
- Wu, X.Y.; Zhang, W.; Wang, W.; Yang, F.; Min, J.Y.; Wang, B.Q.; Guo, J.D. Ultrafine WC-10Co cemented carbides fabricated by electric-discharge compaction. J. Mater. Res. 2004, 19, 2240–2244. [Google Scholar] [CrossRef]
- Wu, X.; Guo, J. Electric-discharge compaction of graded WC–Co composites. Int. J. Refract. Met. Hard Mater. 2008, 26, 28–32. [Google Scholar] [CrossRef]
- Fais, A. Discharge sintering of hard metal cutting tools. In Proceedings of the International Powder Metallurgy Congress and Exhibition, Euro PM 2013, Gothenburg, Sweden, 15–18 September 2013; Volume 1, pp. 13–18. [Google Scholar]
- Grigoryev, E.G.; Lebedeva, L.Y.; Khasanov, O.L.; Olevsky, E.A. Structure of zirconium alloy powder coatings processed by high voltage electric discharge consolidation. Adv. Eng. Mater. 2014, 16, 792–796. [Google Scholar] [CrossRef]
- Leich, L.; Röttger, A.; Theisen, W.; Krengel, M. Densification of nanocrystalline NdFeB magnets processed by electro-discharge sintering—Microstructure, magnetic, and mechanical properties. J. Magn. Magn. Mater. 2018, 460, 454–460. [Google Scholar] [CrossRef]
- Rock, C.; Qiu, J.; Okazaki, K. Electro-discharge consolidation of nanocrystalline Nb–Al powders produced by mechanical alloying. J. Mater. Sci. 1998, 33, 241–246. [Google Scholar] [CrossRef]
- Sizonenko, O.N.; Oleinik, N.A.; Petasyuk, G.A.; Il’nitskaya, G.D.; Bazalii, G.A.; Shamraeva, V.S.; Taftai, É.I.; Torpakov, A.S.; Zaichenko, A.D.; Lipyan, E.V. Effect of high-voltage electrical discharge treatment of diamond powders on their mechanical characteristics. Powder Metall. Met. Ceram. 2013, 52, 365–369. [Google Scholar] [CrossRef]
- Alp, T.; Can, M.; Al-Hassani, S.T.S. Electroimpact compaction of PM components. Powder Metall. 1987, 30, 29–36. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | M, g | C, μF | V, kV | E, kJ (kJ/g) | J, kA/mm2 (kA) | P, MPa | Die | Ref. |
|---|---|---|---|---|---|---|---|---|
| Fe | 79.8 | 3–12 | 0.36–5.75 | 0.23–0.98 | 0 | Pyrex, Ø 5.5–15 mm | [36] | |
| Fe | 9.4 | <75 (<7.98) | 1.56–2.34 | 106–282 | Mullite, Ø 9 mm | [28] | ||
| Fe | 5.32–79.8 | 1.2–13.5 | 0.05–1.2 | Pyrex | [29] | |||
| Fe-1.5Mo | 2 | (1.3–3.4) | 250 | Graphite, Ø 10 mm | [105] | |||
| Fe-TiC | 3840 | 0.05 | 16–48 | [104] | ||||
| Steel | 74.5 | 7 | 1.83 | Ø 7.4 mm | [102] | |||
| Steel | (0.4–1.5) | 50–300 | Graphite, Ø 10 mm | [54] | ||||
| Steel | 5 | 1.5–4.4 | 0.75–2.85 | 170–270 | Ø 10 mm | [28] | ||
| Steel | 10 | 7500 | 0.024 | <40 (<4) | Si3N4, Ø 16 mm | [94] | ||
| Steel, Cu | <79.8 | 12 | <5.75 | 0.16–0.58 | Pyrex, Ø 7.6 mm | [62] | ||
| Cu | 2 | (3.1) | 300 | Ø 10 mm | [121] | |||
| Cu-diam. | 5720 | 1.2 | 4.12 | (68) | 125 | Øout 11, Øin 6 mm | [52] | |
| Cu-Zr-Ti-N; W | 0.45 | 450 | 0.7–1.5; 2.4–2.8 | 0.1–0.5 (0.22–1.11); 1.25–1.75 (2.8–3.9) | 0 | Quartz, Ø 3–4 mm | [123] | |
| Ti | 0.7 | 300 | 3.2 | 1.5 (2.14) | 7.8 | Quartz, Ø 4 mm | [55] | |
| Ti | 0.7 | 150–450 | 3.2 | 0.75–2 (1.07–2.86) | (13.5) | 7.8 | Quartz, Ø 4 mm | [41] |
| Ti | 0.7 | 300 | 2.6 | 1 (1.43) | 7.8 | Quartz, Ø 4 mm | [109] | |
| Ti | 0.7 | 150–450 | 3.2 | 0.75–2 (1.07–2.86) | 149–276 (12–20.8) | 7.8 | Quartz, Ø 4 mm | [37] |
| Ti; Sn; Zn | 1, 2 | 25,000, 200 | 0.27–0.4, 10 | (0.9–2.04), (5) | 70–710, 0 | Alumina, Ø 6.2 mm | [26] | |
| Ti; Nb; Ta | <1800 | 1–5.9 | 0.9–31.3 | 0–30 | [42] | |||
| Ti-6Al-4V | 480–720 | 1.5–2.5 | Ø 3.3 mm | [110] | ||||
| Ti-6Al-4V | 480 | 2.5 | 1.5 | Ø 3.3 mm | [61] | |||
| Ti-6Al-4V | 0.7 | 300 | 2.6 | 1 (1.43) | 7.8 | Quartz, Ø 4 mm | [111] | |
| Ti-6Al-4V | 0.7 | 150–450 | 1.8–5.2 | 0.75–2 (1.07–2.86) | (17.5) | 7.8 | Quartz, Ø 4 mm | [45,114] |
| Ti-6Al-4V | 0.7 | 150–450 | 1.8–5.2 | 0.75–2 (1.07–2.86) | (21) | 7.8 | Pyrex, Ø 4 mm | [38] |
| Ti-6Al-4V | 1 | 240–720 | (1–2.5) | 0 | Pyrex, Ø 3.3 mm | [72] | ||
| Ti-6Al-4V | 1 | 240 | 2–4.6 | (0.5–2.5) | (10.1–23.6) | 0 | Pyrex, Ø 3.3 mm | [39] |
| Ti3Al | 0.3 | 450 | 1.5–2.6 | 0.5–1.5 (1.67–5) | 0 | Quartz, Ø 4 mm | [47] | |
| Ti5Si3 | 0.4 | 450 | 5.58, 5.96 | 7, 8 (17.5, 20) | (58.4, 60.8) | Quartz, Ø 4 mm | [115] | |
| Ti5Si3 | 0.34 | 300 | 4.1–5.8 | 2.5–5 (7.35–15.29) | 434–631 (33.6–48.8) | Quartz, Ø 4 mm | [40] | |
| Ti-Zr-Ni | 0.45 | 450 | 1.6–2.2 | 0.57–1.1 (1.27, 2.44) | Quartz, Ø 4 mm | [117] | ||
| Ti-TiC | 0.7 | 300 | 3.16–4.08 | 1.5–2.5 (2.14–3.57) | Quartz, Ø 4 mm | [73] | ||
| Ni | 4 | 240 | 2.9–5 | 1–3 (0.25–0.75) | 4950 (12) | 0 | Pyrex, Ø 6 mm | [35] |
| Ni-Ti | (1.5–2.8) | 155–360 | Ø 10 mm | [118,119] | ||||
| Al-12Si | 0.7 | 90 | 6, 6.6, 7 | (2.31), (2.8), (3.15) | 550 | Bakelite, Ø 8 mm | [77] | |
| Al alloy | 2 | 500 | 4–5.5 | (2–3.8) | <450 | Ceramic 50 × 8 mm2 | [108] | |
| Nb-Al | 7.3 | 500 | 3.8–5.4 | (0.5–1) | <450 | Alumina 50 × 8 mm2 | [129] | |
| Nb-Al; Al alloy | 7; 5 | 1000 | 3.75–5.3; 5–6 | (1–2); (2.5–3.6) | 500; 1170 | Ceramic, 50 × 8 mm2; Ø 8 mm | [71] | |
| Zr-1Nb | 6000 | <6 | <108 | 1.6–3.5 | 0–400 | Ø 13.7 mm | [127] | |
| WC-10Co | 2.5 | 360 | 6.5 | (3) | 300 | [124] | ||
| WC-10Co | 360 | 1.5–2.4 | 300 | Ø 5.5 mm | [125] | |||
| WC-20Co | 6000 | <6 | <108 | 0.75–1 | 120–300 | Ceramic, Ø 10 mm | [90] | |
| WC-11Co; W-Ni-Fe | 1 | 360 | 4.8–6 | (4.15–6.48) | 1.8–2.8 | 300 | Ø 5.5 mm | [50] |
| UN | 2–3 | 160–210 | [97] | |||||
| Nd-Fe-B | 10 | 40–72 (4–7.2) | 176–388 | Si3N4, Ø 19 mm | [128] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aranda, R.M.; Ternero, F.; Lozano-Pérez, S.; Montes, J.M.; Cuevas, F.G. Capacitor Electrical Discharge Consolidation of Metallic Powders—A Review. Metals 2021, 11, 616. https://doi.org/10.3390/met11040616
Aranda RM, Ternero F, Lozano-Pérez S, Montes JM, Cuevas FG. Capacitor Electrical Discharge Consolidation of Metallic Powders—A Review. Metals. 2021; 11(4):616. https://doi.org/10.3390/met11040616
Chicago/Turabian StyleAranda, Rosa María, Fátima Ternero, Sergio Lozano-Pérez, Juan Manuel Montes, and Francisco G. Cuevas. 2021. "Capacitor Electrical Discharge Consolidation of Metallic Powders—A Review" Metals 11, no. 4: 616. https://doi.org/10.3390/met11040616
APA StyleAranda, R. M., Ternero, F., Lozano-Pérez, S., Montes, J. M., & Cuevas, F. G. (2021). Capacitor Electrical Discharge Consolidation of Metallic Powders—A Review. Metals, 11(4), 616. https://doi.org/10.3390/met11040616