
Predicting the External Corrosion Rate of X60 Pipeline Steel: A Mathematical Model


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Design
- The solution corrosivity factor, related to solution temperature, solution pH, and salt composition;
- The treatment factor, related to the absence or presence of various levels of CP;
- The pipe steel condition factor, related to the coated (different coating scenarios) or non-coated (i.e., bare steel) condition.
2.2. Expriemental Procedure
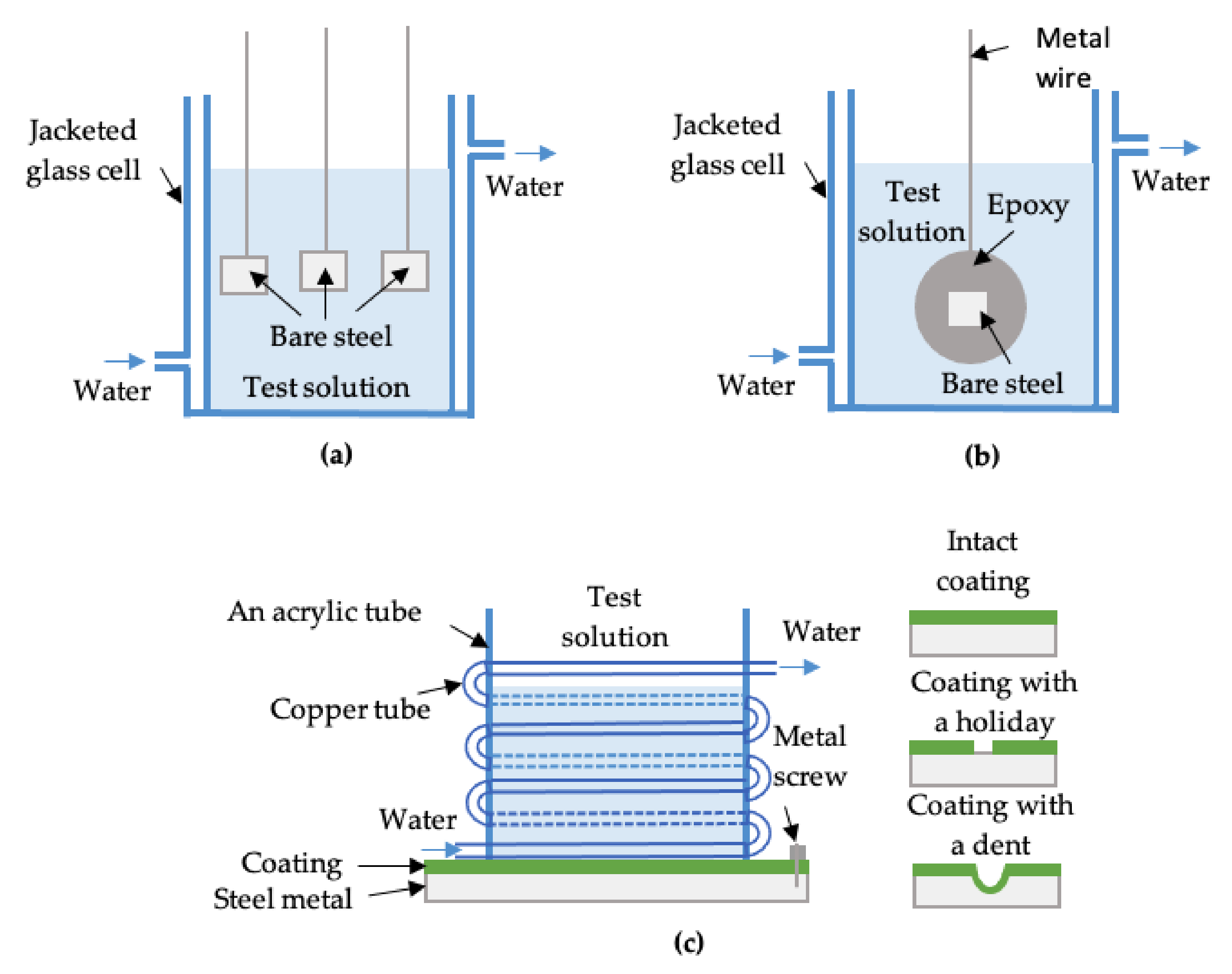
2.2.1. Weight Loss Tests and Electrochemical Tests for Bare Steel
2.2.2. Electrochemical Tests for Coated Steel
3. Results
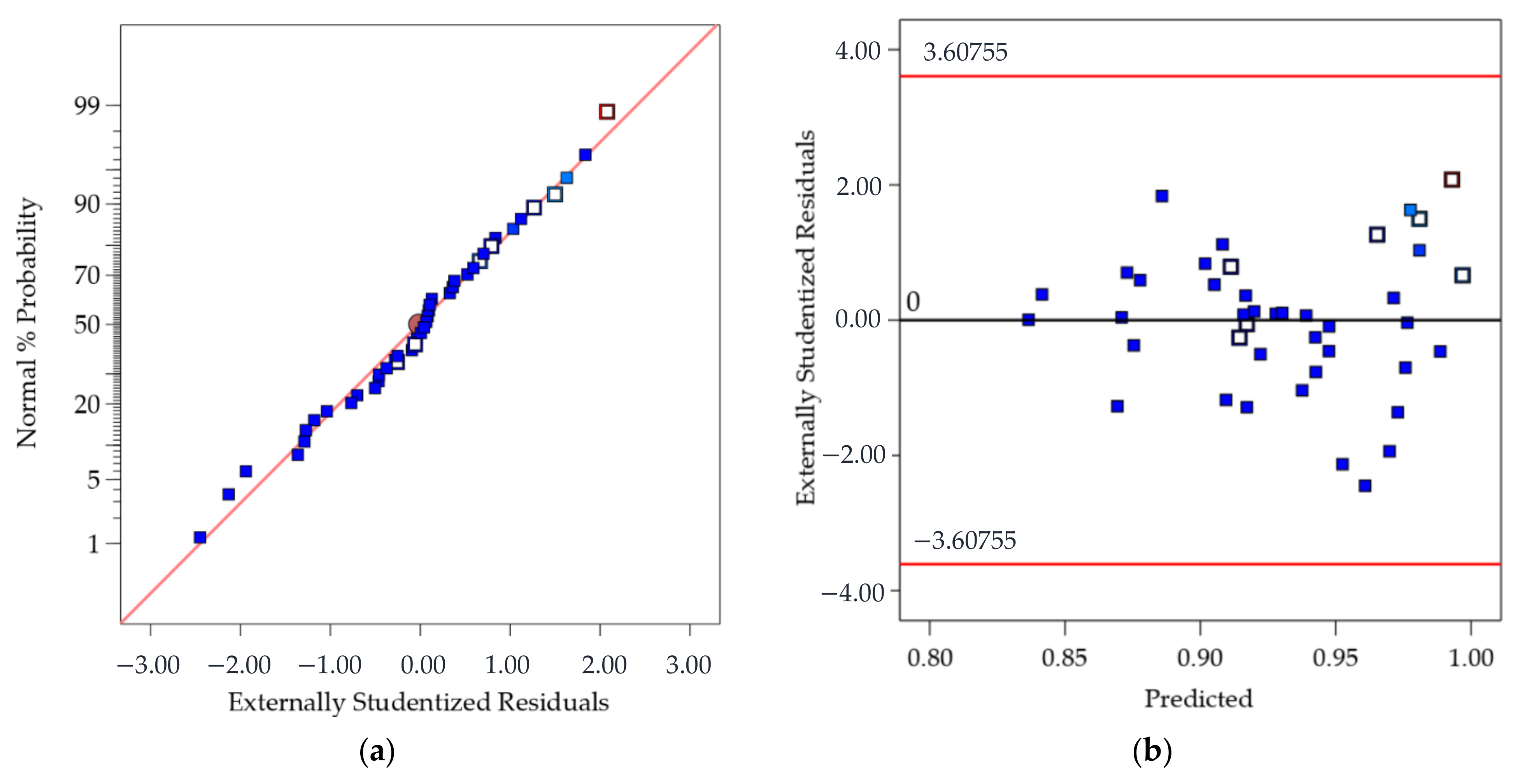
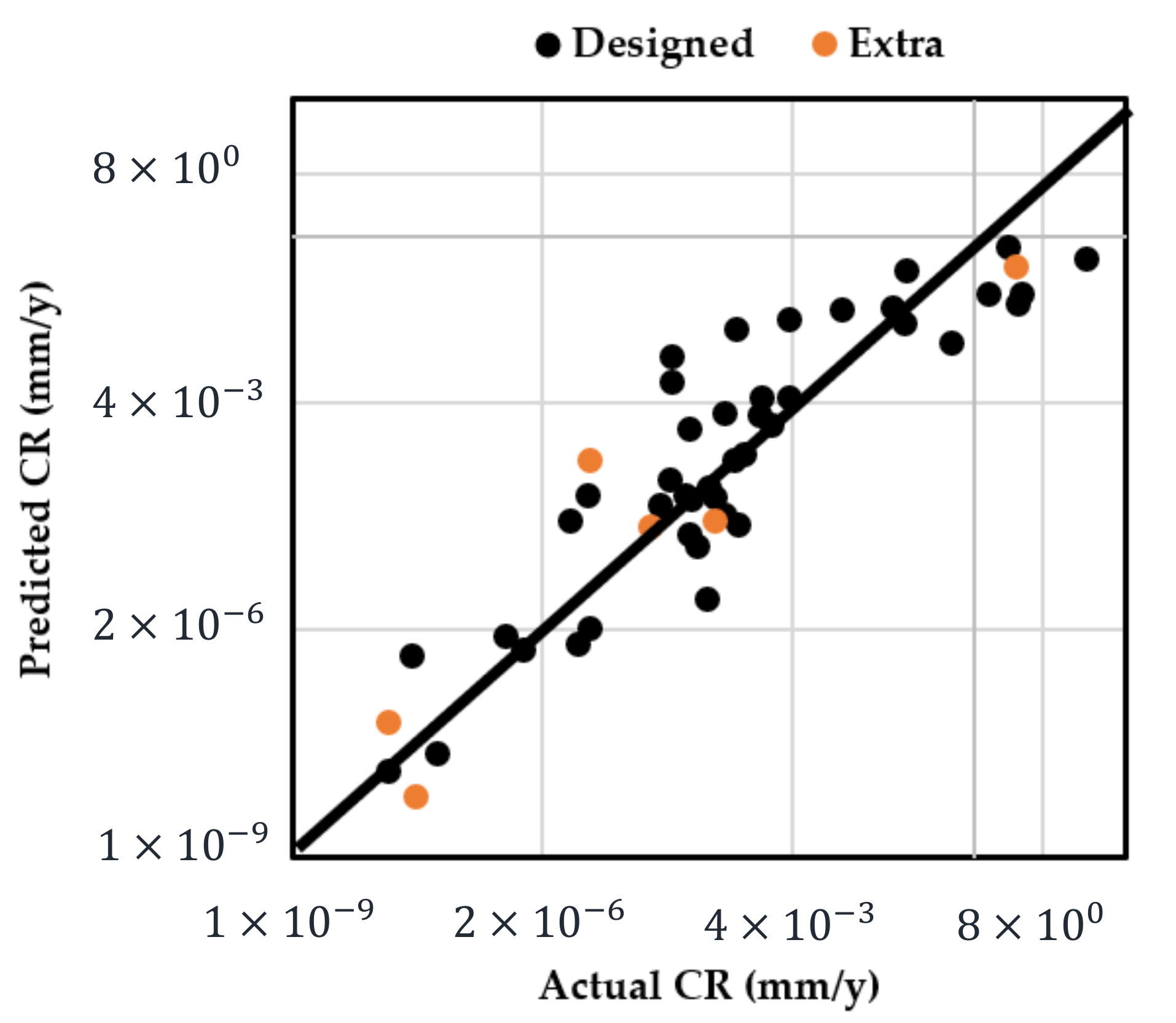
3.1. Statistical Model Based on the CR Data

3.2. ANOVA Analysis
- AC—interaction between temperature and salt composition
- BD—interaction between pH and CP
- B2—a quadratic term of pH, which models/predicts the curvature on a response surface.
4. Discussion
4.1. Model Explanation with Experimental Data and Results
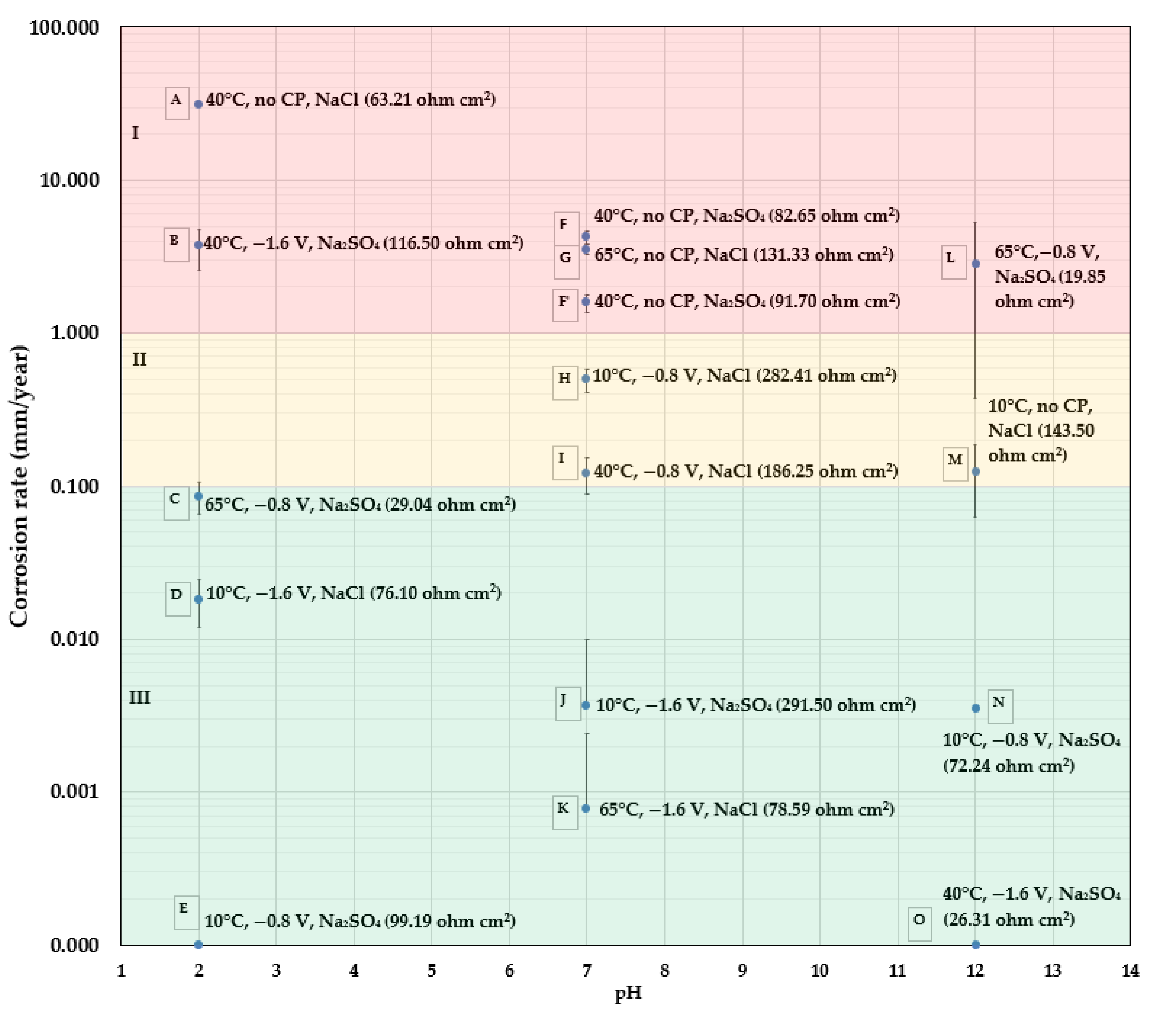
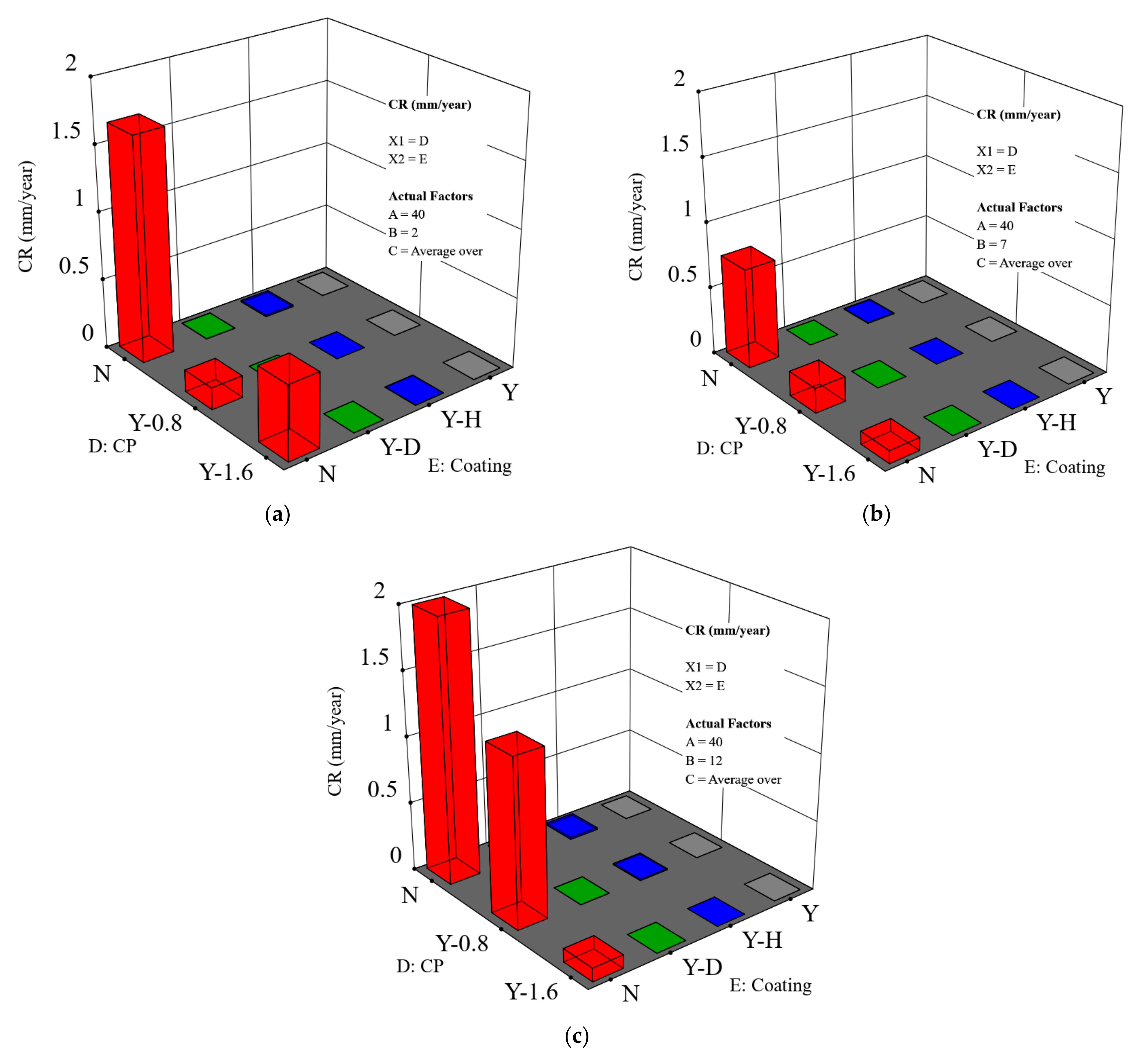
- At pH 7, that which is most representative of “normal” pipeline soil, it is interesting to observe that the CR data fell into the three regions based on the level of CP. All three samples (F, G, and F’) without CP protection appeared in region I (CR > 1 mm/y); two samples (H and I) having a CP of , were located in region II (1 mm/y > CR > 0.1 mm/y); and the other two samples (J and K) were in region III with a negligible CR due to a CP of It is reiterated here that these CRs are based on mass loss.
- At pH 2, the highest CR (30.87 mm/y) is found in sample A, which was tested without CP, and at a temperature of 40 °C. At the same temperature of 40 °C (sample B), with a high CP of , there is still an unacceptably high CR of 3.69 mm/y. Comparing to sample B: (1) sample C, which has a higher testing temperature of 65 °C, a higher solution conductivity, but a lower CP level of , shows a much lower CR of 0.09 mm/y; and (2); sample D, which has the same CP of but has a lower temperature of 10 °C, also shows an acceptable CR of 0.02 mm/y. One indication from the result is that the presence of both a high CP of and a temperature higher than 10 °C in acidic solutions led to the high CR observed in sample B. A high CP of , i.e., an overprotection, results in a large amount of hydrogen produced from the acidic solution and from the cathodic reaction (). CP that is more negative than vs. Cu/CuSO4 ( can cause problems including hydrogen-induced cracking (HIC), hydrogen embrittlement (HE), and stress corrosion cracking (SCC) [31]. Though it is normally acknowledged that hydrogen-related attack does not cause significant material loss—rather, it makes the material more susceptible to mechanical failure [32]—there seems to be a correlation between the large amount of hydrogen produced at a high temperature and the observed high CR based on the tested results. The reasons for this are not yet clear and need more detailed research.
- At pH 12, without CP protection, sample M has a CR of 0.124 mm/y at a low temperature of 10 °C. However, the highest CR of 2.86 mm/y was measured for sample L, which had a CP of and a high temperature of 65 °C. The test solution also had the lowest electrolyte resistance/highest electrolyte conductivity. When the testing temperature was 10 °C, at the same CP level of , the CR of sample N was reduced (0.004 mm/y). An increase of the CP level to also appeared to be very effective at depressing the CR to a negligible value, as seen for sample O, for which the testing temperature was 40 °C. The comparison among sample L, N, and O implies that in a hot alkaline environment, a moderate CP level of is not sufficient to protect steel from corrosion. Furthermore, if considering coated samples with a holiday (exposed steel substrate area), it is well-known that an application of CP causes an alkaline environment at the coating/substrate interface, leading to a loss of adhesion at the interface and causing cathodic disbondment. The high pH environment is supposed to protect the exposed substrate from corrosion. However, based on the present result on bare steel samples, if the coated sample is tested at a high temperature of 65 °C with a CP of , both the exposed holiday area and the substrate underneath the disbonded coating may still experience corrosion. This is exactly what was found in holiday samples, as discussed in Figure 5.
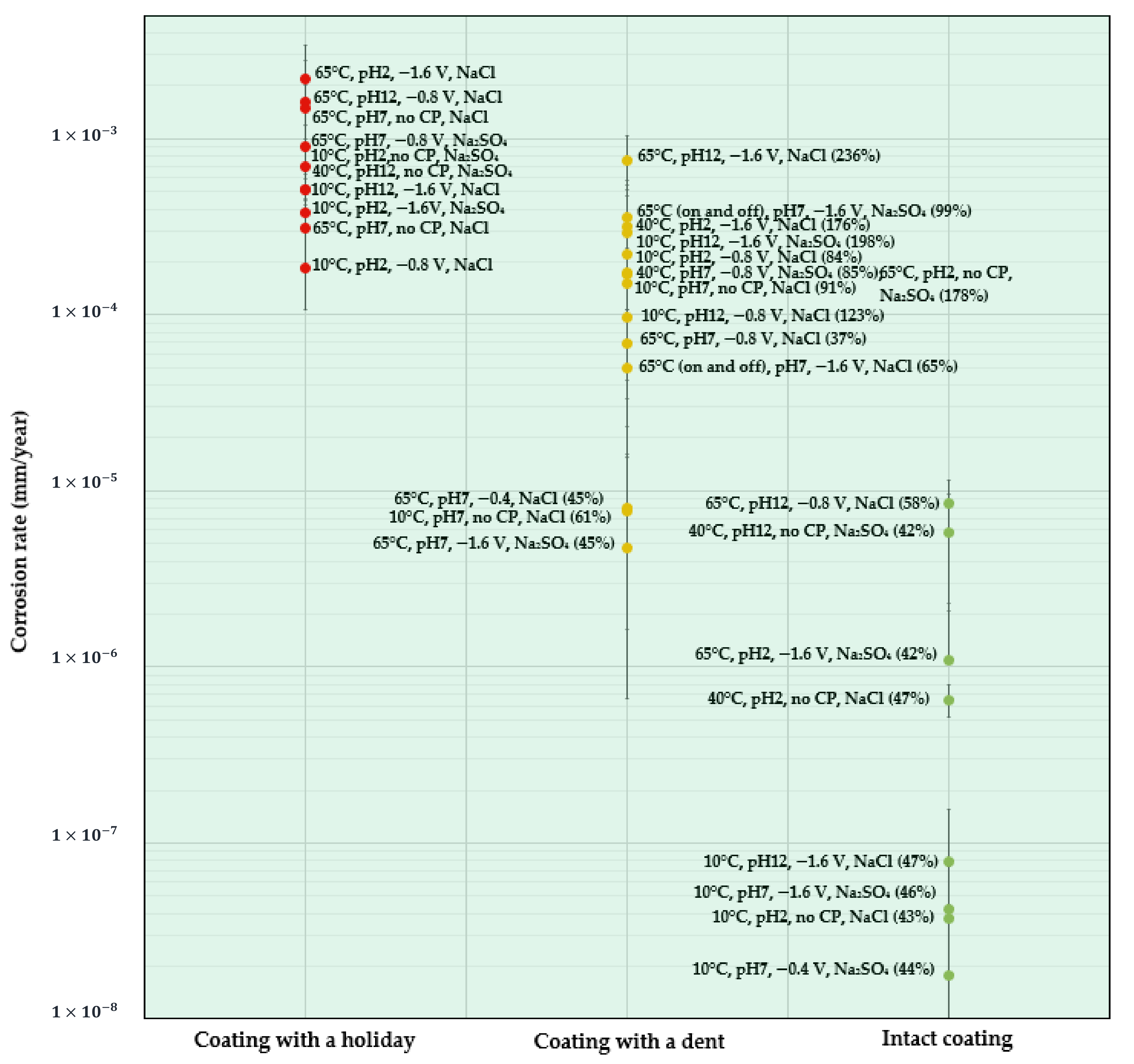
- Coatings with a holiday: due to the exposed metal surface, which is similar to the bare steel samples, holiday samples show relatively high CRs. The top three samples shown in Figure 5 are those tested at a high temperature of 65 °C and at pH 2, pH 7, and pH 12. The one tested at pH 2 showing the highest CR is accompanied with a high CP of , followed by that tested at pH 12 with a CP of , and then the one tested at pH 7 with no CP. It can be found that these three conditions are predicted to result in the highest CR at each pH condition for bare metal samples. In other words, the CR results for holiday samples are consistent with that observed for bare steel samples, which further supports the proposal of two quadratic items in the mathematical model, i.e., temperature–salt type and pH–CP interactions.
- Coatings with a dent: most of the studied samples with a dent (yellow circles) are in the region where 5 × 10−5 < CR < 1 × 10−3 mm/y, having comparable CRs to the holiday samples, indicating a similar corrosion resistance of the coating with these two kinds of defect. No particular trend in CR can be found in the dented samples with respect to temperature, pH, or CP. On the other hand, if looking at the volume of water () being absorbed in the coating (the data in the parentheses), it is found that, in general, when is higher than 65%, the CR is above 1 × 10−5 mm/y; when is below 65%, the CR is less than 1 × 10−5 mm/y. It is also interesting to observe that dented samples immersed in solutions with pH 7 show a relatively low water uptake (61% on average), while higher water absorption was observed in samples tested at pH 12 (186% on average) and pH 2 (146% on average). Compared to neutral solutions, a highly alkaline environment was reported to promote the absorption of moisture in FBE coatings, and with the presence of defects, the penetration of aggressive ions can be facilitated, contributing to increased CR [33]. The present work supports this statement and further shows that an acidic environment also can accelerate the process of water absorption in FBE coatings with the presence of defects.
- Intact coatings: due to a good protection from the coating, the CRs for all the intact coating samples (green circles) are extremely low and less than 1 × 10−5 mm/y. for these samples are all below 65%. Among all the factors, the temperature seems to be the most critical, which is consistent with the ANOVA analysis. Negligible CRs on the order of 10−8 were found for the four samples tested at 10 °C. Increasing the temperature accelerates the CR by one to two orders of magnitude.
4.2. Model Application/Prediction
- The effect of coating
- The effect of CP
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Canadian Energy Pipeline Association (CEPA). 2015 Pipeline Industry Performance Report; Canadian Energy Pipeline Association: Calgary, AB, Canada, 2015. [Google Scholar]
- Kowalski, A.R.; Sánchez, A.N. Soil Corrosivity in Buried Onshore Pipelines: A Bayesian Network Approach. In Proceedings of the CORROSION 2016 NACE International, Vancouver, BC, Canada, 6–10 March 2016. [Google Scholar]
- Li, X.; Castaneda, H. Influence of Soil Parameters on Coating Damage Evolution of X52 Pipeline Steel under Cathodic Protection Conditions. In Proceedings of the CORROSION 2014, San Antonio, TX, USA, 9–13 March 2014; NACE International: Houston, TX, USA, 2014. [Google Scholar]
- De Cunha Lins, V.F.; Magalhães Ferreira, M.L.; Saliba, P.A. Corrosion Resistance of API X52 Carbon Steel in Soil Environment. J. Mater. Res. Technol. 2012, 1, 161–166. [Google Scholar] [CrossRef]
- Quej-Ake, L.M.; Contreras, A.; Liu, H.B.; Alamilla, J.L.; Sosa, E. Assessment on external corrosion rates for API pipeline steels exposed to acidic sand-clay soil. Anti-Corros. Methods Mater. 2018, 65, 281–291. [Google Scholar] [CrossRef]
- Cole, I.S.; Marney, D. The science of pipe corrosion: A review of the literature on the corrosion of ferrous metals in soils. Corros. Sci. 2012, 56, 5–16. [Google Scholar] [CrossRef]
- Wasim, M.; Shoaib, S.; Mubarak, N.M.; Inamuddin; Asiri, A.M. Factors influencing corrosion of metal pipes in soils. Environ. Chem. Lett. 2018, 16, 861–879. [Google Scholar] [CrossRef]
- Barbalat, M.; Lanarde, L.; Caron, D.; Meyer, M.; Vittonato, J.; Castillon, F.; Fontaine, S.; Refait, P. Electrochemical study of the corrosion rate of carbon steel in soil: Evolution with time and determination of residual corrosion rates under cathodic protection. Corros. Sci. 2012, 55, 246–253. [Google Scholar] [CrossRef]
- Benmoussa, A.; Hadjel, M.; Traisnel, M. Corrosion behavior of API 5L X-60 pipeline steel exposed to near-neutral pH soil simulating solution. Mater. Corros. 2006, 57, 771–777. [Google Scholar] [CrossRef]
- Wang, S.; Liu, D.; Du, N.; Zhao, Q.; Xiao, J. Analysis of the Long-Term Corrosion Behavior of X80 Pipeline Steel in Acidic Red Soil Using Electrical Resistance Test Technique. Adv. Mater. Sci. Eng. 2015, 2015, 931761. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Eslami, A.; Egbewande, A. A review on pipeline corrosion, in-line inspection (ILI), and corrosion growth rate models. Int. J. Press. Vessel. Pip. 2017, 149, 43–54. [Google Scholar] [CrossRef]
- Ahammed, M.; Melchers, R.E. Reliability of Underground Pipelines Subject to Corrosion. J. Transp. Eng. 1994, 120, 989–1002. [Google Scholar] [CrossRef]
- Velázquez, J.C.; Caleyo, F.; Valor, A.; Hallen, J.M. Predictive model for pitting corrosion in buried oil and gas pipelines. Corrosion 2009, 65, 332–342. [Google Scholar] [CrossRef]
- Chico, B.; de la Fuente, D.; Díaz, I.; Simancas, J.; Morcillo, M. Annual Atmospheric Corrosion of Carbon Steel Worldwide. An Integration of ISOCORRAG, ICP/UNECE and MICAT Databases. Materials 2017, 10, 601. [Google Scholar] [CrossRef] [PubMed]
- Simillion, H.; Dolgikh, O.; Terryn, H.; Deconinck, J. Atmospheric corrosion modeling. Corros. Rev. 2014, 32, 73–100. [Google Scholar] [CrossRef]
- Wang, X.; Wang, H.; Tang, F.; Castaneda, H.; Liang, R. Statistical analysis of spatial distribution of external corrosion defects in buried pipelines using a multivariate Poisson-lognormal model. Struct. Infrastruct. Eng. 2020. [Google Scholar] [CrossRef]
- He, B.; Han, P.; Hou, L.; Zhang, D.; Bai, X. Understanding the effect of soil particle size on corrosion behavior of natural gas pipeline via modelling and corrosion micromorphology. Eng. Fail. Anal. 2017, 80, 325–340. [Google Scholar] [CrossRef]
- Gadala, I.M.; Abdel Wahab, M.; Alfantazi, A. Numerical simulations of soil physicochemistry and aeration influences on the external corrosion and cathodic protection design of buried pipeline steels. Mater. Des. 2016, 97, 287–299. [Google Scholar] [CrossRef]
- Kosari, A.; Davoodi, A.; Moayed, M.H.; Gheshlaghi, R. The response surface method as an experimental design technique to explore and model the performance of corrosion inhibitors. Corrosion 2015, 71, 819–827. [Google Scholar] [CrossRef]
- Tansel, B.; Pascual, B. Factorial evaluation of operational variables of a DAF process to improve PHC removal efficiency. Desalination 2004, 169, 1–10. [Google Scholar] [CrossRef]
- Bursali, N.; Ertunc, S.; Akay, B. Process improvement approach to the saponification reaction by using statistical experimental design. Chem. Eng. Process. Process. Intensif. 2006, 45, 980–989. [Google Scholar] [CrossRef]
- Mahdi, K.; Gheshlaghi, R.; Zahedi, G.; Lohi, A. Characterization and modeling of a crude oil desalting plant by a statistically designed approach. J. Pet. Sci. Eng. 2008, 61, 116–123. [Google Scholar] [CrossRef]
- Arriba-Rodríguez, L.-d.; Rodríguez-Montequín, V.; Villanueva-Balsera, J.; Ortega-Fernández, F. Design of Predictive Models to Estimate Corrosion in Buried Steel Structures. Sustainability 2020, 12, 9879. [Google Scholar] [CrossRef]
- ASTM International. Standard Practice for Laboratory Immersion Corrosion Testing of Metals; ASTM G31-72; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Du, C.W.; Li, X.G.; Liang, P.; Liu, Z.Y.; Jia, G.F.; Cheng, Y.F. Effects of Microstructure on Corrosion of X70 Pipe Steel in an Alkaline Soil. J. Mater. Eng. Perform. 2009, 18, 216–220. [Google Scholar] [CrossRef]
- Jamali, S.S.; Mills, D.J.; Sykes, J.M. Measuring electrochemical noise of a single working electrode for assessing corrosion resistance of polymer coated metals. Prog. Org. Coat. 2014, 77, 733–741. [Google Scholar] [CrossRef]
- González, J.A.; Andrade, C. Effect of Carbonation, Chlorides and Relative Ambient Humidity on the Corrosion of Galvanized Rebars Embedded in Concrete. Br. Corros. J. 1982, 17, 21–28. [Google Scholar] [CrossRef]
- Saliba, P.A.; Mansur, A.A.; Santos, D.B.; Mansur, H.S. Fusion-bonded epoxy composite coatings on chemically functionalized API steel surfaces for potential deep-water petroleum exploration. Appl. Adhes. Sci. 2015, 3, 22. [Google Scholar] [CrossRef]
- Brasher, D.M.; Kingsbury, A.H. Electrical measurements in the study of immersed paint coatings on metal. I. Comparison between capacitance and gravimetric methods of estimating water-uptake. J. Appl. Chem. 1954, 4, 62–72. [Google Scholar] [CrossRef]
- Groysman, A. Corrosion for Everybody; Springer: New York, NY, USA; Dordrecht, The Netherlands, 2010. [Google Scholar]
- Leeds, J.M. Interaction between coatings and CP deserves basic review. Pipe Line Gas. Ind. 1995, 78, 21. [Google Scholar]
- Song, F. Corrosion of Coated Pipelines with Cathodic Protection. Ph.D. Thesis, University of Toronto, Toronto, ON, Canada, 2002. [Google Scholar]
- Singh, D.D.N.; Ghosh, R. Unexpected deterioration of fusion-bonded epoxy-coated rebars embedded in chloride-contaminated concrete environments. Corrosion 2005, 61, 815–829. [Google Scholar] [CrossRef]
- Nakhaie, D.; Ferdowsi, B.A.S. Soil and Pitting Corrosion of Hot-Dip Galvanized Steel: Experimental and Mathematical Modeling. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 2010. [Google Scholar]
- Sajid, H.U.; Kiran, R.; Qi, X.; Bajwa, D.S.; Battocchi, D. Employing corn derived products to reduce the corrosivity of pavement deicing materials. Constr. Build. Mater. 2020, 263, 120662. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pipe Steel | Coating Type | CP Application | Electrolyte | CR or Corrosion Current Density | Ref. |
|---|---|---|---|---|---|
| X52 | a 30-μm thick layer of coal tar applied in the lab | 0.8 V vs. Ag/AgCl | Soil (RT, pH 8.2) | Corrosion current density (EIS 1 estimation): ~0 µA/cm2 (~0 mm/y) | [3] |
| X52 | Same as above but with a holiday | 0.8 V vs. Ag/AgCl | Soil (RT, pH 8.2) | Corrosion current density (EIS estimation): 10−5 to 10−4 µA/cm2 (~7.6 × 10−8 to 7.6 × 10−7 mm/y) | [3] |
| X52 | No coating | No CP | Synthetic soil solution 2 (RT, pH = 7.7, 1825 Ω∙cm2) | CR (LPR 3 test) = 0.023 mm/y | [4] |
| X60 | No coating | No CP | Sand–clay soil (RT, pH 3; 499.5 Ω∙cm2) | CR (five hours after removed oxides, polarization test) = 0.56 mm/y Possible pitting occurs | [5] |
| X65 | No coating | No CP | Sand–clay soil (RT, pH 3; 183 Ω∙cm2) | CR (five hours after removed oxides, polarization test) = 1.29 mm/y Possible pitting occurs | [5] |
| X70 | No coating | No CP | Sand–clay soil (RT, pH 3; 213 Ω∙cm2) | CR (five hours after removed oxides, polarization test) = 1.08 mm/y Possible pitting occurs | [5] |
| X70 | No coating | No CP | Sand–clay soil added with water (RT, pH 4.8~5.6) | CR (seven-day polarization test) = 0.085 mm/y | [8] |
| No coating | 0.9 V vs. Ag/AgCl | Sand–clay soil added with water (RT, pH 4.8~5.6) | CR (seven-day polarization test) = 0.025 mm/y | [8] | |
| X80 | No coating | No CP | Acidic red soil (buried underground, pH ~4.7) | CR (38-week electric resistance test) = 0.0902 mm/y CR (five-year electric resistance test) = 0.0226 mm/y | [10] |
| Independent Variables | Description | Type | |
|---|---|---|---|
| Solution corrosivity | Solution temperature | 10, 40, 65 °C | Numerical |
| Solution pH | 2, 7, 12 | Numerical | |
| Salt composition | NaCl or Na2SO4 | Categorical | |
| CP | Without or with (−0.8 V and −1.6 V vs. Ag/AgCl) | Categorical | |
| Coating | Without or with (intact, dented, or with a holiday) | Categorical | |
| Factor A | Factor B | Factor C | Factor D | Factor E | Response | |
|---|---|---|---|---|---|---|
| Run | Solution Temperature (°C) | Solution pH | Salt Composition | CP (V vs. Ag/AgCl) | Coating Condition | CR (mm/year) |
| 1 | 10 | 12 | SO4 | Y-0.8 | N | |
| 2 | 40 | 12 | SO4 | N | Y | |
| 3 | 65 | 7 | Cl | Y-0.8 | Y-D | |
| 4 | 10 | 2 | Cl | Y-1.6 | N | |
| 5 | 40 | 7 | SO4 | N | N | |
| 6 | 10 | 12 | Cl | Y-1.6 | Y-H | |
| 7 | 10 | 2 | SO4 | Y-1.6 | Y-H | |
| 8 | 10 | 12 | Cl | Y-0.8 | Y-D | |
| 9 | 40 | 7 | Cl | Y-0.8 | N | |
| 10 | 65 | 2 | SO4 | N | Y-D | |
| 11 | 65 | 12 | Cl | Y-0.8 | Y | |
| 12 | 10 | 2 | SO4 | N | Y-H | |
| 13 | 40 | 12 | SO4 | N | Y-H | |
| 14 | 65 | 2 | SO4 | Y-1.6 | Y | |
| 15 | 65 | 2 | SO4 | Y-0.8 | N | |
| 16 | 40 | 12 | SO4 | Y-1.6 | N | |
| 17 | 10 | 7 | SO4 | Y-1.6 | N | |
| 18 | 40 | 2 | Cl | N | Y | |
| 19 | 65 | 12 | SO4 | Y-0.8 | N | |
| 20 | 65 | 12 | Cl | Y-0.8 | Y-H | |
| 21 | 40 | 7 | SO4 | N | N | |
| 22 | 65 | 7 | SO4 | Y-0.8 | Y-H | |
| 23 | 10 | 12 | SO4 | Y-1.6 | Y-D | |
| 24 | 10 | 2 | Cl | Y-0.8 | Y-H | |
| 25 | 40 | 2 | Cl | Y-1.6 | Y-D | |
| 26 | 10 | 2 | Cl | Y-0.8 | Y-D | |
| 27 | 65 | 12 | Cl | Y-1.6 | Y-D | |
| 28 | 10 | 12 | Cl | N | N | |
| 29 | 10 | 12 | Cl | Y-1.6 | Y | |
| 30 | 40 | 2 | SO4 | Y-1.6 | N | |
| 31 | 10 | 7 | Cl | Y-0.8 | N | |
| 32 | 65 | 2 | Cl | Y-1.6 | Y-H | |
| 33 | 10 | 7 | Cl | N | Y-D | |
| 34 | 10 | 2 | Cl | N | Y | |
| 35 | 40 | 2 | Cl | N | N | |
| 36 | 10 | 2 | SO4 | Y-0.8 | N | |
| 37 | 65 | 7 | Cl | Y-1.6 | N | |
| 38 | 40 | 7 | SO4 | Y-0.8 | Y-D | |
| 39 | 65 | 7 | SO4 | Y-1.6 | Y-D | |
| 40 | 65 | 7 | Cl | N | Y-H | |
| 41 | 10 | 7 | Cl | N | Y-D | |
| 42 | 10 | 7 | SO4 | Y-0.8 | Y | |
| X1 | 10 | 7 | SO4 | 0.4 V | Y | |
| X2 | 10 | 7 | SO4 | 1.6 V | Y | |
| X3 | 65 | 7 | Cl | N | N | |
| X4 | 65 | 7 | Cl | 0.4 V | YD | |
| X5 | 65 (on and off) | 7 | SO4 | 1.6 V | YD | |
| X6 | 65 (on and off) | 7 | Cl | 1.6 V | YD |
| Coating Conditions | Salt Composition | CP Level | |||
|---|---|---|---|---|---|
| Bare steel | 0.97 ± 0.014 | NaCl | 0.00020 | no CP | −0.0047 |
| Holiday sample | 0.93 ± 0.014 | 0.8 V | −0.0028 | ||
| Dented sample | 0.91 ± 0.014 | Na2SO4 | 0.00043 | 1.6 V | −0.0065 |
| Intact sample | 0.86 ± 0.014 |
| Source | Sum of Squares | Degree of Freedom | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 0.0709 | 12 | 0.0059 | 9.27 | <0.0001 | significant |
| A-Temp | 0.0020 | 1 | 0.0020 | 3.18 | 0.0849 | |
| B-pH | 1 | 0.0000 | 0.9955 | |||
| C-Salt comp | 0.0003 | 1 | 0.0003 | 0.4486 | 0.5083 | |
| D-CP | 0.0026 | 2 | 0.0013 | 2.03 | 0.1491 | |
| E-Coating | 0.0650 | 3 | 0.0217 | 33.99 | <0.0001 | significant |
| AC | 0.0003 | 1 | 0.0003 | 0.4283 | 0.5180 | |
| BD | 0.0016 | 2 | 0.0008 | 1.23 | 0.3059 | |
| B2 | 0.0006 | 1 | 0.0006 | 0.9415 | 0.3399 | |
| Residual | 0.0185 | 29 | 0.0006 | |||
| Lack of Fit | 0.0181 | 27 | 0.0007 | 3.27 | 0.2611 | not significant |
| Pure Error | 0.0004 | 2 | 0.0002 | |||
| Cor Total | 0.0894 | 41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, M.; Liang, H.; Liu, Y.; Asselin, E. Predicting the External Corrosion Rate of X60 Pipeline Steel: A Mathematical Model. Metals 2021, 11, 583. https://doi.org/10.3390/met11040583
Xu M, Liang H, Liu Y, Asselin E. Predicting the External Corrosion Rate of X60 Pipeline Steel: A Mathematical Model. Metals. 2021; 11(4):583. https://doi.org/10.3390/met11040583
Chicago/Turabian StyleXu, Min, Hongxing Liang, Yu Liu, and Edouard Asselin. 2021. "Predicting the External Corrosion Rate of X60 Pipeline Steel: A Mathematical Model" Metals 11, no. 4: 583. https://doi.org/10.3390/met11040583
APA StyleXu, M., Liang, H., Liu, Y., & Asselin, E. (2021). Predicting the External Corrosion Rate of X60 Pipeline Steel: A Mathematical Model. Metals, 11(4), 583. https://doi.org/10.3390/met11040583