
A Study on the Effect of Current Waveform on Intermetallics Formation and the Weldability of Dissimilar Materials Welded Joints (AA5052 Alloy—GI Steel) in AC Pulse GMAW



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Bead Profiles
3.2. Metallurgical Characteristics
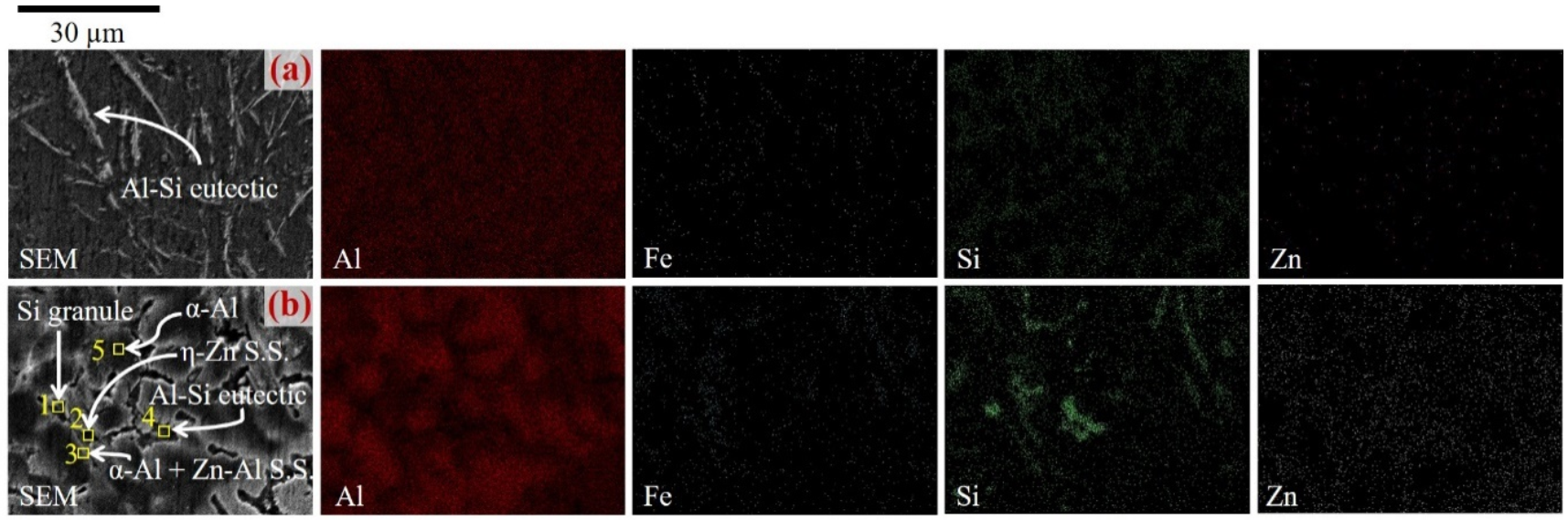
3.2.1. Zinc Distribution of the Joints
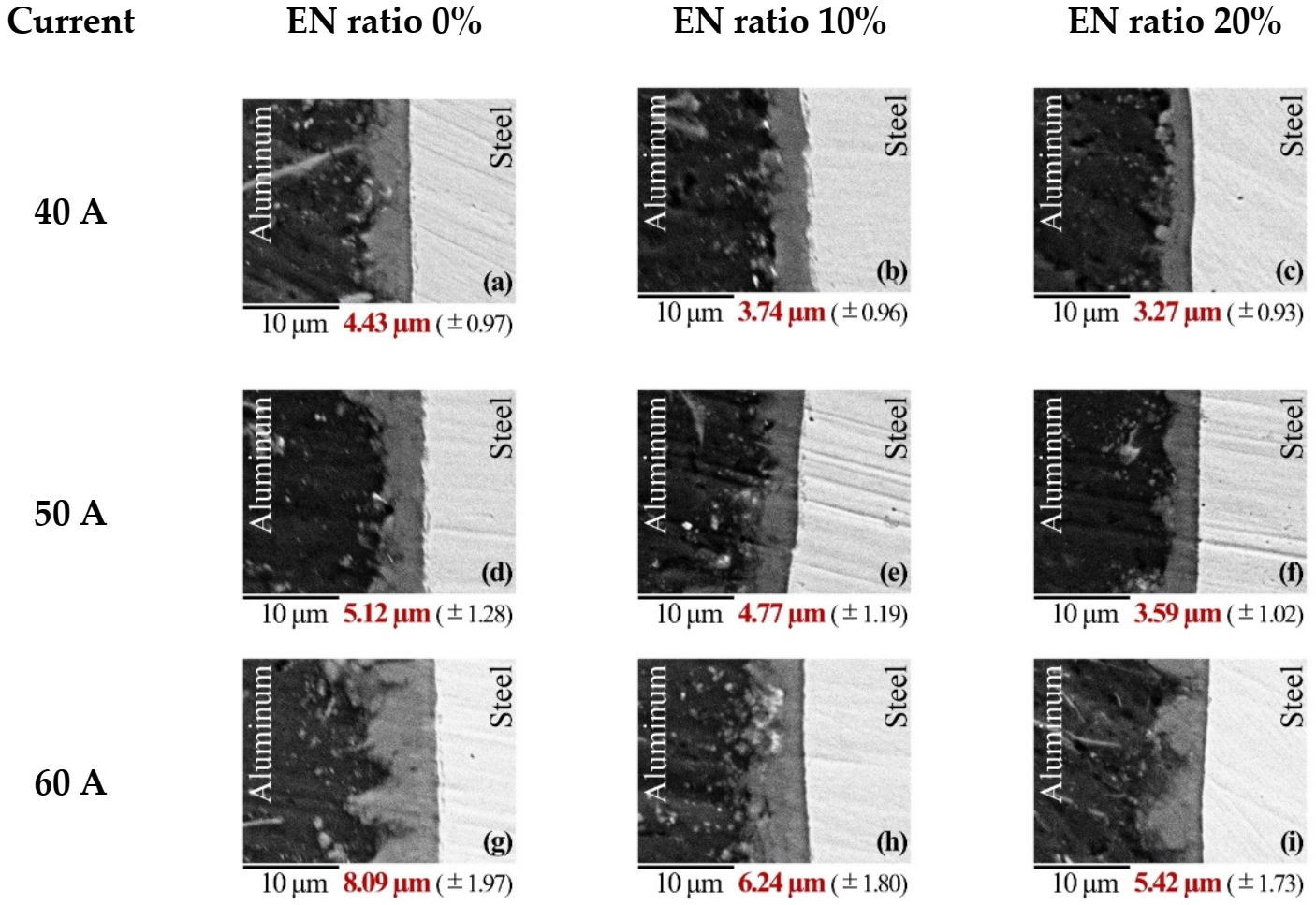
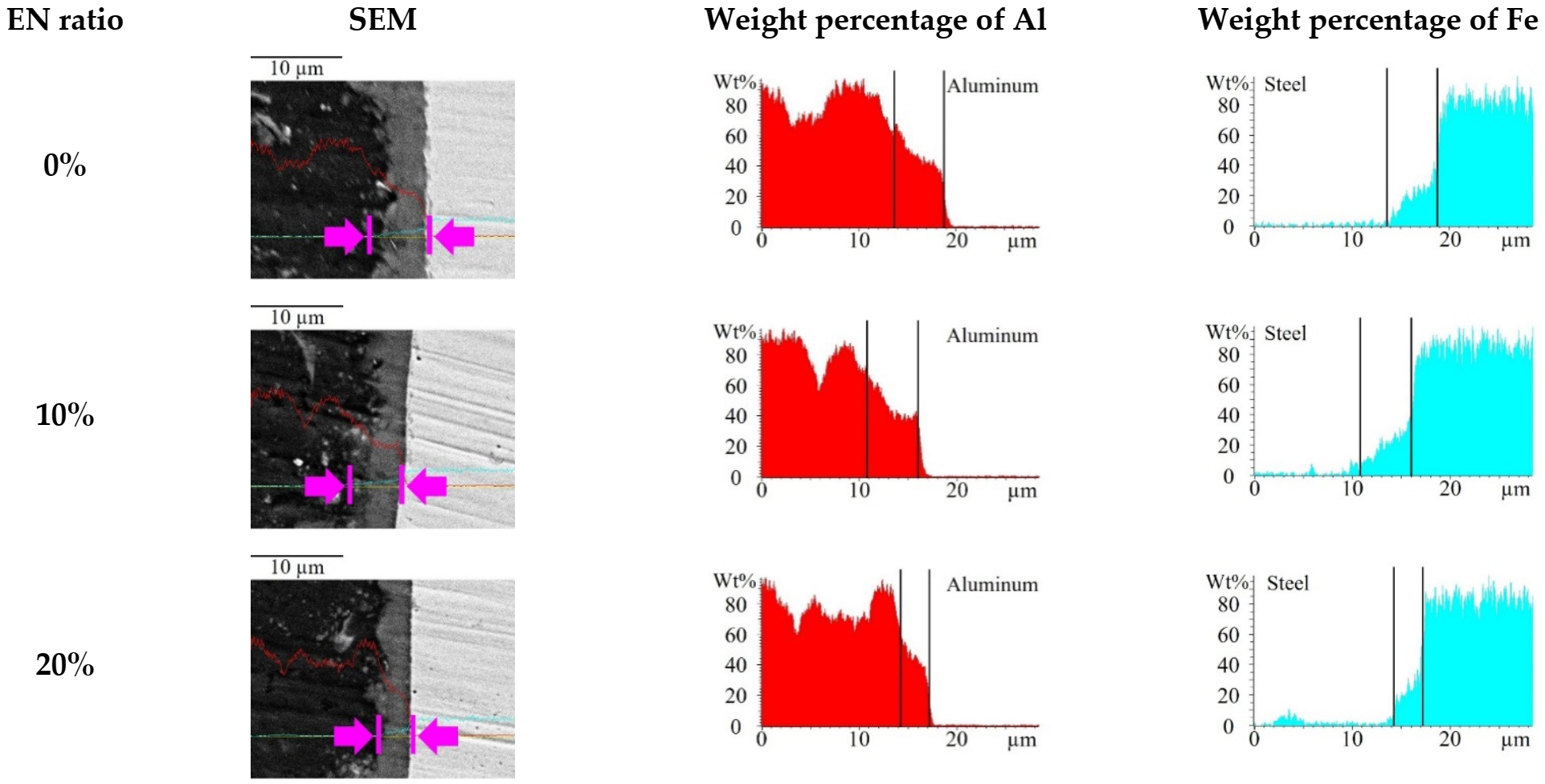
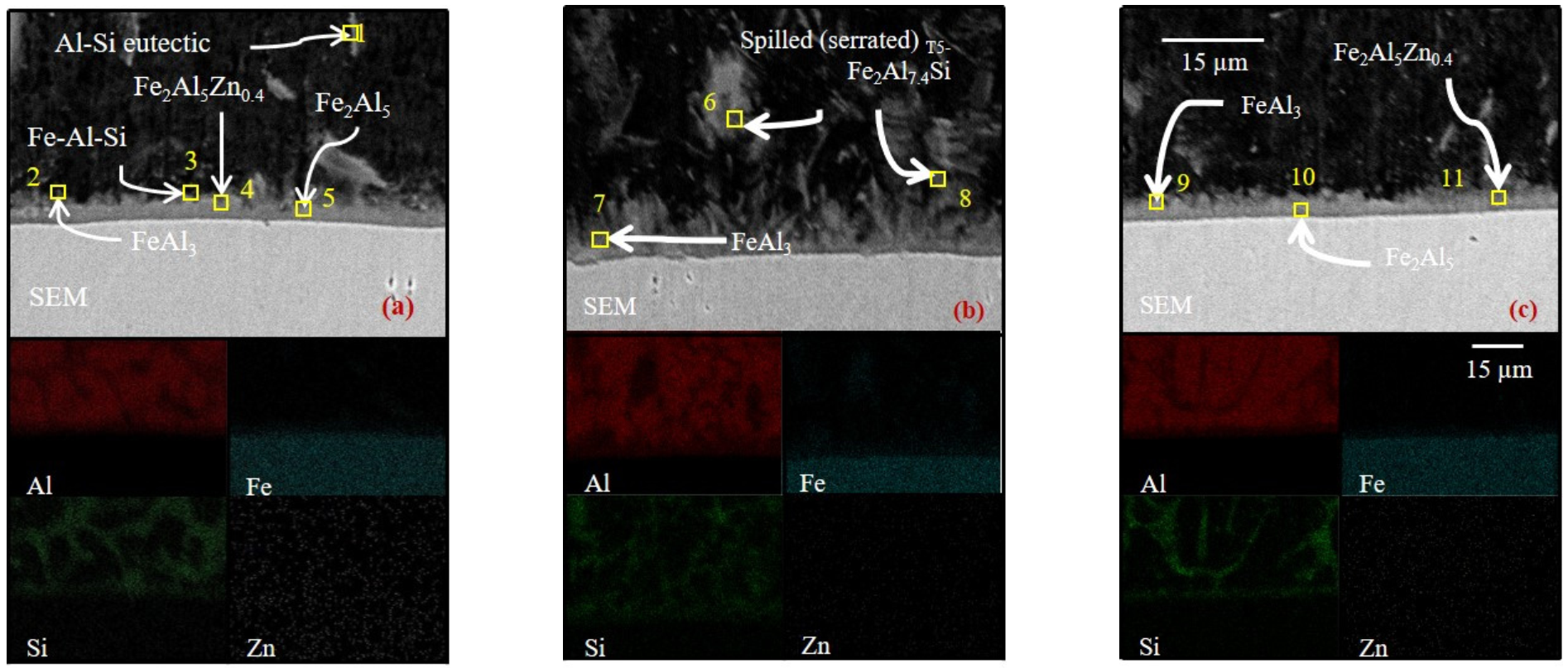
3.2.2. Formation of IMC Layer
3.3. Mechanical Characteristics
3.3.1. Hardness
3.3.2. Tensile-Shear Strength
4. Conclusions
- (1)
- Compared to DC pulse GMAW joints, AC pulse joints showed relatively smooth bead geometries which have decreased the wet length and increased bead height. This is attributed to the decreased heat input to the base metal but the increased amount of the filler wire due to changes of the polarity. However, insufficient heat input at 40 A with 20% EN induced defects, which include porosity and unfused zone due to drastic Zn evaporation and lack of fusion in the root area. Asymmetric heat conduction in the root and toe in the joints induced more porosities in the root area than in the toe area. This is because the higher heat conductivity due to the tight set between aluminum and steel in the root resulted in faster solidification when compared to the toe side, and hence, evaporated Zn was trapped more easily.
- (2)
- Compared to the average IMC layer thickness of DC pulse GMAW joints, the AC pulse process resulted in a thinner IMC layer. This decrease can be attributed to the less heat generation at higher EN ratio. The measured average IMC layer thickness at the joint interface satisfied the required the maximum thickness (<10 μm) to achieve sound joint strength. It is realized that heat generation in the unit length per time at the joint interface significantly affects the growth of IMC layer thickness.
- (3)
- The morphology of the Fe-Al IMC layer was a smooth interface between the IMC and the steel, the but needle-like and serrated type interface was observed toward the aluminum side. This is because of the nonuniform diffusion of aluminum and steel. Furthermore, Fe-Al-Si and Fe-Al-Zn compounds were formed at the boundary of the Fe-Al IMC. It can be inferred that the presence of Si and Zn contributed to improving the joint strength by restricting the growth of brittle Fe-Al IMC.
- (4)
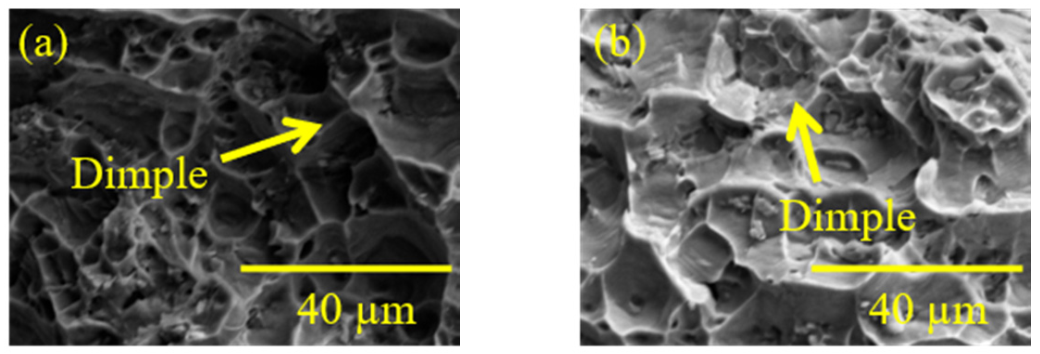
- The highest average tensile-shear strength was achieved as 171 MPa (joint efficiency of 78%) adopting 51.46 J/mm of heat input by 50 A 20%. The result showed 11% higher joint efficiency than the maximum tensile-shear strength of DC pulse GMAW joints. This is ascribed to the decrease in the heat input as the EN ratio increased. The failure mode of the joints followed a ductile fracture pattern from the fusion line along the vertical direction to the weldment; in this case, the porosities corresponding to evaporated Zn worked as stress-intensification notches in the root.
Author Contributions
Funding
Conflicts of Interest
References
- Kim, I.S.; Basu, A. A mathematical model of heat transfer and fluid flow in the gas metal arc welding process. J. Mater. Process. Technol. 1998, 77, 17–24. [Google Scholar] [CrossRef]
- Xu, G.; Hu, J.; Tsai, H.L. Three-dimensional modeling of the plasma arc in arc welding. J. Appl. Phys. 2008, 104, 103301. [Google Scholar] [CrossRef]
- Schnick, M.; Fuessel, U.; Hertel, M.; Haessler, M.; Spille-Kohoff, A.; Murphy, A.B. Modelling of gas–metal arc welding taking into account metal vapour. J. Phys. D Appl. Phys. 2010, 43, 434008. [Google Scholar] [CrossRef]
- Tanaka, K.; Shigeta, M.; Tanaka, M.; Murphy, A.B. Investigation of the bilayer region of metal vapor in a helium tungsten inert gas arc plasma on stainless steel by imaging spectroscopy. J. Phys. D Appl. Phys. 2019, 52, 354003. [Google Scholar] [CrossRef]
- Fan, H.G.; Kovacevic, R. A unified model of transport phenomena in gas metal arc welding including electrode, arc plasma and molten pool. J. Phys. D Appl. Phys. 2004, 37, 2531. [Google Scholar] [CrossRef]
- Wu, D.; Tashiro, S.; Wu, Z.; Nomura, K.; Hua, X.; Tanaka, M. Analysis of heat transfer and material flow in hybrid KPAW-GMAW process based on the novel three dimensional CFD simulation. Int. J. Heat Mass Transf. 2020, 147, 118921. [Google Scholar] [CrossRef]
- Coelho, R.S.; Kostka, A.; Dos Santos, J.F.; Kaysser-Pyzalla, A. Friction-stir dissimilar welding of aluminium alloy to high strength steels: Mechanical properties and their relation to microstructure. Mater. Sci. Eng. A 2012, 556, 175–183. [Google Scholar] [CrossRef]
- Bruckner, J. Cold metal transfer has a future joining steel to aluminum. Weld. J. 2005, 84, 38–40. [Google Scholar]
- Pouranvari, M. Critical assessment 27: Dissimilar resistance spot welding of aluminium/steel: Challenges and opportunities. Mater. Sci. Technol. 2017, 33, 1705–1712. [Google Scholar] [CrossRef]
- Song, J.L.; Lin, S.B.; Yang, C.L.; Fan, C.L.; Ma, G.C. Analysis of intermetallic layer in dissimilar TIG welding-brazing butt joint of aluminium alloy to stainless steel. Sci. Technol. Weld. Join. 2010, 15, 213–218. [Google Scholar] [CrossRef]
- Lin, S.B.; Song, J.L.; Yang, C.L.; Ma, G.C. Metallurgical and mechanical investigations of aluminium-steel butt joint made by tungsten inert gas welding-brazing. Sci. Technol. Weld. Join. 2009, 14, 636–639. [Google Scholar] [CrossRef]
- Dong, H.; Yang, L.; Dong, C.; Kou, S. Improving arc joining of Al to steel and Al to stainless steel. Mater. Sci. Eng. A 2012, 534, 424–435. [Google Scholar] [CrossRef]
- He, H.; Yang, C.; Lin, S.; Fan, C.; Chen, Z.; Chen, Z. Flux modification for AC-TIG braze welding of aluminium to stainless steel. Sci. Technol. Weld. Join. 2014, 19, 527–533. [Google Scholar] [CrossRef]
- Zhang, H.T.; Feng, J.C.; He, P.; Hackl, H. Interfacial microstructure and mechanical properties of aluminium-zinc-coated steel joints made by a modified metal inert gas welding-brazing process. Mater. Charact. 2007, 58, 588–592. [Google Scholar] [CrossRef]
- Cao, R.; Sun, J.H.; Chen, J.H.; Wang, P. Weldability of CMT joining of AA6061-T6 to boron steels with various coatings. Weld. J. 2014, 93, 193s–204s. [Google Scholar]
- Murakami, T.; Nakata, K.; Tong, H.; Ushio, M. Dissimilar metal joining of aluminum to steel by MIG arc brazing using flux cored wire. ISIJ Int. 2003, 43, 1596–1602. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, J. Microstructure characteristics and mechanical property of aluminum alloy/stainless steel lap joints fabricated by MIG welding-brazing process. Mater. Sci. Eng. A 2011, 528, 6179–6185. [Google Scholar] [CrossRef]
- Sierra, G.; Peyre, P.; Beaume, F.D.; Stuart, D.; Fras, G. Steel to aluminium braze welding by laser process with Al-12Si filler wire. Sci. Technol. Weld. Join. 2008, 13, 430–437. [Google Scholar] [CrossRef]
- Dharmendra, C.; Rao, K.P.; Wilden, J.; Reich, S. Study on laser welding-brazing of zinc coated steel to aluminum alloy with a zinc based filler. Mater. Sci. Eng. A 2011, 528, 1497–1503. [Google Scholar] [CrossRef]
- Windmann, M.; Röttger, A.; Kügler, H.; Theisen, W.; Vollertsen, F. Laser beam welding of aluminum to Al-base coated high-strength steel 22MnB5. J. Mater. Process. Technol. 2015, 217, 88–95. [Google Scholar] [CrossRef]
- Bang, H.S.; Lee, W.R.; Hong, S.M.; Lee, S.Y.; Song, J.H.; Kim, J.M.; Bang, H.S. Mechanical Properties of Dissimilar A356/SAPH440 Lap Joints by the Friction Stir Spot Welding and Self-Piercing Riveting. Strength Mater. 2018, 50, 63–71. [Google Scholar] [CrossRef]
- Mamat, S.B.; Tashiro, S.; Masri, M.N.; Hong, S.M.; Bang, H.S.; Tanaka, M. Application of pulse plasma MIG welding process to Al/steel dissimilar joining. Weld. World 2020, 1–15. [Google Scholar] [CrossRef]
- Bang, H.S.; Hong, S.M.; Das, A.; Bang, H.S. Study on the weldability and mechanical characteristics of dissimilar materials (Al5052-DP590) by TIG assisted hybrid friction stir welding. Met. Mater. Int. 2019, 1–12. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Çam, G. Prospects of laser beam welding and friction stir welding processes for aluminum airframe structural applications. J. Manuf. Process. 2018, 36, 571–600. [Google Scholar] [CrossRef]
- Yaduwanshi, D.K.; Bag, S.; Pal, S. Numerical modeling and experimental investigation on plasma-assisted hybrid friction stir welding of dissimilar materials. Mater. Des. 2016, 92, 166–183. [Google Scholar] [CrossRef]
- Yagati, K.P.; Bathe, R.N.; Rajulapati, K.V.; Rao KB, S.; Padmanabham, G. Fluxless arc weld-brazing of aluminium alloy to steel. J. Mater. Process. Technol. 2014, 214, 2949–2959. [Google Scholar] [CrossRef]
- Dong, H.; Hu, W.; Duan, Y.; Wang, X.; Dong, C. Dissimilar metal joining of aluminum alloy to galvanized steel with Al-Si, Al-Cu, Al-Si-Cu and Zn-Al filler wires. J. Mater. Process. Technol. 2012, 212, 458–464. [Google Scholar] [CrossRef]
- Lemmens, B.; Springer, H.; Duarte, M.J.; De Graeve, I.; De Strycker, J.; Raabe, D.; Verbeken, K. Atom probe tomography of intermetallic phases and interfaces formed in dissimilar joining between Al alloys and steel. Mater. Charact. 2016, 120, 268–272. [Google Scholar] [CrossRef]
- Kang, M.; Kim, C. Joining Al 5052 alloy to aluminized steel sheet using cold metal transfer process. Mater. Des. 2015, 81, 95–103. [Google Scholar] [CrossRef]
- Zhou, Y.; Lin, Q. Wetting of galvanized steel by Al 4043 alloys in the first cycle of CMT process. J. Alloys Compd. 2014, 589, 307–313. [Google Scholar] [CrossRef]
- Hasanniah, A.; Movahedi, M. Welding of Al-Mg aluminum alloy to aluminum clad steel sheet using pulsed gas tungsten arc process. J. Manuf. Process. 2018, 31, 494–501. [Google Scholar] [CrossRef]
- Goecke, S.F.; Makwana, P.; Shome, M.; De, A. Probing joint strength and distortion in gas metal arc lap joining of aluminum and steel sheets. Weld. World 2019, 63, 229–236. [Google Scholar] [CrossRef]
- Das, A.; Shome, M.; Das, C.R.; Goecke, S.F.; De, A. Joining of galvannealed steel and aluminium alloy using controlled short circuiting gas metal arc welding process. Sci. Technol. Weld. Join. 2015, 20, 402–408. [Google Scholar] [CrossRef]
- Das, A.; Shome, M.; Goecke, S.F.; De, A. Joining of aluminium alloy and galvanized steel using a controlled gas metal arc process. J. Manuf. Process. 2017, 27, 179–187. [Google Scholar] [CrossRef]
- Zhang, H.T.; Feng, J.C.; He, P. Interfacial phenomena of cold metal transfer (CMT) welding of zinc coated steel and wrought aluminium. Mater. Sci. Technol. 2008, 24, 1346–1349. [Google Scholar] [CrossRef]
- Su, Y.; Hua, X.; Wu, Y.; Zhang, Y.; Guo, Y. Characterization of intermetallic compound layer thickness at aluminum-steel interface during overlaying. Mater. Des. 2015, 78, 1–4. [Google Scholar] [CrossRef]
- Nishimoto, K. Mechanical properties of laser-pressure-welded joint between dissimilar galvannealed steel and pure aluminum. Quar. J. JWS 2008, 26, 174–180. [Google Scholar]
- So, W.J.; Kang, M.J.; Kim, D.C. Weldability of pulse GMAW joints of 780 MPa dual-phase steel. Arch. Mater. Sci. Eng. 2010, 41, 53–60. [Google Scholar]
- Kumar, R.; Dilthey, U.; Dwivedi, D.K.; Ghosh, P.K. Thin sheet welding of Al 6082 alloy by AC pulse-GMA and AC wave pulse-GMA welding. Mater. Des. 2009, 30, 306–313. [Google Scholar] [CrossRef]
- Park, H.J.; Kim, D.C.; Kang, M.J.; Rhee, S. The arc phenomenon by the characteristic of EN ratio in AC pulse GMAW. Int. J. Adv. Manuf. Technol. 2013, 66, 867–875. [Google Scholar] [CrossRef]
- Park, H.J.; Rhee, S.; Kang, M.J.; Kim, D.C. Joining of steel to aluminum alloy by AC pulse MIG welding. Mater. Trans. 2009, 50, 2314–2317. [Google Scholar] [CrossRef]
- Kiran, D.V.; Cheon, J.; Arif, N.; Chung, H.; Na, S.J. Three-dimensional finite element modeling of pulsed AC gas metal arc welding process. Int. J. Adv. Manuf. Technol. 2016, 86, 1453–1474. [Google Scholar] [CrossRef]
- Messler, R.W., Jr. Principles of Welding; WILEY-VCH: Weinheim, Germany, 2004. [Google Scholar]
- Milani, A.M.; Paidar, M.; Khodabandeh, A.; Nategh, S. Influence of filler wire and wire feed speed on metallurgical and mechanical properties of MIG welding-brazing of automotive galvanized steel/5754 aluminum alloy in a lap joint configuration. Int. J. Adv. Manuf. Technol. 2016, 82, 1495–1506. [Google Scholar] [CrossRef]
- Hu, J.; Guo, H.; Tsai, H.L. Weld pool dynamics and the formation of ripples in 3D gas metal arc welding. Int. J. Heat Mass Transf. 2008, 51, 2537–2552. [Google Scholar] [CrossRef]
- Davis, J.R. (Ed.) ASM Specialty Handbook, Heat-Resistant Materials; ASM International: Materials Park, OH, USA, 1997; pp. 389–414. [Google Scholar]
- Yasuyama, M. Spot welding of aluminium and steel sheet with insert of aluminium clad steel sheet-Part I. Quar. J. JWS 1996, 14, 314–320. (In Japanese) [Google Scholar]
- Kobayashi, S.; Yakou, T. Control of intermetallic compound layers at interface between steel and aluminum by diffusion-treatment. Mater. Sci. Eng. A 2002, 338, 44–53. [Google Scholar] [CrossRef]
- Agudo, L.; Weber, S.; Pinto, H.; Arenholz, E.; Wagner, J.; Hackl, H.; Pyzalla, A. Study of microstructure and residual stresses in dissimilar Al/steels welds produced by cold metal transfer. In Materials Science Forum; Trans. Tech. Publications Ltd.: Kapellweg, Switzerland, 2008; Volume 571, pp. 347–353. [Google Scholar] [CrossRef]
- Jácome, L.A.; Weber, S.; Leitner, A.; Arenholz, E.; Bruckner, J.; Hackl, H.; Pyzalla, A.R. Influence of filler composition on the microstructure and mechanical properties of steel—Aluminum joints produced by metal arc joining. Adv. Eng. Mater. 2009, 11, 350–358. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| AA5052 | Mg | Mn | Zn | Fe | Si | Cr | Cu | Ti | Al |
| 2.5 | 0.1 | 0.1 | 0.4 | 0.25 | 0.15 | 0.1 | 0.15 | Bal. | |
| AA4047 | Si | Fe | Cu | Mn | Mg | Zn | Be | Al | - |
| 11.0–13.0 | 0.8 | 0.3 | 0.15 | 0.1 | 0.2 | 0.0003 | Bal. | - | |
| GI steel | C | Si | Mn | P | S | Sol-Al | Fe | - | - |
| 0.012 | 0.01 | 0.15 | 0.015 | 0.007 | 0.032 | Bal. | - | - | |
| Material | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| AA5052 | 193 | 220 | 12 |
| AA4047 | 131 | 268 | 17 |
| GI steel | 164 | 294 | 53 |
| Welding Current (A) | Wire Feed Rate (m/min) | Welding Voltage (V) | Welding Speed (mm/s) | EN Ratio (%) | CTWD (mm) | Shielding Gas Flow (L/min) | Torch Inclination (Working-Travel, °) | Torch Position to Al (mm) | αHS:βEN (%) | Heat Input (J/mm) |
|---|---|---|---|---|---|---|---|---|---|---|
| 40 | 2.9 | 19.1 | 10 | 0 | 15 | 15 | 15–15 | 2 | 29:71 | 54.06 |
| 10 | 33:67 | 46.99 | ||||||||
| 20 | 37:63 | 41.13 | ||||||||
| 50 | 3.7 | 19.6 | 0 | 31:69 | 66.31 | |||||
| 10 | 44:56 | 58.14 | ||||||||
| 20 | 58:42 | 51.46 | ||||||||
| 60 | 4.2 | 20.2 | 0 | 32:68 | 78.33 | |||||
| 10 | 35:65 | 69.12 | ||||||||
| 20 | 39:61 | 61.57 |
| Welding Current (A) | EN Ratio (%) | Wet Length (mm) | Bead Height (mm) | Wet Angle (o) |
|---|---|---|---|---|
| 40 | 0 | 6.92 | 1.31 | 17.7 |
| 10 | 6.53 | 1.42 | 23.9 | |
| 20 | 6.48 | 1.48 | 29.4 | |
| 50 | 0 | 9.18 | 1.53 | 16.4 |
| 10 | 8.63 | 1.6 | 19.2 | |
| 20 | 8.16 | 1.64 | 20.6 | |
| 60 | 0 | 10.45 | 1.54 | 18.5 |
| 10 | 10.05 | 1.7 | 18.9 | |
| 20 | 9.13 | 1.73 | 20 |
| Point | Al | Fe | Si | Zn |
|---|---|---|---|---|
| 1 | 0.65 | - | 98.33 | 1.02 |
| 2 | 44.71 | 0.9 | 1.99 | 52.4 |
| 3 | 74.88 | - | 0.98 | 23.91 |
| 4 | 81.32 | - | 18.56 | 0.02 |
| 5 | 98.01 | 0.81 | 0.78 | 0.4 |
| Properties | Al | Fe | Zn | Si |
|---|---|---|---|---|
| Melting temperature (K) | 933 | 1808 | 693 | 1683 |
| Boiling temperature (K) | 2792 | 3134 | 1180 | 3538 |
| Work function (eV) | 4.26 | 4.81 | 4.4 | 4.85 |
| Ionization voltage (V) | 5.99 | 7.87 | 8.15 | 9.39 |
| Point | Al | Fe | Si | Zn |
|---|---|---|---|---|
| 1 | 84.44 | - | 15.56 | - |
| 2 | 74.63 | 25.37 | - | - |
| 3 | 72.9 | 24.5 | 2.6 | - |
| 4 | 64.12 | 30.7 | 4.33 | - |
| 5 | 67.56 | 27.03 | - | 5.41 |
| 6 | 71.17 | 28.83 | - | - |
| 7 | 74.94 | 25.06 | - | - |
| 8 | 73.2 | 17.91 | 8.2 | 0.3 |
| 9 | 75.14 | 24.85 | - | - |
| 10 | 54.21 | 45.79 | - | - |
| 11 | 60.85 | 33.6 | - | 5.55 |
| Current (A) | EN Ratio (%) | Tensile-Shear Strength (MPa) | Joint Efficiency (%) | ||
|---|---|---|---|---|---|
| Minimum | Maximum | Average | |||
| 40 | 0 | 87.2 | 130.0 | 133.1 | 60.5 |
| 10 | 125.3 | 152.2 | 123.1 | 56.0 | |
| 20 | 88.9 | 141.7 | 110.3 | 50.1 | |
| 50 | 0 | 123.9 | 175.3 | 145.6 | 66.2 |
| 10 | 128.3 | 157.5 | 159.4 | 72.5 | |
| 20 | 147.8 | 188.6 | 171.0 | 77.7 | |
| 60 | 0 | 132.2 | 156.7 | 140.2 | 63.7 |
| 10 | 138.6 | 159.2 | 153.5 | 69.8 | |
| 20 | 142.2 | 172.2 | 164.0 | 74.5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hong, S.M.; Tashiro, S.; Bang, H.-S.; Tanaka, M. A Study on the Effect of Current Waveform on Intermetallics Formation and the Weldability of Dissimilar Materials Welded Joints (AA5052 Alloy—GI Steel) in AC Pulse GMAW. Metals 2021, 11, 561. https://doi.org/10.3390/met11040561
Hong SM, Tashiro S, Bang H-S, Tanaka M. A Study on the Effect of Current Waveform on Intermetallics Formation and the Weldability of Dissimilar Materials Welded Joints (AA5052 Alloy—GI Steel) in AC Pulse GMAW. Metals. 2021; 11(4):561. https://doi.org/10.3390/met11040561
Chicago/Turabian StyleHong, Seong Min, Shinichi Tashiro, Hee-Seon Bang, and Manabu Tanaka. 2021. "A Study on the Effect of Current Waveform on Intermetallics Formation and the Weldability of Dissimilar Materials Welded Joints (AA5052 Alloy—GI Steel) in AC Pulse GMAW" Metals 11, no. 4: 561. https://doi.org/10.3390/met11040561
APA StyleHong, S. M., Tashiro, S., Bang, H.-S., & Tanaka, M. (2021). A Study on the Effect of Current Waveform on Intermetallics Formation and the Weldability of Dissimilar Materials Welded Joints (AA5052 Alloy—GI Steel) in AC Pulse GMAW. Metals, 11(4), 561. https://doi.org/10.3390/met11040561