
Process Condition Diagram Predicting Onset of Microdefects and Fracture in Cold Bar Drawing


Abstract
1. Introduction
2. Experiments
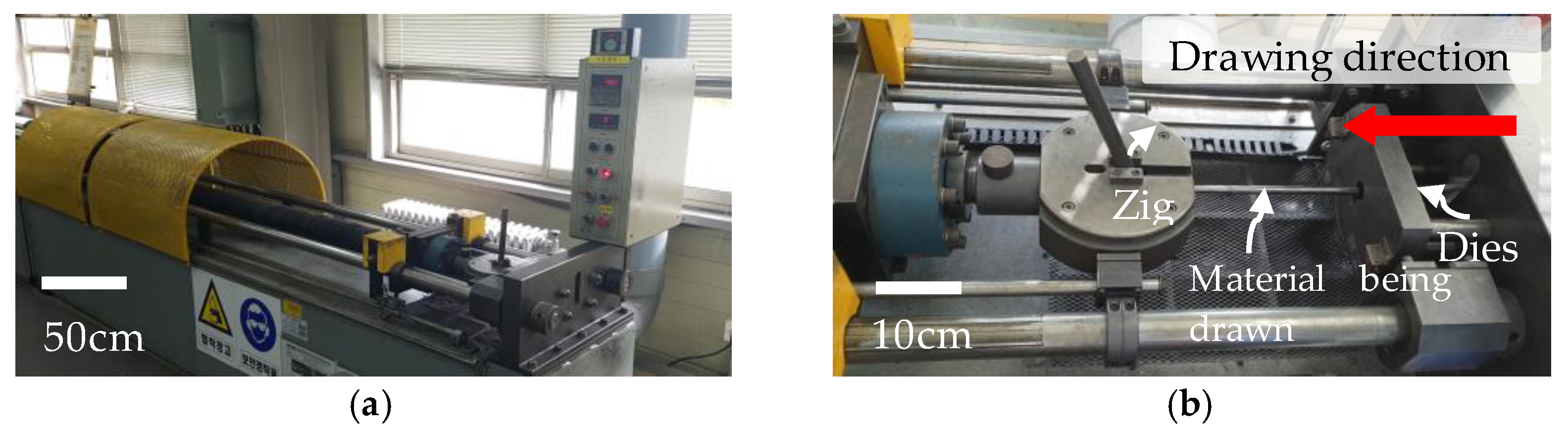
2.1. Draw Bench Testing
2.2. Tensile Testing
3. FE Analysis
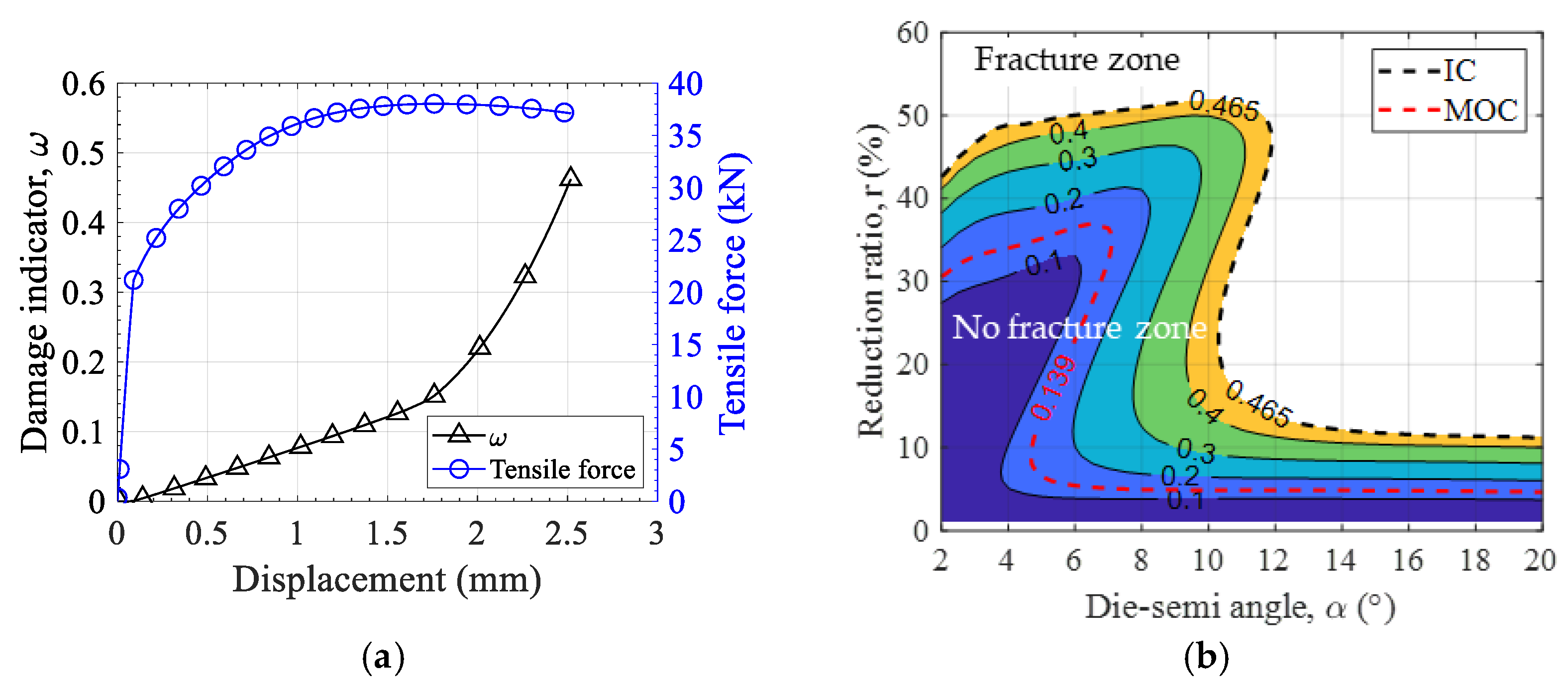
3.1. Critical Damage Value Calculation
3.2. Calculation of Cumulative Damage during Drawing
4. Results and Discussion
4.1. FE Analysis Verification
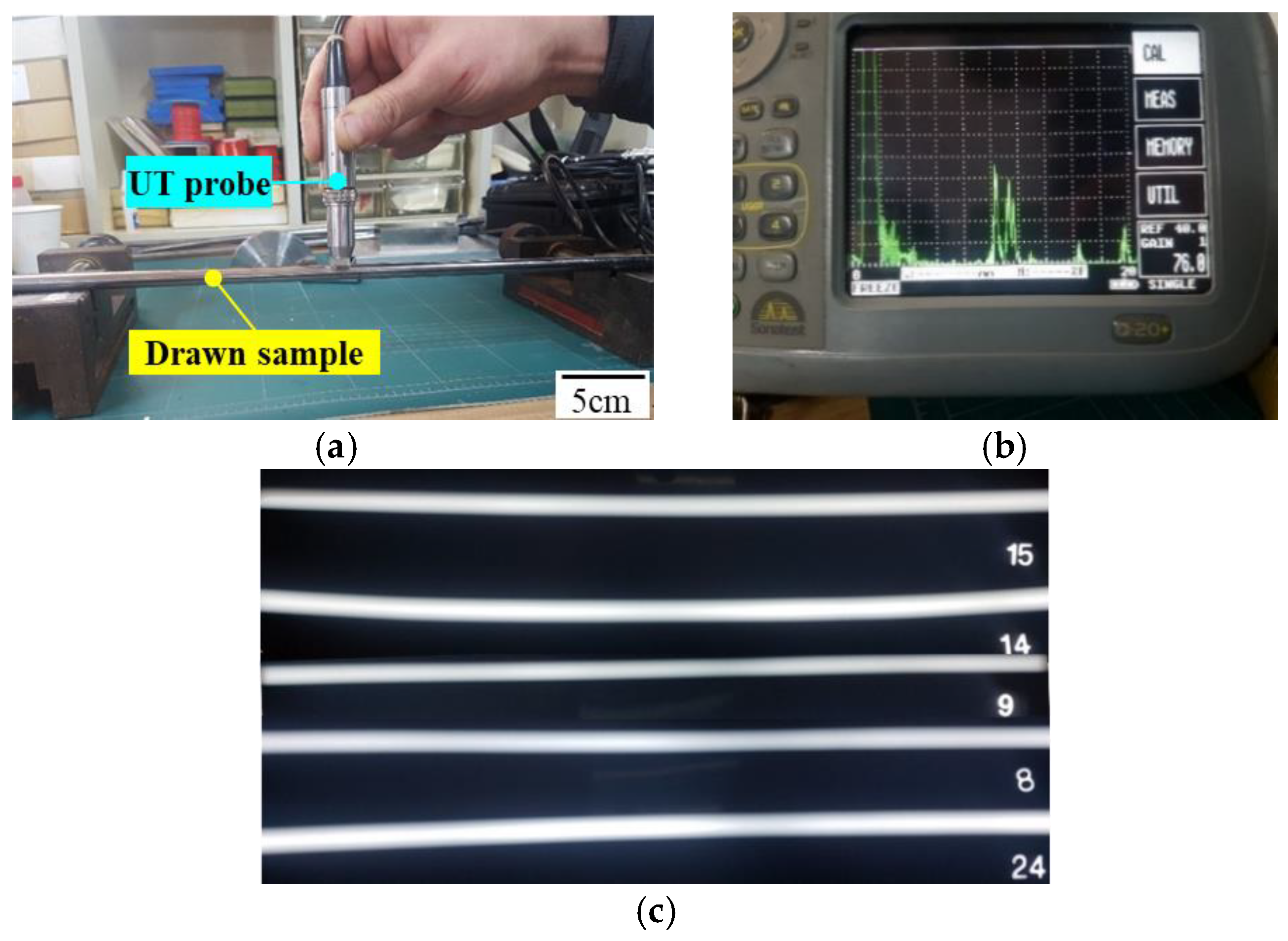
4.2. Non-Destructive Test
4.3. Drawing-Limit Diagram (DLD)
4.4. Process Condition Diagram (PCD)
4.5. Scanning Electron Microscopy (SEM)
5. Conclusions
- (1)
- In a wide range of drawing conditions (α = 2~20° and r = 2~60%), the accumulative damage value w changes non-linearly and IC for SUJ2Z steel becomes inverse S-shaped rather than nose or L-shaped.
- (2)
- Because it is difficult to predict the size of microcracks and microvoids around inclusions in the SUJ2Z steel being drawn for any given α and r combinations, the proposed PCD can be used to roughly predict these for various combinations of α and r without taking SEM photos.
- (3)
- Using the PCD, we can quickly set the α and r (drawing condition) for the SUJ2Z steel that do not generate microvoids exceeding a certain level as required by secondary forming processes, such as forging, extruding, and upsetting.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Tang, K.K.; Li, Z.X.; Wang, J. Numerical simulation of damage evolution in multi-pass wire drawing process and its applications. Mater. Des. 2011, 32, 3299–3311. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V.; Lorenzo, M.; Vergara, D. Role of drawing-induced residual stresses and strains in the hydrogen embrittlement susceptibility of prestressing steels. Corros. Sci. 2011, 53, 3346–3355. [Google Scholar] [CrossRef]
- Toribio, J.; Ayaso, F.J.; González, B.; Matos, J.C.; Vergara, D.; Lorenzo, M. Tensile fracture behavior of progressively-drawn pearlitic steels. Metals 2016, 6, 114. [Google Scholar] [CrossRef]
- Zhang, X.; Godfrey, A.; Huang, X.; Hansen, N.; Liu, Q. Microstructure and strengthening mechanisms in cold-drawn pearlitic steel wire. Acta Mater. 2011, 59, 3422–3430. [Google Scholar] [CrossRef]
- Rastegari, H.; Kermanpur, A.; Najafizadeh, A. Effect of initial microstructure on the work hardening behavior of plain eutectoid steel. Mater. Sci. Eng. A 2015, 632, 103–109. [Google Scholar] [CrossRef]
- Toribio, J.; Matos, J.C.; González, B. A macro- and micro-approach to the anisotropic fatigue behaviour of hot-rolled and cold-drawn pearlitic steel. Eng. Fract. Mech. 2014, 123, 70–76. [Google Scholar] [CrossRef]
- Toribio, J.; Kharin, V.; Ayaso, F.J.; González, B.; Matos, J.C.; Vergara, D.; Lorenzo, M. Numerical and experimental analyses of the plasticity-induced fatigue crack growth in high-strength steels. Constr. Build. Mater. 2011, 25, 3935–3940. [Google Scholar] [CrossRef]
- Komori, K. Effect of ductile fracture criteria on chevron crack formation and evolution in drawing. Int. J. Mech. Sci. 2003, 45, 141–160. [Google Scholar] [CrossRef]
- Alberti, N.; Barcellona, A.; Masnata, A.; Micari, F. Central Bursting Defects in Drawing and Extrusion: Numerical and Ultrasonic Evaluation. CIRP Ann. Manuf. Technol. 1993, 42, 269–272. [Google Scholar] [CrossRef]
- Oyane, M.; Sato, T.; Okimoto, K. Criteria for ductile fracture and their applications. J. Mech. Work. Technol. 1980, 4, 1–22. [Google Scholar] [CrossRef]
- McAllen, P.; Phelan, P. Ductile fracture by central bursts in drawn 2011 aluminium wire. Int. J. Fract. 2005, 135, 19–33. [Google Scholar] [CrossRef]
- Orbegozo, J.I. Fracture in wire drawing. Ann. CIRP 16 1968, 16, 319–322. [Google Scholar]
- Haddi, A.; Imad, A.; Vega, G. The influence of the drawing parameters and temperature rise on the prediction of chevron crack formation in wire drawing. Int. J. Fract. 2012, 176, 171–180. [Google Scholar] [CrossRef]
- Cockcroft, M.G.; Latham, D.J. Ductility and the Workability of Metals. J. Inst. Met. 1968, 96, 33–39. [Google Scholar]
- González, A.A.; Celentano, D.J.; Cruchaga, M.A. Assessment of ductile failure models in single-pass wire drawing processes. Int. J. Damage Mech. 2018, 27, 1291–1306. [Google Scholar] [CrossRef]
- Cao, T.S.; Gaillac, A.; Montmitonnet, P.; Bouchard, P.O. Identification methodology and comparison of phenomenological ductile damage models via hybrid numerical-experimental analysis of fracture experiments conducted on a zirconium alloy. Int. J. Solids Struct. 2013, 50, 3984–3999. [Google Scholar] [CrossRef]
- Lian, J.; Sharaf, M.; Archie, F.; Münstermann, S. A hybrid approach for modelling of plasticity and failure behaviour of advanced high-strength steel sheets. Int. J. Damage Mech. 2013, 22, 188–218. [Google Scholar] [CrossRef]
- Münstermann, S.; Lian, J.; Bleck, W. Design of damage tolerance in high-strength steels. Int. J. Mater. Res. 2012, 103, 755–764. [Google Scholar] [CrossRef]
- Ko, Y.K.; Lee, J.S.; Huh, H.; Kim, H.K.; Park, S.H. Prediction of fracture in hub-hole expanding process using a new ductile fracture criterion. J. Mater. Process. Technol. 2007, 187–188, 358–362. [Google Scholar] [CrossRef]
- Egawa, K.; Yoshida, I.; Yoshida, H.; Mizobe, K.; Kida, K. Influence of repeated quenching-tempering on spheroidized carbide area in JIS SUJ2 bearing steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 307, 012045. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Mirnia, M.J.; Shamsari, M. Numerical prediction of failure in single point incremental forming using a phenomenological ductile fracture criterion. J. Mater. Process. Technol. 2017, 244, 17–43. [Google Scholar] [CrossRef]
- Bao, Y.; Wierzbicki, T. On the cut-off value of negative triaxiality for fracture. Eng. Fract. Mech. 2005, 72, 1049–1069. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. A new model of metal plasticity and fracture with pressure and Lode dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. Application of extended Mohr—Coulomb criterion to ductile fracture. Int. J. Fract. 2010, 161, 1–20. [Google Scholar] [CrossRef]
- Lou, Y.; Huh, H.; Lim, S.; Pack, K. New ductile fracture criterion for prediction of fracture forming limit diagrams of sheet metals. Int. J. Solids Struct. 2012, 49, 3605–3615. [Google Scholar] [CrossRef]
- Lou, Y.; Yoon, J.W.; Huh, H. Modeling of shear ductile fracture considering a changeable cut-off value for stress triaxiality. Int. J. Plast. 2014, 54, 56–80. [Google Scholar] [CrossRef]
- Mohr, D.; Marcadet, S.J. Micromechanically-motivated phenomenological Hosford-Coulomb model for predicting ductile fracture initiation at low stress triaxialities. Int. J. Solids Struct. 2015, 67–68, 40–55. [Google Scholar] [CrossRef]
- Hu, Q.; Li, X.; Han, X.; Chen, J. A new shear and tension based ductile fracture criterion: Modeling and validation. Eur. J. Mech. A/Solids 2017, 66, 370–386. [Google Scholar] [CrossRef]
- Cho, D.; Jang, Y.C.; Lee, Y. Evaluation of the prediction ability of ductile fracture criteria over a wide range of drawing conditions. J. Mech. Sci. Technol. 2019, 33, 4245–4254. [Google Scholar] [CrossRef]
- Abaqus, V. 6.14 Documentation. Dassault Syst. Simulia Corp. 2014, 651, 2–6. [Google Scholar]
- Avitzur, B. Hydrostatic Extrusion. J. Eng. Ind. 1965, 87, 487–493. [Google Scholar] [CrossRef]
- Avitzur, B. Analysis of central bursting defects in extrusion and wire drawing. J. Manuf. Sci. Eng. Trans. ASME 1968, 90, 79–90. [Google Scholar] [CrossRef]
- Alharbi, K.; Ghadbeigi, H.; Efthymiadis, P.; Zanganeh, M.; Celotto, S.; Dashwood, R.; Pinna, C. Damage in dual phase steel DP1000 investigated using digital image correlation and microstructure simulation. Model. Simul. Mater. Sci. Eng. 2015, 23, 085005. [Google Scholar] [CrossRef]
- Zhai, J.; Luo, T.; Gao, X.; Graham, S.M.; Baral, M.; Korkolis, Y.P.; Knudsen, E. Modeling the ductile damage process in commercially pure titanium. Int. J. Solids Struct. 2016, 91, 26–45. [Google Scholar] [CrossRef]
- Ånmark, N.; Karasev, A.; Jönsson, P.G. The effect of different non-metallic inclusions on the machinability of steels. Materials 2015, 8, 751–783. [Google Scholar] [CrossRef]
- Massé, T. Study and Optimization of High Carbon Steel Flat Wires. Ph.D. Thesis, Ecole Nationale Supérieure des Mines de Paris, Paris, France, 2010. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|
| 0.95~1.10 | 0.15~0.35 | 0.50 | 0.025 | 0.025 | 1.30~1.60 | 0.08 |
| Young’s Modulus (GPa) | Poisson’s Ratio | YS (MPa) | UTS (MPa) | Uniform Elongation (%) | Fracture Elongation (%) | Reduction of Cross Section Area at Fracture (%) |
|---|---|---|---|---|---|---|
| 200 | 0.3 | 689 | 1218.4 | 7 | 11 | 17 |
| K (MPa) | n | Q | |||
|---|---|---|---|---|---|
| 1555.78 | 0.067 | 0.006 | 0.067 | 1305.33 | 0.65 |
| r (%) | α (°) | Test | Prediction | r (%) | α (°) | Test | Prediction |
|---|---|---|---|---|---|---|---|
| 10 | 12 | O | O | 36 | 2 | X | O |
| 14 | O | O | 4 | O | O | ||
| 16 | X | O | 6 | O | O | ||
| 20 | X | O | 8 | O | O | ||
| 20 | 2 | O | O | 10 | O | O | |
| 4 | O | O | 12 | X | X | ||
| 6 | O | O | 14 | X | X | ||
| 8 | O | O | 16 | X | X | ||
| 10 | O | O | 49 | 2 | X | X | |
| 12 | X | X | 4 | X | X | ||
| 14 | X | X | 6 | X | O | ||
| 16 | X | X | 8 | O | O | ||
| 20 | X | X | 10 | O | O | ||
| 12 | X | X | |||||
| 14 | X | X | |||||
| 16 | X | X | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roh, Y.-H.; Cho, D.; Choi, H.-C.; Yang, Z.; Lee, Y. Process Condition Diagram Predicting Onset of Microdefects and Fracture in Cold Bar Drawing. Metals 2021, 11, 479. https://doi.org/10.3390/met11030479
Roh Y-H, Cho D, Choi H-C, Yang Z, Lee Y. Process Condition Diagram Predicting Onset of Microdefects and Fracture in Cold Bar Drawing. Metals. 2021; 11(3):479. https://doi.org/10.3390/met11030479
Chicago/Turabian StyleRoh, Yong-Hoon, Donghyuk Cho, Hae-Chang Choi, Zhaorui Yang, and Youngseog Lee. 2021. "Process Condition Diagram Predicting Onset of Microdefects and Fracture in Cold Bar Drawing" Metals 11, no. 3: 479. https://doi.org/10.3390/met11030479
APA StyleRoh, Y.-H., Cho, D., Choi, H.-C., Yang, Z., & Lee, Y. (2021). Process Condition Diagram Predicting Onset of Microdefects and Fracture in Cold Bar Drawing. Metals, 11(3), 479. https://doi.org/10.3390/met11030479