
Influence of CFRC Insulating Plates on Spark Plasma Sintering Process



Abstract
1. Introduction
2. Experimental
3. Finite Element Modeling
3.1. Basic Equations
3.2. Properties
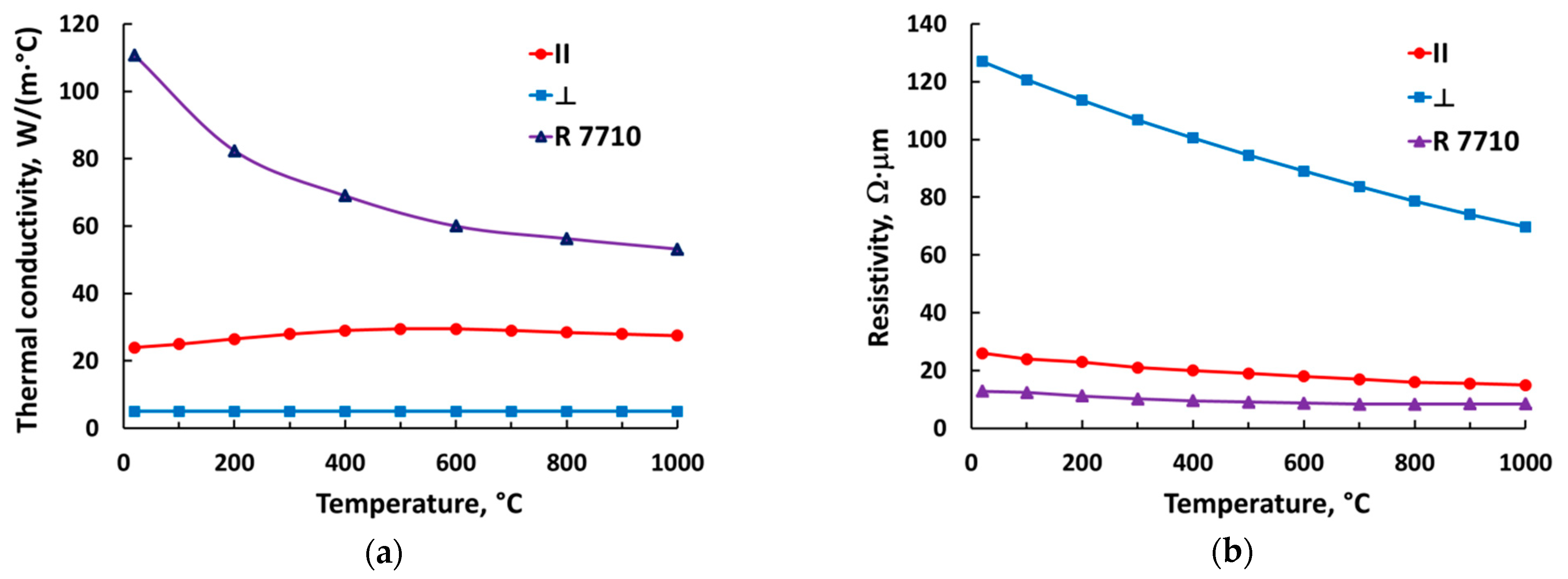
3.2.1. Bulk Properties
3.2.2. Contact Properties
3.3. Modeling Procedure
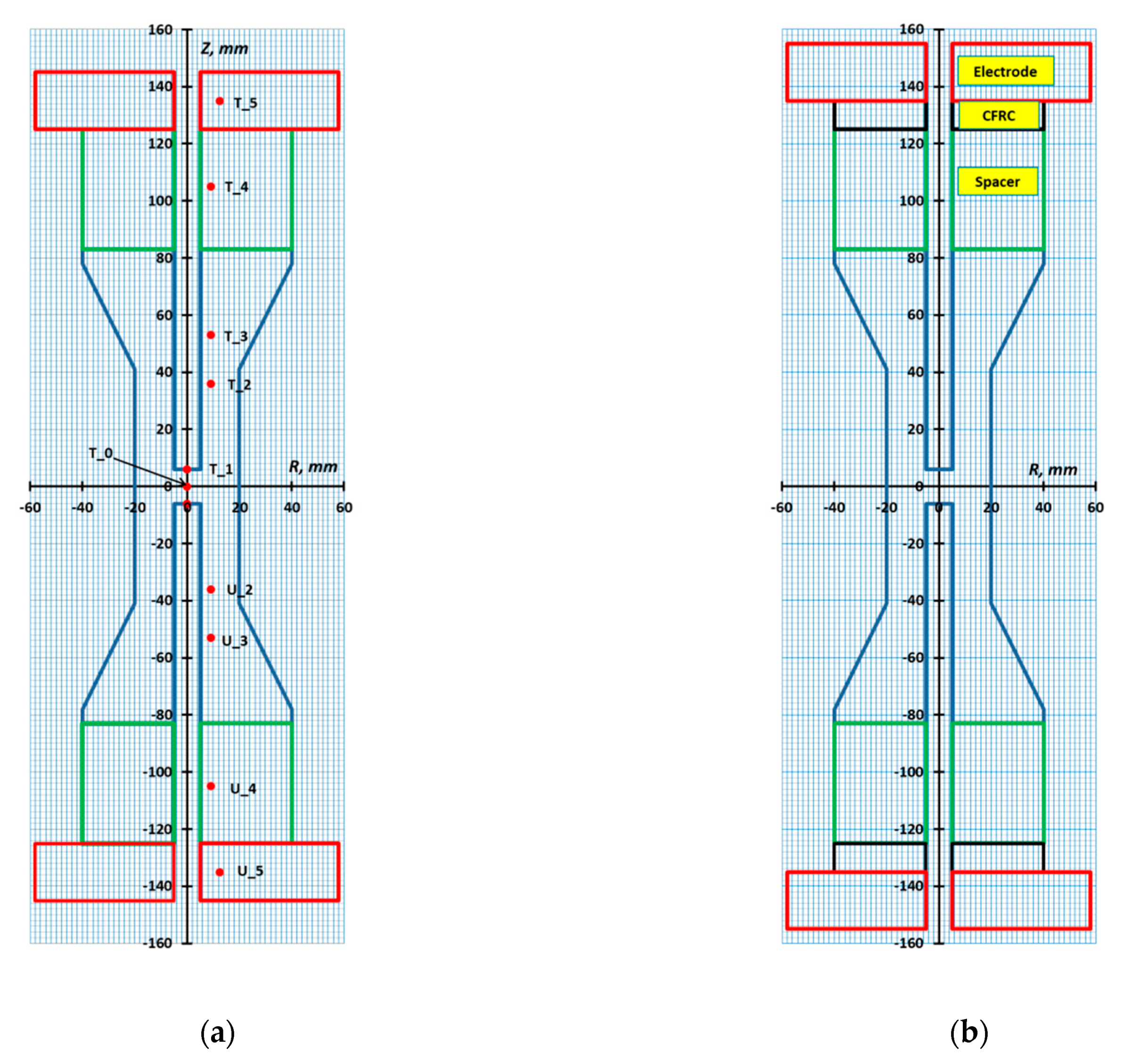
3.3.1. Geometry and Meshing
3.3.2. Initial, Boundary Conditions, and Load
3.3.3. Virtual PID Controller
4. Results
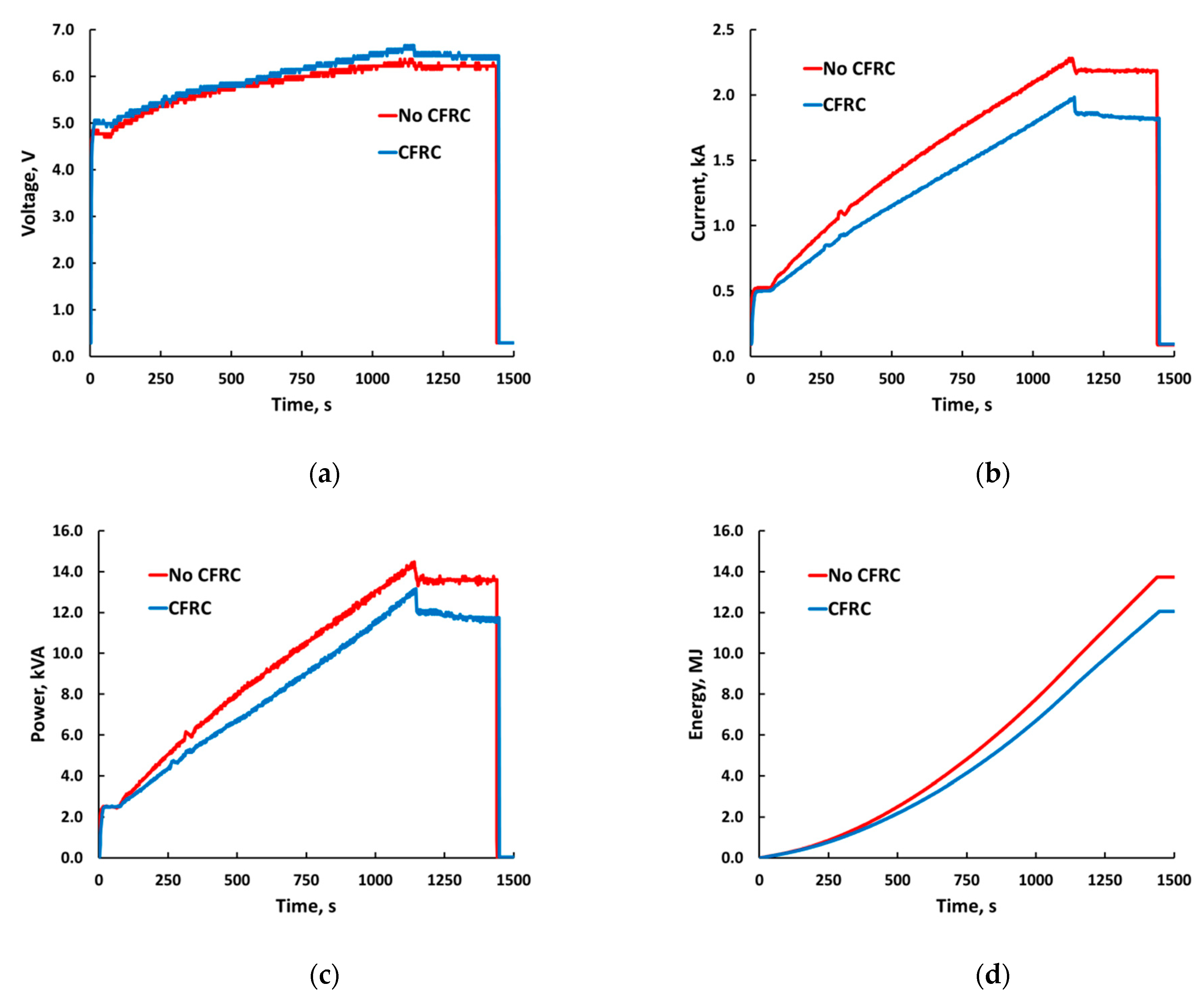
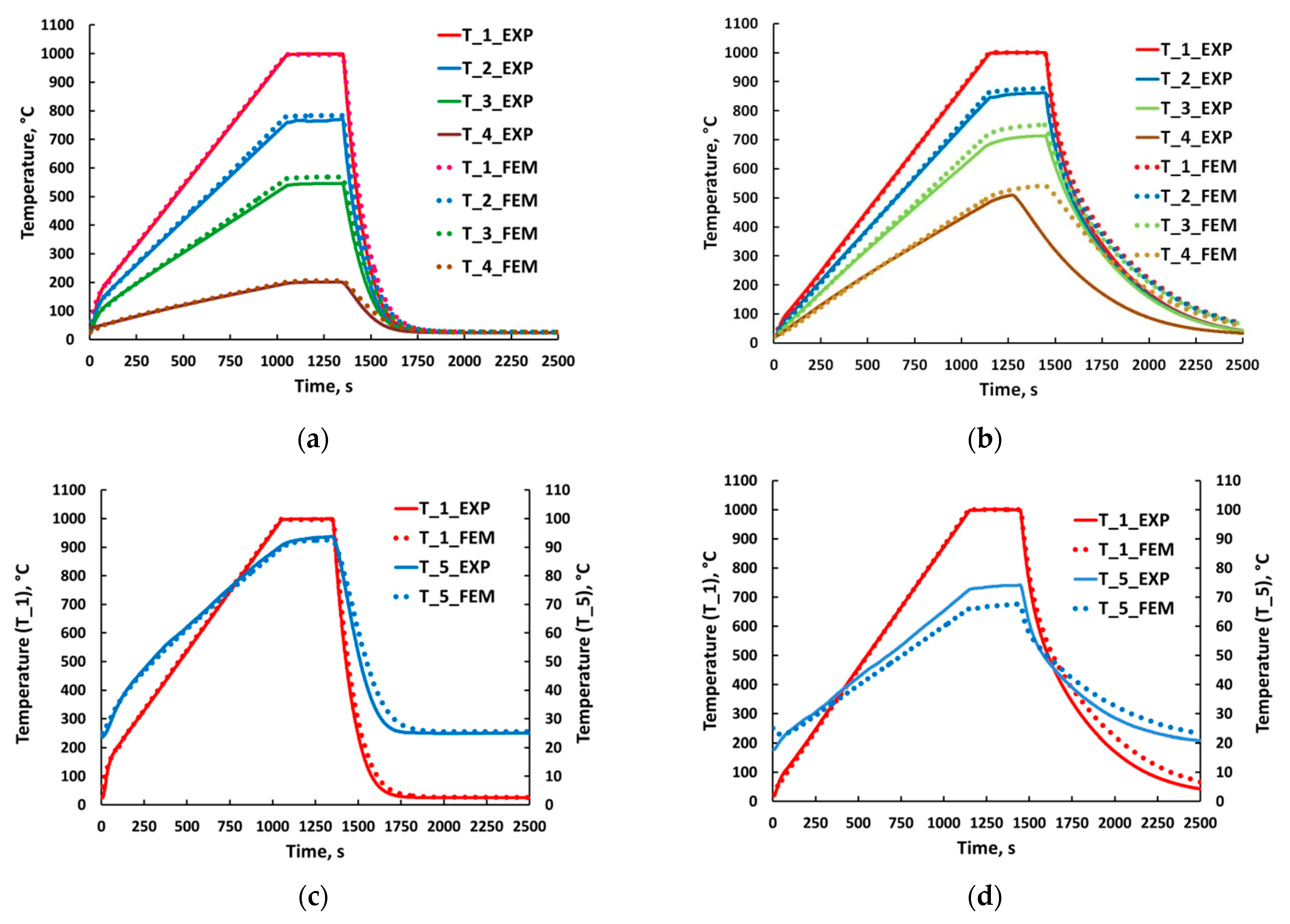
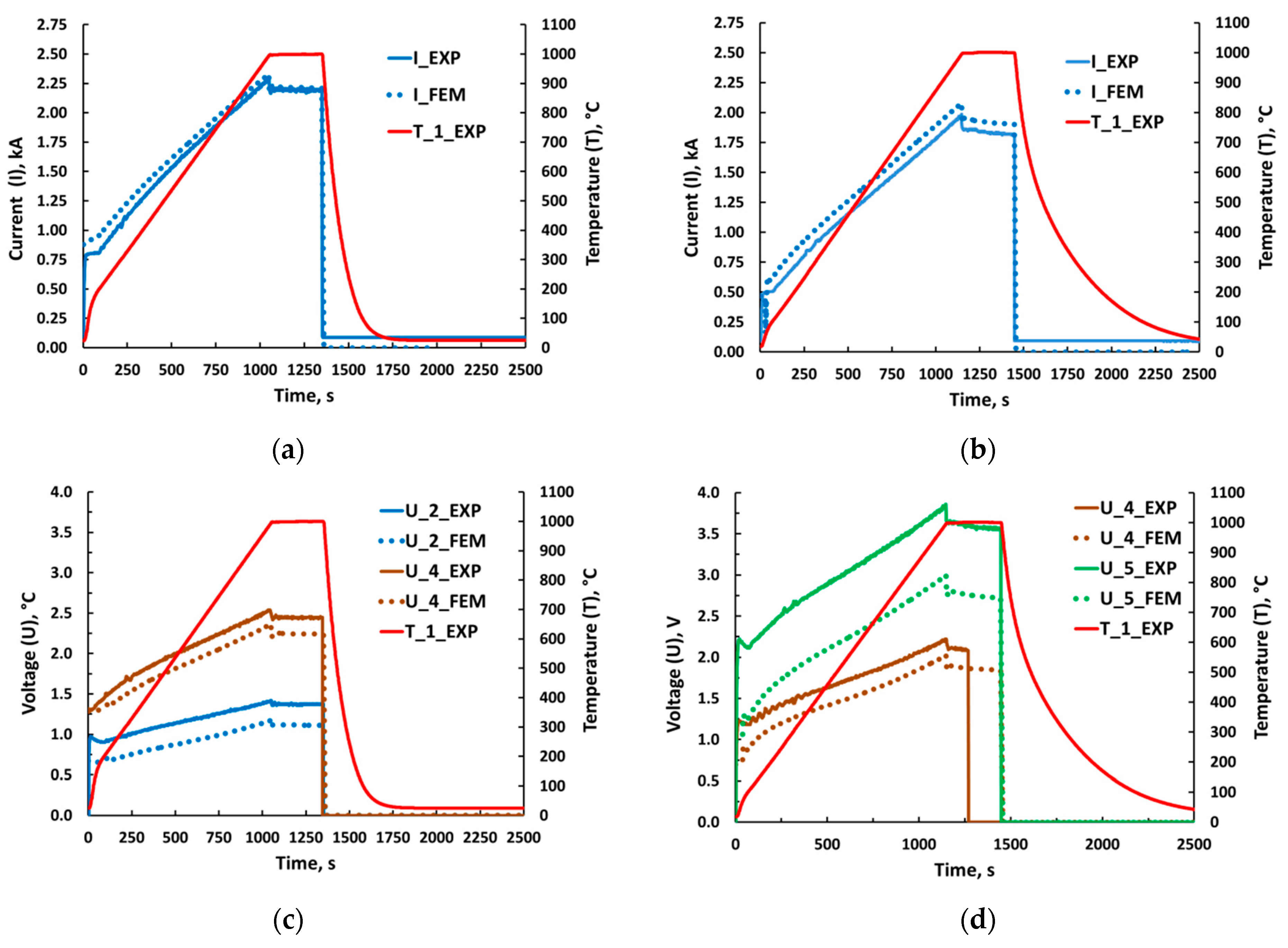
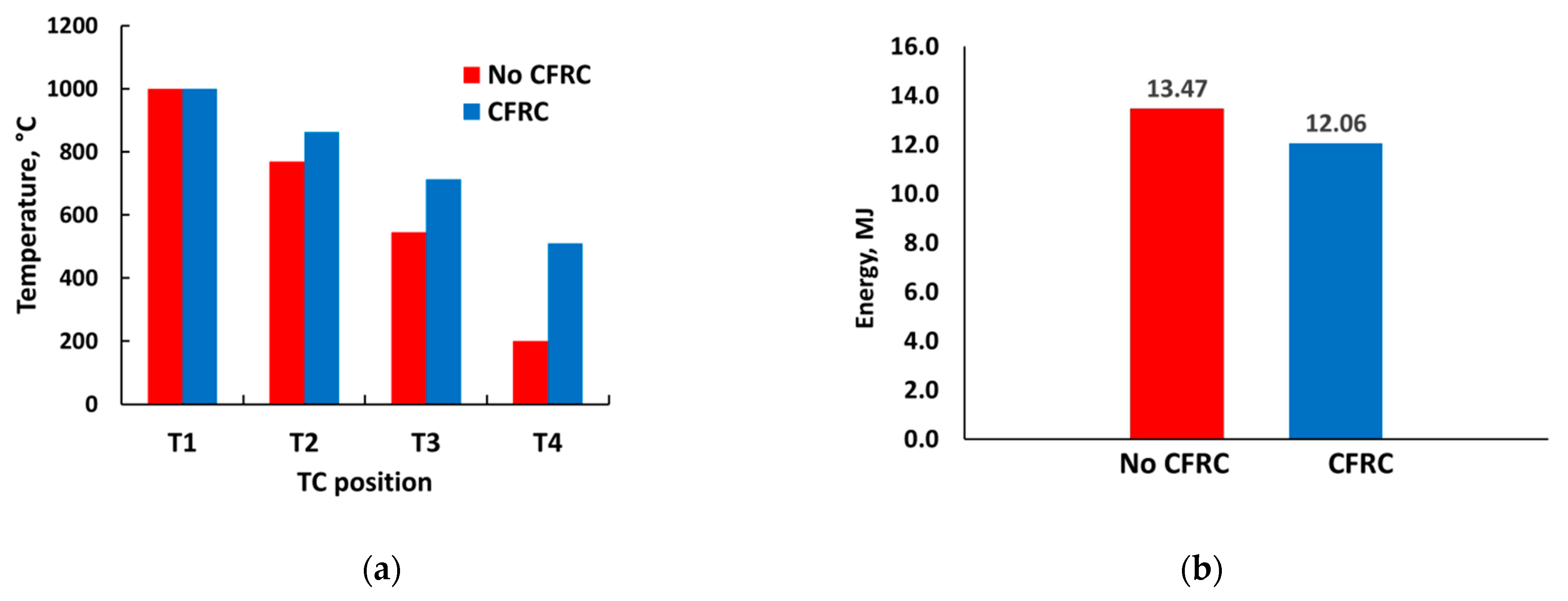
4.1. Influence of CFRC Plates on General Parameters
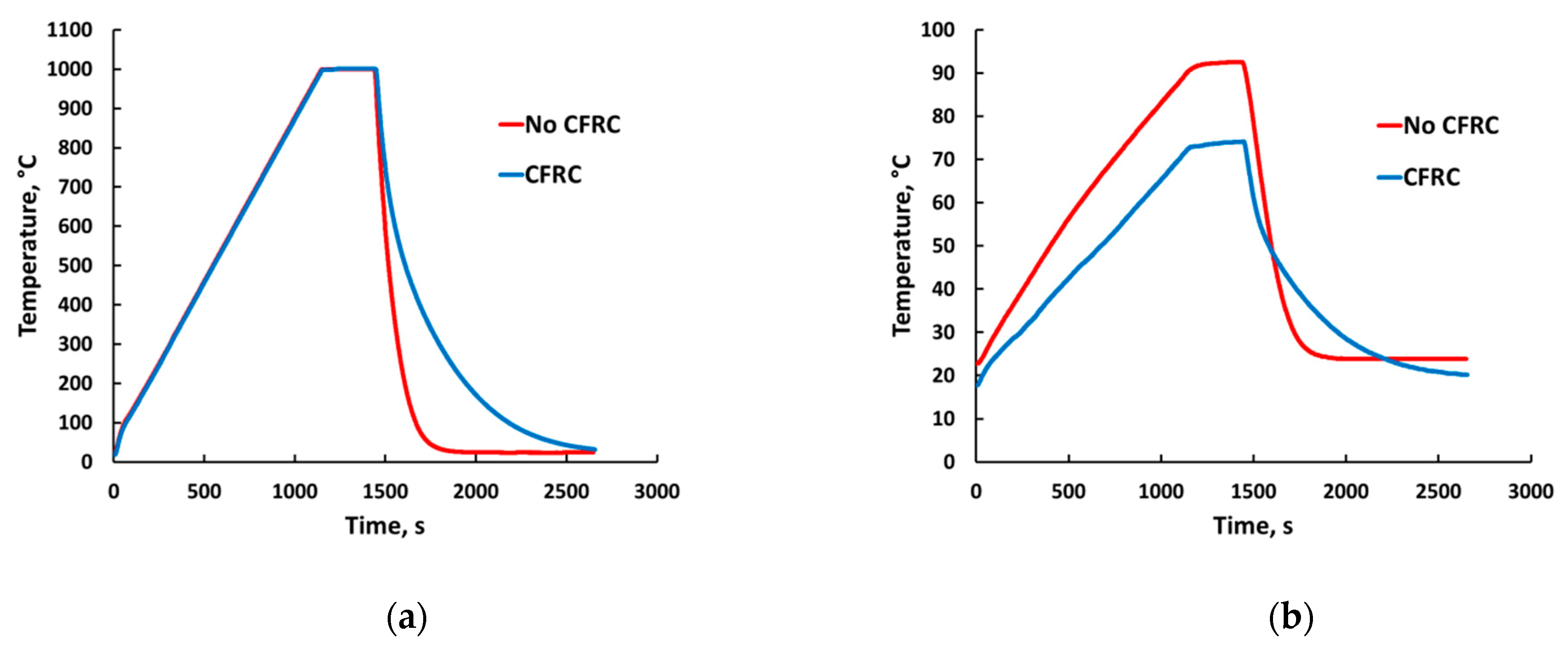
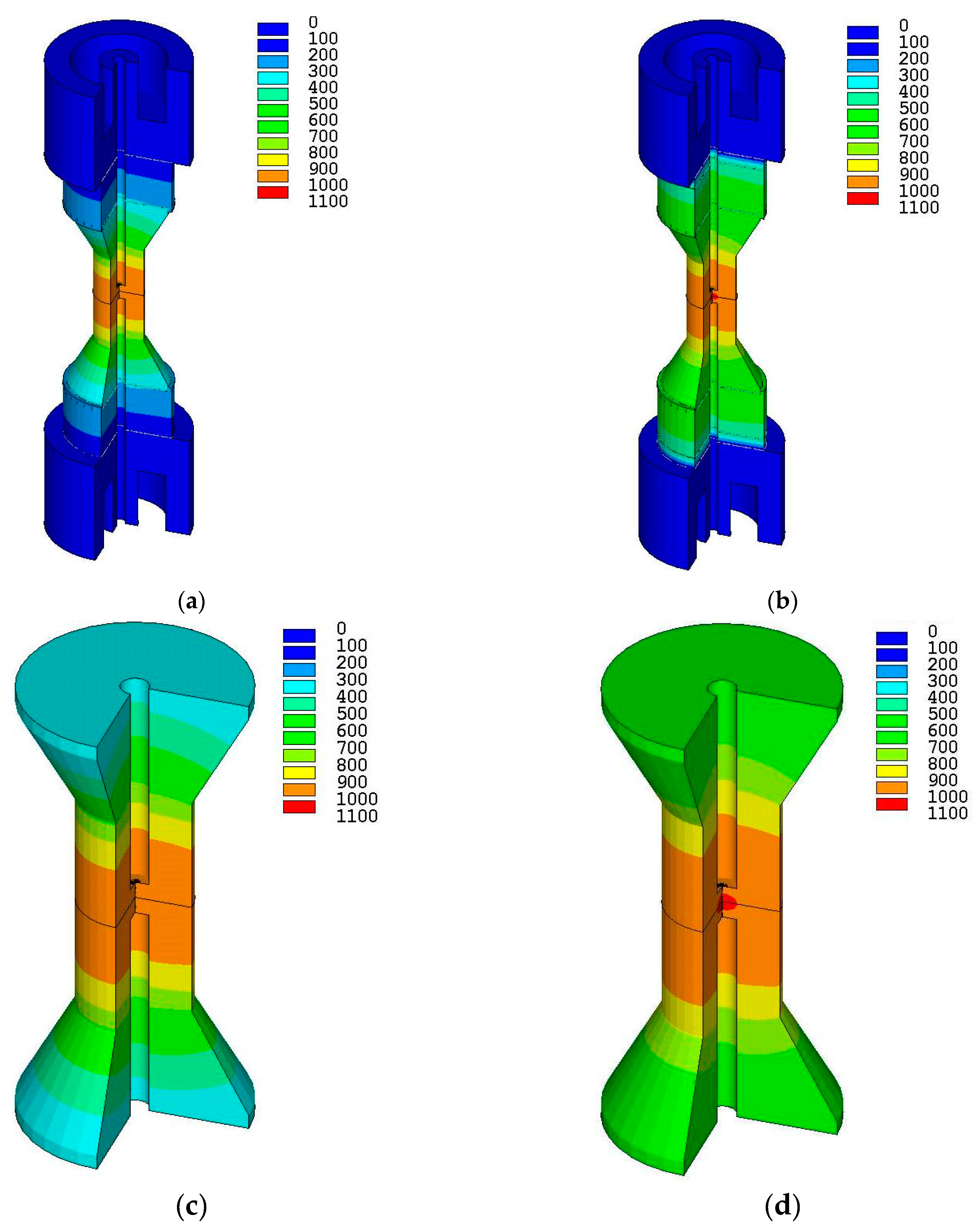
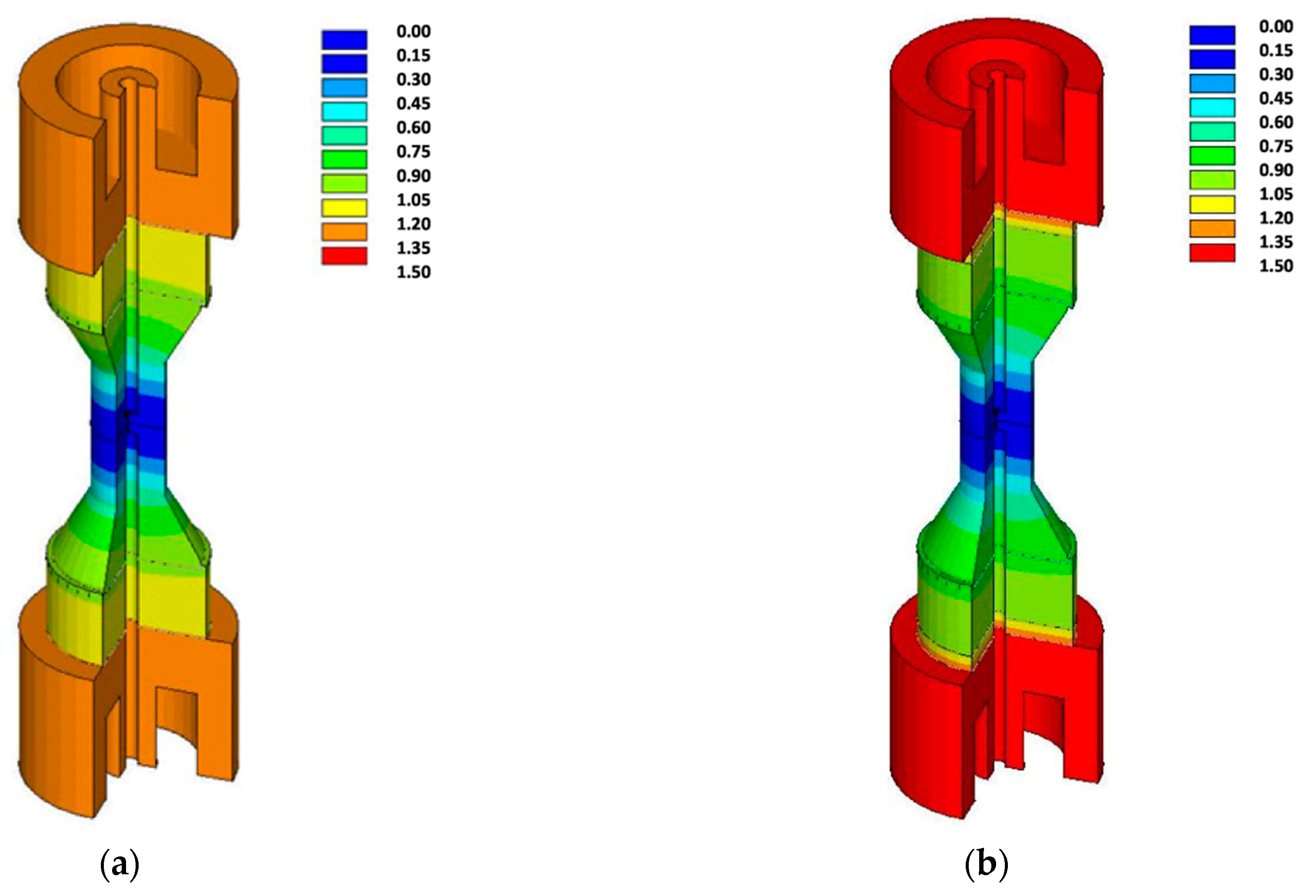
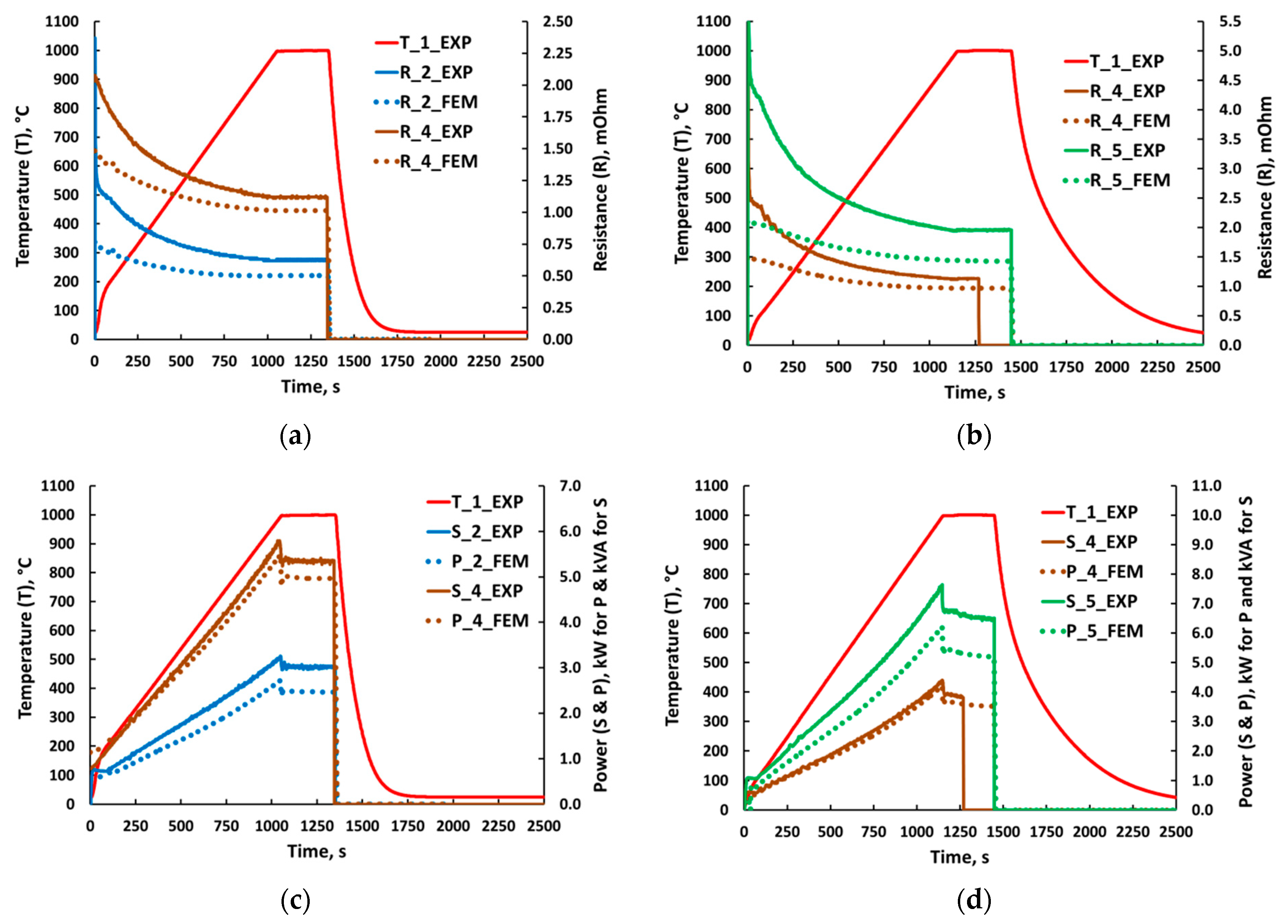
4.2. Influence of CFRC Plates on Local Parameters
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/Spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Bram, M.; Laptev, A.M.; Mishra, T.P.; Nur, K.; Kindelmann, M.; Ihrig, M.; Pereira da Silva, J.G.; Steinert, R.; Buchkremer, H.P.; Litnovsky, A.; et al. Application of electric current-assisted sintering techniques for the processing of advanced materials. Adv. Eng. Mater. 2020, 22, 2000051. [Google Scholar] [CrossRef]
- Aleksandrova, E.V.; Ilyina, A.M.; Grigoryev, A.G.; Olevsky, E.A. Contribution of electric current into densification kinetics during spark plasma sintering of conductive powder. J. Am. Ceram. Soc. 2015, 98, 3509–3517. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Huang, S.G.; Vleugels, J.; Van der Biest, O. The role of the electrical current and field during Pulsed Electric Current Sintering. In Ceramics and Composites Processing Methods; Bansal, N.P., Boccaccini, A.R., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; pp. 43–74. [Google Scholar]
- Mishra, T.P.; Laptev, A.M.; Ziegner, M.; Sistla, S.K.; Kaletsch, A.; Broeckmann, C.; Guillon, O.; Bram, M. Field-assisted sintering/spark plasma sintering of gadolinium-doped ceria with controlled re-oxidation for crack prevention. Materials 2020, 13, 3184. [Google Scholar] [CrossRef] [PubMed]
- Dong, P.; Wang, Z.; Wang, W.; Chen, S.; Zhou, J. Understanding the spark plasma sintering from the view of materials joining. Scr. Mater. 2016, 123, 118–121. [Google Scholar] [CrossRef]
- Suárez, M.; Fernández, A.; Menéndez, J.L.; Torrecillas, R.; Kessel, H.U.; Hennicke, J.; Kirchner, R.; Kessel, T. Challenges and opportunities for Spark Plasma Sintering: A key technology for a new generation of materials. In Sintering Applications; Ertug, B., Ed.; IntechOpen: London, UK, 2013; pp. 319–342. [Google Scholar]
- Tokita, M. Spark Plasma Sintering: Method, systems, applications and industrialization. Powder Metall. Rev. 2019, 8, 89–102. [Google Scholar]
- Laptev, A.M.; Bram, M.; Vanmeensel, K.; Gonzalez-Julian, J.; Guillon, O. Enhancing efficiency of field assisted sintering by advanced thermal insulation. J. Mater. Process. Technol. 2018, 262, 326–339. [Google Scholar] [CrossRef]
- Grasso, S.; Sakka, Y.; Maizza, J. Electric current activated/assisted sintering (ECAS): A review of patents 1906–2008. Sci. Technol. Adv. Mater. 2009, 10, 053001. [Google Scholar] [CrossRef] [PubMed]
- Gucci, F.; Saunders, T.; Reece, M.; Grasso, S. Refined SPS modeling based on calibrated current and voltage measurements. In Spark Plasma Sintering: Current Status, New Developments and Challenges; Cao, G., Estournès, C., Garay, J., Orrừ, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 163–184. [Google Scholar]
- Vanmeensel, K.; Laptev, A.; Hennicke, J.; Vleugels, J.; Van der Biest, O. Modelling of the temperature distribution during field assisted sintering. Acta Mat. 2005, 53, 4379–4388. [Google Scholar] [CrossRef]
- McDonald, R.A. Heat content and heat capacity of an extruded graphite from 341° to 1723°K. J. Chem. Eng. Data 1965, 10, 243. [Google Scholar] [CrossRef]
- Manière, C.; Durand, L.; Brisson, E.; Desplats, H.; Carré, P.; Rogeon, P.; Estournès, C. Contact resistances in spark plasma sintering: From in-situ and ex-situ determinations to an extended model for the scale up of the process. J. Eur. Ceram. Soc. 2017, 37, 1593–1605. [Google Scholar] [CrossRef]
- Pavia, A.; Durand, L.; Ajustron, F.; Bley, V.; Chevallier, G.; Peigney, A.; Estournès, C. Electro-thermal measurements and finite element method simulations of a spark plasma sintering device. J. Mater. Process. Technol. 2013, 213, 1327–1336. [Google Scholar] [CrossRef]
- Wei, X.; Giuntini, D.; Maximenko, A.L.; Haines, C.H.; Olevsky, E.A. Experimental investigation of electric contact resistance in spark plasma sintering tooling setup. J. Am. Ceram. Soc. 2015, 98, 3553–3560. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Sheng, H.; Tkachenko, I.; Van der Biest, O.; Vleugels, J. Experimental study and simulation of plastic deformation of zirconia-based ceramics in a pulsed electric current apparatus. Acta Mat. 2013, 61, 2376–2389. [Google Scholar] [CrossRef]
- Zavaliangos, A.; Zhang, J.; Krammer, M.; Groza, J.R. Temperature evolution during field activated sintering. Mater. Sci. Eng. A 2004, 379, 218–228. [Google Scholar] [CrossRef]
- Muñoz, S.; Anselmi-Tamburini, U. Temperature and stress fields evolution during spark plasma sintering processes. J. Mater. Sci. 2010, 45, 6528–6539. [Google Scholar] [CrossRef]
- Sastry, K.Y.; Vanmeensel, K.; Froyen, L.; Vleugels, J.; Van der Biest, O.; Laptev, A.; Hennicke, J. Simulation of temperature evolution during field assisted sintering of rapidly solidified Al-alloy powder. In Proceedings of the Euro PM 2005: Powder Metallurgy Congress and Exhibition, Prague, Czech Republic, 2–5 October 2005; EPMA: Shrewsbury, UK, 2005; Volume 1, pp. 99–105. [Google Scholar]
- Manière, C.; Pavia, A.; Durand, L.; Chevallier, G.; Bley, V.; Afanga, K.; Peigney, A.; Estournès, C. Pulse analysis and electric contact measurements in spark plasma sintering. Electr. Pow. Syst. Res. 2015, 127, 307–313. [Google Scholar] [CrossRef]
- Alexander, C.K.; Sadiku, W.N.O. Fundamentals of Electric Circuit, 6th ed.; McGraw-Hill: Columbus, OH, USA, 2016; pp. 369–412. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Position | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Temperature | x | x | x | x | x |
| Voltage | - | x | - | x | - |
| Position | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Temperature | x | x | x | x | x |
| Voltage | - | - | - | x | x |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laptev, A.M.; Hennicke, J.; Ihl, R. Influence of CFRC Insulating Plates on Spark Plasma Sintering Process. Metals 2021, 11, 393. https://doi.org/10.3390/met11030393
Laptev AM, Hennicke J, Ihl R. Influence of CFRC Insulating Plates on Spark Plasma Sintering Process. Metals. 2021; 11(3):393. https://doi.org/10.3390/met11030393
Chicago/Turabian StyleLaptev, Alexander M., Jürgen Hennicke, and Robert Ihl. 2021. "Influence of CFRC Insulating Plates on Spark Plasma Sintering Process" Metals 11, no. 3: 393. https://doi.org/10.3390/met11030393
APA StyleLaptev, A. M., Hennicke, J., & Ihl, R. (2021). Influence of CFRC Insulating Plates on Spark Plasma Sintering Process. Metals, 11(3), 393. https://doi.org/10.3390/met11030393