
Fatigue Models Based on Real Load Spectra and Corrected S-N Curve for Estimating the Residual Service Life of the Remanufactured Excavator Beam

Abstract
:1. Introduction
2. Materials and Methods
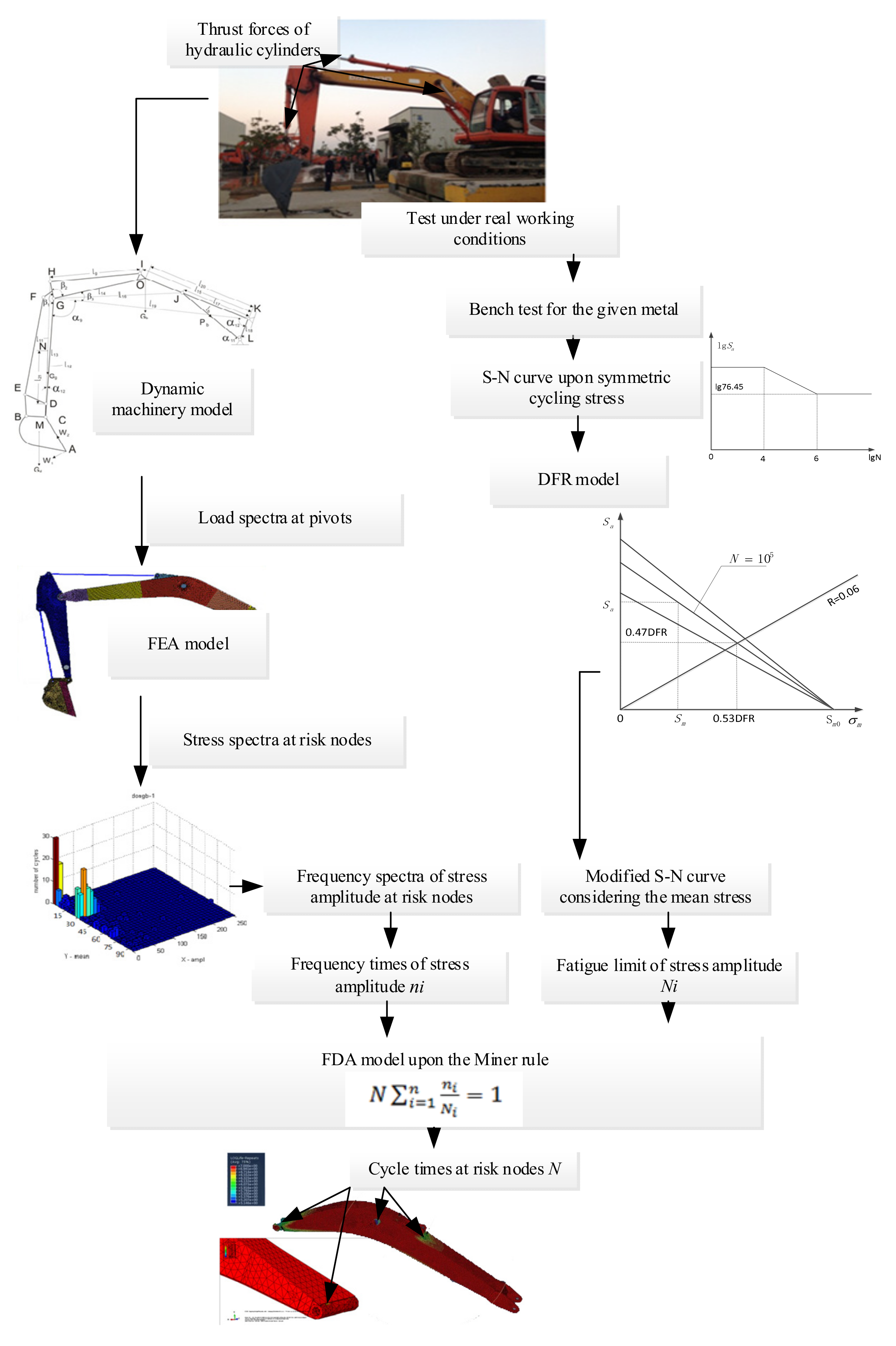
The Technical Framework and the Critical Models for the Fatigue Life Prediction
3. The Dynamic Machinery Model for Load Spectra at Pivots
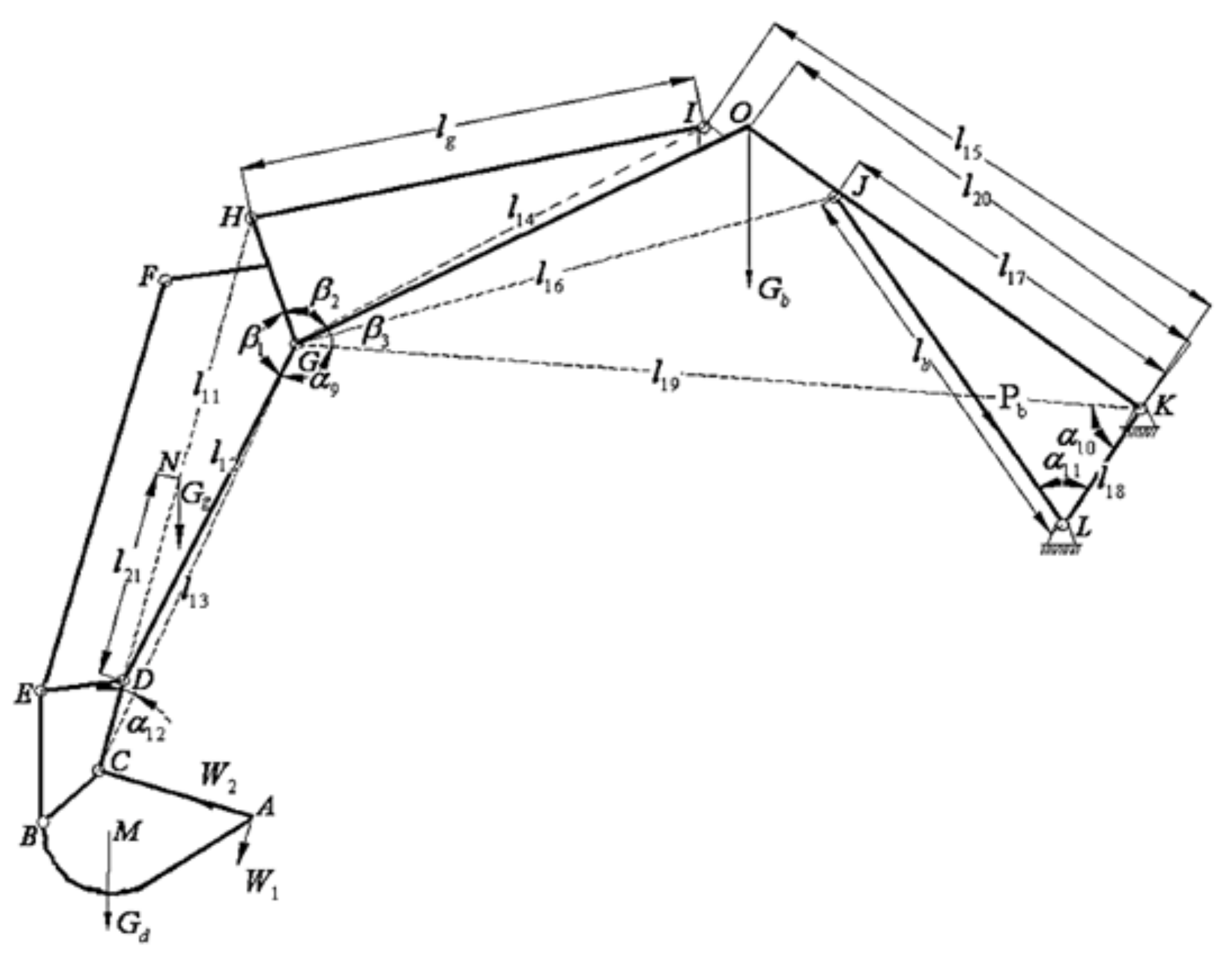
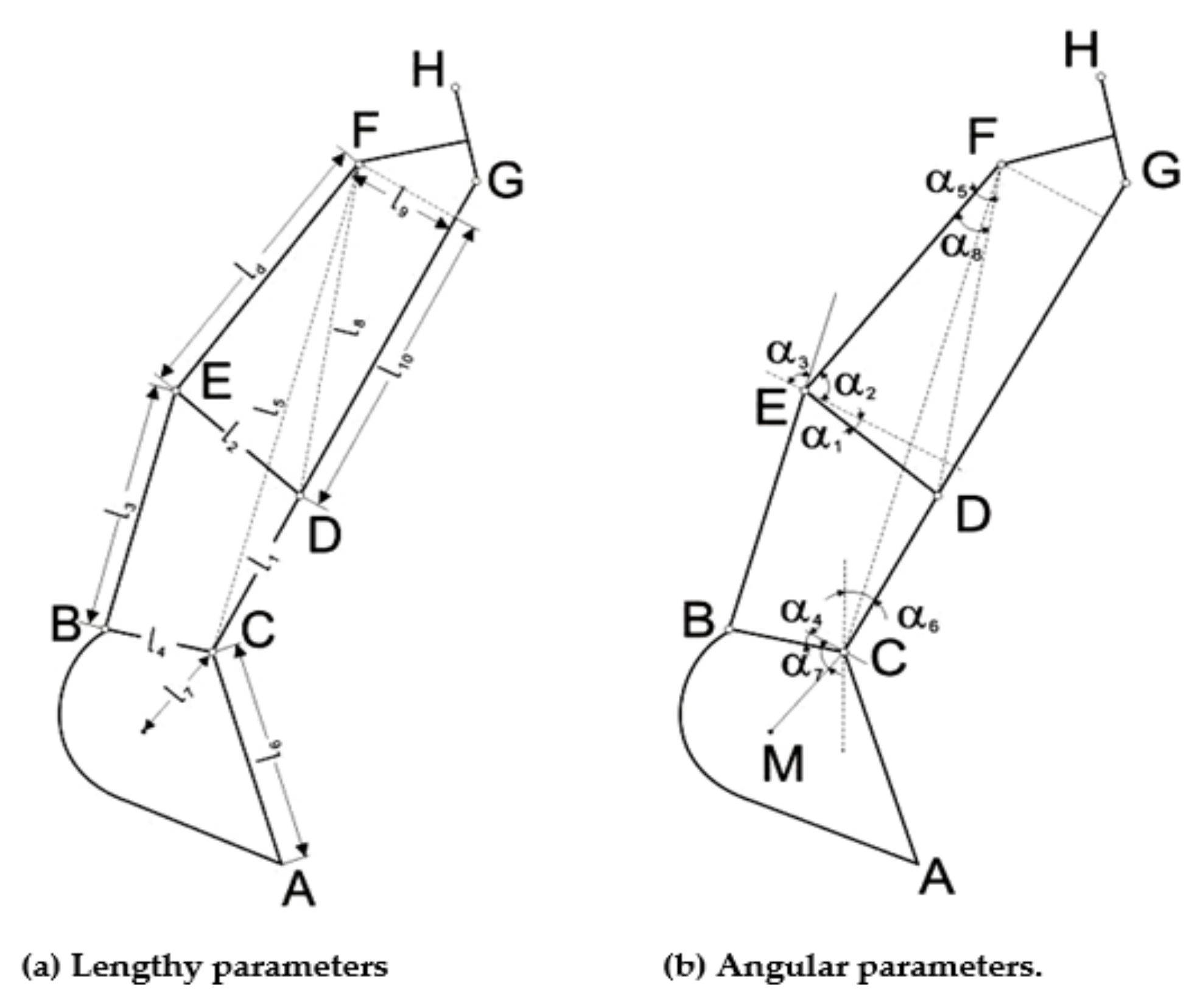
3.1. The Geometric Parameters of the Excavator Beam
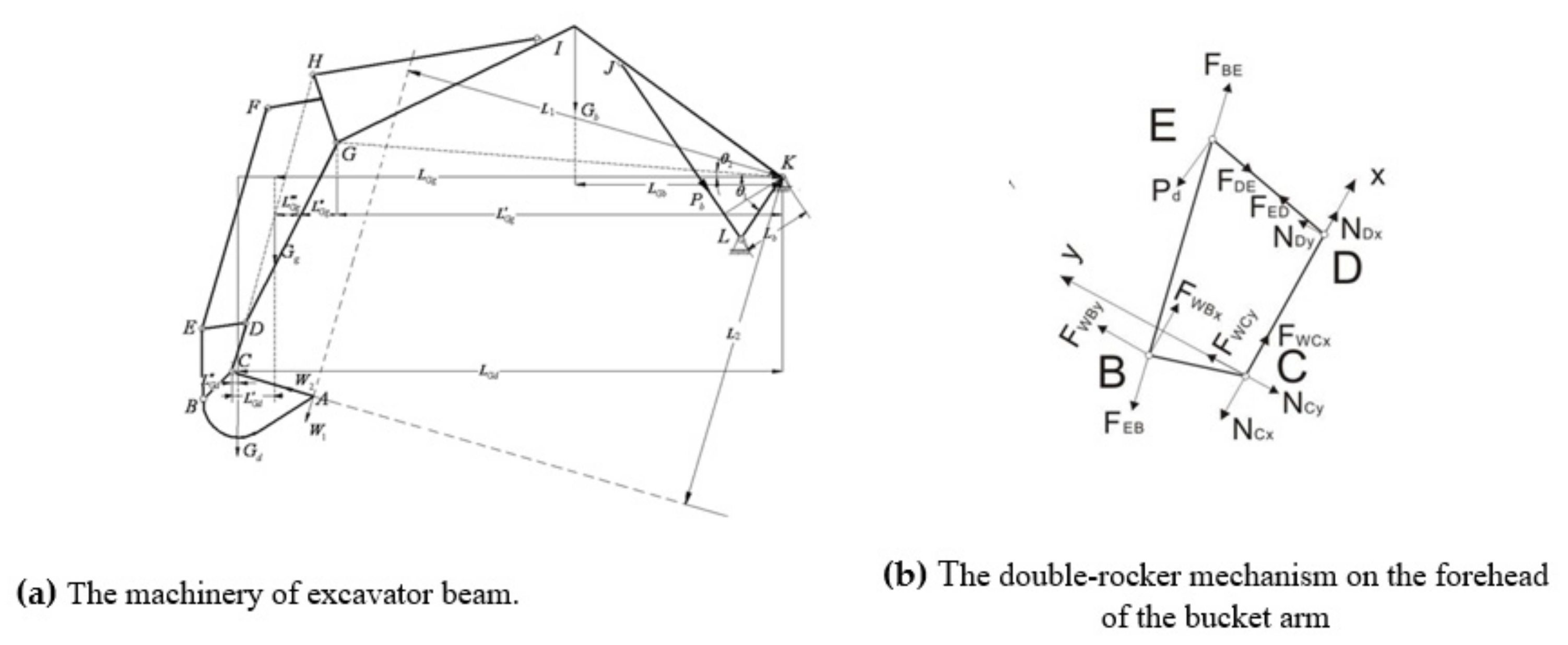
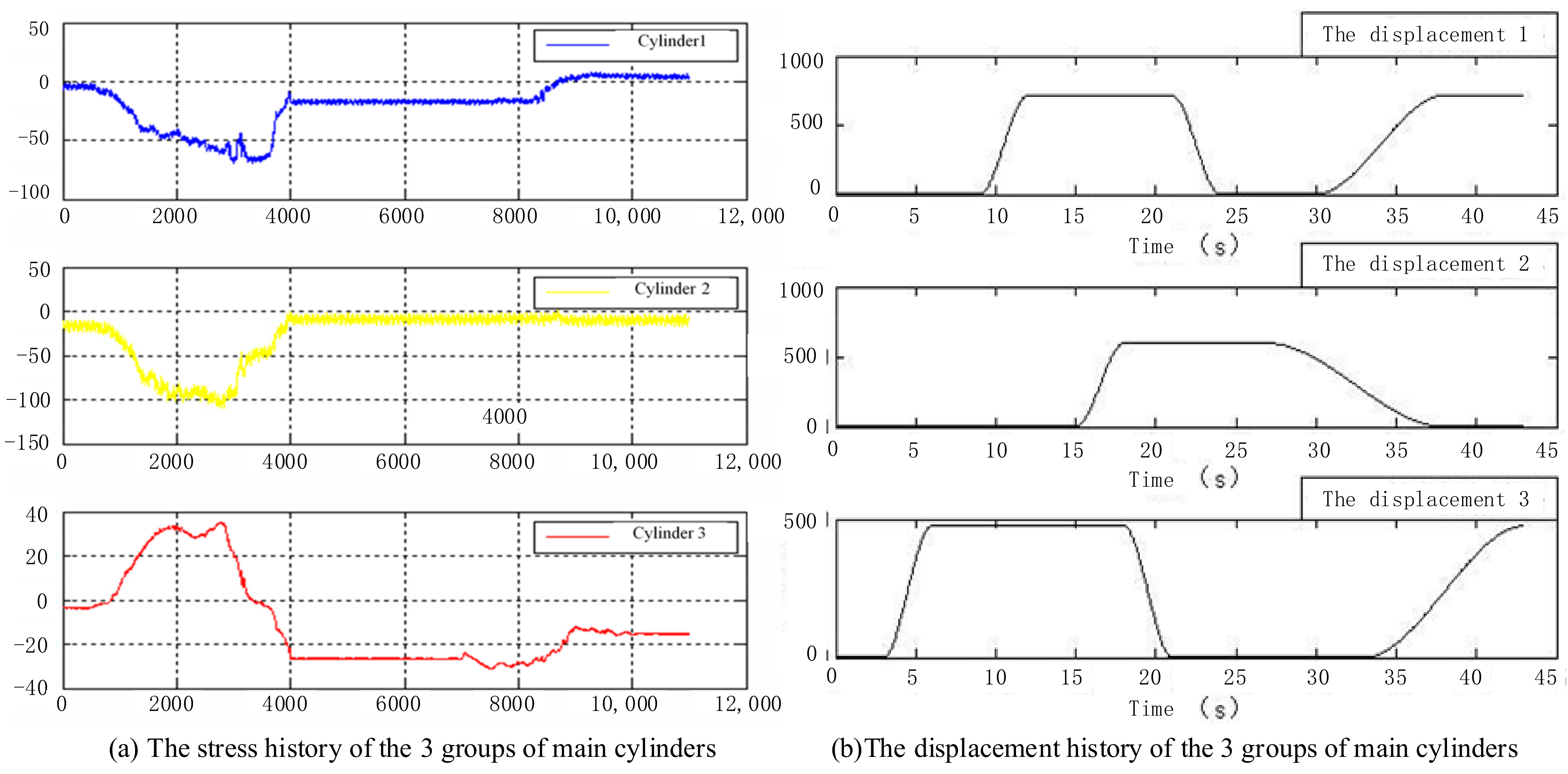
3.2. The Dynamic Machinery Model Driven by Thrust Forces of Hydraulic Cylinders
3.3. The Solutions of the Load Spectra at the Bucket Tooth Tip and Pivots
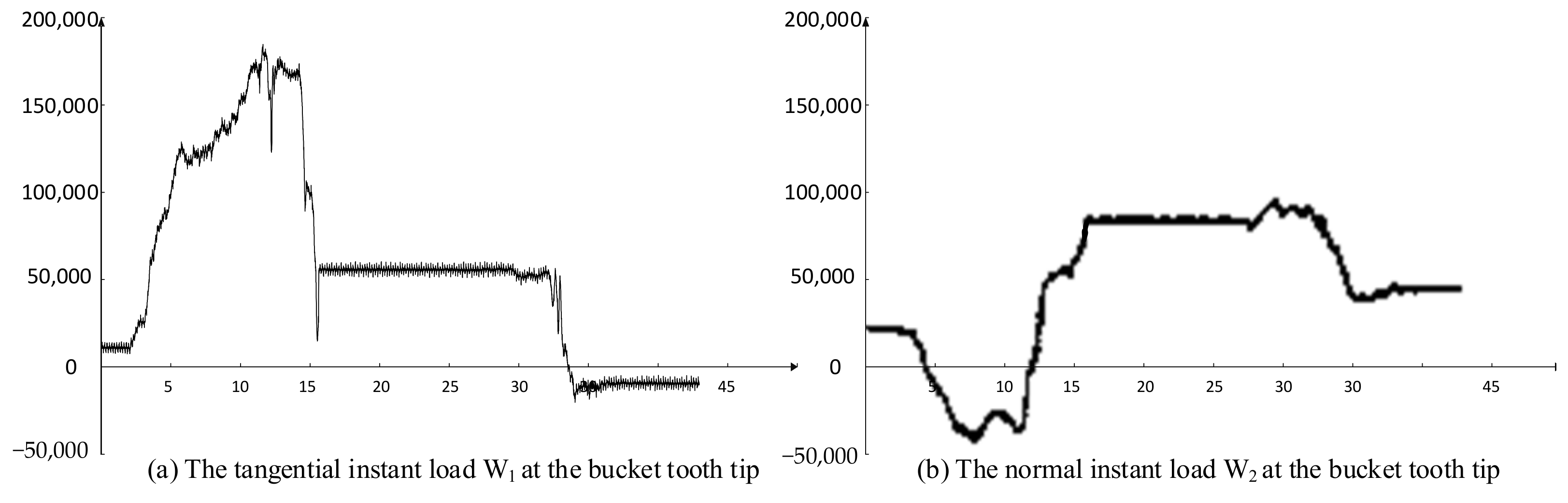
3.3.1. The Tangential Vector of Excavating Force W1 at the Bucket Tooth Tip
3.3.2. The Normal Vector of Excavating Force W2 at the Bucket Tooth Tip
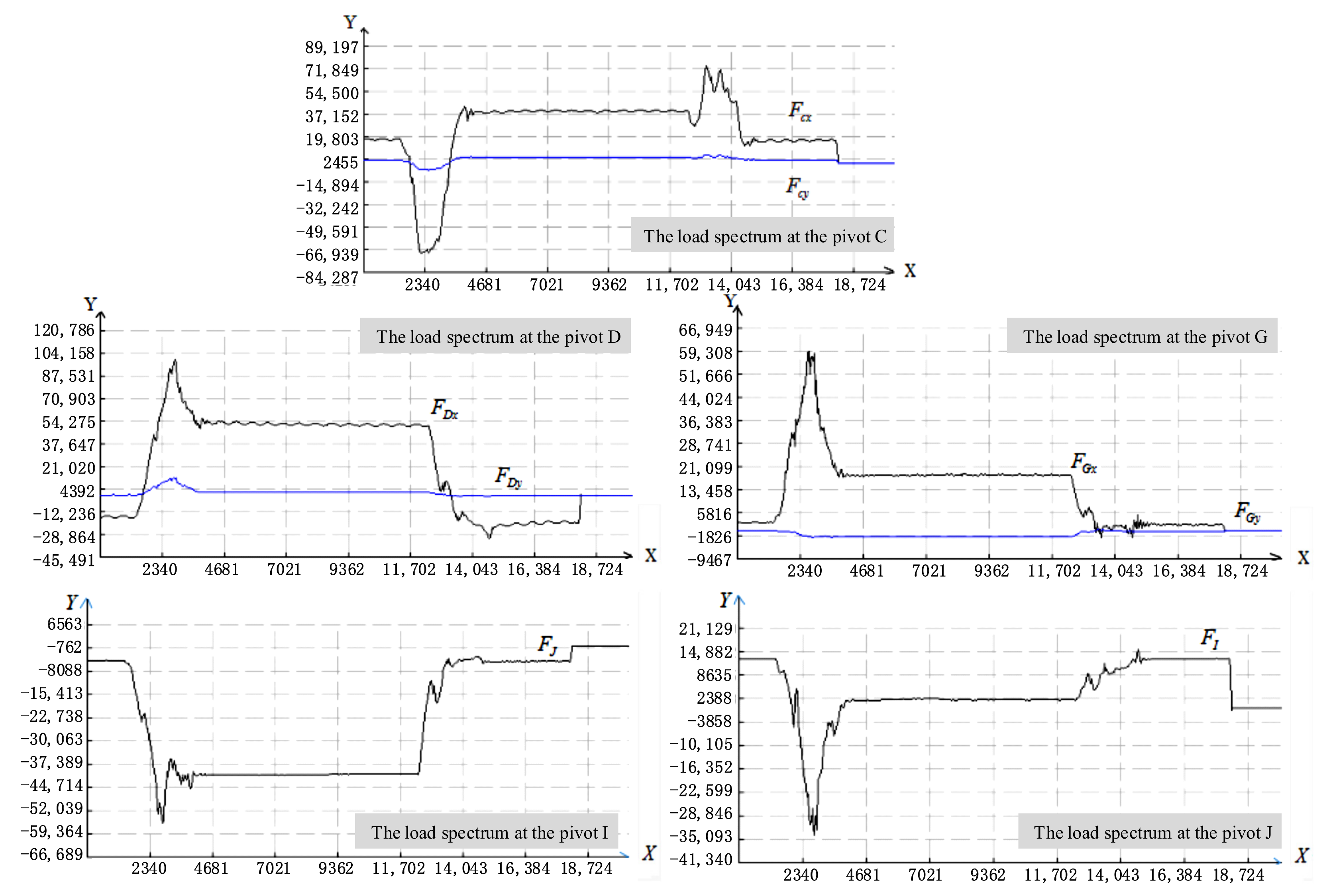
3.3.3. The Solution of Load Spectra at Pivots
4. The Stress Spectra and Frequency Spectra at Risk Nodes
4.1. The Stress Spectra by FEA Modeling
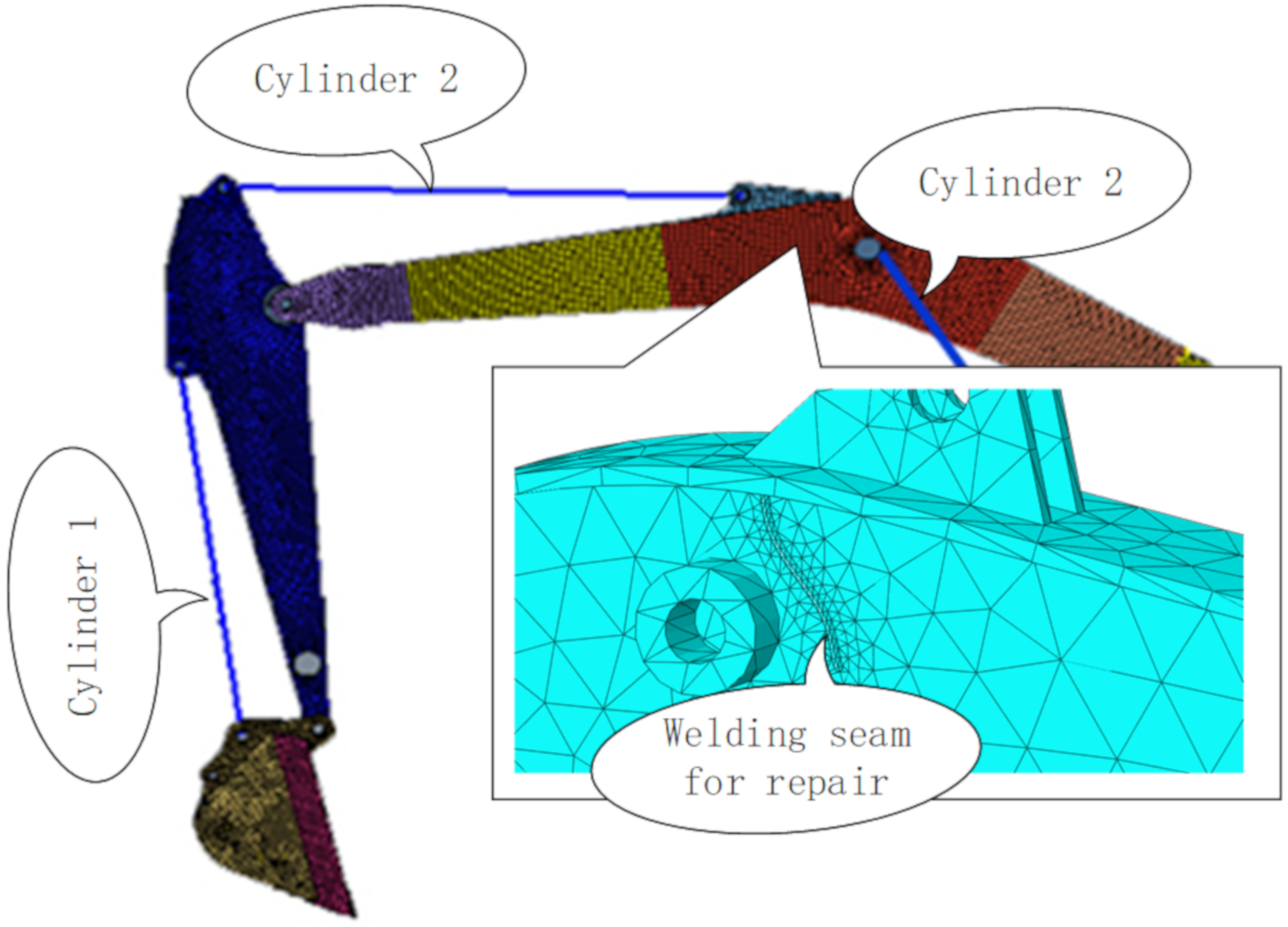
4.1.1. The FEA Model of the Remanufactured Beam Considering the Repaired Welding Joint
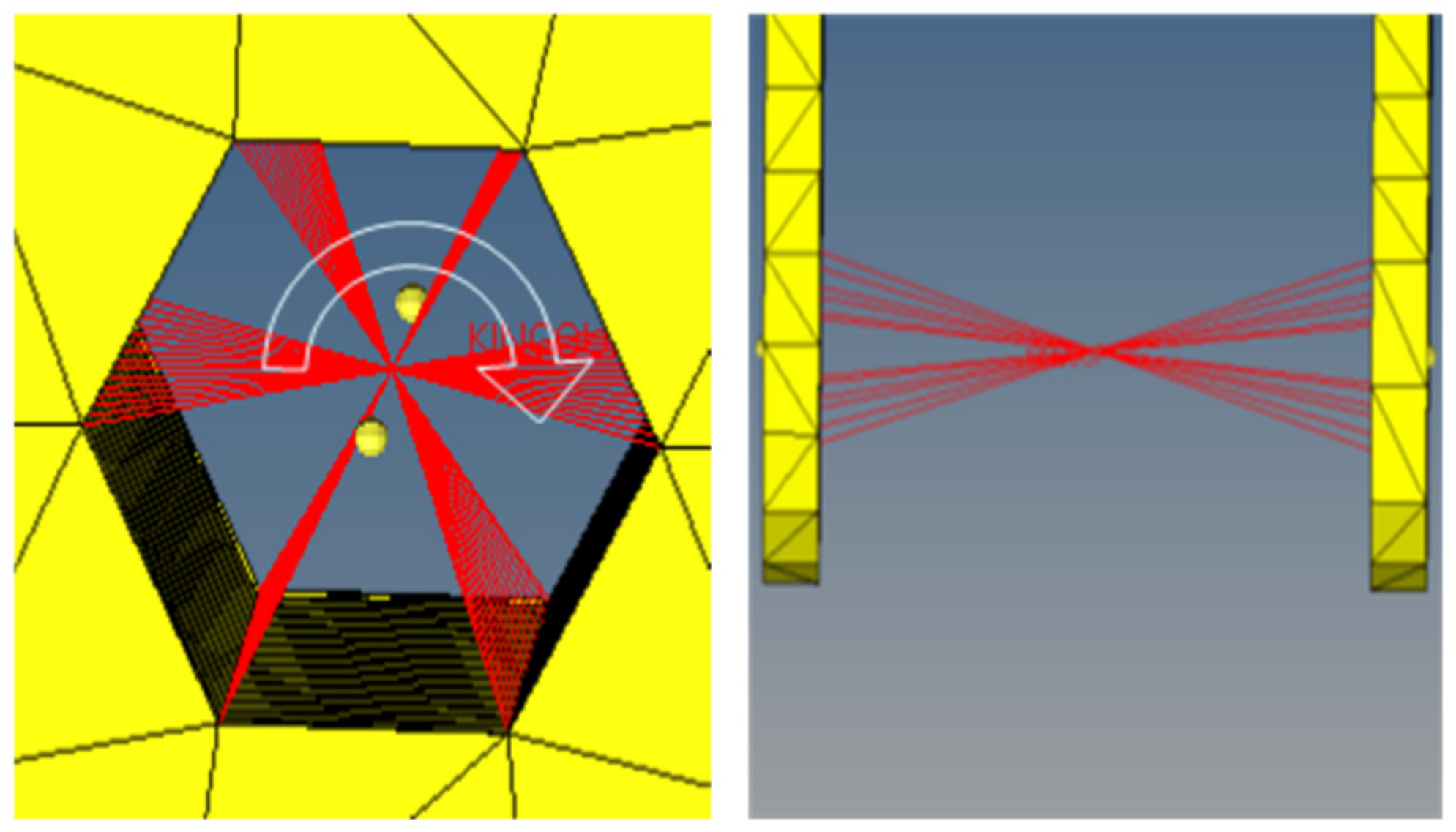
4.1.2. The Boundary Condition Setting and the Loading at Pivots
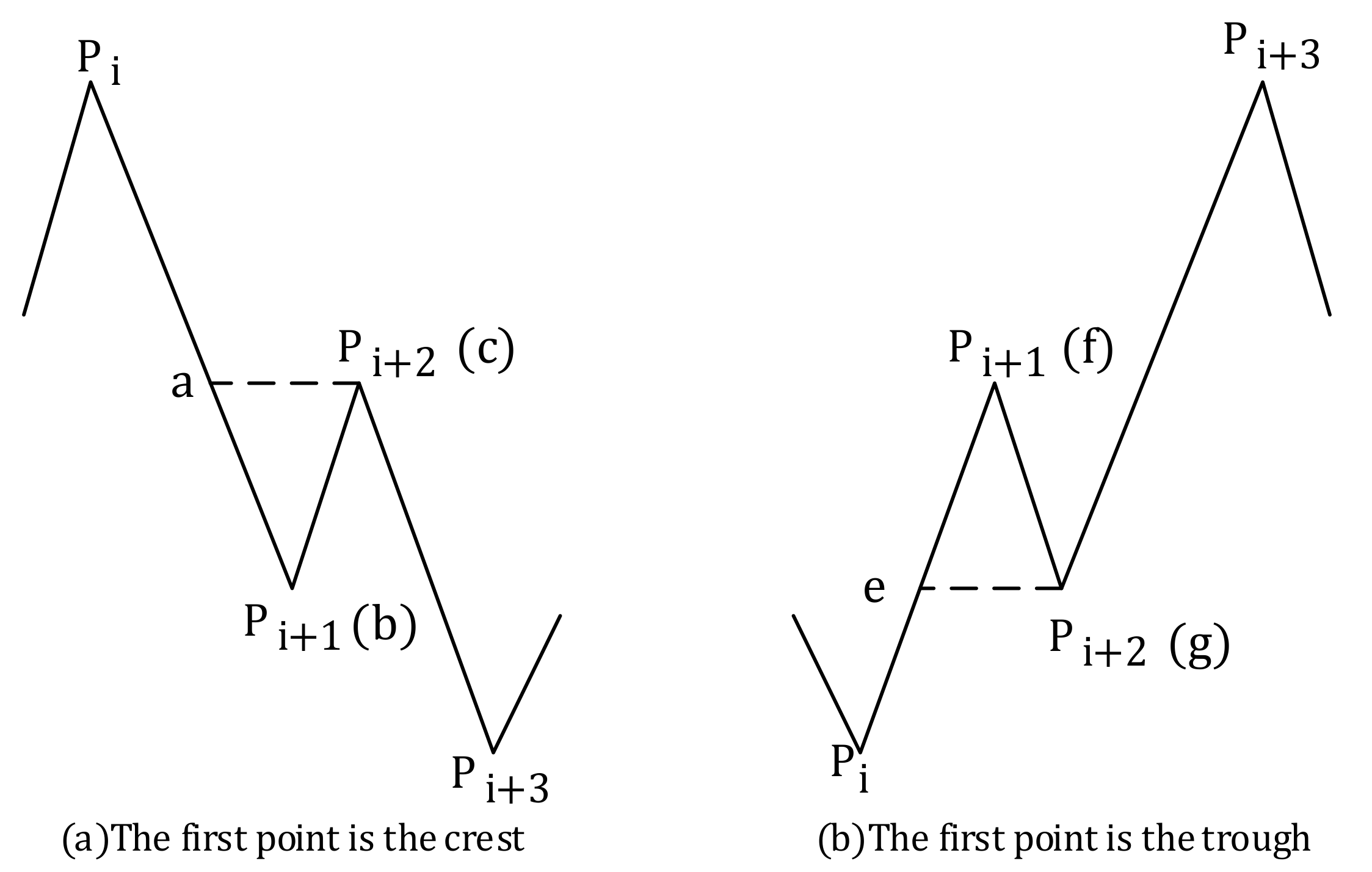
4.2. The Frequency Spectra by RFC Method
5. The Fatigue Life Prediction Based on the DFR Model
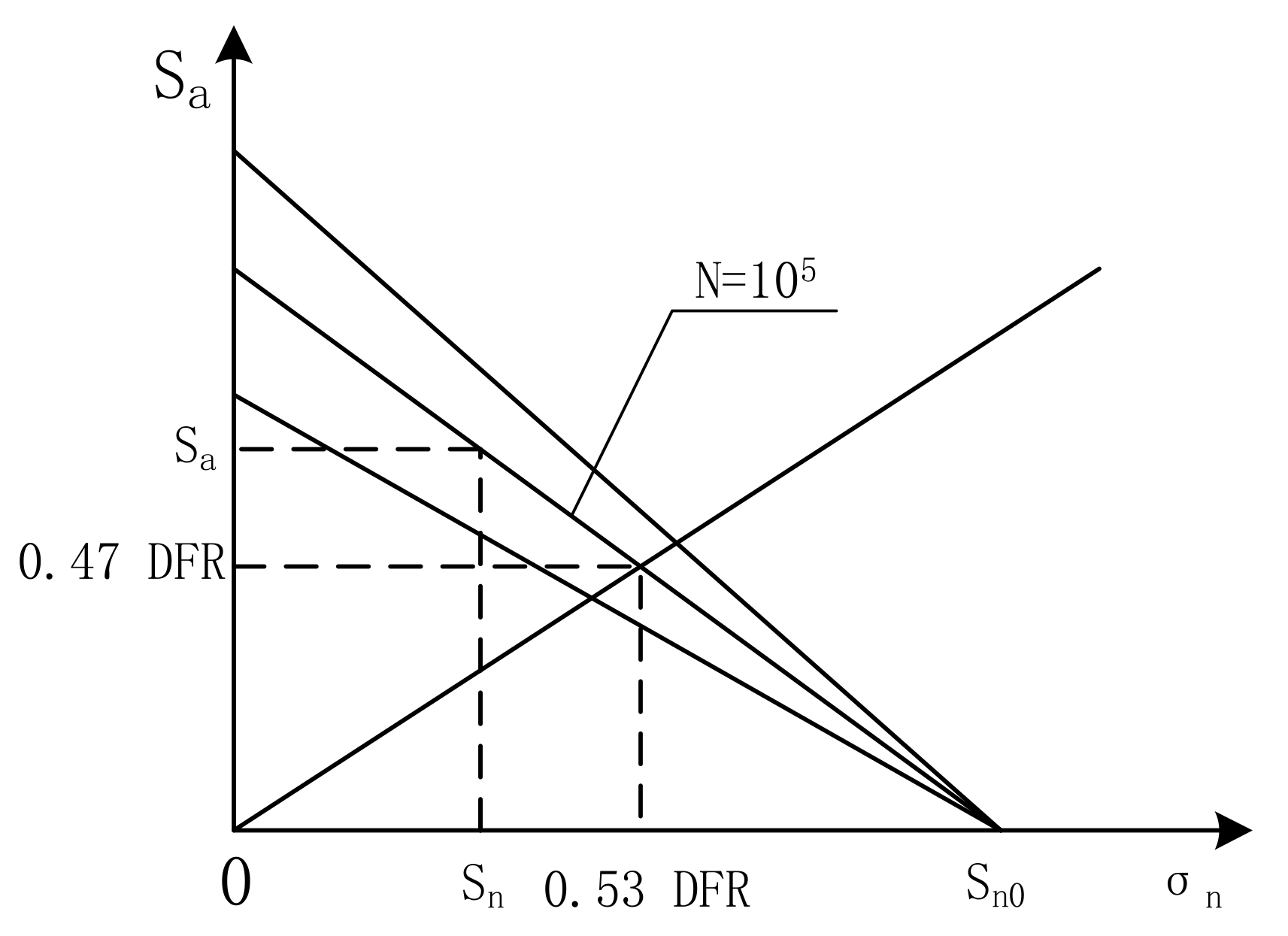
5.1. The Corrected S-N Curve by the DFR Method Depending on the Beam Structure
5.2. The Fatigue Life Prediction by the Miner Rule on the FDA Model
6. Case Study on the Remanufactured Excavator Beam
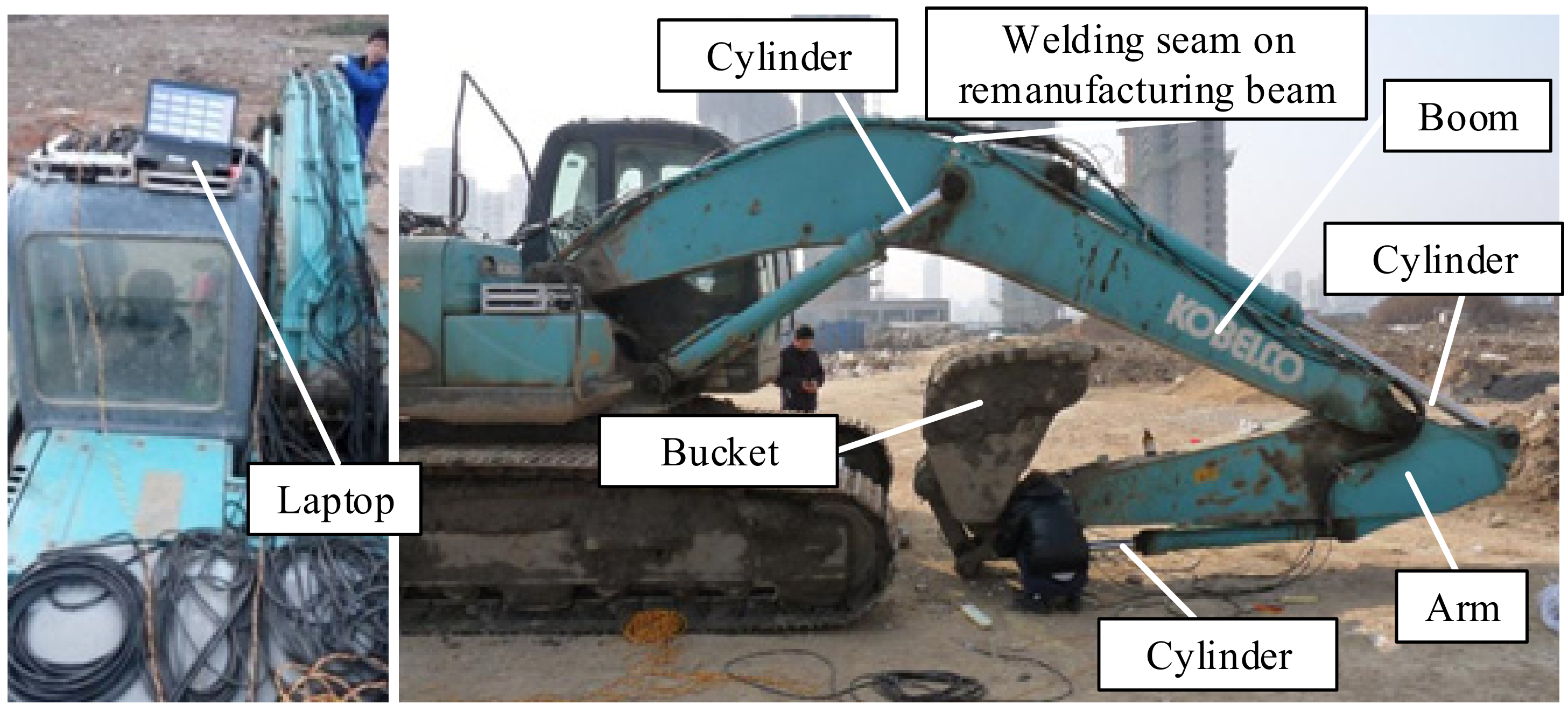
6.1. The Working Conditions of the Remanufactured Excavator Beam
6.2. The Load Spectra of the Excavating Force Computed by the Dynamic Machinery Model
6.3. The Load Spectra of the Key Nodes on the Remanufactured Beam
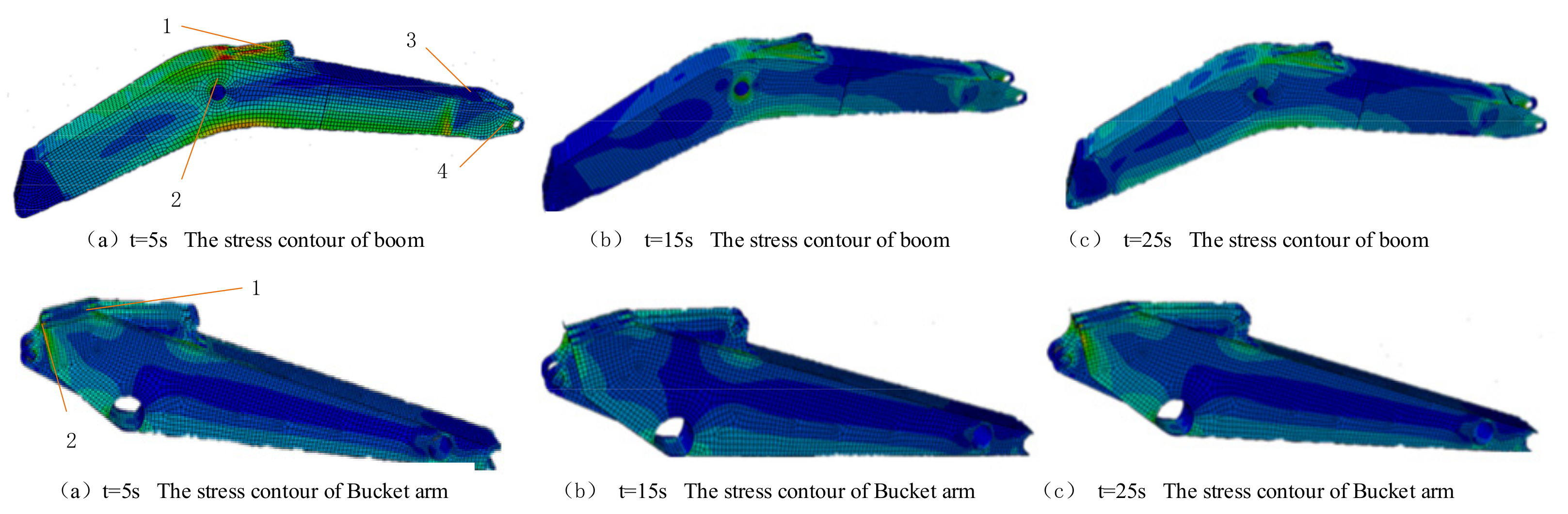
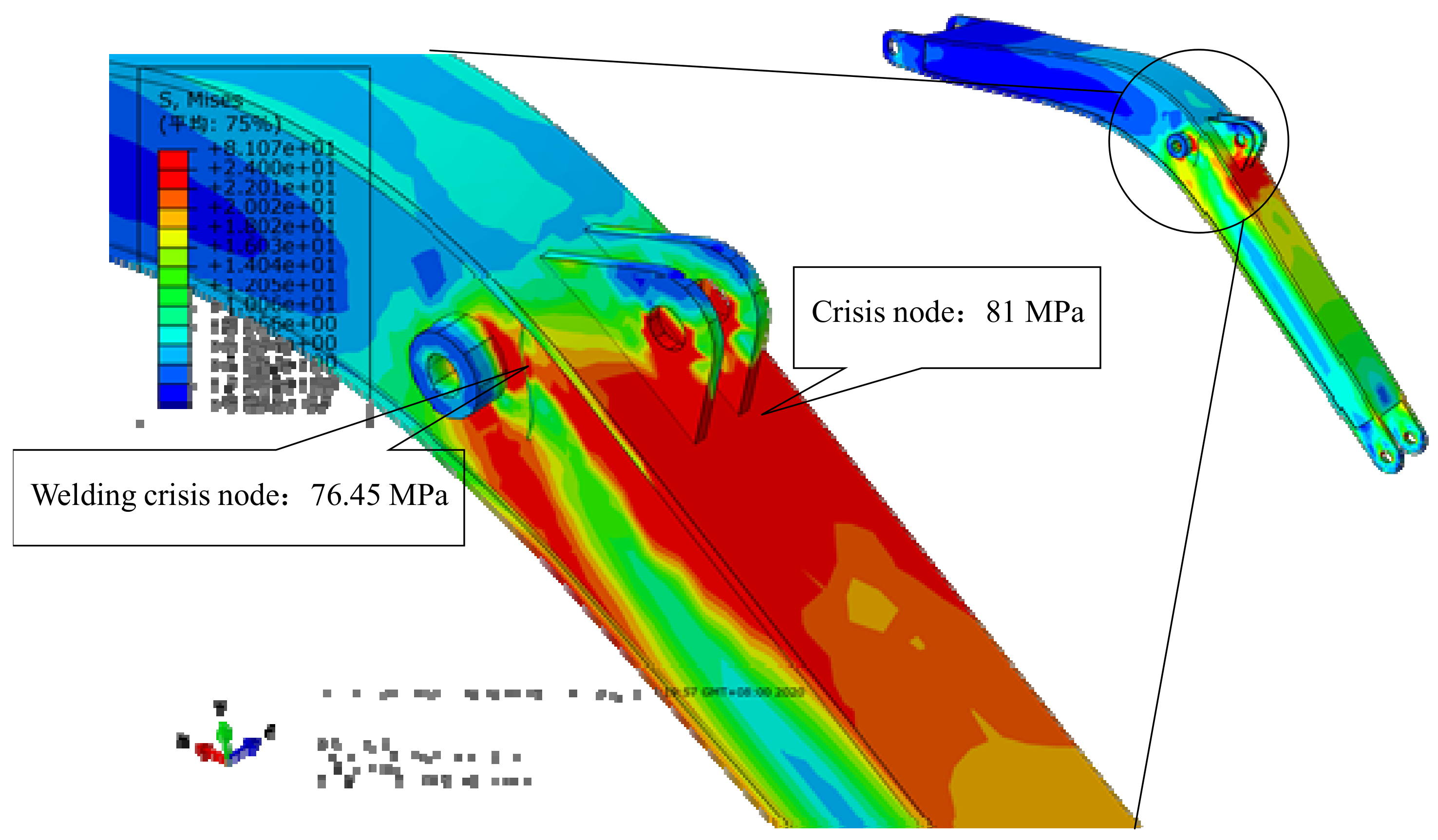
6.4. The Stress Contours on the Boom and Arm
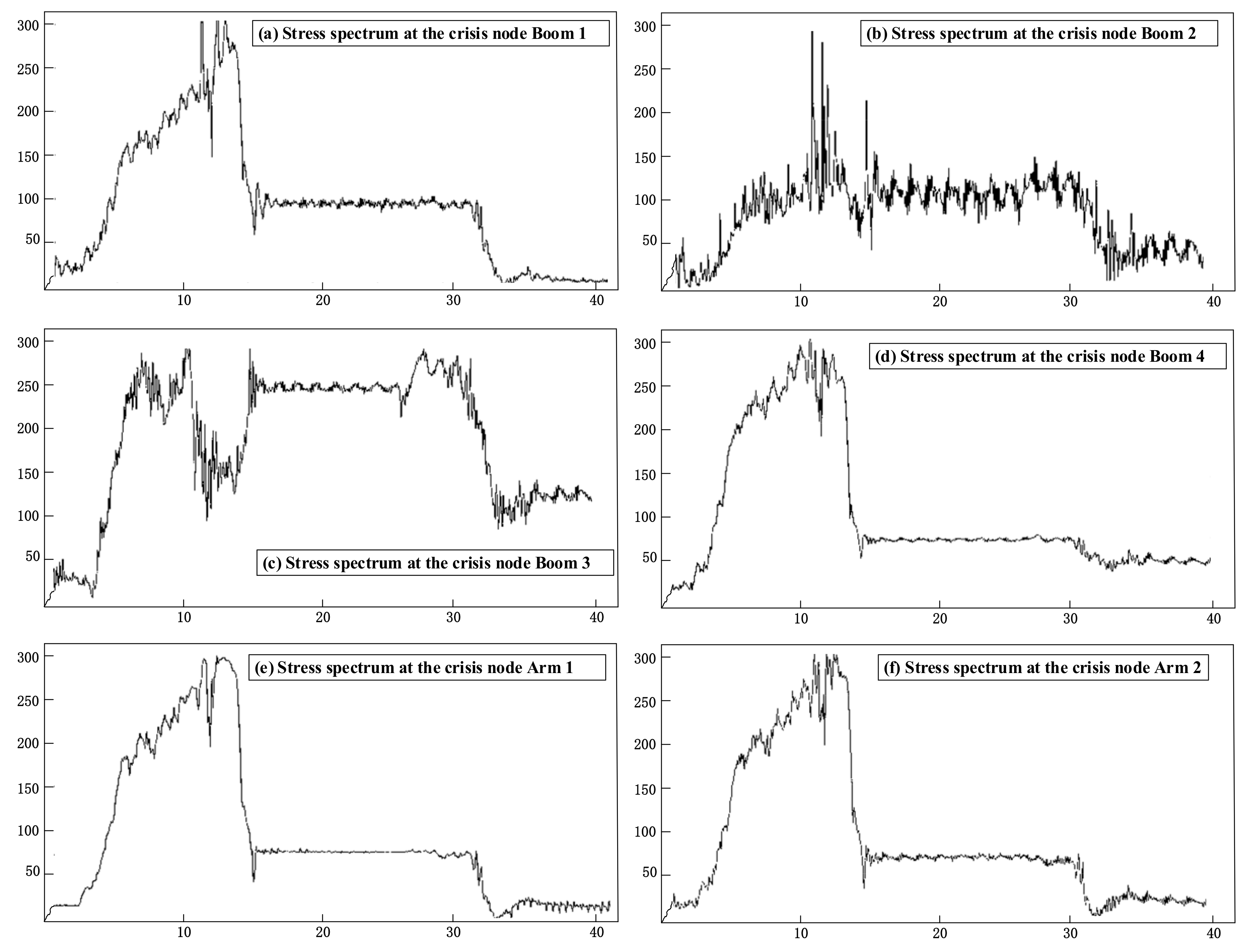
6.5. The Stress Spectra at the Key Nodes on the Boom and the Arm
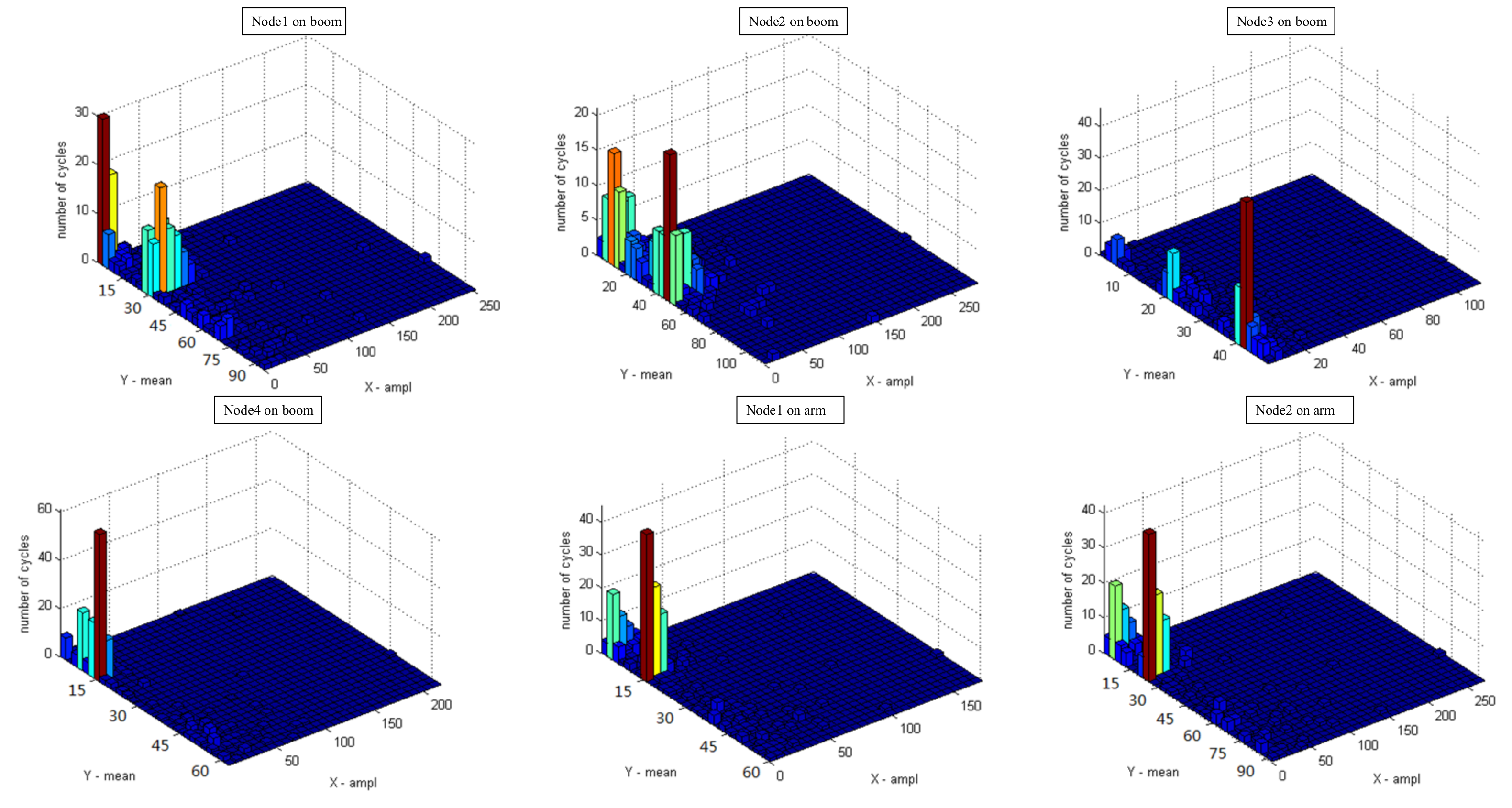
6.6. The Frequency Spectra at the Crisis Nodes on the Boom and the Arm
6.7. The Corrected S-N Curve
6.8. The Fatigue Life Prediction on the Remanufactured Excavator Beam
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.; Huang, C.; Wang, G.; Li, R.; Zhao, G. Comparison of Energy Consumption between Hybrid Deposition & Micro-Rolling and Conventional Approach for Wrought Parts. J. Clean. Prod. 2020, 279, 123307. [Google Scholar] [CrossRef]
- Gang, Z.; Xing, G.; Wang, Z.; Yang, S.; Duan, J.; Hu, J.; Guo, X. A mechanism model for accurately estimating carbon emissions on a microscale of the steel industrial system. ISIJ Int. 2019, 59, 381–390. [Google Scholar] [CrossRef]
- Gang, Z.; Hua, Z.; Guangjun, Z.; Liming, G. Morphology and coupling of environmental boundaries in an iron and steel industrial system for modeling metabolic behaviors of mass and energy. J. Clean. Prod. 2018, 100, 247–261. [Google Scholar] [CrossRef]
- Gang, Z.; Xiang, Z.; Cheng, F.; Dan, R.; Yanan, W. Systematic boundaries in industrial systems: A new concept defined to improve LCA for metallurgical and manufacturing systems. J. Clean. Prod. 2018, 187, 717–729. [Google Scholar] [CrossRef]
- Zhuang, P.; Bin, X.Z. Abrasion failure analysis and improvement of excavator’s boom based on ANSYS. Constr. Mech. 2014, 7, 90–92. (In Chinese) [Google Scholar]
- Cheng, H.; Bai, R. Fatigue life analysis of excavator working device. J. Vib. Meas. Diagn. 2011, 4, 512–516. (In Chinese) [Google Scholar]
- Park, J.Y.; Yoo, W.S.; Kim, H.W. Matching of flexible multibody dynamic simulation and experiment of a hydraulic excavator. In Proceedings of the ACMD, Seoul, Korea, 1–4 August 2004; pp. 459–463. [Google Scholar]
- Brocks, T.; Ornaghi, H.L., Jr.; Ornaghi, F.G.; Monticeli, F.M.; Cornelis Voorwald, H.J.; Hilario Cioffi, M.O. A fatigue life estimative method based on dynamic mechanical and fatigue analyses. Int. J. Fatigue 2020, 138, 105723. [Google Scholar] [CrossRef]
- Suhir, E.; Ghaffarian, R.; Yi, S. Probabilistic Palmgren–Miner rule, with application to solder materials experiencing elastic deformations. J. Mater. Sci. Mater. Electron 2017, 28, 2680–2685. [Google Scholar] [CrossRef]
- Park, Y.; Cho, S.; Han, J.; Shim, S.B. Fatigue life prediction of planet carrier in slewing reducer for tower crane based on model validation and field test. Int. J. Precis. 2017, 18, 435–444. [Google Scholar] [CrossRef]
- Zhu, J.X.; Luo, B.Y.; Song, Y.G. Research of fatigue life simulation based on ANSYS for excavator boom. Comput. Appl. Softw. 2017, 2, 112–117. (In Chinese) [Google Scholar]
- Wang, S.; Wu, Y.; Hua, G.; Tang, H. Study on new correction method of S-N curve for metallic material. Mat. Sci. Heat. Treat. 2011, 40, 35–37. [Google Scholar] [CrossRef]
- Gao, J.; Yuan, Y. Small sample test approach for obtaining P-S-N curves based on a unified mathematical model. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 234, 4751–4760. [Google Scholar] [CrossRef]
- Mattis, A.R.; Shishaev, S.V.; Mochalov, E.A.; Tolmachev, A.V. A method to calculate and substantiate the key parameters of the active bucket of a quarry excavator. J. Min. Sci. 1993, 28, 350–360. [Google Scholar] [CrossRef]
- Huang, W. The frequency domain estimate of fatigue damage of combined load effects based on the rain-flow counting. Mar. Struct. 2017, 52, 34–49. [Google Scholar] [CrossRef]
- Djamel, D.; Bachir, R. Weibull analysis of fatigue test in jute reinforced polyester composite material. Compos. Commun. 2020, 17, 123–128. [Google Scholar] [CrossRef]
- Yang, K.; Huang, Q.; Zhong, B.; Wang, Q.; Chen, Q.; Chen, Y.; Liu, H. Enhanced extra-long life fatigue resistance of a bimodal titanium alloy by laser shock peening. Int. J. Fatigue 2020, 141, 105868. [Google Scholar] [CrossRef]
- Klemenc, J.; Podgornik, B. An Improved Model for Predicting the Scattered S-N Curves. Strojniski Vestnik. J. Mech. Eng. 2019, 65, 265–275. [Google Scholar] [CrossRef]
- Hong, S.W.; Koo, J.M.; Seok, C.S. Fatigue life prediction for an API 5L X42 natural gas pipeline. Eng. Fail. Anal. 2015, 38, 396–402. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness | Cover Plate/mm | Side Plate/mm | |
|---|---|---|---|
| Part | |||
| Beam | 12/12 | 14/14 | |
| Arm | 14/14 | 14/14 | |
| Bucket | 20 | 20/20 | |
| Material | Modulus of Elasticity/MPa | Poisson’s Ratio | Density/(t·mm−3) |
|---|---|---|---|
| 16Mn | 2.06 × 105 | 0.3 | 7.85 × 10−9 |
| Sa/MPa | N | |||
|---|---|---|---|---|
| 35 | 1.3 | 3.2 | 1.175 | 212,573,025 |
| 75 | 1.3 | 3.2 | 1.175 | 2,537,428 |
| 125 | 1.3 | 3.2 | 1.175 | 612,350 |
| 175 | 1.3 | 3.2 | 1.175 | 205,692 |
| Material | Aluminum Alloy | Titanium Alloy | Strength of Steel 1655 MPa | High Strength Steel 1655 MPa |
|---|---|---|---|---|
| 4.0 | 3.0 | 3.0 | 2.2 |
| Life | B | /MPa | ||||
|---|---|---|---|---|---|---|
| 6.875 × 105 | 1.4 × 105 | −3.92 | 930 | 189.2 | 285 | 0.92 |
| Node ID | Level i | Frequency Times | Cycles | Node ID | Level i | Frequency Times | Cycles | ||
|---|---|---|---|---|---|---|---|---|---|
| Boom 1 | 1 | 10/15 | 30 | Boom 2 | 1 | 10/40 | 15 | ||
| 2 | 20/40 | 10 | 2 | 20/15 | 10 | ||||
| 3 | 30/45 | 2 | 3 | 30/40 | 8 | ||||
| 4 | 40/30 | 5 | 4 | 40/35 | 5 | ||||
| 5 | 50/55 | 2 | 5 | 50/40 | 3 | ||||
| 6 | 60/40 | 2 | 6 | 60/45 | 2 | ||||
| 7 | 70/35 | 2 | 7 | 70/55 | 1 | ||||
| 8 | 80/20 | 1 | 8 | 80/35 | 1 | ||||
| Boom 3 | 1 | 10/40 | 30 | Boom 4 | 1 | 10/15 | 55 | ||
| 2 | 20/20 | 10 | 2 | 20/15 | 18 | ||||
| 3 | 30/30 | 2 | 3 | 30/45 | 5 | ||||
| 4 | 40/10 | 2 | 4 | 40/25 | 3 | ||||
| 5 | 50/10 | 2 | 5 | 50/50 | 2 | ||||
| 6 | 60/15 | 1 | 6 | 60/45 | 1 | ||||
| 7 | 70/40 | 1 | 7 | 70/40 | 1 | ||||
| 8 | 80/20 | 1 | 8 | 80/30 | 1 | ||||
| Arm 1 | 1 | 10/15 | 35 | Arm 2 | 1 | 10/20 | 20 | ||
| 2 | 20/15 | 24 | 2 | 20/20 | 15 | ||||
| 3 | 30/15 | 20 | 3 | 30/35 | 4 | ||||
| 4 | 40/12 | 8 | 4 | 40/20 | 2 | ||||
| 5 | 50/45 | 1 | 5 | 50/50 | 1 | ||||
| 6 | 60/18 | 1 | 6 | 60/20 | 2 | ||||
| 7 | 70/30 | 1 | 7 | 70/30 | 1 | ||||
| 8 | 80/35 | 1 | 8 | 80/40 | 1 |
| Module | Node | Times | Year |
|---|---|---|---|
| Boom | 1 | 867,700 | 3.45 |
| 2 | 787,370 | 3.13 | |
| 3 | 886,870 | 3.53 | |
| 4 | 829,490 | 3.30 | |
| Arm | 1 | 846,700 | 3.30 |
| 2 | 828,310 | 3.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, G.; Xiao, J.; Zhou, Q. Fatigue Models Based on Real Load Spectra and Corrected S-N Curve for Estimating the Residual Service Life of the Remanufactured Excavator Beam. Metals 2021, 11, 365. https://doi.org/10.3390/met11020365
Zhao G, Xiao J, Zhou Q. Fatigue Models Based on Real Load Spectra and Corrected S-N Curve for Estimating the Residual Service Life of the Remanufactured Excavator Beam. Metals. 2021; 11(2):365. https://doi.org/10.3390/met11020365
Chicago/Turabian StyleZhao, Gang, Junsong Xiao, and Qi Zhou. 2021. "Fatigue Models Based on Real Load Spectra and Corrected S-N Curve for Estimating the Residual Service Life of the Remanufactured Excavator Beam" Metals 11, no. 2: 365. https://doi.org/10.3390/met11020365
APA StyleZhao, G., Xiao, J., & Zhou, Q. (2021). Fatigue Models Based on Real Load Spectra and Corrected S-N Curve for Estimating the Residual Service Life of the Remanufactured Excavator Beam. Metals, 11(2), 365. https://doi.org/10.3390/met11020365